
アルミニウムの半連続鋳造装置および該装置を用いるアルミニウムの半連続鋳造方法

【目的】(長辺部の長さ/短辺部の長さ)の比が大きい断面形状のスラブであっても、底部変形を効果的に抑制することを可能とするボトムブロックを用いたアルミニウムの半連続鋳造装置を提供する。
【構成】上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成したアルミニウムの半連続鋳造装置において、ボトムブロックとして、水平断面が長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部より高さが徐々に増加する傾斜部を有する山形に形成され、前記隅角部を除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とする。
【構成】上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成したアルミニウムの半連続鋳造装置において、ボトムブロックとして、水平断面が長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部より高さが徐々に増加する傾斜部を有する山形に形成され、前記隅角部を除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム(アルミニウム合金を含む、以下同じ)の半連続鋳造装置および該装置を用いるアルミニウムの半連続鋳造方法に関する。
【背景技術】
【0002】
アルミニウム鋳塊、例えば、水平断面が長方形の圧延用アルミニウムスラブの半連続鋳造は、上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成した鋳造装置を用い、長方形状の水冷鋳型と水平断面が長方形状に形成されたボトムブロックを適用して行われているが、鋳造されたスラブにソリやクビレなどの形状不良が生じ易いという問題点がある。これらの形状不良は、以下に説明するように、鋳造初期に生じ易い。
【0003】
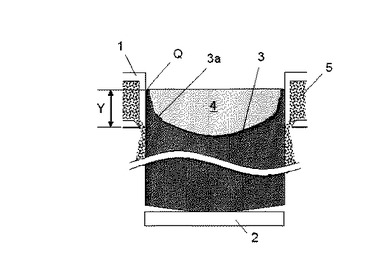
すなわち、アルミニウムスラブの半連続鋳造は、図8に示すように、鋳型1にボトムブロック2をセットして、溶湯4を注入し、凝固したスラブ3をボトムブロック2と共に降下させることにより鋳造を開始し、鋳造開始後、ボトムブロック2の降下速度を順次上げ、ボトムブロック2の降下速度、注湯速度、湯面レベル(図9に示す鋳型の下端部(P)から鋳型内の溶湯面(Q)までの高さY)を一定に保持する定常状態で鋳造を行う。図8、図9において、5は鋳型1に供給される冷媒(通常は冷却水)、1aは鋳型1の下端部に設けられた開口部(スリット)であり、冷媒5は開口部1aから流出し、鋳型1を出たスラブ3の側面に供給される。3aは凝固殻、2bはボトムブロックの頂面である。
【0004】
鋳造開始後、ボトムブロック2と共に下方に引き抜かれたスラブ3は、鋳型1から出た時点で、開口部1aより放出される冷媒5と接触して急冷され、大きな凝固収縮が生じる。スラブ3の長辺部と短辺部で凝固収縮量が異なるため、図10に示すように、スラブ3の底部は長辺部側へそり上がり、このそり上がりによって、凝固殻3aはスラブ3の元の凝固殻3bから変形して鋳型1から離れ内側へ倒れこむ(この変形を「ソリ」と称する)。ソリの形成により、図11に示すように、スラブ3の底部の長辺部側は距離Sだけ上方へそり上がり、凝固殻3aの最外部は、距離Kだけ内側に変形する(この変形を「クビレ」と称する)。
【0005】
凝固殻3a上には溶湯4が貯留されているため、ソリが大きいと、クビレの変形量Kが大きくなり、鋳型1の隙間から溶湯4が漏洩する、いわゆる湯漏れが起こる危険性があるため、湯漏れを防止することが半連続鋳造方法における課題とされており、ソリに伴うクビレ形成(以下、「底部変形」と称す。)を抑制するために、これまで、ボトムブロックの形状を変更することが試みられてきた。
【0006】
近年、歩留向上などを目的として、アルミニウムスラブが大型化され、その長辺部が従来より長い(長辺部の長さ/短辺部の長さの比が大きい)断面形状のスラブが多くなってきている。そのため、スラブ断面におけるの長辺部と短辺部との凝固収縮量の差がますます大きくなって、それに伴って底部変形も大きくなる傾向にあり、従来のボトムブロックでは底部変形を抑制する効果が十分でなくなっている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−215803号公報
