
アルミニウム合金ブレージングシート
【目的】フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用されるアルミニウム合金ブレージングシートを提供する。
【構成】アルミニウム合金からなる心材の片面または両面に、Si:13〜20%を含み、残部アルミニウムおよび不可避的不純物からなる過共晶Al−Si系ろう材と、Si:4〜11%を含み、残部アルミニウムおよび不可避的不純物からなる亜共晶Al−Si系ろう材とを、過共晶Al−Si系ろう材が表面層となるように重ねてクラッドし、亜共晶Al−Si系ろう材と心材のいずれか一方または両方がMgを含有し、亜共晶Al−Si系ろう材のMg含有量は0.2〜1.0%、心材のMg含有量は0.4〜1.2%であることを特徴とする。
【構成】アルミニウム合金からなる心材の片面または両面に、Si:13〜20%を含み、残部アルミニウムおよび不可避的不純物からなる過共晶Al−Si系ろう材と、Si:4〜11%を含み、残部アルミニウムおよび不可避的不純物からなる亜共晶Al−Si系ろう材とを、過共晶Al−Si系ろう材が表面層となるように重ねてクラッドし、亜共晶Al−Si系ろう材と心材のいずれか一方または両方がMgを含有し、亜共晶Al−Si系ろう材のMg含有量は0.2〜1.0%、心材のMg含有量は0.4〜1.2%であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用されるアルミニウム合金ブレージングシートに関する。
【背景技術】
【0002】
Al−Si系ろう材をクラッドしたアルミニウム合金ブレージングシートからなる熱交換器などの部材をろう付け接合する方法としては、部材にフッ化物系フラックスを介在させ、窒素ガス炉中で600℃程度に加熱し、溶融したAl−Si系ろうにより接合部を形成させるというフラックスろう付け法と、Mgを含むAl−Si系ろう材を用いて、真空炉中で600℃程度に加熱する真空ろう付け法が一般的に用いられている。
【0003】
フラックスろう付け法においては、9〜11%のSiを含むJIS−BA4045合金や6.8〜8.2%のSiを含むJIS−BA 4343合金がAl−Si系ろう材として用いられ、また、真空ろう付け法においても、Si:9〜10.5%、Mg:1.0〜2.0%を含むJIS−BA4004合金やJIS−BA4004合金にさらにBi:0.02〜0.20%を含むJIS−BA 4104合金などがAl−Si系ろう材として用いられており、いずれも亜共晶組成のAl−Si系ろう材が適用されている。
【0004】
亜共晶組成のAl−Si系ろう材が適用する理由は、短時間で加熱昇温する熱交換器などのろう付けにおいては、板厚の薄いフィンと、板厚の大きいプレートでは昇温速度が異なり、被ろう付け物の部位によって温度差が生じ易く、共晶組成(Si:12.6%)のろう材を用いた場合、共晶温度を越えた部分のろうが局部的に激しく流動し易くなるため、ろうが母材を溶かしてしまったり、板厚の薄い部位が溶断してしまったりすることがあるためであり、ろうの過度な流動を抑制し、接合不良を起き難くするために、温度上昇に伴って徐々に溶融する亜共晶組成のAl−Si系ろう材が用いられている。
【0005】
また、アルミニウム材料をろう付け接合するためには、緻密で強固な酸化皮膜を破壊する必要があり、このため、前記のように、フッ化物系フラックスを用いるろう付け方法や、真空炉中で加熱する真空ろう付け法が適用されている。しかしながら、真空ろう付け法にはコスト上の問題などがあり、フッ化物系フラックスを用いるろう付け方法においては、酸化皮膜を破壊して良好な接合を得るために3g/m2以上のフラックスを塗布する必要があり、塗布したフラックスはろう付け後も製品表面に残渣として存在するため、冷媒通路等が非常に微細な構造を有する場合には、フラックス残渣が微細構造部を埋めてしまい、熱交換性能が低下するなどの問題がある。
【0006】
さらに、フラックスは、反応性がきわめて高いため、ろう付け加熱炉の炉壁材や被ろう付け品を搬送するための冶具を著しく劣化させるという問題もあり、炉壁や冶具には、フラックスに対して耐性の高い高価な材料が用いられたり、メンテナンスの費用がかさんだりしていた。フラックス自体も高価であるため、コストの上昇を招いており、フラックスを用いることなしにろう付け接合できる技術が望まれていた。
【0007】
フラックスを用いることなしにろう付け接合する手法として、心材に0.2〜1.0%のMgを添加し、ろう材にも少量のMgを添加したアルミニウム合金のブレージングシートを用い、酸素濃度を極めて低く抑えた非酸化性ガス雰囲気中でろう付加熱する方法(特許文献1)や、アルミニウムクラッド材のろう材に0.1〜5.0%のMgを添加し、ろう材中の粗大なSi粒子を多くし、ろう付け対象部材と密着させてろう付け加熱する方法(特許文献2)が提案されているが、前者では酸素濃度を低く抑えるために多大なコストがかかり、後者ではクリアランスが取れないために熱交換器を組み付ける工程で手間がかかるため、生産性に問題があるという難点がある。
【0008】
一方、トーチろう付けにおいて用いられる共晶組成(Si:12.6%)を超えるSiを含む過共晶組成のAl−Si系ろう材は、ろう材中に存在するSi粒子の表面にはアルミニウム酸化皮膜が生じ難いため、表面に生成するアルミニウムの酸化皮膜量を低減することができ、従って、酸化皮膜を破壊して良好な接合を得るためのフラックスの塗布量を低減することが可能となるが、13%を超えるSiを含む過共晶組成のAl−Si系ろう材を用いた場合、余剰のSiが母材を溶融してしまうため、健全な接合品質を確保することが困難になるという問題が生じる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2011−025276号公報
【特許文献2】特許第4547032号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
発明者らは、フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用できるアルミニウム合金ブレージングシートを得るために、前記先行技術をベースとして種々の試験、検討を行った過程において、心材にクラッドするろう材として、亜共晶Al−Si系ろう材と過共晶Al−Si系ろう材とを重ねてクラッドし、過共晶Al−Si系ろう材が表面層となるようにした場合、ろうの過度な流動、過度の溶解による不具合の発生など、過共晶ろう材における問題点を防いで、前記過共晶組成のAl−Si系ろう材の優位性を生かすことができ、さらに、亜共晶Al−Si系ろう材や心材にMgを添加することによりフラックスを用いることなしに不活性ガス雰囲気中でろう付けすることが可能となることを見出した。
