
アーク溶接方法およびアーク溶接システム
【課題】消費電力の低減を図るのに適するアーク溶接方法を提供する。
【解決手段】各単位期間中に、非消耗電極15と母材Wとの間に生成したアークa1により母材Wに溶融池888を形成する工程と、溶融池888を形成する工程の後に、アークa1により、溶接金属881を加熱する工程と、を備える。このような構成によると、溶接金属881を加熱する工程はそれぞれ、溶融池888を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池888が形成された時からあまり時間が経過していない時に、当該溶融池888が凝固した溶接金属881に対する平坦化のための加熱を、行うことができる。これにより、溶接金属881の温度があまり低下していない時に、溶接金属881に対する平坦化のための加熱を行うことができる。よって、溶接金属881を溶融させるために必要なエネルギの低減を図ることが可能となる。
【解決手段】各単位期間中に、非消耗電極15と母材Wとの間に生成したアークa1により母材Wに溶融池888を形成する工程と、溶融池888を形成する工程の後に、アークa1により、溶接金属881を加熱する工程と、を備える。このような構成によると、溶接金属881を加熱する工程はそれぞれ、溶融池888を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池888が形成された時からあまり時間が経過していない時に、当該溶融池888が凝固した溶接金属881に対する平坦化のための加熱を、行うことができる。これにより、溶接金属881の温度があまり低下していない時に、溶接金属881に対する平坦化のための加熱を行うことができる。よって、溶接金属881を溶融させるために必要なエネルギの低減を図ることが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アーク溶接方法およびアーク溶接システムに関する。
【背景技術】
【0002】
従来からTIG溶接が知られている。TIG溶接では、たとえばタングステンよりなる非消耗電極と母材との間にアークを発生させることにより溶接を行う。TIG溶接に関する技術は、たとえば、特許文献1,2に開示されている。
【0003】
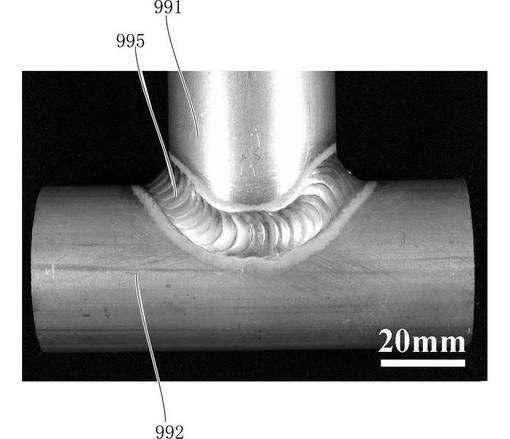
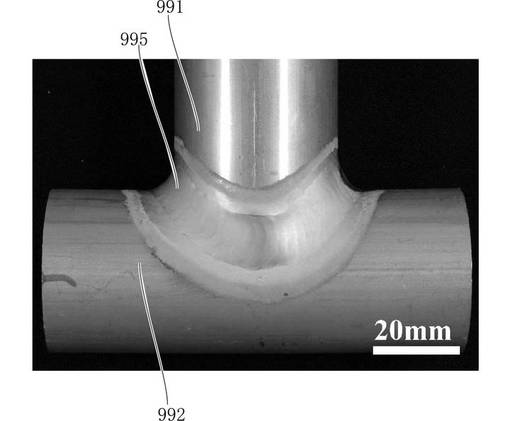
TIG溶接を用いて2つの薄肉管を溶接する場合がある。当該溶接においては、まず、溶接金属を形成するための第1の工程を行う。第1の工程では、図7に示す2つの薄肉管991,992(母材)を突き合わせた状態で薄肉管991,992の突き合わせ線に沿って、非消耗電極を移動させる。非消耗電極を移動させる際、非消耗電極と薄肉管991,992との間のアークにより、薄肉管991,992に溶融池が順次形成される。これらの溶融池は凝固し溶接金属995になる。図7に示すように、第1の工程を終えた時には、溶接金属995は、薄肉管991の円周方向に沿って形成されている。また、第1の工程を終えた時には溶接金属995の表面はあまり平坦ではない。特に、図7に示すように、非消耗電極に流れる電流波形によっては、溶接金属995は、円形の溶接ビードが連なる形状となることもある。
【0004】
溶接金属995は、図8に示すような表面が平坦であるものが好まれることがある。そこで次に、溶接金属995の表面を平坦にするための第2の工程を行う。第2の工程では、第1の工程と同様に、薄肉管991,992の突き合わせ線に沿って、非消耗電極を移動させる。非消耗電極を移動させる際、非消耗電極と2つの薄肉管991,992(母材)との間のアークにより、図7に示した溶接金属995が加熱され溶融する。第2の工程では、上記突き合わせ線に交差する方向に、上記非消耗電極をウィービングさせることもある。そして、図8に示すように、第2の工程を終えた時には、溶接金属995の表面が平坦になっている。
【0005】
以上に説明した第1の工程と第2の工程とを行う溶接方法において、第2の工程を行う時には、室温程度の低い温度まで低下した溶接金属995を加熱し、再び溶融させる必要がある。室温程度の低い温度まで低下した溶接金属995を加熱し再び溶融させるには、多くのエネルギを要する。溶接金属995を再び溶融させるために多くのエネルギを要する当該方法では、消費電力の低減を十分に図ることができていない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭63−192563号公報
【特許文献2】特開2009−262211号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記した事情のもとで考え出されたものであって、消費電力の低減を図るのに適するアーク溶接方法を提供することをその主たる課題とする。
【課題を解決するための手段】
【0008】
本発明の第1の側面によると、単位期間を繰り返すアーク溶接方法であって、上記各単位期間中に、非消耗電極と母材との間に生成したアークにより上記母材に溶融池を形成する工程と、上記溶融池を形成する工程の後に、上記アークにより、溶融池が凝固した溶接金属を加熱する工程と、を備える、アーク溶接方法が提供される。
【0009】
好ましくは、上記溶融池を形成する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が第1電流値である溶接電流を流し、上記加熱する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が、上記第1電流値より小さい第2電流値である溶接電流を流す。
【0010】
好ましくは、上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に減少させる工程を更に備える。
【0011】
好ましくは、上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記母材に対し上記非消耗電極を溶接進行方向とは反対側の地点まで移動させる第1移動工程を更に備え、上記第1移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる。
【0012】
好ましくは、上記各単位期間中に、上記加熱する工程の後に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に上昇させる工程を更に備える。
【0013】
好ましくは、上記各単位期間中に、上記加熱する工程の後に、上記母材に対し上記非消耗電極を上記溶接進行方向側の地点まで移動させる第2移動工程を更に備え、上記第2移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる。
【0014】
好ましくは、上記溶融池を形成する工程においては、上記アークにフィラーワイヤを供給する。
【0015】
好ましくは、上記加熱する工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる。
【0016】
好ましくは、上記加熱する工程にて加熱する溶接金属は、当該加熱する工程の行われる単位期間よりも、2回以上前の単位期間における溶融池を形成する工程にて形成された溶融池が凝固したものである。
【0017】
好ましくは、上記溶融池を形成する工程においては、上記溶接電流として、周波数が80〜120Hzであるパルス電流を流す。
【0018】
本発明の第2の側面によると、単位期間を繰り返し発生させるモード制御回路と、非消耗電極および母材の間に溶接電流を流す出力回路と、上記非消耗電極および上記母材の間のアークへ供給するフィラーワイヤの送給速度を制御する送給速度制御回路と、上記母材に対する上記非消耗電極の動作を制御する動作制御回路と、を備え、上記モード制御回路は、上記各単位期間中に、溶融池形成モード信号および溶接金属加熱モード信号を送り、上記送給速度制御回路は、上記溶融池形成モード信号を受けると、上記送給速度を正の値に設定し、上記動作制御回路は、溶接金属加熱モード指令部を含み、上記溶接金属加熱モード指令部は、上記溶接金属加熱モード信号を受けると、溶接進行方向に交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる、アーク溶接システムが提供される。