【特許文献2】特開平9−308944号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、連続鋳造されたアルミニウムスラブの底部変形とボトムブロックの形状との関係について、さらに試験、検討を重ねた結果としてなされたものであり、その目的は、(長辺部の長さ/短辺部の長さ)の比が大きい断面形状のスラブであっても、底部変形を効果的に抑制することを可能とするボトムブロックを用いたアルミニウムの半連続鋳造装置、および該装置を用いるアルミニウムの半連続鋳造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記の目的を達成するための請求項1によるアルミニウムの半連続鋳造装置は、上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成したアルミニウムの半連続鋳造装置において、ボトムブロックとして、水平断面が長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部より高さが徐々に増加する傾斜部を有する山形に形成され、前記隅角部を除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とする。
【0010】
請求項2によるアルミニウムの半連続鋳造装置は、請求項1において、ボトムブロックの頂面の外周部の長辺部における傾斜部の長さをD(mm)、短辺部の長さをW(mm)としたとき、W/2≦D関係を満足することを特徴とする。
【0011】
請求項3によるアルミニウムの半連続鋳造装置は、請求項1または2において、ボトムブロックの頂面の外周部の長辺部の長さをL(mm)、短辺部の長さをW(mm)としたとき、L/W≧1.7の関係を満足することを特徴とする。
【0012】
請求項4によるアルミニウムの半連続鋳造方法は、請求項1〜3のいずれかに記載の鋳造装置を用いて水平断面が長方形のアルミニウムスラブを半連続鋳造する方法であって、ボトムブロックの頂面の外周部において長辺部が短辺部と交わる隅角部(A)が鋳型の下端部(P)よりO(mm)の距離だけ上方に位置するようボトムブロックを配置して鋳造を開始し、山形に形成された長辺部の最も高い個所(B)の高さと隅角部(A)の高さとの差をH(mm)とし、定常状態における鋳型の下端部(P)からの鋳型内の溶湯面(Q)の高さをY(mm)としたとき、Y≦H+Oの関係を満足するようにして鋳造を行うことを特徴とする。但し、定常状態とは、ボトムブロックの降下速度を一定として半連続鋳造を行う状態をいう。
【発明の効果】
【0013】
本発明によれば、底部変形の問題が解消され、特に(長辺部の長さ/短辺部の長さ)の比が大きい断面形状のスラブであっても、底部変形を効果的に抑制することを可能とするアルミニウムの半連続鋳造装置、および該装置を用いるアルミニウムの半連続鋳造方法が提供される。
【図面の簡単な説明】
【0014】
【図1】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図2】鋳造開始時に、図1のボトムブロックを鋳型にセットした状態を示す説明図である。
【図3】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図4】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図5】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図6】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図7】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例(図6において、傾斜部が円弧状に形成されている形態)を示す概略斜視図である。
【図8】アルミニウムの半連続鋳造における鋳造開始時を示す一部縦断面図である。
【図9】アルミニウムの半連続鋳造における定常状態を示す一部縦断面図である。