【0011】
本発明は、上記の知見に基づいてなされたものであり、その目的は、フラックスを用いることなしに不活性ガス雰囲気中でろう付けすることができ、且つ、優れたろう付け性を達成することを可能とするアルミニウム合金ブレージングシートを提供することにある。
【課題を解決するための手段】
【0012】
上記の目的を達成するための請求項1によるアルミニウム合金ブレージングシートは、フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用されるアルミニウム合金ブレージングシートであって、アルミニウム合金からなる心材の片面または両面に、Si:13〜20%(質量%、以下同じ)を含み、残部アルミニウムおよび不可避的不純物からなる過共晶Al−Si系ろう材と、Si:4〜11%を含み、残部アルミニウムおよび不可避的不純物からなる亜共晶Al−Si系ろう材とを、過共晶Al−Si系ろう材が表面層となるように重ねてクラッドし、亜共晶Al−Si系ろう材と心材のいずれか一方または両方がMgを含有し、亜共晶Al−Si系ろう材のMg含有量は0.2〜1.0%、心材のMg含有量は0.4〜1.2%であることを特徴とする。
【0013】
請求項2によるアルミニウム合金ブレージングシートは、請求項1において、前記過共晶Al−Si系ろう材と前記亜共晶Al−Si系ろう材のいずれか一方または両方に、Sr:20〜500ppmを含有することを特徴とする。
【0014】
請求項3によるアルミニウム合金ブレージングシートは、請求項1または2において、前記過共晶Al−Si系ろう材がさらに、Zn:0.1〜3.0%、Cu:0.1〜0.6%のうちの1種または2種を含有し、前記亜共晶Al−Si系ろう材がさらに、Zn:0.5〜4.0%、Cu:0.1〜0.8%のうちの1種または2種を含有することを特徴とする。
【発明の効果】
【0015】
本発明によれば、フラックスを用いることなしに不活性ガス雰囲気中でろう付けすることができ、且つ、ろうの過度な流動、過度の溶解による不具合の発生など、過共晶ろう材における問題点を防いで、優れたろう付け性を達成することを可能とするアルミニウム合金ブレージングシートが提供される。
【図面の簡単な説明】
【0016】
【図1】実施例で用いる間隙充填試験片を示す図である。
【発明を実施するための形態】
【0017】
本発明のアルミニウム合金ブレージングシートは、アルミニウム合金の心材に、亜共晶Al−Si系合金ろう材(以下、亜共晶ろう材)と過共晶Al−Si系合金ろう材(以下、過共晶ろう材)とを重ねてクラッドし、過共晶ろう材が表面層となるようにしたことを特徴とするものであるが、過共晶ろう材の特徴について説明すると、Siを12.6%含有する共晶Al−Si合金ろう材では、Al中にSiが固溶したα相とSi相がデンドライト状に晶出した共晶組織となっている。Siの含有量が12.6%未満の亜共晶ろう材では、α相とAl−Si共晶組織が混合した組織となっており、Siの含有量が12.6%を越える過共晶ろう材では、Al−Si共晶組織とSi粒が混合した組織となっている。
【0018】
過共晶ろう材に存在する粗大なSi粒子がろう材の表面に露出している場合、そのSi粒の表面にはアルミニウムの酸化皮膜(Al2O3)が生じ難く、また、Si粒の熱膨張係数とα相の熱膨張係数が異なるため、ろう材のα相表面に形成されるアルミニウム酸化皮膜は、ろう付け加熱時の熱膨張によってSi粒子の近くで亀裂を生じ易くなる。
【0019】
Si粒の表面では、Al−Si共晶組織の表面に形成された酸化皮膜より、酸化皮膜が破砕され易くなっているため、濡れ性が向上すると共に、継手でフィレットを形成し始める溶融ろうが自身の酸化皮膜を押し上げ易くなるため、フィレット形成能も向上する。この濡れ性の向上とフィレット形成能の向上により、ろう付け接合が可能となる。本発明は、過共晶ろう材を表面層とすることにより、過共晶ろう材が有する上記の特徴を生かすことができることを見出したことに基づいてなされたものである。
【0020】
また、過共晶ろう材とSi濃度の低いアルミニウム材が接した状態でAl−Siの共晶温度(577℃)以上に加熱すると、過剰のSiとアルミニウム材が溶融して共晶組成に近づくため、過共晶ろう材とアルミニウム合金の心材をクラッドした材料では、心材が溶融してしまうという問題が生じる。共晶組成に近いAl−Siろう材は、固相線温度と液相線温度の差が小さいために、ろう付け加熱においてろうが急激に溶融し、溶融したろうは流れ易くなって、ろうが流れる部位において過度な溶解を引き起こす。このことが、過共晶ろう材が実用化されない原因となっていた。
【0021】
本発明においては、上記の問題を解決するために、過共晶ろう材の内側に亜共晶ろう材を配置する。過共晶ろう材は、クラッド圧延によって亜共晶ろう材と金属的に結合されているから、過共晶ろう材は母材と反応する前に亜共晶ろう材と反応し、亜共晶ろう材は過共晶ろう材と同時に(Al−Siの共晶温度の577℃で)溶融を開始するため、過共晶ろう材から生じた溶融ろうは亜共晶ろう材の溶融ろうと直ちに融合する。例えば、Si14%を含む過共晶ろう材とSi6%を含む亜共晶ろう材が等量に金属接合されておれば、実質的にSi10%のろう材と同じ性質を示す。本発明によれば、過共晶ろう材が有する前記の特徴を失わせることなく、問題点を克服することができ、亜共晶ろう材と心材の一方または両方にMgを含有させることにより、不活性ガス雰囲気中でフラックスを用いることなしにろう付けすることが可能となる。
【0022】
過共晶ろう材と亜共晶ろう材の各成分元素の意義およびその限定理由について説明する。
(過共晶ろう材)
Si:13〜20%
ろう材中のSi粒子が多くなると、ろう材表面のSi粒の面積が大きくなり、材料製造時およびろう付け加熱時にろう材表面に形成されるアルミニウムの酸化皮膜(Al2O3)が生じ難くなる。また、ろう付け加熱時のSi粒子とアルミニウムマトリックスとの熱膨張差によってアルミニウムの酸化皮膜に亀裂が発生し易くなる。Siの好ましい含有量は13〜20%の範囲であり、13%未満ではその効果が小さく、20%を超えると、ろう材およびろう材をクラッドした板材が製造し難くなる。
