
アーク溶接システムおよびアーク溶接方法
【課題】幅の均一なビードを形成できるアーク溶接システムおよびアーク溶接方法の提供
【解決手段】消耗電極15にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材Wに形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路31を備えるアーク溶接システムA21であって、設定時間Trを記憶する設定時間記憶部36と、設定数Nbを記憶する設定数記憶部35と、設定時間Trに基づき、設定時間Tr当たりの上記ピーク期間の回数である標準パルス数Naを計算するパルス数計算回路32と、上記溶滴移行期間における上記ピーク期間の回数が設定数Nbに達すると、終了指示信号Esを送る終了判断回路34と、を備え、出力回路31は、終了指示信号Esを受けたときに上記溶滴移行期間を終了する。
【解決手段】消耗電極15にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材Wに形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路31を備えるアーク溶接システムA21であって、設定時間Trを記憶する設定時間記憶部36と、設定数Nbを記憶する設定数記憶部35と、設定時間Trに基づき、設定時間Tr当たりの上記ピーク期間の回数である標準パルス数Naを計算するパルス数計算回路32と、上記溶滴移行期間における上記ピーク期間の回数が設定数Nbに達すると、終了指示信号Esを送る終了判断回路34と、を備え、出力回路31は、終了指示信号Esを受けたときに上記溶滴移行期間を終了する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アーク溶接システムおよびアーク溶接方法に関する。
【背景技術】
【0002】
従来から、溶滴移行期間と冷却期間とを繰り返す溶接方法が知られている(たとえば特許文献1参照)。この溶接方法では、溶滴移行期間中に消耗電極から母材に溶滴を移行させる。溶滴移行期間中、消耗電極を保持する溶接トーチは母材に対し停止させる。これにより溶滴移行期間中に平面視にて円形状の溶融池が形成される。一方、冷却期間中は、消耗電極から母材に溶滴を移行しない程度のわずかな溶接電流を、消耗電極から母材に流す。また、冷却期間中に、母材のうち次の溶滴移行期間を開始する地点まで、上記溶接トーチを移動させる。冷却期間中に上記溶融池は凝固し溶接痕となる。以上のような溶滴移行期間と冷却期間とを繰り返す。これにより、円形状の溶接痕が一方向に連なったうろこ状のビードを形成する。
【0003】
従来の溶接方法においては、溶接ロボットもしくは溶接電源装置が、各溶滴移行期間の長さをある一定の長さとなるように制御している。このような方法では、各溶滴移行期間の長さは一定の長さとはなりにくく、ばらついてしまうことが多い。各溶滴移行期間の長さがばらつくと、円形状の溶接痕の大きさがばらついてしまう。そうすると、ビードの幅が不均一となり、ビードの外観の悪化を招いてしまう。なお、本願に関連する出願として特願2011−3014(本願出願時には公開されていない)がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11―267839号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記した事情のもとで考え出されたものであって、幅の均一なビードを形成できるアーク溶接システムおよびアーク溶接方法を提供することをその課題とする。
【課題を解決するための手段】
【0006】
本発明の第1の側面によると、消耗電極にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路を備え、上記パルス電流の波形は、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形を繰り返す形状である、アーク溶接システムであって、設定時間を記憶する設定時間記憶部と、設定数を記憶する設定数記憶部と、上記設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算するパルス数計算回路と、上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、終了指示信号を送る終了判断回路と、を備え、上記出力回路は、上記終了指示信号を受けたときに上記溶滴移行期間を終了する、アーク溶接システムが提供される。
【0007】
好ましくは、上記パルス数計算回路は、上記標準パルス数を上記設定数記憶部に送り、上記設定数記憶部は、上記パルス数計算回路によって求められた上記標準パルス数を上記設定数として記憶する。
【0008】
好ましくは、上記終了判断回路は、上記溶滴移行期間の長さが上記設定時間に達すると、設定時間到達信号を送る時間比較回路と、上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、設定数到達信号を送るパルス数比較回路と、終了指示切替回路と、を含み、上記終了指示切替回路は、第1モードの場合には上記設定時間到達信号を受けたときに上記終了指示信号を送り、第2モードの場合には上記設定数到達信号を受けたときに上記終了指示信号を送る。
【0009】
好ましくは、第1モード指示信号および第2モード指示信号を送る切替制御回路を更に備え、上記終了指示切替回路は、上記第1モード指示信号を受けると上記第1モードとなり、上記第2モード指示信号を受けると上記第2モードとなる。
【0010】
好ましくは、上記切替制御回路は、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路によって上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送る。
【0011】
好ましくは、上記切替制御回路は、操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る。
【0012】
好ましくは、上記切替制御回路は、予備溶接不実施モードの場合には、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路による上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送り、予備溶接実施モードの場合には、上記操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る。
【0013】
好ましくは、上記出力回路は、パルス生成指示信号を繰り返し生成する信号生成回路と、上記パルス生成指示信号を受けるごとに、上記単位パルス波形を生成する電流波形生成回路と、を含む。
【0014】
好ましくは、上記出力回路は、上記消耗電極と上記母材との間の平均電圧を検出する電圧検出回路と、電圧値を記憶する電圧値記憶部と、を含み、上記信号生成回路は、上記電圧検出回路に検出された平均電圧と上記電圧値記憶部に記憶された電圧値との差を、周波数に変換する。
【0015】
好ましくは、上記パルス数計算回路によって求められた上記標準パルス数を表示する表示部を更に備える。
【0016】
本発明の第2の側面によると、消耗電極から溶滴を移行させる溶滴移行期間と、上記溶滴移行期間の後に、母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返すアーク溶接方法であって、上記各溶滴移行期間中に、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形の電流を、上記消耗電極に繰り返し流す工程と、上記各冷却期間中に、溶接進行方向に、上記消耗電極を移動させる工程と、設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算する工程と、上記溶滴移行期間における上記ピーク期間の回数が設定数に達すると、当該溶滴移行期間を終了するパルス数制御工程と、を備える、アーク溶接方法が提供される。
【0017】
好ましくは、上記パルス数制御工程においては、上記設定数として、上記計算する工程において求められた上記標準パルス数を用いる。
【0018】
好ましくは、上記溶滴移行期間の長さが設定時間に達すると、当該溶滴移行期間を終了する時間制御工程を更に備える。
【0019】
好ましくは、上記時間制御工程は、操作部からの本溶接開始指示信号を切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記時間制御工程の後に行い、且つ、上記標準パルス数が求められたと上記切替制御回路が判断したときに、行われる。
【0020】
好ましくは、上記時間制御工程は、操作部からの予備溶接開始指示信号を上記切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記操作部からの本溶接開始指示信号を上記切替制御回路が受けたときに、行われる。
【0021】
このような構成によると、溶滴移行期間の終了を、溶滴移行期間における上記ピーク期間の回数に基づき、決定することができる。そのため、各溶滴移行期間において形成される円形状の溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することが可能となる。
【0022】
本発明のその他の特徴および利点は、添付図面を参照して以下に行う詳細な説明によって、より明らかとなろう。
【図面の簡単な説明】
【0023】
【図1】本発明の第1参考例にかかるアーク溶接システムの構成を示す図である。
【図2】図1に示すアーク溶接システムの内部構成を示す図である。
【図3】図2の電流波形生成回路の一例を示すブロック図である。
【図4】本発明の第1参考例にかかる溶接方法における信号等のタイミングチャートである。
【図5】図4に示すタイミングチャートを詳細に示す図である。
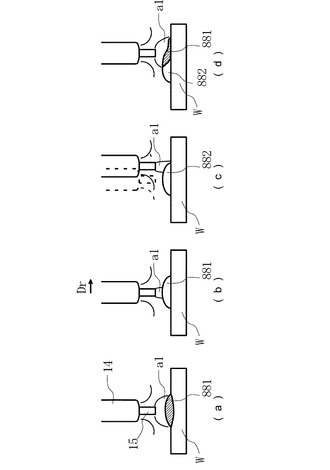
【図6】(a)は本発明の第1参考例にかかる溶接方法の溶滴移行期間中のアーク等の状態を示す図である。(b)は本発明の第1参考例にかかる溶接方法の冷却期間の開始時のアーク等の状態を示す図である。(c)は本発明の第1参考例にかかる溶接方法の冷却期間の終了時のアーク等の状態を示す図である。(d)は本発明の第1参考例にかかる溶接方法の溶滴移行期間の再開時のアーク等の状態を示す図である。
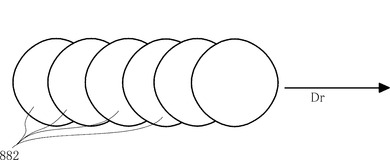
【図7】本発明の第1参考例にかかる溶接方法によって形成されるビードの形状を示す平面図である。
【図8】本発明の第2参考例にかかるアーク溶接システムの内部構成を示す図である。
【図9】本発明の第3参考例にかかるアーク溶接システムの内部構成を示す図である。
【図10】本発明の第3参考例にかかる溶接方法における信号等のタイミングチャートである。
【図11】図10に示すタイミングチャートを詳細に示す図である。
【図12】本発明の第4参考例にかかるアーク溶接システムの内部構成を示す図である。
【図13】本発明の第1実施形態にかかるアーク溶接システムの内部構成を示す図である。
【図14】図13に示す終了判断回路のブロック図である。
【図15】本発明の第1実施形態にかかる溶接方法における信号等のタイミングチャートである。
【図16】本発明の第2実施形態にかかるアーク溶接システムの内部構成を示す図である。
【図17】本発明の第2実施形態にかかる溶接方法における信号等のタイミングチャートである。
【図18】本発明の第3実施形態にかかるアーク溶接システムの内部構成を示す図である。
【発明を実施するための形態】
【0024】
以下、本発明の実施の形態につき、図面を参照して具体的に説明する。
【0025】
図1は、本発明の第1参考例にかかるアーク溶接システムの構成を示す図である。
【0026】
同図に示すアーク溶接システムA11は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。溶接ロボット1は、母材Wに対してアーク溶接を自動で行うものである。母材Wは、たとえば、厚さが1mmのアルミニウム合金である。溶接ロボット1は、ベース部材11と、複数のアーム12と、複数のモータ13と、溶接トーチ14と、ワイヤ送給装置16と、コイルライナ19とを含む。
【0027】
ベース部材11は、フロア等の適当な箇所に固定される。各アーム12は、ベース部材11に軸を介して連結されている。溶接トーチ14は、消耗電極15(溶接ワイヤ)を母材Wの近傍の所定の位置に導くものである。溶接トーチ14には、シールドガスノズル(図示略)が設けられている。シールドガスノズルは、アルゴンなどのシールドガスを供給するためのものである。モータ13は、移動機構であり、ロボット制御装置2により回転駆動する。この回転駆動により、各アーム12の移動が制御され、溶接トーチ14が上下前後左右に自在に移動できる。
【0028】
モータ13には、エンコーダ(図示略)が設けられている。エンコーダの出力は、ロボット制御装置2に送られる。ワイヤ送給装置16は、溶接ロボット1における上部に設けられている。ワイヤ送給装置16は、溶接トーチ14に消耗電極15を送り出すためのものである。ワイヤ送給装置16は、送給機構161(モータWM)と、ワイヤリール(図示略)と、ワイヤプッシュ装置(図示略)とを含む。送給機構161を駆動源として、上記ワイヤプッシュ装置が、上記ワイヤリールに巻かれた消耗電極15を溶接トーチ14へと送り出す。
【0029】
コイルライナ19は、その一端がワイヤ送給装置16に、その他端が溶接トーチ14に、それぞれ接続されている。コイルライナ19は、チューブ状を呈し、その内部には消耗電極15が挿通されている。コイルライナ19は、ワイヤ送給装置16から送り出された消耗電極15を、溶接トーチ14に導くものである。送り出された消耗電極15は、溶接トーチ14から突出する。
【0030】
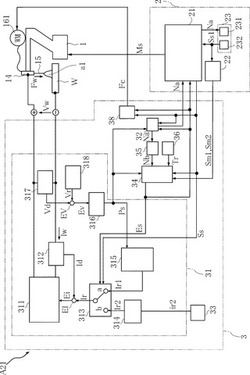
図2は、図1に示したアーク溶接システムA11の内部構成を示す図である。
【0031】
ロボット制御装置2は、動作制御回路21と、ティーチペンダント23とを含む。ロボット制御装置2は、溶接ロボット1の動作を制御するためのものである。
【0032】
動作制御回路21は、図示しないマイクロコンピュータおよびメモリを有している。このメモリには、溶接ロボット1の各種の動作が設定された作業プログラムが記憶されている。動作制御回路21は、ロボット移動速度VRを設定する。ロボット移動速度VRは、母材Wの面内方向における、母材Wに対する溶接トーチ14の速度である。動作制御回路21は、上記作業プログラム、上記エンコーダからの座標情報、およびロボット移動速度VR等に基づき、溶接ロボット1に対して動作制御信号Msを送る。溶接ロボット1は動作制御信号Msを受け、各モータ13を回転駆動させる。各モータ13の回転駆動により、溶接トーチ14が、母材Wにおける所定の溶接開始位置に移動したり、母材Wの面内方向に沿って移動したりする。動作制御回路21は、溶滴移行開始信号Ssを送る。
【0033】
ティーチペンダント23は、動作制御回路21に接続されている。ティーチペンダント23は、溶接を実行する際のパラメータ等をアーク溶接システムA11のユーザが設定するためのものである。
【0034】
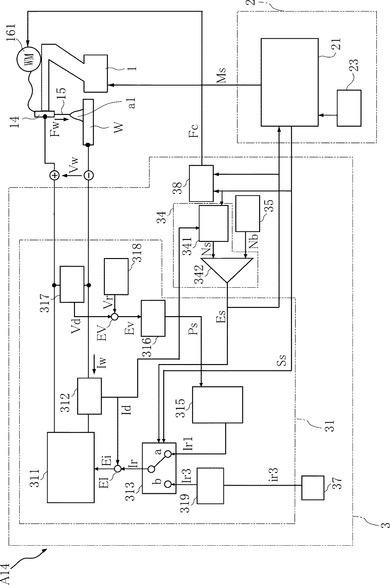
溶接電源装置3は、出力回路31と、電流値記憶部33と、終了判断回路34と、設定数記憶部35と、送給制御回路38とを含む。溶接電源装置3は、消耗電極15と母材Wとの間に、溶接電圧Vwを印加しつつ溶接電流Iwを流すための装置であるとともに、消耗電極15の送給を行うための装置である。
【0035】
電流値記憶部33は第2値ir2を記憶する。設定数記憶部35は設定数Nbを記憶する。第2値ir2および設定数Nbの各値は、たとえば、ティーチペンダント23から入力され動作制御回路21を経由して、各記憶部に記憶される。
【0036】
出力回路31は、電源回路311と、電流検出回路312と、電流誤差計算回路EIと、電流切替回路313と、電流制御回路314と、電流波形生成回路315と、信号生成回路316と、電圧検出回路317と、電圧誤差計算回路EVと、電圧制御回路318とを有する。出力回路31は、消耗電極15と母材Wとの間に指示された値で溶接電圧Vwを印加し、もしくは、消耗電極15から母材Wに指示された値で溶接電流Iwを流すためのものである。
【0037】
電源回路311は、たとえば3相200V等の商用電源を入力として、インバータ制御、サイリスタ位相制御等の出力制御を行い、溶接電圧Vwおよび溶接電流Iwを出力する。
【0038】
電流検出回路312は、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を検出するためのものである。電流検出回路312は、溶接電流Iwの値に対応する電流検出信号Idを送る。電流誤差計算回路EIは、実際に流れている溶接電流Iwの値と、設定された溶接電流の値との差ΔIwを計算するためのものである。電流誤差計算回路EIは、電流検出信号Idと、設定された溶接電流の値に対応する後述の電流設定信号Irとを受け、差ΔIwに対応する電流誤差信号Eiを電源回路311に送る。なお、電流誤差計算回路EIは、電流誤差信号Eiとして、差ΔIwを増幅した値に対応するものを送ってもよい。
【0039】
電圧検出回路317は、消耗電極15と母材Wとの間に印加される溶接電圧Vwの値を検出するためのものである。電圧検出回路317は、溶接電圧Vwの値に対応する電圧検出信号Vdを送る。本参考例においては、電圧検出回路317は、溶接電圧Vwの時間平均値に対応する電圧検出信号Vdを送る。電圧制御回路318は、消耗電極15と母材Wと間に印加する溶接電圧Vwの値を設定するためのものである。電圧制御回路318は、図示しない記憶部に記憶された設定電圧値に基づき、溶接電圧Vwの値を指示するための電圧設定信号Vrを送る。電圧誤差計算回路EVは、実際に印加されている溶接電圧Vwの値と、設定された溶接電圧の値との差ΔVwを計算するためのものである。電圧誤差計算回路EVは、電圧検出信号Vdと設定された溶接電圧の値に対応する電圧設定信号Vrとを受け、差ΔVwに対応する電圧誤差信号Evを送る。なお、電圧誤差計算回路EVは、電圧誤差信号Evとして、差ΔVwを増幅した値に対応するものを送ってもよい。
【0040】
信号生成回路316は、パルス生成指示信号Psを繰り返し発生させるためのものである。本参考例においては、信号生成回路316は電圧周波数変換回路である。そのため、信号生成回路316は、電圧誤差信号Evを受け、差ΔVwを差ΔVwに比例する周波数(1/Tf)に変換し、期間Tfごとに短期間の間Highレベルに変化するパルス生成指示信号Psを送る。なお、周波数(1/Tf)が差ΔVwに比例するため、期間Tfは一定の値ではなく多少ばらつく。
【0041】
電流波形生成回路315は、後述の溶滴移行期間T1における溶接電流Iwの波形を生成するためのものである。具体的には、電流波形生成回路315は、パルス生成指示信号Psを受けるごとに、単位パルス波形(図5(c)の期間Tfにおける溶接電流Iwの波形)を生成する。電流波形生成回路315は、生成した波形の電流に対応する電流設定信号Ir1を送る。
【0042】
図3は、電流波形生成回路315の一例を示すブロック図である。なお、同図に示す電流波形生成回路315のブロック図は、図5(c)に示す単位パルス波形を生成するためのものであり、単位パルス波形が図5(c)に示すものと異なれば、電流波形生成回路315のブロック図も図3とは異なるものとなる。
【0043】
同図に示すように、電流波形生成回路315は、タイマ回路TMと、切替回路SWと、電流制御回路IPR,IBRと、増加期間記憶部TUと、ピーク期間記憶部TPと、減少期間記憶部TDと、ピーク電流記憶部IPと、ベース電流記憶部IBとを有する。
【0044】
増加期間記憶部TUは増加期間Tuを記憶し、ピーク期間記憶部TPはピーク期間Tpを記憶し、減少期間記憶部TDは減少期間Tdを記憶し、ピーク電流記憶部IPはピーク電流値ipを記憶し、ベース電流記憶部IBはベース電流値ibを記憶する。
