
あと施工アンカー用包装容器
【課題】あと施工アンカーを収容する箱体に、当該あと施工アンカーに適合する削孔の寸法で形成したゲージを設けることにより、箱体から取り出されるあと施工アンカーであれば、当該ゲージで一義的に削孔の適合性を簡便かつ確実に検査することができ、誤りなく削孔を形成するのに役立ち、所定のアンカー性能を確保することが可能なあと施工アンカー用包装容器を提供する。
【解決手段】削孔に挿入して用いられるあと施工アンカーを収容する箱体4でなるあと施工アンカー用包装容器であって、箱体は、切断可能な素材で形成され、箱体には印刷によって、箱体に収容されているあと施工アンカーに適合する削孔の寸法で形成したゲージ2が設けられている。
【解決手段】削孔に挿入して用いられるあと施工アンカーを収容する箱体4でなるあと施工アンカー用包装容器であって、箱体は、切断可能な素材で形成され、箱体には印刷によって、箱体に収容されているあと施工アンカーに適合する削孔の寸法で形成したゲージ2が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、あと施工アンカーを収容する箱体に、当該あと施工アンカーに適合する削孔の寸法で形成したゲージを設けることにより、箱体から取り出されるあと施工アンカーであれば、当該ゲージで一義的に削孔の適合性を簡便かつ確実に検査することができ、誤りなく削孔を形成するのに役立ち、所定のアンカー性能を確保することが可能なあと施工アンカー用包装容器に関する。
【背景技術】
【0002】
あと施工アンカーを施工するにあたって、ドリル等によってコンクリート躯体などの施工対象に穿設される削孔は、アンカーの種類(金属系や接着系等)やアンカーの径、また要求性能によって、その孔径や深さが異なる。アンカーの種類及びアンカーの径が同一であっても、メーカー毎で、削孔の孔径や深さの設定値、並びにこれら設定値に対する許容範囲(施工公差)が異なることもある。使用するあと施工アンカーが、所定の性能を十分に発揮するためには、削孔の孔径や深さに対する施工管理が非常に重要である。
【0003】
特許文献1には、削孔の寸法を簡便に検査することが可能な「アンカーの植設方法とそれに使用するゲージ」が開示されている。特許文献1は、ドリルビットにより穿設された有底穴内に挿置され該有底穴内で先端部が拡径されることによって該有底穴内に一体に植設されるアンカーの植設方法であり、前記挿置しようとするアンカーに対応した有底穴をドリルビットで穿設する工程、前記有底穴に、植設しようとするアンカーの外径に対して所定の寸法であるか否かを検するために、少なくとも先端部の外径が前記アンカーの外径に対して所定の寸法に形成されたゲージを挿入して、有底穴の穴径と穴深さをチェックする工程、前記有底穴の穴径と穴深さが前記ゲージにより所定の寸法であることが確認されることを条件に、前記アンカーを有底穴内に挿入して植設する工程を有する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−105761号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のゲージは、目盛りを読み取ることで削孔の寸法を検査するもので、いわゆる汎用的に使用できるものである。
【0006】
ところで、上述したように、削孔の寸法は、アンカーの種類(金属系や接着系等)等によって種々異なり、またさらに、メーカー毎で、削孔寸法の設定値や許容範囲が様々に異なるため、実際の施工では、施工者は、ゲージで読み取った削孔の寸法が、使用するアンカーの種類等に適合しているか否か、そしてまた、各メーカーが指定している設定値や許容範囲に適合しているか否かを、別途確認しなければならない。
【0007】
すなわち、汎用のゲージであるために、必ず寸法を読み取る必要があり、そして読み取った上で、使用するあと施工アンカーに対する削孔の適合性を照合しなければならず、検査自体が煩雑であるとともに、また、どのメーカーのもので、その設定値等はどうであるかなどを迷うことから、適合性の判断を誤り易いものであった。形成した削孔の、使用するアンカーに対する適合性を誤ると、所定の性能を確保することができなかった。
【0008】