【0023】
Sr:20〜500ppm
Srは、ろう材中のSi粒子を微細化するよう機能する。Srの好ましい含有量は20〜500ppmの範囲であり、20ppm未満ではその効果が小さく、500ppmを超えて含有させても効果が飽和し効率的でない。
【0024】
Zn:0.5〜3.0%
Znは、ろう材の融点を低下させるよう機能する。Znの好ましい含有量は0.5〜3.0%の範囲であり、0.5%未満ではその効果が小さく、3.0%を超えるとフィレットの電位が卑になり過ぎ、場合によっては接合部に貫通腐食が発生したり、接合強度が低下したりする。Znのより好ましい含有範囲は1.5〜3.0%である。
【0025】
Cu:0.05〜0.6%
Cuは、ろう材の融点を低下させるよう機能する。Cuの好ましい含有量は0.05〜0.6%の範囲であり、0.05%未満ではその効果が小さく、0.6%を超えると腐食環境に曝された場合、カソードとして作用するため、他の部位に腐食が発生し易くなる。Cuのより好ましい含有範囲は0.3〜0.6%である。
【0026】
(亜共晶ろう材)
Si:4〜11%
亜共晶ろう材は、過共晶ろう材と同様にろう付け加熱時に溶融ろうを生成し、接合フィレットを形成する。亜共晶ろう材が無い場合には、過共晶ろう材のSi量が多いため、ろうの溶融に伴って心材の一部が溶融し、共晶組成を形成しようとする。亜共晶ろう材は、過共晶ろう材のSi量を薄め、心材を溶融させないよう機能する。過共晶ろう材のSi量が多く、過共晶ろう材層の厚さが大きい場合には、亜共晶ろう材のSi量を低くすると効果的である。亜共晶ろう材中のSiの好ましい含有量は4〜11%の範囲であり、4%未満ではろうを形成し難くなり、11%を超えると過共晶ろう材のSi量を薄める効果が少なくなり、心材の一部を溶融させてしまうおそれが生じる。
【0027】
Sr:20〜500ppm
Srは、ろう材中のSi粒子を微細化するよう機能する。Srの好ましい含有量は20〜500ppmの範囲であり、20ppm未満ではその効果が小さく、500ppmを超えて含有させても効果が飽和し効率的でない。
【0028】
Mg:0.2〜1.0%
過共晶ろう材と亜共晶ろう材が溶融した後、亜共晶ろう材中のMgが表面に拡散し、表面の酸化皮膜(Al2O2)と反応して、スピネル型の化合物(Al2MgO4)が形成されることにより、酸化皮膜を破壊する効果を発揮する。過共晶ろう材にMgを含有させた場合は、材料の製造時およびろう付け加熱の昇温途中でMgOが形成され易くなり、酸化皮膜の破壊を阻害するため、Mgは過共晶ろう材には添加せず、亜共晶ろう材に添加するのが好ましい。Mgの好ましい含有量は0.2〜1.0%の範囲であり、0.2%未満では酸化皮膜を破壊する効果が乏しくなり、1.0%を超えるとMgOの形成量が多くなり、ろう付け性が低下する。
【0029】
Zn:0.5〜4.0%
Znは、ろう材の融点を低下させるよう機能する。Znの好ましい含有量は0.5〜4.0%の範囲であり、0.5%未満ではその効果が小さく、4.0%を超えるとフィレットの電位が卑になり過ぎ、場合によっては接合部に貫通腐食が発生したり、接合強度が低下したりする。Znのより好ましい含有範囲は2.5〜4.0%である。
【0030】
Cu:0.05〜0.8%
Cuは、ろう材の融点を低下させるよう機能する。Cuの好ましい含有量は0.05〜0.8%の範囲であり、0.05%未満ではその効果が小さく、0.8%を超えると腐食環境に曝された場合、カソードとして作用するため、他の部位に腐食が発生し易くなる。Cuのより好ましい含有範囲は0.4〜0.7%である。
【0031】
(心材)
Mg:0.4〜1.2%
過共晶ろう材と亜共晶ろう材が溶融した後、心材中のMgが表面に拡散し、表面の酸化皮膜(Al2O3)と反応して、スピネル型の化合物(Al2MgO4)を形成することにより、酸化皮膜を破壊する効果を発揮する。亜共晶ろう材がMgの拡散を抑制するため、亜共晶ろう材におけるMgの添加量より多くする必要がある。心材中の好ましいMg含有量は0.4〜1.2%の範囲であり、0.4%未満では酸化皮膜を破壊する効果が乏しく、1.2%を超えると溶融ろうが心材の粒界へ浸透して、ろう付け性が低下する。Mgのより好ましい含有範囲は0.6〜1.0%である。
【0032】
本発明のブレージングシートの心材としては、熱交換器用材料として通常用いられているものであればよく、上記Mgを含有する場合以外は特に限定されないが、強度を向上させるためにMn、Cu、Si、Feを含有させることができ、組織を制御するためにCr、Ti、Zrなどの元素を添加することができる。また、犠牲陽極効果を持たせた部材として使用する場合は、Zn、In、Snなどの元素を添加することもできる。
【0033】
(クラッドされる過共晶ろう材および亜共晶ろう材の層厚、クラッド率)
クラッドされる過共晶ろう材および亜共晶ろう材の層厚、クラッド率は適宜設定することができる。過共晶ろう材と亜共晶ろう材の平均Si濃度は6〜11%が好ましく、過共晶ろう材と亜共晶ろう材の合計のクラッド率は5〜25%が好ましい。
【0034】
(平均Si濃度)
前記平均Si濃度は、(過共晶ろう材のSi濃度×過共晶ろう材の層厚+亜共晶ろう材のSi濃度×亜共晶ろう材の層厚)/(過共晶ろう材の層厚+亜共晶ろう材の層厚)を計算することにより求められる。
【0035】
本発明において、アルミニウム合金からなる心材の片面に、亜共晶ろう材と過共晶ろう材をクラッドした場合には、心材の反対面には、一般的なAl−Si合金ろう材、犠牲陽極材、あるいは純アルミニウムなど、公知の皮材をクラッドすることができ、心材と皮材の間に中間材をクラッドすることもできる。
【0036】
本発明のブレージングシートの製造は、公知の技術を用いて行うことができる。すなわち、ブレージングシートの製造は、所定の組成を有する過共晶ろう材と亜共晶ろう材、心材、必要に応じて皮材、中間材を連続鋳造によって造塊し、得られたスラブを切断して所定の厚さに調整して重ね合わせ、あるいは必要に応じて均質化処理、熱間圧延して重ね合わせ、熱間圧延によりクラッド圧延し、その後、冷間圧延し、必要に応じて中間焼鈍を加えることにより行われる。
【実施例】
【0037】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお、これらの実施例は本発明の一実施態様を示すものであり、本発明はこれらに限定されない。
