
アキシャルギャップ型キャンドモータ
【課題】 アキシャルギャップ型のキャンドモータにて金属製キャンプレートに生ずる渦電流による損失発生を防止すること。
【解決手段】 軸10及び軸受40を介して回転するロータ12と、前記軸10方向に前記ロータ12とエアギャップAGを介して配置され当該ロータ12を回転させるステータ部14と、このステータ部14を保持するハウジング16と、前記ロータ12に対象物質を案内すると共に当該ロータ12及び対象物質を覆うケーシング18と、当該ハウジング16と前記ケーシング18との間を遮断するキャンプレート20とを備えると共に、前記キャンプレート20を、前記軸10を通す中空を有する円形状の平板とし、当該平板を、非導電性材料で構成した。
【解決手段】 軸10及び軸受40を介して回転するロータ12と、前記軸10方向に前記ロータ12とエアギャップAGを介して配置され当該ロータ12を回転させるステータ部14と、このステータ部14を保持するハウジング16と、前記ロータ12に対象物質を案内すると共に当該ロータ12及び対象物質を覆うケーシング18と、当該ハウジング16と前記ケーシング18との間を遮断するキャンプレート20とを備えると共に、前記キャンプレート20を、前記軸10を通す中空を有する円形状の平板とし、当該平板を、非導電性材料で構成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、キャンドモータに関し、特に、軸方向(アキシャル方向)に空隙(エアギャップ)を有するアキシャルギャップ型キャンドモータ関する。
【背景技術】
【0002】
キャンドモータは、モータの動力伝達部となる回転子や固定子側をキャン(缶)で覆い密閉している。これにより、キャンドモータを有するポンプ等は、回転軸のシール部分が必要なく、外部に取扱液が漏れないようにすることができる。このようなキャンとして、固定子と回転子との空隙の方向等に応じて筒型やプレート型があり、キャンは、回転子側に充填される対象物質が固定子側に浸透・浸漬しないように遮断する。
そして、このキャンを金属製とすると、固定子からの磁束に応じて金属キャンの面に渦電流が生じ、多大なモータ損失を生じさせてしまう。
【0003】
特許文献1には、金属製キャンに生じてしまう渦電流によるモータ損失の低減(段落0005)を目的として、軸方向を法線とする平面にて、外周側の固定子と、内周側の回転子との間に、補強筒を設け、この補強筒の内周面に高安定性の樹脂被膜を形成する手法(段落0007,0015、図1)が開示されている。さらに、この特許文献1には、アンモニア冷媒圧縮機駆動用のキャンドモータでは、アンモニアに不活性で高安定の樹脂として、PTFE, PFA EPE, そして、FEPなどのフッ素樹脂が開示されている。
特許文献2には、DCブラシレスモータの軸に羽根車を取り付けたポンプにて、樹脂製のキャン(回転子ケーシング,段落0002)とカーボン製の軸受との組み合わせでは、線形膨張係数の相違から緩みを生じする可能性があり、さらに圧入の手法によっては、生産性も害される、という不都合が開示されている。そして、この特許文献2には、キャンと軸受とを同一の材料で一体部品とする手法が開示されている(段落0006,0012、図1)。さらに、この文献には、当該材料としては、耐熱性及び強度から、PEEKにテフロン(登録商標)を充填した材料が好ましい旨が開示されている(段落0007,0012)。
特許文献3には、キャンではないが、密閉容器内の隙間調整用で耐熱性及び摺動性に優れる部材(ロータ外周面とシリンダ室内周面)の材料として、PET, PPS, PEEK、そしてPTFEが開示されている(段落0012,0023)。
特許文献4には、真空ポンプに用いる軸方向空隙型のキャンドモータが開示されている。そして、この特許文献4には、真空ポンプ用のキャンドモータでは、固定子側が大気、回転子側が真空との圧力差が大きく、キャンの板厚を薄くすると、キャンと回転子とが接触する可能性が生ずる一方、金属製であるキャンの板厚を厚くすると渦電流による損失が増加してしまう、という不都合が開示されている。これに対し、特許文献4には、キャンの中央部を突出させると共に、モータフランジのキャンとの接触面積をモータ外枠より広くする手法(段落0004、0005)が開示されている。
特許文献5には、飲食料品や医薬品などのサニタリー用途の製造ラインで使用される軸方向空隙型のキャンドモータが開示されている。そして、この特許文献5には、洗浄性の良さを確保するために分解を容易とすることを目的として、回転体と軸受部とを一体形成し、固定子キャンの外周縁を固定子枠に溶着した手法(段落0020)が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平6-153441号
【特許文献2】特開2005-69114号
【特許文献3】特開2001-214876号
【特許文献4】特開2002-95203号
【特許文献5】特開2007-40126号
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1には、金属製のキャンの渦電流によるエネルギー損失を低下させるために、キャンを薄肉の樹脂被膜体とする手法が開示されているが(段落0008)、筒型の被膜体についての開示であって、プレート型のキャンについては何ら開示されていない。
上記特許文献2には、キャンドモータポンプにて、カップ形状のPEEK製の回転子ケーシング(キャン)を設ける手法が開示されているが(段落0012)、カップ形状のケーシングについての開示であって、プレート型のキャンについては何ら開示されていない。
上記特許文献3には、密閉型圧縮機の隙間増減用の部材(ブッシュ)として、PET, PPS, PEEK又はPTFEの樹脂材を採用する手法が開示されているが(段落0008、0012)、アキシャルギャップ型(軸方向空隙型)のキャンドモータにて薄肉のキャンプレートを樹脂製とする際に、どのような樹脂が使用可能であるかについては、何ら開示されていない。
上記特許文献4及び5には、アキシャルギャップ型のキャンドモータが開示されているが、金属製のキャンによる損失を低減させる手法については、何ら開示されていない。
【0006】
[課題1]このように、上記従来例では、アキシャルギャップ型のキャンドモータにて渦電流による損失を低減させることができない、という不都合があった。