【図10】アルミニウムの半連続鋳造におけるソリの発生を説明する図である。
【図11】アルミニウムの半連続鋳造におけるクビレの発生を説明する図である。
【発明を実施するための形態】
【0015】
本発明によるアルミニウムの半連続鋳造装置は、図9に示すように、上下に開放された水冷鋳型1と、鋳造開始時に鋳型の下部を閉塞するボトムブロック2をそなえ、鋳造時に鋳型1内のボトムブロック2の頂面に溶湯4を注入して、凝固した鋳塊(スラブ)3をボトムブロック2と共に降下させるよう構成された装置を前提とする。
【0016】
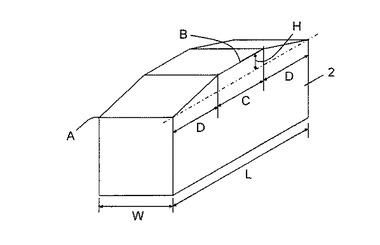
本発明は、この装置において、ボトムブロック2として、図1に示すように、水平断面が縦L、横Wの長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部Aより高さが徐々に増加する傾斜部(長さD)を有する山形に形成され、隅角部Aを除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とする。図1に示すボトムブロックにおいては、長辺部は傾斜部(長さD)と水平部(長さC)からなり、山形の高さ、すなわち、山形に形成された長辺部の最も高い個所Bの高さと隅角部Aの高さとの差はHである。
【0017】
前記のように、鋳造初期において、冷媒(冷却水)が直接スラブに衝突する時点で急激な凝固殻の成長が起こり、これが底部変形を発生させるが、上記本発明のボトムブロックを使用したアルミニウムスラブの半連続鋳造においては、スラブの長辺部と短辺部とにおいて、急激な凝固殻成長のタイミングを異なるものとすることができる。すなわち、図1のボトムブロックを用いると、鋳造初期に、ボトムブロックの頂面に注入された溶湯が凝固する場合、まず、ボトムブロックの短辺部および隅角部Aが冷媒(冷却水)に接触するから、最初にその部位で凝固が開始されることとなる。その時点では長辺部は未だ鋳型内にあり、短辺部および隅角部Aでの凝固が完了してから長辺部が冷媒(冷却水)に接触することになるから、その部位での凝固は遅れ、スラブの長辺部と短辺部における凝固殻成長のタイミングにずれが生じ、底部変形を効果的に抑制することが可能となる。
【0018】
本発明においては、ボトムブロックの頂面の外周部の長辺部の長さL(mm)、長辺部における傾斜部の長さD(mm)、短辺部の長さW(mm)の関係を、W/2≦D≦L/2とすることが、底部変形を効果的に抑制する上で望ましい。W/2>Dの場合には、長辺部と短辺部の高さの変化が急激過ぎるため、スラブの隅角部で割れが発生し易くなる。
【0019】
また、図1に例示するボトムブロックは、スラブの底部変形を抑制するために効果を発揮するが、特に、長辺部の長さLと短辺部の長さWの比、L/Wが1.7以上のボトムブロックを用いると、スラブの底部変形を一層効果的に抑制することができる。
【0020】
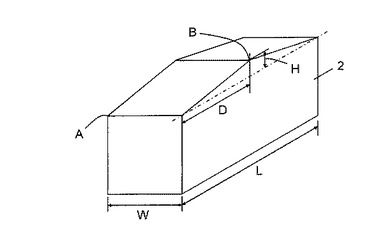
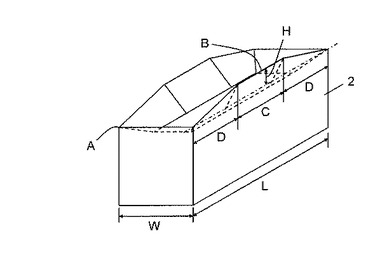
本発明において適用するボトムブロック2としては、図1に示すように、長辺部に傾斜部と水平部(長さC)を設けたものの他、図3に示すように、傾斜部のみを有し、水平部をそなえないものでもよく、図4、図5に示すように、傾斜部が円弧状に形成されたものでもよい。また、図6、図7に示すように、ボトムブロックの頂面の中央部に掘り込み部が形成されたものを適用することもできる。
【0021】
上記の半連続鋳造装置を使用して、底部変形の抑制効果を得るための水平断面が長方形のアルミニウムスラブの半連続鋳造方法について説明すると、鋳造準備時には、図2に示すように、ボトムブロック2の頂面の外周部において長辺部が短辺部と交わる隅角部Aが鋳型1の下端部PよりO(mm)の距離だけ上方に位置するようボトムブロック2を配置する。山形に形成された長辺部の最も高い個所Bの高さと隅角部Aの高さとの差をH(mm)とし、定常状態における鋳型1の下端部Pからの鋳型内の溶湯面Qの高さ(湯面レベル)をY(mm)としたとき(図9参照)、Y≦H+Oの関係を満足するようにして鋳造を行う。定常状態とは、前記のように、ボトムブロック2の降下速度を一定にして半連続鋳造を行う状態をいう。
【0022】
