
ねじ
【課題】 不完全ねじ部から尖りやバリが除去された状態で、相手側のねじ部品(ねじ部)との螺合性能を維持できるねじを提供する。
【解決手段】 先端部側の不完全ねじ部7aの山の頂部には、ねじ切りバイトの先端により除去された複数(合計5個)の切除面7P(7P1,7P21〜7P24)が、不完全ねじ部7aの始端位置から終端位置にわたって平行らせん状に形成されている。切除面7Pは山の中央部が高くなるように湾曲した形態で連なっている。
【解決手段】 先端部側の不完全ねじ部7aの山の頂部には、ねじ切りバイトの先端により除去された複数(合計5個)の切除面7P(7P1,7P21〜7P24)が、不完全ねじ部7aの始端位置から終端位置にわたって平行らせん状に形成されている。切除面7Pは山の中央部が高くなるように湾曲した形態で連なっている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ねじ切り加工によって形成された不完全ねじ部の山の頂部が部分的に除去されたねじに関する。
【背景技術】
【0002】
ボルト、ナット、止めねじ等のねじ部品には、ねじ切り加工に伴って不完全ねじ部が形成される。一般的に不完全ねじ部は、ねじ切り加工の際にねじ切り工具の逃げや食い付き部等によって、ねじの切り始め(又は切り終わり)部分すなわち完全ねじ部の前後(両端部)に形成され、ねじ山形(ねじ山の高さや断面形状)が不完全な部分をいう。具体的には、不完全ねじ部では、ねじ山の高さは0から完全ねじ部の正規の高さに至るまで(又は正規の高さから0に至るまで)ねじ部品の回転につれて順次変化し、ねじ山の角度やフランク(山の頂と谷底との連絡面)も完全ねじ部のように安定していない。
【0003】
したがって、不完全ねじ部は、完全ねじ部と比較した場合、ねじ山の頂部が鋭利に尖った形状となりやすく、また頂部にバリが出やすくなる。これらの尖りやバリによって、作業者が怪我をするおそれがあり、落としたときに不完全ねじ部自身に打痕ができやすくなる。さらに、このような尖りやバリは、そのままの状態であるいは脱落して漂流する状態で、螺合する相手側のねじ部品(ねじ部)やその周囲を損傷したり、相手側のねじ部品に対する螺合時のかじりやかじりで新たに発生した切り粉によって螺合が不良となったりすることもある。
【0004】
そこで、不完全ねじ部によって惹き起こされるこれらの不具合を取り除くための技術が種々提案されている。例えば、ねじ切り工具を既切削のねじピッチと同期させて移動し、不完全ねじ部をなぞるように再加工(修正加工)すること(特許文献1参照)、不完全ねじ部の鋭利な山頂部を一定の高さで切り落とし、中腹に平坦面を形成すること(特許文献2参照)、不完全ねじ部全体を除去すること(特許文献3参照)等である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭62−079913号公報
【特許文献2】特開2003−094248号公報
【特許文献3】特公平1−30005号公報
【0006】
これらはいずれも不完全ねじ部に加工処理を施すことによって、不完全ねじ部に形成された尖りやバリを除去するものである。しかし、特許文献1のように単に不完全ねじ部をなぞって再加工したり、特許文献2のように一定高さ以上を切り落としたりするだけでは、不完全ねじ部から尖りやバリをなくすことは困難である。また、特許文献3のように不完全ねじ部全体を除去したり、特許文献2のように一定の高さ以上の不完全ねじ部を除去したりした場合には、相手側のねじ部品(ねじ部)とスムーズに螺合できなくなったり、螺合(ねじ込み)途中でガタを生じたりして、螺合性能を低下させるおそれがある。言い換えれば、特許文献2,3のように不完全ねじ部の全体又は一部を除去するような加工処理は、ねじ部間の隙間をシールテープで埋めることを前提とした管用ねじのみにしか適用できない。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、不完全ねじ部から尖りやバリが除去された状態で、相手側のねじ部品(ねじ部)との螺合性能を維持できるねじを提供することにある。
【課題を解決するための手段及び発明の効果】
【0008】
上記課題を解決するために、本発明のねじは、
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の始端位置から終端位置にわたって平行らせん状に形成されていることを特徴とする。
【0009】
上記ねじによれば、不完全ねじ部の頂部には、複数の切除面が不完全ねじ部の始端位置から終端位置にわたって平行らせん状に形成されるので、不完全ねじ部から尖りやバリが容易に除去される。しかも、不完全ねじ部の全体又は一定範囲がすべて除去されるものではなく、不完全ねじ部の始端位置から終端位置にわたって山の頂部のみが削り取られるから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。なお、各切除面は工具先端の丸みを反映している。したがって、不完全ねじ部の頂部を、ねじ軸を含む断面で見たとき、これらの切除面は、波打ち際に打ち寄せるさざ波のように、複数が連なった波形(波線)で表される。
【0010】
本発明の対象となるねじ部品(ねじ部)は、おねじ、めねじを含み、右ねじ、左ねじを問わない。ねじ部品は、用途により、ボルト、ナット、木ねじ、小ねじ、ビス、止めねじ、タッピンねじ、ボールねじ等に分類され、また、断面形状により、三角ねじ、角ねじ、のこ歯ねじ、台形ねじ、管用ねじ(平行ねじ、テーパねじ)、丸ねじ等に分類されるが、これらのいずれにも本発明を適用できる。
【0011】
頂部を除去する際に使用する工具は、加工コストを抑制して精密な切除面を形成し、螺合性能を低下させないために、ねじ切り加工の際に使用したねじ切り工具(ねじ切りバイト等)を兼用することが望ましい。また、「ねじ軸に対し斜め方向への工具移動」を行う場合には、完全ねじ部のピッチと山の高さに応じて定められたテーパ状の移動であり、ねじ軸を含む断面において、ねじ軸方向及びねじ軸と直交する方向へ二次元的に移動すればよいが、三次元方向の移動を含んでもよい。
【0012】
なお、頂部を除去する際に不完全ねじ部(ねじ部品)を回転する方向は「ねじ切り方向(すなわちねじ切り加工時の回転方向)」と同じであり、ねじ自身が進むための回転方向を意味する。したがって、右ねじの場合、ねじ自身が進むための回転方向は、ねじの切り終わり側から見るとねじ軸を中心として時計回りであるが、ねじの切り始め側から見ると反時計回りとなる。
【0013】
不完全ねじ部の除去開始位置を始端位置からねじ軸方向及びねじ軸と直交する方向へ同時にずらすことにより、不完全ねじ部の頂部に形成される複数の切除面は、ねじ軸を含む断面において、山の中央部が高くなるように湾曲した形態で連なる。
【0014】
工具の先端を位置させる除去開始位置を不完全ねじ部の始端位置に対してねじ軸方向及びねじ軸と直交する方向へ同時にずらすことによって、不完全ねじ部の山の中央部が高くなるように(言い換えれば、複数の切除面が連なった波形の中央部が凸となるように)全体として丸みを持つ形態で、不完全ねじ部の頂部は削り取られる。これによって、不完全ねじ部のねじ山頂部の尖りをなくすとともにその両側部分にできたバリの除去が容易である。
【0015】
より具体的には、複数の切除面は、不完全ねじ部の頂部に内接する仮想円に対して、外側から接する位置にそれぞれ配置されている。
【0016】
これによって、複数の切除面が、仮想円の円弧に沿って並ぶので、不完全ねじ部のねじ山頂部に十分な丸みを持たせることができる。
【0017】
一方、不完全ねじ部の除去開始位置を始端位置からねじ軸方向へのみずらすことにより、不完全ねじ部の頂部に形成される複数の切除面は、ねじ軸を含む断面において、ねじ軸と平行な形態で連なる。
【0018】
工具の先端を位置させる除去開始位置を不完全ねじ部の始端位置に対してねじ軸方向へのみずらすことによって、ねじ軸と平行に(言い換えれば、複数の切除面が連なった波形がねじ軸と平行な平坦状になるように)不完全ねじ部の頂部は削り取られる。これによって、除去開始位置の調整が容易となり、加工コスト(特に位置調整の制御に要するコスト)を抑制して尖りやバリを簡易的に除去することができる。
【0019】
ねじ切り加工により完全ねじ部の両側に不完全ねじ部が形成されたねじ部品において、
ねじの切り始め側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、山の中央部が高くなるように湾曲した形態で連なる一方、
ねじの切り終わり側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、ねじ軸と平行な形態で連なることがある。
【0020】
ねじの切り始め側の不完全ねじ部では、ねじ山頂部の尖りやバリを安定して除去することができるので、特に相手側のねじ部品(ねじ部)との螺合がスムーズに行える。一方、ねじの切り終わり側の不完全ねじ部では、ねじ山頂部の尖りやバリを簡易的に除去することができるので、特に位置調整の制御に要するコストを低減できる。
【0021】
ねじ切り加工により完全ねじ部の両側に不完全ねじ部が形成されるとともに、ねじの切り終わり側に形成された円筒部にOリング、パッキン、ガスケット等の環状の圧縮変形部材が挿通されるねじ部品において、
ねじの切り始め側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、山の中央部が高くなるように湾曲した形態で連なる一方、
ねじの切り終わり側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、ねじ軸と平行な形態で連なることがある。
【0022】
例えば管用ねじ等のねじ部品において、ねじの切り始め側の不完全ねじ部では、ねじ山頂部の尖りやバリを安定して除去することができるので、相手側のねじ部品(ハウジング等のねじ部)との螺合がスムーズに行える。特に、圧縮変形部材が螺合時の締め付け力に抗して弾性復帰しようとして、その復元力がねじの切り始め側の不完全ねじ部を切り終わり側に引っ張るように作用しても、尖りやバリによるかじりによって相手側のねじ部品を損傷したり、切り粉を発生させたりすることを防止できる。一方、ねじの切り終わり側の不完全ねじ部では、ねじ山頂部の尖りやバリを簡易的に除去することができるので、特に位置調整の制御に要するコストを低減できる。
【0023】
そして、上記課題を解決するために、本発明のねじは、
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置又は終端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置又は終端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の全範囲にわたって平行らせん状に形成されていることを特徴とする。
【0024】
このようなねじによっても、不完全ねじ部の頂部には、複数の切除面が不完全ねじ部の全範囲にわたって平行らせん状に形成されるので、不完全ねじ部から尖りやバリが容易に除去される。しかも、不完全ねじ部の全体又は一定範囲がすべて除去されるものではなく、不完全ねじ部の全範囲にわたって山の頂部のみが削り取られるから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。