[課題2]さらに、上記従来例では、アキシャルギャップ型のキャンドモータにて、構成を簡易とするために、そのキャンを薄肉のプレートとしつつ、渦電流による損失を低減させることができない、という不都合があった。
【0007】
[発明の目的]本発明の目的は、アキシャルギャップ型のキャンドモータにて金属製キャンプレートに生ずる渦電流による損失発生を防止することにある。
【課題を解決するための手段】
【0008】
[着眼点]本発明の発明者は、キャンプレートを樹脂化しようとしても、樹脂は、ステンレスなどの金属と比較して、冷媒の透過、耐熱性、加水分解性、吸水率、強度等につき、その特性が劣るという懸念があり、アキシャルギャップ型のキャンドモータにて実際に樹脂材料のキャンプレートを試作し、浸漬試験を実施してみなければ、実際のところはわからない、と考え、薄肉のキャンプレートでの使用状態を確認することで、使用可能な樹脂の条件等を見いだし、樹脂化による渦電流の損失発生防止を実現できるのではないか、との着想に至った。
【0009】
[課題解決手段1]実施例1に対応する第1群の本発明は、軸及び軸受を介して回転するロータと、前記軸方向に前記ロータとエアギャップを介して配置され当該ロータを回転させるステータ部と、このステータ部を保持するハウジングと、前記ロータに対象物質を案内すると共に当該ロータ及び対象物質を覆うケーシングと、当該ハウジングと前記ケーシングとの間を遮断するキャンプレートとを備えたアキシャルギャップ型キャンドモータにおいて、前記キャンプレートを、前記軸を通す中空を有する円形状の平板とし、当該平板を、非導電性材料で構成した、という構成を採っている。
これにより、上記課題1及び2を解決した。
【発明の効果】
【0010】
本発明は、本明細書の記載及び図面を考慮して各請求項記載の用語の意義を解釈し、各請求項に係る発明を認定すると、各請求項に係る発明は、上記背景技術等との関連において次の有利な効果を奏する。
【0011】
[発明の作用効果1] 課題解決手段1のアキシャルギャップ型キャンドモータは、キャンプレートを、前記軸を通す中空を有する円形状の平板としたため、モータの構成を簡易とすることができ、さらに、当該平板を、非導電性材料で構成したため、アキシャルギャップ内に金属を配置する必要がなく、このため、金属とする際に生じてしまう渦電流によるモータ効率の低下を発生させることなく、そして、アキシャルギャップ型の採用によりモータをコンパクトな大きさとしつつ、高効率のモータを提供することができる。
【図面の簡単な説明】
【0012】
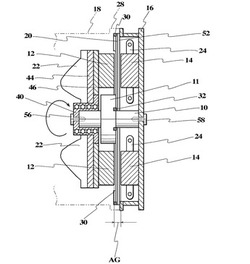
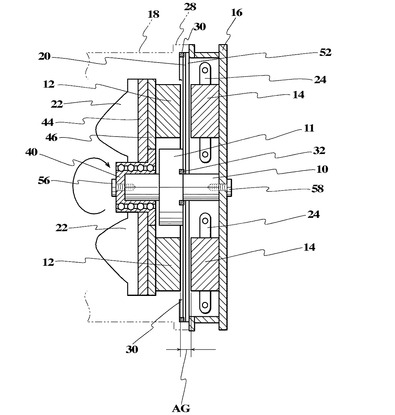
【図1】図1は、本発明の実施例でのキャンドモータの構成例を示す断面図である。
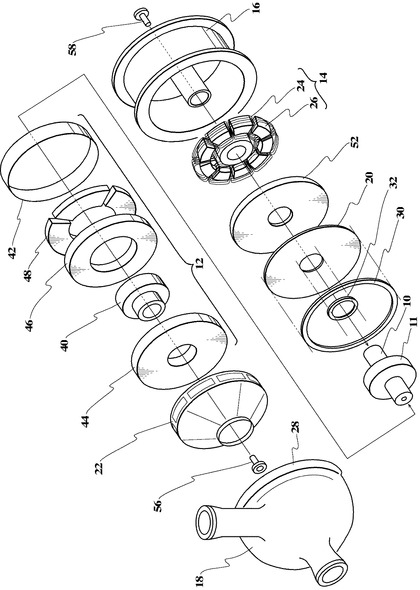
【図2】図2は、本実施例でのキャンドモータの構成例を示す分解図である。
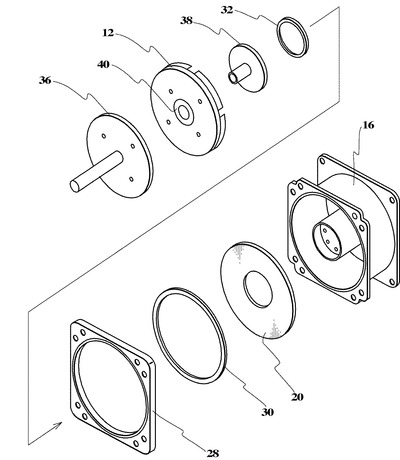
【図3】図3は、本実施例での浸漬試験用のキャンドモータの構成例を示す分解図である。
【図4】図4(A)から(C)は、本実施例での浸漬試験用のキャンドモータ及びキャンプレートの一例を示す斜視図である。
【図5】図5は、樹脂製キャンプレートと金属製キャンプレートとのモータ効率の一例を示すグラフ図である。
【図6】図6は、樹脂毎の透過性及び形状変化の一例を示す図表である。
【図7】図7はフェノール樹脂での形状変化の一例を示す説明図である。
【図8】図8は液晶ポリマーでの形状変化の一例を示す説明図である。
【図9】図9はシリコーンゴムでの形状変化の一例を示す説明図である。
【図10】図10はPEIでの形状変化の一例を示す説明図である。
【図11】図11は図10に示すPEIの亀裂部分を示す拡大図である。
【図12】図12はPPOでの形状変化の一例を示す説明図である。
【図13】図13はエポキシ樹脂での形状変化の一例を示す説明図である。
【図14】図14はナイロンでの形状変化の一例を示す説明図である。
【発明を実施するための形態】
【0013】
発明を実施するための形態として、1つの実施例を開示する。本実施例は、樹脂製のキャンプレート20を有するアキシャルギャップ型キャンドモータである。
【実施例1】
【0014】
実施例1は、図1に示すように、冷却水等の冷媒が浸漬するロータ12側と、冷媒が侵入してはならないステータ部14側から成り、ロータ12とステータ部14間に軸10方向(アキシャル方向)に空隙(エアギャップAG)を有するアキシャルギャップ型キャンドモータポンプである。
【0015】
アキシャルギャップ型キャンドモータは、その主要な要素として、ロータ12(回転子)と、ステータ部14(固定子)と、ハウジング16と、ケーシング18と、キャンプレート20とを備えている。
ロータ12は、軸10及び軸受40を介して回転する。ステータ部14は、ロータ12と前記軸10方向にエアギャップAG(空隙)を介して配置され、当該ロータ12を回転させる。軸10は、図1に示す例では、固定軸であり、ロータ12は、軸受40を介して回転する。ロータ12は内径側に軸受け40を有する。ハウジング16は、ステータ部14を保持する。ケーシング18は、前記ロータ12に冷媒等の対象物質を案内すると共に、当該ロータ12及び対象物質を覆う。
そして、キャンプレート20は、当該ハウジング16と前記ケーシング18との間を遮断する。このキャンプレート20は、本実施例では特に、前記軸10を通す中空を有する円形状の平板であって、非導電性材料とした。キャンプレート20は、ステータ部14側への冷媒等の対象物質の侵入を防止する。
【0016】
図1及び図2に示す例では、前記キャンプレート20を、前記中空に接する内周側と、外周側とで密閉固定する。具体的には、ステータ部14を格納するハウジング16に、円形で中空の平板であるキャンプレート20を重ね、外周用Oリング30と、内周用Oリング32とを用いて密封する。外周用Oリング30は、ケーシング18の押さえ部材28で押圧する。押さえ部材28はケーシング30の端部としても良いし、独立した部材を採用しても良い。
ロータ12に、冷媒等の対象物質を流動させる羽根車22(インペラー)を取り付けている。ステータ部14は、ステーターコア26(鉄心)とコイル24を有する電磁石で、ロータ12は永久磁石である。図1に示すアキシャルギャップ型キャンドモータは、ステータ部14の磁気の極性を周期的に変化させることで、エアギャップAGを介した磁力によりロータ12と一体に回転する羽根車22が回転し、モータ及びポンプとして機能する。
