
アルミニウム合金ブレージングシートとその製造方法、およびアルミニウム製熱交換器のろう付け方法
【目的】フラックスを内包したアルミニウム合金ブレージングシートを提供する。
当該ブレージングシートにおいては、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染する問題も回避できる。
【構成】不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系アルミニウム合金ろう材をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
当該ブレージングシートにおいては、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染する問題も回避できる。
【構成】不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系アルミニウム合金ろう材をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム合金ブレージングシート、詳しくは、ろう付け加熱の際にフラックスを塗布することなしに、ろう付けを可能とするアルミニウム合金ブレージングシートとその製造方法、および当該アルミニウム合金ブレージングシートを組み付けたアルミニウム製熱交換器のろう付け方法に関する。
【背景技術】
【0002】
現在、自動車用熱交換器の多くはAl−Mn系心材にAl−Si系ろう材をクラッドしてなるブレージングシートに弗化物系フラックスを塗布し、窒素ガスなどの不活性ガス雰囲気炉で加熱することによってろう付け接合されている。しかしながら、近年の自動車部品の電子化に伴い、一部の熱交換器においては、ろう付け後のフラックス残渣が表面処理性を阻害するなどの問題が指摘されており、また、高性能化のために冷媒通路を微細にした熱交換器においては、フラックス残渣が冷媒通路を閉塞させ、熱交換性能が大幅に低下するという問題も生じている。
【0003】
このような問題を解決するために、フラックスを塗布することなしにろう付けする技術が求められている。フラックスを塗布することなしにろう付けする技術としては、従来、Al−Si−Mg系ろう材を用い、真空炉中で加熱することによりろう付け接合する真空ろう付け法があり、真空ろう付け法によれば、完全にフラックス無しでの接合が可能であるが、ろう付け設備費が高価であり、Mg清掃やポンプ・計器類のメンテナンスにも費用がかかり、輻射加熱に頼っているため不活性ガス炉でのろう付けに比べて生産性も劣るという難点がある。
【0004】
電子部品や冷媒通路が狭い精密なろう付け品に対しては、完全にフラックス無しで接合する以外に、フラックスの使用量を問題のないレベルにまで低減することでもよいが、従来のブレージングシートでは、一般的なろう付け環境においてフラックスの塗布量が3g/m2を下回るとろう付け性が急激に低下する。これは単にフラックス量が少なくなることに加え、ろう付け加熱中に雰囲気中に微量に含まれる酸素がフラックスと反応して酸化するためフラックスとしての機能が劣化してしまうことが原因と考えられている。また、このような酸化劣化によるフラックス機能の低下は、特に低い温度から溶融するCsFを配合したフラックスやCs系フラックスではさらに顕著となり、Csを含むような低融点フラックスは炉中ろう付けでは使用し難いという問題がある。
【0005】
ろう付け加熱中にフラックスの酸化による劣化を生じさせないために、ブレージングシートにフラックスを封入することが試みられ、その手法として、フラックスを封入したアルミニウム合金材からなるフラックス封入部材を、ろう材と心材との界面またはろう材の表面に配置する方法(特許文献1)、アルミニウム合金からなるスペーサによって区画形成される空間部分に粉末状フラックスを充填し、その全体を熱間圧延してアルミニウム合金板およびスペーサを熱間圧着すると同時に、内部の粉末状フラックスを圧粉して固形化する方法(特許文献2)が提案されている。
【0006】
しかしながら、いずれの方法においてもフラックスが障壁となって熱間圧延性が阻害されると共に、熱間圧延時にフラックスが装置の周辺に飛散して装置を汚染するという問題や、他の圧延材料へ混入するおそれがあるため、工業的には実現が困難である。また、アルミニウム箔にフラックスを包み込んで形成したフラックス含有線材を、心材とろう材の層間に配設し、この積層物を圧延してアルミニウムろう付け用ブレージングシートを製造する方法(特許文献3)も提案されているが、熱間圧延性の確保とフラックスの飛散という課題は解決できていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−259886号公報
【特許文献2】特開2002−361487号公報
【特許文献3】特開2007−260781号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、ブレージングシートにフラックスを封入する手法における上記従来の問題点を解消するために、種々の試験、検討を行った結果としてなされたものであり、その目的は、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染したり、他の圧延材料へ混入したりする問題も回避できるアルミニウム合金ブレージングシートとその製造方法、および当該ブレージングシートを組み込んだアルミニウム製熱交換器のろう付け方法を提供することにある。
【課題を解決するための手段】
【0009】
上記の目的を達成するための請求項1によるアルミニウム合金ブレージングシートは、不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%(質量%、以下同じ)を含むAl−Si系アルミニウム合金ろう材(以下、ろう材)をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
【0010】
請求項2によるアルミニウム合金ブレージングシートは、請求項1において、前記ろう材及び前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする。
【0011】
請求項3によるアルミニウム合金ブレージングシートは、請求項1または2において、前記ろう材が、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする。
【0012】
請求項4によるアルミニウム合金ブレージングシートは、不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材を2層にクラッドしてなり、2層にクラッドされたろう材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
【0013】
請求項5によるアルミニウム合金ブレージングシートは、請求項4において、前記ろう材とろう材の界面および心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部が溶融した後に凝固したものであることを特徴とする。
【0014】
請求項6によるアルミニウム合金ブレージングシートは、請求項4または5において、前記2層にクラッドされたろう材のMg含有量がいずれも0.05%以下に制限され、前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする。
【0015】
請求項7によるアルミニウム合金ブレージングシートは、請求項4〜6のいずれかにおいて、前記2層にクラッドされたろう材のいずれか一方または両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする。
【0016】
請求項8によるアルミニウム合金ブレージングシートは、不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面に、Si:6%未満を含むアルミニウム合金の中間材を介して、Si:6〜13%を含むAl−Si系ろう材をクラッドし、心材の他の片面にアルミニウム合金の皮材をクラッドしてなり、アルミニウム合金ろう材と中間材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
【0017】
請求項9によるアルミニウム合金ブレージングシートは、請求項8において、前記ろう材、中間材、心材および皮材のMg含有量が0.05%以下に制限され、ろう材と中間材の界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする。
【0018】
請求項10によるアルミニウム合金ブレージングシートは、請求項8〜9のいずれかにおいて、前記ろう材および中間材のいずれか一方あるいは両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする。
【0019】
請求項11によるアルミニウム合金ブレージングシートの製造方法は、請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートを製造する方法であって、クラッド構成材として心材およびろう材を積層し、または、心材、中間材、ろう材および皮材を積層して、前記界面に、弗化物系フラックスと金属粉との混合物を内包させ、熱間クラッド圧延するに際し、熱間クラッド圧延(以下、単に熱間圧延)に先だって、積層したクラッド構成材を加圧しながら加熱して接合することを特徴とする。
【0020】
請求項12によるアルミニウム合金ブレージングシートの製造方法は、請求項11において、前記クラッド構成材としての心材およびろう材、または、心材、中間材、ろう材および皮材を積層するに際し、前記界面に凹部を設けて、前記界面に弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物を配置し、該混合物を挟持した状態で積層したクラッド構成材を加圧、加熱することにより、混合物の一部または全部を溶融させて接合した後、熱間圧延することを特徴とする。
【0021】
請求項13によるアルミニウム合金ブレージングシートの製造方法は、請求項11または12において、前記混合物を挟持させる界面の周囲を囲むように混合物流出防止部材を設けることを特徴とする。
【0022】