【0038】
実施例1、比較例1
表1に示す組成を有する過共晶ろう材(以下、第一層ろう材という)(A1〜A10、A11〜A14)、表2に示す組成を有する亜共晶ろう材(以下、第二層ろう材という)(B1〜B10、B11〜B15)、表3に示す組成を有する心材(C1〜C2、C11)を表4に示すように組み合わせ、前記常法に従って、片面ブレージングシート(厚さ0.4mm)1〜20、21〜35を作製した。なお、表1〜3において、本発明の条件を外れたものには下線を付した。
【0039】
第一層ろう材および第二層ろう材の層厚は、それぞれ0.012mmおよび0.028mmとし、ろう材の合計厚さは0.04mm(クラッド率10%)とした。なお、ブレージングシート20〜25は、第一層ろう材のみを0.04mmの厚さで心材の片面にクラッドしたものである。これらのブレージングシート1〜35について、以下の方法により間隙充填試験および耐食試験を行った。
【0040】
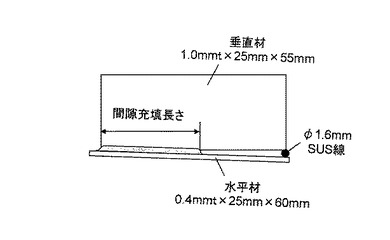
間隙充填試験:図1に示すように、脱脂処理し、一部はフラックス(KFとAlF3を基本組成とする弗化物系フラックス)を塗布したブレージングシートを水平材とし、3003合金板(厚さ1mm)を垂直材として組み付けて間隙充填試験片を構成した。内容積0.4m3の予熱室とろう付け室を備えた二室型炉からなる窒素ガス炉を使用し、間隙充填試験片をろう付け室に装入し、到達温度595℃でろう付け接合した。ろう付け条件は、窒素ガス炉の各室に20m3/hの窒素ガスを送り込み、450℃から595℃までを約4分で昇温した。加熱終了時のろう付け室の酸素濃度は16〜24ppmであった。ろう付け室にて間隙充填試験片の温度が595℃に到達したら間隙充填試験片を予熱室に移し、予熱室にて550℃まで冷却後、間隙充填試験片を取り出して大気中で冷却した。冷却後の間隙充填試験片より間隙充填長さを測定してフィレット形成能を評価した。間隙充填長さが25mm以上のものをフィレット形成能が良好と評価した。評価結果を表4〜5に示す。
【0041】
耐食試験:間隙充填試験片と同じく、ブレージングシートを水平材、3003合金板を垂直材として逆T字試験片を作製し、SWAAT試験をASTM G85に基づいて1か月間実施し、フィレットの腐食状況を観察することによって、耐食性の評価を行った。フィレットの腐食により水平材と垂直材が分離してしまったものを耐食性不良(×)と評価した。評価結果を表4〜5に示す。
【0042】
【表1】

【0043】
【表2】
【0044】
【表3】
【0045】
【表4】
【0046】
【表5】
【0047】
表4にみられるように、本発明に従うブレージングシート1〜20はいずれも、フラックスを塗布することなしに、従来のブレージングシート(例えば、心材C1の片面にAl−10%Siろう材をクラッドしたブレージングシート)を用いてフラックスを塗布した場合と同様、間隙充填試験において、間隙充填長さ25mm以上のフィレットが形成され、良好なフィレット形成能を示した。腐食試験においても、フィレットの接合状態は良好であり、良好な耐食性を示した。
【0048】
なお、接合部の断面を観察したところ、前記本発明に従うブレージングシート1〜20の接合部は、例えば心材C1の片面にAl−10%Siろう材を40μmの厚さでクラッドした従来のブレージングシート(厚さ0.4mm)を用い、フラックスを5g/m2の塗布量で塗布して間隙充填試験を行った場合における接合部と同様の良好な接合組織となっており、ろう材による母材の溶解量もほぼ同等であった。
【0049】
これに対して、第一層ろう材A1をクラッドしただけのブレージングシート21について、フラックスを塗布することなしに間隙充填試験を行ったところ、フィレットを殆ど形成しなかったと共に心材の一部が溶融した。第一層ろう材A11をクラッドしただけのブレージングシート22は、フラックス無塗布では間隙充填試験においてフィレットを全く形成せず、フラックス塗布量1g/m2(ブレージングシート23)では、フィレット形成が僅かであり、フラックス塗布量3g/m2(ブレージングシート24)、フラックス塗布量5g/m2(ブレージングシート25)の場合に初めて良好な接合状態が得られた。
【0050】
第一層ろう材において、Si含有量の多いブレージングシート26は製造が困難であった。Zn含有量の多いブレージングシート27、Cu含有量の多いブレージングシート28は、いずれも耐食性が劣っていた。
【0051】
第二層ろう材において、Si含有量の少ないブレージングシート29は、フラックス無塗布では間隙充填試験において十分なフィレットが形成されなかった。Si含有量の多いブレージングシート30は、間隙充填試験において垂直材を過度に溶解させた。Mg含有量の多いブレージングシート31は、フラックス無塗布では間隙充填試験において十分なフィレットが形成されなかった。Zn含有量の多いブレージングシート32、Cu含有量の多いブレージングシート33は、いずれも耐食性が劣っていた。
【0052】
心材において、Mg含有量の多いブレージングシート34は、心材の粒界にろうが浸透し、フラックス無塗布では間隙充填試験において十分なフィレットが形成されなかった。心材にも第二層ろう材にもMgが含有されていないブレージングシート35は、十分なフィレットが形成されなかった。
【技術分野】
【0001】
本発明は、フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用されるアルミニウム合金ブレージングシートに関する。
【背景技術】
【0002】
Al−Si系ろう材をクラッドしたアルミニウム合金ブレージングシートからなる熱交換器などの部材をろう付け接合する方法としては、部材にフッ化物系フラックスを介在させ、窒素ガス炉中で600℃程度に加熱し、溶融したAl−Si系ろうにより接合部を形成させるというフラックスろう付け法と、Mgを含むAl−Si系ろう材を用いて、真空炉中で600℃程度に加熱する真空ろう付け法が一般的に用いられている。
【0003】
フラックスろう付け法においては、9〜11%のSiを含むJIS−BA4045合金や6.8〜8.2%のSiを含むJIS−BA 4343合金がAl−Si系ろう材として用いられ、また、真空ろう付け法においても、Si:9〜10.5%、Mg:1.0〜2.0%を含むJIS−BA4004合金やJIS−BA4004合金にさらにBi:0.02〜0.20%を含むJIS−BA 4104合金などがAl−Si系ろう材として用いられており、いずれも亜共晶組成のAl−Si系ろう材が適用されている。