キャンプレート20を金属製とすると、ステータ部14とロータ12間の磁力の一部が回転力とならず渦電流を生じさせ、モータ効率を低下させてしまうが、本実施例では、キャンプレート20を樹脂製としているため、渦電流の発生によるモータ効率の低下は生じない。
【0017】
図2を参照すると、軸受40(ベアリング)は締結具56で軸10(シャフト)に固定され、ロータ12及び羽根車22はこの軸10の中心軸を回転中心として回転する。また、図示しない締結具でケーシング18の押さえ部材28をハウジング16に締結し、押圧することで、外周用Oリング30がキャンプレート20の外周側を密閉する。そして、締結具58でコイル等を軸10に固定することで、内周用Oリング32が軸10の円板11に押圧され、これによりキャンプレート20の内周側を密閉する。
図1及び図2に示す例では、ロータ12は、マグネット48と、このマグネット48を固定し磁力を増幅するヨーク46と、このヨークを固定子ヨークと一体に軸受40の外周を回転するロータフレーム44と、マグネット48及びヨーク46の外周側を保護するロータリング42とを備えている。
また、図1及び図2に示す本実施例によるキャンドモータは、キャンプレート20とコイル24との間にキャンプレートを保持するキャンプレートサポート52を備えている。
そして、ステータ部14は、通電により電磁石となるコイル24を備えている。
この実施例では、コイル24に通電することにより生じる磁力がキャンプレート20を透過してマグネット48に作用し、このマグネット48と一体としてヨーク46及び羽根車22が回転する。軸10は固定であり、ロータ12及び羽根車22は軸10に取り付けられた軸受40の回動する外周とともに回転する。
【0018】
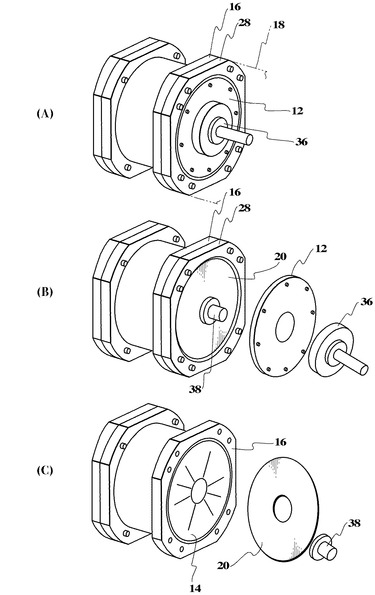
次に、浸漬試験の結果を開示する。キャンドモータの試験機は、図3及び図4に示すように、浸漬試験をするために、羽根車22(インペラー)を取り外し、モータの性能を測定する性能測定治具36をロータ12に取り付けている。そして、ケーシング18側では、スラストカラー38を介してロータ12の軸受40を装着する。
この試験機の例では、図4(A)に示すように、ケーシング18の一部を取り外すと、独立した押さえ部材28、ロータ12及び性能測定治具36とが現れる。
図4(B)に示すように、性能測定治具36とロータ12とを取り外すと、押さえ部材28によりハウジング16側に押し付けられたキャンプレート20が現れる。この例では、キャンプレート20の内周側にスラストカラー38が取り付けられている。ロータ12及びキャンプレート20のロータ12側の表面は、冷媒等の対象物質に浸漬される。
図4(C)に示すように、押さえ部材28を取り外すと、図示しない外周用Oリング30及び内周用Oリング32と共に、キャンプレート20を取り外すことができる。キャンプレート20は、ハウジング16側にて、ステータ部14の表面に接している。キャンプレートサポート52を使用する例では、キャンプレート20を取り外すとキャンプレートサポート52が現れる。
【0019】
キャンドモータでは、ロータ12とステータ部14との隙間(エアギャップAG)が大きいと、モータ性能が低下する。また、ステータ部14側への冷媒侵入を確実に防止するため、キャンプレート20の材料として、従来は、ステンレス(SUS)等の薄い金属が用いられていた。しかし、キャンプレート20が金属の場合、ステータ部14側に渦電流が発生し、モータ性能が著しく低下する。
【0020】
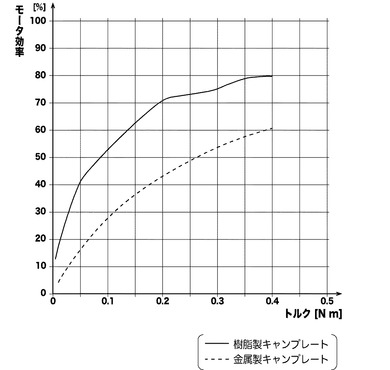
本実施例では、キャンプレート20を金属と同等の厚さの樹脂にすることによって、ステータ部14側の渦電流の発生を抑止した。そして、本実施例では、図5に示すように、キャンプレート20を樹脂製としたため、金属製と比較して、モータ性能は大幅に向上し、開発品においてモータ効率はほぼすべてのトルク領域で約20%アップした。
【0021】
一方、キャンプレート20を樹脂製とするには、次のような課題が生ずる。
・樹脂内部の冷媒の透過(浸漬側から被浸漬側)。特に、薄くするほど懸念される。
・耐熱性、加水分解性、吸水率、また、強度など、金属に対して劣る樹脂の特性への懸念。
・スーパーエンジニアリングプラスチックと呼ばれる高機能樹脂が存在するが、薄板状の使用実績があまりない。
【0022】
これらの理由に対して、種々の樹脂材料にて、キャンプレート20を試作し、浸漬試験を実施した。本実施例では、その結果、薄肉であっても、キャンプレート20として使用可能な樹脂材料を数種類見いだすことができた。
【0023】
樹脂を機械材料に採用しようとする取り組みとしては、フェノール樹脂の利用され始めた後、ポリアミド樹脂やエポキシ樹脂が開発され、利用されるなど、多様な材料が使用されている。この機械材料となる樹脂をエンジニアリングプラスチックやスーパーエンジニアリングプラスチックという。また、機械材料として、樹脂にガラス強化繊維やカーボン繊維などを充填した強化プラスチックも利用されている。
【0024】
これらエンジニアリングプラスチックの重要な性質としては、耐熱性、静的強さ、疲労強さ、衝撃耐性、動的ねじり耐性などがある。エンジニアリングプラスチックとしては、ポリアミド(PA)、ポリカーボネート(PC)、ポリアセタール(POM)、ポリフェニレンエーテル(PPO)、四ふっ化エチレン樹脂(PTFE)などがある。
スーパーエンジニアリングプラスチックは、エンジニアリングプラスチックを更に耐熱性及び強度を改良したものであり、プリスルフォン(PSU)、ポリエーテルサルフォン(PES)、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリエーテルエーテルケトン(PEEK)、ポリイミド(PI)、液晶ポリマー(LCP)などがある。
【0025】
本実施例では、上記エンジニアリングプラスチックから、10数種類の候補を抽出し、冷媒の浸漬試験を実施した。浸漬試験は、各材料のキャンプレート20で密封し、試験液を入れて浸漬してさらにケーシング18で密閉する。反応を加速させるためにオーブンにて加熱し、一定時間経過後にキャンプレート20を確認する。
【0026】
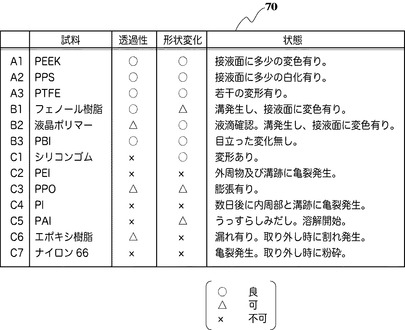
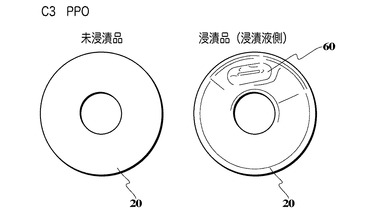