【0019】
好ましくは、第1電流値を記憶する第1電流値記憶部と、第2電流値を記憶する第2電流値記憶部と、を更に備え、上記出力回路は、上記溶融池形成モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第1電流値であるものを流し、上記溶接金属加熱モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第2電流値であるものを流す。
【0020】
好ましくは、上記モード制御回路は、上記各単位期間中に、上記溶融池形成モード信号を送った後且つ上記溶接金属加熱モード信号を送る前に、第1中間モード信号を送り、上記出力回路は、上記第1中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第1電流値から上記第2電流値に徐々に変化させる。
【0021】
好ましくは、上記動作制御回路は、上記第1中間モード信号を受けると、上記溶接進行方向に交差する方向に上記非消耗電極を移動させる第1中間モード指令部を含む。
【0022】
好ましくは、上記モード制御回路は、上記各単位期間中に、上記溶接金属加熱モード信号を送った後に、第2中間モード信号を送り、上記出力回路は、上記第2中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第2電流値から上記第1電流値に徐々に変化させる。
【0023】
このような構成によると、溶接金属を加熱する工程はそれぞれ、溶融池を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池が形成された時からあまり時間が経過していない時に、当該溶融池が凝固した溶接金属に対する平坦化のための加熱を、行うことができる。これにより、溶接金属の温度があまり低下していない時に、溶接金属に対する平坦化のための加熱を行うことができる。よって、溶接金属を溶融させるために必要なエネルギの低減を図ることが可能となる。このことは、アーク溶接にて要する消費電力の低減を図るのに適する。
【0024】
本発明のその他の特徴および利点は、添付図面を参照して以下に行う詳細な説明によって、より明らかとなろう。
【図面の簡単な説明】
【0025】
【図1】本発明の第1実施形態にかかるアーク溶接システムの構成を示すブロック図である。
【図2】図1のアーク溶接システムを用いたアーク溶接方法における各信号等のタイミングチャートである。
【図3】一つの単位期間における各信号等の変化を詳細に示すタイミングチャートである。
【図4】図1に示したアーク溶接システムを用いたアーク溶接方法における、非消耗電極の平面視の軌跡を、矢印を用いて模式的に表した図である。
【図5】図4に示す位置に非消耗電極が位置している場合の断面図である。
【図6】図1に示したアーク溶接システムを用いたアーク溶接方法における、非消耗電極の平面視の軌跡を、矢印を用いて模式的に表した図である。
【図7】従来のアーク溶接方法において形成される溶接金属を表す写真である。
【図8】従来のアーク溶接方法において形成される溶接金属を表す写真である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態につき、図面を参照して具体的に説明する。
【0027】
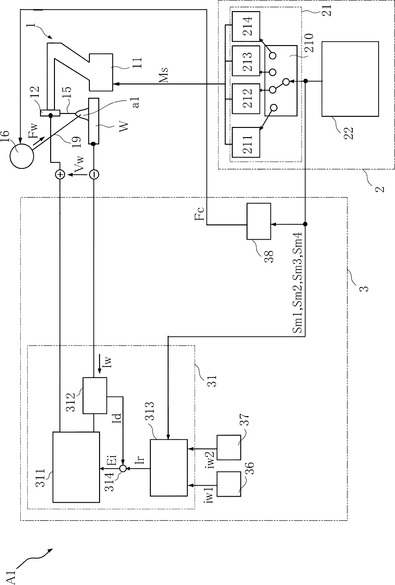
図1に示すアーク溶接システムA1は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0028】
溶接ロボット1は、母材Wに対してアーク溶接を自動で行うものである。溶接ロボット1は、マニピュレータ11と、溶接トーチ12と、非消耗電極15と、ワイヤ送給装置16とを含む。
【0029】
マニピュレータ11は、たとえば多関節ロボットである。溶接トーチ12は、たとえば銅などの金属からなる筒状部材であり、適宜水冷構造を有する。溶接トーチ12は、ノズル(図示略)を有する。非消耗電極15は、たとえばタングステンからなる金属棒である。非消耗電極15は溶接トーチ12に保持されている。非消耗電極15および溶接トーチ12は、マニピュレータ11の駆動により、上下前後左右に自在に移動できる。アーク溶接システムA1の稼動時には、非消耗電極15を囲むように上記ノズルからプラズマガスが噴出される。当該プラズマガスを媒体として非消耗電極15と母材Wとの間にアークa1が発生する。アークa1が発生している際、非消耗電極15と母材Wとの間に溶接電圧Vwが印加され、非消耗電極15から母材Wに溶接電流Iwが流れる。ワイヤ送給装置16はフィラーワイヤ19を、非消耗電極15と母材Wとの間に送り出すためのものである。
【0030】
ロボット制御装置2は、動作制御回路21と、モード制御回路22と、ティーチペンダント(図示略)と、を含む。ロボット制御装置2は、溶接ロボット1の動作を制御するためのものである。
【0031】
動作制御回路21は、マイクロコンピュータおよびメモリ(ともに図示略)を有している。このメモリには、溶接ロボット1の各種の動作が設定された作業プログラムが記憶されている。動作制御回路21は、非消耗電極15(溶接トーチ12に保持されている)の母材Wに対する速度を設定する。動作制御回路21は、上記作業プログラム、溶接ロボット1におけるエンコーダからの座標情報、および非消耗電極15の母材Wに対する速度等に基づき、溶接ロボット1に対して動作制御信号Msを送る。溶接ロボット1は動作制御信号Msを受け、マニピュレータ11を駆動させ、溶接トーチ12が、母材Wにおける所定の溶接開始位置に移動したり、母材Wの面内方向に沿って移動したりする。
【0032】
具体的には、動作制御回路21は、切替回路210と、溶融池形成モード動作指令部211と、第1中間モード動作指令部212と、溶接金属加熱モード動作指令部213と、第2中間モード動作指令部214と、を含む。溶融池形成モード動作指令部211、第1中間モード動作指令部212、溶接金属加熱モード動作指令部213、および第2中間モード動作指令部214には、いずれも、上記の溶接ロボット1の各種の動作が設定された作業プログラムが記憶されている。
【0033】
切替回路210は、溶接ロボット1の動作に関する指令を切り替えるためのものである。切替回路210は、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4と、を受ける。
【0034】
切替回路210は、溶融池形成モード信号Sm1がHighレベルの場合は、溶融池形成モード動作指令部211に接続する。溶融池形成モード動作指令部211は、Highレベルの溶融池形成モード信号Sm1を受けると、上述の動作制御信号Msを送る。このとき、溶融池形成モード動作指令部211の指令によって、溶接ロボット1が動作する。
【0035】
同様に、切替回路210は、第1中間モード信号Sm2がHighレベルの場合は、第1中間モード動作指令部212に接続する。第1中間モード動作指令部212は、Highレベルの第1中間モード信号Sm2を受けると、上述の動作制御信号Msを送る。このとき、第1中間モード動作指令部212の指令によって、溶接ロボット1が動作する。
【0036】
同様に、切替回路210は、溶接金属加熱モード信号Sm3がHighレベルの場合は、溶接金属加熱モード動作指令部213に接続する。溶接金属加熱モード動作指令部213は、Highレベルの溶接金属加熱モード信号Sm3を受けると、上述の動作制御信号Msを送る。このとき、溶接金属加熱モード動作指令部213の指令によって、溶接ロボット1が動作する。
【0037】
同様に、切替回路210は、第2中間モード信号Sm4がHighレベルの場合は、第2中間モード動作指令部214に接続する。第2中間モード動作指令部214は、Highレベルの第2中間モード信号Sm4を受けると、上述の動作制御信号Msを送る。このとき、第2中間モード動作指令部214の指令によって、溶接ロボット1が動作する。
【0038】