Y>H+Oの場合には、長辺部と、短辺部および隅角部Aの部位での急激な凝固殻成長のタイミングが近過ぎるため、底部変形を抑制する効果が十分に得られない。なお、鋳型の長さをM(mm)としたとき、H+O<Mとすることが望ましい。H+O≧Mでは、鋳造準備時にボトムブロックを鋳型内にセットするとき、ボトムブロックが鋳型から上部にはみ出してしまい、作業性が悪くなるなどの不具合が生じる。
【実施例】
【0023】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお、これらの実施例は本発明の一実施態様を示すのものであり、本発明はこれらに限定されない。
【0024】
実施例1〜3、比較例1〜3
表2に示す形状のボトムブロックを準備し、これらのボトムブロックを用いて、表1に示す組成を有するアルミニウム合金の半連続鋳造試験を行った。なお、ボトムブロックとしては、実施例1、2については図7に示す形状のもの(ボトムブロックの頂面の中央部に400mm×50mmの掘り込み部を設けたもの)、実施例3については図1に示す形状のものを用いた。
【0025】
比較例1については、図7に示す形状において、ボトムブロックの頂面の外周部の長辺部が傾斜部を有する山形に形成されず、全て水平部に形成されたもの(舟形形状)、比較例2については平板状に形成されたもの、比較例3については前記特許文献2の図1に示されているもの、すなわち、長方形状のボトムブロックの頂面の周縁部に上方に突出した縁部を形成し、該縁部のうち長辺部に形成された縁部を短辺部に形成された縁部より高くしたものを用いた。
【0026】
鋳造条件は以下のとおりである。
スラブの水平断面形状:長辺部が550mm、短辺部170mm
但し、実施例2のみは、長辺部282mm、短辺部170mm
鋳造温度:700±15℃
鋳造速度(定常時のボトムブロック降下速度):55mm/分
鋳型冷却:冷却水温度25℃、鋳型内周1mm当たりの冷却水量170リットル/分
鋳型長さM:105mm
鋳造準備時のOの値:5mm
鋳造開始後(注湯開始後)のYの値:80mm
【0027】
鋳造したスラブのソリ量を測定した結果を表1に示す。表1に示すように、本発明に従う実施例1〜3のスラブのソリ量、比較例1〜3のスラブのソリ量と比べて顕著に改善されており、本発明による底部変形の抑制効果が確認された。
【0028】
【表1】

【0029】
【表2】
【符号の説明】
【0030】
1 鋳型
1a 開口部(スリット)
2 ボトムブロック
2b ボトムブロックの頂面
3 スラブ(鋳塊)
3a 凝固殻
3b 元の凝固殻
4 溶湯
5 冷媒(冷却水)
A ボトムブロックの隅角部
B ボトムブロックの長辺部の最も高い個所
H Bの高さとAの高さとの差
P 鋳型の下端部
Q 溶湯面位置
Y 溶湯面高さ
O Pからボトムブロックの短辺部までの距離
M 鋳型高さ
K クビレ量
S スラブの底部のそり上がり量
【技術分野】
【0001】
本発明は、アルミニウム(アルミニウム合金を含む、以下同じ)の半連続鋳造装置および該装置を用いるアルミニウムの半連続鋳造方法に関する。
【背景技術】
【0002】
アルミニウム鋳塊、例えば、水平断面が長方形の圧延用アルミニウムスラブの半連続鋳造は、上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成した鋳造装置を用い、長方形状の水冷鋳型と水平断面が長方形状に形成されたボトムブロックを適用して行われているが、鋳造されたスラブにソリやクビレなどの形状不良が生じ易いという問題点がある。これらの形状不良は、以下に説明するように、鋳造初期に生じ易い。
【0003】
すなわち、アルミニウムスラブの半連続鋳造は、図8に示すように、鋳型1にボトムブロック2をセットして、溶湯4を注入し、凝固したスラブ3をボトムブロック2と共に降下させることにより鋳造を開始し、鋳造開始後、ボトムブロック2の降下速度を順次上げ、ボトムブロック2の降下速度、注湯速度、湯面レベル(図9に示す鋳型の下端部(P)から鋳型内の溶湯面(Q)までの高さY)を一定に保持する定常状態で鋳造を行う。図8、図9において、5は鋳型1に供給される冷媒(通常は冷却水)、1aは鋳型1の下端部に設けられた開口部(スリット)であり、冷媒5は開口部1aから流出し、鋳型1を出たスラブ3の側面に供給される。3aは凝固殻、2bはボトムブロックの頂面である。