【0004】
亜共晶組成のAl−Si系ろう材が適用する理由は、短時間で加熱昇温する熱交換器などのろう付けにおいては、板厚の薄いフィンと、板厚の大きいプレートでは昇温速度が異なり、被ろう付け物の部位によって温度差が生じ易く、共晶組成(Si:12.6%)のろう材を用いた場合、共晶温度を越えた部分のろうが局部的に激しく流動し易くなるため、ろうが母材を溶かしてしまったり、板厚の薄い部位が溶断してしまったりすることがあるためであり、ろうの過度な流動を抑制し、接合不良を起き難くするために、温度上昇に伴って徐々に溶融する亜共晶組成のAl−Si系ろう材が用いられている。
【0005】
また、アルミニウム材料をろう付け接合するためには、緻密で強固な酸化皮膜を破壊する必要があり、このため、前記のように、フッ化物系フラックスを用いるろう付け方法や、真空炉中で加熱する真空ろう付け法が適用されている。しかしながら、真空ろう付け法にはコスト上の問題などがあり、フッ化物系フラックスを用いるろう付け方法においては、酸化皮膜を破壊して良好な接合を得るために3g/m2以上のフラックスを塗布する必要があり、塗布したフラックスはろう付け後も製品表面に残渣として存在するため、冷媒通路等が非常に微細な構造を有する場合には、フラックス残渣が微細構造部を埋めてしまい、熱交換性能が低下するなどの問題がある。
【0006】
さらに、フラックスは、反応性がきわめて高いため、ろう付け加熱炉の炉壁材や被ろう付け品を搬送するための冶具を著しく劣化させるという問題もあり、炉壁や冶具には、フラックスに対して耐性の高い高価な材料が用いられたり、メンテナンスの費用がかさんだりしていた。フラックス自体も高価であるため、コストの上昇を招いており、フラックスを用いることなしにろう付け接合できる技術が望まれていた。
【0007】
フラックスを用いることなしにろう付け接合する手法として、心材に0.2〜1.0%のMgを添加し、ろう材にも少量のMgを添加したアルミニウム合金のブレージングシートを用い、酸素濃度を極めて低く抑えた非酸化性ガス雰囲気中でろう付加熱する方法(特許文献1)や、アルミニウムクラッド材のろう材に0.1〜5.0%のMgを添加し、ろう材中の粗大なSi粒子を多くし、ろう付け対象部材と密着させてろう付け加熱する方法(特許文献2)が提案されているが、前者では酸素濃度を低く抑えるために多大なコストがかかり、後者ではクリアランスが取れないために熱交換器を組み付ける工程で手間がかかるため、生産性に問題があるという難点がある。
【0008】
一方、トーチろう付けにおいて用いられる共晶組成(Si:12.6%)を超えるSiを含む過共晶組成のAl−Si系ろう材は、ろう材中に存在するSi粒子の表面にはアルミニウム酸化皮膜が生じ難いため、表面に生成するアルミニウムの酸化皮膜量を低減することができ、従って、酸化皮膜を破壊して良好な接合を得るためのフラックスの塗布量を低減することが可能となるが、13%を超えるSiを含む過共晶組成のAl−Si系ろう材を用いた場合、余剰のSiが母材を溶融してしまうため、健全な接合品質を確保することが困難になるという問題が生じる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2011−025276号公報
【特許文献2】特許第4547032号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
発明者らは、フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用できるアルミニウム合金ブレージングシートを得るために、前記先行技術をベースとして種々の試験、検討を行った過程において、心材にクラッドするろう材として、亜共晶Al−Si系ろう材と過共晶Al−Si系ろう材とを重ねてクラッドし、過共晶Al−Si系ろう材が表面層となるようにした場合、ろうの過度な流動、過度の溶解による不具合の発生など、過共晶ろう材における問題点を防いで、前記過共晶組成のAl−Si系ろう材の優位性を生かすことができ、さらに、亜共晶Al−Si系ろう材や心材にMgを添加することによりフラックスを用いることなしに不活性ガス雰囲気中でろう付けすることが可能となることを見出した。
【0011】
本発明は、上記の知見に基づいてなされたものであり、その目的は、フラックスを用いることなしに不活性ガス雰囲気中でろう付けすることができ、且つ、優れたろう付け性を達成することを可能とするアルミニウム合金ブレージングシートを提供することにある。
【課題を解決するための手段】
【0012】
上記の目的を達成するための請求項1によるアルミニウム合金ブレージングシートは、フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用されるアルミニウム合金ブレージングシートであって、アルミニウム合金からなる心材の片面または両面に、Si:13〜20%(質量%、以下同じ)を含み、残部アルミニウムおよび不可避的不純物からなる過共晶Al−Si系ろう材と、Si:4〜11%を含み、残部アルミニウムおよび不可避的不純物からなる亜共晶Al−Si系ろう材とを、過共晶Al−Si系ろう材が表面層となるように重ねてクラッドし、亜共晶Al−Si系ろう材と心材のいずれか一方または両方がMgを含有し、亜共晶Al−Si系ろう材のMg含有量は0.2〜1.0%、心材のMg含有量は0.4〜1.2%であることを特徴とする。
【0013】
請求項2によるアルミニウム合金ブレージングシートは、請求項1において、前記過共晶Al−Si系ろう材と前記亜共晶Al−Si系ろう材のいずれか一方または両方に、Sr:20〜500ppmを含有することを特徴とする。
【0014】
請求項3によるアルミニウム合金ブレージングシートは、請求項1または2において、前記過共晶Al−Si系ろう材がさらに、Zn:0.1〜3.0%、Cu:0.1〜0.6%のうちの1種または2種を含有し、前記亜共晶Al−Si系ろう材がさらに、Zn:0.5〜4.0%、Cu:0.1〜0.8%のうちの1種または2種を含有することを特徴とする。
【発明の効果】
【0015】