請求項14によるアルミニウム製熱交換器のろう付け方法は、請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートで、前記界面に内包する前記混合物の内のフラックス量を1.0g/m2以下としたものを組み付けて、不活性ガス雰囲気中でフラックスを塗布することなしに、450℃から590℃までの昇温時間を4分以内とする加熱を行うことを特徴とする。
【発明の効果】
【0023】
本発明によれば、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染したり、他の圧延材料へ混入したりする問題も回避することを可能とするフラックスを封入(内包)したアルミニウム合金ブレージングシートとその製造方法が提供され、さらに、当該ブレージングシートを組み込んだアルミニウム製熱交換器のろう付け方法が提供される。
【図面の簡単な説明】
【0024】
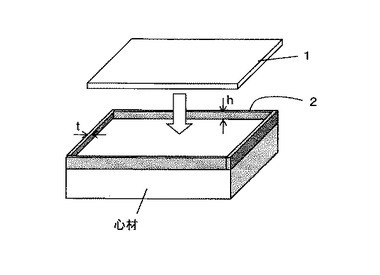
【図1】心材とろう材などの界面に混合物を内包させるために、界面に混合物を挟持させる場合、界面の周囲を囲むように設ける混合物流出防止部材の実施例を示す概略斜視図である。
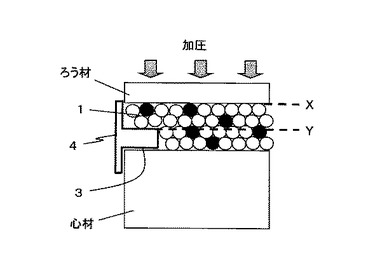
【図2】混合物流出防止部材の他の実施例を示す一部断面図である。
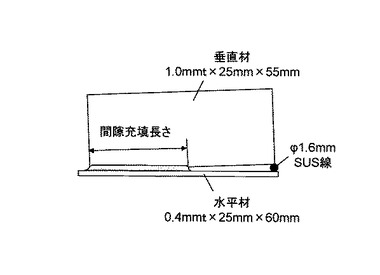
【図3】実施例で用いる間隙充填試験片を示す図である。
【発明を実施するための形態】
【0025】
本発明のアルミニウム合金ブレージングシートの基本的構成は、心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、混合物の一部または全部は溶融した後に凝固したものであることを特徴とする(請求項1)。
【0026】
心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材を2層にクラッドしてなり、2層にクラッドされたろう材とろう材の界面、または、2層にクラッドされたろう材とろう材の界面および心材とろう材に界面には、前記混合物が内包し、混合物の一部または全部は溶融した後に凝固したものとする構成とすることもできる(請求項4、請求項5)。
【0027】
また、心材の片面に、Si:6%未満を含むアルミニウム合金の中間材を介して、Si:6〜13%を含むAl−Si系ろう材をクラッドし、心材の他の片面にアルミニウム合金の皮材をクラッドしてなり、アルミニウム合金ろう材と中間材の界面には、前記混合物が内包しており、混合物の一部または全部は溶融した後に凝固したものとする構成とすることもできる(請求項8)。
【0028】
心材の片面にろう材をクラッドした場合は、心材の他の片面には、何もクラッドしなくてもよく、用途によっては、犠牲陽極材などの皮材をクラッドすることもできる。2層のろう材をクラッドする場合、中間材を介してろう材をクラッドする場合も同様である。
【0029】
本発明によるアルミニウム合金ブレージングシートの心材としては、JIS−A1050、A1100などの純アルミニウムやAl−Mn合金にCu、Si、Fe、Cr、Zn、Ti、Zrなどを添加したA3003、A3203、A3004などのAl−Mn系アルミニウム合金など、公知の熱交換器用アルミニウム合金が使用できる。但し、心材中のMgはフラックスと反応し、MgF2化合物を形成しフラックスとしての機能を低減させるため、0.05%以下に制限するのが好ましい。
【0030】
ろう材としては、従来のAl−Si系アルミニウム合金を用いることができる。すなわち、Al−Si合金やAl−Si合金に少量の添加成分を含有するAl−Si系合金を用いることができる。但し、Siの含有量を6〜13%とすることが必要である。Siの含有量が6%未満ではろうの流動性が低下し、十分な接合ができなくなる。13%を越えると粗大Si粒が形成され、溶融したろうが心材や他の部材を溶融するため好ましくない。
【0031】
ろう材を2層にクラッドする場合は、各層のろう材がSiを6〜13%含有していればよく、各層のろう材のSi含有量が同じでも相違していてもよい。Si:6%未満を含有する中間材としては、Si:6%未満を含み、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金でもよく、これにMn、Zn、その他の合金成分を添加したアルミニウム合金を用いることもできる。中間材は心材と成分が同じでもよい。
【0032】
ろう材にZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有させると、ろう材の融点が低下するため、熱間圧延前の加熱でろう材と心材が接合し易くなる。
【0033】
本発明の最も特徴とするところは、本発明のブレージングシートに内包させる弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物を、その一部または全部が溶融した後に凝固したものとすることである。混合物の一部または全部が溶融した後に凝固したものを内包させる手法としては、前記心材とろう材、ろう材とろう材などの界面に、直接、混合物の一部または全部が溶融した後に凝固したものを適宜の方法で配置し、熱間圧延して、ブレージングシートとしてもよいが、実生産においては、熱間圧延に先立つ工程において、界面に、混合物を粉末状態で塗布して一旦溶融させ、液状にしてから冷却、凝固させた後、熱間圧延するのが好ましく、圧延工程におけるフラックスを含む混合物の飛散を防止することができる。
【0034】
ブレージングシートにフラックスを含む混合物を内包させることにより、熱交換器の製造におけるフラックス塗布工程が不要になる。また、ろうが溶融するまではフラックスが雰囲気にさらされることがなくなり、ろう付け加熱途中でのフラックスの酸化劣化を防ぐことができ、フラックスの使用量を低減するができる。
【0035】
本発明においては、フラックスのみを内包させるのではなく、フラックスに固相線温度が565℃以下の低融点の金属粉末を混合することにより、熱間圧延に先立つ工程において、積層されたクラッド構成材の界面で構成材同士を金属的に接合させることができるから、クラッド接合性を高めるとともに、構成材の界面に確実にフラックスを内包させることも可能となる。
【0036】
フラックスおよび低融点の金属粉末の一部または全部を溶融させるには、均質化処理工程あるいは熱間圧延前の加熱処理工程を利用することができる。すなわち、クラッド構成材を積層し、その界面にフラックスおよび低融点の金属粉末を配置して均質化処理し、または、熱間圧延前に積層したクラッド構成材を加熱処理する。これによって、積層材は互いに金属間で接合され、熱間圧延時の皮剥がれ等の圧延不良が生じ難くなると共に、クラッド率や材料強度に制限されることがなくなるため、従来では困難であった低いクラッド率や高いクラッド率の材料を良好に製造することが可能となる。さらにクラッド率の精度を安定させることができる。
【0037】
本発明においては、フラックスと低融点の金属粉末の混合物を積層するクラッド構成材の界面に塗布し、加熱して、その一部または全部を溶融させることにより、溶融した金属により積層されたクラッド構成材同士が部分的に接合するため、フラックスは積層するクラッド構成材の界面に閉じ込められることになる。また、フラックスもその一部または全部が溶融するため、仮に積層されたクラッド構成材の側面に一部が流出したとしても凝固してクラッド構成材に密着するため、熱間圧延を行っても粉末が飛散することはない。さらには、ブレージングシートを熱交換器部材の形状に加工する工程において、ろう材が破れてしまっても、フラックスが飛散することもない。
【0038】
KFとAlF3を基本成分とする弗化物系フラックス(ノコロックフラックス)および該弗化物系フラックスにCsFを混ぜたフラックス、あるいはCs−Al−F系フラックスあるいはCs−K−Al−F系フラックスなどはアルミニウムに対して非腐食性であり、アルミニウムと反応しない。本発明においては、フラックスを溶融して固化した状態でブレージングシートの各構成材、基本的には心材とろう材との間に内包させるため、熱交換器の製造におけるろう付け加熱の昇温工程では酸化劣化することがない。従って、ろう付け加熱により熱交換器の温度がフラックスの融点を超え、フラックスが再溶融し、フラックスとしての機能を十分に果たすことができる。再溶融したフラックスはアルミニウムよりも比重が軽いため、ろう材が溶融を開始するとろう材表面に浮上して酸化皮膜を破壊、剥離に寄与する。その後冷却すると、材料表面に残留する余剰フラックスの量が通常のフラックス塗布の場合に比べて少なくなる。従って、冷媒通路が微小であっても、フラックスの残渣が冷媒通路を塞いでしまうという不具合が生じ難くなる。
【0039】
フラックスを酸化劣化させることなく再溶融することにより、材料表面に塗布して使用するのに比べてフラックスの使用量を低減することができる。通常のフラックスろう付けにおいて、KF−AlF3を基本構成とするノコロックフラックスの場合、加熱中にフラックスの酸化劣化が生じる熱交換器の外面側では3g/m2以上の塗布が必要であるが、本発明ではフラックスを酸化劣化させずにクラッド構成材間に封じ込めるため、2g/m2以下でも機能を果たすことが可能である。また、ろう付け加熱において、450℃から590℃までを4分以内で加熱することにより、ろう材同士の界面に含有するフラックス量を1g/m2以下にしても良好なろう付け性が得られることを確認した。
【0040】
ブレージングシートに内包されるフラックス量X(g/m2)は、積層したクラッド構成材の界面に塗布したフラックス量A(g/m2)と積層したクラッド構成材の全体厚さt0(mm)および圧延されたブレージングシートの厚さt(mm)から、X=A・(t/t0)の計算式により求めることができる。
【0041】
本発明においては、ブレージングシートにフラックスと低融点の金属粉末との混合物を内包させる手段として、熱間圧延前に積層されるクラッド構成材の界面に混合物を塗布し、所定温度に加熱して溶融させることによってクラッド構成材同士を全面的あるいは部分的に接合させる方法を適用するのが望ましい。混合物を内包させる部位は、基本的にはろう材と心材の界面であるが、ブレージングシートの表面に近い部位に内包させるのがより好ましいため、ろう材を二層にクラッドする場合(請求項4)には、第一層ろう材と第二層ろう材の界面に内包させ、中間材を介してろう材をクラッドする場合(請求項8)には、ろう材と中間材との界面に内包させるのがよく、フラックスが表面に近い位置に存在することになるため、フラックスの効果をより高めることができる。