【0025】
具体的には、不完全ねじ部の始端位置(あるいは所定量ずれた位置)を不完全ねじ部の除去開始位置とする場合には、頂部を除去する際に不完全ねじ部(ねじ部品)を回転する方向は上記した通り「ねじ切り方向」であり、かつねじ切り加工の際に使用したねじ切り工具(ねじ切りバイト等)を兼用すればよい。一方、不完全ねじ部の終端位置(あるいは所定量ずれた位置)を不完全ねじ部の除去開始位置とする場合には、頂部を除去する際に不完全ねじ部(ねじ部品)を回転する方向は「反ねじ切り方向」であり、かつねじ切り加工の際に使用したねじ切り工具(ねじ切りバイト等)とは別の工具(例えば、逆ねじを切るためのねじ切りバイト)を使用する。
【図面の簡単な説明】
【0026】
【図1】本発明をねじ部品としての六角ボルトへ適用した例を示す正面図及び先端側から見た側面図。
【図2】図1のA部を拡大して示す正面図。
【図3】図1のB部を拡大して示す正面図。
【図4】第一の除去工程によって切除面が形成される様子を示す説明図。
【図5】図4に続く説明図。
【図6】図5に続く説明図。
【図7】図6に続く説明図。
【図8】図7に続く説明図。
【図9】図8に続く説明図。
【図10】図1の先端部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図。
【図11】第一の除去工程を示す概略説明図。
【図12】第二の除去工程(1回目)を示す概略説明図。
【図13】第二の除去工程(2回目)を示す概略説明図。
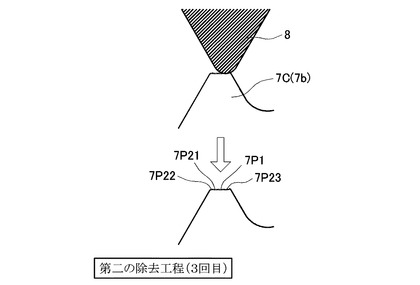
【図14】第二の除去工程(3回目)を示す概略説明図。
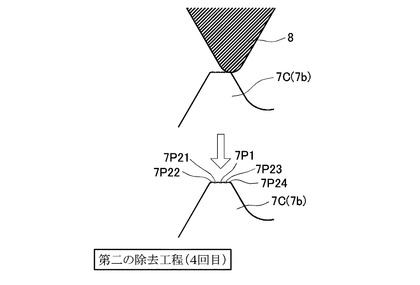
【図15】第二の除去工程(4回目)を示す概略説明図。
【図16】図1の頭部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図。
【図17】第一の除去工程を示す概略説明図。
【図18】第二の除去工程(1回目)を示す概略説明図。
【図19】第二の除去工程(2回目)を示す概略説明図。
【図20】第二の除去工程(3回目)を示す概略説明図。
【図21】第二の除去工程(4回目)を示す概略説明図。
【図22】本発明をねじ部品としての管用ねじへ適用した例を示す正面半断面図。
【図23】図22のC部を拡大して示す正面図。
【図24】図22のD部を拡大して示す正面図。
【図25】図1の変形例を示す正面図及び先端側から見た側面図。
【図26】図25のA’部を拡大して示す正面図。
【図27】図25のB’部を拡大して示す正面図。
【図28】第一の除去工程によって切除面が形成される様子を示す説明図。
【図29】図28に続く説明図。
【図30】図29に続く説明図。
【図31】図30に続く説明図。
【図32】図31に続く説明図。
【図33】図32に続く説明図。
【発明を実施するための形態】
【0027】
(実施例1)
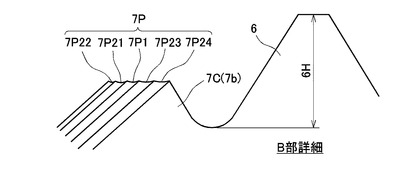
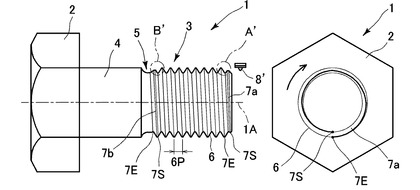
以下、本発明の実施の形態につき図面に示す実施例を参照して説明する。図1は本発明をねじ部品としての六角ボルトへ適用した例を示す正面図及び先端側から見た側面図、図2はそのうちのA部を拡大して示す正面図、図3はB部を拡大して示す正面図である。図1に示す六角ボルト1は、ねじ軸1Aを中心として軸部3を頭部2側から見て時計回り(軸部3の先端側から見た場合には矢印で示す反時計回り)に回転させ、ねじ切りバイト8(工具)を軸部3の先端部から頭部2側へねじ軸1Aと平行に所定のピッチ6Pで移動させることによって、軸部3にねじ切り加工が施されている。
【0028】
六角ボルト1の軸部3にはピッチ6P、山の高さ6H(図2,図3参照)のおねじ(右ねじ、1条ねじ)からなる完全ねじ部6が形成されるとともに、完全ねじ部6の先端部側(ねじ切り始め側)に不完全ねじ部7aが形成され、頭部2側(ねじ切り終わり側)にも不完全ねじ部7bが形成されている。図1の側面図に示すように、この実施例では、先端部側の不完全ねじ部7aは、山の高さが0の始端位置7Sから山の高さが6Hの終端位置7Eまでちょうどねじ1周分となるように、すなわち1ピッチ分で表され、その間に山の高さは回転につれて連続的に変化する。同様に、頭部2側の不完全ねじ部7bは、山の高さが6Hの始端位置7Sから山の高さが0の終端位置7Eまでちょうどねじ1周分となる。
【0029】
なお、頭部2の下の首部には、軸部3のうちねじ切り加工されなかった部分が円筒部4として残り、円筒部4と不完全ねじ部7bとの間には、ねじ切りバイト8の移動をスムーズに行うために逃げ溝5が設けられている。
【0030】
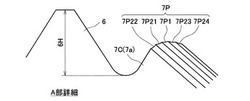
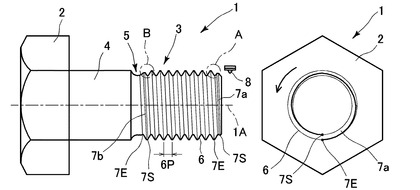
図2に示すように、先端部側の不完全ねじ部7aの山の頂部7Cには、ねじ切りバイト8(図1参照)の先端により除去された複数(この実施例では合計5個)の切除面7P(7P1,7P21〜7P24)が、不完全ねじ部7aの始端位置7Sから終端位置7E(図1参照)にわたって平行らせん状に形成されている。微視的に見ればねじ切りバイト8の先端は必ず何らかの丸みを有しているので、図2の頂部7Cに形成された各切除面7P(7P1,7P21〜7P24)は、ねじ切りバイト8の先端の丸みを反映している。図2に示す切除面7Pは山の中央部が高くなるように湾曲した形態で連なっている(詳しくは後述する)。
【0031】
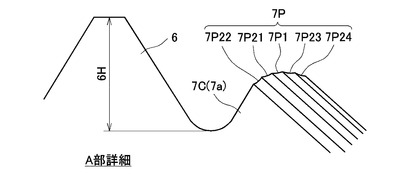
図3に示すように、頭部2側の不完全ねじ部7bの山の頂部7Cにも、ねじ切りバイト8の先端により除去された複数(この実施例では合計5個)の切除面7P(7P1,7P21〜7P24)が、不完全ねじ部7bの始端位置7Sから終端位置7Eにわたって平行らせん状に形成されている。図3の頂部7Cに形成された各切除面7P(7P1,7P21〜7P24)も、ねじ切りバイト8の先端の丸みを反映している。図3に示す切除面7Pはねじ軸1A(図1参照)と平行な形態で連なっている(詳しくは後述する)。
【0032】
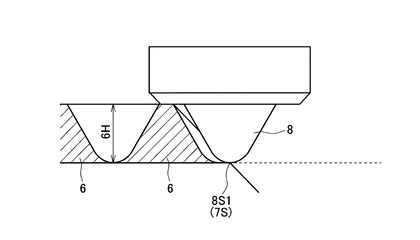
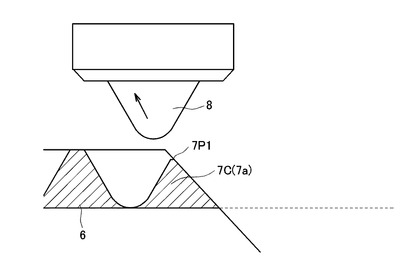
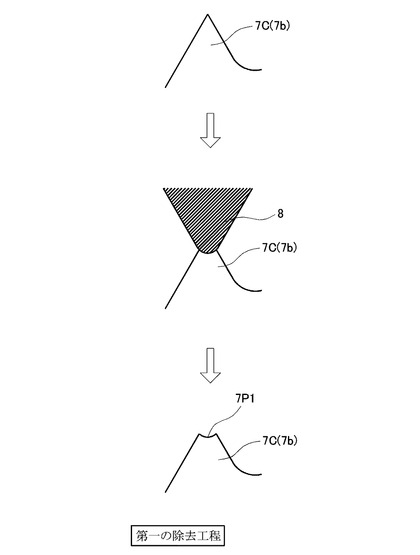
図4〜図9は第一の除去工程によって切除面が形成される様子を示す説明図である。まず、図4に示すように、不完全ねじ部7aの頂部7Cを除去する第一の除去工程では、不完全ねじ部7aの始端位置7Sに不完全ねじ部7aの除去開始位置8S1が一致するように、不完全ねじ部7aの回転方向の始端位置7Sとねじ切りバイト8の先端とを同期させる。
【0033】
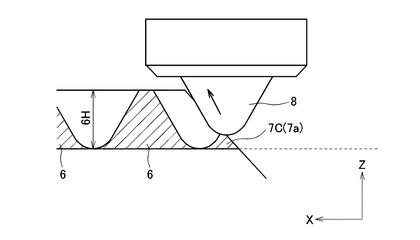
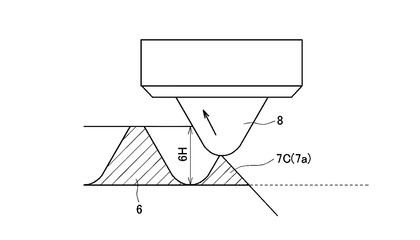
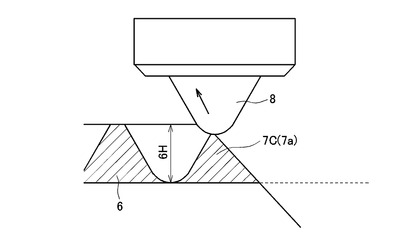
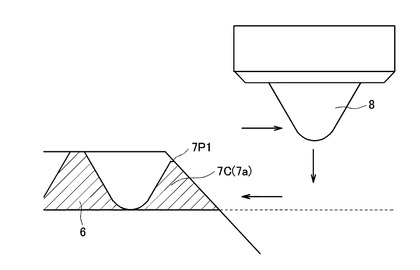
次に、図5〜図7に示すように、不完全ねじ部7a(六角ボルト1)をねじ切り方向に回転させつつ、ねじ切りバイト8をねじ軸1A(図1参照)に対する斜め方向(図の矢印方向)に移動させて、不完全ねじ部7aの頂部7Cを除去する。具体的には、第一の除去工程において不完全ねじ部7aを回転する方向はねじ切り方向(ねじ切り加工時の回転方向)と同じであるから、図1の側面図において矢印で示す反時計回りである。また、ねじ切りバイト8は完全ねじ部6のピッチ6Pと山の高さ6Hに応じて定められたテーパ状に移動し、図5〜図7に示すねじ軸1Aを含む断面においては、ねじ軸1A方向(左右方向X)及びねじ軸1Aと直交する方向(上下方向Z)へ二次元的に移動する。
【0034】
その結果、図8,図9に示すように、不完全ねじ部7aの頂部7Cには、ねじ切りバイト8の先端によって所定深さで除去された切除面7P1が、不完全ねじ部7aの始端位置7Sから終端位置7E(図4,図1参照)にわたってらせん状に形成される。第一の除去工程を終えたねじ切りバイト8は、図8のように一旦上方へ退避した後、図9のように第二の除去工程の最初の除去開始位置8S21(図10参照)へ移動する。なお、切除面7P1の深さは、例えばねじの呼びがM10〜M20の場合、0.01〜0.5mm程度である。
【0035】
図10は先端部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図、図11は第一の除去工程を示す概略説明図、図12〜図15は第二の除去工程(1回目〜4回目)を示す概略説明図である。図10に示すように、第一の除去工程では、ねじ切りバイト8の先端(すなわち除去開始位置8S1)は不完全ねじ部7aの始端位置7Sと一致する(図4参照)。ねじ切りバイト8はテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し(図5〜図7参照)、第一の除去工程を終えたねじ切りバイト8は、第二の除去工程の1回目の除去開始位置8S21に移動する(図8,図9参照)。
【0036】
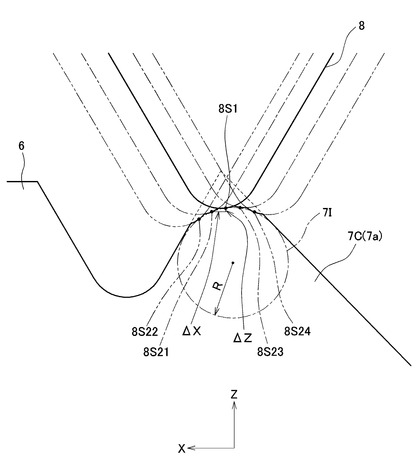
第二の除去工程の1回目の除去開始位置8S21は、第一の除去工程の除去開始位置8S1に対してねじ軸1A方向(左右方向X)及びねじ軸1Aと直交する方向(上下方向Z)へずれ量ΔX,ΔZだけそれぞれずらして設定される。この実施例では、1回目の除去開始位置8S21は除去開始位置8S1に対して左下方(つまり、頭部2側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、1回目の除去工程を終えたねじ切りバイト8は、2回目の除去開始位置8S22に移動する。
【0037】
第二の除去工程の2回目の除去開始位置8S22は、1回目の除去開始位置8S21よりもさらに左右方向X及び上下方向Zへずらして設定される。この実施例では、2回目の除去開始位置8S22は1回目の除去開始位置8S21に対して左下方(つまり、頭部2側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、2回目の除去工程を終えたねじ切りバイト8は、3回目の除去開始位置8S23に移動する。
【0038】
第二の除去工程の3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対して左右方向X及び上下方向Zへずらして設定される。この実施例では、3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対しX方向で反対側となる右下方(つまり、先端部側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、3回目の除去工程を終えたねじ切りバイト8は、4回目の除去開始位置8S24に移動する。
【0039】