本発明は上記従来の課題に鑑みて創案されたものであって、あと施工アンカーを収容する箱体に、当該あと施工アンカーに適合する削孔の寸法で形成したゲージを設けることにより、箱体から取り出されるあと施工アンカーであれば、当該ゲージで一義的に削孔の適合性を簡便かつ確実に検査することができ、誤りなく削孔を形成するのに役立ち、所定のアンカー性能を確保することが可能なあと施工アンカー用包装容器を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明にかかるあと施工アンカー用包装容器は、削孔に挿入して用いられるあと施工アンカーを収容する箱体でなるあと施工アンカー用包装容器であって、上記箱体は、切断可能な素材で形成され、上記箱体には印刷によって、該箱体に収容されているあと施工アンカーに適合する削孔の寸法で形成したゲージが設けられていることを特徴とする。
【0010】
前記箱体には、前記ゲージの輪郭に沿って、該ゲージを該箱体から切り離すためのミシン目が形成されていることを特徴とする。
【0011】
前記ゲージは、複数設けられていることを特徴とする。
【0012】
前記箱体はそれを形作る折り線を有し、前記ゲージは、上記箱体から切り離し上記折り線で二枚重ねに折り畳むために、該折り線を対称軸として線対称に印刷されていることを特徴とする。
【発明の効果】
【0013】
本発明にかかるあと施工アンカー用包装容器にあっては、あと施工アンカーを収容する箱体に、当該あと施工アンカーに適合する削孔の寸法で形成したゲージを設けることにより、箱体から取り出されるあと施工アンカーであれば、当該ゲージで一義的に削孔の適合性を簡便かつ確実に検査することができ、誤りなく削孔を形成するのに役立ち、所定のアンカー性能を確保することができる。
【図面の簡単な説明】
【0014】
【図1】本発明にかかるあと施工アンカー用包装容器に設けられるゲージで削孔の寸法を検査する様子を示す説明図である。
【図2】本発明にかかるあと施工アンカー用包装容器の好適な一実施形態を示す斜視図である。
【図3】本発明にかかるあと施工アンカー用包装容器の変形例を示す斜視図である。
【図4】本発明にかかるあと施工アンカー用包装容器の他の変形例を示す説明図である。
【図5】図2に示したあと施工アンカー用包装容器から切り離されたゲージを示す正面図である。
【図6】図5のゲージで削孔寸法を検査している状態を示す正面図である。
【図7】図5に示したゲージの補足的な説明図である。
【図8】図5に示したゲージのさらに補足的な説明図である。
【発明を実施するための形態】
【0015】
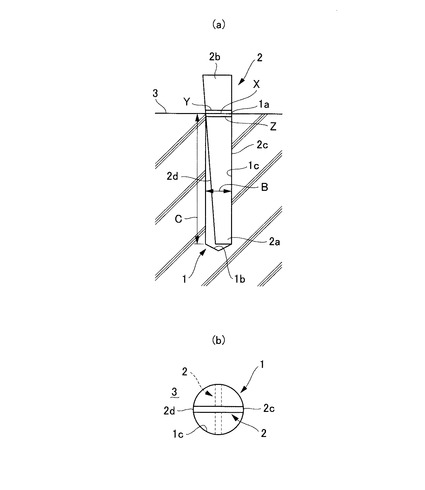
以下に、本発明にかかるあと施工アンカー用包装容器の好適な実施形態を、添付図面を参照して詳細に説明する。図1には、削孔1の寸法、具体的には、孔径と深さをゲージ2で検査する様子が示されている。図1(a)は、ゲージ2を削孔1内に挿入している状態の側面図、図1(b)はその上面図である。
【0016】
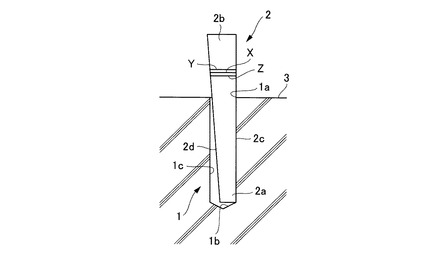
削孔1は、ドリルなどで穿孔することにより、コンクリート躯体などの施工対象物表面3に開口される開孔部1aから錐面状をなす底部1bにわたる間で、ほぼ一定の孔径Bで形成されるものであって、当該一定の孔径Bで穿孔がなされた距離が削孔1の有効な深さ寸法C(以下、単に「深さ寸法」という)となる。使用するあと施工アンカーは個々に、適合する孔径D及び深さ寸法E(図5中、ゲージに示された寸法を参照)が設定されていて、この孔径D及び深さ寸法Eに合わせて削孔1を形成する必要がある。
【0017】
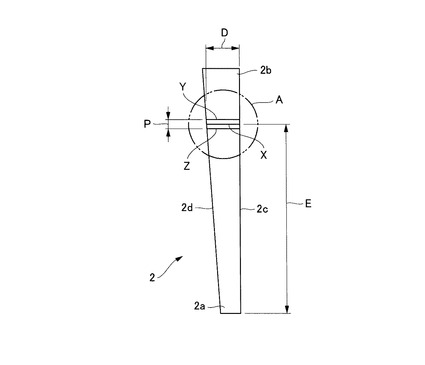
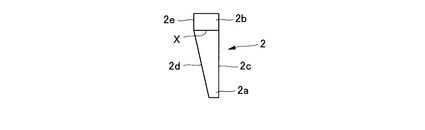
ゲージ2は図5にも示すように、平板状であって、削孔1内に差し入れられる幅狭な先端部2aから、作業者が手で持つための把持部分となる幅広な基端部2bにわたり、帯状に形成される。ゲージ2の幅方向一側縁は、削孔1の深さ方向に沿う直線状の縦辺2cとして形成される。
【0018】
ゲージ2には、縦辺2cに沿って先端部2aから測って、使用するあと施工アンカーに適合する深さ寸法E位置に、削孔1の深さ寸法Cの目印となる目印線Xが設けられる。目印線Xは、ゲージ2の幅方向に沿って、縦辺2cに対し垂直に設けられる。目印線Xの長さ、すなわち目印線Xを設けた位置におけるゲージ2の幅寸法は、縦辺2cから測って、使用するあと施工アンカーに適合する孔径寸法Dに設定される。目印線Xの上側及び下側にはそれぞれ、深さ寸法Cの許容範囲Pを領域で示すための上補助線Y及び下補助線Zが設けられる。
【0019】