モード制御回路22は、アーク溶接システムA1のモードを切り替えるものである。モード制御回路22は、後述の単位期間Tαを繰り返し発生させる。モード制御回路22は、各単位期間Tα中に、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4と、を送る。モード制御回路22は、動作制御回路21と、溶接電源装置3とに、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4とを送る。
【0039】
上記ティーチペンダントは、動作制御回路21に接続されている。上記ティーチペンダントは、溶接を実行する際のパラメータ等をアーク溶接システムA1のユーザが設定するためのものである。
【0040】
溶接電源装置3は、出力回路31と、第1電流値記憶部36と、第2電流値記憶部37と、送給制御回路38と、を含む。溶接電源装置3は、非消耗電極15と母材Wとの間に、溶接電圧Vwを印加しつつ溶接電流Iwを流すための装置であるとともに、フィラーワイヤ19の送給を制御するための装置である。
【0041】
第1電流値記憶部36は第1電流値iw1を記憶する。第2電流値記憶部37は第2電流値iw2を記憶する。第1電流値iw1および第2電流値iw2の各値は、たとえば、上記ティーチペンダントから入力され動作制御回路21を経由して、第1電流値記憶部36および第2電流値記憶部37にそれぞれ記憶される。
【0042】
出力回路31は、電源回路311と、電流検出回路312と、電流制御回路313と、電流誤差計算回路314と、を有する。出力回路31は、非消耗電極15と母材Wとの間に指示された値で溶接電圧Vwを印加し、もしくは、非消耗電極15から母材Wに指示された値で溶接電流Iwを流すためのものである。
【0043】
電源回路311は、たとえば3相200V等の商用電源を入力として、インバータ制御、サイリスタ位相制御等の出力制御を行い、溶接電圧Vwおよび溶接電流Iwを出力する。
【0044】
電流検出回路312は、非消耗電極15と母材Wとの間に流れる溶接電流Iwの値を検出するためのものである。電流検出回路312は、溶接電流Iwの値に対応する電流検出信号Idを送る。
【0045】
電流制御回路313は、非消耗電極15から母材Wに流れる溶接電流Iwの値を設定するためのものである。電流制御回路313は、第1電流値記憶部36および第2電流値記憶部37に接続している。電流制御回路313は、第1電流値記憶部36に記憶された第1電流値iw1や、第2電流値記憶部37に記憶された第2電流値iw2等に基づき、電流設定信号Irを生成する。そして電流制御回路313は生成した電流設定信号Irを送る。電流制御回路313(すなわち出力回路31)は、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4とを受ける。
【0046】
電流誤差計算回路314は、実際に流れている溶接電流Iwの値と、設定された溶接電流の値との差ΔIwを計算するためのものである。具体的には、電流誤差計算回路314は、電流検出信号Idと電流設定信号Irとを受け、差ΔIwに対応する電流誤差信号Eiを電源回路311に送る。なお、電流誤差計算回路314は、電流誤差信号Eiとして、差ΔIwを増幅した値に対応するものを送ってもよい。電源回路311は、電流誤差信号Eiを受けると、溶接電流Iwの値が設定された溶接電流の値となるように(すなわちΔIwが0となるように)、出力回路31の出力が制御される。
【0047】
送給制御回路38は、非消耗電極15と母材Wとの間のアークa1へフィラーワイヤ19を送り出す速度(送給速度Fw)を制御するためのものである。送給制御回路38は、送給速度Fwを指示するための送給速度制御信号Fcをワイヤ送給装置16に送る。
【0048】
次に、図2〜図6を更に用いて、アーク溶接システムA1を用いたアーク溶接方法について説明する。
【0049】
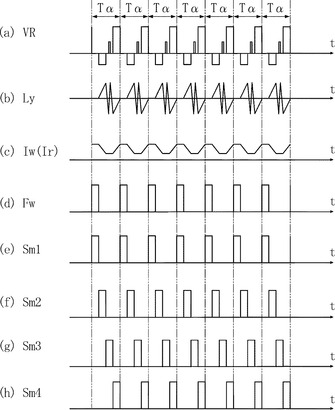
図2は、アーク溶接システムA1を用いたアーク溶接方法における各信号等のタイミングチャートである。同図では、(a)は溶接方向速度VR(後述)の変化状態を示し、(b)は幅方向位置Ly(後述)の変化状態を示し、(c)は溶接電流Iwの変化状態を示し、(d)は送給速度Fwの変化状態を示し、(e)は溶融池形成モード信号Sm1の変化状態を示し、(f)は第1中間モード信号Sm2の変化状態を示し、(g)は溶接金属加熱モード信号Sm3の変化状態を示し、(h)は第2中間モード信号Sm4の変化状態を示す。
【0050】
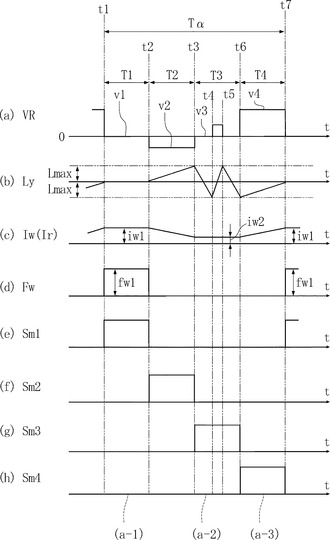
図2に示すように、アーク溶接システムA1を用いたアーク溶接方法においては、単位期間Tαを繰り返す。単位期間Tαは、たとえば1.0〜2.0secである。図3は、一つの単位期間Tαにおける各信号等の変化を詳細に示すタイミングチャートである。
【0051】
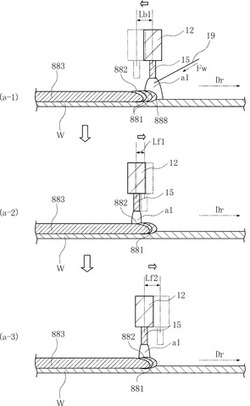
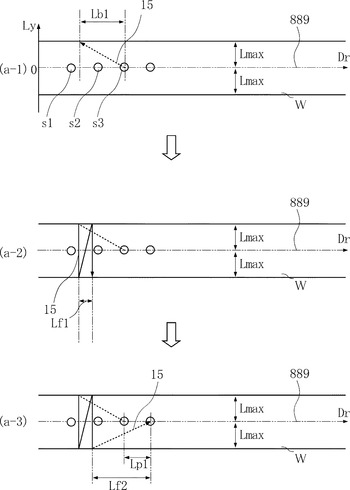
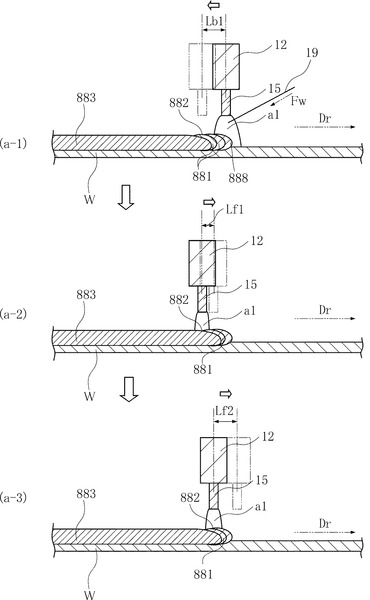
図4は、アーク溶接システムA1を用いたアーク溶接方法における、非消耗電極15の平面視の軌跡を、矢印を用いて模式的に表したものである。図5は、図4に示す位置に非消耗電極15が位置している場合の断面図である。図4、図5の(a−1),(a−2),(a−3)は、図3の(a−1),(a−2),(a−3)における状態にそれぞれ対応する。本実施形態では、母材Wとして2つの薄肉管(図7、図8参照)を用いる。図4に示す線889は、2つの薄肉管の突き合わせ線に相当する。図4では、線889よりも上側の部分が2つの薄肉管のうちの一方に相当し、線889よりも下側の部分が2つの薄肉管のうちの他方に相当する。各薄肉管の厚さはたとえば2mmであり、各薄肉管の直径はたとえば40mmである。本実施形態における溶接はT型継手溶接である。
【0052】
図2(a)、図3(a)の溶接方向速度VRとは、図4、図5に示す溶接進行方向Drにおける、母材Wに対する非消耗電極15の速度である。図4、図5の右方向に非消耗電極15が移動する場合には、溶接方向速度VRは正の値である一方、図4、図5の左方向に非消耗電極15が移動する場合には溶接方向速度VRは負の値となる。また、図4の上方向や下方向に非消耗電極15が移動した場合であっても、図4の非消耗電極15が左右方向に移動していない場合には、溶接方向速度VRは0となる。
【0053】
図2(b)、図3(b)の幅方向位置Lyは、図4(a−1)に示すように、非消耗電極15の線889を基準とした位置を表す。図4において非消耗電極15が線889よりも上側に位置している場合の幅方向位置Lyを正の値とする。一方、図4において非消耗電極15が線889よりも下側に位置している場合の幅方向位置Lyを負の値とする。
【0054】
図3に示すように、各単位期間Tαは、溶融池形成モード期間T1と、第1中間モード期間T2と、溶接金属加熱モード期間T3と、第2中間モード期間T4とを含む。溶融池形成モード期間T1はたとえば0.30〜0.60secであり、第1中間モード期間T2はたとえば0.15〜0.30secであり、溶接金属加熱モード期間T3はたとえば0.40〜0.80secであり、第2中間モード期間T4はたとえば0.15〜0.30secである。以下、詳述する。
【0055】
<溶融池形成モード期間T1(時刻t1〜時刻t2)>
図3に示す溶融池形成モード期間T1は、非消耗電極15と母材Wとの間のアークa1により、母材Wに溶融池888を形成するための期間である。図3(e)に示すように、時刻t1において、モード制御回路22は、溶融池形成モード信号Sm1をHighレベルに変化させる。Highレベルの溶融池形成モード信号Sm1は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0056】
切替回路210は、Highレベルの溶融池形成モード信号Sm1を受けると、溶融池形成モード動作指令部211に接続する。溶融池形成モード動作指令部211は、Highレベルの溶融池形成モード信号Sm1を受けると、同図(a)に示すように、溶接方向速度VRを速度v1とするための動作制御信号Msを溶接ロボット1に送る。これにより、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRは、速度v1となる。本実施形態においては、速度v1は0であり、溶融池形成モード期間T1中、溶接進行方向Drにおいて非消耗電極15は母材Wに対し停止している。本実施形態と異なり、速度v1は0でなくてもよく正の値であってもよい。すなわち、溶融池形成モード期間T1中に、溶接進行方向Drにおいて、非消耗電極15を母材Wに対し前進させてもよい。