第二の除去工程の4回目の除去開始位置8S24は、3回目の除去開始位置S23よりもさらに左右方向X及び上下方向Zへずらして設定される。この実施例では、4回目の除去開始位置8S24は3回目の除去開始位置8S23に対して右下方(つまり、先端部側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、4回目の除去工程を終えたねじ切りバイト8は、所定の待機位置へ移動する。
【0040】
図10に示すように、第一の除去工程の除去開始位置8S1及び第二の除去工程における4個の除去開始位置8S21〜8S24は、所定の半径Rを有して不完全ねじ部7aの頂部7Cに内接する仮想円7I上で設定されている。換言すれば、各除去工程においてねじ切りバイト8の先端は仮想内接円7Iに対して外側(上側)から接する状態で不完全ねじ部7aの頂部7Cを削り取る。
【0041】
この実施例では、第一の除去工程を1回、第二の除去工程を4回実施することによって、先端部側の不完全ねじ部7aの山の頂部7Cには、図2に示す5個の切除面7P(7P1,7P21〜7P24)が平行らせん状に形成される。したがって、これらの切除面7P(7P1,7P21〜7P24)は、仮想内接円7Iに対して外側(上側)から接する状態で不完全ねじ部7aの頂部7C表面を形成する。
【0042】
次に、図11〜図15に基づいて、先端部側の不完全ねじ部7aの山の頂部7Cを除去する工程の概略を説明する。
【0043】
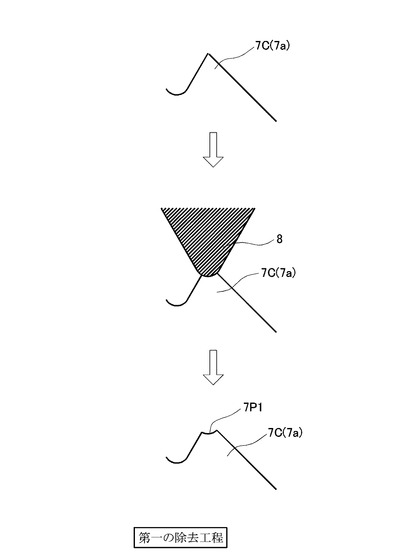
<第一の除去工程>(図11)
除去開始位置8S1を不完全ねじ部7aの始端位置7Sと一致させ(図4参照)、ねじ切りバイト8をテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P1が形成される。
【0044】
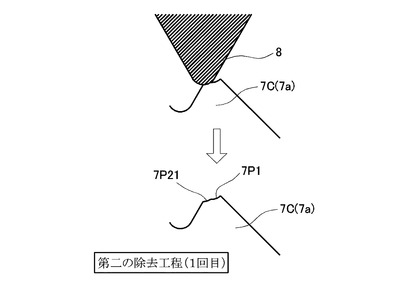
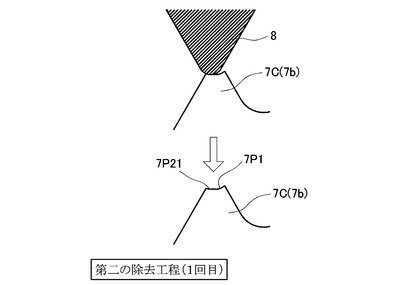
<第二の除去工程(1回目)>(図12)
除去開始位置8S21を上記除去開始位置8S1からずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P21が形成される。
【0045】
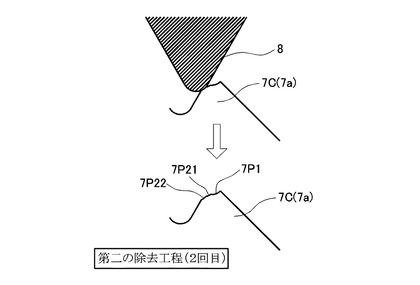
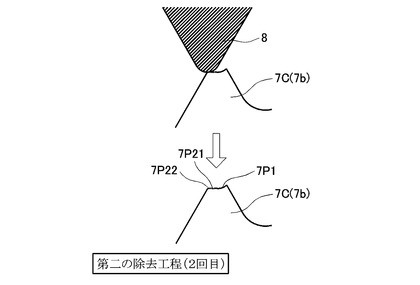
<第二の除去工程(2回目)>(図13)
除去開始位置8S22を上記除去開始位置8S21からさらにずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P22が形成される。
【0046】
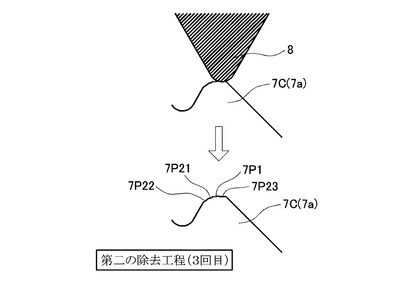
<第二の除去工程(3回目)>(図14)
除去開始位置8S23を上記除去開始位置8S21,8S22とは反対側にずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P23が形成される。
【0047】
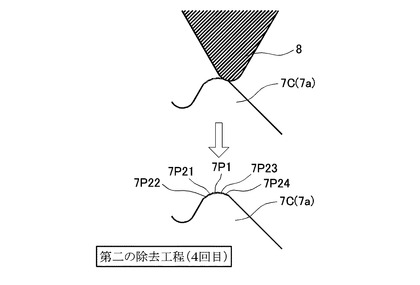
<第二の除去工程(4回目)>(図15)
除去開始位置8S24を上記除去開始位置8S23からさらにずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P24が形成される。
【0048】
図10に戻り、第一の除去工程の除去開始位置8S1(不完全ねじ部7aの始端位置7S)に基づかなくても第二の除去工程における除去開始位置8S21〜8S24の位置設定が可能な場合には、第一の除去工程を省略してもよく、除去開始位置8S21〜8S24の個数を変更してもよい。また、第二の除去工程における除去開始位置8S21〜8S24を第一の除去工程の除去開始位置8S1に対してX方向に2個ずつ振り分けて配置したが、振り分け数を変更したり工程順序を入れ替えたりしてもよい。なお、仮想内接円7Iの半径Rは例えば0.1〜0.5mm程度である。また、第二の除去工程において、除去開始位置8S21〜8S24の左右方向Xのずれ量ΔXは、第一の除去工程の除去開始位置8S1を基準として、例えば0.01〜0.2mm程度であり、上下方向Zのずれ量ΔZは、第一の除去工程の除去開始位置8S1を基準として、例えば0〜0.2mm程度である。
【0049】
このように、先端部側に形成された不完全ねじ部7aの頂部7Cには、複数の切除面7P(7P1,7P21〜7P24)が不完全ねじ部7aの始端位置7Sから終端位置7Eにわたって平行らせん状に形成されるので、不完全ねじ部7aから尖りやバリを容易に除去できる。しかも、各々の除去工程では、不完全ねじ部7aの全体又は一定範囲をすべて除去するものではなく、山の頂部7Cのみを削り取るから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。また、切除面7P(7P1,7P21〜7P24)は不完全ねじ部7aの山の中央部が高くなるように(言い換えれば、複数の切除面7Pが連なった波形の中央部が凸となるように)湾曲した形態で連なるので、頂部7Cの尖りやバリが安定して除去され、特に相手側のねじ部品(ねじ部)との螺合がスムーズに行える。
【0050】
図16は頭部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図、図11は第一の除去工程を示す概略説明図、図12〜図15は第二の除去工程(1回目〜4回目)を示す概略説明図である。図16に示すように、第一の除去工程では、ねじ切りバイト8の先端(すなわち除去開始位置8S1)は不完全ねじ部7bの始端位置7Sと一致する(図4参照)。ねじ切りバイト8はテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し(図5〜図7参照)、第一の除去工程を終えたねじ切りバイト8は、第二の除去工程の1回目の除去開始位置8S21に移動する(図8,図9参照)。
【0051】
第二の除去工程の1回目の除去開始位置8S21は、第一の除去工程の除去開始位置8S1に対してねじ軸1A方向(左右方向X)へずれ量ΔXだけずらして設定される。この実施例では、1回目の除去開始位置8S21は除去開始位置8S1に対して左方(つまり、頭部2側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、1回目の除去工程を終えたねじ切りバイト8は、2回目の除去開始位置8S22に移動する。
【0052】
第二の除去工程の2回目の除去開始位置8S22は、1回目の除去開始位置8S21よりもさらに左右方向Xへずらして設定される。この実施例では、2回目の除去開始位置8S22は1回目の除去開始位置8S21に対して左方(つまり、頭部2側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、2回目の除去工程を終えたねじ切りバイト8は、3回目の除去開始位置8S23に移動する。
【0053】
第二の除去工程の3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対して左右方向Xへずらして設定される。この実施例では、3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対しX方向で反対側となる右方(つまり、先端部側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、3回目の除去工程を終えたねじ切りバイト8は、4回目の除去開始位置8S24に移動する。
【0054】
第二の除去工程の4回目の除去開始位置8S24は、3回目の除去開始位置S23よりもさらに左右方向Xへずらして設定される。この実施例では、4回目の除去開始位置8S24は3回目の除去開始位置8S23に対して右方(つまり、先端部側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、4回目の除去工程を終えたねじ切りバイト8は、所定の待機位置へ移動する。
【0055】
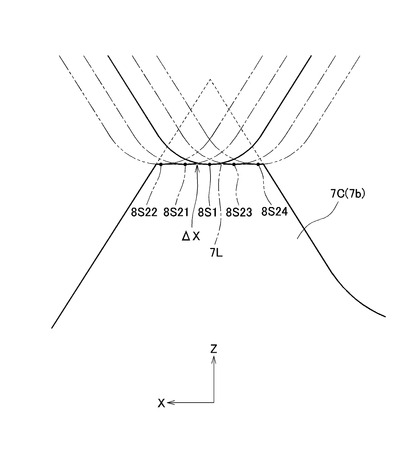
図16に示すように、第一の除去工程の除去開始位置8S1及び第二の除去工程における4個の除去開始位置8S21〜8S24は、不完全ねじ部7bの頂部7Cにおける仮想水平線7L(ねじ軸1Aの平行線)上で設定されている。換言すれば、各除去工程においてねじ切りバイト8の先端は仮想水平線7Lに対して外側(上側)から接する状態で不完全ねじ部7bの頂部7Cを削り取る。
【0056】
この実施例では、第一の除去工程を1回、第二の除去工程を4回実施することによって、頭部2側の不完全ねじ部7bの山の頂部7Cには、図3に示す5個の切除面7P(7P1,7P21〜7P24)が平行らせん状に形成される。したがって、これらの切除面7P(7P1,7P21〜7P24)は、仮想水平線7Lに対して外側(上側)から接する状態で不完全ねじ部7bの頂部7C表面を形成する。
【0057】
次に、図17〜図21に基づいて、頭部2側の不完全ねじ部7bの山の頂部7Cを除去する工程の概略を説明する。
【0058】
<第一の除去工程>(図17)
除去開始位置8S1を不完全ねじ部7bの始端位置7Sと一致させ(図4参照)、ねじ切りバイト8をテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P1が形成される。
【0059】
<第二の除去工程(1回目)>(図18)
除去開始位置8S21を上記除去開始位置8S1からずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P21が形成される。
【0060】
<第二の除去工程(2回目)>(図19)
除去開始位置8S22を上記除去開始位置8S21からさらにずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P22が形成される。
【0061】
<第二の除去工程(3回目)>(図20)
除去開始位置8S23を上記除去開始位置8S21,8S22とは反対側にずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P23が形成される。
【0062】
<第二の除去工程(4回目)>(図21)
除去開始位置8S24を上記除去開始位置8S23からさらにずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P24が形成される。
【0063】
図16に戻り、第一の除去工程の除去開始位置8S1(不完全ねじ部7bの始端位置7S)に基づかなくても第二の除去工程における除去開始位置8S21〜8S24の位置設定が可能な場合には、第一の除去工程を省略してもよく、除去開始位置8S21〜8S24の個数を変更してもよい。また、第二の除去工程における除去開始位置8S21〜8S24を第一の除去工程の除去開始位置8S1に対してX方向に2個ずつ振り分けて配置したが、振り分け数を変更したり工程順序を入れ替えたりしてもよい。なお、第二の除去工程において、除去開始位置8S21〜8S24の左右方向Xのずれ量ΔXは、第一の除去工程の除去開始位置8S1を基準として、例えば0.01〜0.2mm程度である。
【0064】