【0045】
タイマ回路TMは、パルス生成指示信号Psを受け、期間信号tssを送る。期間信号tssは、パルス生成指示信号PsがHighレベルに変化した時点から、予め設定した期間Ts(図5(c)参照)の間Highレベルになる。電流制御回路IPRは、期間信号tssを受け、電流設定信号iprを送る。電流制御回路IPRは、増加期間記憶部TUと、ピーク期間記憶部TPと、減少期間記憶部TDと、ピーク電流記憶部IPと接続している。電流制御回路IPRは、期間信号tssがHighレベルとなった時刻(図5ではta(1))から、溶接電流Iwが、図5に示す期間Tsにおける波形となるための電流設定信号iprを、生成する。電流制御回路IBRは、ベース電流記憶部IBに接続している。電流制御回路IBRは、溶接電流Iwがベース電流値ibとなるための電流設定信号ibrを生成する。
【0046】
切替回路SWは、期間信号tssと、電流設定信号ipr,ibrとを受け、電流設定信号Ir1を送る。期間信号tssがHighレベルの間は、切替回路SWは電流設定信号Ir1として、電流設定信号iprを電流切替回路313に送る。一方、期間信号tssがLowレベルの間は、切替回路SWは電流設定信号Ir1として、電流設定信号ibrを電流切替回路313に送る。以上のように、電流波形生成回路315は図5(c)に示す単位パルス波形を生成し、電流設定信号Ir1を送る。
【0047】
図2に示す電流制御回路314は、後述の冷却期間T2における、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を設定するためのものである。電流制御回路314は、溶接電流Iwを第2値ir2で流すための電流設定信号Ir2を送る。
【0048】
電流切替回路313は、出力回路31の電源特性(定電圧特性もしくは定電流特性)を切り替えるものである。出力回路31の電源特性が定電圧特性である場合、溶接電圧Vwの値が設定された値となるように、出力回路31の出力が制御される。一方、出力回路31の電源特性が定電流特性である場合、溶接電流Iwの値が設定された値となるように、出力回路31の出力が制御される。より具体的には次のとおりである。電流切替回路313は、電流設定信号Ir1,Ir2と、後述の溶滴移行開始信号Ssと、後述の終了指示信号Esと、を受ける。電流切替回路313が溶滴移行開始信号Ssを受けると、電流切替回路313におけるスイッチは図2のa側に接続される。この場合、出力回路31の電源特性は定電圧特性である。すなわち、電流切替回路313は、電流設定信号Ir1を電流設定信号Irとして電流誤差計算回路EIに送り、溶接電圧Vwが電圧制御回路318によって設定された値となる。一方、電流切替回路313が終了指示信号Esを受けると、電流切替回路313におけるスイッチは図2のb側に接続される。この場合、出力回路31の電源特性は定電流特性である。すなわち、電流切替回路313は、電流設定信号Ir2を電流設定信号Irとして電流誤差計算回路EIに送り、溶接電流Iwが電流制御回路314によって設定された値となる。
【0049】
終了判断回路34は、溶滴移行期間T1を終了するか否かを判断するためのものである。終了判断回路34は、計測回路341と比較回路342とを有する。計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Ns(すなわち、各溶滴移行期間T1における溶接電流Iwの単位パルス波形の数)を計測するためのものである。本参考例においては、計測回路341は、ピーク期間Tpの回数Nsを、パルス生成指示信号Psが生成された回数に基づき計測する。比較回路342は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsが、設定数記憶部35に記憶された設定数Nbに達すると、終了指示信号Esを出力回路31(本参考例では電流切替回路313)と動作制御回路21とに送る。
【0050】
送給制御回路38は、溶接トーチ14から消耗電極15を送り出す速度(送給速度Fw)を制御するためのものである。送給制御回路38は、送給速度Fwを指示するための送給速度制御信号Fcを送給機構161に送る。
【0051】
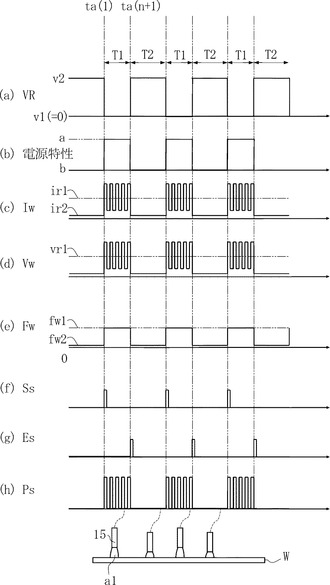
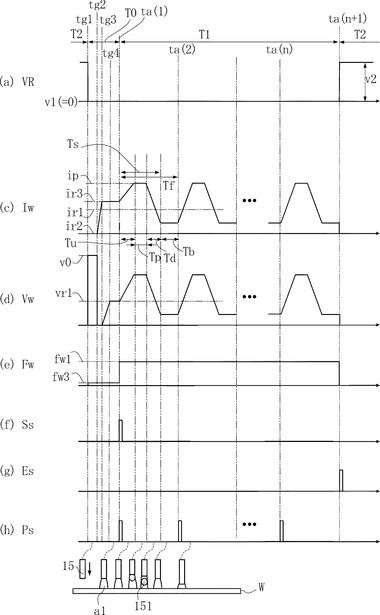
次に、図4、図5を更に用いて、アーク溶接システムA11を用いたアーク溶接方法について説明する。図4は、アーク溶接システムA11を用いたアーク溶接方法における各信号等のタイミングチャートである。同図(a)はロボット移動速度VRの変化状態を示し、(b)は電流切替回路313におけるスイッチSwの接続状態(電源特性の変化状態)を示し、(c)は溶接電流Iwの変化状態を示し、(d)は溶接電圧Vwの変化状態を示し、(e)は送給速度Fwの変化状態を示し、(f)は溶滴移行開始信号Ssの変化状態を示し、(g)は終了指示信号Esの変化状態を示し、(h)はパルス生成指示信号Psの変化状態を示す。同図(b)にてHighレベルは、電流切替回路313のスイッチSwがa側に接続していることを示し、Lowレベルは、スイッチSwがb側に接続していることを示す。
【0052】
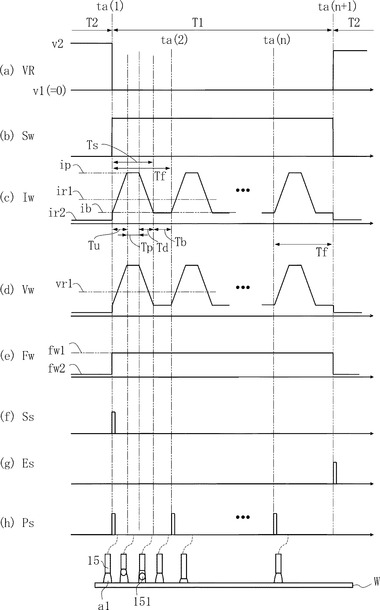
アーク溶接システムA11を用いたアーク溶接方法においては、溶滴移行期間T1と冷却期間T2とを交互に繰り返す。すなわち、溶滴移行期間T1および冷却期間T2をそれぞれ、複数回ずつ繰り返す。溶滴移行期間T1は、たとえば0.1〜0.5秒である。冷却期間T2は、たとえば0.1〜0.5秒である。図5は、図4の溶滴移行期間T1における各信号等の変化状態を詳細に示すタイミングチャートである。
【0053】
<溶滴移行期間T1(時刻ta(1)〜時刻ta(n+1))>
溶滴移行期間T1は、消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させるための期間である。図4(a)、図5(a)に示す時刻ta(1)において、動作制御回路21は、ロボット移動速度VRを速度v1とするための動作制御信号Msを溶接ロボット1に送る。これにより、消耗電極15を保持する溶接トーチ14の、母材Wに対するロボット移動速度VRはv1となる。本参考例ではv1=0である。そのため、溶滴移行期間T1中、溶接トーチ14は、母材Wの面内方向において母材Wに対し停止している。同図(f)に示すように、時刻ta(1)において、動作制御回路21は溶滴移行開始信号Ssを、送給制御回路38と、出力回路31の電流切替回路313と、終了判断回路34の計測回路341と、に送る。送給制御回路38は溶滴移行開始信号Ssを受けると、送給速度Fwを速度fw1とするための送給速度制御信号Fcを送給機構161に送る。これにより、図5(e)に示すように、消耗電極15が、送給速度Fwを速度fw1で送給され始める。送給速度Fwは、溶接トーチ14から母材Wに向かう方向が正である。速度fw1は、たとえば、100〜300cm/minである。同図(h)に示すように、時刻ta(1)において、パルス生成指示信号PsがHighレベルに変化する。これにより、電流波形生成回路315は、単位パルス波形の溶接電流Iwを流すための電流設定信号Ir1を電流切替回路313に送る。また、同図(b)に示すように、電流切替回路313が溶滴移行開始信号Ssを受けると、電流切替回路313におけるスイッチSwはa側に接続する。そのため、時刻ta(1)から、同図(c)に示す単位パルス波形を有する溶接電流Iwが流れる。
【0054】
図5(c)に示すように、単位パルス波形の溶接電流Iwが流れる期間Tfは、増加期間Tuとピーク期間Tpと減少期間Tdとベース期間Tbとから構成されている。増加期間Tuにおいて、溶接電流Iwはピーク電流値ipにまで増加する。ピーク期間Tpの間、溶接電流Iwはピーク電流値ipで流れる。減少期間Tdにおいて、溶接電流Iwはピーク電流値ipからベース電流値ibにまで減少する。ベース期間Tbの間、溶接電流Iwはベース電流値ibで流れる。本参考例においては、溶接電圧Vwの時間平均値が予め設定された電圧値vr1となるように、ベース期間Tbの長さが調整される。これにより、アークa1の長さが適正値に保たれる。そして、溶接電流Iwが、絶対値の時間平均値が第1値ir1で流れることとなる。また、ピーク期間Tpにおいて、消耗電極15の先端にて成長した溶滴151が電磁的ピンチ力の影響を受ける。そして、溶滴151がピーク期間Tpもしくは減少期間Td中に、消耗電極15から離脱し、母材Wに落下する。このように、期間Tfの間に一個の溶滴151が母材Wへ移行する。
【0055】
図5(h)に示すように、時刻ta(2)において、再び、パルス生成指示信号PsがHighレベルに変化する。これにより、電流波形生成回路315は、単位パルス波形の溶接電流Iwを流すための電流設定信号Ir1を電流切替回路313に送る。また、同図(b)に示すように、電流切替回路313におけるスイッチSwはa側に接続している。そのため、時刻ta(2)から、同図(c)に示す単位パルス波形を有する溶接電流Iwが流れる。同様にして、時刻ta(3),ta(4)・・・ta(n)(nは整数)から、単位パルス波形を有する溶接電流Iwが流れる。すなわち、溶滴移行期間T1においては、単位パルス波形を複数回繰り返す形状のパルス電流が流れる。図6(a)に示すように、溶滴移行期間T1では、溶滴が母材Wへ移行し母材Wに溶融池881が形成される。
【0056】
溶滴移行期間T1中、パルス生成指示信号Psは終了判断回路34における計測回路341に送られる。また、上述のように、溶滴移行期間T1の開始時である時刻ta(1)において、溶滴移行開始信号Ssが計測回路341に送られる。計測回路341は、溶滴移行開始信号Ssを受けた時刻以降にパルス生成指示信号Psを受けた回数を計測する。これにより、計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測する。そして、比較回路342は、回数Nsが設定数Nbに達すると、終了指示信号Esを出力回路31における電流切替回路313と送給制御回路38と動作制御回路21とに送る。本参考例においては、比較回路342は、回数Nsが設定数Nbに達したと判断した時刻(時刻ta(n))から、期間Tf後の時刻(時刻ta(n+1))に、終了指示信号Esを送っている。比較回路342が終了指示信号Esを送る時刻は時刻ta(n+1)である必要はなく、時刻ta(n+1)より前であってもよい。たとえば、比較回路342が終了指示信号Esを送る時刻は、回数Nsが設定数Nbに達したと判断した時刻(時刻ta(n))から期間Ts後の時刻であってもよい。設定数Nbはたとえば15〜18である。
【0057】
<冷却期間T2>
冷却期間T2は、母材Wに形成された溶融池881を冷却するための期間である。時刻ta(n+1)にて電流切替回路313が終了指示信号Esを受けると、図4(b)、図5(b)に示すように、電流切替回路313におけるスイッチSwはb側に接続する。これにより、溶滴移行期間T1が終了し冷却期間T2が開始する。同図(c)に示すように、電流切替回路313におけるスイッチSwがb側に接続すると、時刻ta(n+1)から溶接電流Iwは絶対値の時間平均値が第2値ir2で流れる。本参考例では第2値ir2は直流である。第2値ir2は、第1値ir1より小さい。第2値ir2は、消耗電極15から母材Wに溶滴が移行しない程度の極めて小さい値であり、たとえば5〜20Aである。本参考例では冷却期間T2においてアークa1が発生している状態を継続している。そのため、次の溶滴移行期間T1を開始する際にアークa1を再発生させる必要がない。一方、図4(a)、図5(a)に示すように、時刻ta(n+1)において動作制御回路21は、終了指示信号Esを受けると、ロボット移動速度VRを速度v2とするための動作制御信号Msを溶接ロボット1に送る。これにより、消耗電極15を保持する溶接トーチ14は、母材Wの面内方向において、図6(b)、図7の溶接進行方向Drに沿って、母材Wに対し速度v2で移動し始める。速度v2は速度v1より大きい。速度v2は、たとえば、50〜150cm/minである。各冷却期間T2における溶接進行方向Drは互いに共通である。図4(e)に示すように、送給制御回路38は終了指示信号Esを受けると、送給速度Fwを速度fw2とするための送給速度制御信号Fcを送給機構161に送る。これにより、消耗電極15が、溶接トーチ14から母材Wに向かって速度fw2で送給され始める。速度fw2は、速度fw1より小さく、たとえば、70cm/minである。図6(c)に示すように、冷却期間T2にて、溶融池881は冷却されることにより固化し、平面視で円形状の溶接痕882が形成される(図7参照)。そして、溶接トーチ14が母材Wの所定の位置に到達すると、同図(d)に示すように再び溶滴移行期間T1を開始する。
【0058】
以上のように、溶滴移行期間T1と冷却期間T2とを繰り返すことにより溶接を行う。これにより、図7に示すように、円形状の複数の溶接痕882が溶接進行方向Drに沿って連なるうろこ状のビードが形成される。
【0059】
次に、本参考例の作用効果について説明する。
【0060】
本参考例においては、各溶滴移行期間T1におけるピーク期間Tpの回数Ns(溶接電流Iwの単位パルス波形の数)が設定数Nbに達したときに、当該溶滴移行期間T1を終了している。一つの単位パルス波形の溶接電流Iwが流れる期間Tfの間に、一つの溶滴151が消耗電極15から母材Wへと移行する。よって、各溶滴移行期間T1にて移行する溶滴151の数を均一にすることができる。また、各期間Tfにて移行する溶滴151の体積は略同一である。よって、各溶滴移行期間T1に母材Wに形成される各溶接痕882の大きさを均一にすることができる。したがって、本参考例によれば、幅の均一なきれいなビードを形成することができる。
【0061】
一般に、電圧周波数変換回路たる信号生成回路316が送るパルス生成指示信号Psの周期である期間Tfは、一定の値ではなく多少ばらつく。そのため、タイマ回路を用いて溶滴移行期間T1を一定の長さとなるように制御した場合、各溶滴移行期間T1における回数Nsが各溶滴移行期間T1ごとに、ばらつくおそれがある。各溶滴移行期間T1における回数Nsがばらつくと、各溶滴移行期間T1にて移行する溶滴151の数がばらつく。そうすると、各溶滴移行期間T1に母材Wに形成される各溶接痕882の大きさがばらつくため、幅の均一なきれいなビードを形成することができない。これに対し、本参考例によると、上述のように、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測することにより、当該溶滴移行期間T1を終了する。そのため、各溶滴移行期間T1における回数Nsがばらつくことがない。各溶滴移行期間T1における回数Nsがばらつかないと、上述のように、各溶滴移行期間T1に母材Wに形成される各溶接痕882の大きさを均一にすることができる。したがって、本参考例は、幅の均一なきれいなビードを形成するのに適する。
【0062】
次に、図8を用いて本発明の第2参考例について説明する。
【0063】
図8は、本参考例にかかるアーク溶接システムの内部構成を示す図である。
【0064】
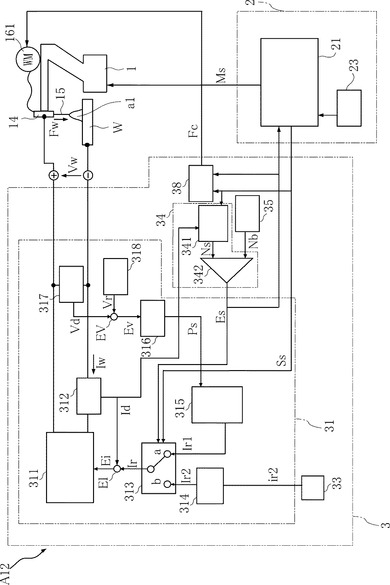
同図に示すアーク溶接システムA12は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。アーク溶接システムA12は、上述のアーク溶接システムA11に対し、計測回路341が回数Nsを計測する方法が異なり、その他の点は同様である。計測回路341が、ピーク期間Tpの回数Nsをパルス生成指示信号Psが生成された回数に基づき計測するのではなく、回数Nsを電流検出回路312に検出された溶接電流Iwの値に基づき計測する。そのため、本参考例においては、計測回路341に電流検出回路312から電流検出信号Idが送られる。計測回路341は、たとえば、溶接電流Iwの値があるしきい値を超えた回数を回数Nsとして採用する。
【0065】
本参考例によれば、第1参考例で述べたのと同様の理由により、幅の均一なきれいなビードを形成することができる。
【0066】
次に、図9〜図11を用いて本発明の第3参考例について説明する。
【0067】
図9は、本参考例にかかるアーク溶接システムの内部構成を示す図である。図10は、本参考例にかかる溶接方法における信号等のタイミングチャートである。図11は、図10の溶滴移行期間T1における各信号等の変化状態を詳細に示すタイミングチャートである。
【0068】
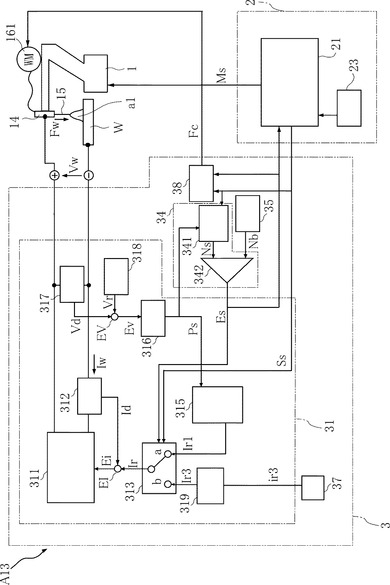
本参考例は、図10、図11に示すように、冷却期間T2中にアークa1を消弧させた状態で溶接トーチ14を母材Wに対し移動する点において、第1参考例と異なる。図9に示すアーク溶接システムA13は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。アーク溶接システムA13における溶接ロボット1およびロボット制御装置2は、第1参考例にかかるアーク溶接システムA11と同様であるから説明を省略する。溶接電源装置3は、出力回路31と、電流値記憶部37と、終了判断回路34と、設定数記憶部35と、送給制御回路38とを含む。溶接電源装置3の各構成は、出力回路31と電流値記憶部37とを除き、第1参考例における構成と略同様であるから、説明を省略する。
【0069】
電流値記憶部37は第3値ir3を記憶する。第3値ir3の値は、たとえば、ティーチペンダント23から入力され動作制御回路21を経由して、電流値記憶部37に記憶される。
【0070】
出力回路31は、電源回路311と、電流検出回路312と、電流誤差計算回路EIと、電流切替回路313と、電流制御回路319と、電流波形生成回路315と、信号生成回路316と、電圧検出回路317と、電圧誤差計算回路EVと、電圧制御回路318とを有する。出力回路31の各構成は、電流制御回路319を除き、第1参考例における構成と略同様であるから、説明を省略する。電流制御回路319は、後述のアーク発生期間T0に流す溶接電流Iwの値を設定するためのものである。電流制御回路319は、溶接電流Iwを第3値ir3で流すための電流設定信号Ir3を、電流切替回路313に送る。
【0071】
次に、図10、図11を更に用いて、アーク溶接システムA13を用いたアーク溶接方法について説明する。本参考例にかかる方法においては、アーク発生期間T0と溶滴移行期間T1と冷却期間T2とを繰り返す。
【0072】
<アーク発生期間T0(時刻tg1〜時刻ta(1))>
[時刻tg1〜時刻tg2]
時刻tg1にアーク発生期間T0が開始する。図11(e)に示すように、時刻tg1において、送給制御回路38は、送給速度制御信号Fcとして送給速度Fwを値fw3(スローダウン送給速度)とするものを、溶接ロボット1の送給機構161に送る。これにより、送給速度Fwを値fw3として消耗電極15が溶接トーチ14から送給される。なお、値fw3は、たとえば、100〜300cm/minである。時刻tg1においては、消耗電極15と母材Wとが離間しているため、同図(c)に示すように、時刻tg1からある程度の期間(本参考例では時刻tg1〜時刻tg2)の間は消耗電極15と母材Wとの間に溶接電流Iwが流れない。一方、同図(d)に示すように、時刻tg1から時刻tg2において、消耗電極15と母材Wとの間には溶接電圧Vwとして、たとえば、80V程度の無負荷電圧V0が印加される。電流制御回路319は、電流設定信号Ir3を電流切替回路313に送る。時刻tg1〜時刻ta(1)の間、電流切替回路313のスイッチはb側に接続している。そのため、時刻tg1〜時刻ta(1)の間、電流誤差計算回路EIには、電流切替回路313から、電流設定信号Irとして電流設定信号Ir3が送られる。
【0073】
なお、同図(a)に示すように、アーク発生期間T0においては、ロボット移動速度VRは0であり、溶接トーチ14は母材Wに沿って移動していない。
【0074】
[時刻tg2〜時刻tg3]