【0004】
鋳造開始後、ボトムブロック2と共に下方に引き抜かれたスラブ3は、鋳型1から出た時点で、開口部1aより放出される冷媒5と接触して急冷され、大きな凝固収縮が生じる。スラブ3の長辺部と短辺部で凝固収縮量が異なるため、図10に示すように、スラブ3の底部は長辺部側へそり上がり、このそり上がりによって、凝固殻3aはスラブ3の元の凝固殻3bから変形して鋳型1から離れ内側へ倒れこむ(この変形を「ソリ」と称する)。ソリの形成により、図11に示すように、スラブ3の底部の長辺部側は距離Sだけ上方へそり上がり、凝固殻3aの最外部は、距離Kだけ内側に変形する(この変形を「クビレ」と称する)。
【0005】
凝固殻3a上には溶湯4が貯留されているため、ソリが大きいと、クビレの変形量Kが大きくなり、鋳型1の隙間から溶湯4が漏洩する、いわゆる湯漏れが起こる危険性があるため、湯漏れを防止することが半連続鋳造方法における課題とされており、ソリに伴うクビレ形成(以下、「底部変形」と称す。)を抑制するために、これまで、ボトムブロックの形状を変更することが試みられてきた。
【0006】
近年、歩留向上などを目的として、アルミニウムスラブが大型化され、その長辺部が従来より長い(長辺部の長さ/短辺部の長さの比が大きい)断面形状のスラブが多くなってきている。そのため、スラブ断面におけるの長辺部と短辺部との凝固収縮量の差がますます大きくなって、それに伴って底部変形も大きくなる傾向にあり、従来のボトムブロックでは底部変形を抑制する効果が十分でなくなっている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−215803号公報
【特許文献2】特開平9−308944号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、連続鋳造されたアルミニウムスラブの底部変形とボトムブロックの形状との関係について、さらに試験、検討を重ねた結果としてなされたものであり、その目的は、(長辺部の長さ/短辺部の長さ)の比が大きい断面形状のスラブであっても、底部変形を効果的に抑制することを可能とするボトムブロックを用いたアルミニウムの半連続鋳造装置、および該装置を用いるアルミニウムの半連続鋳造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記の目的を達成するための請求項1によるアルミニウムの半連続鋳造装置は、上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成したアルミニウムの半連続鋳造装置において、ボトムブロックとして、水平断面が長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部より高さが徐々に増加する傾斜部を有する山形に形成され、前記隅角部を除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とする。
【0010】
請求項2によるアルミニウムの半連続鋳造装置は、請求項1において、ボトムブロックの頂面の外周部の長辺部における傾斜部の長さをD(mm)、短辺部の長さをW(mm)としたとき、W/2≦D関係を満足することを特徴とする。
【0011】
請求項3によるアルミニウムの半連続鋳造装置は、請求項1または2において、ボトムブロックの頂面の外周部の長辺部の長さをL(mm)、短辺部の長さをW(mm)としたとき、L/W≧1.7の関係を満足することを特徴とする。
【0012】
請求項4によるアルミニウムの半連続鋳造方法は、請求項1〜3のいずれかに記載の鋳造装置を用いて水平断面が長方形のアルミニウムスラブを半連続鋳造する方法であって、ボトムブロックの頂面の外周部において長辺部が短辺部と交わる隅角部(A)が鋳型の下端部(P)よりO(mm)の距離だけ上方に位置するようボトムブロックを配置して鋳造を開始し、山形に形成された長辺部の最も高い個所(B)の高さと隅角部(A)の高さとの差をH(mm)とし、定常状態における鋳型の下端部(P)からの鋳型内の溶湯面(Q)の高さをY(mm)としたとき、Y≦H+Oの関係を満足するようにして鋳造を行うことを特徴とする。但し、定常状態とは、ボトムブロックの降下速度を一定として半連続鋳造を行う状態をいう。
【発明の効果】