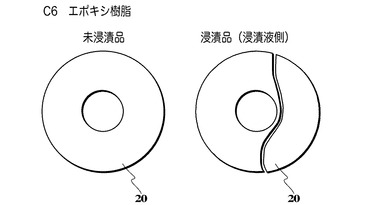
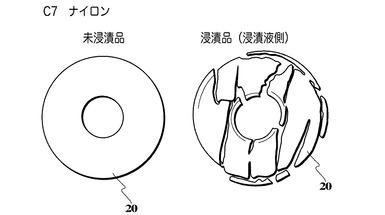
図6に多数の樹脂を浸漬試験した結果を浸漬図表70として開示する。図6の「透過性」は、浸漬した冷媒がステータ部14側に透過したか否かであり、形状変化は、浸漬試験後のキャンプレート20の形状変化である。形状変化は、重量の変化、寸法の変化、硬さの変化、外観の目視による変化をそれぞれ評価し、試験液を透過させない機能を重視しつつ形状変化として総合評価した。例えば、溝や膨脹などの変形60や、亀裂62などが生じた場合には、耐久性に課題があるとして不可とした。
【0027】
図6に示すように、本実施例では、非導電性材料として、A1からA3のA群の樹脂が良、B1からB3のB群の樹脂が可、C1からC7のC群の樹脂はある程度以下の厚さの薄膜で、繊維による強化をしない際の使用は不可、となった。
特に、本実施例では、この実験により、キャンプレート20の樹脂材料として、A群のPEEK、PPS又はPTFEの使用が望ましい、との結果を得ることができた。
【0028】
・A群
A1 PEEKは、透過性無し、形状変化無しで、接液面に多少の変色があったが、重量変化もなく、キャンプレート20の材料として良好な結果となった。
このPEEK (Polyetheretherketone,ポリエーテルエーテルケトン) は、元来、結晶性で融点が高く、熱安定性及び耐水性に優れ、耐薬品性も一部の有機酸を除いて良好な材料で、溶融成形・射出成形が可能である。また、炭素繊維による強化も可能である。
【0029】
A2 PPSは、透過性無し、形状変化無しで、接液面に多少の白化があったものの、キャンプレート20の材料として良好な結果となった。
このPPS (Polyphenylene sulfide,ポリフェニレンスルフィド) は、結晶性で耐薬品性に優れており、自動車部品での使用実績がある材料である。金属との密着性が良いため、従来よりコーティングにも使用されている。溶融粘度が低く強化剤等の充填も容易である。
【0030】
A3 PTFEは、透過性無し、形状変化無しで、若干の変形60があったものの、キャンプレート20の材料として良好な結果となった。
このPTFE (Polytetrafluoroethylene,ポリテトラフルオロエチレン・四ふっ化エチレン樹脂)は、ふっ素樹脂の一種であり、耐熱性及び耐薬品性に優れ、摩擦係数が低い。パッキンやピストンリング等での使用実績が知られている。
【0031】
・B群
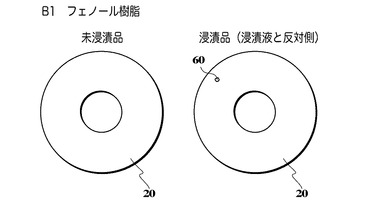
B1 PFは、透過無しだが、図7に示すように、一部に変形60(この例では、溝)が観察された。また、接液面に変色が生じた。PFは、透過がないため、キャンプレート20として使用可能であるが、溝が発生したことから、耐久性を長期間維持するか否かについてはA群よりも課題が多い。
このPF (Phenolices,フェノール樹脂)は、不透明、赤褐色で、比較的、高温下での寸法安定性が良く、耐薬品、耐溶剤及び耐水性が良いとされている。
【0032】
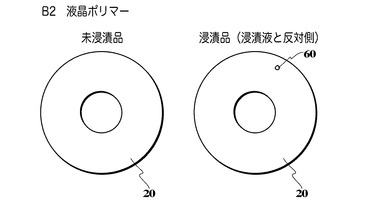
B2 液晶ポリマーは、シール不良の可能性もあるが、透過による液滴が確認された。また、図8に示すように、変形60(この例では、溝)が発生し、接液面に変色が生じた。
B3 PBI(登録商標)(ポリベンゾイミダゾール)は、透過無し、目立った形状変化も無く、キャンプレート20の材料として良好であった。しかし、A群との比較では、高コストとなる。
【0033】
・C群
下記C群の樹脂は、繊維強化なしの薄膜では、キャンプレート20の材料としては、それぞれ下記の理由で不可となった。
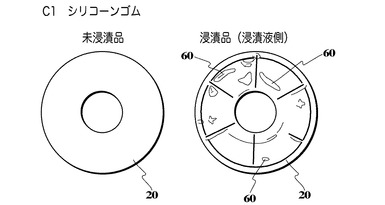
C1 シリコーンゴムは、透過が有り、そして、図9に示すような多数の形状変化が観察された。
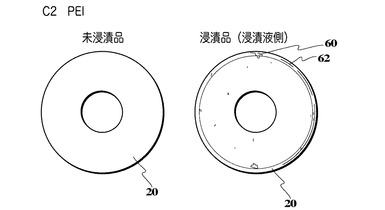
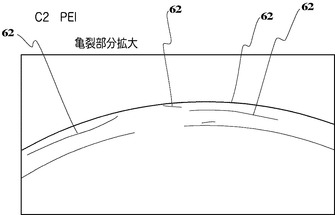
C2 PEI (Polyetherimide,ポリエーテルイミド) は、透過があり、図10及び図11に示すように、外周物及び溝跡に亀裂62が発生した。
C3 PPO (Polyphenyleneoxide,ポリフェニレンオキシド) は、透過があり、図12に示すように変形60(この例では、膨張)が発生した。
C4 PI (polyimide,ポリイミド) は、試験の数日後に内周部と溝跡に亀裂62が発生した。
C5 PAI (Polyamide-imide,ポリアミドイミド)は、うっすらとしみだす透過があり、溶解の開始が観察された。
C6 エポキシ樹脂は、漏れが有り、図13に示すように、取り外し時に割れが発生した。
C7 ナイロン66は、透過があり、多数の亀裂62が発生し、図14に示すように、取り外し時に粉砕した。
また、電動エアコンプレッサ等での使用で、ロータ12側が冷却水以外でも、ステータ部14側に悪影響を与えるような物質、例えば、ガソリン、オイル、粉塵等を用いている場合に、それぞれの物質に対して適当な樹脂を選定することが可能である。
【0034】
上述のように、本実施例では、キャンプレート20を金属製から樹脂製に変更することで、アキシャルギャップ型のコンパクトな大きさを維持しつつ、モータ効率を大幅アップすることができる。これにより、電動車両やガソリン車両での電気部品やエンジン冷却用の電動ポンプの性能を大幅に向上させることができる。
このように、冷媒に浸漬されるアキシャル型キャンドモータポンプのキャンプレート20を樹脂製にすることで、鉄損の改善によるモータ効率の向上を図ることができる。
そして、樹脂材料として、PEEK、PPS又はPTFEを採用すると、金属の場合と同様な厚さの薄膜で、キャンプレート20に必要な強度を長期間保つことができる。
さらに、内周側と外周側とでキャンプレート20を密閉する構造とすることで、補強筒等を用いる場合と比較して、小型化が可能となる。
【符号の説明】
【0035】
AG エアギャップ
10 軸
11 円板
12 ロータ
14 ステータ部
16 ハウジング
18 ケーシング
20 キャンプレート
22 羽根車
24 コイル
26 ステーターコア
28 押さえ部材
30 外周用Oリング
32 内周用Oリング
36 性能測定治具
38 スラストカラー