【0042】
2層にろう材をクラッドする場合は、第一層(表層)のろう材と第二層のろう材の界面に、また中間材を介してろう材をクラッドする場合は、中間材とろう材の界面にフラックスと金属粉末の混合物を内包させることが好ましいが、第二層のろう材と心材の界面、中間材と心材の界面については、混合物を塗布してもよいし、また、塗布しない場合でも、本発明の目的を達成することができる。
【0043】
本発明においては、熱間圧延前に、フラックスと低融点の金属粉末の混合物を所定の界面に配置あるいは塗布されたクラッド構成材が、熱間圧延によりクラッド接合され、熱間圧延および冷間圧延で薄く伸張されるため、単位面積当たりのフラックス塗布量は、ろう付け時に機能するフラックス量の数百倍〜千倍以上となる。大量のフラックスを均等に配置する手段として、本発明においては、Al−Siろう材よりも、固相線温度の低い金属粉末とフラックスを混合して配置あるいは塗布する方法を採用する。
【0044】
金属粉末はフラックスの偏在を防いで均等に分散させる役目を果たすと共に、熱間圧延前のクラッド構成材の接合における接合材としても機能する。金属粉末に要求される特性としては、固相線温度がAl−Siろう材(固相線温度577℃)よりも低いこと、接合材として機能すること、フラックスの作用を阻害しないことであり、コスト的に量産可能であることが望ましい。金属粉末としては、融点の低いZn粉末、Al−Zn合金粉末、Al−Cu合金、Al−Zn−Cu合金粉末を使用することができる。これらの合金にSiを添加してもよい。また、純Cu粉末のように、Alと共晶融解を生じ、且つ565℃以下の共晶温度を有する金属粉末を適用することもできる。塗布または配置される金属粉末の量は3〜10g/m2が好ましい。
【0045】
ブレージングシートのクラッド構成材を接合する際に、積層したクラッド構成材を加熱しながらその全面を加圧することが接合を確実にする上で有効である。全面を加圧する方法としては、積層されたクラッド構成材の表面に耐熱ばねを挟んだ板状の冶具を乗せて加圧する方法、ボルトで固定する方法、積層されたクラッド構成材の上にアルミニウム製のスラブや鋼鈑などの重量物を乗せ、重量物の自重でクラッド構成材を加圧する方法、プレス機内で加圧しながら加熱する方法がある。加圧力は10×10−3MPa以下が好ましい。加圧力が10×10−3MPaを超えると、溶融したフラックスが、積層したクラッド構成材の側面から漏れ易くなる。
【0046】
溶融したフラックスが積層したクラッド構成材の界面から側面に漏れるのを防止するため、図1に示すように、フラックスと金属粉末の混合物1を塗布または配置する面(この場合は心材の表面)の周囲に、混合物流出防止部材2を設置するのが好ましい。混合物流出防止部材2の厚さtおよび高さhは塗布または配置する混合物の量に応じて調整する。
【0047】
混合物流出防止部材2として、図2に示すように、幅広部3を設けたアルミニウムの押出形材からなるアルミニウム枠4を用いることもできる。図2において、フラックスと金属粉末の混合物1の配置時の位置は破線Xで示され、溶融時の位置が破線Yで示される。混合物流出防止部材2を配設することにより、溶融したフラックスおよび金属粉末を積層されたクラッド構成材の周囲に流出させることなく、強く加圧することができる。
【0048】
接合時の強加圧によって、溶融したフラックスおよび金属粉末から余分な気体が排出されるため、熱間圧延以降で生じる膨れが未然に防がれるとともに、金属粉末が半溶融状態であればフラックスの均一分散性が確実に保たれる。混合物流出防止部材2は、積層されたクラッド構成材と共に熱間圧延されるが、クラッド構成材の幅方向及び長手方向の端部にのみ位置するため、圧延工程の途中で切り落されることとなり、材料の品質や歩留を損ねることはない。
【0049】
また、フラックスをより確実に積層されたクラッド構成材の界面に保持するため、フラックスを塗布する側の材料の表面に凹部を成形することもできる。凹部の形状としては、三角形、四角形、半円状などのような形状が適しているが、これに限定されるものではない。また、連続した線状の凹部であっても、ディンプル状に独立した凹部であってもよい。凹部の形態を直線状、同心円状、らせん状、格子状など規則的パターンとすることが、内包するフラックスの分布が均一となるため好ましい。凹部の形成方法としては、切削加工やプレス成形、凸部が形成されたロールで圧下するなどの方法により形成するのが好ましい。
【0050】
積層されたクラッド構成材同士の接合をさらに容易にする有効な手段として、ろう材にZnやCuを添加してろう材の融点を下げることができ、さらに、中間材や心材にもSi、Cu、Znなどを添加して、中間材や心材の融点を下げることにより、より確実な接合を行うことができる。
【0051】
フラックスと金属粉末の混合物は、積層された各クラッド構成材によって雰囲気から遮断されているため、ブレージングシートに混合物を内包させるための熱間圧延前にクラッド構成材を接合するための加熱は、大気中で行ってもフラックスが酸化劣化することがないため、大気中で行うことができる。勿論、不活性ガス雰囲気中で行ってもよい。加熱温度は、500〜575℃が好ましい。577℃を超えるとろう材が溶融してしまうのでブレージングシートが製造できなくなる。また、500℃未満では金属粉末が十分に溶融しなかったり、フラックスが十分に活性化しなかったりして、フラックスと金属粉末の混合物を塗布した界面の各構成材の接合が不十分となる。
【0052】
この熱間圧延前のクラッド構成材の接合によって、フラックスは酸化劣化することなく接合部の界面に内包され、ろう付け加熱時に再溶融してフラックスとして再び機能する。酸化による劣化が殆どないため、必要なフラックス量は通常の塗布に比べて低減され、余剰な残渣がろう付け材の表面に残らないため、フラックスの残渣が熱交換器に組み込まれる電子部品に対して悪影響を及ぼさない程度の清浄な表面となる。
【0053】
熱間圧延前にフラックスを含む混合物を内包させるに要するコストは、熱交換器組み立て後のろう付け前にフラックスを塗布する工程のコストに比べて小さく、熱間圧延前のクラッド構成材の接合は、一般に実施されている均質化処理あるいは熱間圧延前の加熱を利用して実施することができるため、コストの上昇を抑えることができ、そのため、ろう付け製品の総コストを下げられる点も本発明の優れた利点である。
【実施例】
【0054】
以下、本発明の実施例を比較例と対比して説明し、その効果を実証する。これらの実施例は本発明の一実施態様を示すものであり、本発明はこれらに限定されない。
【0055】
実施例1、比較例1
表1に示す組成を有する心材(C1〜4、C11)、表2に組成を有するろう材(B1〜13)を連続鋳造により造塊し、得られた鋳塊のうち、心材は厚さ26〜27mm(縦175mm×横175mm)に面削し、ろう材所定厚さまで熱間圧延し、縦175mm×横175mmの寸法に切断した。表1および2において、本発明の条件を外れたものには下線を付した。
【0056】
心材の表面に、ノコロックフラックス(KF+AlF3)粉末(一部はノコロックフラックス80%とCsF20%からなる粉末)と金属粉末の混合物をアルコールで溶いてスラリー状にしたものを塗布して、心材とろう材の界面に混合物が封入されるよう心材とろう材を積層した。凹部の形成は、心材の表面に、幅1.2mm、深さ0.6mmの三角形の溝を、2mm間隔の格子状に切削加工することにより行った。なお、図2に示すように、混合物流出防止部材としてアルミニウム枠を設置したものについては、混合物をそのまま塗布した。
【0057】
積層した心材とろう材を熱間圧延するに先立って、耐熱ばね、ボルト固定により加圧しながら565℃の温度に加熱した。加熱には大気炉を使用し、540℃まで約50℃/hで昇温し、その後は120℃/hで所定温度まで昇温して30分保持した後、300℃まで炉内冷却した。なお、耐熱ばねによる加圧力は6.5×10−3MPa、ボルト固定による加圧力は1.0×10−3MPa以下であった。
【0058】
ついで、積層した心材とろう材を熱間圧延し、その後、冷間圧延、最終軟化処理して厚さ0.4mmのブレージングシート(片面クラッドの心材厚さ:360μm、両面クラッドの心材厚さ:320μm、ろう材厚さ:40μm)に仕上げた。ブレージングシートの前記界面には、前記の弗化物系フラックスと金属の混合物が溶融した後、凝固したものが内包されていることが確認された。内包された混合物の量を前記の計算式により算出した。
【0059】
作製されたブレージングシート(試験材)1〜26について、以下の方法により間隙充填試験を行った。クラッド構成材の組み合わせ、フラックスと金属粉末の内包条件、間隙充填試験結果を表5および6に示す。表6において、本発明の条件を外れたものには下線を付した。
【0060】
間隙充填試験:図3に示すように、脱脂処理したブレージングシートを水平材とし、3003合金板(厚さ1mm)を垂直材として組み付けて間隙充填試験片を構成した。内容積0.4m3の予熱室とろう付け室を備えた二室型炉からなる窒素ガス炉を使用し、間隙充填試験片をろう付け室に装入し、到達温度595℃でろう付け接合した。ろう付け条件は、窒素ガス炉の各室に20m3/hの窒素ガスを送り込み、450℃から590℃までを表5〜6に示す条件で昇温した。加熱終了時のろう付け室の酸素濃度は16〜24ppmであった。ろう付け室にて間隙充填試験片の温度が595℃に到達したら間隙充填試験片を予熱室に移し、予熱室にて550℃まで冷却後、間隙充填試験片を取り出して大気中で冷却した。冷却後の間隙充填試験片より間隙充填長さを測定してフィレット形成能を評価した。間隙充填長さが20mm以上のものをフィレット形成能が良好と評価した。
【0061】
表5に示すように、本発明の条件に従う試験材1〜26はいずれも、フラックスを塗布することなしに、間隙充填試験において良好なフィレット形成能を示した。ブレージングシートに内包したフラックス量が1.33〜2g/m2でも健全にろう付け接合されること、ろう付け時において450〜590℃の加熱時間を4分以内と短くすることにより、内包したフラックス量が0.53g/m2と少ない試験材(試験材1、16、20、22、26)でも健全な接合が得られることが確認された。
【0062】
混合物を塗布した界面の周囲に混合物流出防止部材としてアルミニウム枠を設置することにより、耐熱ばねによる強加圧を行っても、溶融したフラックスと金属粉末が流出することなく接合することができた。モル比率でノコロックフラックス80%とCsF20%からなるフラックスを使用したもの(試験材10)については550℃での接合が可能であった。また、内包した混合物の内のフラックス量を1g/m2未満とした場合におけるのろう付け後のフラックス残渣は肉眼で観察困難なほどに微量であった。