本発明によれば、フラックスを用いることなしに不活性ガス雰囲気中でろう付けすることができ、且つ、ろうの過度な流動、過度の溶解による不具合の発生など、過共晶ろう材における問題点を防いで、優れたろう付け性を達成することを可能とするアルミニウム合金ブレージングシートが提供される。
【図面の簡単な説明】
【0016】
【図1】実施例で用いる間隙充填試験片を示す図である。
【発明を実施するための形態】
【0017】
本発明のアルミニウム合金ブレージングシートは、アルミニウム合金の心材に、亜共晶Al−Si系合金ろう材(以下、亜共晶ろう材)と過共晶Al−Si系合金ろう材(以下、過共晶ろう材)とを重ねてクラッドし、過共晶ろう材が表面層となるようにしたことを特徴とするものであるが、過共晶ろう材の特徴について説明すると、Siを12.6%含有する共晶Al−Si合金ろう材では、Al中にSiが固溶したα相とSi相がデンドライト状に晶出した共晶組織となっている。Siの含有量が12.6%未満の亜共晶ろう材では、α相とAl−Si共晶組織が混合した組織となっており、Siの含有量が12.6%を越える過共晶ろう材では、Al−Si共晶組織とSi粒が混合した組織となっている。
【0018】
過共晶ろう材に存在する粗大なSi粒子がろう材の表面に露出している場合、そのSi粒の表面にはアルミニウムの酸化皮膜(Al2O3)が生じ難く、また、Si粒の熱膨張係数とα相の熱膨張係数が異なるため、ろう材のα相表面に形成されるアルミニウム酸化皮膜は、ろう付け加熱時の熱膨張によってSi粒子の近くで亀裂を生じ易くなる。
【0019】
Si粒の表面では、Al−Si共晶組織の表面に形成された酸化皮膜より、酸化皮膜が破砕され易くなっているため、濡れ性が向上すると共に、継手でフィレットを形成し始める溶融ろうが自身の酸化皮膜を押し上げ易くなるため、フィレット形成能も向上する。この濡れ性の向上とフィレット形成能の向上により、ろう付け接合が可能となる。本発明は、過共晶ろう材を表面層とすることにより、過共晶ろう材が有する上記の特徴を生かすことができることを見出したことに基づいてなされたものである。
【0020】
また、過共晶ろう材とSi濃度の低いアルミニウム材が接した状態でAl−Siの共晶温度(577℃)以上に加熱すると、過剰のSiとアルミニウム材が溶融して共晶組成に近づくため、過共晶ろう材とアルミニウム合金の心材をクラッドした材料では、心材が溶融してしまうという問題が生じる。共晶組成に近いAl−Siろう材は、固相線温度と液相線温度の差が小さいために、ろう付け加熱においてろうが急激に溶融し、溶融したろうは流れ易くなって、ろうが流れる部位において過度な溶解を引き起こす。このことが、過共晶ろう材が実用化されない原因となっていた。
【0021】
本発明においては、上記の問題を解決するために、過共晶ろう材の内側に亜共晶ろう材を配置する。過共晶ろう材は、クラッド圧延によって亜共晶ろう材と金属的に結合されているから、過共晶ろう材は母材と反応する前に亜共晶ろう材と反応し、亜共晶ろう材は過共晶ろう材と同時に(Al−Siの共晶温度の577℃で)溶融を開始するため、過共晶ろう材から生じた溶融ろうは亜共晶ろう材の溶融ろうと直ちに融合する。例えば、Si14%を含む過共晶ろう材とSi6%を含む亜共晶ろう材が等量に金属接合されておれば、実質的にSi10%のろう材と同じ性質を示す。本発明によれば、過共晶ろう材が有する前記の特徴を失わせることなく、問題点を克服することができ、亜共晶ろう材と心材の一方または両方にMgを含有させることにより、不活性ガス雰囲気中でフラックスを用いることなしにろう付けすることが可能となる。
【0022】
過共晶ろう材と亜共晶ろう材の各成分元素の意義およびその限定理由について説明する。
(過共晶ろう材)
Si:13〜20%
ろう材中のSi粒子が多くなると、ろう材表面のSi粒の面積が大きくなり、材料製造時およびろう付け加熱時にろう材表面に形成されるアルミニウムの酸化皮膜(Al2O3)が生じ難くなる。また、ろう付け加熱時のSi粒子とアルミニウムマトリックスとの熱膨張差によってアルミニウムの酸化皮膜に亀裂が発生し易くなる。Siの好ましい含有量は13〜20%の範囲であり、13%未満ではその効果が小さく、20%を超えると、ろう材およびろう材をクラッドした板材が製造し難くなる。
【0023】
Sr:20〜500ppm
Srは、ろう材中のSi粒子を微細化するよう機能する。Srの好ましい含有量は20〜500ppmの範囲であり、20ppm未満ではその効果が小さく、500ppmを超えて含有させても効果が飽和し効率的でない。
【0024】
Zn:0.5〜3.0%
Znは、ろう材の融点を低下させるよう機能する。Znの好ましい含有量は0.5〜3.0%の範囲であり、0.5%未満ではその効果が小さく、3.0%を超えるとフィレットの電位が卑になり過ぎ、場合によっては接合部に貫通腐食が発生したり、接合強度が低下したりする。Znのより好ましい含有範囲は1.5〜3.0%である。
【0025】
Cu:0.05〜0.6%
Cuは、ろう材の融点を低下させるよう機能する。Cuの好ましい含有量は0.05〜0.6%の範囲であり、0.05%未満ではその効果が小さく、0.6%を超えると腐食環境に曝された場合、カソードとして作用するため、他の部位に腐食が発生し易くなる。Cuのより好ましい含有範囲は0.3〜0.6%である。
【0026】
(亜共晶ろう材)
Si:4〜11%
亜共晶ろう材は、過共晶ろう材と同様にろう付け加熱時に溶融ろうを生成し、接合フィレットを形成する。亜共晶ろう材が無い場合には、過共晶ろう材のSi量が多いため、ろうの溶融に伴って心材の一部が溶融し、共晶組成を形成しようとする。亜共晶ろう材は、過共晶ろう材のSi量を薄め、心材を溶融させないよう機能する。過共晶ろう材のSi量が多く、過共晶ろう材層の厚さが大きい場合には、亜共晶ろう材のSi量を低くすると効果的である。亜共晶ろう材中のSiの好ましい含有量は4〜11%の範囲であり、4%未満ではろうを形成し難くなり、11%を超えると過共晶ろう材のSi量を薄める効果が少なくなり、心材の一部を溶融させてしまうおそれが生じる。
【0027】
Sr:20〜500ppm
Srは、ろう材中のSi粒子を微細化するよう機能する。Srの好ましい含有量は20〜500ppmの範囲であり、20ppm未満ではその効果が小さく、500ppmを超えて含有させても効果が飽和し効率的でない。
【0028】
Mg:0.2〜1.0%