40 軸受
42 ロータリング
44 ロータフレーム
46 ヨーク
48 マグネット
52 キャンプレートサポート
56,58 締結具
60 変形
62 亀裂
70 浸漬図表
【技術分野】
【0001】
本発明は、キャンドモータに関し、特に、軸方向(アキシャル方向)に空隙(エアギャップ)を有するアキシャルギャップ型キャンドモータ関する。
【背景技術】
【0002】
キャンドモータは、モータの動力伝達部となる回転子や固定子側をキャン(缶)で覆い密閉している。これにより、キャンドモータを有するポンプ等は、回転軸のシール部分が必要なく、外部に取扱液が漏れないようにすることができる。このようなキャンとして、固定子と回転子との空隙の方向等に応じて筒型やプレート型があり、キャンは、回転子側に充填される対象物質が固定子側に浸透・浸漬しないように遮断する。
そして、このキャンを金属製とすると、固定子からの磁束に応じて金属キャンの面に渦電流が生じ、多大なモータ損失を生じさせてしまう。
【0003】
特許文献1には、金属製キャンに生じてしまう渦電流によるモータ損失の低減(段落0005)を目的として、軸方向を法線とする平面にて、外周側の固定子と、内周側の回転子との間に、補強筒を設け、この補強筒の内周面に高安定性の樹脂被膜を形成する手法(段落0007,0015、図1)が開示されている。さらに、この特許文献1には、アンモニア冷媒圧縮機駆動用のキャンドモータでは、アンモニアに不活性で高安定の樹脂として、PTFE, PFA EPE, そして、FEPなどのフッ素樹脂が開示されている。
特許文献2には、DCブラシレスモータの軸に羽根車を取り付けたポンプにて、樹脂製のキャン(回転子ケーシング,段落0002)とカーボン製の軸受との組み合わせでは、線形膨張係数の相違から緩みを生じする可能性があり、さらに圧入の手法によっては、生産性も害される、という不都合が開示されている。そして、この特許文献2には、キャンと軸受とを同一の材料で一体部品とする手法が開示されている(段落0006,0012、図1)。さらに、この文献には、当該材料としては、耐熱性及び強度から、PEEKにテフロン(登録商標)を充填した材料が好ましい旨が開示されている(段落0007,0012)。
特許文献3には、キャンではないが、密閉容器内の隙間調整用で耐熱性及び摺動性に優れる部材(ロータ外周面とシリンダ室内周面)の材料として、PET, PPS, PEEK、そしてPTFEが開示されている(段落0012,0023)。
特許文献4には、真空ポンプに用いる軸方向空隙型のキャンドモータが開示されている。そして、この特許文献4には、真空ポンプ用のキャンドモータでは、固定子側が大気、回転子側が真空との圧力差が大きく、キャンの板厚を薄くすると、キャンと回転子とが接触する可能性が生ずる一方、金属製であるキャンの板厚を厚くすると渦電流による損失が増加してしまう、という不都合が開示されている。これに対し、特許文献4には、キャンの中央部を突出させると共に、モータフランジのキャンとの接触面積をモータ外枠より広くする手法(段落0004、0005)が開示されている。
特許文献5には、飲食料品や医薬品などのサニタリー用途の製造ラインで使用される軸方向空隙型のキャンドモータが開示されている。そして、この特許文献5には、洗浄性の良さを確保するために分解を容易とすることを目的として、回転体と軸受部とを一体形成し、固定子キャンの外周縁を固定子枠に溶着した手法(段落0020)が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平6-153441号
【特許文献2】特開2005-69114号
【特許文献3】特開2001-214876号
【特許文献4】特開2002-95203号
【特許文献5】特開2007-40126号
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1には、金属製のキャンの渦電流によるエネルギー損失を低下させるために、キャンを薄肉の樹脂被膜体とする手法が開示されているが(段落0008)、筒型の被膜体についての開示であって、プレート型のキャンについては何ら開示されていない。
上記特許文献2には、キャンドモータポンプにて、カップ形状のPEEK製の回転子ケーシング(キャン)を設ける手法が開示されているが(段落0012)、カップ形状のケーシングについての開示であって、プレート型のキャンについては何ら開示されていない。
上記特許文献3には、密閉型圧縮機の隙間増減用の部材(ブッシュ)として、PET, PPS, PEEK又はPTFEの樹脂材を採用する手法が開示されているが(段落0008、0012)、アキシャルギャップ型(軸方向空隙型)のキャンドモータにて薄肉のキャンプレートを樹脂製とする際に、どのような樹脂が使用可能であるかについては、何ら開示されていない。
上記特許文献4及び5には、アキシャルギャップ型のキャンドモータが開示されているが、金属製のキャンによる損失を低減させる手法については、何ら開示されていない。
【0006】
[課題1]このように、上記従来例では、アキシャルギャップ型のキャンドモータにて渦電流による損失を低減させることができない、という不都合があった。
[課題2]さらに、上記従来例では、アキシャルギャップ型のキャンドモータにて、構成を簡易とするために、そのキャンを薄肉のプレートとしつつ、渦電流による損失を低減させることができない、という不都合があった。
【0007】
[発明の目的]本発明の目的は、アキシャルギャップ型のキャンドモータにて金属製キャンプレートに生ずる渦電流による損失発生を防止することにある。
【課題を解決するための手段】
【0008】
[着眼点]本発明の発明者は、キャンプレートを樹脂化しようとしても、樹脂は、ステンレスなどの金属と比較して、冷媒の透過、耐熱性、加水分解性、吸水率、強度等につき、その特性が劣るという懸念があり、アキシャルギャップ型のキャンドモータにて実際に樹脂材料のキャンプレートを試作し、浸漬試験を実施してみなければ、実際のところはわからない、と考え、薄肉のキャンプレートでの使用状態を確認することで、使用可能な樹脂の条件等を見いだし、樹脂化による渦電流の損失発生防止を実現できるのではないか、との着想に至った。
【0009】