【0063】
これに対して、表6に示すように、混合物を内包させず、ろう付け時にもフラックス(ノコロックフラックス、以下同じ)を塗布しなかった試験材27、ろう付け時にフラックスを1g/m2塗布しただけの試験材28は、間隙充填試験においてフィレット形成能が劣っていた。良好なフィレット形成能を得るためには、ろう付け時にフラックスを2〜3g/m2塗布することが必要であった(試験材29、30)。
【0064】
試験材31は心材のMg量が多く、試験材32はろう材のMg量が多く、試験材33はろう材のSi量が少ないため、いずれも間隙充填試験においてフィレット形成能が劣り、試験材34はろう材のSi量が多いため、間隙充填試験において心材が過度に溶融した。
【0065】
実施例2
実施例1で造塊した心材およびろう材の鋳塊を用いて、実施例1と同様、心材は厚さ26〜27mm(縦175mm×横175mm)に面削し、ろう材は、所定厚さまで熱間圧延し、縦175mm×横175mmの寸法に切断した。
【0066】
クラッド構成材を、心材に第一層ろう材と第二層ろう材からなる2層のろう材を積層し、第一層ろう材と第二層ろう材の界面、第二層ろう材と心材の界面に弗化物系フラックスと金属の混合物が封入されるよう、第二層ろう材の表面、心材の表面に、ノコロックフラックス(KF+AlF3)粉末とAl−10%Si−35%Zn粉末の混合物をアルコールで溶いてスラリー状にしたものを塗布して、心材とろう材(第一層ろう材と第二層ろう材)を積層した。なお、混合物流出防止部材としてアルミニウム枠を設置したものについては、混合物をそのまま塗布した。
【0067】
心材に第一層ろう材と第二層ろう材からなる2層のろう材を積層し、これを熱間圧延するに先立って、積層された心材とろう材を耐熱ばね、ボルト固定により加圧しながら565℃の温度に加熱した。実施例1と同様、加熱には大気炉を使用し、540℃まで約50℃/hで昇温し、その後は120℃/hで所定温度まで昇温して30分保持した後、300℃まで炉内冷却した。なお、耐熱ばねによる加圧力は6.5×10−3MPa、ボルト固定による加圧力は1.0×10−3MPa以下であった。
【0068】
ついで、積層した心材とろう材(第一層ろう材と第二層ろう材)を熱間圧延し、その後、冷間圧延、最終軟化処理して厚さ0.4mmのブレージングシート(心材厚さ:360μm、第一層ろう材厚さ:12μm、第二層ろう材厚さ:28μm)に仕上げた。ブレージングシートの前記界面には、前記の弗化物系フラックスと金属の混合物が溶融した後、凝固したものが内包されていることが確認された。内包された混合物の量を前記の計算式により算出した。
【0069】
作製されたブレージングシート(試験材)35〜41について、実施例1と同一の方法により間隙充填試験を行った。クラッド構成材の組み合わせ、フラックスと金属粉末の内包条件、間隙充填試験結果を表7に示す。
【0070】
表7に示すように、本発明の条件に従う試験材35〜41はいずれも、フラックスを塗布することなしに、間隙充填試験において良好なフィレット形成能を示した。
【0071】
実施例3
実施例1で造塊した心材、ろう材の鋳塊、および連続鋳造により造塊した表3に示す組成を有する中間材(A1)、表4に示す組成を有する皮材(S1)の鋳塊を用い、鋳塊のうち、心材は厚さ26〜27mm(縦175mm×横175mm)に面削し、ろう材、中間材および皮材は、所定厚さまで熱間圧延し、縦175mm×横175mmの寸法に切断した。
【0072】
クラッド構成材を、心材の片面に中間材を介してろう材を積層し、心材の他の片面に皮材を積層したものとし、ろう材と中間材の界面、中間材と心材の界面、心材と皮材の界面に弗化物系フラックスと金属の混合物が封入されるよう、中間材の表面、心材の両面に、ノコロックフラックス(KF+AlF3)粉末とAl−10%Si−35%Zn粉末の混合物をアルコールで溶いてスラリー状にしたものを塗布して、ろう材、中間材、心材および皮材を積層した。
【0073】
熱間圧延するに先立って、積層した心材、中間材とろう材をボルト固定により加圧しながら565℃の温度に加熱した。実施例1と同様、加熱には大気炉を使用し、540℃まで約50℃/hで昇温し、その後は120℃/hで所定温度まで昇温して30分保持した後、300℃まで炉内冷却した。なお、ボルト固定による加圧力は1.0×10−3MPa以下であった。
【0074】
ついで、積層したろう材、中間材、心材および皮材を熱間圧延し、その後、冷間圧延、最終軟化処理して厚さ0.4mmのブレージングシート(ろう材厚さ:12μm、中間材厚さ:28μm、心材厚さ:320μm、皮材厚さ:40μm)に仕上げた。ブレージングシートの前記界面には、前記の弗化物系フラックスと金属の混合物が溶融した後、凝固したものが内包されていることが確認された。内包された混合物の量を前記の計算式により算出した。
【0075】
作製されたブレージングシート(試験材)42について、実施例1と同一の方法により間隙充填試験を行った。クラッド構成材の組み合わせ、フラックスと金属粉末の内包条件、間隙充填試験結果を表8に示す。
【0076】
表8に示すように、本発明の条件に従う試験材42は、フラックスを塗布することなしに、間隙充填試験において良好なフィレット形成能を示した。
【0077】
【表1】

【0078】
【表2】
【0079】
【表3】
【0080】
【表4】
【0081】
【表5】
【0082】
【表6】
【0083】
【表7】
【0084】
【表8】
【符号の説明】
【0085】
1 (フラックスと金属粉末の)混合物
2 混合物流出防止部材
3 幅広部
4 (アルミニウムの押出形材からなる)アルミニウム枠
t 混合物流出防止部材2の厚さ
h 混合物流出防止部材2の高さ
【技術分野】
【0001】
本発明は、アルミニウム合金ブレージングシート、詳しくは、ろう付け加熱の際にフラックスを塗布することなしに、ろう付けを可能とするアルミニウム合金ブレージングシートとその製造方法、および当該アルミニウム合金ブレージングシートを組み付けたアルミニウム製熱交換器のろう付け方法に関する。
【背景技術】
【0002】
現在、自動車用熱交換器の多くはAl−Mn系心材にAl−Si系ろう材をクラッドしてなるブレージングシートに弗化物系フラックスを塗布し、窒素ガスなどの不活性ガス雰囲気炉で加熱することによってろう付け接合されている。しかしながら、近年の自動車部品の電子化に伴い、一部の熱交換器においては、ろう付け後のフラックス残渣が表面処理性を阻害するなどの問題が指摘されており、また、高性能化のために冷媒通路を微細にした熱交換器においては、フラックス残渣が冷媒通路を閉塞させ、熱交換性能が大幅に低下するという問題も生じている。
【0003】
このような問題を解決するために、フラックスを塗布することなしにろう付けする技術が求められている。フラックスを塗布することなしにろう付けする技術としては、従来、Al−Si−Mg系ろう材を用い、真空炉中で加熱することによりろう付け接合する真空ろう付け法があり、真空ろう付け法によれば、完全にフラックス無しでの接合が可能であるが、ろう付け設備費が高価であり、Mg清掃やポンプ・計器類のメンテナンスにも費用がかかり、輻射加熱に頼っているため不活性ガス炉でのろう付けに比べて生産性も劣るという難点がある。
【0004】
電子部品や冷媒通路が狭い精密なろう付け品に対しては、完全にフラックス無しで接合する以外に、フラックスの使用量を問題のないレベルにまで低減することでもよいが、従来のブレージングシートでは、一般的なろう付け環境においてフラックスの塗布量が3g/m2を下回るとろう付け性が急激に低下する。これは単にフラックス量が少なくなることに加え、ろう付け加熱中に雰囲気中に微量に含まれる酸素がフラックスと反応して酸化するためフラックスとしての機能が劣化してしまうことが原因と考えられている。また、このような酸化劣化によるフラックス機能の低下は、特に低い温度から溶融するCsFを配合したフラックスやCs系フラックスではさらに顕著となり、Csを含むような低融点フラックスは炉中ろう付けでは使用し難いという問題がある。
【0005】
ろう付け加熱中にフラックスの酸化による劣化を生じさせないために、ブレージングシートにフラックスを封入することが試みられ、その手法として、フラックスを封入したアルミニウム合金材からなるフラックス封入部材を、ろう材と心材との界面またはろう材の表面に配置する方法(特許文献1)、アルミニウム合金からなるスペーサによって区画形成される空間部分に粉末状フラックスを充填し、その全体を熱間圧延してアルミニウム合金板およびスペーサを熱間圧着すると同時に、内部の粉末状フラックスを圧粉して固形化する方法(特許文献2)が提案されている。
【0006】
しかしながら、いずれの方法においてもフラックスが障壁となって熱間圧延性が阻害されると共に、熱間圧延時にフラックスが装置の周辺に飛散して装置を汚染するという問題や、他の圧延材料へ混入するおそれがあるため、工業的には実現が困難である。また、アルミニウム箔にフラックスを包み込んで形成したフラックス含有線材を、心材とろう材の層間に配設し、この積層物を圧延してアルミニウムろう付け用ブレージングシートを製造する方法(特許文献3)も提案されているが、熱間圧延性の確保とフラックスの飛散という課題は解決できていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2001−259886号公報
【特許文献2】特開2002−361487号公報
【特許文献3】特開2007−260781号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、ブレージングシートにフラックスを封入する手法における上記従来の問題点を解消するために、種々の試験、検討を行った結果としてなされたものであり、その目的は、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染したり、他の圧延材料へ混入したりする問題も回避できるアルミニウム合金ブレージングシートとその製造方法、および当該ブレージングシートを組み込んだアルミニウム製熱交換器のろう付け方法を提供することにある。
【課題を解決するための手段】
【0009】