このように、頭部2側に形成された不完全ねじ部7bの頂部7Cにも、複数の切除面7P(7P1,7P21〜7P24)が不完全ねじ部7aの始端位置7Sから終端位置7Eにわたって平行らせん状に形成されるので、不完全ねじ部7bから尖りやバリを除去できる。しかも、各々の除去工程では、不完全ねじ部7bの全体又は一定範囲をすべて除去するものではなく、山の頂部7Cのみを削り取るから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。また、切除面7P(7P1,7P21〜7P24)はねじ軸1Aと平行な形態で連なる(言い換えれば、複数の切除面7Pが連なった波形がねじ軸1Aと平行な平坦状になる)ので、特に位置調整の制御に要するコストを低減できる。
【0065】
(変形例)
図25は図1(実施例1)の変形例を示す正面図及び先端側から見た側面図、図26はそのうちのA’部を拡大して示す正面図、図27はB’部を拡大して示す正面図である。図25に示す六角ボルト1の軸部3にも、図1と同様のねじ切りバイト8を用いることによって、ピッチ6P、山の高さ6H(図26,図27参照)のおねじ(右ねじ、1条ねじ)からなる完全ねじ部6が形成されるとともに、完全ねじ部6の先端部側(ねじ切り始め側)に不完全ねじ部7aが形成され、頭部2側(ねじ切り終わり側)にも不完全ねじ部7bが形成されている。
【0066】
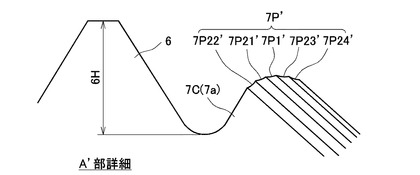
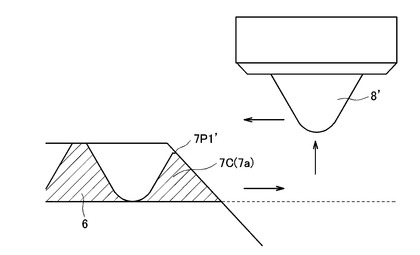
図26に示すように、先端部側の不完全ねじ部7aの山の頂部7Cには、ねじ切りバイト8(図1参照)とは別の左ねじ用工具8’(逆ねじ用工具)の先端により除去された複数(この実施例では合計5個)の切除面7P’(7P1’,7P21’〜7P24’)が、不完全ねじ部7aの終端位置7Eから始端位置7S(図25参照)にわたって平行らせん状に形成されている。微視的に見れば左ねじ用工具8’の先端は必ず何らかの丸みを有しているので、図26の頂部7Cに形成された各切除面7P’(7P1’,7P21’〜7P24’)は、左ねじ用工具8’の先端の丸みを反映している。図26に示す切除面7P’は不完全ねじ部7aの山の中央部が高くなるように(言い換えれば、複数の切除面7P’が連なった波形の中央部が凸となるように)湾曲した形態で連なっている。
【0067】
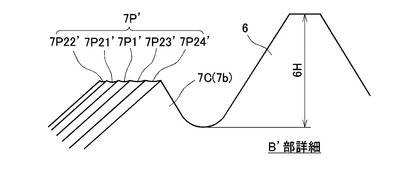
図27に示すように、頭部2側の不完全ねじ部7bの山の頂部7Cにも、左ねじ用工具8’の先端により除去された複数(この実施例では合計5個)の切除面7P’(7P1’,7P21’〜7P24’)が、不完全ねじ部7bの終端位置7Eから始端位置7Sにわたって平行らせん状に形成されている。図27の頂部7Cに形成された各切除面7P’(7P1’,7P21’〜7P24’)も、左ねじ用工具8’の先端の丸みを反映している。図27に示す切除面7P’はねじ軸1A(図25参照)と平行な形態で連なっている(言い換えれば、複数の切除面7P’が連なった波形がねじ軸1Aと平行な平坦状になる)。
【0068】
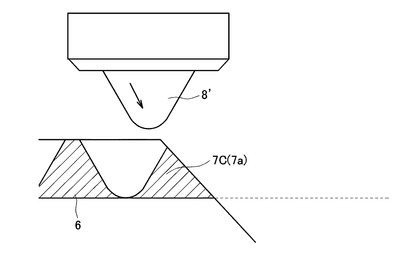
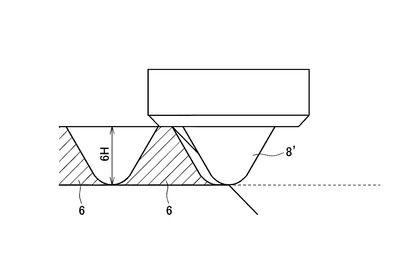
図28〜図33は第一の除去工程によって切除面が形成される様子を示す説明図である。まず、図28,図29に示すように、不完全ねじ部7aの頂部7Cを除去する第一の除去工程では、不完全ねじ部7aの終端位置7Eに不完全ねじ部7aの除去開始位置8S1’が一致するように、不完全ねじ部7aの回転方向の終端位置7Eと左ねじ用工具8’の先端とを同期させる。
【0069】
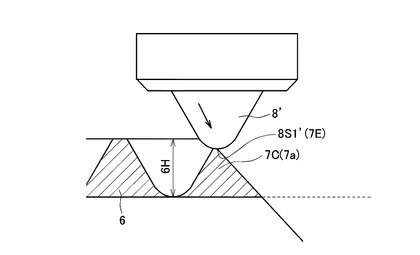
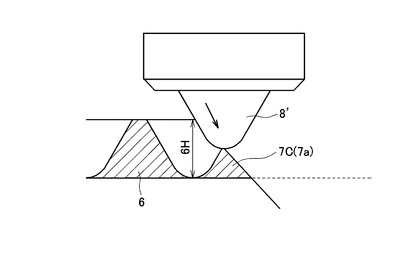
次に、図30〜図32に示すように、不完全ねじ部7a(六角ボルト1)を反ねじ切り方向に回転させつつ、左ねじ用工具8’をねじ軸1A(図25参照)に対する斜め方向(図の矢印方向)に移動させて、不完全ねじ部7aの頂部7Cを除去する。具体的には、第一の除去工程において不完全ねじ部7aを回転する方向は反ねじ切り方向(ねじ切り加工時の回転方向とは反対方向)であるから、図25の側面図において矢印で示す時計回りである。また、左ねじ用工具8’は完全ねじ部6のピッチ6Pと山の高さ6Hに応じて定められたテーパ状に移動し、図30〜図32に示すねじ軸1Aを含む断面においては、ねじ軸1A方向(左右方向X)及びねじ軸1Aと直交する方向(上下方向Z)へ二次元的に移動する。
【0070】
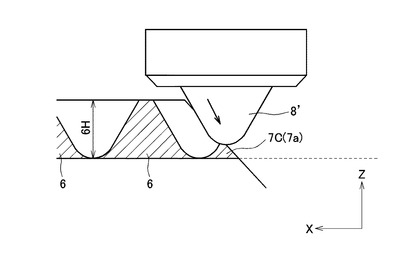
その結果、図33に示すように、不完全ねじ部7aの頂部7Cには、左ねじ用工具8’の先端によって所定深さで除去された切除面7P1’が、不完全ねじ部7aの終端位置7Eから始端位置7S(図29,図25参照)にわたってらせん状に形成される。第一の除去工程を終えた左ねじ用工具8’は、図33のように一旦上方へ退避した後、第二の除去工程の最初の除去開始位置(図示せず)へ移動する。
【0071】
なお、同様に左ねじ用工具8’を用い、第二の除去工程を実施することによって、不完全ねじ部7aの終端位置7Eから始端位置7Sにわたってらせん状の切除面7P21’〜7P24’が形成される(図26参照)。また、同様に左ねじ用工具8’を用い、第一の除去工程及び第二の除去工程を実施することによって、不完全ねじ部7bの終端位置7Eから始端位置7Sにわたってらせん状の切除面7P’(7P1’,7P21’〜7P24’)が形成される(図27参照)。
【0072】
さらに、ねじ切りバイト8(図1参照)と左ねじ用工具8’(図25参照)とを短時間で交換できる場合には、往復移動形式で第二の除去工程を実施してもよい。例えば、奇数回目の第二の除去工程では、実施例1に示すようにねじ切りバイト8を用いて不完全ねじ部7a,7bの始端位置7Sから終端位置7Eにわたってらせん状の切除面7P21,7P23を形成するとともに、偶数回目の第二の除去工程では、変形例に示すように左ねじ用工具8’を用いて不完全ねじ部7a,7bの終端位置7Eから始端位置7Sにわたってらせん状の切除面7P22’,7P24’を形成することが可能である。
【0073】
(実施例2)
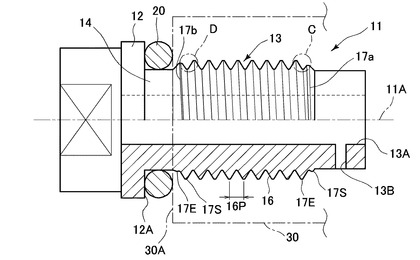
図22は本発明をねじ部品としての管用ねじへ適用した例を示す正面半断面図、図23はそのうちのC部を拡大して示す正面図、図24はD部を拡大して示す正面図である。図22に示す管用ねじ11は鋼鉄製であり、ねじ軸11Aを中心として軸部13を図1(実施例1)の六角ボルトと同様に回転させ、ねじ切りバイト(図示せず)を軸部13の先端部から頭部12側へねじ軸11Aと平行に所定のピッチ16Pで移動させることによって、軸部13にねじ切り加工が施されている。
【0074】
管用ねじ11の軸部13にはピッチ16P、山の高さ16H(図23,図24参照)のおねじ(右ねじ、1条ねじ)からなる完全ねじ部16が形成されるとともに、完全ねじ部16の先端部側(ねじ切り始め側)に不完全ねじ部17aが形成され、頭部12側(ねじ切り終わり側)にも不完全ねじ部17bが形成されている。
【0075】
管用ねじ11の軸部13の中心部には、先端から頭部12に至る流入孔13Aが形成されるとともに、軸部13の先端部外周面には、流入孔13Aから半径方向に枝分かれした連通孔13Bが開口する。また、管用ねじ11は、アルミニウム合金製のハウジング30に形成されためねじ(図示せず)と螺合してハウジング30に固定され、ハウジング30内の流体は流入孔13Aや連通孔13Bに流入する。管用ねじ11の気密性を高めるため、頭部12の下の首部に位置する円筒部14にOリング20(圧縮変形部材)が挿通され、Oリング20は頭部12の座面12Aとハウジング30の座面30Aとで挟持される。
【0076】
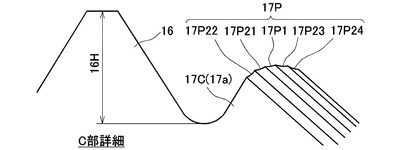
図23に示すように、先端部側の不完全ねじ部17aの山の頂部17Cには、ねじ切りバイト8(図1参照)の先端により除去された複数(この実施例では合計5個)の切除面17P(17P1,17P21〜17P24)が、不完全ねじ部17aの始端位置17Sから終端位置17E(図22参照)にわたって平行らせん状に形成されている。図23の頂部17Cに形成された各切除面17P(17P1,17P21〜17P24)は、ねじ切りバイト8の先端の丸みを反映している。図23に示す切除面17Pは、図2(実施例1)と同様に不完全ねじ部17aの山の中央部が高くなるように(言い換えれば、複数の切除面17Pが連なった波形の中央部が凸となるように)湾曲した形態で連なっている。
【0077】
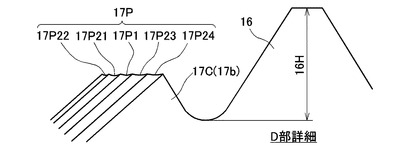
図24に示すように、頭部12側の不完全ねじ部17bの山の頂部17Cにも、ねじ切りバイト8の先端により除去された複数(この実施例では合計5個)の切除面17P(17P1,17P21〜17P24)が、不完全ねじ部17bの始端位置17Sから終端位置17Eにわたって平行らせん状に形成されている。図24の頂部17Cに形成された各切除面17P(17P1,17P21〜17P24)も、ねじ切りバイト8の先端の丸みを反映している。図24に示す切除面17Pは、図3(実施例1)と同様にねじ軸11A(図22参照)と平行な形態で連なっている(言い換えれば、複数の切除面17Pが連なった波形がねじ軸11Aと平行な平坦状になる)。
【0078】
このように、管用ねじ11の切り始め側の不完全ねじ部17aでは、ねじ山頂部17Cの尖りやバリを安定して除去することができるので、ハウジング30のめねじとの螺合がスムーズに行える。特に、Oリング20が螺合時の締め付け力に抗して弾性復帰しようとして、その復元力がねじの切り始め側の不完全ねじ部17aを頭部12側に引っ張るように作用しても、尖りやバリによるかじりによってハウジング30のめねじを損傷したり、切り粉を発生させたりすることを防止できる。一方、管用ねじ11の切り終わり側の不完全ねじ部17bでは、ねじ山頂部17Cの尖りやバリを簡易的に除去することができるので、特に位置調整の制御に要するコストを低減できる。
【0079】
なお、実施例1(図1〜図21)及び変形例(図25〜図33)の六角ボルト1で説明した事項は、実施例2(図22〜図24)の管用ねじ11にも同様に適用できる。
【符号の説明】
【0080】
1 六角ボルト(ねじ部品)
1A ねじ軸
2 頭部
3 軸部
4 円筒部
5 逃げ溝
6 完全ねじ部
6P ピッチ
6H 山の高さ
7a,7b 不完全ねじ部
7C 山の頂部
7P(7P1,7P21〜7P24) 切除面
7I 仮想内接円
7L 仮想水平線
7S 始端位置
7E 終端位置
8 ねじ切りバイト(工具)
8S1,8S21〜8S24 除去開始位置
11 管用ねじ(ねじ部品)
11A ねじ軸
12 頭部
12A 座面
13 軸部
13A 流入孔
13B 連通孔
14 円筒部
16 完全ねじ部
16P ピッチ
16H 山の高さ
17a,17b 不完全ねじ部
17C 山の頂部
17P(17P1,17P21〜17P24) 切除面
17S 始端位置
17E 終端位置
20 Oリング(圧縮変形部材)