【0013】
本発明によれば、底部変形の問題が解消され、特に(長辺部の長さ/短辺部の長さ)の比が大きい断面形状のスラブであっても、底部変形を効果的に抑制することを可能とするアルミニウムの半連続鋳造装置、および該装置を用いるアルミニウムの半連続鋳造方法が提供される。
【図面の簡単な説明】
【0014】
【図1】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図2】鋳造開始時に、図1のボトムブロックを鋳型にセットした状態を示す説明図である。
【図3】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図4】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図5】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図6】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例を示す概略斜視図である。
【図7】本発明によるアルミニウムの半連続鋳造装置で用いるボトムブロックの実施例(図6において、傾斜部が円弧状に形成されている形態)を示す概略斜視図である。
【図8】アルミニウムの半連続鋳造における鋳造開始時を示す一部縦断面図である。
【図9】アルミニウムの半連続鋳造における定常状態を示す一部縦断面図である。
【図10】アルミニウムの半連続鋳造におけるソリの発生を説明する図である。
【図11】アルミニウムの半連続鋳造におけるクビレの発生を説明する図である。
【発明を実施するための形態】
【0015】
本発明によるアルミニウムの半連続鋳造装置は、図9に示すように、上下に開放された水冷鋳型1と、鋳造開始時に鋳型の下部を閉塞するボトムブロック2をそなえ、鋳造時に鋳型1内のボトムブロック2の頂面に溶湯4を注入して、凝固した鋳塊(スラブ)3をボトムブロック2と共に降下させるよう構成された装置を前提とする。
【0016】
本発明は、この装置において、ボトムブロック2として、図1に示すように、水平断面が縦L、横Wの長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部Aより高さが徐々に増加する傾斜部(長さD)を有する山形に形成され、隅角部Aを除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とする。図1に示すボトムブロックにおいては、長辺部は傾斜部(長さD)と水平部(長さC)からなり、山形の高さ、すなわち、山形に形成された長辺部の最も高い個所Bの高さと隅角部Aの高さとの差はHである。
【0017】
前記のように、鋳造初期において、冷媒(冷却水)が直接スラブに衝突する時点で急激な凝固殻の成長が起こり、これが底部変形を発生させるが、上記本発明のボトムブロックを使用したアルミニウムスラブの半連続鋳造においては、スラブの長辺部と短辺部とにおいて、急激な凝固殻成長のタイミングを異なるものとすることができる。すなわち、図1のボトムブロックを用いると、鋳造初期に、ボトムブロックの頂面に注入された溶湯が凝固する場合、まず、ボトムブロックの短辺部および隅角部Aが冷媒(冷却水)に接触するから、最初にその部位で凝固が開始されることとなる。その時点では長辺部は未だ鋳型内にあり、短辺部および隅角部Aでの凝固が完了してから長辺部が冷媒(冷却水)に接触することになるから、その部位での凝固は遅れ、スラブの長辺部と短辺部における凝固殻成長のタイミングにずれが生じ、底部変形を効果的に抑制することが可能となる。
【0018】
本発明においては、ボトムブロックの頂面の外周部の長辺部の長さL(mm)、長辺部における傾斜部の長さD(mm)、短辺部の長さW(mm)の関係を、W/2≦D≦L/2とすることが、底部変形を効果的に抑制する上で望ましい。W/2>Dの場合には、長辺部と短辺部の高さの変化が急激過ぎるため、スラブの隅角部で割れが発生し易くなる。
【0019】
また、図1に例示するボトムブロックは、スラブの底部変形を抑制するために効果を発揮するが、特に、長辺部の長さLと短辺部の長さWの比、L/Wが1.7以上のボトムブロックを用いると、スラブの底部変形を一層効果的に抑制することができる。
【0020】