ゲージ2の幅方向他側縁は、目印線Xに対して適宜な傾きを持つ斜辺2dとして形成される。これにより、ゲージ2は、下補助線Zよりも先端部2a側を削孔1内へゆとりを持って挿入できるように、先端部2aに向かって先細りに形成される。先端部2aの端縁は、削孔1の底部1bと干渉しないように、目印線Xと平行かあるいは縦辺2cから斜辺2dに向けて僅かに斜め上向きに形成される。
【0020】
ゲージ2による削孔1の寸法検査にあたっては、ゲージ2を、その縦辺2cを削孔1の内周面1cに押し当てながら挿入する。縦辺2cを押し当てている場合には、目印線Xが施工対象物表面3とほぼ水平になるのに対し、斜辺2dを押し当ててしまっている場合には、目印線Xが傾いた状態となり、挿入の仕方の適否が分かる。
【0021】
また、削孔1の内周面1cに押し当てながら削孔1内方に挿入していくゲージ2が当該内周面1cから離れるようになると、ゲージ2の先端部2aが錐面状の底部1bにまで深く差し入れられてしまっている、すなわち挿入し過ぎであることが分かり、この場合には、縦辺2cが内周面1cに接する状態までゲージ2を抜き出すことで、挿入状態が適正化される。
【0022】
削孔1の寸法B,Cが、使用するあと施工アンカーに適合している場合には、図1に示すように、ゲージ2の縦辺2cが削孔1の内周面1cと密着した状態で先端部2aが削孔1の下端に達すると、目印線Xを挟む上・下補助線Y,Zによる許容範囲Pの領域が開孔部1aに位置し、同時に、ゲージ2が開孔部1aを横断して二分する様子が観察される。削孔1の孔径Bは図1(b)に点線で示すように、ゲージ2の向きを90°変えて、二度行うようにすると、精度良く検査することができる。
【0023】
他方、削孔1の深さ寸法Cが短く足りない場合には図6に示すように、目印線Xが削孔1の開孔部1aに位置せず、削孔1が不適合であることが分かる。また図示しないが、削孔1の孔径Bが小さく狭い場合にも、ゲージ2を削孔1内に途中までしか挿入することができないことから、目印線Xが削孔1の開孔部1aに位置せず、削孔1が不適合であることが分かる。
【0024】
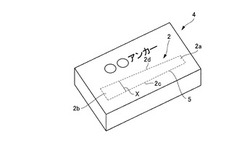
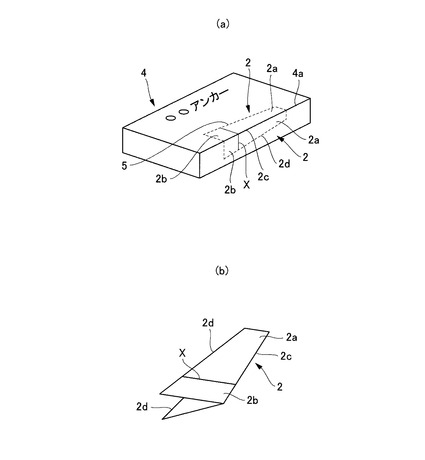
図2には、本実施形態にかかるあと施工アンカー用包装容器が示されている。あと施工アンカー用包装容器は、削孔1に挿入して用いられる複数本のあと施工アンカーの輸送用や保管用として、当該あと施工アンカーを収容する箱体4で構成される。図示例にあっては、箱体4は直方体状に形成されている。しかしながら、箱体4は、断面円形状や断面多角形状の筒体の他、いかなる形態であっても良いことはもちろんである。
【0025】
箱体4は、切断可能な素材で形成される。好ましくは、ハサミや小刀などの切断用具で切り取ることが可能な段ボールや厚紙などの紙製や、保形性(形態を維持できる性質)のある肉薄な合成樹脂製で形成される。
【0026】
箱体4には、印刷によって、上述したゲージ2が設けられる。ゲージ2は、箱体4に収容されているあと施工アンカーに適合する削孔1の寸法、すなわち孔径D及び深さ寸法Eで形成される。ゲージ2は、箱体4の上面や底面、側面、言い換えれば箱体4の蓋部や本体部、要するに、箱体4の外形形態を規定するあらゆる表面のいずれかの箇所に印刷されていればよい。ゲージ2は、切断用具で箱体4から切り離すことで、削孔寸法B,Cの検査に使用される。
【0027】
図2に示す例では、箱体4には、ゲージ2の輪郭に沿って、ゲージ2を箱体4から切り離すためのミシン目5が形成されている。ミシン目5を形成しているので、切断用具を使用することなく、ゲージ2を切り離すことができる。
【0028】
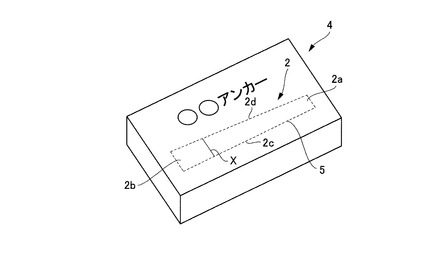
図3には、ゲージ2を印刷した様子の変形例が示されている。この変形例では、ゲージ2が箱体4に複数印刷して設けられている。ゲージ2を複数印刷しておくことにより、ゲージ2のスペアを用意することができる。複数のゲージ2を印刷する場合、隣り合うゲージ2の向きを反転して印刷することにより、狭いスペースに多数のゲージ2を印刷することができる。
【0029】
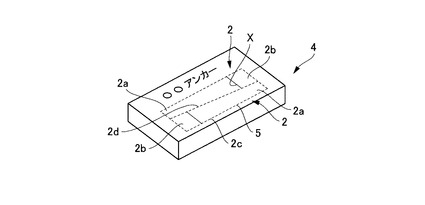