上記の目的を達成するための請求項1によるアルミニウム合金ブレージングシートは、不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%(質量%、以下同じ)を含むAl−Si系アルミニウム合金ろう材(以下、ろう材)をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
【0010】
請求項2によるアルミニウム合金ブレージングシートは、請求項1において、前記ろう材及び前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする。
【0011】
請求項3によるアルミニウム合金ブレージングシートは、請求項1または2において、前記ろう材が、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする。
【0012】
請求項4によるアルミニウム合金ブレージングシートは、不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材を2層にクラッドしてなり、2層にクラッドされたろう材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
【0013】
請求項5によるアルミニウム合金ブレージングシートは、請求項4において、前記ろう材とろう材の界面および心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部が溶融した後に凝固したものであることを特徴とする。
【0014】
請求項6によるアルミニウム合金ブレージングシートは、請求項4または5において、前記2層にクラッドされたろう材のMg含有量がいずれも0.05%以下に制限され、前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする。
【0015】
請求項7によるアルミニウム合金ブレージングシートは、請求項4〜6のいずれかにおいて、前記2層にクラッドされたろう材のいずれか一方または両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする。
【0016】
請求項8によるアルミニウム合金ブレージングシートは、不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面に、Si:6%未満を含むアルミニウム合金の中間材を介して、Si:6〜13%を含むAl−Si系ろう材をクラッドし、心材の他の片面にアルミニウム合金の皮材をクラッドしてなり、アルミニウム合金ろう材と中間材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とする。
【0017】
請求項9によるアルミニウム合金ブレージングシートは、請求項8において、前記ろう材、中間材、心材および皮材のMg含有量が0.05%以下に制限され、ろう材と中間材の界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする。
【0018】
請求項10によるアルミニウム合金ブレージングシートは、請求項8〜9のいずれかにおいて、前記ろう材および中間材のいずれか一方あるいは両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする。
【0019】
請求項11によるアルミニウム合金ブレージングシートの製造方法は、請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートを製造する方法であって、クラッド構成材として心材およびろう材を積層し、または、心材、中間材、ろう材および皮材を積層して、前記界面に、弗化物系フラックスと金属粉との混合物を内包させ、熱間クラッド圧延するに際し、熱間クラッド圧延(以下、単に熱間圧延)に先だって、積層したクラッド構成材を加圧しながら加熱して接合することを特徴とする。
【0020】
請求項12によるアルミニウム合金ブレージングシートの製造方法は、請求項11において、前記クラッド構成材としての心材およびろう材、または、心材、中間材、ろう材および皮材を積層するに際し、前記界面に凹部を設けて、前記界面に弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物を配置し、該混合物を挟持した状態で積層したクラッド構成材を加圧、加熱することにより、混合物の一部または全部を溶融させて接合した後、熱間圧延することを特徴とする。
【0021】
請求項13によるアルミニウム合金ブレージングシートの製造方法は、請求項11または12において、前記混合物を挟持させる界面の周囲を囲むように混合物流出防止部材を設けることを特徴とする。
【0022】
請求項14によるアルミニウム製熱交換器のろう付け方法は、請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートで、前記界面に内包する前記混合物の内のフラックス量を1.0g/m2以下としたものを組み付けて、不活性ガス雰囲気中でフラックスを塗布することなしに、450℃から590℃までの昇温時間を4分以内とする加熱を行うことを特徴とする。
【発明の効果】
【0023】
本発明によれば、熱間圧延性が阻害されることなく、熱間圧延時にフラックスが飛散して装置を汚染したり、他の圧延材料へ混入したりする問題も回避することを可能とするフラックスを封入(内包)したアルミニウム合金ブレージングシートとその製造方法が提供され、さらに、当該ブレージングシートを組み込んだアルミニウム製熱交換器のろう付け方法が提供される。
【図面の簡単な説明】
【0024】
【図1】心材とろう材などの界面に混合物を内包させるために、界面に混合物を挟持させる場合、界面の周囲を囲むように設ける混合物流出防止部材の実施例を示す概略斜視図である。
【図2】混合物流出防止部材の他の実施例を示す一部断面図である。
【図3】実施例で用いる間隙充填試験片を示す図である。
【発明を実施するための形態】
【0025】
本発明のアルミニウム合金ブレージングシートの基本的構成は、心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、混合物の一部または全部は溶融した後に凝固したものであることを特徴とする(請求項1)。
【0026】
心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材を2層にクラッドしてなり、2層にクラッドされたろう材とろう材の界面、または、2層にクラッドされたろう材とろう材の界面および心材とろう材に界面には、前記混合物が内包し、混合物の一部または全部は溶融した後に凝固したものとする構成とすることもできる(請求項4、請求項5)。
【0027】
また、心材の片面に、Si:6%未満を含むアルミニウム合金の中間材を介して、Si:6〜13%を含むAl−Si系ろう材をクラッドし、心材の他の片面にアルミニウム合金の皮材をクラッドしてなり、アルミニウム合金ろう材と中間材の界面には、前記混合物が内包しており、混合物の一部または全部は溶融した後に凝固したものとする構成とすることもできる(請求項8)。
【0028】
心材の片面にろう材をクラッドした場合は、心材の他の片面には、何もクラッドしなくてもよく、用途によっては、犠牲陽極材などの皮材をクラッドすることもできる。2層のろう材をクラッドする場合、中間材を介してろう材をクラッドする場合も同様である。
【0029】
本発明によるアルミニウム合金ブレージングシートの心材としては、JIS−A1050、A1100などの純アルミニウムやAl−Mn合金にCu、Si、Fe、Cr、Zn、Ti、Zrなどを添加したA3003、A3203、A3004などのAl−Mn系アルミニウム合金など、公知の熱交換器用アルミニウム合金が使用できる。但し、心材中のMgはフラックスと反応し、MgF2化合物を形成しフラックスとしての機能を低減させるため、0.05%以下に制限するのが好ましい。
【0030】
ろう材としては、従来のAl−Si系アルミニウム合金を用いることができる。すなわち、Al−Si合金やAl−Si合金に少量の添加成分を含有するAl−Si系合金を用いることができる。但し、Siの含有量を6〜13%とすることが必要である。Siの含有量が6%未満ではろうの流動性が低下し、十分な接合ができなくなる。13%を越えると粗大Si粒が形成され、溶融したろうが心材や他の部材を溶融するため好ましくない。
【0031】
ろう材を2層にクラッドする場合は、各層のろう材がSiを6〜13%含有していればよく、各層のろう材のSi含有量が同じでも相違していてもよい。Si:6%未満を含有する中間材としては、Si:6%未満を含み、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金でもよく、これにMn、Zn、その他の合金成分を添加したアルミニウム合金を用いることもできる。中間材は心材と成分が同じでもよい。
【0032】
ろう材にZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有させると、ろう材の融点が低下するため、熱間圧延前の加熱でろう材と心材が接合し易くなる。
【0033】
本発明の最も特徴とするところは、本発明のブレージングシートに内包させる弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物を、その一部または全部が溶融した後に凝固したものとすることである。混合物の一部または全部が溶融した後に凝固したものを内包させる手法としては、前記心材とろう材、ろう材とろう材などの界面に、直接、混合物の一部または全部が溶融した後に凝固したものを適宜の方法で配置し、熱間圧延して、ブレージングシートとしてもよいが、実生産においては、熱間圧延に先立つ工程において、界面に、混合物を粉末状態で塗布して一旦溶融させ、液状にしてから冷却、凝固させた後、熱間圧延するのが好ましく、圧延工程におけるフラックスを含む混合物の飛散を防止することができる。
【0034】
ブレージングシートにフラックスを含む混合物を内包させることにより、熱交換器の製造におけるフラックス塗布工程が不要になる。また、ろうが溶融するまではフラックスが雰囲気にさらされることがなくなり、ろう付け加熱途中でのフラックスの酸化劣化を防ぐことができ、フラックスの使用量を低減するができる。
【0035】
本発明においては、フラックスのみを内包させるのではなく、フラックスに固相線温度が565℃以下の低融点の金属粉末を混合することにより、熱間圧延に先立つ工程において、積層されたクラッド構成材の界面で構成材同士を金属的に接合させることができるから、クラッド接合性を高めるとともに、構成材の界面に確実にフラックスを内包させることも可能となる。