[課題解決手段1]実施例1に対応する第1群の本発明は、軸及び軸受を介して回転するロータと、前記軸方向に前記ロータとエアギャップを介して配置され当該ロータを回転させるステータ部と、このステータ部を保持するハウジングと、前記ロータに対象物質を案内すると共に当該ロータ及び対象物質を覆うケーシングと、当該ハウジングと前記ケーシングとの間を遮断するキャンプレートとを備えたアキシャルギャップ型キャンドモータにおいて、前記キャンプレートを、前記軸を通す中空を有する円形状の平板とし、当該平板を、非導電性材料で構成した、という構成を採っている。
これにより、上記課題1及び2を解決した。
【発明の効果】
【0010】
本発明は、本明細書の記載及び図面を考慮して各請求項記載の用語の意義を解釈し、各請求項に係る発明を認定すると、各請求項に係る発明は、上記背景技術等との関連において次の有利な効果を奏する。
【0011】
[発明の作用効果1] 課題解決手段1のアキシャルギャップ型キャンドモータは、キャンプレートを、前記軸を通す中空を有する円形状の平板としたため、モータの構成を簡易とすることができ、さらに、当該平板を、非導電性材料で構成したため、アキシャルギャップ内に金属を配置する必要がなく、このため、金属とする際に生じてしまう渦電流によるモータ効率の低下を発生させることなく、そして、アキシャルギャップ型の採用によりモータをコンパクトな大きさとしつつ、高効率のモータを提供することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の実施例でのキャンドモータの構成例を示す断面図である。
【図2】図2は、本実施例でのキャンドモータの構成例を示す分解図である。
【図3】図3は、本実施例での浸漬試験用のキャンドモータの構成例を示す分解図である。
【図4】図4(A)から(C)は、本実施例での浸漬試験用のキャンドモータ及びキャンプレートの一例を示す斜視図である。
【図5】図5は、樹脂製キャンプレートと金属製キャンプレートとのモータ効率の一例を示すグラフ図である。
【図6】図6は、樹脂毎の透過性及び形状変化の一例を示す図表である。
【図7】図7はフェノール樹脂での形状変化の一例を示す説明図である。
【図8】図8は液晶ポリマーでの形状変化の一例を示す説明図である。
【図9】図9はシリコーンゴムでの形状変化の一例を示す説明図である。
【図10】図10はPEIでの形状変化の一例を示す説明図である。
【図11】図11は図10に示すPEIの亀裂部分を示す拡大図である。
【図12】図12はPPOでの形状変化の一例を示す説明図である。
【図13】図13はエポキシ樹脂での形状変化の一例を示す説明図である。
【図14】図14はナイロンでの形状変化の一例を示す説明図である。
【発明を実施するための形態】
【0013】
発明を実施するための形態として、1つの実施例を開示する。本実施例は、樹脂製のキャンプレート20を有するアキシャルギャップ型キャンドモータである。
【実施例1】
【0014】
実施例1は、図1に示すように、冷却水等の冷媒が浸漬するロータ12側と、冷媒が侵入してはならないステータ部14側から成り、ロータ12とステータ部14間に軸10方向(アキシャル方向)に空隙(エアギャップAG)を有するアキシャルギャップ型キャンドモータポンプである。
【0015】
アキシャルギャップ型キャンドモータは、その主要な要素として、ロータ12(回転子)と、ステータ部14(固定子)と、ハウジング16と、ケーシング18と、キャンプレート20とを備えている。
ロータ12は、軸10及び軸受40を介して回転する。ステータ部14は、ロータ12と前記軸10方向にエアギャップAG(空隙)を介して配置され、当該ロータ12を回転させる。軸10は、図1に示す例では、固定軸であり、ロータ12は、軸受40を介して回転する。ロータ12は内径側に軸受け40を有する。ハウジング16は、ステータ部14を保持する。ケーシング18は、前記ロータ12に冷媒等の対象物質を案内すると共に、当該ロータ12及び対象物質を覆う。
そして、キャンプレート20は、当該ハウジング16と前記ケーシング18との間を遮断する。このキャンプレート20は、本実施例では特に、前記軸10を通す中空を有する円形状の平板であって、非導電性材料とした。キャンプレート20は、ステータ部14側への冷媒等の対象物質の侵入を防止する。
【0016】
図1及び図2に示す例では、前記キャンプレート20を、前記中空に接する内周側と、外周側とで密閉固定する。具体的には、ステータ部14を格納するハウジング16に、円形で中空の平板であるキャンプレート20を重ね、外周用Oリング30と、内周用Oリング32とを用いて密封する。外周用Oリング30は、ケーシング18の押さえ部材28で押圧する。押さえ部材28はケーシング30の端部としても良いし、独立した部材を採用しても良い。
ロータ12に、冷媒等の対象物質を流動させる羽根車22(インペラー)を取り付けている。ステータ部14は、ステーターコア26(鉄心)とコイル24を有する電磁石で、ロータ12は永久磁石である。図1に示すアキシャルギャップ型キャンドモータは、ステータ部14の磁気の極性を周期的に変化させることで、エアギャップAGを介した磁力によりロータ12と一体に回転する羽根車22が回転し、モータ及びポンプとして機能する。
キャンプレート20を金属製とすると、ステータ部14とロータ12間の磁力の一部が回転力とならず渦電流を生じさせ、モータ効率を低下させてしまうが、本実施例では、キャンプレート20を樹脂製としているため、渦電流の発生によるモータ効率の低下は生じない。
【0017】
図2を参照すると、軸受40(ベアリング)は締結具56で軸10(シャフト)に固定され、ロータ12及び羽根車22はこの軸10の中心軸を回転中心として回転する。また、図示しない締結具でケーシング18の押さえ部材28をハウジング16に締結し、押圧することで、外周用Oリング30がキャンプレート20の外周側を密閉する。そして、締結具58でコイル等を軸10に固定することで、内周用Oリング32が軸10の円板11に押圧され、これによりキャンプレート20の内周側を密閉する。
図1及び図2に示す例では、ロータ12は、マグネット48と、このマグネット48を固定し磁力を増幅するヨーク46と、このヨークを固定子ヨークと一体に軸受40の外周を回転するロータフレーム44と、マグネット48及びヨーク46の外周側を保護するロータリング42とを備えている。
また、図1及び図2に示す本実施例によるキャンドモータは、キャンプレート20とコイル24との間にキャンプレートを保持するキャンプレートサポート52を備えている。
そして、ステータ部14は、通電により電磁石となるコイル24を備えている。