消耗電極15が溶接トーチ14から送給され母材Wに接近してゆき、時刻tg2において、消耗電極15と母材Wとが接触する。すると、図11(d)に示すように、消耗電極15と母材Wとの間に印加される溶接電圧Vwが急激に減少する。また、同図(c)に示すように、消耗電極15から母材Wへの溶接電流Iwの通電が開始する。上述のように、電流誤差計算回路EIには、電流切替回路313から、電流設定信号Irとして電流設定信号Ir3が送られる。そのため、溶接電流Iwの値は第3値ir3になるように、急激に増加する。
【0075】
[時刻tg3〜時刻tg4]
図11(c)に示すように、時刻tg3において、溶接電流Iwの値が第3値ir3に至る。そして、時刻tg3からしばらくの間は、溶接電流Iwは第3値ir3で流れる。時刻tg3からわずかな期間(本参考例では時刻tg3〜時刻tg4)の間は、消耗電極15と母材Wとが接触した状態が継続される。消耗電極15と母材Wとが接触している間、消耗電極15のうち母材Wに近接する部分は、ジュール熱により溶融する。
【0076】
[時刻tg4〜時刻ta(1)]
時刻tg4において、消耗電極15のうち母材Wに近接する部分が溶融して、消耗電極15と母材Wとの間にアークa1が発生する。図11(d)に示すように、時刻tg4の近傍において、消耗電極15と母材Wとの間に印加される溶接電圧Vwが、急激に増加する。時刻tg4〜時刻ta(1)においては、溶接電流Iwを第3値ir3のまま流し続ける。消耗電極15と母材Wとの離間距離を適切な長さとするためである。
【0077】
<溶滴移行期間T1(時刻ta(1)〜時刻ta(n+1))>
時刻ta(1)から溶滴移行期間T1が開始する。図10(f)、図11(f)に示すように、時刻ta(1)において、動作制御回路21は溶滴移行開始信号Ssを、送給制御回路38と、出力回路31の電流切替回路313と、終了判断回路34の計測回路341と、に送る。この後は、第1参考例の溶滴移行期間T1における工程と同様の工程が行われる。
【0078】
本参考例においても、溶滴移行期間T1中、パルス生成指示信号Psは終了判断回路34における計測回路341に送られる。また、上述のように、溶滴移行期間T1の開始時である時刻ta(1)において、溶滴移行開始信号Ssが計測回路341に送られる。計測回路341は、溶滴移行開始信号Ssを受けた時刻以降にパルス生成指示信号Psを受けた回数を計測する。これにより、計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測する。そして、比較回路342は、回数Nsが設定数Nbに達すると、終了指示信号Esを、電流切替回路313と送給制御回路38と動作制御回路21とに送る。また、終了指示信号Esは、電源回路31にも送られる(図示略)。
【0079】
<冷却期間T2>
冷却期間T2は、母材Wに形成された溶融池881を冷却するための期間である。図11(c)、図11(d)に示すように、時刻ta(n+1)にて電源回路311が終了指示信号Esを受けると、電源回路311は停止し、溶接電圧Vwおよび溶接電流Iwを0にする(溶接電流Iwを第2値ir2=0Aで流す)。このようにして、溶滴移行期間T1が終了し冷却期間T2が開始される。同図(e)に示すように、送給制御回路38は終了指示信号Esを受けると、送給速度Fwを0とするための送給速度制御信号Fcを送給機構161に送る。これにより、消耗電極15の送給が停止する。図10(a)、図11(a)に示すように、時刻ta(n+1)において動作制御回路21は、終了指示信号Esを受けると、ロボット移動速度VRを速度v2とするための動作制御信号Msを溶接ロボット1に送る。これにより、消耗電極15を保持する溶接トーチ14は、母材Wの面内方向において、溶接進行方向Dr(図6、図7参照)に沿って、母材Wに対し速度v2で移動し始める。冷却期間T2にて、溶融池881は冷却されることにより固化し、平面視で円形状の溶接痕882(図6、図7参照)が形成される。冷却期間T2を終えると、上述のアーク発生期間T0を開始しアークa1を再び発生させる。
【0080】
以上のように、本参考例では、アーク発生期間T0と溶滴移行期間T1と冷却期間T2とを繰り返すことにより溶接を行う。
【0081】
本参考例によれば、第1参考例で述べたのと同様の理由により、幅の均一なきれいなビードを形成することができる。
【0082】
次に、図12を用いて本発明の第4参考例について説明する。
【0083】
図12は、本参考例にかかるアーク溶接システムの内部構成を示す図である。
【0084】
同図に示すアーク溶接システムA14は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。アーク溶接システムA14は、上述のアーク溶接システムA13に対し、計測回路341が回数Nsを計測する方法が異なり、その他の点は同様である。計測回路341が、ピーク期間Tpの回数Nsをパルス生成指示信号Psが生成された回数に基づき計測するのではなく、回数Nsを電流検出回路312に検出された溶接電流Iwの値に基づき計測する。そのため、本参考例においては、計測回路341に電流検出回路312から電流検出信号Idが送られる。計測回路341は、たとえば、溶接電流Iwの値があるしきい値を超えた回数を回数Nsとして採用する。
【0085】
本参考例によれば、第3参考例で述べたのと同様の理由により、幅の均一なきれいなビードを形成することができる。
【0086】
次に、本発明の第1実施形態について説明する。
【0087】
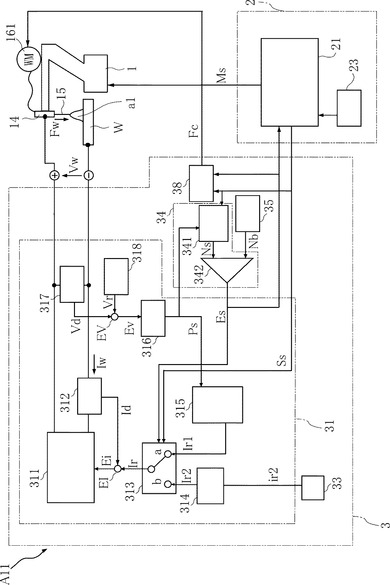
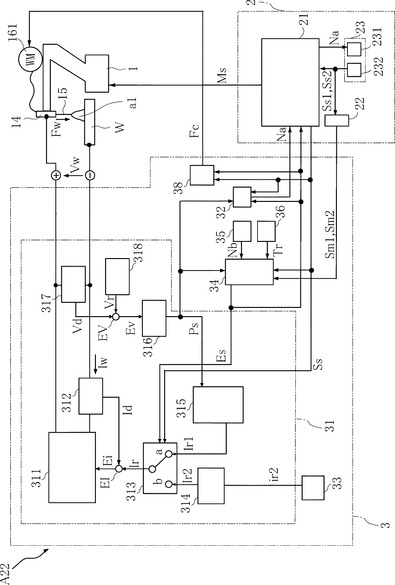
図13は、本発明の第1実施形態にかかるアーク溶接システムの内部構成を示す図である。
【0088】
同図に示すアーク溶接システムA21は、一つの溶滴移行期間T1にあるべきピーク期間Tpの回数(溶接電流Iwの単位パルスの数)を自動的に計算する機能を有している点において、上述のアーク溶接システムと主に異なる。以下、具体的に説明する。
【0089】
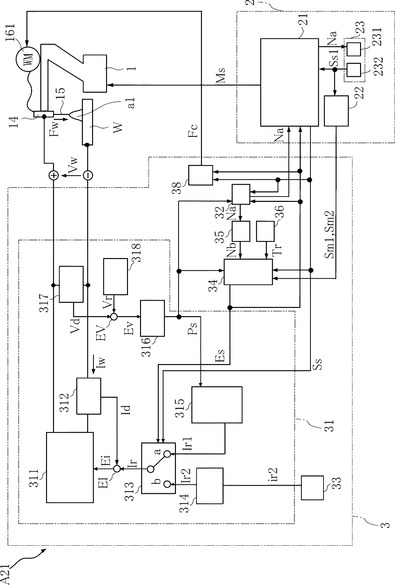
アーク溶接システムA21は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0090】
アーク溶接システムA21における溶接ロボット1は、アーク溶接システムA11における溶接ロボット1と同様であるから、説明を省略する。
【0091】
ロボット制御装置2は、動作制御回路21と、切替制御回路22と、ティーチペンダント23とを含む。
【0092】
ティーチペンダント23は、表示部231および操作部232を有する。表示部231は、たとえば、溶接を実行する際のパラメータ等を表示する。操作部232は、溶接を開始するための指示や溶接モードの変更をするための指示を、アーク溶接システムA21のユーザがアーク溶接システムA21に入力するためのものである。本実施形態において、操作部232からは本溶接開始指示信号Ss1が送られる。
【0093】
切替制御回路22は、後述の終了指示回路346のモードを制御するためのものである。切替制御回路22は、第1モード指示信号Sm1および第2モード指示信号Sm2を送る。後述するように、切替制御回路22から第1モード指示信号Sm1が送られると、溶滴移行期間T1の終了が、溶滴移行期間T1の長さに基づき決定される。一方、切替制御回路22から第2モード指示信号Sm2が送られると、溶滴移行期間T1の終了が、溶滴移行期間T1におけるピーク期間Tpの回数Ns(溶接電流Iwの単位パルス波形の数)に基づき決定される。切替制御回路22は、ロボット制御装置2の構成である必要はなく、溶接電源装置3の構成であってもよい。
【0094】
溶接電源装置3は、出力回路31と、パルス数計算回路32と、電流値記憶部33と、終了判断回路34と、設定数記憶部35と、設定時間記憶部36と、送給制御回路38と、含む。本実施形態の溶接電源装置3における、出力回路31、電流値記憶部33、および送給制御回路38の各構成は、アーク溶接システムA11におけるものとそれぞれ同様であるから、説明を省略する。以下では、パルス数計算回路32、終了判断回路34、設定数記憶部35、および、設定時間記憶部36について説明する。
【0095】
設定時間記憶部36は設定時間Trを記憶する。設定時間Trの値は、たとえば、ティーチペンダント23から入力され動作制御回路21を経由して、設定時間記憶部36に記憶される。
【0096】
パルス数計算回路32は、溶滴移行期間T1に含まれるべき単位パルス波形の個数を計算する。具体的には、パルス数計算回路32は、標準パルス数Naを計算する。標準パルス数Naは、設定時間Tr当たりのピーク期間Tpの回数である。本実施形態においては、パルス数計算回路32は、終了指示信号Esと、溶滴移行開始信号Ssと、パルス生成指示信号Psとを受ける。
【0097】
設定数記憶部35は設定数Nbを記憶する。本実施形態においては、設定数記憶部35は、パルス数計算回路32に接続しており、パルス数計算回路32から標準パルス数Naが送られる。設定数記憶部35は、設定数Nbとして、パルス数計算回路32によって求められた標準パルス数Naを記憶する。
【0098】
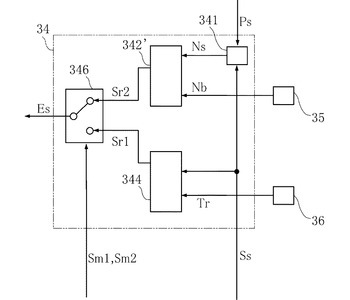
終了判断回路34は、溶滴移行期間T1を終了するか否かを判断するためのものである。図14に示すように、終了判断回路34は、計測回路341と、パルス数比較回路342’と、時間比較回路344と、終了指示回路346と、を有する。
【0099】
計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Ns(すなわち、各溶滴移行期間T1における溶接電流Iwの単位パルス波形の数)を計測するためのものである。本実施形態においては、計測回路341は、ピーク期間Tpの回数Nsを、パルス生成指示信号Psが生成された回数に基づき計測する。本実施形態では説明を省略するが、計測回路341は、アーク溶接システムA12に関して説明したように、電流検出回路312に検出された溶接電流Iwの値に基づき計測してもよい。
【0100】
パルス数比較回路342’は、溶滴移行期間T1におけるピーク期間Tpの回数Nsが、設定数記憶部35に記憶された設定数Nbに達すると、設定数到達信号Sr2を送る。本実施形態においては、設定数記憶部35には、設定数Nbとして標準パルス数Naが記憶される。設定数記憶部35に設定数Nbとして標準パルス数Naが記憶されている場合には、パルス数比較回路342’は、溶滴移行期間T1におけるピーク期間Tpの回数Nsが標準パルス数Naに達すると、設定数到達信号Sr2を送る。
【0101】
時間比較回路344は、溶滴移行期間T1の長さが、設定時間記憶部36に記憶された設定時間Trに達すると、設定時間到達信号Sr1を送る。本実施形態において時間比較回路344は溶滴移行開始信号Ssを受ける。時間比較回路344は、溶滴移行期間T1の長さを、溶滴移行開始信号Ssを受けた時刻からの経過時間を計測することにより求める。
【0102】
終了指示回路346は、溶滴移行期間T1の終了を溶滴移行期間T1の長さに基づき決定するのか、もしくは、溶滴移行期間T1の終了を溶滴移行期間T1におけるピーク期間Tpの回数Nsに基づき決定するのか、を切り替える。終了指示回路346は、設定時間到達信号Sr1と、設定数到達信号Sr2と、第1モード指示信号Sm1と、第2モード指示信号Sm2と、を受ける。終了指示回路346は、溶滴移行期間T1を終了すべきと判断すると、終了指示信号Esを、出力回路31(本実施形態では電流切替回路313)と動作制御回路21とパルス数計算回路32と送給制御回路38とに送る。
【0103】
終了指示回路346は、第1モードM1と第2モードM2とをとる。終了指示回路346は、第1モード指示信号Sm1を受けると第1モードM1となる。終了指示回路346は、第1モードM1の場合には設定時間到達信号Sr1を受けたときに終了指示信号Esを送る。一方、終了指示回路346は、第2モード指示信号Sm2を受けると、第2モードM2となる。終了指示回路346は、第2モードM2の場合には設定数到達信号Sr2を受けたときに終了指示信号Esを送る。
【0104】
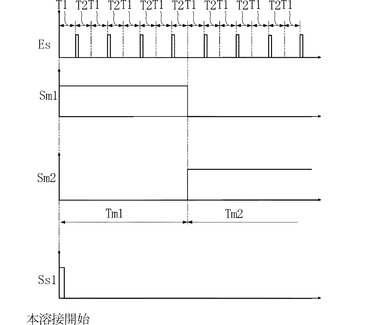
次に、図15を参照しつつ、アーク溶接システムA21を用いたアーク溶接方法について説明する。
【0105】
アーク溶接システムA21を用いたアーク溶接方法においても、アーク溶接システムA11を用いたアーク溶接方法と同様に、溶滴移行期間T1と冷却期間T2とを交互に繰り返す。アーク溶接システムA21を用いたアーク溶接方法は、溶接開始時点からある程度の期間、溶滴移行期間T1の終了を、溶滴移行期間T1の長さに基づき決定する点において、アーク溶接システムA11を用いたアーク溶接方法と異なる。
【0106】
<第1モード期間Tm1>
第1モード期間Tm1は、終了指示回路346が第1モードM1となっている期間である。まず、アーク溶接システムA21のユーザが、ティーチペンダント23における操作部232を操作することにより、本溶接開始指示信号Ss1が、操作部232から動作制御回路21および切替制御回路22に送られる。動作制御回路21は本溶接開始指示信号Ss1を受けると、微小なアーク発生期間(図15では図示略)を経た後に、溶滴移行開始信号Ssを出力回路31やパルス数計算回路32や終了判断回路34に送るなどして、溶滴移行期間T1が開始する。
【0107】
図15に示すように、切替制御回路22が本溶接開始指示信号Ss1を受けると、切替制御回路22は第1モード指示信号Sm1を、終了判断回路34における終了指示回路346に送る。終了指示回路346は、第1モード指示信号Sm1を受けると、第1モードM1となる。
【0108】
終了判断回路34における時間比較回路344は、溶滴移行開始信号Ss(図5参照)を受けた時刻からの経過時間を計測する。溶滴移行開始信号Ssを受けた時刻からの経過時間、すなわち溶滴移行期間T1の長さが設定時間Trに達すると、時間比較回路344は、設定時間到達信号Sr1を終了指示回路346に送る。
【0109】
上述のように終了指示回路346は、第1モードM1となっているので、設定時間到達信号Sr1を受けたときに終了指示信号Esを出力回路31(本実施形態では電流切替回路313)に送る。出力回路31が終了指示信号Esを受けると、アーク溶接システムA11に関して説明したのと同様に溶滴移行期間T1が終了し冷却期間T2が開始する。このように、第1モード期間Tm1中は、溶滴移行期間T1の終了が、溶滴移行期間T1の長さに基づき、決定される。すなわち第1モード期間Tm1では、時間制御工程が行われる。
【0110】
以上のように、溶滴移行期間T1および冷却期間T2が交互に繰り返される。
【0111】
<標準パルス数の計算>
第1モード期間Tm1中に、パルス数計算回路32は、設定時間Trに基づき標準パルス数Naを計算する。設定時間Trに基づき標準パルス数Naを求めるには、長さが設定時間Trである溶滴移行期間T1におけるピーク期間Tpの回数を用いるとよい。この場合の、パルス数計算回路32による標準パルス数Naを計算する方法の一例は、具体的には次のとおりである。
【0112】
各溶滴移行期間T1において、パルス数計算回路32は、溶滴移行開始信号Ss(図4、図5参照)を受けた時刻から終了指示信号Es(図4、図5参照)を受けた時刻までの間にパルス生成指示信号Psを受けた回数を計測する。これにより、パルス数計算回路32は、各溶滴移行期間T1におけるピーク期間Tpの回数Na(1),Na(2),・・・Na(m)(mは整数)をそれぞれ計測する。Na(m)は、溶接開始時から数えてm番目の溶滴移行期間T1のおけるピーク期間Tpの回数である。mの最大値はたとえば、3〜5程度である。
【0113】
次に、パルス数計算回路32は、各溶滴移行期間T1におけるピーク期間Tpの回数Na(1),Na(2),・・・Na(m)の平均値を求めることにより、標準パルス数Naを求める。すなわちパルス数計算回路32は、下記式に基づき、標準パルス数Naを求める。
Na=(Na(1)+Na(2)+・・・+Na(m))/m
パルス数計算回路32は、このようにして求めた標準パルス数Naを設定数記憶部35に送る。そして、設定数記憶部35は、標準パルス数Naを設定数Nbとして記憶する。
【0114】
設定時間Trに基づき標準パルス数Naを求めるには、長さが設定時間Trである溶滴移行期間T1におけるピーク期間Tpの回数を用いるのではなく、ある溶滴移行期間T1中の単位パルス波形の周期を用いてもよい。この場合の、パルス数計算回路32による標準パルス数Naを計算する方法の一例は、具体的には次のとおりである。
【0115】
ある溶滴移行期間T1において、パルス数計算回路32は、パルス生成指示信号Ps(図5参照)を受ける周期を計測する。これにより、ある溶滴移行期間T1における単位パルス波形の周期Ttp(1),Ttp(2),・・・Ttp(m)(mは整数)をそれぞれ計測する。Ttp(m)は、ある溶滴移行期間T1の開始時から数えてm番目の単位パルス波形の周期である。
【0116】
次に、パルス数計算回路32は、各単位パルス波形の周期Ttp(1),Ttp(2),・・・Ttp(m)の平均値によって、設定時間Trを割ることにより、標準パルス数Naを求める。すなわちパルス数計算回路32は、下記式に基づき、標準パルス数Naを求める。
Na=m×Tr/(Ttp(1)+Ttp(2)+・・・+Ttp(m))
パルス数計算回路32は、このようにして求めた標準パルス数Naを設定数記憶部35に送る。そして、設定数記憶部35は、標準パルス数Naを設定数Nbとして記憶する。
【0117】
<第1モード期間Tm1から第2モード期間Tm2への切替>
本実施形態では、パルス数計算回路32によって標準パルス数Naが求められたと、切替制御回路22が判断したときに、切替制御回路22は、終了指示回路346に第1モード指示信号Sm1を送っている状態から、終了指示回路346に第2モード指示信号Sm2を送っている状態に切り替える。これにより、終了指示回路346が、第1モードM1から第2モードM2に切り替わる。パルス数計算回路32によって標準パルス数Naが求められたと、切替制御回路22が判断するのは、たとえば、切替制御回路22が本溶接開始指示信号Ss1を受けた時から所定の回数(3、4回程度)の溶滴移行期間T1が経過した場合である。もしくは、パルス数計算回路32によって標準パルス数Naが求められたと、切替制御回路22が判断するのは、たとえば、切替制御回路22が本溶接開始指示信号Ss1を受けた時から所定の時間が経過した場合である。
【0118】
<第2モード期間Tm2>
第2モード期間Tm2は、終了指示回路346が第2モードM2となっている期間である。第2モード期間Tm2中、パルス生成指示信号Psは終了判断回路34における計測回路341に送られる。計測回路341は、溶滴移行開始信号Ssを受けた時刻以降にパルス生成指示信号Psを受けた回数を計測する。これにより、計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測する。そして、パルス数比較回路342’は、回数Nsが設定数Nb(すなわち標準パルス数Na)に達すると、設定数到達信号Sr2を終了指示回路346に送る。
【0119】
第2モード期間Tm2においては、終了指示回路346は、第2モードM2となっているので、設定数到達信号Sr2を受けたときに終了指示信号Esを出力回路31(本実施形態では電流切替回路313)に送る。出力回路31が終了指示信号Esを受けると、アーク溶接システムA11に関して説明したのと同様に溶滴移行期間T1が終了し冷却期間T2が開始する。このように、第2モード期間Tm2では、溶滴移行期間T1の終了が、溶滴移行期間T1におけるピーク期間Tpの回数(単位パルス波形の数)に基づき、決定される。すなわち、第2モード期間Tm2ではパルス数制御工程が行われる。
【0120】
以上のように、溶滴移行期間T1および冷却期間T2が交互に繰り返される。
【0121】
次に、本実施形態の作用効果について説明する。
【0122】
本実施形態によれば、アーク溶接システムA11に関して述べたのと同様の理由により、第2モード期間Tm2において幅の均一なきれいなビードを形成することができる。
【0123】