30 ハウジング
30A 座面
R 半径
ΔX 左右方向(ねじ軸方向)へのずれ量
ΔZ 上下方向(ねじ軸直交方向)へのずれ量
【技術分野】
【0001】
本発明は、ねじ切り加工によって形成された不完全ねじ部の山の頂部が部分的に除去されたねじに関する。
【背景技術】
【0002】
ボルト、ナット、止めねじ等のねじ部品には、ねじ切り加工に伴って不完全ねじ部が形成される。一般的に不完全ねじ部は、ねじ切り加工の際にねじ切り工具の逃げや食い付き部等によって、ねじの切り始め(又は切り終わり)部分すなわち完全ねじ部の前後(両端部)に形成され、ねじ山形(ねじ山の高さや断面形状)が不完全な部分をいう。具体的には、不完全ねじ部では、ねじ山の高さは0から完全ねじ部の正規の高さに至るまで(又は正規の高さから0に至るまで)ねじ部品の回転につれて順次変化し、ねじ山の角度やフランク(山の頂と谷底との連絡面)も完全ねじ部のように安定していない。
【0003】
したがって、不完全ねじ部は、完全ねじ部と比較した場合、ねじ山の頂部が鋭利に尖った形状となりやすく、また頂部にバリが出やすくなる。これらの尖りやバリによって、作業者が怪我をするおそれがあり、落としたときに不完全ねじ部自身に打痕ができやすくなる。さらに、このような尖りやバリは、そのままの状態であるいは脱落して漂流する状態で、螺合する相手側のねじ部品(ねじ部)やその周囲を損傷したり、相手側のねじ部品に対する螺合時のかじりやかじりで新たに発生した切り粉によって螺合が不良となったりすることもある。
【0004】
そこで、不完全ねじ部によって惹き起こされるこれらの不具合を取り除くための技術が種々提案されている。例えば、ねじ切り工具を既切削のねじピッチと同期させて移動し、不完全ねじ部をなぞるように再加工(修正加工)すること(特許文献1参照)、不完全ねじ部の鋭利な山頂部を一定の高さで切り落とし、中腹に平坦面を形成すること(特許文献2参照)、不完全ねじ部全体を除去すること(特許文献3参照)等である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭62−079913号公報
【特許文献2】特開2003−094248号公報
【特許文献3】特公平1−30005号公報
【0006】
これらはいずれも不完全ねじ部に加工処理を施すことによって、不完全ねじ部に形成された尖りやバリを除去するものである。しかし、特許文献1のように単に不完全ねじ部をなぞって再加工したり、特許文献2のように一定高さ以上を切り落としたりするだけでは、不完全ねじ部から尖りやバリをなくすことは困難である。また、特許文献3のように不完全ねじ部全体を除去したり、特許文献2のように一定の高さ以上の不完全ねじ部を除去したりした場合には、相手側のねじ部品(ねじ部)とスムーズに螺合できなくなったり、螺合(ねじ込み)途中でガタを生じたりして、螺合性能を低下させるおそれがある。言い換えれば、特許文献2,3のように不完全ねじ部の全体又は一部を除去するような加工処理は、ねじ部間の隙間をシールテープで埋めることを前提とした管用ねじのみにしか適用できない。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、不完全ねじ部から尖りやバリが除去された状態で、相手側のねじ部品(ねじ部)との螺合性能を維持できるねじを提供することにある。
【課題を解決するための手段及び発明の効果】
【0008】
上記課題を解決するために、本発明のねじは、
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の始端位置から終端位置にわたって平行らせん状に形成されていることを特徴とする。
【0009】
上記ねじによれば、不完全ねじ部の頂部には、複数の切除面が不完全ねじ部の始端位置から終端位置にわたって平行らせん状に形成されるので、不完全ねじ部から尖りやバリが容易に除去される。しかも、不完全ねじ部の全体又は一定範囲がすべて除去されるものではなく、不完全ねじ部の始端位置から終端位置にわたって山の頂部のみが削り取られるから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。なお、各切除面は工具先端の丸みを反映している。したがって、不完全ねじ部の頂部を、ねじ軸を含む断面で見たとき、これらの切除面は、波打ち際に打ち寄せるさざ波のように、複数が連なった波形(波線)で表される。
【0010】
本発明の対象となるねじ部品(ねじ部)は、おねじ、めねじを含み、右ねじ、左ねじを問わない。ねじ部品は、用途により、ボルト、ナット、木ねじ、小ねじ、ビス、止めねじ、タッピンねじ、ボールねじ等に分類され、また、断面形状により、三角ねじ、角ねじ、のこ歯ねじ、台形ねじ、管用ねじ(平行ねじ、テーパねじ)、丸ねじ等に分類されるが、これらのいずれにも本発明を適用できる。
【0011】
頂部を除去する際に使用する工具は、加工コストを抑制して精密な切除面を形成し、螺合性能を低下させないために、ねじ切り加工の際に使用したねじ切り工具(ねじ切りバイト等)を兼用することが望ましい。また、「ねじ軸に対し斜め方向への工具移動」を行う場合には、完全ねじ部のピッチと山の高さに応じて定められたテーパ状の移動であり、ねじ軸を含む断面において、ねじ軸方向及びねじ軸と直交する方向へ二次元的に移動すればよいが、三次元方向の移動を含んでもよい。
【0012】
なお、頂部を除去する際に不完全ねじ部(ねじ部品)を回転する方向は「ねじ切り方向(すなわちねじ切り加工時の回転方向)」と同じであり、ねじ自身が進むための回転方向を意味する。したがって、右ねじの場合、ねじ自身が進むための回転方向は、ねじの切り終わり側から見るとねじ軸を中心として時計回りであるが、ねじの切り始め側から見ると反時計回りとなる。
【0013】
不完全ねじ部の除去開始位置を始端位置からねじ軸方向及びねじ軸と直交する方向へ同時にずらすことにより、不完全ねじ部の頂部に形成される複数の切除面は、ねじ軸を含む断面において、山の中央部が高くなるように湾曲した形態で連なる。
【0014】
工具の先端を位置させる除去開始位置を不完全ねじ部の始端位置に対してねじ軸方向及びねじ軸と直交する方向へ同時にずらすことによって、不完全ねじ部の山の中央部が高くなるように(言い換えれば、複数の切除面が連なった波形の中央部が凸となるように)全体として丸みを持つ形態で、不完全ねじ部の頂部は削り取られる。これによって、不完全ねじ部のねじ山頂部の尖りをなくすとともにその両側部分にできたバリの除去が容易である。
【0015】
より具体的には、複数の切除面は、不完全ねじ部の頂部に内接する仮想円に対して、外側から接する位置にそれぞれ配置されている。
【0016】
これによって、複数の切除面が、仮想円の円弧に沿って並ぶので、不完全ねじ部のねじ山頂部に十分な丸みを持たせることができる。
【0017】
一方、不完全ねじ部の除去開始位置を始端位置からねじ軸方向へのみずらすことにより、不完全ねじ部の頂部に形成される複数の切除面は、ねじ軸を含む断面において、ねじ軸と平行な形態で連なる。
【0018】
工具の先端を位置させる除去開始位置を不完全ねじ部の始端位置に対してねじ軸方向へのみずらすことによって、ねじ軸と平行に(言い換えれば、複数の切除面が連なった波形がねじ軸と平行な平坦状になるように)不完全ねじ部の頂部は削り取られる。これによって、除去開始位置の調整が容易となり、加工コスト(特に位置調整の制御に要するコスト)を抑制して尖りやバリを簡易的に除去することができる。
【0019】
ねじ切り加工により完全ねじ部の両側に不完全ねじ部が形成されたねじ部品において、
ねじの切り始め側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、山の中央部が高くなるように湾曲した形態で連なる一方、
ねじの切り終わり側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、ねじ軸と平行な形態で連なることがある。
【0020】
ねじの切り始め側の不完全ねじ部では、ねじ山頂部の尖りやバリを安定して除去することができるので、特に相手側のねじ部品(ねじ部)との螺合がスムーズに行える。一方、ねじの切り終わり側の不完全ねじ部では、ねじ山頂部の尖りやバリを簡易的に除去することができるので、特に位置調整の制御に要するコストを低減できる。
【0021】
ねじ切り加工により完全ねじ部の両側に不完全ねじ部が形成されるとともに、ねじの切り終わり側に形成された円筒部にOリング、パッキン、ガスケット等の環状の圧縮変形部材が挿通されるねじ部品において、
ねじの切り始め側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、山の中央部が高くなるように湾曲した形態で連なる一方、
ねじの切り終わり側の不完全ねじ部の山の頂部に形成される複数の切除面が、ねじ軸を含む断面で見たとき、ねじ軸と平行な形態で連なることがある。
【0022】
例えば管用ねじ等のねじ部品において、ねじの切り始め側の不完全ねじ部では、ねじ山頂部の尖りやバリを安定して除去することができるので、相手側のねじ部品(ハウジング等のねじ部)との螺合がスムーズに行える。特に、圧縮変形部材が螺合時の締め付け力に抗して弾性復帰しようとして、その復元力がねじの切り始め側の不完全ねじ部を切り終わり側に引っ張るように作用しても、尖りやバリによるかじりによって相手側のねじ部品を損傷したり、切り粉を発生させたりすることを防止できる。一方、ねじの切り終わり側の不完全ねじ部では、ねじ山頂部の尖りやバリを簡易的に除去することができるので、特に位置調整の制御に要するコストを低減できる。
【0023】
そして、上記課題を解決するために、本発明のねじは、
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置又は終端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置又は終端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の全範囲にわたって平行らせん状に形成されていることを特徴とする。
【0024】
このようなねじによっても、不完全ねじ部の頂部には、複数の切除面が不完全ねじ部の全範囲にわたって平行らせん状に形成されるので、不完全ねじ部から尖りやバリが容易に除去される。しかも、不完全ねじ部の全体又は一定範囲がすべて除去されるものではなく、不完全ねじ部の全範囲にわたって山の頂部のみが削り取られるから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。
【0025】
具体的には、不完全ねじ部の始端位置(あるいは所定量ずれた位置)を不完全ねじ部の除去開始位置とする場合には、頂部を除去する際に不完全ねじ部(ねじ部品)を回転する方向は上記した通り「ねじ切り方向」であり、かつねじ切り加工の際に使用したねじ切り工具(ねじ切りバイト等)を兼用すればよい。一方、不完全ねじ部の終端位置(あるいは所定量ずれた位置)を不完全ねじ部の除去開始位置とする場合には、頂部を除去する際に不完全ねじ部(ねじ部品)を回転する方向は「反ねじ切り方向」であり、かつねじ切り加工の際に使用したねじ切り工具(ねじ切りバイト等)とは別の工具(例えば、逆ねじを切るためのねじ切りバイト)を使用する。
【図面の簡単な説明】