本発明において適用するボトムブロック2としては、図1に示すように、長辺部に傾斜部と水平部(長さC)を設けたものの他、図3に示すように、傾斜部のみを有し、水平部をそなえないものでもよく、図4、図5に示すように、傾斜部が円弧状に形成されたものでもよい。また、図6、図7に示すように、ボトムブロックの頂面の中央部に掘り込み部が形成されたものを適用することもできる。
【0021】
上記の半連続鋳造装置を使用して、底部変形の抑制効果を得るための水平断面が長方形のアルミニウムスラブの半連続鋳造方法について説明すると、鋳造準備時には、図2に示すように、ボトムブロック2の頂面の外周部において長辺部が短辺部と交わる隅角部Aが鋳型1の下端部PよりO(mm)の距離だけ上方に位置するようボトムブロック2を配置する。山形に形成された長辺部の最も高い個所Bの高さと隅角部Aの高さとの差をH(mm)とし、定常状態における鋳型1の下端部Pからの鋳型内の溶湯面Qの高さ(湯面レベル)をY(mm)としたとき(図9参照)、Y≦H+Oの関係を満足するようにして鋳造を行う。定常状態とは、前記のように、ボトムブロック2の降下速度を一定にして半連続鋳造を行う状態をいう。
【0022】
Y>H+Oの場合には、長辺部と、短辺部および隅角部Aの部位での急激な凝固殻成長のタイミングが近過ぎるため、底部変形を抑制する効果が十分に得られない。なお、鋳型の長さをM(mm)としたとき、H+O<Mとすることが望ましい。H+O≧Mでは、鋳造準備時にボトムブロックを鋳型内にセットするとき、ボトムブロックが鋳型から上部にはみ出してしまい、作業性が悪くなるなどの不具合が生じる。
【実施例】
【0023】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお、これらの実施例は本発明の一実施態様を示すのものであり、本発明はこれらに限定されない。
【0024】
実施例1〜3、比較例1〜3
表2に示す形状のボトムブロックを準備し、これらのボトムブロックを用いて、表1に示す組成を有するアルミニウム合金の半連続鋳造試験を行った。なお、ボトムブロックとしては、実施例1、2については図7に示す形状のもの(ボトムブロックの頂面の中央部に400mm×50mmの掘り込み部を設けたもの)、実施例3については図1に示す形状のものを用いた。
【0025】
比較例1については、図7に示す形状において、ボトムブロックの頂面の外周部の長辺部が傾斜部を有する山形に形成されず、全て水平部に形成されたもの(舟形形状)、比較例2については平板状に形成されたもの、比較例3については前記特許文献2の図1に示されているもの、すなわち、長方形状のボトムブロックの頂面の周縁部に上方に突出した縁部を形成し、該縁部のうち長辺部に形成された縁部を短辺部に形成された縁部より高くしたものを用いた。
【0026】
鋳造条件は以下のとおりである。
スラブの水平断面形状:長辺部が550mm、短辺部170mm
但し、実施例2のみは、長辺部282mm、短辺部170mm
鋳造温度:700±15℃
鋳造速度(定常時のボトムブロック降下速度):55mm/分
鋳型冷却:冷却水温度25℃、鋳型内周1mm当たりの冷却水量170リットル/分
鋳型長さM:105mm
鋳造準備時のOの値:5mm
鋳造開始後(注湯開始後)のYの値:80mm
【0027】
鋳造したスラブのソリ量を測定した結果を表1に示す。表1に示すように、本発明に従う実施例1〜3のスラブのソリ量、比較例1〜3のスラブのソリ量と比べて顕著に改善されており、本発明による底部変形の抑制効果が確認された。
【0028】
【表1】
【0029】
【表2】
【符号の説明】
【0030】
1 鋳型
1a 開口部(スリット)
2 ボトムブロック
2b ボトムブロックの頂面
3 スラブ(鋳塊)
3a 凝固殻
3b 元の凝固殻
4 溶湯
5 冷媒(冷却水)
A ボトムブロックの隅角部
B ボトムブロックの長辺部の最も高い個所
H Bの高さとAの高さとの差
P 鋳型の下端部
Q 溶湯面位置
Y 溶湯面高さ
O Pからボトムブロックの短辺部までの距離
M 鋳型高さ
K クビレ量
S スラブの底部のそり上がり量
【特許請求の範囲】
【請求項1】