過共晶ろう材と亜共晶ろう材が溶融した後、亜共晶ろう材中のMgが表面に拡散し、表面の酸化皮膜(Al2O2)と反応して、スピネル型の化合物(Al2MgO4)が形成されることにより、酸化皮膜を破壊する効果を発揮する。過共晶ろう材にMgを含有させた場合は、材料の製造時およびろう付け加熱の昇温途中でMgOが形成され易くなり、酸化皮膜の破壊を阻害するため、Mgは過共晶ろう材には添加せず、亜共晶ろう材に添加するのが好ましい。Mgの好ましい含有量は0.2〜1.0%の範囲であり、0.2%未満では酸化皮膜を破壊する効果が乏しくなり、1.0%を超えるとMgOの形成量が多くなり、ろう付け性が低下する。
【0029】
Zn:0.5〜4.0%
Znは、ろう材の融点を低下させるよう機能する。Znの好ましい含有量は0.5〜4.0%の範囲であり、0.5%未満ではその効果が小さく、4.0%を超えるとフィレットの電位が卑になり過ぎ、場合によっては接合部に貫通腐食が発生したり、接合強度が低下したりする。Znのより好ましい含有範囲は2.5〜4.0%である。
【0030】
Cu:0.05〜0.8%
Cuは、ろう材の融点を低下させるよう機能する。Cuの好ましい含有量は0.05〜0.8%の範囲であり、0.05%未満ではその効果が小さく、0.8%を超えると腐食環境に曝された場合、カソードとして作用するため、他の部位に腐食が発生し易くなる。Cuのより好ましい含有範囲は0.4〜0.7%である。
【0031】
(心材)
Mg:0.4〜1.2%
過共晶ろう材と亜共晶ろう材が溶融した後、心材中のMgが表面に拡散し、表面の酸化皮膜(Al2O3)と反応して、スピネル型の化合物(Al2MgO4)を形成することにより、酸化皮膜を破壊する効果を発揮する。亜共晶ろう材がMgの拡散を抑制するため、亜共晶ろう材におけるMgの添加量より多くする必要がある。心材中の好ましいMg含有量は0.4〜1.2%の範囲であり、0.4%未満では酸化皮膜を破壊する効果が乏しく、1.2%を超えると溶融ろうが心材の粒界へ浸透して、ろう付け性が低下する。Mgのより好ましい含有範囲は0.6〜1.0%である。
【0032】
本発明のブレージングシートの心材としては、熱交換器用材料として通常用いられているものであればよく、上記Mgを含有する場合以外は特に限定されないが、強度を向上させるためにMn、Cu、Si、Feを含有させることができ、組織を制御するためにCr、Ti、Zrなどの元素を添加することができる。また、犠牲陽極効果を持たせた部材として使用する場合は、Zn、In、Snなどの元素を添加することもできる。
【0033】
(クラッドされる過共晶ろう材および亜共晶ろう材の層厚、クラッド率)
クラッドされる過共晶ろう材および亜共晶ろう材の層厚、クラッド率は適宜設定することができる。過共晶ろう材と亜共晶ろう材の平均Si濃度は6〜11%が好ましく、過共晶ろう材と亜共晶ろう材の合計のクラッド率は5〜25%が好ましい。
【0034】
(平均Si濃度)
前記平均Si濃度は、(過共晶ろう材のSi濃度×過共晶ろう材の層厚+亜共晶ろう材のSi濃度×亜共晶ろう材の層厚)/(過共晶ろう材の層厚+亜共晶ろう材の層厚)を計算することにより求められる。
【0035】
本発明において、アルミニウム合金からなる心材の片面に、亜共晶ろう材と過共晶ろう材をクラッドした場合には、心材の反対面には、一般的なAl−Si合金ろう材、犠牲陽極材、あるいは純アルミニウムなど、公知の皮材をクラッドすることができ、心材と皮材の間に中間材をクラッドすることもできる。
【0036】
本発明のブレージングシートの製造は、公知の技術を用いて行うことができる。すなわち、ブレージングシートの製造は、所定の組成を有する過共晶ろう材と亜共晶ろう材、心材、必要に応じて皮材、中間材を連続鋳造によって造塊し、得られたスラブを切断して所定の厚さに調整して重ね合わせ、あるいは必要に応じて均質化処理、熱間圧延して重ね合わせ、熱間圧延によりクラッド圧延し、その後、冷間圧延し、必要に応じて中間焼鈍を加えることにより行われる。
【実施例】
【0037】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお、これらの実施例は本発明の一実施態様を示すものであり、本発明はこれらに限定されない。
【0038】
実施例1、比較例1
表1に示す組成を有する過共晶ろう材(以下、第一層ろう材という)(A1〜A10、A11〜A14)、表2に示す組成を有する亜共晶ろう材(以下、第二層ろう材という)(B1〜B10、B11〜B15)、表3に示す組成を有する心材(C1〜C2、C11)を表4に示すように組み合わせ、前記常法に従って、片面ブレージングシート(厚さ0.4mm)1〜20、21〜35を作製した。なお、表1〜3において、本発明の条件を外れたものには下線を付した。
【0039】
第一層ろう材および第二層ろう材の層厚は、それぞれ0.012mmおよび0.028mmとし、ろう材の合計厚さは0.04mm(クラッド率10%)とした。なお、ブレージングシート20〜25は、第一層ろう材のみを0.04mmの厚さで心材の片面にクラッドしたものである。これらのブレージングシート1〜35について、以下の方法により間隙充填試験および耐食試験を行った。
【0040】
間隙充填試験:図1に示すように、脱脂処理し、一部はフラックス(KFとAlF3を基本組成とする弗化物系フラックス)を塗布したブレージングシートを水平材とし、3003合金板(厚さ1mm)を垂直材として組み付けて間隙充填試験片を構成した。内容積0.4m3の予熱室とろう付け室を備えた二室型炉からなる窒素ガス炉を使用し、間隙充填試験片をろう付け室に装入し、到達温度595℃でろう付け接合した。ろう付け条件は、窒素ガス炉の各室に20m3/hの窒素ガスを送り込み、450℃から595℃までを約4分で昇温した。加熱終了時のろう付け室の酸素濃度は16〜24ppmであった。ろう付け室にて間隙充填試験片の温度が595℃に到達したら間隙充填試験片を予熱室に移し、予熱室にて550℃まで冷却後、間隙充填試験片を取り出して大気中で冷却した。冷却後の間隙充填試験片より間隙充填長さを測定してフィレット形成能を評価した。間隙充填長さが25mm以上のものをフィレット形成能が良好と評価した。評価結果を表4〜5に示す。
【0041】
耐食試験:間隙充填試験片と同じく、ブレージングシートを水平材、3003合金板を垂直材として逆T字試験片を作製し、SWAAT試験をASTM G85に基づいて1か月間実施し、フィレットの腐食状況を観察することによって、耐食性の評価を行った。フィレットの腐食により水平材と垂直材が分離してしまったものを耐食性不良(×)と評価した。評価結果を表4〜5に示す。