【0036】
フラックスおよび低融点の金属粉末の一部または全部を溶融させるには、均質化処理工程あるいは熱間圧延前の加熱処理工程を利用することができる。すなわち、クラッド構成材を積層し、その界面にフラックスおよび低融点の金属粉末を配置して均質化処理し、または、熱間圧延前に積層したクラッド構成材を加熱処理する。これによって、積層材は互いに金属間で接合され、熱間圧延時の皮剥がれ等の圧延不良が生じ難くなると共に、クラッド率や材料強度に制限されることがなくなるため、従来では困難であった低いクラッド率や高いクラッド率の材料を良好に製造することが可能となる。さらにクラッド率の精度を安定させることができる。
【0037】
本発明においては、フラックスと低融点の金属粉末の混合物を積層するクラッド構成材の界面に塗布し、加熱して、その一部または全部を溶融させることにより、溶融した金属により積層されたクラッド構成材同士が部分的に接合するため、フラックスは積層するクラッド構成材の界面に閉じ込められることになる。また、フラックスもその一部または全部が溶融するため、仮に積層されたクラッド構成材の側面に一部が流出したとしても凝固してクラッド構成材に密着するため、熱間圧延を行っても粉末が飛散することはない。さらには、ブレージングシートを熱交換器部材の形状に加工する工程において、ろう材が破れてしまっても、フラックスが飛散することもない。
【0038】
KFとAlF3を基本成分とする弗化物系フラックス(ノコロックフラックス)および該弗化物系フラックスにCsFを混ぜたフラックス、あるいはCs−Al−F系フラックスあるいはCs−K−Al−F系フラックスなどはアルミニウムに対して非腐食性であり、アルミニウムと反応しない。本発明においては、フラックスを溶融して固化した状態でブレージングシートの各構成材、基本的には心材とろう材との間に内包させるため、熱交換器の製造におけるろう付け加熱の昇温工程では酸化劣化することがない。従って、ろう付け加熱により熱交換器の温度がフラックスの融点を超え、フラックスが再溶融し、フラックスとしての機能を十分に果たすことができる。再溶融したフラックスはアルミニウムよりも比重が軽いため、ろう材が溶融を開始するとろう材表面に浮上して酸化皮膜を破壊、剥離に寄与する。その後冷却すると、材料表面に残留する余剰フラックスの量が通常のフラックス塗布の場合に比べて少なくなる。従って、冷媒通路が微小であっても、フラックスの残渣が冷媒通路を塞いでしまうという不具合が生じ難くなる。
【0039】
フラックスを酸化劣化させることなく再溶融することにより、材料表面に塗布して使用するのに比べてフラックスの使用量を低減することができる。通常のフラックスろう付けにおいて、KF−AlF3を基本構成とするノコロックフラックスの場合、加熱中にフラックスの酸化劣化が生じる熱交換器の外面側では3g/m2以上の塗布が必要であるが、本発明ではフラックスを酸化劣化させずにクラッド構成材間に封じ込めるため、2g/m2以下でも機能を果たすことが可能である。また、ろう付け加熱において、450℃から590℃までを4分以内で加熱することにより、ろう材同士の界面に含有するフラックス量を1g/m2以下にしても良好なろう付け性が得られることを確認した。
【0040】
ブレージングシートに内包されるフラックス量X(g/m2)は、積層したクラッド構成材の界面に塗布したフラックス量A(g/m2)と積層したクラッド構成材の全体厚さt0(mm)および圧延されたブレージングシートの厚さt(mm)から、X=A・(t/t0)の計算式により求めることができる。
【0041】
本発明においては、ブレージングシートにフラックスと低融点の金属粉末との混合物を内包させる手段として、熱間圧延前に積層されるクラッド構成材の界面に混合物を塗布し、所定温度に加熱して溶融させることによってクラッド構成材同士を全面的あるいは部分的に接合させる方法を適用するのが望ましい。混合物を内包させる部位は、基本的にはろう材と心材の界面であるが、ブレージングシートの表面に近い部位に内包させるのがより好ましいため、ろう材を二層にクラッドする場合(請求項4)には、第一層ろう材と第二層ろう材の界面に内包させ、中間材を介してろう材をクラッドする場合(請求項8)には、ろう材と中間材との界面に内包させるのがよく、フラックスが表面に近い位置に存在することになるため、フラックスの効果をより高めることができる。
【0042】
2層にろう材をクラッドする場合は、第一層(表層)のろう材と第二層のろう材の界面に、また中間材を介してろう材をクラッドする場合は、中間材とろう材の界面にフラックスと金属粉末の混合物を内包させることが好ましいが、第二層のろう材と心材の界面、中間材と心材の界面については、混合物を塗布してもよいし、また、塗布しない場合でも、本発明の目的を達成することができる。
【0043】
本発明においては、熱間圧延前に、フラックスと低融点の金属粉末の混合物を所定の界面に配置あるいは塗布されたクラッド構成材が、熱間圧延によりクラッド接合され、熱間圧延および冷間圧延で薄く伸張されるため、単位面積当たりのフラックス塗布量は、ろう付け時に機能するフラックス量の数百倍〜千倍以上となる。大量のフラックスを均等に配置する手段として、本発明においては、Al−Siろう材よりも、固相線温度の低い金属粉末とフラックスを混合して配置あるいは塗布する方法を採用する。
【0044】
金属粉末はフラックスの偏在を防いで均等に分散させる役目を果たすと共に、熱間圧延前のクラッド構成材の接合における接合材としても機能する。金属粉末に要求される特性としては、固相線温度がAl−Siろう材(固相線温度577℃)よりも低いこと、接合材として機能すること、フラックスの作用を阻害しないことであり、コスト的に量産可能であることが望ましい。金属粉末としては、融点の低いZn粉末、Al−Zn合金粉末、Al−Cu合金、Al−Zn−Cu合金粉末を使用することができる。これらの合金にSiを添加してもよい。また、純Cu粉末のように、Alと共晶融解を生じ、且つ565℃以下の共晶温度を有する金属粉末を適用することもできる。塗布または配置される金属粉末の量は3〜10g/m2が好ましい。
【0045】
ブレージングシートのクラッド構成材を接合する際に、積層したクラッド構成材を加熱しながらその全面を加圧することが接合を確実にする上で有効である。全面を加圧する方法としては、積層されたクラッド構成材の表面に耐熱ばねを挟んだ板状の冶具を乗せて加圧する方法、ボルトで固定する方法、積層されたクラッド構成材の上にアルミニウム製のスラブや鋼鈑などの重量物を乗せ、重量物の自重でクラッド構成材を加圧する方法、プレス機内で加圧しながら加熱する方法がある。加圧力は10×10−3MPa以下が好ましい。加圧力が10×10−3MPaを超えると、溶融したフラックスが、積層したクラッド構成材の側面から漏れ易くなる。
【0046】
溶融したフラックスが積層したクラッド構成材の界面から側面に漏れるのを防止するため、図1に示すように、フラックスと金属粉末の混合物1を塗布または配置する面(この場合は心材の表面)の周囲に、混合物流出防止部材2を設置するのが好ましい。混合物流出防止部材2の厚さtおよび高さhは塗布または配置する混合物の量に応じて調整する。
【0047】
混合物流出防止部材2として、図2に示すように、幅広部3を設けたアルミニウムの押出形材からなるアルミニウム枠4を用いることもできる。図2において、フラックスと金属粉末の混合物1の配置時の位置は破線Xで示され、溶融時の位置が破線Yで示される。混合物流出防止部材2を配設することにより、溶融したフラックスおよび金属粉末を積層されたクラッド構成材の周囲に流出させることなく、強く加圧することができる。
【0048】
接合時の強加圧によって、溶融したフラックスおよび金属粉末から余分な気体が排出されるため、熱間圧延以降で生じる膨れが未然に防がれるとともに、金属粉末が半溶融状態であればフラックスの均一分散性が確実に保たれる。混合物流出防止部材2は、積層されたクラッド構成材と共に熱間圧延されるが、クラッド構成材の幅方向及び長手方向の端部にのみ位置するため、圧延工程の途中で切り落されることとなり、材料の品質や歩留を損ねることはない。
【0049】
また、フラックスをより確実に積層されたクラッド構成材の界面に保持するため、フラックスを塗布する側の材料の表面に凹部を成形することもできる。凹部の形状としては、三角形、四角形、半円状などのような形状が適しているが、これに限定されるものではない。また、連続した線状の凹部であっても、ディンプル状に独立した凹部であってもよい。凹部の形態を直線状、同心円状、らせん状、格子状など規則的パターンとすることが、内包するフラックスの分布が均一となるため好ましい。凹部の形成方法としては、切削加工やプレス成形、凸部が形成されたロールで圧下するなどの方法により形成するのが好ましい。
【0050】
積層されたクラッド構成材同士の接合をさらに容易にする有効な手段として、ろう材にZnやCuを添加してろう材の融点を下げることができ、さらに、中間材や心材にもSi、Cu、Znなどを添加して、中間材や心材の融点を下げることにより、より確実な接合を行うことができる。
【0051】
フラックスと金属粉末の混合物は、積層された各クラッド構成材によって雰囲気から遮断されているため、ブレージングシートに混合物を内包させるための熱間圧延前にクラッド構成材を接合するための加熱は、大気中で行ってもフラックスが酸化劣化することがないため、大気中で行うことができる。勿論、不活性ガス雰囲気中で行ってもよい。加熱温度は、500〜575℃が好ましい。577℃を超えるとろう材が溶融してしまうのでブレージングシートが製造できなくなる。また、500℃未満では金属粉末が十分に溶融しなかったり、フラックスが十分に活性化しなかったりして、フラックスと金属粉末の混合物を塗布した界面の各構成材の接合が不十分となる。
【0052】
この熱間圧延前のクラッド構成材の接合によって、フラックスは酸化劣化することなく接合部の界面に内包され、ろう付け加熱時に再溶融してフラックスとして再び機能する。酸化による劣化が殆どないため、必要なフラックス量は通常の塗布に比べて低減され、余剰な残渣がろう付け材の表面に残らないため、フラックスの残渣が熱交換器に組み込まれる電子部品に対して悪影響を及ぼさない程度の清浄な表面となる。
【0053】