図4には、ゲージ2を印刷した様子の他の変形例が示されている。図4(a)はゲージ2を印刷した箱体4の斜視図であり、図4(b)は切り離したゲージ2の様子を示す斜視図である。この変形例は基本的には、縦辺2cを対称軸として線対称で一対のゲージ2を印刷するものである。このように印刷されて箱体4から切り離したゲージ2は、縦辺2cで二枚重ねに折り畳むことで、高い強度で形成することができる。
【0030】
図示例の直方体状の箱体4など、当該箱体4を形作る折り線4aを有している場合、この折り線4aにゲージ2の縦辺2cを合わせ、折り線4aを対称軸として線対称でゲージ2を印刷している。この場合には、箱体4から切り離したゲージ2は、箱体4の折り線4aを利用して二枚重ねに折り畳むことができ、二枚重ねのゲージ2を容易かつ適切に形作ることができる。
【0031】
以上説明した本実施形態にかかるあと施工アンカー用包装容器にあっては、箱体4を切断可能な素材で形成し、箱体4には印刷によって、当該箱体4に収容されているあと施工アンカーに適合する削孔1の寸法D,Eで形成したゲージ2を設けるようにしていて、すなわち、あと施工アンカーを収容する箱体4に、当該あと施工アンカーに適合する削孔1の寸法D,Eで形成したゲージ2を設けるようにしたので、汎用のゲージを用いる背景技術と異なり、寸法の読み取り作業、並びに読み取った寸法と、使用する種々の、そしてまたメーカー毎の、あと施工アンカーとの適合性の照合作業が不要となり、検査作業を簡便化できると共に、適合性の判断を間違えるなどの事態を防止できる。
【0032】
すなわち、箱体4から取り出されるあと施工アンカーであれば、当該ゲージ2で一義的に削孔1の適合性を簡便かつ確実に検査することができ、誤りなく削孔1を形成するのに役立ち、所定のアンカー性能を確保することができる。
【0033】
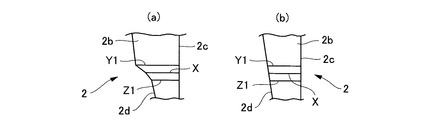
図7及び図8には、上述したゲージ2に関する補足的な事項が示されている。図7(a)は図5のA部拡大図であって、孔径Dに許容範囲が設定されている場合であり、図7(b)はさらに、孔径Dの許容範囲が深さ寸法Eの許容範囲Pに対し一次関数的な場合である。
【0034】
図7(a)の場合について略述すると、ゲージ2に設けられる目印線Xは、使用するあと施工アンカーに設定された深さ寸法Eと孔径Dとを1対1の関係で示している。上・下補助線Y,Zは、深さ寸法Eに関し、プラス限度(長め)とマイナス限度(短め)を示すものである。孔径Dについても同様に許容範囲として、設定された孔径Dに対し、プラス限度(大きめ)とマイナス限度(小さめ)が設定されるときがある。
【0035】
このような場合、上補助線Yの長さを、孔径Dにプラス限度を加えた寸法として、この寸法を当該上補助線Y位置におけるゲージ2の幅寸法Y1として設定し、また下補助線Zの長さを、孔径Dからマイナス限度を差し引いた寸法として、この寸法を当該下補助線Z位置におけるゲージ2の幅寸法Z1として設定する。これにより、孔径Dについてその許容範囲も検査し得るゲージ2を形成することができる。
【0036】
図7(b)の場合は、下補助線Z位置から目印線Xを経過して上補助線Y位置にわたり、孔径Dの許容範囲の増分が深さ寸法Eの許容範囲Pにおける増分に対して一次線形性を有するとき、当該一次線形の傾きでゲージ2の他側縁の斜辺2dを形成する。このようにすれば、許容範囲の領域及びその周辺における孔径Dと深さ寸法Eの許容範囲の領域をゲージ2に設定することができる。
【0037】
また、図8は、目印線Xよりも基端部2b側を、縦辺2cと平行な辺2eで形成したゲージ2を示している。ゲージ2の他側縁を、基端部2bまで斜辺で形成すると、当該斜辺が削孔1の開孔部1aに引っ掛かった場合、それ以上検査をすることはできない。これに対し、図8に示した例では、ゲージ2の幅寸法が削孔1の孔径Bを超えない限り、ゲージ2を削孔1内に深く挿入することができ、削孔1が深過ぎる場合には、目印線Xが削孔1内に隠れてしまうことが観察され、削孔1が不適合であることが分かる。
【符号の説明】
【0038】
1 削孔
2 ゲージ
4 箱体
4a 箱体の折り線
5 ミシン目
D あと施工アンカーに適合する削孔の孔径
E あと施工アンカーに適合する削孔の深さ寸法
【技術分野】
【0001】
本発明は、あと施工アンカーを収容する箱体に、当該あと施工アンカーに適合する削孔の寸法で形成したゲージを設けることにより、箱体から取り出されるあと施工アンカーであれば、当該ゲージで一義的に削孔の適合性を簡便かつ確実に検査することができ、誤りなく削孔を形成するのに役立ち、所定のアンカー性能を確保することが可能なあと施工アンカー用包装容器に関する。