一般に、アーク溶接システムA21のユーザの中には、溶滴移行期間T1の長さについての知見は有しているものの、溶滴移行期間T1に含まれるピーク期間Tpの回数についての知見を有していない者がいる。溶滴移行期間T1に含まれるピーク期間Tpの回数(単位パルス波形の数)についての知見を有していないユーザにとっては、設定数Nbの値を設定することが非常に困難である。また、この場合、所望の設定数Nbがどの程度であるのかについて知るための溶接を、何度も行わなければならず、無駄にする母材が多く発生する可能性もある。
【0124】
本実施形態においては、パルス数計算回路32は、設定時間Trに基づき標準パルス数Naを計算する。標準パルス数Naは、設定時間Tr当たりのピーク期間Tpの回数(単位パルス波形の数)である。このような構成によると、アーク溶接システムA21のユーザが設定時間Trについての知見を有していれば、パルス数計算回路32は、当該ユーザが知見を有する設定時間Trに基づき、標準パルス数Naとして、設定時間Trに含まれるべきピーク期間Tpの回数を求めることができる。そのため、溶滴移行期間T1に含まれるピーク期間Tpの回数の関する知見を有していないユーザがアーク溶接システムA21を使用するときであっても、標準パルス数Naを利用して、適切な設定数Nbの値が決定される。よって、多くのユーザにとって使いやすいアーク溶接システムが、実現される。
【0125】
本実施形態においては、パルス数計算回路32は、標準パルス数Naを設定数記憶部35に送る。設定数記憶部35は、設定数Nbとして、パルス数計算回路32によって求められた標準パルス数Naを記憶する。このような構成によると、パルス数計算回路32によって求められた標準パルス数Naを、自動的に、設定数Nbとして設定数記憶部35に記憶することができる。そのため、設定数Nbをユーザが設定する必要がない。当該構成は、ユーザにとって使いやすい。
【0126】
本実施形態においては、切替制御回路22は、操作部232からの本溶接開始指示信号Ss1を受けたときに、第1モード指示信号Sm1を送る。また、切替制御回路22は、パルス数計算回路32によって標準パルス数Naが求められたと判断したときに、第2モード指示信号Sm2を送る。このような構成によると、本溶接開始時から、パルス数計算回路32によって標準パルス数Naが求められるまでの間(第1モード期間Tm1)は、多くのユーザが知見を有している溶滴移行期間T1の長さに基づき、溶滴移行期間T1が終了する。そのため、本溶接開始時から、パルス数計算回路32によって標準パルス数Naが求められるまでの間に形成される円形状の溶接痕が極端に大きくなったりもしくは極端に小さくなったりすることを、回避することができる。また、本実施形態においては、切替制御回路22は、パルス数計算回路32によって標準パルス数Naが求められたと判断したときに、第2モード指示信号Sm2を送る。そのため、ユーザが操作部232等を操作することなく自動的に、第2モード期間Tm2が開始される。よって、第2モード期間Tm2を滞りなくスムーズに開始できる。
【0127】
なお、第2モード期間Tm2中に、切替制御回路22は、溶滴移行期間T1の長さが所定の範囲外の値となった場合には、第2モード指示信号Sm2を送る状態から、第1モード指示信号Sm1を送る状態に切り替わってもよい。このような構成によると、溶滴移行期間T1の長さが極端に長くもしくは短くなった場合には、再び、溶滴移行期間T1の終了を溶滴移行期間T1の長さに基づき決定することができる。そして、新たな標準パルス数Naが計算されたのちに、切替制御回路22は、第2モード指示信号Sm2を送る状態に切り替わる構成とすればよい。なお、パルス計算回路32によって求められた標準パルス数Naを、ティーチペンダント23に表示してもよい。
【0128】
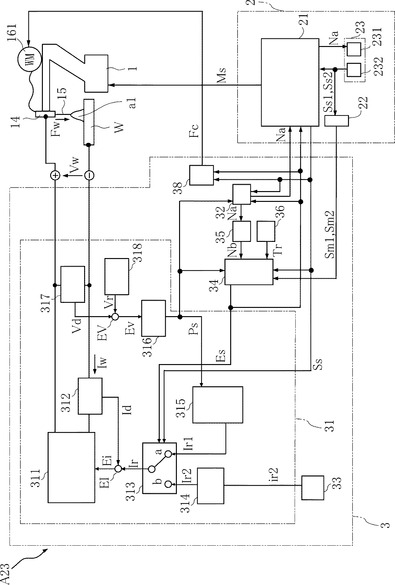
次に、本発明の第2実施形態について説明する。
【0129】
図16に示すアーク溶接システムA22は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0130】
アーク溶接システムA22における溶接ロボット1は、アーク溶接システムA11における溶接ロボット1と同様であるから、説明を省略する。
【0131】
ロボット制御装置2は、動作制御回路21と、切替制御回路22と、ティーチペンダント23とを含む。
【0132】
ティーチペンダント23は、表示部231および操作部232を有する。本実施形態においては、表示部231は、パルス数計算回路32によって求められた標準パルス数Naを表示する。本実施形態において、操作部232からは、本溶接開始指示信号Ss1および予備溶接開始指示信号Ss2が送られる。表示部231および操作部232は、その他の点については、アーク溶接システムA21に関して説明したのと同様である。
【0133】
切替制御回路22は、アーク溶接システムA21におけるものと略同様である。しかしながら、切替制御回路22が、第1モード指示信号Sm1および第2モード指示信号Sm2を送るプロセスが、アーク溶接システムA21の場合と異なる。
【0134】
溶接電源装置3は、アーク溶接システムA21におけるものと同様であるから、説明を省略する。なお、本実施形態では、パルス数計算回路32は、設定数記憶部35と接続していない。そのため、設定数記憶部35には、設定数Nbの値は、ティーチペンダント23から入力され、動作制御回路21を経由して記憶される。
【0135】
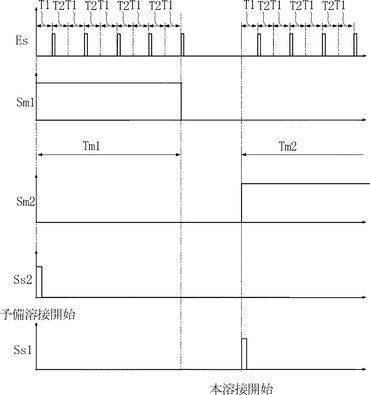
次に、図17を用いて、アーク溶接システムA22を用いたアーク溶接方法について説明する。
【0136】
<第1モード期間Tm1>
まず、アーク溶接システムA22のユーザが、ティーチペンダント23における操作部232を操作することにより、予備溶接開始指示信号Ss2が、操作部232から動作制御回路21および切替制御回路22に送られる。動作制御回路21は予備溶接開始指示信号Ss2を受けると、微小なアーク発生期間(図17では図示略)を経た後に、溶滴移行開始信号Ssを動作制御回路21が出力回路31やパルス数計算回路32や終了判断回路34等に送るなどして、溶滴移行期間T1が開始する。
【0137】
切替制御回路22が予備溶接開始指示信号Ss2を受けると、切替制御回路22は第1モード指示信号Sm1を、終了判断回路34における終了指示回路346に送る。終了指示回路346は、第1モード指示信号Sm1を受けると、第1モードM1となる。終了指示回路346が第1モードM1となる第1モード期間Tm1では、アーク溶接システムA21に関して説明したのと同様に、溶滴移行期間T1の終了が、溶滴移行期間T1の長さに基づき決定される。
【0138】
以上のように、溶滴移行期間T1および冷却期間T2が交互に繰り返される。
【0139】
<標準パルス数の計算>
本実施形態においても、第1モード期間Tm1中に、アーク溶接システムA21に関して説明したのと同様に、パルス数計算回路32は標準パルス数Naを計算する。標準パルス数Naの求め方は、上述のとおりであるから説明を省略する。本実施形態では、求められた標準パルス数Naは、表示部231に表示される。
【0140】
そして、標準パルス数Naが求められた後に、消耗電極15と母材Wとの間のアークを消弧し、当該母材Wの溶接を一旦終了する。このように第1モード期間Tm1が終了する。
【0141】
<第2モード期間Tm2>
次に、第1モード期間Tm1で用いた母材Wとは別の母材Wを新たに用意する。新たに用意する母材Wは、たとえば、第1モード期間Tm1で用いた母材Wと同じ材料よりなり、且つ、同じ厚さである。
【0142】
また、アーク溶接システムA22のユーザは、表示部231に表示された標準パルス数Naを、ティーチペンダント23に入力する。これにより、動作制御回路21等を経由して、設定数記憶部35に、設定数Nbとして標準パルス数Naが記憶される。
【0143】
<第2モード期間Tm2>
次に、アーク溶接システムA22のユーザが、ティーチペンダント23における操作部232を操作することにより、本溶接開始指示信号Ss1が、操作部232から動作制御回路21および切替制御回路22に送られる。動作制御回路21は本溶接開始指示信号Ss1を受けると、微小なアーク発生期間(図17では図示略)を経た後に、溶滴移行開始信号Ssを動作制御回路21が出力回路31やパルス数計算回路32や終了判断回路34等に送るなどして、溶滴移行期間T1が開始する。
【0144】
本実施形態では、切替制御回路22が本溶接開始指示信号Ss1を受けると、第2モード指示信号Sm2を、終了判断回路34における終了指示回路346に送る。終了指示回路346は、第2モード指示信号Sm2を受けると、第2モードM2となる。終了指示回路346が第2モードM2となる第2モード期間Tm2では、アーク溶接システムA21に関して説明したのと同様に、溶滴移行期間T1の終了が、溶滴移行期間T1におけるピーク期間Tpの回数Nsに基づき、決定される。
【0145】
次に、本実施形態の作用効果について説明する。
【0146】
本実施形態によれば、アーク溶接システムA11に関して述べたのと同様の理由により、第2モード期間Tm2において幅の均一なきれいなビードを形成することができる。
【0147】
本実施形態においては、パルス数計算回路32は、設定時間Trに基づき標準パルス数Naを計算する。標準パルス数Naは、設定時間Tr当たりのピーク期間Tpの回数(単位パルス波形の数)である。このような構成によると、アーク溶接システムA21のユーザが設定時間Trについての知見を有していれば、パルス数計算回路32は、当該ユーザが知見を有する設定時間Trに基づき、標準パルス数Naとして、設定時間Trに含まれるべきピーク期間Tpの回数を求めることができる。そのため、溶滴移行期間T1に含まれるピーク期間Tpの回数の関する知見を有していないユーザがアーク溶接システムA22を使用するときであっても、標準パルス数Naを利用して、適切な設定数Nbの値が決定される。よって、多くのユーザにとって使いやすいアーク溶接システムが、実現される。
【0148】
本実施形態においては、切替制御回路22は、操作部232からの予備溶接開始指示信号Ss2を受けたときに、第1モード指示信号Sm1を送り、操作部232からの本溶接開始指示信号Ss1を受けたときに、第2モード指示信号Sm2を送る。このような構成によると、第2モード期間Tm2が開始するのは、本溶接開始指示信号Ss1を切替制御回路22が受けたときである。そのため、第1モード期間Tm1において標準パルス数Naを求めた後に、第2モード期間Tm2において、第1モード期間Tm1にて用いた母材Wとは別の新たな母材Wに対し、溶接を行うことができる。よって、新たな母材Wに対する溶接をする最初の地点から、溶滴移行期間T1の終了を、標準パルス数Naに溶滴移行期間T1におけるピーク期間Tpの回数Nsが達しているか否かに基づき、決定することができる。したがって、新たな母材Wに形成されるビードの全体の幅を均一にすることができる。
【0149】
次に、本発明の第3実施形態について説明する。
【0150】
図18に示すアーク溶接システムA23は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0151】
本実施形態は、操作部232から本溶接開始指示信号Ss1に加え、予備溶接開始指示信号Ss2が送られる点において、アーク溶接システムA21と異なる。そして、切替制御回路22が、予備溶接不実施モードと予備溶接実施モードとをとる点においても、アーク溶接システムA21と異なる。アーク溶接システムA23によると、アーク溶接システムA21に関して説明したアーク溶接方法、および、アーク溶接システムA22に関して説明したアーク溶接方法、のいずれをも行うことができる。
【0152】
切替制御回路22が予備溶接不実施モードである場合には、アーク溶接システムA21の切替制御回路22におけるプロセスと同様のプロセスが実行される。すなわち、切替制御回路22は、予備溶接不実施モードである場合には、操作部232からの本溶接開始指示信号Ss1を受けたときに第1モード指示信号Sm1を送り、パルス数計算回路32によって標準パルス数Naが求められたと判断したときに、第2モード指示信号Sm2を送る。
【0153】
一方、切替制御回路22が予備溶接実施モードである場合には、アーク溶接システムA22の切替制御回路22におけるプロセスと同様のプロセスが実行される。すなわち、切替制御回路22が、予備溶接実施モードである場合には、操作部232からの予備溶接開始指示信号Ss2を受けたときに第1モード指示信号Sm1を送り、操作部232からの本溶接開始指示信号Ss1を受けたときに第2モード指示信号Sm2を送る。
【0154】
このような構成によると、アーク溶接システムA21における利点と、アーク溶接システムA22における利点のいずれをも享受することができる。
【0155】
アーク溶接システムA21,A22,A23を用いたアーク溶接方法においては、アーク溶接システムA13,A14に関して述べたような、冷却期間T2でアークa1を消弧する構成を採用してもよい。
【0156】
本発明の範囲は、上述した実施形態に限定されるものではない。本発明の各部の具体的な構成は、種々に設計変更自在である。信号生成回路として上記の説明では電圧周波数変換回路を挙げたが、信号生成回路は、積分回路と比較回路とを組み合わせた回路などであってもよい。上記の説明では単位パルス波形が直流である例を述べたが、EN期間を有する交流であってもよい。
【符号の説明】
【0157】
A11,A12,A13,A14,A21,A22,A23 アーク溶接システム
1 溶接ロボット
11 ベース部材
12 アーム
13 モータ
14 溶接トーチ
15 消耗電極
151 溶滴
16 ワイヤ送給装置
161 送給機構
19 コイルライナ
2 ロボット制御装置
21 動作制御回路
22 切替制御回路
23 ティーチペンダント
231 表示部
232 操作部
3 溶接電源装置
31 出力回路
311 電源回路
312 電流検出回路
313 電流切替回路
314 電流制御回路
315 電流波形生成回路
316 信号生成回路
317 電圧検出回路
318 電圧制御回路
319 電流制御回路
32 パルス数計算回路
33 電流値記憶部
34 終了判断回路
341 計測回路
342 比較回路
342’ パルス数比較回路
344 時間比較回路
346 終了指示回路
35 設定数記憶部
36 設定時間記憶部
37 電流値記憶部
38 送給制御回路
881 溶融池
882 溶接痕
Dr 溶接進行方向
EI 電流誤差計算回路
Ei 電流誤差信号
EV 電圧誤差計算回路
Ev 電圧誤差信号
Es 終了指示信号
Fc 送給速度制御信号
Fw 送給速度
IB ベース電流記憶部
ib ベース電流値
IBR 電流制御回路
ibr 電流設定信号
Id 電流検出信号
IP ピーク電流記憶部
ip ピーク電流値
IPR 電流制御回路
ipr 電流設定信号
Ir,Ir1,Ir2,Ir3 電流設定信号
ir1 第1値
ir2 第2値
Iw 溶接電流
M1 第1モード
M2 第2モード
Ms 動作制御信号
Na 標準パルス数
Nb 設定数
Ns 回数
Ps パルス生成指示信号
Sm1 第1モード指示信号
Sm2 第2モード指示信号
Sr1 設定時間到達信号
Sr2 設定数到達信号
Ss 溶滴移行開始信号
Ss1 本溶接開始指示信号
Ss2 予備溶接開始指示信号
SW 切替回路
T0 アーク発生期間
T1 溶滴移行期間
T2 冷却期間
Tm1 第1モード期間
Tm2 第2モード期間
TB ベース期間記憶部
TD 減少期間記憶部
Td 減少期間
TM タイマ回路
TP ピーク期間記憶部
Tp ピーク期間
Tr 設定時間
tss 期間信号
Ts 期間
TU 増加期間記憶部
Tu 増加期間
Vd 電圧検出信号
VR ロボット移動速度
Vr 電圧設定信号
Vw 溶接電圧
W 母材
【技術分野】
【0001】
本発明は、アーク溶接システムおよびアーク溶接方法に関する。
【背景技術】
【0002】
従来から、溶滴移行期間と冷却期間とを繰り返す溶接方法が知られている(たとえば特許文献1参照)。この溶接方法では、溶滴移行期間中に消耗電極から母材に溶滴を移行させる。溶滴移行期間中、消耗電極を保持する溶接トーチは母材に対し停止させる。これにより溶滴移行期間中に平面視にて円形状の溶融池が形成される。一方、冷却期間中は、消耗電極から母材に溶滴を移行しない程度のわずかな溶接電流を、消耗電極から母材に流す。また、冷却期間中に、母材のうち次の溶滴移行期間を開始する地点まで、上記溶接トーチを移動させる。冷却期間中に上記溶融池は凝固し溶接痕となる。以上のような溶滴移行期間と冷却期間とを繰り返す。これにより、円形状の溶接痕が一方向に連なったうろこ状のビードを形成する。
【0003】
従来の溶接方法においては、溶接ロボットもしくは溶接電源装置が、各溶滴移行期間の長さをある一定の長さとなるように制御している。このような方法では、各溶滴移行期間の長さは一定の長さとはなりにくく、ばらついてしまうことが多い。各溶滴移行期間の長さがばらつくと、円形状の溶接痕の大きさがばらついてしまう。そうすると、ビードの幅が不均一となり、ビードの外観の悪化を招いてしまう。なお、本願に関連する出願として特願2011−3014(本願出願時には公開されていない)がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11―267839号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記した事情のもとで考え出されたものであって、幅の均一なビードを形成できるアーク溶接システムおよびアーク溶接方法を提供することをその課題とする。
【課題を解決するための手段】
【0006】
本発明の第1の側面によると、消耗電極にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路を備え、上記パルス電流の波形は、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形を繰り返す形状である、アーク溶接システムであって、設定時間を記憶する設定時間記憶部と、設定数を記憶する設定数記憶部と、上記設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算するパルス数計算回路と、上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、終了指示信号を送る終了判断回路と、を備え、上記出力回路は、上記終了指示信号を受けたときに上記溶滴移行期間を終了する、アーク溶接システムが提供される。
【0007】
好ましくは、上記パルス数計算回路は、上記標準パルス数を上記設定数記憶部に送り、上記設定数記憶部は、上記パルス数計算回路によって求められた上記標準パルス数を上記設定数として記憶する。
【0008】
好ましくは、上記終了判断回路は、上記溶滴移行期間の長さが上記設定時間に達すると、設定時間到達信号を送る時間比較回路と、上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、設定数到達信号を送るパルス数比較回路と、終了指示切替回路と、を含み、上記終了指示切替回路は、第1モードの場合には上記設定時間到達信号を受けたときに上記終了指示信号を送り、第2モードの場合には上記設定数到達信号を受けたときに上記終了指示信号を送る。
【0009】
好ましくは、第1モード指示信号および第2モード指示信号を送る切替制御回路を更に備え、上記終了指示切替回路は、上記第1モード指示信号を受けると上記第1モードとなり、上記第2モード指示信号を受けると上記第2モードとなる。
【0010】
好ましくは、上記切替制御回路は、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路によって上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送る。
【0011】
好ましくは、上記切替制御回路は、操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る。
【0012】