【0057】
同図(b)に示すように、溶融池形成モード期間T1中、非消耗電極15の幅方向位置Lyは0のままである。溶融池形成モード期間T1中、非消耗電極15は、溶接進行方向Drに交差する方向においても停止している。以上より、溶融池形成モード期間T1中は、図4(a−1)に示す位置s3に非消耗電極15は停止している。
【0058】
図3(c)に示すように、電流制御回路313は、Highレベルの溶融池形成モード信号Sm1を受けると、絶対値の時間平均値が第1電流値iw1である溶接電流Iwを流すための電流設定信号Irを送る。そのため、溶融池形成モード期間T1中、非消耗電極15と母材Wとの間に、絶対値の時間平均値が第1電流値iw1である溶接電流Iwが流れる。第1電流値iw1はたとえば、100Aである。溶融池形成モード期間T1における溶接電流Iwは、たとえば、周波数が80〜120Hzのパルス電流である。
【0059】
同図(d)に示すように、送給制御回路38は、Highレベルの溶融池形成モード信号Sm1を受けると、送給速度Fwを速度fw1とするための送給速度制御信号Fcをワイヤ送給装置16に送る。速度fw1は正の値であり、たとえば、1.5m/minである。これにより、図5(a−1)に示すように、フィラーワイヤ19が、非消耗電極15と母材Wとの間のアークa1に、送給速度Fwが速度fw1で供給される。
【0060】
以上のように、溶融池形成モード期間T1は経過する。図5(a−1)に示すように、溶融池形成モード期間T1においては、母材Wやフィラーワイヤ19が溶融し、母材Wに溶融池888が形成される。図4(a−1)では、溶融池888が形成されるのは位置s3およびその近傍である。なお、位置s3およびその近傍に溶融池888を形成した単位期間Tαの1つ前の単位期間Tαにおいては、位置s2およびその近傍に溶融池888が形成されている。位置s2およびその近傍に溶融池888を形成した単位期間Tαの1つ前の単位期間Tαにおいては、位置s1およびその近傍に溶融池888が形成されている。位置s3およびその近傍に溶融池888を形成する時には、当該単位期間Tαの1つ前や2つ前の単位期間Tαに形成された溶融池888は凝固し溶接金属881となっている。また、後述の加熱工程が行われていない溶接金属881の表面882は、平坦ではなく曲面状となっている。
【0061】
<第1中間モード期間T2(時刻t2〜時刻t3)>
次に、図3に示す第1中間モード期間T2が開始する。第1中間モード期間T2は、溶接進行方向Drとは反対側に、非消耗電極15を母材Wに対し後退させるための期間である。図3(e)に示すように、時刻t2において、モード制御回路22は、溶融池形成モード信号Sm1をHighレベルからLowレベルに変化させる。一方、図3(f)に示すように、時刻t2において、モード制御回路22は、第1中間モード信号Sm2をHighレベルに変化させる。Highレベルの第1中間モード信号Sm2は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0062】
切替回路210は、Highレベルの第1中間モード信号Sm2を受けると、第1中間モード動作指令部212に接続する。第1中間モード動作指令部212は、Highレベルの第1中間モード信号Sm2を受けると、同図(a)に示すように、溶接方向速度VRを速度v2とするための動作制御信号Msを溶接ロボット1に送る。これにより、第1中間モード動作指令部212は、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRが、速度v2となる。本実施形態においては、速度v2は負の値であり、たとえば、1.2〜2.2m/minである。そのため、図4(a−1)、図5(a−1)に示すように、第1中間モード期間T2中は、溶接進行方向Drとは反対側に、非消耗電極15は母材Wに対し後退する。第1中間モード期間T2において非消耗電極15が後退する距離Lb1は、たとえば、6.0〜9.0mmである。
【0063】
図3(b)、図4(a−1)に示すように、第1中間モード期間T2中、非消耗電極15の幅方向位置Lyが徐々に大きくなる。すなわち、第1中間モード期間T2中、非消耗電極15は、線889から徐々に離間する。このように、第1中間モード動作指令部212は、第1中間モード期間T2中、非消耗電極15を、溶接進行方向Drと交差する方向に移動させる。
【0064】
図3(c)に示すように、電流制御回路313は、Highレベルの第1中間モード信号Sm2を受けると、絶対値の時間平均値が第1電流値iw1から徐々に減少する溶接電流Iwを流すための電流設定信号Irを送る。そのため、第1中間モード期間T2中、溶接電流Iwの絶対値の時間平均値は徐々に減少する。第1中間モード期間T2の終了時には、溶接電流Iwの絶対値の時間平均値は第2電流値iw2となっている。
【0065】
同図(d)に示すように、送給制御回路38は、Highレベルの第1中間モード信号Sm2を受けると、送給速度Fwを0とするための送給速度制御信号Fcをワイヤ送給装置16に送る。これにより、フィラーワイヤ19のアークa1への送給が停止する。そのため、第1中間モード期間T2においてフィラーワイヤ19が溶融しない。
【0066】
<溶接金属加熱モード期間T3(時刻t3〜時刻t6)>
次に、図3に示す溶接金属加熱モード期間T3が開始する。溶接金属加熱モード期間T3は、図5に示す溶接金属881を加熱するための期間である。図3(f)に示すように、時刻t3において、モード制御回路22は、第1中間モード信号Sm2をHighレベルからLowレベルに変化させる。一方、図3(g)に示すように、時刻t3において、モード制御回路22は、溶接金属加熱モード信号Sm3をHighレベルに変化させる。Highレベルの溶接金属加熱モード信号Sm3は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0067】
切替回路210は、Highレベルの溶接金属加熱モード信号Sm3を受けると、溶接金属加熱モード動作指令部213に接続する。溶接金属加熱モード動作指令部213は、Highレベルの溶接金属加熱モード信号Sm3を受けると、動作制御信号Msを溶接ロボット1に送る。図3(a)に示すように、本実施形態では、時刻t3〜時刻t4および時刻t5〜時刻t6においては、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRは0であり、溶接進行方向Drにおいて非消耗電極15は停止している。一方、時刻t4〜時刻t5においては、溶接方向速度VRは正の値であり、溶接進行方向Drにおいて非消耗電極15は前進している。溶接金属加熱モード期間T3中に溶接進行方向Drにおいて非消耗電極15が進む距離Lf1(図4(a−2),図5(a−2)参照)は、たとえば、1.0〜2.5mmである。本実施形態と異なり、時刻t3〜時刻t6の間中、常に、非消耗電極15が溶接進行方向Dr側に向かって、非常に低速で進んでいてもよい。
【0068】
溶接金属加熱モード動作指令部213は、Highレベルの溶接金属加熱モード信号Sm3を受けると、溶接進行方向Drに交差する方向に、母材Wに対し非消耗電極15をウィービングさせるための動作制御信号Msも溶接ロボット1に送る。そのため、図3(b)、図4(a−2)に示すように、溶接金属加熱モード期間T3中、非消耗電極15は、溶接進行方向Drと交差する方向に、母材Wに対しウィービングさせられる。溶接金属加熱モード期間T3中の、非消耗電極15の線889からの最大離間距離Lmax(振幅)は、たとえば、3.0〜6.0mmである。
【0069】
図3(c)に示すように、電流制御回路313は、Highレベルの溶接金属加熱モード信号Sm3を受けると、絶対値の時間平均値が第2電流値iw2である溶接電流Iwを流すための電流設定信号Irを送る。そのため、溶接金属加熱モード期間T3中、非消耗電極15から母材Wに、絶対値の時間平均値が第2電流値iw2である溶接電流Iwが流れる。第2電流値iw2は第1電流値iw1より小さい。第2電流値iw2はたとえば、40Aである。