上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成したアルミニウム(アルミニウム合金を含む、以下同じ)の半連続鋳造装置において、ボトムブロックとして、水平断面が長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部より高さが徐々に増加する傾斜部を有する山形に形成され、前記隅角部を除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とするアルミニウムの半連続鋳造装置。
【請求項2】
ボトムブロックの頂面の外周部の長辺部における傾斜部の長さをD(mm)、短辺部の長さをW(mm)としたとき、W/2≦Dの関係を満足することを特徴とする請求項1記載のアルミニウムの半連続鋳造装置。
【請求項3】
ボトムブロックの頂面の外周部の長辺部の長さをL(mm)、短辺部の長さをW(mm)としたとき、L/W≧1.7の関係を満足することを特徴とする請求項1または2記載のアルミニウムの半連続鋳造装置。
【請求項4】
請求項1〜3のいずれかに記載の鋳造装置を用いて水平断面が長方形のアルミニウムスラブを半連続鋳造する方法であって、ボトムブロックの頂面の外周部において長辺部が短辺部と交わる隅角部(A)が鋳型の下端部(P)よりO(mm)の距離だけ上方に位置するようボトムブロックを配置して鋳造を開始し、山形に形成された長辺部の最も高い個所(B)の高さと隅角部(A)の高さとの差をH(mm)とし、定常状態における鋳型の下端部(P)からの鋳型内の溶湯面(Q)の高さをY(mm)としたとき、
Y≦H+O
の関係を満足するようにして鋳造を行うことを特徴とするアルミニウムの半連続鋳造方法。但し、定常状態とは、ボトムブロックの降下速度を一定として半連続鋳造を行う状態をいう。
【請求項1】
上下に開放された水冷鋳型と、鋳造開始時に鋳型の下部を閉塞するボトムブロックをそなえ、鋳造時に鋳型内のボトムブロックの頂面に溶湯を注入して、凝固した鋳塊をボトムブロックと共に降下させるよう構成したアルミニウム(アルミニウム合金を含む、以下同じ)の半連続鋳造装置において、ボトムブロックとして、水平断面が長方形で、ボトムブロックの頂面の外周部において、長辺部は、長辺部が短辺部と交わる隅角部より高さが徐々に増加する傾斜部を有する山形に形成され、前記隅角部を除く長辺部の何れの個所も短辺部より高くなっているボトムブロックを適用することを特徴とするアルミニウムの半連続鋳造装置。
【請求項2】
ボトムブロックの頂面の外周部の長辺部における傾斜部の長さをD(mm)、短辺部の長さをW(mm)としたとき、W/2≦Dの関係を満足することを特徴とする請求項1記載のアルミニウムの半連続鋳造装置。
【請求項3】
ボトムブロックの頂面の外周部の長辺部の長さをL(mm)、短辺部の長さをW(mm)としたとき、L/W≧1.7の関係を満足することを特徴とする請求項1または2記載のアルミニウムの半連続鋳造装置。
【請求項4】
請求項1〜3のいずれかに記載の鋳造装置を用いて水平断面が長方形のアルミニウムスラブを半連続鋳造する方法であって、ボトムブロックの頂面の外周部において長辺部が短辺部と交わる隅角部(A)が鋳型の下端部(P)よりO(mm)の距離だけ上方に位置するようボトムブロックを配置して鋳造を開始し、山形に形成された長辺部の最も高い個所(B)の高さと隅角部(A)の高さとの差をH(mm)とし、定常状態における鋳型の下端部(P)からの鋳型内の溶湯面(Q)の高さをY(mm)としたとき、
Y≦H+O
の関係を満足するようにして鋳造を行うことを特徴とするアルミニウムの半連続鋳造方法。但し、定常状態とは、ボトムブロックの降下速度を一定として半連続鋳造を行う状態をいう。
【図1】

【図2】

【図3】
【図4】

【図5】

【図6】
【図7】

【図8】

【図9】
【図10】

【図11】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−91072(P2013−91072A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−233696(P2011−233696)
【出願日】平成23年10月25日(2011.10.25)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月25日(2011.10.25)
【出願人】(000002277)住友軽金属工業株式会社 (552)
[ Back to top ]