【0026】
【図1】本発明をねじ部品としての六角ボルトへ適用した例を示す正面図及び先端側から見た側面図。
【図2】図1のA部を拡大して示す正面図。
【図3】図1のB部を拡大して示す正面図。
【図4】第一の除去工程によって切除面が形成される様子を示す説明図。
【図5】図4に続く説明図。
【図6】図5に続く説明図。
【図7】図6に続く説明図。
【図8】図7に続く説明図。
【図9】図8に続く説明図。
【図10】図1の先端部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図。
【図11】第一の除去工程を示す概略説明図。
【図12】第二の除去工程(1回目)を示す概略説明図。
【図13】第二の除去工程(2回目)を示す概略説明図。
【図14】第二の除去工程(3回目)を示す概略説明図。
【図15】第二の除去工程(4回目)を示す概略説明図。
【図16】図1の頭部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図。
【図17】第一の除去工程を示す概略説明図。
【図18】第二の除去工程(1回目)を示す概略説明図。
【図19】第二の除去工程(2回目)を示す概略説明図。
【図20】第二の除去工程(3回目)を示す概略説明図。
【図21】第二の除去工程(4回目)を示す概略説明図。
【図22】本発明をねじ部品としての管用ねじへ適用した例を示す正面半断面図。
【図23】図22のC部を拡大して示す正面図。
【図24】図22のD部を拡大して示す正面図。
【図25】図1の変形例を示す正面図及び先端側から見た側面図。
【図26】図25のA’部を拡大して示す正面図。
【図27】図25のB’部を拡大して示す正面図。
【図28】第一の除去工程によって切除面が形成される様子を示す説明図。
【図29】図28に続く説明図。
【図30】図29に続く説明図。
【図31】図30に続く説明図。
【図32】図31に続く説明図。
【図33】図32に続く説明図。
【発明を実施するための形態】
【0027】
(実施例1)
以下、本発明の実施の形態につき図面に示す実施例を参照して説明する。図1は本発明をねじ部品としての六角ボルトへ適用した例を示す正面図及び先端側から見た側面図、図2はそのうちのA部を拡大して示す正面図、図3はB部を拡大して示す正面図である。図1に示す六角ボルト1は、ねじ軸1Aを中心として軸部3を頭部2側から見て時計回り(軸部3の先端側から見た場合には矢印で示す反時計回り)に回転させ、ねじ切りバイト8(工具)を軸部3の先端部から頭部2側へねじ軸1Aと平行に所定のピッチ6Pで移動させることによって、軸部3にねじ切り加工が施されている。
【0028】
六角ボルト1の軸部3にはピッチ6P、山の高さ6H(図2,図3参照)のおねじ(右ねじ、1条ねじ)からなる完全ねじ部6が形成されるとともに、完全ねじ部6の先端部側(ねじ切り始め側)に不完全ねじ部7aが形成され、頭部2側(ねじ切り終わり側)にも不完全ねじ部7bが形成されている。図1の側面図に示すように、この実施例では、先端部側の不完全ねじ部7aは、山の高さが0の始端位置7Sから山の高さが6Hの終端位置7Eまでちょうどねじ1周分となるように、すなわち1ピッチ分で表され、その間に山の高さは回転につれて連続的に変化する。同様に、頭部2側の不完全ねじ部7bは、山の高さが6Hの始端位置7Sから山の高さが0の終端位置7Eまでちょうどねじ1周分となる。
【0029】
なお、頭部2の下の首部には、軸部3のうちねじ切り加工されなかった部分が円筒部4として残り、円筒部4と不完全ねじ部7bとの間には、ねじ切りバイト8の移動をスムーズに行うために逃げ溝5が設けられている。
【0030】
図2に示すように、先端部側の不完全ねじ部7aの山の頂部7Cには、ねじ切りバイト8(図1参照)の先端により除去された複数(この実施例では合計5個)の切除面7P(7P1,7P21〜7P24)が、不完全ねじ部7aの始端位置7Sから終端位置7E(図1参照)にわたって平行らせん状に形成されている。微視的に見ればねじ切りバイト8の先端は必ず何らかの丸みを有しているので、図2の頂部7Cに形成された各切除面7P(7P1,7P21〜7P24)は、ねじ切りバイト8の先端の丸みを反映している。図2に示す切除面7Pは山の中央部が高くなるように湾曲した形態で連なっている(詳しくは後述する)。
【0031】
図3に示すように、頭部2側の不完全ねじ部7bの山の頂部7Cにも、ねじ切りバイト8の先端により除去された複数(この実施例では合計5個)の切除面7P(7P1,7P21〜7P24)が、不完全ねじ部7bの始端位置7Sから終端位置7Eにわたって平行らせん状に形成されている。図3の頂部7Cに形成された各切除面7P(7P1,7P21〜7P24)も、ねじ切りバイト8の先端の丸みを反映している。図3に示す切除面7Pはねじ軸1A(図1参照)と平行な形態で連なっている(詳しくは後述する)。
【0032】
図4〜図9は第一の除去工程によって切除面が形成される様子を示す説明図である。まず、図4に示すように、不完全ねじ部7aの頂部7Cを除去する第一の除去工程では、不完全ねじ部7aの始端位置7Sに不完全ねじ部7aの除去開始位置8S1が一致するように、不完全ねじ部7aの回転方向の始端位置7Sとねじ切りバイト8の先端とを同期させる。
【0033】
次に、図5〜図7に示すように、不完全ねじ部7a(六角ボルト1)をねじ切り方向に回転させつつ、ねじ切りバイト8をねじ軸1A(図1参照)に対する斜め方向(図の矢印方向)に移動させて、不完全ねじ部7aの頂部7Cを除去する。具体的には、第一の除去工程において不完全ねじ部7aを回転する方向はねじ切り方向(ねじ切り加工時の回転方向)と同じであるから、図1の側面図において矢印で示す反時計回りである。また、ねじ切りバイト8は完全ねじ部6のピッチ6Pと山の高さ6Hに応じて定められたテーパ状に移動し、図5〜図7に示すねじ軸1Aを含む断面においては、ねじ軸1A方向(左右方向X)及びねじ軸1Aと直交する方向(上下方向Z)へ二次元的に移動する。
【0034】
その結果、図8,図9に示すように、不完全ねじ部7aの頂部7Cには、ねじ切りバイト8の先端によって所定深さで除去された切除面7P1が、不完全ねじ部7aの始端位置7Sから終端位置7E(図4,図1参照)にわたってらせん状に形成される。第一の除去工程を終えたねじ切りバイト8は、図8のように一旦上方へ退避した後、図9のように第二の除去工程の最初の除去開始位置8S21(図10参照)へ移動する。なお、切除面7P1の深さは、例えばねじの呼びがM10〜M20の場合、0.01〜0.5mm程度である。
【0035】
図10は先端部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図、図11は第一の除去工程を示す概略説明図、図12〜図15は第二の除去工程(1回目〜4回目)を示す概略説明図である。図10に示すように、第一の除去工程では、ねじ切りバイト8の先端(すなわち除去開始位置8S1)は不完全ねじ部7aの始端位置7Sと一致する(図4参照)。ねじ切りバイト8はテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し(図5〜図7参照)、第一の除去工程を終えたねじ切りバイト8は、第二の除去工程の1回目の除去開始位置8S21に移動する(図8,図9参照)。
【0036】
第二の除去工程の1回目の除去開始位置8S21は、第一の除去工程の除去開始位置8S1に対してねじ軸1A方向(左右方向X)及びねじ軸1Aと直交する方向(上下方向Z)へずれ量ΔX,ΔZだけそれぞれずらして設定される。この実施例では、1回目の除去開始位置8S21は除去開始位置8S1に対して左下方(つまり、頭部2側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、1回目の除去工程を終えたねじ切りバイト8は、2回目の除去開始位置8S22に移動する。
【0037】
第二の除去工程の2回目の除去開始位置8S22は、1回目の除去開始位置8S21よりもさらに左右方向X及び上下方向Zへずらして設定される。この実施例では、2回目の除去開始位置8S22は1回目の除去開始位置8S21に対して左下方(つまり、頭部2側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、2回目の除去工程を終えたねじ切りバイト8は、3回目の除去開始位置8S23に移動する。
【0038】
第二の除去工程の3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対して左右方向X及び上下方向Zへずらして設定される。この実施例では、3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対しX方向で反対側となる右下方(つまり、先端部側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、3回目の除去工程を終えたねじ切りバイト8は、4回目の除去開始位置8S24に移動する。
【0039】
第二の除去工程の4回目の除去開始位置8S24は、3回目の除去開始位置S23よりもさらに左右方向X及び上下方向Zへずらして設定される。この実施例では、4回目の除去開始位置8S24は3回目の除去開始位置8S23に対して右下方(つまり、先端部側でかつねじ軸1A側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去し、4回目の除去工程を終えたねじ切りバイト8は、所定の待機位置へ移動する。
【0040】
図10に示すように、第一の除去工程の除去開始位置8S1及び第二の除去工程における4個の除去開始位置8S21〜8S24は、所定の半径Rを有して不完全ねじ部7aの頂部7Cに内接する仮想円7I上で設定されている。換言すれば、各除去工程においてねじ切りバイト8の先端は仮想内接円7Iに対して外側(上側)から接する状態で不完全ねじ部7aの頂部7Cを削り取る。
【0041】
この実施例では、第一の除去工程を1回、第二の除去工程を4回実施することによって、先端部側の不完全ねじ部7aの山の頂部7Cには、図2に示す5個の切除面7P(7P1,7P21〜7P24)が平行らせん状に形成される。したがって、これらの切除面7P(7P1,7P21〜7P24)は、仮想内接円7Iに対して外側(上側)から接する状態で不完全ねじ部7aの頂部7C表面を形成する。
【0042】
次に、図11〜図15に基づいて、先端部側の不完全ねじ部7aの山の頂部7Cを除去する工程の概略を説明する。
【0043】
<第一の除去工程>(図11)
除去開始位置8S1を不完全ねじ部7aの始端位置7Sと一致させ(図4参照)、ねじ切りバイト8をテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P1が形成される。
【0044】
<第二の除去工程(1回目)>(図12)
除去開始位置8S21を上記除去開始位置8S1からずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P21が形成される。
【0045】
<第二の除去工程(2回目)>(図13)
除去開始位置8S22を上記除去開始位置8S21からさらにずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P22が形成される。