好ましくは、上記切替制御回路は、予備溶接不実施モードの場合には、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路による上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送り、予備溶接実施モードの場合には、上記操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る。
【0013】
好ましくは、上記出力回路は、パルス生成指示信号を繰り返し生成する信号生成回路と、上記パルス生成指示信号を受けるごとに、上記単位パルス波形を生成する電流波形生成回路と、を含む。
【0014】
好ましくは、上記出力回路は、上記消耗電極と上記母材との間の平均電圧を検出する電圧検出回路と、電圧値を記憶する電圧値記憶部と、を含み、上記信号生成回路は、上記電圧検出回路に検出された平均電圧と上記電圧値記憶部に記憶された電圧値との差を、周波数に変換する。
【0015】
好ましくは、上記パルス数計算回路によって求められた上記標準パルス数を表示する表示部を更に備える。
【0016】
本発明の第2の側面によると、消耗電極から溶滴を移行させる溶滴移行期間と、上記溶滴移行期間の後に、母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返すアーク溶接方法であって、上記各溶滴移行期間中に、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形の電流を、上記消耗電極に繰り返し流す工程と、上記各冷却期間中に、溶接進行方向に、上記消耗電極を移動させる工程と、設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算する工程と、上記溶滴移行期間における上記ピーク期間の回数が設定数に達すると、当該溶滴移行期間を終了するパルス数制御工程と、を備える、アーク溶接方法が提供される。
【0017】
好ましくは、上記パルス数制御工程においては、上記設定数として、上記計算する工程において求められた上記標準パルス数を用いる。
【0018】
好ましくは、上記溶滴移行期間の長さが設定時間に達すると、当該溶滴移行期間を終了する時間制御工程を更に備える。
【0019】
好ましくは、上記時間制御工程は、操作部からの本溶接開始指示信号を切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記時間制御工程の後に行い、且つ、上記標準パルス数が求められたと上記切替制御回路が判断したときに、行われる。
【0020】
好ましくは、上記時間制御工程は、操作部からの予備溶接開始指示信号を上記切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記操作部からの本溶接開始指示信号を上記切替制御回路が受けたときに、行われる。
【0021】
このような構成によると、溶滴移行期間の終了を、溶滴移行期間における上記ピーク期間の回数に基づき、決定することができる。そのため、各溶滴移行期間において形成される円形状の溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することが可能となる。
【0022】
本発明のその他の特徴および利点は、添付図面を参照して以下に行う詳細な説明によって、より明らかとなろう。
【図面の簡単な説明】
【0023】
【図1】本発明の第1参考例にかかるアーク溶接システムの構成を示す図である。
【図2】図1に示すアーク溶接システムの内部構成を示す図である。
【図3】図2の電流波形生成回路の一例を示すブロック図である。
【図4】本発明の第1参考例にかかる溶接方法における信号等のタイミングチャートである。
【図5】図4に示すタイミングチャートを詳細に示す図である。
【図6】(a)は本発明の第1参考例にかかる溶接方法の溶滴移行期間中のアーク等の状態を示す図である。(b)は本発明の第1参考例にかかる溶接方法の冷却期間の開始時のアーク等の状態を示す図である。(c)は本発明の第1参考例にかかる溶接方法の冷却期間の終了時のアーク等の状態を示す図である。(d)は本発明の第1参考例にかかる溶接方法の溶滴移行期間の再開時のアーク等の状態を示す図である。
【図7】本発明の第1参考例にかかる溶接方法によって形成されるビードの形状を示す平面図である。
【図8】本発明の第2参考例にかかるアーク溶接システムの内部構成を示す図である。
【図9】本発明の第3参考例にかかるアーク溶接システムの内部構成を示す図である。
【図10】本発明の第3参考例にかかる溶接方法における信号等のタイミングチャートである。
【図11】図10に示すタイミングチャートを詳細に示す図である。
【図12】本発明の第4参考例にかかるアーク溶接システムの内部構成を示す図である。
【図13】本発明の第1実施形態にかかるアーク溶接システムの内部構成を示す図である。
【図14】図13に示す終了判断回路のブロック図である。
【図15】本発明の第1実施形態にかかる溶接方法における信号等のタイミングチャートである。
【図16】本発明の第2実施形態にかかるアーク溶接システムの内部構成を示す図である。
【図17】本発明の第2実施形態にかかる溶接方法における信号等のタイミングチャートである。
【図18】本発明の第3実施形態にかかるアーク溶接システムの内部構成を示す図である。
【発明を実施するための形態】
【0024】
以下、本発明の実施の形態につき、図面を参照して具体的に説明する。
【0025】
図1は、本発明の第1参考例にかかるアーク溶接システムの構成を示す図である。
【0026】
同図に示すアーク溶接システムA11は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。溶接ロボット1は、母材Wに対してアーク溶接を自動で行うものである。母材Wは、たとえば、厚さが1mmのアルミニウム合金である。溶接ロボット1は、ベース部材11と、複数のアーム12と、複数のモータ13と、溶接トーチ14と、ワイヤ送給装置16と、コイルライナ19とを含む。
【0027】
ベース部材11は、フロア等の適当な箇所に固定される。各アーム12は、ベース部材11に軸を介して連結されている。溶接トーチ14は、消耗電極15(溶接ワイヤ)を母材Wの近傍の所定の位置に導くものである。溶接トーチ14には、シールドガスノズル(図示略)が設けられている。シールドガスノズルは、アルゴンなどのシールドガスを供給するためのものである。モータ13は、移動機構であり、ロボット制御装置2により回転駆動する。この回転駆動により、各アーム12の移動が制御され、溶接トーチ14が上下前後左右に自在に移動できる。
【0028】
モータ13には、エンコーダ(図示略)が設けられている。エンコーダの出力は、ロボット制御装置2に送られる。ワイヤ送給装置16は、溶接ロボット1における上部に設けられている。ワイヤ送給装置16は、溶接トーチ14に消耗電極15を送り出すためのものである。ワイヤ送給装置16は、送給機構161(モータWM)と、ワイヤリール(図示略)と、ワイヤプッシュ装置(図示略)とを含む。送給機構161を駆動源として、上記ワイヤプッシュ装置が、上記ワイヤリールに巻かれた消耗電極15を溶接トーチ14へと送り出す。
【0029】
コイルライナ19は、その一端がワイヤ送給装置16に、その他端が溶接トーチ14に、それぞれ接続されている。コイルライナ19は、チューブ状を呈し、その内部には消耗電極15が挿通されている。コイルライナ19は、ワイヤ送給装置16から送り出された消耗電極15を、溶接トーチ14に導くものである。送り出された消耗電極15は、溶接トーチ14から突出する。
【0030】
図2は、図1に示したアーク溶接システムA11の内部構成を示す図である。
【0031】
ロボット制御装置2は、動作制御回路21と、ティーチペンダント23とを含む。ロボット制御装置2は、溶接ロボット1の動作を制御するためのものである。
【0032】
動作制御回路21は、図示しないマイクロコンピュータおよびメモリを有している。このメモリには、溶接ロボット1の各種の動作が設定された作業プログラムが記憶されている。動作制御回路21は、ロボット移動速度VRを設定する。ロボット移動速度VRは、母材Wの面内方向における、母材Wに対する溶接トーチ14の速度である。動作制御回路21は、上記作業プログラム、上記エンコーダからの座標情報、およびロボット移動速度VR等に基づき、溶接ロボット1に対して動作制御信号Msを送る。溶接ロボット1は動作制御信号Msを受け、各モータ13を回転駆動させる。各モータ13の回転駆動により、溶接トーチ14が、母材Wにおける所定の溶接開始位置に移動したり、母材Wの面内方向に沿って移動したりする。動作制御回路21は、溶滴移行開始信号Ssを送る。
【0033】
ティーチペンダント23は、動作制御回路21に接続されている。ティーチペンダント23は、溶接を実行する際のパラメータ等をアーク溶接システムA11のユーザが設定するためのものである。
【0034】
溶接電源装置3は、出力回路31と、電流値記憶部33と、終了判断回路34と、設定数記憶部35と、送給制御回路38とを含む。溶接電源装置3は、消耗電極15と母材Wとの間に、溶接電圧Vwを印加しつつ溶接電流Iwを流すための装置であるとともに、消耗電極15の送給を行うための装置である。
【0035】
電流値記憶部33は第2値ir2を記憶する。設定数記憶部35は設定数Nbを記憶する。第2値ir2および設定数Nbの各値は、たとえば、ティーチペンダント23から入力され動作制御回路21を経由して、各記憶部に記憶される。
【0036】
出力回路31は、電源回路311と、電流検出回路312と、電流誤差計算回路EIと、電流切替回路313と、電流制御回路314と、電流波形生成回路315と、信号生成回路316と、電圧検出回路317と、電圧誤差計算回路EVと、電圧制御回路318とを有する。出力回路31は、消耗電極15と母材Wとの間に指示された値で溶接電圧Vwを印加し、もしくは、消耗電極15から母材Wに指示された値で溶接電流Iwを流すためのものである。
【0037】
電源回路311は、たとえば3相200V等の商用電源を入力として、インバータ制御、サイリスタ位相制御等の出力制御を行い、溶接電圧Vwおよび溶接電流Iwを出力する。
【0038】
電流検出回路312は、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を検出するためのものである。電流検出回路312は、溶接電流Iwの値に対応する電流検出信号Idを送る。電流誤差計算回路EIは、実際に流れている溶接電流Iwの値と、設定された溶接電流の値との差ΔIwを計算するためのものである。電流誤差計算回路EIは、電流検出信号Idと、設定された溶接電流の値に対応する後述の電流設定信号Irとを受け、差ΔIwに対応する電流誤差信号Eiを電源回路311に送る。なお、電流誤差計算回路EIは、電流誤差信号Eiとして、差ΔIwを増幅した値に対応するものを送ってもよい。
【0039】
電圧検出回路317は、消耗電極15と母材Wとの間に印加される溶接電圧Vwの値を検出するためのものである。電圧検出回路317は、溶接電圧Vwの値に対応する電圧検出信号Vdを送る。本参考例においては、電圧検出回路317は、溶接電圧Vwの時間平均値に対応する電圧検出信号Vdを送る。電圧制御回路318は、消耗電極15と母材Wと間に印加する溶接電圧Vwの値を設定するためのものである。電圧制御回路318は、図示しない記憶部に記憶された設定電圧値に基づき、溶接電圧Vwの値を指示するための電圧設定信号Vrを送る。電圧誤差計算回路EVは、実際に印加されている溶接電圧Vwの値と、設定された溶接電圧の値との差ΔVwを計算するためのものである。電圧誤差計算回路EVは、電圧検出信号Vdと設定された溶接電圧の値に対応する電圧設定信号Vrとを受け、差ΔVwに対応する電圧誤差信号Evを送る。なお、電圧誤差計算回路EVは、電圧誤差信号Evとして、差ΔVwを増幅した値に対応するものを送ってもよい。
【0040】
信号生成回路316は、パルス生成指示信号Psを繰り返し発生させるためのものである。本参考例においては、信号生成回路316は電圧周波数変換回路である。そのため、信号生成回路316は、電圧誤差信号Evを受け、差ΔVwを差ΔVwに比例する周波数(1/Tf)に変換し、期間Tfごとに短期間の間Highレベルに変化するパルス生成指示信号Psを送る。なお、周波数(1/Tf)が差ΔVwに比例するため、期間Tfは一定の値ではなく多少ばらつく。
【0041】
電流波形生成回路315は、後述の溶滴移行期間T1における溶接電流Iwの波形を生成するためのものである。具体的には、電流波形生成回路315は、パルス生成指示信号Psを受けるごとに、単位パルス波形(図5(c)の期間Tfにおける溶接電流Iwの波形)を生成する。電流波形生成回路315は、生成した波形の電流に対応する電流設定信号Ir1を送る。
【0042】
図3は、電流波形生成回路315の一例を示すブロック図である。なお、同図に示す電流波形生成回路315のブロック図は、図5(c)に示す単位パルス波形を生成するためのものであり、単位パルス波形が図5(c)に示すものと異なれば、電流波形生成回路315のブロック図も図3とは異なるものとなる。
【0043】
同図に示すように、電流波形生成回路315は、タイマ回路TMと、切替回路SWと、電流制御回路IPR,IBRと、増加期間記憶部TUと、ピーク期間記憶部TPと、減少期間記憶部TDと、ピーク電流記憶部IPと、ベース電流記憶部IBとを有する。
【0044】
増加期間記憶部TUは増加期間Tuを記憶し、ピーク期間記憶部TPはピーク期間Tpを記憶し、減少期間記憶部TDは減少期間Tdを記憶し、ピーク電流記憶部IPはピーク電流値ipを記憶し、ベース電流記憶部IBはベース電流値ibを記憶する。
【0045】
タイマ回路TMは、パルス生成指示信号Psを受け、期間信号tssを送る。期間信号tssは、パルス生成指示信号PsがHighレベルに変化した時点から、予め設定した期間Ts(図5(c)参照)の間Highレベルになる。電流制御回路IPRは、期間信号tssを受け、電流設定信号iprを送る。電流制御回路IPRは、増加期間記憶部TUと、ピーク期間記憶部TPと、減少期間記憶部TDと、ピーク電流記憶部IPと接続している。電流制御回路IPRは、期間信号tssがHighレベルとなった時刻(図5ではta(1))から、溶接電流Iwが、図5に示す期間Tsにおける波形となるための電流設定信号iprを、生成する。電流制御回路IBRは、ベース電流記憶部IBに接続している。電流制御回路IBRは、溶接電流Iwがベース電流値ibとなるための電流設定信号ibrを生成する。
【0046】
切替回路SWは、期間信号tssと、電流設定信号ipr,ibrとを受け、電流設定信号Ir1を送る。期間信号tssがHighレベルの間は、切替回路SWは電流設定信号Ir1として、電流設定信号iprを電流切替回路313に送る。一方、期間信号tssがLowレベルの間は、切替回路SWは電流設定信号Ir1として、電流設定信号ibrを電流切替回路313に送る。以上のように、電流波形生成回路315は図5(c)に示す単位パルス波形を生成し、電流設定信号Ir1を送る。
【0047】
図2に示す電流制御回路314は、後述の冷却期間T2における、消耗電極15と母材Wとの間に流れる溶接電流Iwの値を設定するためのものである。電流制御回路314は、溶接電流Iwを第2値ir2で流すための電流設定信号Ir2を送る。
【0048】
電流切替回路313は、出力回路31の電源特性(定電圧特性もしくは定電流特性)を切り替えるものである。出力回路31の電源特性が定電圧特性である場合、溶接電圧Vwの値が設定された値となるように、出力回路31の出力が制御される。一方、出力回路31の電源特性が定電流特性である場合、溶接電流Iwの値が設定された値となるように、出力回路31の出力が制御される。より具体的には次のとおりである。電流切替回路313は、電流設定信号Ir1,Ir2と、後述の溶滴移行開始信号Ssと、後述の終了指示信号Esと、を受ける。電流切替回路313が溶滴移行開始信号Ssを受けると、電流切替回路313におけるスイッチは図2のa側に接続される。この場合、出力回路31の電源特性は定電圧特性である。すなわち、電流切替回路313は、電流設定信号Ir1を電流設定信号Irとして電流誤差計算回路EIに送り、溶接電圧Vwが電圧制御回路318によって設定された値となる。一方、電流切替回路313が終了指示信号Esを受けると、電流切替回路313におけるスイッチは図2のb側に接続される。この場合、出力回路31の電源特性は定電流特性である。すなわち、電流切替回路313は、電流設定信号Ir2を電流設定信号Irとして電流誤差計算回路EIに送り、溶接電流Iwが電流制御回路314によって設定された値となる。
【0049】
終了判断回路34は、溶滴移行期間T1を終了するか否かを判断するためのものである。終了判断回路34は、計測回路341と比較回路342とを有する。計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Ns(すなわち、各溶滴移行期間T1における溶接電流Iwの単位パルス波形の数)を計測するためのものである。本参考例においては、計測回路341は、ピーク期間Tpの回数Nsを、パルス生成指示信号Psが生成された回数に基づき計測する。比較回路342は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsが、設定数記憶部35に記憶された設定数Nbに達すると、終了指示信号Esを出力回路31(本参考例では電流切替回路313)と動作制御回路21とに送る。
【0050】
送給制御回路38は、溶接トーチ14から消耗電極15を送り出す速度(送給速度Fw)を制御するためのものである。送給制御回路38は、送給速度Fwを指示するための送給速度制御信号Fcを送給機構161に送る。
【0051】
次に、図4、図5を更に用いて、アーク溶接システムA11を用いたアーク溶接方法について説明する。図4は、アーク溶接システムA11を用いたアーク溶接方法における各信号等のタイミングチャートである。同図(a)はロボット移動速度VRの変化状態を示し、(b)は電流切替回路313におけるスイッチSwの接続状態(電源特性の変化状態)を示し、(c)は溶接電流Iwの変化状態を示し、(d)は溶接電圧Vwの変化状態を示し、(e)は送給速度Fwの変化状態を示し、(f)は溶滴移行開始信号Ssの変化状態を示し、(g)は終了指示信号Esの変化状態を示し、(h)はパルス生成指示信号Psの変化状態を示す。同図(b)にてHighレベルは、電流切替回路313のスイッチSwがa側に接続していることを示し、Lowレベルは、スイッチSwがb側に接続していることを示す。
【0052】
アーク溶接システムA11を用いたアーク溶接方法においては、溶滴移行期間T1と冷却期間T2とを交互に繰り返す。すなわち、溶滴移行期間T1および冷却期間T2をそれぞれ、複数回ずつ繰り返す。溶滴移行期間T1は、たとえば0.1〜0.5秒である。冷却期間T2は、たとえば0.1〜0.5秒である。図5は、図4の溶滴移行期間T1における各信号等の変化状態を詳細に示すタイミングチャートである。
【0053】
<溶滴移行期間T1(時刻ta(1)〜時刻ta(n+1))>
溶滴移行期間T1は、消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させるための期間である。図4(a)、図5(a)に示す時刻ta(1)において、動作制御回路21は、ロボット移動速度VRを速度v1とするための動作制御信号Msを溶接ロボット1に送る。これにより、消耗電極15を保持する溶接トーチ14の、母材Wに対するロボット移動速度VRはv1となる。本参考例ではv1=0である。そのため、溶滴移行期間T1中、溶接トーチ14は、母材Wの面内方向において母材Wに対し停止している。同図(f)に示すように、時刻ta(1)において、動作制御回路21は溶滴移行開始信号Ssを、送給制御回路38と、出力回路31の電流切替回路313と、終了判断回路34の計測回路341と、に送る。送給制御回路38は溶滴移行開始信号Ssを受けると、送給速度Fwを速度fw1とするための送給速度制御信号Fcを送給機構161に送る。これにより、図5(e)に示すように、消耗電極15が、送給速度Fwを速度fw1で送給され始める。送給速度Fwは、溶接トーチ14から母材Wに向かう方向が正である。速度fw1は、たとえば、100〜300cm/minである。同図(h)に示すように、時刻ta(1)において、パルス生成指示信号PsがHighレベルに変化する。これにより、電流波形生成回路315は、単位パルス波形の溶接電流Iwを流すための電流設定信号Ir1を電流切替回路313に送る。また、同図(b)に示すように、電流切替回路313が溶滴移行開始信号Ssを受けると、電流切替回路313におけるスイッチSwはa側に接続する。そのため、時刻ta(1)から、同図(c)に示す単位パルス波形を有する溶接電流Iwが流れる。