【背景技術】
【0002】
あと施工アンカーを施工するにあたって、ドリル等によってコンクリート躯体などの施工対象に穿設される削孔は、アンカーの種類(金属系や接着系等)やアンカーの径、また要求性能によって、その孔径や深さが異なる。アンカーの種類及びアンカーの径が同一であっても、メーカー毎で、削孔の孔径や深さの設定値、並びにこれら設定値に対する許容範囲(施工公差)が異なることもある。使用するあと施工アンカーが、所定の性能を十分に発揮するためには、削孔の孔径や深さに対する施工管理が非常に重要である。
【0003】
特許文献1には、削孔の寸法を簡便に検査することが可能な「アンカーの植設方法とそれに使用するゲージ」が開示されている。特許文献1は、ドリルビットにより穿設された有底穴内に挿置され該有底穴内で先端部が拡径されることによって該有底穴内に一体に植設されるアンカーの植設方法であり、前記挿置しようとするアンカーに対応した有底穴をドリルビットで穿設する工程、前記有底穴に、植設しようとするアンカーの外径に対して所定の寸法であるか否かを検するために、少なくとも先端部の外径が前記アンカーの外径に対して所定の寸法に形成されたゲージを挿入して、有底穴の穴径と穴深さをチェックする工程、前記有底穴の穴径と穴深さが前記ゲージにより所定の寸法であることが確認されることを条件に、前記アンカーを有底穴内に挿入して植設する工程を有する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−105761号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のゲージは、目盛りを読み取ることで削孔の寸法を検査するもので、いわゆる汎用的に使用できるものである。
【0006】
ところで、上述したように、削孔の寸法は、アンカーの種類(金属系や接着系等)等によって種々異なり、またさらに、メーカー毎で、削孔寸法の設定値や許容範囲が様々に異なるため、実際の施工では、施工者は、ゲージで読み取った削孔の寸法が、使用するアンカーの種類等に適合しているか否か、そしてまた、各メーカーが指定している設定値や許容範囲に適合しているか否かを、別途確認しなければならない。
【0007】
すなわち、汎用のゲージであるために、必ず寸法を読み取る必要があり、そして読み取った上で、使用するあと施工アンカーに対する削孔の適合性を照合しなければならず、検査自体が煩雑であるとともに、また、どのメーカーのもので、その設定値等はどうであるかなどを迷うことから、適合性の判断を誤り易いものであった。形成した削孔の、使用するアンカーに対する適合性を誤ると、所定の性能を確保することができなかった。
【0008】
本発明は上記従来の課題に鑑みて創案されたものであって、あと施工アンカーを収容する箱体に、当該あと施工アンカーに適合する削孔の寸法で形成したゲージを設けることにより、箱体から取り出されるあと施工アンカーであれば、当該ゲージで一義的に削孔の適合性を簡便かつ確実に検査することができ、誤りなく削孔を形成するのに役立ち、所定のアンカー性能を確保することが可能なあと施工アンカー用包装容器を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明にかかるあと施工アンカー用包装容器は、削孔に挿入して用いられるあと施工アンカーを収容する箱体でなるあと施工アンカー用包装容器であって、上記箱体は、切断可能な素材で形成され、上記箱体には印刷によって、該箱体に収容されているあと施工アンカーに適合する削孔の寸法で形成したゲージが設けられていることを特徴とする。
【0010】
前記箱体には、前記ゲージの輪郭に沿って、該ゲージを該箱体から切り離すためのミシン目が形成されていることを特徴とする。
【0011】
前記ゲージは、複数設けられていることを特徴とする。
【0012】
前記箱体はそれを形作る折り線を有し、前記ゲージは、上記箱体から切り離し上記折り線で二枚重ねに折り畳むために、該折り線を対称軸として線対称に印刷されていることを特徴とする。
【発明の効果】
【0013】
本発明にかかるあと施工アンカー用包装容器にあっては、あと施工アンカーを収容する箱体に、当該あと施工アンカーに適合する削孔の寸法で形成したゲージを設けることにより、箱体から取り出されるあと施工アンカーであれば、当該ゲージで一義的に削孔の適合性を簡便かつ確実に検査することができ、誤りなく削孔を形成するのに役立ち、所定のアンカー性能を確保することができる。