熱間圧延前にフラックスを含む混合物を内包させるに要するコストは、熱交換器組み立て後のろう付け前にフラックスを塗布する工程のコストに比べて小さく、熱間圧延前のクラッド構成材の接合は、一般に実施されている均質化処理あるいは熱間圧延前の加熱を利用して実施することができるため、コストの上昇を抑えることができ、そのため、ろう付け製品の総コストを下げられる点も本発明の優れた利点である。
【実施例】
【0054】
以下、本発明の実施例を比較例と対比して説明し、その効果を実証する。これらの実施例は本発明の一実施態様を示すものであり、本発明はこれらに限定されない。
【0055】
実施例1、比較例1
表1に示す組成を有する心材(C1〜4、C11)、表2に組成を有するろう材(B1〜13)を連続鋳造により造塊し、得られた鋳塊のうち、心材は厚さ26〜27mm(縦175mm×横175mm)に面削し、ろう材所定厚さまで熱間圧延し、縦175mm×横175mmの寸法に切断した。表1および2において、本発明の条件を外れたものには下線を付した。
【0056】
心材の表面に、ノコロックフラックス(KF+AlF3)粉末(一部はノコロックフラックス80%とCsF20%からなる粉末)と金属粉末の混合物をアルコールで溶いてスラリー状にしたものを塗布して、心材とろう材の界面に混合物が封入されるよう心材とろう材を積層した。凹部の形成は、心材の表面に、幅1.2mm、深さ0.6mmの三角形の溝を、2mm間隔の格子状に切削加工することにより行った。なお、図2に示すように、混合物流出防止部材としてアルミニウム枠を設置したものについては、混合物をそのまま塗布した。
【0057】
積層した心材とろう材を熱間圧延するに先立って、耐熱ばね、ボルト固定により加圧しながら565℃の温度に加熱した。加熱には大気炉を使用し、540℃まで約50℃/hで昇温し、その後は120℃/hで所定温度まで昇温して30分保持した後、300℃まで炉内冷却した。なお、耐熱ばねによる加圧力は6.5×10−3MPa、ボルト固定による加圧力は1.0×10−3MPa以下であった。
【0058】
ついで、積層した心材とろう材を熱間圧延し、その後、冷間圧延、最終軟化処理して厚さ0.4mmのブレージングシート(片面クラッドの心材厚さ:360μm、両面クラッドの心材厚さ:320μm、ろう材厚さ:40μm)に仕上げた。ブレージングシートの前記界面には、前記の弗化物系フラックスと金属の混合物が溶融した後、凝固したものが内包されていることが確認された。内包された混合物の量を前記の計算式により算出した。
【0059】
作製されたブレージングシート(試験材)1〜26について、以下の方法により間隙充填試験を行った。クラッド構成材の組み合わせ、フラックスと金属粉末の内包条件、間隙充填試験結果を表5および6に示す。表6において、本発明の条件を外れたものには下線を付した。
【0060】
間隙充填試験:図3に示すように、脱脂処理したブレージングシートを水平材とし、3003合金板(厚さ1mm)を垂直材として組み付けて間隙充填試験片を構成した。内容積0.4m3の予熱室とろう付け室を備えた二室型炉からなる窒素ガス炉を使用し、間隙充填試験片をろう付け室に装入し、到達温度595℃でろう付け接合した。ろう付け条件は、窒素ガス炉の各室に20m3/hの窒素ガスを送り込み、450℃から590℃までを表5〜6に示す条件で昇温した。加熱終了時のろう付け室の酸素濃度は16〜24ppmであった。ろう付け室にて間隙充填試験片の温度が595℃に到達したら間隙充填試験片を予熱室に移し、予熱室にて550℃まで冷却後、間隙充填試験片を取り出して大気中で冷却した。冷却後の間隙充填試験片より間隙充填長さを測定してフィレット形成能を評価した。間隙充填長さが20mm以上のものをフィレット形成能が良好と評価した。
【0061】
表5に示すように、本発明の条件に従う試験材1〜26はいずれも、フラックスを塗布することなしに、間隙充填試験において良好なフィレット形成能を示した。ブレージングシートに内包したフラックス量が1.33〜2g/m2でも健全にろう付け接合されること、ろう付け時において450〜590℃の加熱時間を4分以内と短くすることにより、内包したフラックス量が0.53g/m2と少ない試験材(試験材1、16、20、22、26)でも健全な接合が得られることが確認された。
【0062】
混合物を塗布した界面の周囲に混合物流出防止部材としてアルミニウム枠を設置することにより、耐熱ばねによる強加圧を行っても、溶融したフラックスと金属粉末が流出することなく接合することができた。モル比率でノコロックフラックス80%とCsF20%からなるフラックスを使用したもの(試験材10)については550℃での接合が可能であった。また、内包した混合物の内のフラックス量を1g/m2未満とした場合におけるのろう付け後のフラックス残渣は肉眼で観察困難なほどに微量であった。
【0063】
これに対して、表6に示すように、混合物を内包させず、ろう付け時にもフラックス(ノコロックフラックス、以下同じ)を塗布しなかった試験材27、ろう付け時にフラックスを1g/m2塗布しただけの試験材28は、間隙充填試験においてフィレット形成能が劣っていた。良好なフィレット形成能を得るためには、ろう付け時にフラックスを2〜3g/m2塗布することが必要であった(試験材29、30)。
【0064】
試験材31は心材のMg量が多く、試験材32はろう材のMg量が多く、試験材33はろう材のSi量が少ないため、いずれも間隙充填試験においてフィレット形成能が劣り、試験材34はろう材のSi量が多いため、間隙充填試験において心材が過度に溶融した。
【0065】
実施例2
実施例1で造塊した心材およびろう材の鋳塊を用いて、実施例1と同様、心材は厚さ26〜27mm(縦175mm×横175mm)に面削し、ろう材は、所定厚さまで熱間圧延し、縦175mm×横175mmの寸法に切断した。
【0066】
クラッド構成材を、心材に第一層ろう材と第二層ろう材からなる2層のろう材を積層し、第一層ろう材と第二層ろう材の界面、第二層ろう材と心材の界面に弗化物系フラックスと金属の混合物が封入されるよう、第二層ろう材の表面、心材の表面に、ノコロックフラックス(KF+AlF3)粉末とAl−10%Si−35%Zn粉末の混合物をアルコールで溶いてスラリー状にしたものを塗布して、心材とろう材(第一層ろう材と第二層ろう材)を積層した。なお、混合物流出防止部材としてアルミニウム枠を設置したものについては、混合物をそのまま塗布した。
【0067】
心材に第一層ろう材と第二層ろう材からなる2層のろう材を積層し、これを熱間圧延するに先立って、積層された心材とろう材を耐熱ばね、ボルト固定により加圧しながら565℃の温度に加熱した。実施例1と同様、加熱には大気炉を使用し、540℃まで約50℃/hで昇温し、その後は120℃/hで所定温度まで昇温して30分保持した後、300℃まで炉内冷却した。なお、耐熱ばねによる加圧力は6.5×10−3MPa、ボルト固定による加圧力は1.0×10−3MPa以下であった。
【0068】
ついで、積層した心材とろう材(第一層ろう材と第二層ろう材)を熱間圧延し、その後、冷間圧延、最終軟化処理して厚さ0.4mmのブレージングシート(心材厚さ:360μm、第一層ろう材厚さ:12μm、第二層ろう材厚さ:28μm)に仕上げた。ブレージングシートの前記界面には、前記の弗化物系フラックスと金属の混合物が溶融した後、凝固したものが内包されていることが確認された。内包された混合物の量を前記の計算式により算出した。
【0069】
作製されたブレージングシート(試験材)35〜41について、実施例1と同一の方法により間隙充填試験を行った。クラッド構成材の組み合わせ、フラックスと金属粉末の内包条件、間隙充填試験結果を表7に示す。
【0070】
表7に示すように、本発明の条件に従う試験材35〜41はいずれも、フラックスを塗布することなしに、間隙充填試験において良好なフィレット形成能を示した。
【0071】
実施例3
実施例1で造塊した心材、ろう材の鋳塊、および連続鋳造により造塊した表3に示す組成を有する中間材(A1)、表4に示す組成を有する皮材(S1)の鋳塊を用い、鋳塊のうち、心材は厚さ26〜27mm(縦175mm×横175mm)に面削し、ろう材、中間材および皮材は、所定厚さまで熱間圧延し、縦175mm×横175mmの寸法に切断した。
【0072】
クラッド構成材を、心材の片面に中間材を介してろう材を積層し、心材の他の片面に皮材を積層したものとし、ろう材と中間材の界面、中間材と心材の界面、心材と皮材の界面に弗化物系フラックスと金属の混合物が封入されるよう、中間材の表面、心材の両面に、ノコロックフラックス(KF+AlF3)粉末とAl−10%Si−35%Zn粉末の混合物をアルコールで溶いてスラリー状にしたものを塗布して、ろう材、中間材、心材および皮材を積層した。
【0073】
熱間圧延するに先立って、積層した心材、中間材とろう材をボルト固定により加圧しながら565℃の温度に加熱した。実施例1と同様、加熱には大気炉を使用し、540℃まで約50℃/hで昇温し、その後は120℃/hで所定温度まで昇温して30分保持した後、300℃まで炉内冷却した。なお、ボルト固定による加圧力は1.0×10−3MPa以下であった。
【0074】
ついで、積層したろう材、中間材、心材および皮材を熱間圧延し、その後、冷間圧延、最終軟化処理して厚さ0.4mmのブレージングシート(ろう材厚さ:12μm、中間材厚さ:28μm、心材厚さ:320μm、皮材厚さ:40μm)に仕上げた。ブレージングシートの前記界面には、前記の弗化物系フラックスと金属の混合物が溶融した後、凝固したものが内包されていることが確認された。内包された混合物の量を前記の計算式により算出した。
【0075】
作製されたブレージングシート(試験材)42について、実施例1と同一の方法により間隙充填試験を行った。クラッド構成材の組み合わせ、フラックスと金属粉末の内包条件、間隙充填試験結果を表8に示す。
【0076】
表8に示すように、本発明の条件に従う試験材42は、フラックスを塗布することなしに、間隙充填試験において良好なフィレット形成能を示した。
【0077】
【表1】
【0078】
【表2】
【0079】
【表3】
【0080】
【表4】
【0081】
【表5】
【0082】
【表6】
【0083】
【表7】
【0084】
【表8】
【符号の説明】
【0085】
1 (フラックスと金属粉末の)混合物
2 混合物流出防止部材
3 幅広部
4 (アルミニウムの押出形材からなる)アルミニウム枠
t 混合物流出防止部材2の厚さ
h 混合物流出防止部材2の高さ
【特許請求の範囲】
【請求項1】