この実施例では、コイル24に通電することにより生じる磁力がキャンプレート20を透過してマグネット48に作用し、このマグネット48と一体としてヨーク46及び羽根車22が回転する。軸10は固定であり、ロータ12及び羽根車22は軸10に取り付けられた軸受40の回動する外周とともに回転する。
【0018】
次に、浸漬試験の結果を開示する。キャンドモータの試験機は、図3及び図4に示すように、浸漬試験をするために、羽根車22(インペラー)を取り外し、モータの性能を測定する性能測定治具36をロータ12に取り付けている。そして、ケーシング18側では、スラストカラー38を介してロータ12の軸受40を装着する。
この試験機の例では、図4(A)に示すように、ケーシング18の一部を取り外すと、独立した押さえ部材28、ロータ12及び性能測定治具36とが現れる。
図4(B)に示すように、性能測定治具36とロータ12とを取り外すと、押さえ部材28によりハウジング16側に押し付けられたキャンプレート20が現れる。この例では、キャンプレート20の内周側にスラストカラー38が取り付けられている。ロータ12及びキャンプレート20のロータ12側の表面は、冷媒等の対象物質に浸漬される。
図4(C)に示すように、押さえ部材28を取り外すと、図示しない外周用Oリング30及び内周用Oリング32と共に、キャンプレート20を取り外すことができる。キャンプレート20は、ハウジング16側にて、ステータ部14の表面に接している。キャンプレートサポート52を使用する例では、キャンプレート20を取り外すとキャンプレートサポート52が現れる。
【0019】
キャンドモータでは、ロータ12とステータ部14との隙間(エアギャップAG)が大きいと、モータ性能が低下する。また、ステータ部14側への冷媒侵入を確実に防止するため、キャンプレート20の材料として、従来は、ステンレス(SUS)等の薄い金属が用いられていた。しかし、キャンプレート20が金属の場合、ステータ部14側に渦電流が発生し、モータ性能が著しく低下する。
【0020】
本実施例では、キャンプレート20を金属と同等の厚さの樹脂にすることによって、ステータ部14側の渦電流の発生を抑止した。そして、本実施例では、図5に示すように、キャンプレート20を樹脂製としたため、金属製と比較して、モータ性能は大幅に向上し、開発品においてモータ効率はほぼすべてのトルク領域で約20%アップした。
【0021】
一方、キャンプレート20を樹脂製とするには、次のような課題が生ずる。
・樹脂内部の冷媒の透過(浸漬側から被浸漬側)。特に、薄くするほど懸念される。
・耐熱性、加水分解性、吸水率、また、強度など、金属に対して劣る樹脂の特性への懸念。
・スーパーエンジニアリングプラスチックと呼ばれる高機能樹脂が存在するが、薄板状の使用実績があまりない。
【0022】
これらの理由に対して、種々の樹脂材料にて、キャンプレート20を試作し、浸漬試験を実施した。本実施例では、その結果、薄肉であっても、キャンプレート20として使用可能な樹脂材料を数種類見いだすことができた。
【0023】
樹脂を機械材料に採用しようとする取り組みとしては、フェノール樹脂の利用され始めた後、ポリアミド樹脂やエポキシ樹脂が開発され、利用されるなど、多様な材料が使用されている。この機械材料となる樹脂をエンジニアリングプラスチックやスーパーエンジニアリングプラスチックという。また、機械材料として、樹脂にガラス強化繊維やカーボン繊維などを充填した強化プラスチックも利用されている。
【0024】
これらエンジニアリングプラスチックの重要な性質としては、耐熱性、静的強さ、疲労強さ、衝撃耐性、動的ねじり耐性などがある。エンジニアリングプラスチックとしては、ポリアミド(PA)、ポリカーボネート(PC)、ポリアセタール(POM)、ポリフェニレンエーテル(PPO)、四ふっ化エチレン樹脂(PTFE)などがある。
スーパーエンジニアリングプラスチックは、エンジニアリングプラスチックを更に耐熱性及び強度を改良したものであり、プリスルフォン(PSU)、ポリエーテルサルフォン(PES)、ポリフェニレンサルファイド(PPS)、ポリアリレート(PAR)、ポリエーテルエーテルケトン(PEEK)、ポリイミド(PI)、液晶ポリマー(LCP)などがある。
【0025】
本実施例では、上記エンジニアリングプラスチックから、10数種類の候補を抽出し、冷媒の浸漬試験を実施した。浸漬試験は、各材料のキャンプレート20で密封し、試験液を入れて浸漬してさらにケーシング18で密閉する。反応を加速させるためにオーブンにて加熱し、一定時間経過後にキャンプレート20を確認する。
【0026】
図6に多数の樹脂を浸漬試験した結果を浸漬図表70として開示する。図6の「透過性」は、浸漬した冷媒がステータ部14側に透過したか否かであり、形状変化は、浸漬試験後のキャンプレート20の形状変化である。形状変化は、重量の変化、寸法の変化、硬さの変化、外観の目視による変化をそれぞれ評価し、試験液を透過させない機能を重視しつつ形状変化として総合評価した。例えば、溝や膨脹などの変形60や、亀裂62などが生じた場合には、耐久性に課題があるとして不可とした。
【0027】
図6に示すように、本実施例では、非導電性材料として、A1からA3のA群の樹脂が良、B1からB3のB群の樹脂が可、C1からC7のC群の樹脂はある程度以下の厚さの薄膜で、繊維による強化をしない際の使用は不可、となった。
特に、本実施例では、この実験により、キャンプレート20の樹脂材料として、A群のPEEK、PPS又はPTFEの使用が望ましい、との結果を得ることができた。
【0028】
・A群
A1 PEEKは、透過性無し、形状変化無しで、接液面に多少の変色があったが、重量変化もなく、キャンプレート20の材料として良好な結果となった。
このPEEK (Polyetheretherketone,ポリエーテルエーテルケトン) は、元来、結晶性で融点が高く、熱安定性及び耐水性に優れ、耐薬品性も一部の有機酸を除いて良好な材料で、溶融成形・射出成形が可能である。また、炭素繊維による強化も可能である。
【0029】
A2 PPSは、透過性無し、形状変化無しで、接液面に多少の白化があったものの、キャンプレート20の材料として良好な結果となった。
このPPS (Polyphenylene sulfide,ポリフェニレンスルフィド) は、結晶性で耐薬品性に優れており、自動車部品での使用実績がある材料である。金属との密着性が良いため、従来よりコーティングにも使用されている。溶融粘度が低く強化剤等の充填も容易である。
【0030】