【0054】
図5(c)に示すように、単位パルス波形の溶接電流Iwが流れる期間Tfは、増加期間Tuとピーク期間Tpと減少期間Tdとベース期間Tbとから構成されている。増加期間Tuにおいて、溶接電流Iwはピーク電流値ipにまで増加する。ピーク期間Tpの間、溶接電流Iwはピーク電流値ipで流れる。減少期間Tdにおいて、溶接電流Iwはピーク電流値ipからベース電流値ibにまで減少する。ベース期間Tbの間、溶接電流Iwはベース電流値ibで流れる。本参考例においては、溶接電圧Vwの時間平均値が予め設定された電圧値vr1となるように、ベース期間Tbの長さが調整される。これにより、アークa1の長さが適正値に保たれる。そして、溶接電流Iwが、絶対値の時間平均値が第1値ir1で流れることとなる。また、ピーク期間Tpにおいて、消耗電極15の先端にて成長した溶滴151が電磁的ピンチ力の影響を受ける。そして、溶滴151がピーク期間Tpもしくは減少期間Td中に、消耗電極15から離脱し、母材Wに落下する。このように、期間Tfの間に一個の溶滴151が母材Wへ移行する。
【0055】
図5(h)に示すように、時刻ta(2)において、再び、パルス生成指示信号PsがHighレベルに変化する。これにより、電流波形生成回路315は、単位パルス波形の溶接電流Iwを流すための電流設定信号Ir1を電流切替回路313に送る。また、同図(b)に示すように、電流切替回路313におけるスイッチSwはa側に接続している。そのため、時刻ta(2)から、同図(c)に示す単位パルス波形を有する溶接電流Iwが流れる。同様にして、時刻ta(3),ta(4)・・・ta(n)(nは整数)から、単位パルス波形を有する溶接電流Iwが流れる。すなわち、溶滴移行期間T1においては、単位パルス波形を複数回繰り返す形状のパルス電流が流れる。図6(a)に示すように、溶滴移行期間T1では、溶滴が母材Wへ移行し母材Wに溶融池881が形成される。
【0056】
溶滴移行期間T1中、パルス生成指示信号Psは終了判断回路34における計測回路341に送られる。また、上述のように、溶滴移行期間T1の開始時である時刻ta(1)において、溶滴移行開始信号Ssが計測回路341に送られる。計測回路341は、溶滴移行開始信号Ssを受けた時刻以降にパルス生成指示信号Psを受けた回数を計測する。これにより、計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測する。そして、比較回路342は、回数Nsが設定数Nbに達すると、終了指示信号Esを出力回路31における電流切替回路313と送給制御回路38と動作制御回路21とに送る。本参考例においては、比較回路342は、回数Nsが設定数Nbに達したと判断した時刻(時刻ta(n))から、期間Tf後の時刻(時刻ta(n+1))に、終了指示信号Esを送っている。比較回路342が終了指示信号Esを送る時刻は時刻ta(n+1)である必要はなく、時刻ta(n+1)より前であってもよい。たとえば、比較回路342が終了指示信号Esを送る時刻は、回数Nsが設定数Nbに達したと判断した時刻(時刻ta(n))から期間Ts後の時刻であってもよい。設定数Nbはたとえば15〜18である。
【0057】
<冷却期間T2>
冷却期間T2は、母材Wに形成された溶融池881を冷却するための期間である。時刻ta(n+1)にて電流切替回路313が終了指示信号Esを受けると、図4(b)、図5(b)に示すように、電流切替回路313におけるスイッチSwはb側に接続する。これにより、溶滴移行期間T1が終了し冷却期間T2が開始する。同図(c)に示すように、電流切替回路313におけるスイッチSwがb側に接続すると、時刻ta(n+1)から溶接電流Iwは絶対値の時間平均値が第2値ir2で流れる。本参考例では第2値ir2は直流である。第2値ir2は、第1値ir1より小さい。第2値ir2は、消耗電極15から母材Wに溶滴が移行しない程度の極めて小さい値であり、たとえば5〜20Aである。本参考例では冷却期間T2においてアークa1が発生している状態を継続している。そのため、次の溶滴移行期間T1を開始する際にアークa1を再発生させる必要がない。一方、図4(a)、図5(a)に示すように、時刻ta(n+1)において動作制御回路21は、終了指示信号Esを受けると、ロボット移動速度VRを速度v2とするための動作制御信号Msを溶接ロボット1に送る。これにより、消耗電極15を保持する溶接トーチ14は、母材Wの面内方向において、図6(b)、図7の溶接進行方向Drに沿って、母材Wに対し速度v2で移動し始める。速度v2は速度v1より大きい。速度v2は、たとえば、50〜150cm/minである。各冷却期間T2における溶接進行方向Drは互いに共通である。図4(e)に示すように、送給制御回路38は終了指示信号Esを受けると、送給速度Fwを速度fw2とするための送給速度制御信号Fcを送給機構161に送る。これにより、消耗電極15が、溶接トーチ14から母材Wに向かって速度fw2で送給され始める。速度fw2は、速度fw1より小さく、たとえば、70cm/minである。図6(c)に示すように、冷却期間T2にて、溶融池881は冷却されることにより固化し、平面視で円形状の溶接痕882が形成される(図7参照)。そして、溶接トーチ14が母材Wの所定の位置に到達すると、同図(d)に示すように再び溶滴移行期間T1を開始する。
【0058】
以上のように、溶滴移行期間T1と冷却期間T2とを繰り返すことにより溶接を行う。これにより、図7に示すように、円形状の複数の溶接痕882が溶接進行方向Drに沿って連なるうろこ状のビードが形成される。
【0059】
次に、本参考例の作用効果について説明する。
【0060】
本参考例においては、各溶滴移行期間T1におけるピーク期間Tpの回数Ns(溶接電流Iwの単位パルス波形の数)が設定数Nbに達したときに、当該溶滴移行期間T1を終了している。一つの単位パルス波形の溶接電流Iwが流れる期間Tfの間に、一つの溶滴151が消耗電極15から母材Wへと移行する。よって、各溶滴移行期間T1にて移行する溶滴151の数を均一にすることができる。また、各期間Tfにて移行する溶滴151の体積は略同一である。よって、各溶滴移行期間T1に母材Wに形成される各溶接痕882の大きさを均一にすることができる。したがって、本参考例によれば、幅の均一なきれいなビードを形成することができる。
【0061】
一般に、電圧周波数変換回路たる信号生成回路316が送るパルス生成指示信号Psの周期である期間Tfは、一定の値ではなく多少ばらつく。そのため、タイマ回路を用いて溶滴移行期間T1を一定の長さとなるように制御した場合、各溶滴移行期間T1における回数Nsが各溶滴移行期間T1ごとに、ばらつくおそれがある。各溶滴移行期間T1における回数Nsがばらつくと、各溶滴移行期間T1にて移行する溶滴151の数がばらつく。そうすると、各溶滴移行期間T1に母材Wに形成される各溶接痕882の大きさがばらつくため、幅の均一なきれいなビードを形成することができない。これに対し、本参考例によると、上述のように、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測することにより、当該溶滴移行期間T1を終了する。そのため、各溶滴移行期間T1における回数Nsがばらつくことがない。各溶滴移行期間T1における回数Nsがばらつかないと、上述のように、各溶滴移行期間T1に母材Wに形成される各溶接痕882の大きさを均一にすることができる。したがって、本参考例は、幅の均一なきれいなビードを形成するのに適する。
【0062】
次に、図8を用いて本発明の第2参考例について説明する。
【0063】
図8は、本参考例にかかるアーク溶接システムの内部構成を示す図である。
【0064】
同図に示すアーク溶接システムA12は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。アーク溶接システムA12は、上述のアーク溶接システムA11に対し、計測回路341が回数Nsを計測する方法が異なり、その他の点は同様である。計測回路341が、ピーク期間Tpの回数Nsをパルス生成指示信号Psが生成された回数に基づき計測するのではなく、回数Nsを電流検出回路312に検出された溶接電流Iwの値に基づき計測する。そのため、本参考例においては、計測回路341に電流検出回路312から電流検出信号Idが送られる。計測回路341は、たとえば、溶接電流Iwの値があるしきい値を超えた回数を回数Nsとして採用する。
【0065】
本参考例によれば、第1参考例で述べたのと同様の理由により、幅の均一なきれいなビードを形成することができる。
【0066】
次に、図9〜図11を用いて本発明の第3参考例について説明する。
【0067】
図9は、本参考例にかかるアーク溶接システムの内部構成を示す図である。図10は、本参考例にかかる溶接方法における信号等のタイミングチャートである。図11は、図10の溶滴移行期間T1における各信号等の変化状態を詳細に示すタイミングチャートである。
【0068】
本参考例は、図10、図11に示すように、冷却期間T2中にアークa1を消弧させた状態で溶接トーチ14を母材Wに対し移動する点において、第1参考例と異なる。図9に示すアーク溶接システムA13は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。アーク溶接システムA13における溶接ロボット1およびロボット制御装置2は、第1参考例にかかるアーク溶接システムA11と同様であるから説明を省略する。溶接電源装置3は、出力回路31と、電流値記憶部37と、終了判断回路34と、設定数記憶部35と、送給制御回路38とを含む。溶接電源装置3の各構成は、出力回路31と電流値記憶部37とを除き、第1参考例における構成と略同様であるから、説明を省略する。
【0069】
電流値記憶部37は第3値ir3を記憶する。第3値ir3の値は、たとえば、ティーチペンダント23から入力され動作制御回路21を経由して、電流値記憶部37に記憶される。
【0070】
出力回路31は、電源回路311と、電流検出回路312と、電流誤差計算回路EIと、電流切替回路313と、電流制御回路319と、電流波形生成回路315と、信号生成回路316と、電圧検出回路317と、電圧誤差計算回路EVと、電圧制御回路318とを有する。出力回路31の各構成は、電流制御回路319を除き、第1参考例における構成と略同様であるから、説明を省略する。電流制御回路319は、後述のアーク発生期間T0に流す溶接電流Iwの値を設定するためのものである。電流制御回路319は、溶接電流Iwを第3値ir3で流すための電流設定信号Ir3を、電流切替回路313に送る。
【0071】
次に、図10、図11を更に用いて、アーク溶接システムA13を用いたアーク溶接方法について説明する。本参考例にかかる方法においては、アーク発生期間T0と溶滴移行期間T1と冷却期間T2とを繰り返す。
【0072】
<アーク発生期間T0(時刻tg1〜時刻ta(1))>
[時刻tg1〜時刻tg2]
時刻tg1にアーク発生期間T0が開始する。図11(e)に示すように、時刻tg1において、送給制御回路38は、送給速度制御信号Fcとして送給速度Fwを値fw3(スローダウン送給速度)とするものを、溶接ロボット1の送給機構161に送る。これにより、送給速度Fwを値fw3として消耗電極15が溶接トーチ14から送給される。なお、値fw3は、たとえば、100〜300cm/minである。時刻tg1においては、消耗電極15と母材Wとが離間しているため、同図(c)に示すように、時刻tg1からある程度の期間(本参考例では時刻tg1〜時刻tg2)の間は消耗電極15と母材Wとの間に溶接電流Iwが流れない。一方、同図(d)に示すように、時刻tg1から時刻tg2において、消耗電極15と母材Wとの間には溶接電圧Vwとして、たとえば、80V程度の無負荷電圧V0が印加される。電流制御回路319は、電流設定信号Ir3を電流切替回路313に送る。時刻tg1〜時刻ta(1)の間、電流切替回路313のスイッチはb側に接続している。そのため、時刻tg1〜時刻ta(1)の間、電流誤差計算回路EIには、電流切替回路313から、電流設定信号Irとして電流設定信号Ir3が送られる。
【0073】
なお、同図(a)に示すように、アーク発生期間T0においては、ロボット移動速度VRは0であり、溶接トーチ14は母材Wに沿って移動していない。
【0074】
[時刻tg2〜時刻tg3]
消耗電極15が溶接トーチ14から送給され母材Wに接近してゆき、時刻tg2において、消耗電極15と母材Wとが接触する。すると、図11(d)に示すように、消耗電極15と母材Wとの間に印加される溶接電圧Vwが急激に減少する。また、同図(c)に示すように、消耗電極15から母材Wへの溶接電流Iwの通電が開始する。上述のように、電流誤差計算回路EIには、電流切替回路313から、電流設定信号Irとして電流設定信号Ir3が送られる。そのため、溶接電流Iwの値は第3値ir3になるように、急激に増加する。
【0075】
[時刻tg3〜時刻tg4]
図11(c)に示すように、時刻tg3において、溶接電流Iwの値が第3値ir3に至る。そして、時刻tg3からしばらくの間は、溶接電流Iwは第3値ir3で流れる。時刻tg3からわずかな期間(本参考例では時刻tg3〜時刻tg4)の間は、消耗電極15と母材Wとが接触した状態が継続される。消耗電極15と母材Wとが接触している間、消耗電極15のうち母材Wに近接する部分は、ジュール熱により溶融する。
【0076】
[時刻tg4〜時刻ta(1)]
時刻tg4において、消耗電極15のうち母材Wに近接する部分が溶融して、消耗電極15と母材Wとの間にアークa1が発生する。図11(d)に示すように、時刻tg4の近傍において、消耗電極15と母材Wとの間に印加される溶接電圧Vwが、急激に増加する。時刻tg4〜時刻ta(1)においては、溶接電流Iwを第3値ir3のまま流し続ける。消耗電極15と母材Wとの離間距離を適切な長さとするためである。
【0077】
<溶滴移行期間T1(時刻ta(1)〜時刻ta(n+1))>
時刻ta(1)から溶滴移行期間T1が開始する。図10(f)、図11(f)に示すように、時刻ta(1)において、動作制御回路21は溶滴移行開始信号Ssを、送給制御回路38と、出力回路31の電流切替回路313と、終了判断回路34の計測回路341と、に送る。この後は、第1参考例の溶滴移行期間T1における工程と同様の工程が行われる。
【0078】
本参考例においても、溶滴移行期間T1中、パルス生成指示信号Psは終了判断回路34における計測回路341に送られる。また、上述のように、溶滴移行期間T1の開始時である時刻ta(1)において、溶滴移行開始信号Ssが計測回路341に送られる。計測回路341は、溶滴移行開始信号Ssを受けた時刻以降にパルス生成指示信号Psを受けた回数を計測する。これにより、計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測する。そして、比較回路342は、回数Nsが設定数Nbに達すると、終了指示信号Esを、電流切替回路313と送給制御回路38と動作制御回路21とに送る。また、終了指示信号Esは、電源回路31にも送られる(図示略)。
【0079】
<冷却期間T2>
冷却期間T2は、母材Wに形成された溶融池881を冷却するための期間である。図11(c)、図11(d)に示すように、時刻ta(n+1)にて電源回路311が終了指示信号Esを受けると、電源回路311は停止し、溶接電圧Vwおよび溶接電流Iwを0にする(溶接電流Iwを第2値ir2=0Aで流す)。このようにして、溶滴移行期間T1が終了し冷却期間T2が開始される。同図(e)に示すように、送給制御回路38は終了指示信号Esを受けると、送給速度Fwを0とするための送給速度制御信号Fcを送給機構161に送る。これにより、消耗電極15の送給が停止する。図10(a)、図11(a)に示すように、時刻ta(n+1)において動作制御回路21は、終了指示信号Esを受けると、ロボット移動速度VRを速度v2とするための動作制御信号Msを溶接ロボット1に送る。これにより、消耗電極15を保持する溶接トーチ14は、母材Wの面内方向において、溶接進行方向Dr(図6、図7参照)に沿って、母材Wに対し速度v2で移動し始める。冷却期間T2にて、溶融池881は冷却されることにより固化し、平面視で円形状の溶接痕882(図6、図7参照)が形成される。冷却期間T2を終えると、上述のアーク発生期間T0を開始しアークa1を再び発生させる。
【0080】
以上のように、本参考例では、アーク発生期間T0と溶滴移行期間T1と冷却期間T2とを繰り返すことにより溶接を行う。
【0081】
本参考例によれば、第1参考例で述べたのと同様の理由により、幅の均一なきれいなビードを形成することができる。
【0082】
次に、図12を用いて本発明の第4参考例について説明する。
【0083】
図12は、本参考例にかかるアーク溶接システムの内部構成を示す図である。
【0084】
同図に示すアーク溶接システムA14は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3とを備える。アーク溶接システムA14は、上述のアーク溶接システムA13に対し、計測回路341が回数Nsを計測する方法が異なり、その他の点は同様である。計測回路341が、ピーク期間Tpの回数Nsをパルス生成指示信号Psが生成された回数に基づき計測するのではなく、回数Nsを電流検出回路312に検出された溶接電流Iwの値に基づき計測する。そのため、本参考例においては、計測回路341に電流検出回路312から電流検出信号Idが送られる。計測回路341は、たとえば、溶接電流Iwの値があるしきい値を超えた回数を回数Nsとして採用する。
【0085】
本参考例によれば、第3参考例で述べたのと同様の理由により、幅の均一なきれいなビードを形成することができる。
【0086】
次に、本発明の第1実施形態について説明する。
【0087】
図13は、本発明の第1実施形態にかかるアーク溶接システムの内部構成を示す図である。
【0088】
同図に示すアーク溶接システムA21は、一つの溶滴移行期間T1にあるべきピーク期間Tpの回数(溶接電流Iwの単位パルスの数)を自動的に計算する機能を有している点において、上述のアーク溶接システムと主に異なる。以下、具体的に説明する。
【0089】
アーク溶接システムA21は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0090】
アーク溶接システムA21における溶接ロボット1は、アーク溶接システムA11における溶接ロボット1と同様であるから、説明を省略する。
【0091】
ロボット制御装置2は、動作制御回路21と、切替制御回路22と、ティーチペンダント23とを含む。
【0092】
ティーチペンダント23は、表示部231および操作部232を有する。表示部231は、たとえば、溶接を実行する際のパラメータ等を表示する。操作部232は、溶接を開始するための指示や溶接モードの変更をするための指示を、アーク溶接システムA21のユーザがアーク溶接システムA21に入力するためのものである。本実施形態において、操作部232からは本溶接開始指示信号Ss1が送られる。
【0093】
切替制御回路22は、後述の終了指示回路346のモードを制御するためのものである。切替制御回路22は、第1モード指示信号Sm1および第2モード指示信号Sm2を送る。後述するように、切替制御回路22から第1モード指示信号Sm1が送られると、溶滴移行期間T1の終了が、溶滴移行期間T1の長さに基づき決定される。一方、切替制御回路22から第2モード指示信号Sm2が送られると、溶滴移行期間T1の終了が、溶滴移行期間T1におけるピーク期間Tpの回数Ns(溶接電流Iwの単位パルス波形の数)に基づき決定される。切替制御回路22は、ロボット制御装置2の構成である必要はなく、溶接電源装置3の構成であってもよい。