【0070】
同図(d)に示すように、溶接金属加熱モード期間T3中は、フィラーワイヤ19のアークa1への送給が停止した状態が継続している。そのため、溶接金属加熱モード期間T3においてフィラーワイヤ19が溶融しない。
【0071】
以上のように、溶接金属加熱モード期間T3は経過する。図5(a−2)に示すように、溶接金属加熱モード期間T3においては、アークa1により、溶接金属881が加熱される。そのため、溶接金属881の表面882寄りの部分が溶融する。これにより、表面が平坦な溶接金属883が形成される。ある単位期間Tαに加熱する溶接金属881は、当該単位期間Tαよりも、2回以上前の単位期間Tαにおける溶融池888を形成する工程にて形成された溶融池888が凝固したものである、ことが好ましい。
【0072】
<第2中間モード期間T4(時刻t6〜時刻t7)>
次に、図3に示す第2中間モード期間T4が開始する。第2中間モード期間T4は、溶接進行方向Dr側に、非消耗電極15を母材Wに対し前進させるための期間である。図3(g)に示すように、時刻t6において、モード制御回路22は、溶接金属加熱モード信号Sm3をHighレベルからLowレベルに変化させる。一方、図3(h)に示すように、時刻t6において、モード制御回路22は、第2中間モード信号Sm4をHighレベルに変化させる。Highレベルの第2中間モード信号Sm4は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0073】
切替回路210は、Highレベルの第2中間モード信号Sm4を受けると、第2中間モード動作指令部214に接続する。第2中間モード動作指令部214は、Highレベルの第2中間モード信号Sm4を受けると、溶接方向速度VRを速度v4とするための動作制御信号Msを溶接ロボット1に送る。これにより、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRが、速度v4となる。本実施形態においては、速度v4は正の値であり、たとえば、1.2〜2.2m/minである。そのため、図4(a−3)、図5(a−3)に示すように、第2中間モード期間T4中、溶接進行方向Dr側に、非消耗電極15は母材Wに対し前進する。第2中間モード期間T4において非消耗電極15が前進する距離Lf2は、たとえば、6.0〜9.0mmである。また、各単位期間Tαごとに非消耗電極15が進むピッチLp1は、たとえば、2.0〜4.0mmである。
【0074】
図3(b)、図4(a−3)に示すように、第2中間モード期間T4中、非消耗電極15の幅方向位置Lyが徐々に0に近づく。すなわち、第2中間モード期間T4中、非消耗電極15は、線889に徐々に接近する。このように、第2中間モード動作指令部214は、第2中間モード期間T4中、非消耗電極15を溶接進行方向Drと交差する方向に移動させる。
【0075】
図3(c)に示すように、電流制御回路313は、Highレベルの第2中間モード信号Sm4を受けると、絶対値の時間平均値が第2電流値iw2から徐々に上昇する溶接電流Iwを流すための電流設定信号Irを送る。そのため、第2中間モード期間T4中、溶接電流Iwの絶対値の時間平均値は徐々に上昇する。第2中間モード期間T4の終了時には、溶接電流Iwの絶対値の時間平均値は第1電流値iw1となっている。
【0076】
同図(d)に示すように、第2中間モード期間T4中は、フィラーワイヤ19のアークa1への送給が停止した状態が継続している。そのため、第2中間モード期間T4においてフィラーワイヤ19が溶融しない。
【0077】
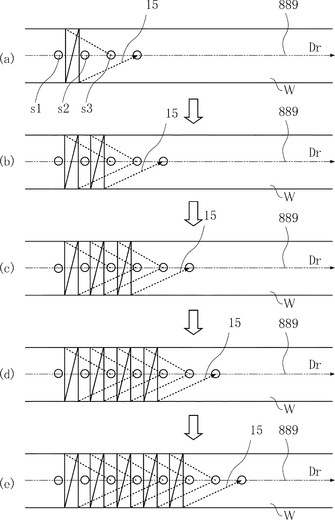
アーク溶接システムA1を用いたアーク溶接方法においては、上述の単位期間Tαを順次繰り返す。図6には、非消耗電極15の軌跡を模式的に示している。図6(a)は、図4(a−3)に示した非消耗電極15の軌跡と同一のものを示している。図6(b)は同図(a)に示した状態から、更に1つの単位期間Tαにおけるプロセスを経た時の非消耗電極15の軌跡を示している。同様に、図6(c),(d),(e)は、図6(b),(c),(d)に示した状態から、更に1つの単位期間Tαにおけるプロセスを経た時の非消耗電極15の軌跡をそれぞれ示している。このようにして、表面が平坦な溶接金属883が、溶接進行方向Drに沿って順次形成されていく。
【0078】
次に、本実施形態の作用効果について説明する。
【0079】
本実施形態のアーク溶接方法においては、単位期間Tαを繰り返す。そして、各単位期間Tα中に、溶融池888を形成する工程と、溶接金属881を加熱する工程とを行う。このような構成によると、溶接金属881を加熱する工程はそれぞれ、溶融池888を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池888が形成された時からあまり時間が経過していない時に、当該溶融池888が凝固した溶接金属881に対する平坦化のための加熱を、行うことができる。これにより、溶接金属881の温度があまり低下していない時に、溶接金属881に対する平坦化のための加熱を行うことができる。よって、溶接金属881を溶融させるために必要なエネルギの低減を図ることが可能となる。このことは、アーク溶接における消費電力の低減を図るのに適する。
【0080】
本実施形態では、溶融池形成モード期間T1中の溶融池888を形成する工程において、非消耗電極15と母材Wとの間に、絶対値の時間平均値が第1電流値iw1である溶接電流Iwを流す。一方、溶接金属加熱モード期間T3中の溶接金属881を加熱する工程において、非消耗電極15と母材Wとの間に、絶対値の時間平均値が第2電流値iw2である溶接電流Iwを流す。第2電流値iw2は第1電流値iw1より小さい。すなわち、本実施形態では、溶接金属加熱モード期間T3における溶接電流Iwの絶対値の時間平均値は比較的低くなっている。このように本実施形態では、溶接金属881を加熱する工程における溶接電流Iwの絶対値の電流値を小さくすることにより、溶接金属加熱モード期間T3において消費される電力の低減を図っている。溶接金属加熱モード期間T3における消費電力の低減を図ることができると、アーク溶接における消費電力の低減を図ることができる。
【0081】
なお、溶接金属加熱モード期間T3において消費される電力の低減を図るには、必ずしも溶接金属加熱モード期間T3における溶接電流Iwの絶対値の平均値を低くする必要はない。溶接金属加熱モード期間T3の時間を短くすることにより、溶接金属加熱モード期間T3において消費される電力の低減を図ってもよい。
【0082】
また、溶接金属加熱モード期間T3における溶接電流Iwの絶対値の時間平均値を比較的低くできると、溶接金属加熱モード期間T3において、溶接金属881のうち、表面882の近傍の部位のみを溶融させることができる。溶接金属加熱モード期間T3にて、溶接金属881のうち表面882の近傍の部位のみを溶融させることができると、溶接金属881が溶融することによる垂れや溶け落ちを防止できるといったメリットがある。
【0083】
本実施形態では、第1中間モード期間T2において、非消耗電極15と母材Wとの間に流れる溶接電流Iwの絶対値の時間平均値を徐々に減少させる。当該構成は、第1中間モード期間T2が開始すると、溶接電流Iwの絶対値の時間平均値を第1電流値iw1から第2電流値iw2に即座に減少させる、のではない。よって、アークa1を安定させたまま、溶接電流Iwの絶対値の平均値を減少させることができる。そのため、溶接電流Iwの絶対値の時間平均値を減少させる際にアークa1が消弧してしまうことを、防止することができる。
【0084】
本実施形態では、第1中間モード期間T2において、母材Wに対し非消耗電極15を溶接進行方向Drとは反対側の地点まで移動させる第1移動工程を行う。当該第1移動工程においては、溶接進行方向Drと交差する方向に、母材Wに対し非消耗電極15を移動させる。このような構成は、第1中間モード期間T2中に、平面視において非消耗電極15を線889上から離間させるのに好適である。第1中間モード期間T2中に平面視において非消耗電極15を線889から離間させることができると、第1中間モード期間T2中に、アークa1が溶融池888に熱を与えることを抑制できる。したがって、溶融池888をより早く凝固させることができ、垂れや溶け落ちを防止することができる。