【0042】
【表1】
【0043】
【表2】
【0044】
【表3】
【0045】
【表4】
【0046】
【表5】
【0047】
表4にみられるように、本発明に従うブレージングシート1〜20はいずれも、フラックスを塗布することなしに、従来のブレージングシート(例えば、心材C1の片面にAl−10%Siろう材をクラッドしたブレージングシート)を用いてフラックスを塗布した場合と同様、間隙充填試験において、間隙充填長さ25mm以上のフィレットが形成され、良好なフィレット形成能を示した。腐食試験においても、フィレットの接合状態は良好であり、良好な耐食性を示した。
【0048】
なお、接合部の断面を観察したところ、前記本発明に従うブレージングシート1〜20の接合部は、例えば心材C1の片面にAl−10%Siろう材を40μmの厚さでクラッドした従来のブレージングシート(厚さ0.4mm)を用い、フラックスを5g/m2の塗布量で塗布して間隙充填試験を行った場合における接合部と同様の良好な接合組織となっており、ろう材による母材の溶解量もほぼ同等であった。
【0049】
これに対して、第一層ろう材A1をクラッドしただけのブレージングシート21について、フラックスを塗布することなしに間隙充填試験を行ったところ、フィレットを殆ど形成しなかったと共に心材の一部が溶融した。第一層ろう材A11をクラッドしただけのブレージングシート22は、フラックス無塗布では間隙充填試験においてフィレットを全く形成せず、フラックス塗布量1g/m2(ブレージングシート23)では、フィレット形成が僅かであり、フラックス塗布量3g/m2(ブレージングシート24)、フラックス塗布量5g/m2(ブレージングシート25)の場合に初めて良好な接合状態が得られた。
【0050】
第一層ろう材において、Si含有量の多いブレージングシート26は製造が困難であった。Zn含有量の多いブレージングシート27、Cu含有量の多いブレージングシート28は、いずれも耐食性が劣っていた。
【0051】
第二層ろう材において、Si含有量の少ないブレージングシート29は、フラックス無塗布では間隙充填試験において十分なフィレットが形成されなかった。Si含有量の多いブレージングシート30は、間隙充填試験において垂直材を過度に溶解させた。Mg含有量の多いブレージングシート31は、フラックス無塗布では間隙充填試験において十分なフィレットが形成されなかった。Zn含有量の多いブレージングシート32、Cu含有量の多いブレージングシート33は、いずれも耐食性が劣っていた。
【0052】
心材において、Mg含有量の多いブレージングシート34は、心材の粒界にろうが浸透し、フラックス無塗布では間隙充填試験において十分なフィレットが形成されなかった。心材にも第二層ろう材にもMgが含有されていないブレージングシート35は、十分なフィレットが形成されなかった。
【特許請求の範囲】
【請求項1】
フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用されるアルミニウム合金ブレージングシートであって、アルミニウム合金からなる心材の片面または両面に、Si:13〜20%(質量%、以下同じ)を含み、残部アルミニウムおよび不可避的不純物からなる過共晶Al−Si系ろう材と、Si:4〜11%を含み、残部アルミニウムおよび不可避的不純物からなる亜共晶Al−Si系ろう材とを、過共晶Al−Si系ろう材が表面層となるように重ねてクラッドし、亜共晶Al−Si系ろう材と心材のいずれか一方または両方がMgを含有し、亜共晶Al−Si系ろう材のMg含有量は0.2〜1.0%、心材のMg含有量は0.4〜1.2%であることを特徴とするアルミニウム合金ブレージングシート。
【請求項2】
前記過共晶Al−Si系ろう材と前記亜共晶Al−Si系ろう材のいずれか一方または両方に、Sr:20〜500ppmを含有することを特徴とする請求項1記載のアルミニウム合金ブレージングシート。
【請求項3】
前記過共晶Al−Si系ろう材がさらに、Zn:0.1〜3.0%、Cu:0.1〜0.6%のうちの1種または2種を含有し、前記亜共晶Al−Si系ろう材がさらに、Zn:0.5〜4.0%、Cu:0.1〜0.8%のうちの1種または2種を含有することを特徴とする請求項1または2記載のアルミニウム合金ブレージングシート。
【請求項1】
フラックスを用いることなしに不活性ガス雰囲気中でろう付けするために使用されるアルミニウム合金ブレージングシートであって、アルミニウム合金からなる心材の片面または両面に、Si:13〜20%(質量%、以下同じ)を含み、残部アルミニウムおよび不可避的不純物からなる過共晶Al−Si系ろう材と、Si:4〜11%を含み、残部アルミニウムおよび不可避的不純物からなる亜共晶Al−Si系ろう材とを、過共晶Al−Si系ろう材が表面層となるように重ねてクラッドし、亜共晶Al−Si系ろう材と心材のいずれか一方または両方がMgを含有し、亜共晶Al−Si系ろう材のMg含有量は0.2〜1.0%、心材のMg含有量は0.4〜1.2%であることを特徴とするアルミニウム合金ブレージングシート。
【請求項2】
前記過共晶Al−Si系ろう材と前記亜共晶Al−Si系ろう材のいずれか一方または両方に、Sr:20〜500ppmを含有することを特徴とする請求項1記載のアルミニウム合金ブレージングシート。
【請求項3】
前記過共晶Al−Si系ろう材がさらに、Zn:0.1〜3.0%、Cu:0.1〜0.6%のうちの1種または2種を含有し、前記亜共晶Al−Si系ろう材がさらに、Zn:0.5〜4.0%、Cu:0.1〜0.8%のうちの1種または2種を含有することを特徴とする請求項1または2記載のアルミニウム合金ブレージングシート。
【図1】

【公開番号】特開2013−86103(P2013−86103A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−226480(P2011−226480)
【出願日】平成23年10月14日(2011.10.14)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月14日(2011.10.14)
【出願人】(000002277)住友軽金属工業株式会社 (552)
[ Back to top ]