【図面の簡単な説明】
【0014】
【図1】本発明にかかるあと施工アンカー用包装容器に設けられるゲージで削孔の寸法を検査する様子を示す説明図である。
【図2】本発明にかかるあと施工アンカー用包装容器の好適な一実施形態を示す斜視図である。
【図3】本発明にかかるあと施工アンカー用包装容器の変形例を示す斜視図である。
【図4】本発明にかかるあと施工アンカー用包装容器の他の変形例を示す説明図である。
【図5】図2に示したあと施工アンカー用包装容器から切り離されたゲージを示す正面図である。
【図6】図5のゲージで削孔寸法を検査している状態を示す正面図である。
【図7】図5に示したゲージの補足的な説明図である。
【図8】図5に示したゲージのさらに補足的な説明図である。
【発明を実施するための形態】
【0015】
以下に、本発明にかかるあと施工アンカー用包装容器の好適な実施形態を、添付図面を参照して詳細に説明する。図1には、削孔1の寸法、具体的には、孔径と深さをゲージ2で検査する様子が示されている。図1(a)は、ゲージ2を削孔1内に挿入している状態の側面図、図1(b)はその上面図である。
【0016】
削孔1は、ドリルなどで穿孔することにより、コンクリート躯体などの施工対象物表面3に開口される開孔部1aから錐面状をなす底部1bにわたる間で、ほぼ一定の孔径Bで形成されるものであって、当該一定の孔径Bで穿孔がなされた距離が削孔1の有効な深さ寸法C(以下、単に「深さ寸法」という)となる。使用するあと施工アンカーは個々に、適合する孔径D及び深さ寸法E(図5中、ゲージに示された寸法を参照)が設定されていて、この孔径D及び深さ寸法Eに合わせて削孔1を形成する必要がある。
【0017】
ゲージ2は図5にも示すように、平板状であって、削孔1内に差し入れられる幅狭な先端部2aから、作業者が手で持つための把持部分となる幅広な基端部2bにわたり、帯状に形成される。ゲージ2の幅方向一側縁は、削孔1の深さ方向に沿う直線状の縦辺2cとして形成される。
【0018】
ゲージ2には、縦辺2cに沿って先端部2aから測って、使用するあと施工アンカーに適合する深さ寸法E位置に、削孔1の深さ寸法Cの目印となる目印線Xが設けられる。目印線Xは、ゲージ2の幅方向に沿って、縦辺2cに対し垂直に設けられる。目印線Xの長さ、すなわち目印線Xを設けた位置におけるゲージ2の幅寸法は、縦辺2cから測って、使用するあと施工アンカーに適合する孔径寸法Dに設定される。目印線Xの上側及び下側にはそれぞれ、深さ寸法Cの許容範囲Pを領域で示すための上補助線Y及び下補助線Zが設けられる。
【0019】
ゲージ2の幅方向他側縁は、目印線Xに対して適宜な傾きを持つ斜辺2dとして形成される。これにより、ゲージ2は、下補助線Zよりも先端部2a側を削孔1内へゆとりを持って挿入できるように、先端部2aに向かって先細りに形成される。先端部2aの端縁は、削孔1の底部1bと干渉しないように、目印線Xと平行かあるいは縦辺2cから斜辺2dに向けて僅かに斜め上向きに形成される。
【0020】
ゲージ2による削孔1の寸法検査にあたっては、ゲージ2を、その縦辺2cを削孔1の内周面1cに押し当てながら挿入する。縦辺2cを押し当てている場合には、目印線Xが施工対象物表面3とほぼ水平になるのに対し、斜辺2dを押し当ててしまっている場合には、目印線Xが傾いた状態となり、挿入の仕方の適否が分かる。
【0021】
また、削孔1の内周面1cに押し当てながら削孔1内方に挿入していくゲージ2が当該内周面1cから離れるようになると、ゲージ2の先端部2aが錐面状の底部1bにまで深く差し入れられてしまっている、すなわち挿入し過ぎであることが分かり、この場合には、縦辺2cが内周面1cに接する状態までゲージ2を抜き出すことで、挿入状態が適正化される。
【0022】
削孔1の寸法B,Cが、使用するあと施工アンカーに適合している場合には、図1に示すように、ゲージ2の縦辺2cが削孔1の内周面1cと密着した状態で先端部2aが削孔1の下端に達すると、目印線Xを挟む上・下補助線Y,Zによる許容範囲Pの領域が開孔部1aに位置し、同時に、ゲージ2が開孔部1aを横断して二分する様子が観察される。削孔1の孔径Bは図1(b)に点線で示すように、ゲージ2の向きを90°変えて、二度行うようにすると、精度良く検査することができる。
【0023】