【0085】
本実施形態では、第2中間モード期間T4において、非消耗電極15と母材Wとの間に流れる溶接電流Iwの絶対値の時間平均値を徐々に上昇させる。当該構成は、第2中間モード期間T4が開始すると、溶接電流Iwの絶対値の時間平均値を第2電流値iw2から第1電流値iw1に即座に上昇させる、のではない。よって、アークa1を安定させたまま、溶接電流Iwの絶対値の平均値を上昇させることができる。そのため、溶接電流Iwの絶対値の時間平均値を上昇させる際にアークa1が消弧してしまうことを、防止することができる。
【0086】
本実施形態では、第2中間モード期間T4において、母材Wに対し非消耗電極15を溶接進行方向Dr側の地点まで移動させる第2移動工程を行う。当該第2移動工程においては、溶接進行方向Drと交差する方向に、母材Wに対し非消耗電極15を移動させる。このような構成は、第2中間モード期間T4中に、平面視において非消耗電極15を線889上から離間させた状態を保つのに好適である。第2中間モード期間T4中に平面視において非消耗電極15を線889上から離間させることができると、第2中間モード期間T4中に、アークa1が溶融池888に熱を与えることを抑制できる。したがって、溶融池888をより早く凝固させることができ、垂れや溶け落ちを防止することができる。
【0087】
本実施形態では、ある単位期間Tαに加熱する溶接金属881は、当該単位期間Tαよりも、2回以上前の単位期間Tαにおける溶融池888を形成する工程にて形成された溶融池888が凝固したものである。このような構成は、溶融池888が形成されてすぐに当該溶融池888に入熱するのを回避するのに適する。そのため、溶融池888をより確実に凝固させることができ、垂れや溶け落ちを防止することができる。
【0088】
本発明は、上述した実施形態に限定されるものではない。本発明の各部の具体的な構成は、種々に設計変更自在である。上述の説明では、溶融池形成モード期間T1にはフィラーワイヤ19をアークa1に供給する例を示したが、アーク溶接方法においてフィラーワイヤを用いなくてもよい。単位期間Tα中は常にアークa1を点弧させていることが好ましいが、溶融池形成モード期間T1と溶接金属加熱モード期間T3との間に、一旦アークa1を消弧させてもよい。溶接金属881の表面882を平坦にするのは、上述のように非消耗電極15を母材Wに対しウィービングさせるのが好ましいが、必ずしも非消耗電極15をウィービングさせる必要はない。また、上述の実施形態では、薄肉管のT型継手溶接を行う例を示したが、本発明はこれに限られず、薄板の突合せ溶接や板材の重ね隅肉溶接や板材のT字隅肉溶接を行う場合にも有益である。
【符号の説明】
【0089】
A1 アーク溶接システム
1 溶接ロボット
11 マニピュレータ
12 溶接トーチ
15 非消耗電極
16 ワイヤ送給装置
19 フィラーワイヤ
2 ロボット制御装置
21 動作制御回路
210 切替回路
211 溶融池形成モード動作指令部
212 第1中間モード動作指令部
213 溶接金属加熱モード動作指令部
214 第2中間モード動作指令部
22 モード制御回路
3 溶接電源装置
31 出力回路
311 電源回路
312 電流検出回路
313 電流制御回路
314 電流誤差計算回路
36 第1電流値記憶部
37 第2電流値記憶部
38 送給制御回路
881,883 溶接金属
882 表面
888 溶融池
889 線
a1 アーク
Dr 溶接進行方向
Ei 電流誤差信号
Fc 送給速度制御信号
Fw 送給速度
Id 電流検出信号
Ir 電流設定信号
Iw 溶接電流
iw1 第1電流値
iw2 第2電流値
Lb1,Lf1,Lf2 距離
Lp1 ピッチ
Ly 幅方向位置
Ms 動作制御信号
Sm1 溶融池形成モード信号
Sm2 第1中間モード信号
Sm3 溶接金属加熱モード信号
Sm4 第2中間モード信号
Tα 単位期間
T1 溶融池形成モード期間
T2 第1中間モード期間
T3 溶接金属加熱モード期間
T4 第2中間モード期間
VR 溶接方向速度
Vw 溶接電圧
W 母材
【技術分野】
【0001】
本発明は、アーク溶接方法およびアーク溶接システムに関する。
【背景技術】
【0002】
従来からTIG溶接が知られている。TIG溶接では、たとえばタングステンよりなる非消耗電極と母材との間にアークを発生させることにより溶接を行う。TIG溶接に関する技術は、たとえば、特許文献1,2に開示されている。
【0003】
TIG溶接を用いて2つの薄肉管を溶接する場合がある。当該溶接においては、まず、溶接金属を形成するための第1の工程を行う。第1の工程では、図7に示す2つの薄肉管991,992(母材)を突き合わせた状態で薄肉管991,992の突き合わせ線に沿って、非消耗電極を移動させる。非消耗電極を移動させる際、非消耗電極と薄肉管991,992との間のアークにより、薄肉管991,992に溶融池が順次形成される。これらの溶融池は凝固し溶接金属995になる。図7に示すように、第1の工程を終えた時には、溶接金属995は、薄肉管991の円周方向に沿って形成されている。また、第1の工程を終えた時には溶接金属995の表面はあまり平坦ではない。特に、図7に示すように、非消耗電極に流れる電流波形によっては、溶接金属995は、円形の溶接ビードが連なる形状となることもある。
【0004】
溶接金属995は、図8に示すような表面が平坦であるものが好まれることがある。そこで次に、溶接金属995の表面を平坦にするための第2の工程を行う。第2の工程では、第1の工程と同様に、薄肉管991,992の突き合わせ線に沿って、非消耗電極を移動させる。非消耗電極を移動させる際、非消耗電極と2つの薄肉管991,992(母材)との間のアークにより、図7に示した溶接金属995が加熱され溶融する。第2の工程では、上記突き合わせ線に交差する方向に、上記非消耗電極をウィービングさせることもある。そして、図8に示すように、第2の工程を終えた時には、溶接金属995の表面が平坦になっている。
【0005】
以上に説明した第1の工程と第2の工程とを行う溶接方法において、第2の工程を行う時には、室温程度の低い温度まで低下した溶接金属995を加熱し、再び溶融させる必要がある。室温程度の低い温度まで低下した溶接金属995を加熱し再び溶融させるには、多くのエネルギを要する。溶接金属995を再び溶融させるために多くのエネルギを要する当該方法では、消費電力の低減を十分に図ることができていない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭63−192563号公報
【特許文献2】特開2009−262211号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記した事情のもとで考え出されたものであって、消費電力の低減を図るのに適するアーク溶接方法を提供することをその主たる課題とする。
【課題を解決するための手段】
【0008】
本発明の第1の側面によると、単位期間を繰り返すアーク溶接方法であって、上記各単位期間中に、非消耗電極と母材との間に生成したアークにより上記母材に溶融池を形成する工程と、上記溶融池を形成する工程の後に、上記アークにより、溶融池が凝固した溶接金属を加熱する工程と、を備える、アーク溶接方法が提供される。
【0009】
好ましくは、上記溶融池を形成する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が第1電流値である溶接電流を流し、上記加熱する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が、上記第1電流値より小さい第2電流値である溶接電流を流す。
【0010】
好ましくは、上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に減少させる工程を更に備える。
【0011】
好ましくは、上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記母材に対し上記非消耗電極を溶接進行方向とは反対側の地点まで移動させる第1移動工程を更に備え、上記第1移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる。