【0094】
溶接電源装置3は、出力回路31と、パルス数計算回路32と、電流値記憶部33と、終了判断回路34と、設定数記憶部35と、設定時間記憶部36と、送給制御回路38と、含む。本実施形態の溶接電源装置3における、出力回路31、電流値記憶部33、および送給制御回路38の各構成は、アーク溶接システムA11におけるものとそれぞれ同様であるから、説明を省略する。以下では、パルス数計算回路32、終了判断回路34、設定数記憶部35、および、設定時間記憶部36について説明する。
【0095】
設定時間記憶部36は設定時間Trを記憶する。設定時間Trの値は、たとえば、ティーチペンダント23から入力され動作制御回路21を経由して、設定時間記憶部36に記憶される。
【0096】
パルス数計算回路32は、溶滴移行期間T1に含まれるべき単位パルス波形の個数を計算する。具体的には、パルス数計算回路32は、標準パルス数Naを計算する。標準パルス数Naは、設定時間Tr当たりのピーク期間Tpの回数である。本実施形態においては、パルス数計算回路32は、終了指示信号Esと、溶滴移行開始信号Ssと、パルス生成指示信号Psとを受ける。
【0097】
設定数記憶部35は設定数Nbを記憶する。本実施形態においては、設定数記憶部35は、パルス数計算回路32に接続しており、パルス数計算回路32から標準パルス数Naが送られる。設定数記憶部35は、設定数Nbとして、パルス数計算回路32によって求められた標準パルス数Naを記憶する。
【0098】
終了判断回路34は、溶滴移行期間T1を終了するか否かを判断するためのものである。図14に示すように、終了判断回路34は、計測回路341と、パルス数比較回路342’と、時間比較回路344と、終了指示回路346と、を有する。
【0099】
計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Ns(すなわち、各溶滴移行期間T1における溶接電流Iwの単位パルス波形の数)を計測するためのものである。本実施形態においては、計測回路341は、ピーク期間Tpの回数Nsを、パルス生成指示信号Psが生成された回数に基づき計測する。本実施形態では説明を省略するが、計測回路341は、アーク溶接システムA12に関して説明したように、電流検出回路312に検出された溶接電流Iwの値に基づき計測してもよい。
【0100】
パルス数比較回路342’は、溶滴移行期間T1におけるピーク期間Tpの回数Nsが、設定数記憶部35に記憶された設定数Nbに達すると、設定数到達信号Sr2を送る。本実施形態においては、設定数記憶部35には、設定数Nbとして標準パルス数Naが記憶される。設定数記憶部35に設定数Nbとして標準パルス数Naが記憶されている場合には、パルス数比較回路342’は、溶滴移行期間T1におけるピーク期間Tpの回数Nsが標準パルス数Naに達すると、設定数到達信号Sr2を送る。
【0101】
時間比較回路344は、溶滴移行期間T1の長さが、設定時間記憶部36に記憶された設定時間Trに達すると、設定時間到達信号Sr1を送る。本実施形態において時間比較回路344は溶滴移行開始信号Ssを受ける。時間比較回路344は、溶滴移行期間T1の長さを、溶滴移行開始信号Ssを受けた時刻からの経過時間を計測することにより求める。
【0102】
終了指示回路346は、溶滴移行期間T1の終了を溶滴移行期間T1の長さに基づき決定するのか、もしくは、溶滴移行期間T1の終了を溶滴移行期間T1におけるピーク期間Tpの回数Nsに基づき決定するのか、を切り替える。終了指示回路346は、設定時間到達信号Sr1と、設定数到達信号Sr2と、第1モード指示信号Sm1と、第2モード指示信号Sm2と、を受ける。終了指示回路346は、溶滴移行期間T1を終了すべきと判断すると、終了指示信号Esを、出力回路31(本実施形態では電流切替回路313)と動作制御回路21とパルス数計算回路32と送給制御回路38とに送る。
【0103】
終了指示回路346は、第1モードM1と第2モードM2とをとる。終了指示回路346は、第1モード指示信号Sm1を受けると第1モードM1となる。終了指示回路346は、第1モードM1の場合には設定時間到達信号Sr1を受けたときに終了指示信号Esを送る。一方、終了指示回路346は、第2モード指示信号Sm2を受けると、第2モードM2となる。終了指示回路346は、第2モードM2の場合には設定数到達信号Sr2を受けたときに終了指示信号Esを送る。
【0104】
次に、図15を参照しつつ、アーク溶接システムA21を用いたアーク溶接方法について説明する。
【0105】
アーク溶接システムA21を用いたアーク溶接方法においても、アーク溶接システムA11を用いたアーク溶接方法と同様に、溶滴移行期間T1と冷却期間T2とを交互に繰り返す。アーク溶接システムA21を用いたアーク溶接方法は、溶接開始時点からある程度の期間、溶滴移行期間T1の終了を、溶滴移行期間T1の長さに基づき決定する点において、アーク溶接システムA11を用いたアーク溶接方法と異なる。
【0106】
<第1モード期間Tm1>
第1モード期間Tm1は、終了指示回路346が第1モードM1となっている期間である。まず、アーク溶接システムA21のユーザが、ティーチペンダント23における操作部232を操作することにより、本溶接開始指示信号Ss1が、操作部232から動作制御回路21および切替制御回路22に送られる。動作制御回路21は本溶接開始指示信号Ss1を受けると、微小なアーク発生期間(図15では図示略)を経た後に、溶滴移行開始信号Ssを出力回路31やパルス数計算回路32や終了判断回路34に送るなどして、溶滴移行期間T1が開始する。
【0107】
図15に示すように、切替制御回路22が本溶接開始指示信号Ss1を受けると、切替制御回路22は第1モード指示信号Sm1を、終了判断回路34における終了指示回路346に送る。終了指示回路346は、第1モード指示信号Sm1を受けると、第1モードM1となる。
【0108】
終了判断回路34における時間比較回路344は、溶滴移行開始信号Ss(図5参照)を受けた時刻からの経過時間を計測する。溶滴移行開始信号Ssを受けた時刻からの経過時間、すなわち溶滴移行期間T1の長さが設定時間Trに達すると、時間比較回路344は、設定時間到達信号Sr1を終了指示回路346に送る。
【0109】
上述のように終了指示回路346は、第1モードM1となっているので、設定時間到達信号Sr1を受けたときに終了指示信号Esを出力回路31(本実施形態では電流切替回路313)に送る。出力回路31が終了指示信号Esを受けると、アーク溶接システムA11に関して説明したのと同様に溶滴移行期間T1が終了し冷却期間T2が開始する。このように、第1モード期間Tm1中は、溶滴移行期間T1の終了が、溶滴移行期間T1の長さに基づき、決定される。すなわち第1モード期間Tm1では、時間制御工程が行われる。
【0110】
以上のように、溶滴移行期間T1および冷却期間T2が交互に繰り返される。
【0111】
<標準パルス数の計算>
第1モード期間Tm1中に、パルス数計算回路32は、設定時間Trに基づき標準パルス数Naを計算する。設定時間Trに基づき標準パルス数Naを求めるには、長さが設定時間Trである溶滴移行期間T1におけるピーク期間Tpの回数を用いるとよい。この場合の、パルス数計算回路32による標準パルス数Naを計算する方法の一例は、具体的には次のとおりである。
【0112】
各溶滴移行期間T1において、パルス数計算回路32は、溶滴移行開始信号Ss(図4、図5参照)を受けた時刻から終了指示信号Es(図4、図5参照)を受けた時刻までの間にパルス生成指示信号Psを受けた回数を計測する。これにより、パルス数計算回路32は、各溶滴移行期間T1におけるピーク期間Tpの回数Na(1),Na(2),・・・Na(m)(mは整数)をそれぞれ計測する。Na(m)は、溶接開始時から数えてm番目の溶滴移行期間T1のおけるピーク期間Tpの回数である。mの最大値はたとえば、3〜5程度である。
【0113】
次に、パルス数計算回路32は、各溶滴移行期間T1におけるピーク期間Tpの回数Na(1),Na(2),・・・Na(m)の平均値を求めることにより、標準パルス数Naを求める。すなわちパルス数計算回路32は、下記式に基づき、標準パルス数Naを求める。
Na=(Na(1)+Na(2)+・・・+Na(m))/m
パルス数計算回路32は、このようにして求めた標準パルス数Naを設定数記憶部35に送る。そして、設定数記憶部35は、標準パルス数Naを設定数Nbとして記憶する。
【0114】
設定時間Trに基づき標準パルス数Naを求めるには、長さが設定時間Trである溶滴移行期間T1におけるピーク期間Tpの回数を用いるのではなく、ある溶滴移行期間T1中の単位パルス波形の周期を用いてもよい。この場合の、パルス数計算回路32による標準パルス数Naを計算する方法の一例は、具体的には次のとおりである。
【0115】
ある溶滴移行期間T1において、パルス数計算回路32は、パルス生成指示信号Ps(図5参照)を受ける周期を計測する。これにより、ある溶滴移行期間T1における単位パルス波形の周期Ttp(1),Ttp(2),・・・Ttp(m)(mは整数)をそれぞれ計測する。Ttp(m)は、ある溶滴移行期間T1の開始時から数えてm番目の単位パルス波形の周期である。
【0116】
次に、パルス数計算回路32は、各単位パルス波形の周期Ttp(1),Ttp(2),・・・Ttp(m)の平均値によって、設定時間Trを割ることにより、標準パルス数Naを求める。すなわちパルス数計算回路32は、下記式に基づき、標準パルス数Naを求める。
Na=m×Tr/(Ttp(1)+Ttp(2)+・・・+Ttp(m))
パルス数計算回路32は、このようにして求めた標準パルス数Naを設定数記憶部35に送る。そして、設定数記憶部35は、標準パルス数Naを設定数Nbとして記憶する。
【0117】
<第1モード期間Tm1から第2モード期間Tm2への切替>
本実施形態では、パルス数計算回路32によって標準パルス数Naが求められたと、切替制御回路22が判断したときに、切替制御回路22は、終了指示回路346に第1モード指示信号Sm1を送っている状態から、終了指示回路346に第2モード指示信号Sm2を送っている状態に切り替える。これにより、終了指示回路346が、第1モードM1から第2モードM2に切り替わる。パルス数計算回路32によって標準パルス数Naが求められたと、切替制御回路22が判断するのは、たとえば、切替制御回路22が本溶接開始指示信号Ss1を受けた時から所定の回数(3、4回程度)の溶滴移行期間T1が経過した場合である。もしくは、パルス数計算回路32によって標準パルス数Naが求められたと、切替制御回路22が判断するのは、たとえば、切替制御回路22が本溶接開始指示信号Ss1を受けた時から所定の時間が経過した場合である。
【0118】
<第2モード期間Tm2>
第2モード期間Tm2は、終了指示回路346が第2モードM2となっている期間である。第2モード期間Tm2中、パルス生成指示信号Psは終了判断回路34における計測回路341に送られる。計測回路341は、溶滴移行開始信号Ssを受けた時刻以降にパルス生成指示信号Psを受けた回数を計測する。これにより、計測回路341は、各溶滴移行期間T1におけるピーク期間Tpの回数Nsを計測する。そして、パルス数比較回路342’は、回数Nsが設定数Nb(すなわち標準パルス数Na)に達すると、設定数到達信号Sr2を終了指示回路346に送る。
【0119】
第2モード期間Tm2においては、終了指示回路346は、第2モードM2となっているので、設定数到達信号Sr2を受けたときに終了指示信号Esを出力回路31(本実施形態では電流切替回路313)に送る。出力回路31が終了指示信号Esを受けると、アーク溶接システムA11に関して説明したのと同様に溶滴移行期間T1が終了し冷却期間T2が開始する。このように、第2モード期間Tm2では、溶滴移行期間T1の終了が、溶滴移行期間T1におけるピーク期間Tpの回数(単位パルス波形の数)に基づき、決定される。すなわち、第2モード期間Tm2ではパルス数制御工程が行われる。
【0120】
以上のように、溶滴移行期間T1および冷却期間T2が交互に繰り返される。
【0121】
次に、本実施形態の作用効果について説明する。
【0122】
本実施形態によれば、アーク溶接システムA11に関して述べたのと同様の理由により、第2モード期間Tm2において幅の均一なきれいなビードを形成することができる。
【0123】
一般に、アーク溶接システムA21のユーザの中には、溶滴移行期間T1の長さについての知見は有しているものの、溶滴移行期間T1に含まれるピーク期間Tpの回数についての知見を有していない者がいる。溶滴移行期間T1に含まれるピーク期間Tpの回数(単位パルス波形の数)についての知見を有していないユーザにとっては、設定数Nbの値を設定することが非常に困難である。また、この場合、所望の設定数Nbがどの程度であるのかについて知るための溶接を、何度も行わなければならず、無駄にする母材が多く発生する可能性もある。
【0124】
本実施形態においては、パルス数計算回路32は、設定時間Trに基づき標準パルス数Naを計算する。標準パルス数Naは、設定時間Tr当たりのピーク期間Tpの回数(単位パルス波形の数)である。このような構成によると、アーク溶接システムA21のユーザが設定時間Trについての知見を有していれば、パルス数計算回路32は、当該ユーザが知見を有する設定時間Trに基づき、標準パルス数Naとして、設定時間Trに含まれるべきピーク期間Tpの回数を求めることができる。そのため、溶滴移行期間T1に含まれるピーク期間Tpの回数の関する知見を有していないユーザがアーク溶接システムA21を使用するときであっても、標準パルス数Naを利用して、適切な設定数Nbの値が決定される。よって、多くのユーザにとって使いやすいアーク溶接システムが、実現される。
【0125】
本実施形態においては、パルス数計算回路32は、標準パルス数Naを設定数記憶部35に送る。設定数記憶部35は、設定数Nbとして、パルス数計算回路32によって求められた標準パルス数Naを記憶する。このような構成によると、パルス数計算回路32によって求められた標準パルス数Naを、自動的に、設定数Nbとして設定数記憶部35に記憶することができる。そのため、設定数Nbをユーザが設定する必要がない。当該構成は、ユーザにとって使いやすい。
【0126】
本実施形態においては、切替制御回路22は、操作部232からの本溶接開始指示信号Ss1を受けたときに、第1モード指示信号Sm1を送る。また、切替制御回路22は、パルス数計算回路32によって標準パルス数Naが求められたと判断したときに、第2モード指示信号Sm2を送る。このような構成によると、本溶接開始時から、パルス数計算回路32によって標準パルス数Naが求められるまでの間(第1モード期間Tm1)は、多くのユーザが知見を有している溶滴移行期間T1の長さに基づき、溶滴移行期間T1が終了する。そのため、本溶接開始時から、パルス数計算回路32によって標準パルス数Naが求められるまでの間に形成される円形状の溶接痕が極端に大きくなったりもしくは極端に小さくなったりすることを、回避することができる。また、本実施形態においては、切替制御回路22は、パルス数計算回路32によって標準パルス数Naが求められたと判断したときに、第2モード指示信号Sm2を送る。そのため、ユーザが操作部232等を操作することなく自動的に、第2モード期間Tm2が開始される。よって、第2モード期間Tm2を滞りなくスムーズに開始できる。
【0127】
なお、第2モード期間Tm2中に、切替制御回路22は、溶滴移行期間T1の長さが所定の範囲外の値となった場合には、第2モード指示信号Sm2を送る状態から、第1モード指示信号Sm1を送る状態に切り替わってもよい。このような構成によると、溶滴移行期間T1の長さが極端に長くもしくは短くなった場合には、再び、溶滴移行期間T1の終了を溶滴移行期間T1の長さに基づき決定することができる。そして、新たな標準パルス数Naが計算されたのちに、切替制御回路22は、第2モード指示信号Sm2を送る状態に切り替わる構成とすればよい。なお、パルス計算回路32によって求められた標準パルス数Naを、ティーチペンダント23に表示してもよい。
【0128】
次に、本発明の第2実施形態について説明する。
【0129】
図16に示すアーク溶接システムA22は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0130】
アーク溶接システムA22における溶接ロボット1は、アーク溶接システムA11における溶接ロボット1と同様であるから、説明を省略する。
【0131】
ロボット制御装置2は、動作制御回路21と、切替制御回路22と、ティーチペンダント23とを含む。
【0132】
ティーチペンダント23は、表示部231および操作部232を有する。本実施形態においては、表示部231は、パルス数計算回路32によって求められた標準パルス数Naを表示する。本実施形態において、操作部232からは、本溶接開始指示信号Ss1および予備溶接開始指示信号Ss2が送られる。表示部231および操作部232は、その他の点については、アーク溶接システムA21に関して説明したのと同様である。
【0133】
切替制御回路22は、アーク溶接システムA21におけるものと略同様である。しかしながら、切替制御回路22が、第1モード指示信号Sm1および第2モード指示信号Sm2を送るプロセスが、アーク溶接システムA21の場合と異なる。
【0134】
溶接電源装置3は、アーク溶接システムA21におけるものと同様であるから、説明を省略する。なお、本実施形態では、パルス数計算回路32は、設定数記憶部35と接続していない。そのため、設定数記憶部35には、設定数Nbの値は、ティーチペンダント23から入力され、動作制御回路21を経由して記憶される。
【0135】
次に、図17を用いて、アーク溶接システムA22を用いたアーク溶接方法について説明する。
【0136】
<第1モード期間Tm1>
まず、アーク溶接システムA22のユーザが、ティーチペンダント23における操作部232を操作することにより、予備溶接開始指示信号Ss2が、操作部232から動作制御回路21および切替制御回路22に送られる。動作制御回路21は予備溶接開始指示信号Ss2を受けると、微小なアーク発生期間(図17では図示略)を経た後に、溶滴移行開始信号Ssを動作制御回路21が出力回路31やパルス数計算回路32や終了判断回路34等に送るなどして、溶滴移行期間T1が開始する。
【0137】
切替制御回路22が予備溶接開始指示信号Ss2を受けると、切替制御回路22は第1モード指示信号Sm1を、終了判断回路34における終了指示回路346に送る。終了指示回路346は、第1モード指示信号Sm1を受けると、第1モードM1となる。終了指示回路346が第1モードM1となる第1モード期間Tm1では、アーク溶接システムA21に関して説明したのと同様に、溶滴移行期間T1の終了が、溶滴移行期間T1の長さに基づき決定される。
【0138】
以上のように、溶滴移行期間T1および冷却期間T2が交互に繰り返される。
【0139】
<標準パルス数の計算>
本実施形態においても、第1モード期間Tm1中に、アーク溶接システムA21に関して説明したのと同様に、パルス数計算回路32は標準パルス数Naを計算する。標準パルス数Naの求め方は、上述のとおりであるから説明を省略する。本実施形態では、求められた標準パルス数Naは、表示部231に表示される。
【0140】
そして、標準パルス数Naが求められた後に、消耗電極15と母材Wとの間のアークを消弧し、当該母材Wの溶接を一旦終了する。このように第1モード期間Tm1が終了する。
【0141】
<第2モード期間Tm2>
次に、第1モード期間Tm1で用いた母材Wとは別の母材Wを新たに用意する。新たに用意する母材Wは、たとえば、第1モード期間Tm1で用いた母材Wと同じ材料よりなり、且つ、同じ厚さである。
【0142】
また、アーク溶接システムA22のユーザは、表示部231に表示された標準パルス数Naを、ティーチペンダント23に入力する。これにより、動作制御回路21等を経由して、設定数記憶部35に、設定数Nbとして標準パルス数Naが記憶される。