A3 PTFEは、透過性無し、形状変化無しで、若干の変形60があったものの、キャンプレート20の材料として良好な結果となった。
このPTFE (Polytetrafluoroethylene,ポリテトラフルオロエチレン・四ふっ化エチレン樹脂)は、ふっ素樹脂の一種であり、耐熱性及び耐薬品性に優れ、摩擦係数が低い。パッキンやピストンリング等での使用実績が知られている。
【0031】
・B群
B1 PFは、透過無しだが、図7に示すように、一部に変形60(この例では、溝)が観察された。また、接液面に変色が生じた。PFは、透過がないため、キャンプレート20として使用可能であるが、溝が発生したことから、耐久性を長期間維持するか否かについてはA群よりも課題が多い。
このPF (Phenolices,フェノール樹脂)は、不透明、赤褐色で、比較的、高温下での寸法安定性が良く、耐薬品、耐溶剤及び耐水性が良いとされている。
【0032】
B2 液晶ポリマーは、シール不良の可能性もあるが、透過による液滴が確認された。また、図8に示すように、変形60(この例では、溝)が発生し、接液面に変色が生じた。
B3 PBI(登録商標)(ポリベンゾイミダゾール)は、透過無し、目立った形状変化も無く、キャンプレート20の材料として良好であった。しかし、A群との比較では、高コストとなる。
【0033】
・C群
下記C群の樹脂は、繊維強化なしの薄膜では、キャンプレート20の材料としては、それぞれ下記の理由で不可となった。
C1 シリコーンゴムは、透過が有り、そして、図9に示すような多数の形状変化が観察された。
C2 PEI (Polyetherimide,ポリエーテルイミド) は、透過があり、図10及び図11に示すように、外周物及び溝跡に亀裂62が発生した。
C3 PPO (Polyphenyleneoxide,ポリフェニレンオキシド) は、透過があり、図12に示すように変形60(この例では、膨張)が発生した。
C4 PI (polyimide,ポリイミド) は、試験の数日後に内周部と溝跡に亀裂62が発生した。
C5 PAI (Polyamide-imide,ポリアミドイミド)は、うっすらとしみだす透過があり、溶解の開始が観察された。
C6 エポキシ樹脂は、漏れが有り、図13に示すように、取り外し時に割れが発生した。
C7 ナイロン66は、透過があり、多数の亀裂62が発生し、図14に示すように、取り外し時に粉砕した。
また、電動エアコンプレッサ等での使用で、ロータ12側が冷却水以外でも、ステータ部14側に悪影響を与えるような物質、例えば、ガソリン、オイル、粉塵等を用いている場合に、それぞれの物質に対して適当な樹脂を選定することが可能である。
【0034】
上述のように、本実施例では、キャンプレート20を金属製から樹脂製に変更することで、アキシャルギャップ型のコンパクトな大きさを維持しつつ、モータ効率を大幅アップすることができる。これにより、電動車両やガソリン車両での電気部品やエンジン冷却用の電動ポンプの性能を大幅に向上させることができる。
このように、冷媒に浸漬されるアキシャル型キャンドモータポンプのキャンプレート20を樹脂製にすることで、鉄損の改善によるモータ効率の向上を図ることができる。
そして、樹脂材料として、PEEK、PPS又はPTFEを採用すると、金属の場合と同様な厚さの薄膜で、キャンプレート20に必要な強度を長期間保つことができる。
さらに、内周側と外周側とでキャンプレート20を密閉する構造とすることで、補強筒等を用いる場合と比較して、小型化が可能となる。
【符号の説明】
【0035】
AG エアギャップ
10 軸
11 円板
12 ロータ
14 ステータ部
16 ハウジング
18 ケーシング
20 キャンプレート
22 羽根車
24 コイル
26 ステーターコア
28 押さえ部材
30 外周用Oリング
32 内周用Oリング
36 性能測定治具
38 スラストカラー
40 軸受
42 ロータリング
44 ロータフレーム
46 ヨーク
48 マグネット
52 キャンプレートサポート
56,58 締結具
60 変形
62 亀裂
70 浸漬図表
【特許請求の範囲】
【請求項1】
軸及び軸受を介して回転するロータと、
前記軸方向に前記ロータとエアギャップを介して配置され当該ロータを回転させるステータ部と、
このステータ部を保持するハウジングと、
前記ロータに対象物質を案内すると共に当該ロータ及び対象物質を覆うケーシングと、
当該ハウジングと前記ケーシングとの間を遮断するキャンプレートとを備えたアキシャルギャップ型キャンドモータにおいて、
前記キャンプレートを、前記軸を通す中空を有する円形状の平板とし、当該平板を、非導電性材料で構成した、
ことを特徴とするアキシャルギャップ型キャンドモータ。
【請求項2】
前記非導電性材料を、PEEK、PPS又はPTFEとしたことを特徴とする請求項1記載のアキシャルギャップ型キャンドモータ。
【請求項3】
前記キャンプレートを、前記中空に接する内周側と、外周とで密閉固定した、ことを特徴とする請求項1又は2記載のアキシャルギャップ型キャンドモータ。
【請求項1】
軸及び軸受を介して回転するロータと、
前記軸方向に前記ロータとエアギャップを介して配置され当該ロータを回転させるステータ部と、
このステータ部を保持するハウジングと、
前記ロータに対象物質を案内すると共に当該ロータ及び対象物質を覆うケーシングと、
当該ハウジングと前記ケーシングとの間を遮断するキャンプレートとを備えたアキシャルギャップ型キャンドモータにおいて、
前記キャンプレートを、前記軸を通す中空を有する円形状の平板とし、当該平板を、非導電性材料で構成した、
ことを特徴とするアキシャルギャップ型キャンドモータ。
【請求項2】
前記非導電性材料を、PEEK、PPS又はPTFEとしたことを特徴とする請求項1記載のアキシャルギャップ型キャンドモータ。
【請求項3】
前記キャンプレートを、前記中空に接する内周側と、外周とで密閉固定した、ことを特徴とする請求項1又は2記載のアキシャルギャップ型キャンドモータ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−115847(P2013−115847A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−257182(P2011−257182)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
[ Back to top ]