【0012】
好ましくは、上記各単位期間中に、上記加熱する工程の後に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に上昇させる工程を更に備える。
【0013】
好ましくは、上記各単位期間中に、上記加熱する工程の後に、上記母材に対し上記非消耗電極を上記溶接進行方向側の地点まで移動させる第2移動工程を更に備え、上記第2移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる。
【0014】
好ましくは、上記溶融池を形成する工程においては、上記アークにフィラーワイヤを供給する。
【0015】
好ましくは、上記加熱する工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる。
【0016】
好ましくは、上記加熱する工程にて加熱する溶接金属は、当該加熱する工程の行われる単位期間よりも、2回以上前の単位期間における溶融池を形成する工程にて形成された溶融池が凝固したものである。
【0017】
好ましくは、上記溶融池を形成する工程においては、上記溶接電流として、周波数が80〜120Hzであるパルス電流を流す。
【0018】
本発明の第2の側面によると、単位期間を繰り返し発生させるモード制御回路と、非消耗電極および母材の間に溶接電流を流す出力回路と、上記非消耗電極および上記母材の間のアークへ供給するフィラーワイヤの送給速度を制御する送給速度制御回路と、上記母材に対する上記非消耗電極の動作を制御する動作制御回路と、を備え、上記モード制御回路は、上記各単位期間中に、溶融池形成モード信号および溶接金属加熱モード信号を送り、上記送給速度制御回路は、上記溶融池形成モード信号を受けると、上記送給速度を正の値に設定し、上記動作制御回路は、溶接金属加熱モード指令部を含み、上記溶接金属加熱モード指令部は、上記溶接金属加熱モード信号を受けると、溶接進行方向に交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる、アーク溶接システムが提供される。
【0019】
好ましくは、第1電流値を記憶する第1電流値記憶部と、第2電流値を記憶する第2電流値記憶部と、を更に備え、上記出力回路は、上記溶融池形成モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第1電流値であるものを流し、上記溶接金属加熱モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第2電流値であるものを流す。
【0020】
好ましくは、上記モード制御回路は、上記各単位期間中に、上記溶融池形成モード信号を送った後且つ上記溶接金属加熱モード信号を送る前に、第1中間モード信号を送り、上記出力回路は、上記第1中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第1電流値から上記第2電流値に徐々に変化させる。
【0021】
好ましくは、上記動作制御回路は、上記第1中間モード信号を受けると、上記溶接進行方向に交差する方向に上記非消耗電極を移動させる第1中間モード指令部を含む。
【0022】
好ましくは、上記モード制御回路は、上記各単位期間中に、上記溶接金属加熱モード信号を送った後に、第2中間モード信号を送り、上記出力回路は、上記第2中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第2電流値から上記第1電流値に徐々に変化させる。
【0023】
このような構成によると、溶接金属を加熱する工程はそれぞれ、溶融池を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池が形成された時からあまり時間が経過していない時に、当該溶融池が凝固した溶接金属に対する平坦化のための加熱を、行うことができる。これにより、溶接金属の温度があまり低下していない時に、溶接金属に対する平坦化のための加熱を行うことができる。よって、溶接金属を溶融させるために必要なエネルギの低減を図ることが可能となる。このことは、アーク溶接にて要する消費電力の低減を図るのに適する。
【0024】
本発明のその他の特徴および利点は、添付図面を参照して以下に行う詳細な説明によって、より明らかとなろう。
【図面の簡単な説明】
【0025】
【図1】本発明の第1実施形態にかかるアーク溶接システムの構成を示すブロック図である。
【図2】図1のアーク溶接システムを用いたアーク溶接方法における各信号等のタイミングチャートである。
【図3】一つの単位期間における各信号等の変化を詳細に示すタイミングチャートである。
【図4】図1に示したアーク溶接システムを用いたアーク溶接方法における、非消耗電極の平面視の軌跡を、矢印を用いて模式的に表した図である。
【図5】図4に示す位置に非消耗電極が位置している場合の断面図である。
【図6】図1に示したアーク溶接システムを用いたアーク溶接方法における、非消耗電極の平面視の軌跡を、矢印を用いて模式的に表した図である。
【図7】従来のアーク溶接方法において形成される溶接金属を表す写真である。
【図8】従来のアーク溶接方法において形成される溶接金属を表す写真である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態につき、図面を参照して具体的に説明する。
【0027】
図1に示すアーク溶接システムA1は、溶接ロボット1と、ロボット制御装置2と、溶接電源装置3と、を備える。
【0028】
溶接ロボット1は、母材Wに対してアーク溶接を自動で行うものである。溶接ロボット1は、マニピュレータ11と、溶接トーチ12と、非消耗電極15と、ワイヤ送給装置16とを含む。
【0029】
マニピュレータ11は、たとえば多関節ロボットである。溶接トーチ12は、たとえば銅などの金属からなる筒状部材であり、適宜水冷構造を有する。溶接トーチ12は、ノズル(図示略)を有する。非消耗電極15は、たとえばタングステンからなる金属棒である。非消耗電極15は溶接トーチ12に保持されている。非消耗電極15および溶接トーチ12は、マニピュレータ11の駆動により、上下前後左右に自在に移動できる。アーク溶接システムA1の稼動時には、非消耗電極15を囲むように上記ノズルからプラズマガスが噴出される。当該プラズマガスを媒体として非消耗電極15と母材Wとの間にアークa1が発生する。アークa1が発生している際、非消耗電極15と母材Wとの間に溶接電圧Vwが印加され、非消耗電極15から母材Wに溶接電流Iwが流れる。ワイヤ送給装置16はフィラーワイヤ19を、非消耗電極15と母材Wとの間に送り出すためのものである。
【0030】
ロボット制御装置2は、動作制御回路21と、モード制御回路22と、ティーチペンダント(図示略)と、を含む。ロボット制御装置2は、溶接ロボット1の動作を制御するためのものである。
【0031】
動作制御回路21は、マイクロコンピュータおよびメモリ(ともに図示略)を有している。このメモリには、溶接ロボット1の各種の動作が設定された作業プログラムが記憶されている。動作制御回路21は、非消耗電極15(溶接トーチ12に保持されている)の母材Wに対する速度を設定する。動作制御回路21は、上記作業プログラム、溶接ロボット1におけるエンコーダからの座標情報、および非消耗電極15の母材Wに対する速度等に基づき、溶接ロボット1に対して動作制御信号Msを送る。溶接ロボット1は動作制御信号Msを受け、マニピュレータ11を駆動させ、溶接トーチ12が、母材Wにおける所定の溶接開始位置に移動したり、母材Wの面内方向に沿って移動したりする。
【0032】
具体的には、動作制御回路21は、切替回路210と、溶融池形成モード動作指令部211と、第1中間モード動作指令部212と、溶接金属加熱モード動作指令部213と、第2中間モード動作指令部214と、を含む。溶融池形成モード動作指令部211、第1中間モード動作指令部212、溶接金属加熱モード動作指令部213、および第2中間モード動作指令部214には、いずれも、上記の溶接ロボット1の各種の動作が設定された作業プログラムが記憶されている。
【0033】