【0143】
<第2モード期間Tm2>
次に、アーク溶接システムA22のユーザが、ティーチペンダント23における操作部232を操作することにより、本溶接開始指示信号Ss1が、操作部232から動作制御回路21および切替制御回路22に送られる。動作制御回路21は本溶接開始指示信号Ss1を受けると、微小なアーク発生期間(図17では図示略)を経た後に、溶滴移行開始信号Ssを動作制御回路21が出力回路31やパルス数計算回路32や終了判断回路34等に送るなどして、溶滴移行期間T1が開始する。
【0144】
本実施形態では、切替制御回路22が本溶接開始指示信号Ss1を受けると、第2モード指示信号Sm2を、終了判断回路34における終了指示回路346に送る。終了指示回路346は、第2モード指示信号Sm2を受けると、第2モードM2となる。終了指示回路346が第2モードM2となる第2モード期間Tm2では、アーク溶接システムA21に関して説明したのと同様に、溶滴移行期間T1の終了が、溶滴移行期間T1におけるピーク期間Tpの回数Nsに基づき、決定される。
【0145】
次に、本実施形態の作用効果について説明する。
【0146】
本実施形態によれば、アーク溶接システムA11に関して述べたのと同様の理由により、第2モード期間Tm2において幅の均一なきれいなビードを形成することができる。
【0147】
本実施形態においては、パルス数計算回路32は、設定時間Trに基づき標準パルス数Naを計算する。標準パルス数Naは、設定時間Tr当たりのピーク期間Tpの回数(単位パルス波形の数)である。このような構成によると、アーク溶接システムA21のユーザが設定時間Trについての知見を有していれば、パルス数計算回路32は、当該ユーザが知見を有する設定時間Trに基づき、標準パルス数Naとして、設定時間Trに含まれるべきピーク期間Tpの回数を求めることができる。そのため、溶滴移行期間T1に含まれるピーク期間Tpの回数の関する知見を有していないユーザがアーク溶接システムA22を使用するときであっても、標準パルス数Naを利用して、適切な設定数Nbの値が決定される。よって、多くのユーザにとって使いやすいアーク溶接システムが、実現される。
【0148】
本実施形態においては、切替制御回路22は、操作部232からの予備溶接開始指示信号Ss2を受けたときに、第1モード指示信号Sm1を送り、操作部232からの本溶接開始指示信号Ss1を受けたときに、第2モード指示信号Sm2を送る。このような構成によると、第2モード期間Tm2が開始するのは、本溶接開始指示信号Ss1を切替制御回路22が受けたときである。そのため、第1モード期間Tm1において標準パルス数Naを求めた後に、第2モード期間Tm2において、第1モード期間Tm1にて用いた母材Wとは別の新たな母材Wに対し、溶接を行うことができる。よって、新たな母材Wに対する溶接をする最初の地点から、溶滴移行期間T1の終了を、標準パルス数Naに溶滴移行期間T1におけるピーク期間Tpの回数Nsが達しているか否かに基づき、決定することができる。したがって、新たな母材Wに形成されるビードの全体の幅を均一にすることができる。
【0149】
次に、本発明の第3実施形態について説明する。
【0150】
図18に示すアーク溶接システムA23は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0151】
本実施形態は、操作部232から本溶接開始指示信号Ss1に加え、予備溶接開始指示信号Ss2が送られる点において、アーク溶接システムA21と異なる。そして、切替制御回路22が、予備溶接不実施モードと予備溶接実施モードとをとる点においても、アーク溶接システムA21と異なる。アーク溶接システムA23によると、アーク溶接システムA21に関して説明したアーク溶接方法、および、アーク溶接システムA22に関して説明したアーク溶接方法、のいずれをも行うことができる。
【0152】
切替制御回路22が予備溶接不実施モードである場合には、アーク溶接システムA21の切替制御回路22におけるプロセスと同様のプロセスが実行される。すなわち、切替制御回路22は、予備溶接不実施モードである場合には、操作部232からの本溶接開始指示信号Ss1を受けたときに第1モード指示信号Sm1を送り、パルス数計算回路32によって標準パルス数Naが求められたと判断したときに、第2モード指示信号Sm2を送る。
【0153】
一方、切替制御回路22が予備溶接実施モードである場合には、アーク溶接システムA22の切替制御回路22におけるプロセスと同様のプロセスが実行される。すなわち、切替制御回路22が、予備溶接実施モードである場合には、操作部232からの予備溶接開始指示信号Ss2を受けたときに第1モード指示信号Sm1を送り、操作部232からの本溶接開始指示信号Ss1を受けたときに第2モード指示信号Sm2を送る。
【0154】
このような構成によると、アーク溶接システムA21における利点と、アーク溶接システムA22における利点のいずれをも享受することができる。
【0155】
アーク溶接システムA21,A22,A23を用いたアーク溶接方法においては、アーク溶接システムA13,A14に関して述べたような、冷却期間T2でアークa1を消弧する構成を採用してもよい。
【0156】
本発明の範囲は、上述した実施形態に限定されるものではない。本発明の各部の具体的な構成は、種々に設計変更自在である。信号生成回路として上記の説明では電圧周波数変換回路を挙げたが、信号生成回路は、積分回路と比較回路とを組み合わせた回路などであってもよい。上記の説明では単位パルス波形が直流である例を述べたが、EN期間を有する交流であってもよい。
【符号の説明】
【0157】
A11,A12,A13,A14,A21,A22,A23 アーク溶接システム
1 溶接ロボット
11 ベース部材
12 アーム
13 モータ
14 溶接トーチ
15 消耗電極
151 溶滴
16 ワイヤ送給装置
161 送給機構
19 コイルライナ
2 ロボット制御装置
21 動作制御回路
22 切替制御回路
23 ティーチペンダント
231 表示部
232 操作部
3 溶接電源装置
31 出力回路
311 電源回路
312 電流検出回路
313 電流切替回路
314 電流制御回路
315 電流波形生成回路
316 信号生成回路
317 電圧検出回路
318 電圧制御回路
319 電流制御回路
32 パルス数計算回路
33 電流値記憶部
34 終了判断回路
341 計測回路
342 比較回路
342’ パルス数比較回路
344 時間比較回路
346 終了指示回路
35 設定数記憶部
36 設定時間記憶部
37 電流値記憶部
38 送給制御回路
881 溶融池
882 溶接痕
Dr 溶接進行方向
EI 電流誤差計算回路
Ei 電流誤差信号
EV 電圧誤差計算回路
Ev 電圧誤差信号
Es 終了指示信号
Fc 送給速度制御信号
Fw 送給速度
IB ベース電流記憶部
ib ベース電流値
IBR 電流制御回路
ibr 電流設定信号
Id 電流検出信号
IP ピーク電流記憶部
ip ピーク電流値
IPR 電流制御回路
ipr 電流設定信号
Ir,Ir1,Ir2,Ir3 電流設定信号
ir1 第1値
ir2 第2値
Iw 溶接電流
M1 第1モード
M2 第2モード
Ms 動作制御信号
Na 標準パルス数
Nb 設定数
Ns 回数
Ps パルス生成指示信号
Sm1 第1モード指示信号
Sm2 第2モード指示信号
Sr1 設定時間到達信号
Sr2 設定数到達信号
Ss 溶滴移行開始信号
Ss1 本溶接開始指示信号
Ss2 予備溶接開始指示信号
SW 切替回路
T0 アーク発生期間
T1 溶滴移行期間
T2 冷却期間
Tm1 第1モード期間
Tm2 第2モード期間
TB ベース期間記憶部
TD 減少期間記憶部
Td 減少期間
TM タイマ回路
TP ピーク期間記憶部
Tp ピーク期間
Tr 設定時間
tss 期間信号
Ts 期間
TU 増加期間記憶部
Tu 増加期間
Vd 電圧検出信号
VR ロボット移動速度
Vr 電圧設定信号
Vw 溶接電圧
W 母材
【特許請求の範囲】
【請求項1】
消耗電極にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路を備え、
上記パルス電流の波形は、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形を繰り返す形状である、アーク溶接システムであって、
設定時間を記憶する設定時間記憶部と、
設定数を記憶する設定数記憶部と、
上記設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算するパルス数計算回路と、
上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、終了指示信号を送る終了判断回路と、を備え、
上記出力回路は、上記終了指示信号を受けたときに上記溶滴移行期間を終了する、アーク溶接システム。
【請求項2】
上記パルス数計算回路は、上記標準パルス数を上記設定数記憶部に送り、上記設定数記憶部は、上記パルス数計算回路によって求められた上記標準パルス数を上記設定数として記憶する、請求項1に記載のアーク溶接システム。
【請求項3】
上記終了判断回路は、
上記溶滴移行期間の長さが上記設定時間に達すると、設定時間到達信号を送る時間比較回路と、
上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、設定数到達信号を送るパルス数比較回路と、
終了指示切替回路と、を含み、
上記終了指示切替回路は、第1モードの場合には上記設定時間到達信号を受けたときに上記終了指示信号を送り、第2モードの場合には上記設定数到達信号を受けたときに上記終了指示信号を送る、請求項1または2に記載のアーク溶接システム。
【請求項4】
第1モード指示信号および第2モード指示信号を送る切替制御回路を更に備え、
上記終了指示切替回路は、上記第1モード指示信号を受けると上記第1モードとなり、上記第2モード指示信号を受けると上記第2モードとなる、請求項3に記載のアーク溶接システム。
【請求項5】
上記切替制御回路は、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路によって上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送る、請求項4に記載のアーク溶接システム。
【請求項6】
上記切替制御回路は、操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る、請求項4に記載のアーク溶接システム。
【請求項7】
上記切替制御回路は、
予備溶接不実施モードの場合には、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路による上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送り、
予備溶接実施モードの場合には、上記操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る、請求項4に記載のアーク溶接システム。
【請求項8】
上記出力回路は、パルス生成指示信号を繰り返し生成する信号生成回路と、上記パルス生成指示信号を受けるごとに、上記単位パルス波形を生成する電流波形生成回路と、を含む、請求項1ないし7のいずれかに記載のアーク溶接システム。
【請求項9】
上記出力回路は、上記消耗電極と上記母材との間の平均電圧を検出する電圧検出回路と、電圧値を記憶する電圧値記憶部と、を含み、
上記信号生成回路は、上記電圧検出回路に検出された平均電圧と上記電圧値記憶部に記憶された電圧値との差を、周波数に変換する、請求項8に記載のアーク溶接システム。
【請求項10】
上記パルス数計算回路によって求められた上記標準パルス数を表示する表示部を更に備える、請求項1ないし9のいずれかに記載のアーク溶接システム。
【請求項11】
消耗電極から溶滴を移行させる溶滴移行期間と、上記溶滴移行期間の後に、母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返すアーク溶接方法であって、
上記各溶滴移行期間中に、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形の電流を、上記消耗電極に繰り返し流す工程と、
上記各冷却期間中に、溶接進行方向に、上記消耗電極を移動させる工程と、
設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算する工程と、
上記溶滴移行期間における上記ピーク期間の回数が設定数に達すると、当該溶滴移行期間を終了するパルス数制御工程と、を備える、アーク溶接方法。
【請求項12】
上記パルス数制御工程においては、上記設定数として、上記計算する工程において求められた上記標準パルス数を用いる、請求項11に記載のアーク溶接方法。
【請求項13】
上記溶滴移行期間の長さが設定時間に達すると、当該溶滴移行期間を終了する時間制御工程を更に備える、請求項11または12に記載のアーク溶接方法。
【請求項14】
上記時間制御工程は、操作部からの本溶接開始指示信号を切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記時間制御工程の後に行い、且つ、上記標準パルス数が求められたと上記切替制御回路が判断したときに、行われる、請求項13に記載のアーク溶接方法。
【請求項15】
上記時間制御工程は、操作部からの予備溶接開始指示信号を上記切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記操作部からの本溶接開始指示信号を上記切替制御回路が受けたときに、行われる、請求項13に記載のアーク溶接方法。
【請求項1】
消耗電極にパルス電流を流す溶滴移行期間と、上記溶滴移行期間の後に母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返す出力回路を備え、
上記パルス電流の波形は、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形を繰り返す形状である、アーク溶接システムであって、
設定時間を記憶する設定時間記憶部と、
設定数を記憶する設定数記憶部と、
上記設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算するパルス数計算回路と、
上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、終了指示信号を送る終了判断回路と、を備え、
上記出力回路は、上記終了指示信号を受けたときに上記溶滴移行期間を終了する、アーク溶接システム。
【請求項2】
上記パルス数計算回路は、上記標準パルス数を上記設定数記憶部に送り、上記設定数記憶部は、上記パルス数計算回路によって求められた上記標準パルス数を上記設定数として記憶する、請求項1に記載のアーク溶接システム。
【請求項3】
上記終了判断回路は、
上記溶滴移行期間の長さが上記設定時間に達すると、設定時間到達信号を送る時間比較回路と、
上記溶滴移行期間における上記ピーク期間の回数が上記設定数に達すると、設定数到達信号を送るパルス数比較回路と、
終了指示切替回路と、を含み、
上記終了指示切替回路は、第1モードの場合には上記設定時間到達信号を受けたときに上記終了指示信号を送り、第2モードの場合には上記設定数到達信号を受けたときに上記終了指示信号を送る、請求項1または2に記載のアーク溶接システム。
【請求項4】
第1モード指示信号および第2モード指示信号を送る切替制御回路を更に備え、
上記終了指示切替回路は、上記第1モード指示信号を受けると上記第1モードとなり、上記第2モード指示信号を受けると上記第2モードとなる、請求項3に記載のアーク溶接システム。
【請求項5】
上記切替制御回路は、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路によって上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送る、請求項4に記載のアーク溶接システム。
【請求項6】
上記切替制御回路は、操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る、請求項4に記載のアーク溶接システム。
【請求項7】
上記切替制御回路は、
予備溶接不実施モードの場合には、操作部からの本溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記パルス数計算回路による上記標準パルス数が求められたと判断したときに、上記第2モード指示信号を送り、
予備溶接実施モードの場合には、上記操作部からの予備溶接開始指示信号を受けたときに、上記第1モード指示信号を送り、上記操作部からの本溶接開始指示信号を受けたときに、上記第2モード指示信号を送る、請求項4に記載のアーク溶接システム。
【請求項8】
上記出力回路は、パルス生成指示信号を繰り返し生成する信号生成回路と、上記パルス生成指示信号を受けるごとに、上記単位パルス波形を生成する電流波形生成回路と、を含む、請求項1ないし7のいずれかに記載のアーク溶接システム。
【請求項9】
上記出力回路は、上記消耗電極と上記母材との間の平均電圧を検出する電圧検出回路と、電圧値を記憶する電圧値記憶部と、を含み、
上記信号生成回路は、上記電圧検出回路に検出された平均電圧と上記電圧値記憶部に記憶された電圧値との差を、周波数に変換する、請求項8に記載のアーク溶接システム。
【請求項10】
上記パルス数計算回路によって求められた上記標準パルス数を表示する表示部を更に備える、請求項1ないし9のいずれかに記載のアーク溶接システム。
【請求項11】
消耗電極から溶滴を移行させる溶滴移行期間と、上記溶滴移行期間の後に、母材に形成された溶融池を冷却する冷却期間と、をそれぞれ複数回繰り返すアーク溶接方法であって、
上記各溶滴移行期間中に、ピーク値で電流を流すピーク期間と上記ピーク値よりも小さいベース値で電流を流すベース期間とを含む単位パルス波形の電流を、上記消耗電極に繰り返し流す工程と、
上記各冷却期間中に、溶接進行方向に、上記消耗電極を移動させる工程と、
設定時間に基づき、上記設定時間当たりの上記ピーク期間の回数である標準パルス数を計算する工程と、
上記溶滴移行期間における上記ピーク期間の回数が設定数に達すると、当該溶滴移行期間を終了するパルス数制御工程と、を備える、アーク溶接方法。
【請求項12】
上記パルス数制御工程においては、上記設定数として、上記計算する工程において求められた上記標準パルス数を用いる、請求項11に記載のアーク溶接方法。
【請求項13】
上記溶滴移行期間の長さが設定時間に達すると、当該溶滴移行期間を終了する時間制御工程を更に備える、請求項11または12に記載のアーク溶接方法。
【請求項14】
上記時間制御工程は、操作部からの本溶接開始指示信号を切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記時間制御工程の後に行い、且つ、上記標準パルス数が求められたと上記切替制御回路が判断したときに、行われる、請求項13に記載のアーク溶接方法。
【請求項15】
上記時間制御工程は、操作部からの予備溶接開始指示信号を上記切替制御回路が受けたときに、行われ、上記パルス数制御工程は、上記操作部からの本溶接開始指示信号を上記切替制御回路が受けたときに、行われる、請求項13に記載のアーク溶接方法。
【図1】



【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2012−250257(P2012−250257A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−124153(P2011−124153)
【出願日】平成23年6月2日(2011.6.2)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月2日(2011.6.2)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]