他方、削孔1の深さ寸法Cが短く足りない場合には図6に示すように、目印線Xが削孔1の開孔部1aに位置せず、削孔1が不適合であることが分かる。また図示しないが、削孔1の孔径Bが小さく狭い場合にも、ゲージ2を削孔1内に途中までしか挿入することができないことから、目印線Xが削孔1の開孔部1aに位置せず、削孔1が不適合であることが分かる。
【0024】
図2には、本実施形態にかかるあと施工アンカー用包装容器が示されている。あと施工アンカー用包装容器は、削孔1に挿入して用いられる複数本のあと施工アンカーの輸送用や保管用として、当該あと施工アンカーを収容する箱体4で構成される。図示例にあっては、箱体4は直方体状に形成されている。しかしながら、箱体4は、断面円形状や断面多角形状の筒体の他、いかなる形態であっても良いことはもちろんである。
【0025】
箱体4は、切断可能な素材で形成される。好ましくは、ハサミや小刀などの切断用具で切り取ることが可能な段ボールや厚紙などの紙製や、保形性(形態を維持できる性質)のある肉薄な合成樹脂製で形成される。
【0026】
箱体4には、印刷によって、上述したゲージ2が設けられる。ゲージ2は、箱体4に収容されているあと施工アンカーに適合する削孔1の寸法、すなわち孔径D及び深さ寸法Eで形成される。ゲージ2は、箱体4の上面や底面、側面、言い換えれば箱体4の蓋部や本体部、要するに、箱体4の外形形態を規定するあらゆる表面のいずれかの箇所に印刷されていればよい。ゲージ2は、切断用具で箱体4から切り離すことで、削孔寸法B,Cの検査に使用される。
【0027】
図2に示す例では、箱体4には、ゲージ2の輪郭に沿って、ゲージ2を箱体4から切り離すためのミシン目5が形成されている。ミシン目5を形成しているので、切断用具を使用することなく、ゲージ2を切り離すことができる。
【0028】
図3には、ゲージ2を印刷した様子の変形例が示されている。この変形例では、ゲージ2が箱体4に複数印刷して設けられている。ゲージ2を複数印刷しておくことにより、ゲージ2のスペアを用意することができる。複数のゲージ2を印刷する場合、隣り合うゲージ2の向きを反転して印刷することにより、狭いスペースに多数のゲージ2を印刷することができる。
【0029】
図4には、ゲージ2を印刷した様子の他の変形例が示されている。図4(a)はゲージ2を印刷した箱体4の斜視図であり、図4(b)は切り離したゲージ2の様子を示す斜視図である。この変形例は基本的には、縦辺2cを対称軸として線対称で一対のゲージ2を印刷するものである。このように印刷されて箱体4から切り離したゲージ2は、縦辺2cで二枚重ねに折り畳むことで、高い強度で形成することができる。
【0030】
図示例の直方体状の箱体4など、当該箱体4を形作る折り線4aを有している場合、この折り線4aにゲージ2の縦辺2cを合わせ、折り線4aを対称軸として線対称でゲージ2を印刷している。この場合には、箱体4から切り離したゲージ2は、箱体4の折り線4aを利用して二枚重ねに折り畳むことができ、二枚重ねのゲージ2を容易かつ適切に形作ることができる。
【0031】
以上説明した本実施形態にかかるあと施工アンカー用包装容器にあっては、箱体4を切断可能な素材で形成し、箱体4には印刷によって、当該箱体4に収容されているあと施工アンカーに適合する削孔1の寸法D,Eで形成したゲージ2を設けるようにしていて、すなわち、あと施工アンカーを収容する箱体4に、当該あと施工アンカーに適合する削孔1の寸法D,Eで形成したゲージ2を設けるようにしたので、汎用のゲージを用いる背景技術と異なり、寸法の読み取り作業、並びに読み取った寸法と、使用する種々の、そしてまたメーカー毎の、あと施工アンカーとの適合性の照合作業が不要となり、検査作業を簡便化できると共に、適合性の判断を間違えるなどの事態を防止できる。
【0032】
すなわち、箱体4から取り出されるあと施工アンカーであれば、当該ゲージ2で一義的に削孔1の適合性を簡便かつ確実に検査することができ、誤りなく削孔1を形成するのに役立ち、所定のアンカー性能を確保することができる。
【0033】
図7及び図8には、上述したゲージ2に関する補足的な事項が示されている。図7(a)は図5のA部拡大図であって、孔径Dに許容範囲が設定されている場合であり、図7(b)はさらに、孔径Dの許容範囲が深さ寸法Eの許容範囲Pに対し一次関数的な場合である。
【0034】
図7(a)の場合について略述すると、ゲージ2に設けられる目印線Xは、使用するあと施工アンカーに設定された深さ寸法Eと孔径Dとを1対1の関係で示している。上・下補助線Y,Zは、深さ寸法Eに関し、プラス限度(長め)とマイナス限度(短め)を示すものである。孔径Dについても同様に許容範囲として、設定された孔径Dに対し、プラス限度(大きめ)とマイナス限度(小さめ)が設定されるときがある。