不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%(質量%、以下同じ)を含むAl−Si系アルミニウム合金ろう材(以下、ろう材)をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とするアルミニウム合金ブレージングシート。
【請求項2】
前記ろう材及び前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする請求項1記載のアルミニウム合金ブレージングシート。
【請求項3】
前記ろう材が、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする請求項1または2記載のアルミニウム合金ブレージングシート。
【請求項4】
不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材を2層にクラッドしてなり、2層にクラッドされたろう材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とするアルミニウム合金ブレージングシート。
【請求項5】
前記ろう材とろう材の界面および心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部が溶融した後に凝固したものであることを特徴とする請求項4記載のアルミニウム合金ブレージングシート。
【請求項6】
前記2層にクラッドされたろう材のMg含有量がいずれも0.05%以下に制限され、前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする請求項4または5記載のアルミニウム合金ブレージングシート。
【請求項7】
前記2層にクラッドされたろう材のいずれか一方または両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする請求項4〜6のいずれかに記載のアルミニウム合金ブレージングシート。
【請求項8】
不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面に、Si:6%未満を含むアルミニウム合金の中間材を介して、Si:6〜13%を含むAl−Si系ろう材をクラッドし、心材の他の片面にアルミニウム合金の皮材をクラッドしてなり、アルミニウム合金ろう材と中間材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とするアルミニウム合金ブレージングシート。
【請求項9】
前記ろう材、中間材、心材および皮材のMg含有量が0.05%以下に制限され、ろう材と中間材の界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする請求項8記載のアルミニウム合金ブレージングシート。
【請求項10】
前記ろう材および中間材のいずれか一方あるいは両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする請求項8〜9のいずれかに記載のアルミニウム合金ブレージングシート。
【請求項11】
請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートを製造する方法であって、クラッド構成材として心材およびろう材を積層し、または、心材、中間材、ろう材および皮材を積層して、前記界面に、弗化物系フラックスと金属粉との混合物を内包させ、熱間クラッド圧延するに際し、熱間クラッド圧延に先だって、積層したクラッド構成材を加圧しながら加熱して接合することを特徴とするアルミニウム合金ブレージングシートの製造方法。
【請求項12】
前記クラッド構成材としての心材およびろう材、または、心材、中間材、ろう材および皮材を積層するに際し、前記界面に凹部を設けて、前記界面に弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物を配置し、該混合物を挟持した状態で積層したクラッド構成材を加圧、加熱することにより、混合物の一部または全部を溶融させて接合した後、熱間クラッド圧延することを特徴とする請求項11記載のアルミニウム合金ブレージングシートの製造方法。
【請求項13】
前記混合物を挟持させる界面の周囲を囲むように混合物流出防止部材を設けることを特徴とする請求項11または12に記載のアルミニウム合金ブレージングシートの製造方法。
【請求項14】
請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートで、前記界面に内包する前記混合物の内のフラックス量を1.0g/m2以下としたものを組み付けて、不活性ガス雰囲気中でフラックスを塗布することなしに、450℃から590℃までの昇温時間を4分以内とする加熱を行うことを特徴とするアルミニウム製熱交換器のろう付け方法。
【請求項1】
不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%(質量%、以下同じ)を含むAl−Si系アルミニウム合金ろう材(以下、ろう材)をクラッドしてなり、心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とするアルミニウム合金ブレージングシート。
【請求項2】
前記ろう材及び前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする請求項1記載のアルミニウム合金ブレージングシート。
【請求項3】
前記ろう材が、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする請求項1または2記載のアルミニウム合金ブレージングシート。
【請求項4】
不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面または両面に、Si:6〜13%を含むAl−Si系ろう材を2層にクラッドしてなり、2層にクラッドされたろう材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とするアルミニウム合金ブレージングシート。
【請求項5】
前記ろう材とろう材の界面および心材とろう材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部が溶融した後に凝固したものであることを特徴とする請求項4記載のアルミニウム合金ブレージングシート。
【請求項6】
前記2層にクラッドされたろう材のMg含有量がいずれも0.05%以下に制限され、前記心材のMg含有量が0.05%以下に制限され、前記界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする請求項4または5記載のアルミニウム合金ブレージングシート。
【請求項7】
前記2層にクラッドされたろう材のいずれか一方または両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする請求項4〜6のいずれかに記載のアルミニウム合金ブレージングシート。
【請求項8】
不活性ガス雰囲気中でフラックスを塗布することなしに加熱することによりろう付け接合される熱交換器に用いられるブレージングシートであって、心材の片面に、Si:6%未満を含むアルミニウム合金の中間材を介して、Si:6〜13%を含むAl−Si系ろう材をクラッドし、心材の他の片面にアルミニウム合金の皮材をクラッドしてなり、アルミニウム合金ろう材と中間材の界面には、弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物が内包しており、該混合物の一部または全部は溶融した後に凝固したものであることを特徴とするアルミニウム合金ブレージングシート。
【請求項9】
前記ろう材、中間材、心材および皮材のMg含有量が0.05%以下に制限され、ろう材と中間材の界面に内包される前記混合物の内のフラックス量が2.0g/m2以下であることを特徴とする請求項8記載のアルミニウム合金ブレージングシート。
【請求項10】
前記ろう材および中間材のいずれか一方あるいは両方に、さらにZn:0.5〜10%、Cu:0.2〜3.0%のうちの1種または2種を含有することを特徴とする請求項8〜9のいずれかに記載のアルミニウム合金ブレージングシート。
【請求項11】
請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートを製造する方法であって、クラッド構成材として心材およびろう材を積層し、または、心材、中間材、ろう材および皮材を積層して、前記界面に、弗化物系フラックスと金属粉との混合物を内包させ、熱間クラッド圧延するに際し、熱間クラッド圧延に先だって、積層したクラッド構成材を加圧しながら加熱して接合することを特徴とするアルミニウム合金ブレージングシートの製造方法。
【請求項12】
前記クラッド構成材としての心材およびろう材、または、心材、中間材、ろう材および皮材を積層するに際し、前記界面に凹部を設けて、前記界面に弗化物系フラックスと、固相線温度が565℃以下の金属粉との混合物を配置し、該混合物を挟持した状態で積層したクラッド構成材を加圧、加熱することにより、混合物の一部または全部を溶融させて接合した後、熱間クラッド圧延することを特徴とする請求項11記載のアルミニウム合金ブレージングシートの製造方法。
【請求項13】
前記混合物を挟持させる界面の周囲を囲むように混合物流出防止部材を設けることを特徴とする請求項11または12に記載のアルミニウム合金ブレージングシートの製造方法。
【請求項14】
請求項1〜10のいずれかに記載のアルミニウム合金ブレージングシートで、前記界面に内包する前記混合物の内のフラックス量を1.0g/m2以下としたものを組み付けて、不活性ガス雰囲気中でフラックスを塗布することなしに、450℃から590℃までの昇温時間を4分以内とする加熱を行うことを特徴とするアルミニウム製熱交換器のろう付け方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−59773(P2013−59773A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−198433(P2011−198433)
【出願日】平成23年9月12日(2011.9.12)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月12日(2011.9.12)
【出願人】(000002277)住友軽金属工業株式会社 (552)
[ Back to top ]