【0046】
<第二の除去工程(3回目)>(図14)
除去開始位置8S23を上記除去開始位置8S21,8S22とは反対側にずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P23が形成される。
【0047】
<第二の除去工程(4回目)>(図15)
除去開始位置8S24を上記除去開始位置8S23からさらにずらして設定し(図10参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7aの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P24が形成される。
【0048】
図10に戻り、第一の除去工程の除去開始位置8S1(不完全ねじ部7aの始端位置7S)に基づかなくても第二の除去工程における除去開始位置8S21〜8S24の位置設定が可能な場合には、第一の除去工程を省略してもよく、除去開始位置8S21〜8S24の個数を変更してもよい。また、第二の除去工程における除去開始位置8S21〜8S24を第一の除去工程の除去開始位置8S1に対してX方向に2個ずつ振り分けて配置したが、振り分け数を変更したり工程順序を入れ替えたりしてもよい。なお、仮想内接円7Iの半径Rは例えば0.1〜0.5mm程度である。また、第二の除去工程において、除去開始位置8S21〜8S24の左右方向Xのずれ量ΔXは、第一の除去工程の除去開始位置8S1を基準として、例えば0.01〜0.2mm程度であり、上下方向Zのずれ量ΔZは、第一の除去工程の除去開始位置8S1を基準として、例えば0〜0.2mm程度である。
【0049】
このように、先端部側に形成された不完全ねじ部7aの頂部7Cには、複数の切除面7P(7P1,7P21〜7P24)が不完全ねじ部7aの始端位置7Sから終端位置7Eにわたって平行らせん状に形成されるので、不完全ねじ部7aから尖りやバリを容易に除去できる。しかも、各々の除去工程では、不完全ねじ部7aの全体又は一定範囲をすべて除去するものではなく、山の頂部7Cのみを削り取るから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。また、切除面7P(7P1,7P21〜7P24)は不完全ねじ部7aの山の中央部が高くなるように(言い換えれば、複数の切除面7Pが連なった波形の中央部が凸となるように)湾曲した形態で連なるので、頂部7Cの尖りやバリが安定して除去され、特に相手側のねじ部品(ねじ部)との螺合がスムーズに行える。
【0050】
図16は頭部側に形成された不完全ねじ部の山の頂部を除去する手順を示す説明図、図11は第一の除去工程を示す概略説明図、図12〜図15は第二の除去工程(1回目〜4回目)を示す概略説明図である。図16に示すように、第一の除去工程では、ねじ切りバイト8の先端(すなわち除去開始位置8S1)は不完全ねじ部7bの始端位置7Sと一致する(図4参照)。ねじ切りバイト8はテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し(図5〜図7参照)、第一の除去工程を終えたねじ切りバイト8は、第二の除去工程の1回目の除去開始位置8S21に移動する(図8,図9参照)。
【0051】
第二の除去工程の1回目の除去開始位置8S21は、第一の除去工程の除去開始位置8S1に対してねじ軸1A方向(左右方向X)へずれ量ΔXだけずらして設定される。この実施例では、1回目の除去開始位置8S21は除去開始位置8S1に対して左方(つまり、頭部2側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、1回目の除去工程を終えたねじ切りバイト8は、2回目の除去開始位置8S22に移動する。
【0052】
第二の除去工程の2回目の除去開始位置8S22は、1回目の除去開始位置8S21よりもさらに左右方向Xへずらして設定される。この実施例では、2回目の除去開始位置8S22は1回目の除去開始位置8S21に対して左方(つまり、頭部2側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、2回目の除去工程を終えたねじ切りバイト8は、3回目の除去開始位置8S23に移動する。
【0053】
第二の除去工程の3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対して左右方向Xへずらして設定される。この実施例では、3回目の除去開始位置8S23は、第一の除去工程の除去開始位置8S1に対しX方向で反対側となる右方(つまり、先端部側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、3回目の除去工程を終えたねじ切りバイト8は、4回目の除去開始位置8S24に移動する。
【0054】
第二の除去工程の4回目の除去開始位置8S24は、3回目の除去開始位置S23よりもさらに左右方向Xへずらして設定される。この実施例では、4回目の除去開始位置8S24は3回目の除去開始位置8S23に対して右方(つまり、先端部側)に設定されている。ねじ切りバイト8は第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去し、4回目の除去工程を終えたねじ切りバイト8は、所定の待機位置へ移動する。
【0055】
図16に示すように、第一の除去工程の除去開始位置8S1及び第二の除去工程における4個の除去開始位置8S21〜8S24は、不完全ねじ部7bの頂部7Cにおける仮想水平線7L(ねじ軸1Aの平行線)上で設定されている。換言すれば、各除去工程においてねじ切りバイト8の先端は仮想水平線7Lに対して外側(上側)から接する状態で不完全ねじ部7bの頂部7Cを削り取る。
【0056】
この実施例では、第一の除去工程を1回、第二の除去工程を4回実施することによって、頭部2側の不完全ねじ部7bの山の頂部7Cには、図3に示す5個の切除面7P(7P1,7P21〜7P24)が平行らせん状に形成される。したがって、これらの切除面7P(7P1,7P21〜7P24)は、仮想水平線7Lに対して外側(上側)から接する状態で不完全ねじ部7bの頂部7C表面を形成する。
【0057】
次に、図17〜図21に基づいて、頭部2側の不完全ねじ部7bの山の頂部7Cを除去する工程の概略を説明する。
【0058】
<第一の除去工程>(図17)
除去開始位置8S1を不完全ねじ部7bの始端位置7Sと一致させ(図4参照)、ねじ切りバイト8をテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P1が形成される。
【0059】
<第二の除去工程(1回目)>(図18)
除去開始位置8S21を上記除去開始位置8S1からずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P21が形成される。
【0060】
<第二の除去工程(2回目)>(図19)
除去開始位置8S22を上記除去開始位置8S21からさらにずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P22が形成される。
【0061】
<第二の除去工程(3回目)>(図20)
除去開始位置8S23を上記除去開始位置8S21,8S22とは反対側にずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P23が形成される。
【0062】
<第二の除去工程(4回目)>(図21)
除去開始位置8S24を上記除去開始位置8S23からさらにずらして設定し(図16参照)、ねじ切りバイト8を第一の除去工程と同様にテーパ状に移動して不完全ねじ部7bの頂部7Cを除去すると、頂部7Cにはらせん状の切除面7P24が形成される。
【0063】
図16に戻り、第一の除去工程の除去開始位置8S1(不完全ねじ部7bの始端位置7S)に基づかなくても第二の除去工程における除去開始位置8S21〜8S24の位置設定が可能な場合には、第一の除去工程を省略してもよく、除去開始位置8S21〜8S24の個数を変更してもよい。また、第二の除去工程における除去開始位置8S21〜8S24を第一の除去工程の除去開始位置8S1に対してX方向に2個ずつ振り分けて配置したが、振り分け数を変更したり工程順序を入れ替えたりしてもよい。なお、第二の除去工程において、除去開始位置8S21〜8S24の左右方向Xのずれ量ΔXは、第一の除去工程の除去開始位置8S1を基準として、例えば0.01〜0.2mm程度である。
【0064】
このように、頭部2側に形成された不完全ねじ部7bの頂部7Cにも、複数の切除面7P(7P1,7P21〜7P24)が不完全ねじ部7aの始端位置7Sから終端位置7Eにわたって平行らせん状に形成されるので、不完全ねじ部7bから尖りやバリを除去できる。しかも、各々の除去工程では、不完全ねじ部7bの全体又は一定範囲をすべて除去するものではなく、山の頂部7Cのみを削り取るから、相手側のねじ部品(ねじ部)との螺合性能を良好に維持できる。また、切除面7P(7P1,7P21〜7P24)はねじ軸1Aと平行な形態で連なる(言い換えれば、複数の切除面7Pが連なった波形がねじ軸1Aと平行な平坦状になる)ので、特に位置調整の制御に要するコストを低減できる。
【0065】
(変形例)
図25は図1(実施例1)の変形例を示す正面図及び先端側から見た側面図、図26はそのうちのA’部を拡大して示す正面図、図27はB’部を拡大して示す正面図である。図25に示す六角ボルト1の軸部3にも、図1と同様のねじ切りバイト8を用いることによって、ピッチ6P、山の高さ6H(図26,図27参照)のおねじ(右ねじ、1条ねじ)からなる完全ねじ部6が形成されるとともに、完全ねじ部6の先端部側(ねじ切り始め側)に不完全ねじ部7aが形成され、頭部2側(ねじ切り終わり側)にも不完全ねじ部7bが形成されている。
【0066】
図26に示すように、先端部側の不完全ねじ部7aの山の頂部7Cには、ねじ切りバイト8(図1参照)とは別の左ねじ用工具8’(逆ねじ用工具)の先端により除去された複数(この実施例では合計5個)の切除面7P’(7P1’,7P21’〜7P24’)が、不完全ねじ部7aの終端位置7Eから始端位置7S(図25参照)にわたって平行らせん状に形成されている。微視的に見れば左ねじ用工具8’の先端は必ず何らかの丸みを有しているので、図26の頂部7Cに形成された各切除面7P’(7P1’,7P21’〜7P24’)は、左ねじ用工具8’の先端の丸みを反映している。図26に示す切除面7P’は不完全ねじ部7aの山の中央部が高くなるように(言い換えれば、複数の切除面7P’が連なった波形の中央部が凸となるように)湾曲した形態で連なっている。
【0067】
図27に示すように、頭部2側の不完全ねじ部7bの山の頂部7Cにも、左ねじ用工具8’の先端により除去された複数(この実施例では合計5個)の切除面7P’(7P1’,7P21’〜7P24’)が、不完全ねじ部7bの終端位置7Eから始端位置7Sにわたって平行らせん状に形成されている。図27の頂部7Cに形成された各切除面7P’(7P1’,7P21’〜7P24’)も、左ねじ用工具8’の先端の丸みを反映している。図27に示す切除面7P’はねじ軸1A(図25参照)と平行な形態で連なっている(言い換えれば、複数の切除面7P’が連なった波形がねじ軸1Aと平行な平坦状になる)。