【0035】
このような場合、上補助線Yの長さを、孔径Dにプラス限度を加えた寸法として、この寸法を当該上補助線Y位置におけるゲージ2の幅寸法Y1として設定し、また下補助線Zの長さを、孔径Dからマイナス限度を差し引いた寸法として、この寸法を当該下補助線Z位置におけるゲージ2の幅寸法Z1として設定する。これにより、孔径Dについてその許容範囲も検査し得るゲージ2を形成することができる。
【0036】
図7(b)の場合は、下補助線Z位置から目印線Xを経過して上補助線Y位置にわたり、孔径Dの許容範囲の増分が深さ寸法Eの許容範囲Pにおける増分に対して一次線形性を有するとき、当該一次線形の傾きでゲージ2の他側縁の斜辺2dを形成する。このようにすれば、許容範囲の領域及びその周辺における孔径Dと深さ寸法Eの許容範囲の領域をゲージ2に設定することができる。
【0037】
また、図8は、目印線Xよりも基端部2b側を、縦辺2cと平行な辺2eで形成したゲージ2を示している。ゲージ2の他側縁を、基端部2bまで斜辺で形成すると、当該斜辺が削孔1の開孔部1aに引っ掛かった場合、それ以上検査をすることはできない。これに対し、図8に示した例では、ゲージ2の幅寸法が削孔1の孔径Bを超えない限り、ゲージ2を削孔1内に深く挿入することができ、削孔1が深過ぎる場合には、目印線Xが削孔1内に隠れてしまうことが観察され、削孔1が不適合であることが分かる。
【符号の説明】
【0038】
1 削孔
2 ゲージ
4 箱体
4a 箱体の折り線
5 ミシン目
D あと施工アンカーに適合する削孔の孔径
E あと施工アンカーに適合する削孔の深さ寸法
【特許請求の範囲】
【請求項1】
削孔に挿入して用いられるあと施工アンカーを収容する箱体でなるあと施工アンカー用包装容器であって、
上記箱体は、切断可能な素材で形成され、上記箱体には印刷によって、該箱体に収容されているあと施工アンカーに適合する削孔の寸法で形成したゲージが設けられていることを特徴とするあと施工アンカー用包装容器。
【請求項2】
前記箱体には、前記ゲージの輪郭に沿って、該ゲージを該箱体から切り離すためのミシン目が形成されていることを特徴とする請求項1に記載のあと施工アンカー用包装容器。
【請求項3】
前記ゲージは、複数設けられていることを特徴とする請求項1または2に記載のあと施工アンカー用包装容器。
【請求項4】
前記箱体はそれを形作る折り線を有し、前記ゲージは、上記箱体から切り離し上記折り線で二枚重ねに折り畳むために、該折り線を対称軸として線対称に印刷されていることを特徴とする請求項1〜3いずれかの項に記載のあと施工アンカー用包装容器。
【請求項1】
削孔に挿入して用いられるあと施工アンカーを収容する箱体でなるあと施工アンカー用包装容器であって、
上記箱体は、切断可能な素材で形成され、上記箱体には印刷によって、該箱体に収容されているあと施工アンカーに適合する削孔の寸法で形成したゲージが設けられていることを特徴とするあと施工アンカー用包装容器。
【請求項2】
前記箱体には、前記ゲージの輪郭に沿って、該ゲージを該箱体から切り離すためのミシン目が形成されていることを特徴とする請求項1に記載のあと施工アンカー用包装容器。
【請求項3】
前記ゲージは、複数設けられていることを特徴とする請求項1または2に記載のあと施工アンカー用包装容器。
【請求項4】
前記箱体はそれを形作る折り線を有し、前記ゲージは、上記箱体から切り離し上記折り線で二枚重ねに折り畳むために、該折り線を対称軸として線対称に印刷されていることを特徴とする請求項1〜3いずれかの項に記載のあと施工アンカー用包装容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−117244(P2012−117244A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−266559(P2010−266559)
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000000446)岡部株式会社 (277)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000000446)岡部株式会社 (277)
【Fターム(参考)】
[ Back to top ]