【0068】
図28〜図33は第一の除去工程によって切除面が形成される様子を示す説明図である。まず、図28,図29に示すように、不完全ねじ部7aの頂部7Cを除去する第一の除去工程では、不完全ねじ部7aの終端位置7Eに不完全ねじ部7aの除去開始位置8S1’が一致するように、不完全ねじ部7aの回転方向の終端位置7Eと左ねじ用工具8’の先端とを同期させる。
【0069】
次に、図30〜図32に示すように、不完全ねじ部7a(六角ボルト1)を反ねじ切り方向に回転させつつ、左ねじ用工具8’をねじ軸1A(図25参照)に対する斜め方向(図の矢印方向)に移動させて、不完全ねじ部7aの頂部7Cを除去する。具体的には、第一の除去工程において不完全ねじ部7aを回転する方向は反ねじ切り方向(ねじ切り加工時の回転方向とは反対方向)であるから、図25の側面図において矢印で示す時計回りである。また、左ねじ用工具8’は完全ねじ部6のピッチ6Pと山の高さ6Hに応じて定められたテーパ状に移動し、図30〜図32に示すねじ軸1Aを含む断面においては、ねじ軸1A方向(左右方向X)及びねじ軸1Aと直交する方向(上下方向Z)へ二次元的に移動する。
【0070】
その結果、図33に示すように、不完全ねじ部7aの頂部7Cには、左ねじ用工具8’の先端によって所定深さで除去された切除面7P1’が、不完全ねじ部7aの終端位置7Eから始端位置7S(図29,図25参照)にわたってらせん状に形成される。第一の除去工程を終えた左ねじ用工具8’は、図33のように一旦上方へ退避した後、第二の除去工程の最初の除去開始位置(図示せず)へ移動する。
【0071】
なお、同様に左ねじ用工具8’を用い、第二の除去工程を実施することによって、不完全ねじ部7aの終端位置7Eから始端位置7Sにわたってらせん状の切除面7P21’〜7P24’が形成される(図26参照)。また、同様に左ねじ用工具8’を用い、第一の除去工程及び第二の除去工程を実施することによって、不完全ねじ部7bの終端位置7Eから始端位置7Sにわたってらせん状の切除面7P’(7P1’,7P21’〜7P24’)が形成される(図27参照)。
【0072】
さらに、ねじ切りバイト8(図1参照)と左ねじ用工具8’(図25参照)とを短時間で交換できる場合には、往復移動形式で第二の除去工程を実施してもよい。例えば、奇数回目の第二の除去工程では、実施例1に示すようにねじ切りバイト8を用いて不完全ねじ部7a,7bの始端位置7Sから終端位置7Eにわたってらせん状の切除面7P21,7P23を形成するとともに、偶数回目の第二の除去工程では、変形例に示すように左ねじ用工具8’を用いて不完全ねじ部7a,7bの終端位置7Eから始端位置7Sにわたってらせん状の切除面7P22’,7P24’を形成することが可能である。
【0073】
(実施例2)
図22は本発明をねじ部品としての管用ねじへ適用した例を示す正面半断面図、図23はそのうちのC部を拡大して示す正面図、図24はD部を拡大して示す正面図である。図22に示す管用ねじ11は鋼鉄製であり、ねじ軸11Aを中心として軸部13を図1(実施例1)の六角ボルトと同様に回転させ、ねじ切りバイト(図示せず)を軸部13の先端部から頭部12側へねじ軸11Aと平行に所定のピッチ16Pで移動させることによって、軸部13にねじ切り加工が施されている。
【0074】
管用ねじ11の軸部13にはピッチ16P、山の高さ16H(図23,図24参照)のおねじ(右ねじ、1条ねじ)からなる完全ねじ部16が形成されるとともに、完全ねじ部16の先端部側(ねじ切り始め側)に不完全ねじ部17aが形成され、頭部12側(ねじ切り終わり側)にも不完全ねじ部17bが形成されている。
【0075】
管用ねじ11の軸部13の中心部には、先端から頭部12に至る流入孔13Aが形成されるとともに、軸部13の先端部外周面には、流入孔13Aから半径方向に枝分かれした連通孔13Bが開口する。また、管用ねじ11は、アルミニウム合金製のハウジング30に形成されためねじ(図示せず)と螺合してハウジング30に固定され、ハウジング30内の流体は流入孔13Aや連通孔13Bに流入する。管用ねじ11の気密性を高めるため、頭部12の下の首部に位置する円筒部14にOリング20(圧縮変形部材)が挿通され、Oリング20は頭部12の座面12Aとハウジング30の座面30Aとで挟持される。
【0076】
図23に示すように、先端部側の不完全ねじ部17aの山の頂部17Cには、ねじ切りバイト8(図1参照)の先端により除去された複数(この実施例では合計5個)の切除面17P(17P1,17P21〜17P24)が、不完全ねじ部17aの始端位置17Sから終端位置17E(図22参照)にわたって平行らせん状に形成されている。図23の頂部17Cに形成された各切除面17P(17P1,17P21〜17P24)は、ねじ切りバイト8の先端の丸みを反映している。図23に示す切除面17Pは、図2(実施例1)と同様に不完全ねじ部17aの山の中央部が高くなるように(言い換えれば、複数の切除面17Pが連なった波形の中央部が凸となるように)湾曲した形態で連なっている。
【0077】
図24に示すように、頭部12側の不完全ねじ部17bの山の頂部17Cにも、ねじ切りバイト8の先端により除去された複数(この実施例では合計5個)の切除面17P(17P1,17P21〜17P24)が、不完全ねじ部17bの始端位置17Sから終端位置17Eにわたって平行らせん状に形成されている。図24の頂部17Cに形成された各切除面17P(17P1,17P21〜17P24)も、ねじ切りバイト8の先端の丸みを反映している。図24に示す切除面17Pは、図3(実施例1)と同様にねじ軸11A(図22参照)と平行な形態で連なっている(言い換えれば、複数の切除面17Pが連なった波形がねじ軸11Aと平行な平坦状になる)。
【0078】
このように、管用ねじ11の切り始め側の不完全ねじ部17aでは、ねじ山頂部17Cの尖りやバリを安定して除去することができるので、ハウジング30のめねじとの螺合がスムーズに行える。特に、Oリング20が螺合時の締め付け力に抗して弾性復帰しようとして、その復元力がねじの切り始め側の不完全ねじ部17aを頭部12側に引っ張るように作用しても、尖りやバリによるかじりによってハウジング30のめねじを損傷したり、切り粉を発生させたりすることを防止できる。一方、管用ねじ11の切り終わり側の不完全ねじ部17bでは、ねじ山頂部17Cの尖りやバリを簡易的に除去することができるので、特に位置調整の制御に要するコストを低減できる。
【0079】
なお、実施例1(図1〜図21)及び変形例(図25〜図33)の六角ボルト1で説明した事項は、実施例2(図22〜図24)の管用ねじ11にも同様に適用できる。
【符号の説明】
【0080】
1 六角ボルト(ねじ部品)
1A ねじ軸
2 頭部
3 軸部
4 円筒部
5 逃げ溝
6 完全ねじ部
6P ピッチ
6H 山の高さ
7a,7b 不完全ねじ部
7C 山の頂部
7P(7P1,7P21〜7P24) 切除面
7I 仮想内接円
7L 仮想水平線
7S 始端位置
7E 終端位置
8 ねじ切りバイト(工具)
8S1,8S21〜8S24 除去開始位置
11 管用ねじ(ねじ部品)
11A ねじ軸
12 頭部
12A 座面
13 軸部
13A 流入孔
13B 連通孔
14 円筒部
16 完全ねじ部
16P ピッチ
16H 山の高さ
17a,17b 不完全ねじ部
17C 山の頂部
17P(17P1,17P21〜17P24) 切除面
17S 始端位置
17E 終端位置
20 Oリング(圧縮変形部材)
30 ハウジング
30A 座面
R 半径
ΔX 左右方向(ねじ軸方向)へのずれ量
ΔZ 上下方向(ねじ軸直交方向)へのずれ量
【特許請求の範囲】
【請求項1】
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の始端位置から終端位置にわたって平行らせん状に形成されていることを特徴とするねじ。
【請求項2】
前記不完全ねじ部の除去開始位置を前記始端位置から前記ねじ軸方向及び前記ねじ軸と直交する方向へ同時にずらすことにより、前記不完全ねじ部の頂部に形成される複数の切除面は、前記ねじ軸を含む断面において、山の中央部が高くなるように湾曲した形態で連なる請求項1に記載のねじ。
【請求項3】
前記複数の切除面は、前記不完全ねじ部の頂部に内接する仮想円に対して、外側から接する位置にそれぞれ配置されている請求項2に記載のねじ。
【請求項4】
前記不完全ねじ部の除去開始位置を前記始端位置から前記ねじ軸方向へのみずらすことにより、前記不完全ねじ部の頂部に形成される複数の切除面は、前記ねじ軸を含む断面において、該ねじ軸と平行な形態で連なる請求項1に記載のねじ。
【請求項5】
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置又は終端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置又は終端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の全範囲にわたって平行らせん状に形成されていることを特徴とするねじ。
【請求項1】
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の始端位置から終端位置にわたって平行らせん状に形成されていることを特徴とするねじ。
【請求項2】
前記不完全ねじ部の除去開始位置を前記始端位置から前記ねじ軸方向及び前記ねじ軸と直交する方向へ同時にずらすことにより、前記不完全ねじ部の頂部に形成される複数の切除面は、前記ねじ軸を含む断面において、山の中央部が高くなるように湾曲した形態で連なる請求項1に記載のねじ。
【請求項3】
前記複数の切除面は、前記不完全ねじ部の頂部に内接する仮想円に対して、外側から接する位置にそれぞれ配置されている請求項2に記載のねじ。
【請求項4】
前記不完全ねじ部の除去開始位置を前記始端位置から前記ねじ軸方向へのみずらすことにより、前記不完全ねじ部の頂部に形成される複数の切除面は、前記ねじ軸を含む断面において、該ねじ軸と平行な形態で連なる請求項1に記載のねじ。
【請求項5】
ねじ切り加工によって形成された不完全ねじ部の山の頂部が除去されたねじであって、
前記不完全ねじ部の始端位置又は終端位置を該不完全ねじ部の除去開始位置として、あるいは前記始端位置又は終端位置から少なくともねじ軸方向に所定量ずれた位置を前記不完全ねじ部の除去開始位置として、工具の先端により除去された複数の切除面が、前記不完全ねじ部の全範囲にわたって平行らせん状に形成されていることを特徴とするねじ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【公開番号】特開2013−43261(P2013−43261A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−183950(P2011−183950)
【出願日】平成23年8月25日(2011.8.25)
【出願人】(000006932)リコーエレメックス株式会社 (708)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月25日(2011.8.25)
【出願人】(000006932)リコーエレメックス株式会社 (708)
[ Back to top ]