切替回路210は、溶接ロボット1の動作に関する指令を切り替えるためのものである。切替回路210は、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4と、を受ける。
【0034】
切替回路210は、溶融池形成モード信号Sm1がHighレベルの場合は、溶融池形成モード動作指令部211に接続する。溶融池形成モード動作指令部211は、Highレベルの溶融池形成モード信号Sm1を受けると、上述の動作制御信号Msを送る。このとき、溶融池形成モード動作指令部211の指令によって、溶接ロボット1が動作する。
【0035】
同様に、切替回路210は、第1中間モード信号Sm2がHighレベルの場合は、第1中間モード動作指令部212に接続する。第1中間モード動作指令部212は、Highレベルの第1中間モード信号Sm2を受けると、上述の動作制御信号Msを送る。このとき、第1中間モード動作指令部212の指令によって、溶接ロボット1が動作する。
【0036】
同様に、切替回路210は、溶接金属加熱モード信号Sm3がHighレベルの場合は、溶接金属加熱モード動作指令部213に接続する。溶接金属加熱モード動作指令部213は、Highレベルの溶接金属加熱モード信号Sm3を受けると、上述の動作制御信号Msを送る。このとき、溶接金属加熱モード動作指令部213の指令によって、溶接ロボット1が動作する。
【0037】
同様に、切替回路210は、第2中間モード信号Sm4がHighレベルの場合は、第2中間モード動作指令部214に接続する。第2中間モード動作指令部214は、Highレベルの第2中間モード信号Sm4を受けると、上述の動作制御信号Msを送る。このとき、第2中間モード動作指令部214の指令によって、溶接ロボット1が動作する。
【0038】
モード制御回路22は、アーク溶接システムA1のモードを切り替えるものである。モード制御回路22は、後述の単位期間Tαを繰り返し発生させる。モード制御回路22は、各単位期間Tα中に、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4と、を送る。モード制御回路22は、動作制御回路21と、溶接電源装置3とに、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4とを送る。
【0039】
上記ティーチペンダントは、動作制御回路21に接続されている。上記ティーチペンダントは、溶接を実行する際のパラメータ等をアーク溶接システムA1のユーザが設定するためのものである。
【0040】
溶接電源装置3は、出力回路31と、第1電流値記憶部36と、第2電流値記憶部37と、送給制御回路38と、を含む。溶接電源装置3は、非消耗電極15と母材Wとの間に、溶接電圧Vwを印加しつつ溶接電流Iwを流すための装置であるとともに、フィラーワイヤ19の送給を制御するための装置である。
【0041】
第1電流値記憶部36は第1電流値iw1を記憶する。第2電流値記憶部37は第2電流値iw2を記憶する。第1電流値iw1および第2電流値iw2の各値は、たとえば、上記ティーチペンダントから入力され動作制御回路21を経由して、第1電流値記憶部36および第2電流値記憶部37にそれぞれ記憶される。
【0042】
出力回路31は、電源回路311と、電流検出回路312と、電流制御回路313と、電流誤差計算回路314と、を有する。出力回路31は、非消耗電極15と母材Wとの間に指示された値で溶接電圧Vwを印加し、もしくは、非消耗電極15から母材Wに指示された値で溶接電流Iwを流すためのものである。
【0043】
電源回路311は、たとえば3相200V等の商用電源を入力として、インバータ制御、サイリスタ位相制御等の出力制御を行い、溶接電圧Vwおよび溶接電流Iwを出力する。
【0044】
電流検出回路312は、非消耗電極15と母材Wとの間に流れる溶接電流Iwの値を検出するためのものである。電流検出回路312は、溶接電流Iwの値に対応する電流検出信号Idを送る。
【0045】
電流制御回路313は、非消耗電極15から母材Wに流れる溶接電流Iwの値を設定するためのものである。電流制御回路313は、第1電流値記憶部36および第2電流値記憶部37に接続している。電流制御回路313は、第1電流値記憶部36に記憶された第1電流値iw1や、第2電流値記憶部37に記憶された第2電流値iw2等に基づき、電流設定信号Irを生成する。そして電流制御回路313は生成した電流設定信号Irを送る。電流制御回路313(すなわち出力回路31)は、溶融池形成モード信号Sm1と、第1中間モード信号Sm2と、溶接金属加熱モード信号Sm3と、第2中間モード信号Sm4とを受ける。
【0046】
電流誤差計算回路314は、実際に流れている溶接電流Iwの値と、設定された溶接電流の値との差ΔIwを計算するためのものである。具体的には、電流誤差計算回路314は、電流検出信号Idと電流設定信号Irとを受け、差ΔIwに対応する電流誤差信号Eiを電源回路311に送る。なお、電流誤差計算回路314は、電流誤差信号Eiとして、差ΔIwを増幅した値に対応するものを送ってもよい。電源回路311は、電流誤差信号Eiを受けると、溶接電流Iwの値が設定された溶接電流の値となるように(すなわちΔIwが0となるように)、出力回路31の出力が制御される。
【0047】
送給制御回路38は、非消耗電極15と母材Wとの間のアークa1へフィラーワイヤ19を送り出す速度(送給速度Fw)を制御するためのものである。送給制御回路38は、送給速度Fwを指示するための送給速度制御信号Fcをワイヤ送給装置16に送る。
【0048】
次に、図2〜図6を更に用いて、アーク溶接システムA1を用いたアーク溶接方法について説明する。
【0049】
図2は、アーク溶接システムA1を用いたアーク溶接方法における各信号等のタイミングチャートである。同図では、(a)は溶接方向速度VR(後述)の変化状態を示し、(b)は幅方向位置Ly(後述)の変化状態を示し、(c)は溶接電流Iwの変化状態を示し、(d)は送給速度Fwの変化状態を示し、(e)は溶融池形成モード信号Sm1の変化状態を示し、(f)は第1中間モード信号Sm2の変化状態を示し、(g)は溶接金属加熱モード信号Sm3の変化状態を示し、(h)は第2中間モード信号Sm4の変化状態を示す。
【0050】
図2に示すように、アーク溶接システムA1を用いたアーク溶接方法においては、単位期間Tαを繰り返す。単位期間Tαは、たとえば1.0〜2.0secである。図3は、一つの単位期間Tαにおける各信号等の変化を詳細に示すタイミングチャートである。
【0051】
図4は、アーク溶接システムA1を用いたアーク溶接方法における、非消耗電極15の平面視の軌跡を、矢印を用いて模式的に表したものである。図5は、図4に示す位置に非消耗電極15が位置している場合の断面図である。図4、図5の(a−1),(a−2),(a−3)は、図3の(a−1),(a−2),(a−3)における状態にそれぞれ対応する。本実施形態では、母材Wとして2つの薄肉管(図7、図8参照)を用いる。図4に示す線889は、2つの薄肉管の突き合わせ線に相当する。図4では、線889よりも上側の部分が2つの薄肉管のうちの一方に相当し、線889よりも下側の部分が2つの薄肉管のうちの他方に相当する。各薄肉管の厚さはたとえば2mmであり、各薄肉管の直径はたとえば40mmである。本実施形態における溶接はT型継手溶接である。
【0052】
図2(a)、図3(a)の溶接方向速度VRとは、図4、図5に示す溶接進行方向Drにおける、母材Wに対する非消耗電極15の速度である。図4、図5の右方向に非消耗電極15が移動する場合には、溶接方向速度VRは正の値である一方、図4、図5の左方向に非消耗電極15が移動する場合には溶接方向速度VRは負の値となる。また、図4の上方向や下方向に非消耗電極15が移動した場合であっても、図4の非消耗電極15が左右方向に移動していない場合には、溶接方向速度VRは0となる。
【0053】
図2(b)、図3(b)の幅方向位置Lyは、図4(a−1)に示すように、非消耗電極15の線889を基準とした位置を表す。図4において非消耗電極15が線889よりも上側に位置している場合の幅方向位置Lyを正の値とする。一方、図4において非消耗電極15が線889よりも下側に位置している場合の幅方向位置Lyを負の値とする。
【0054】
図3に示すように、各単位期間Tαは、溶融池形成モード期間T1と、第1中間モード期間T2と、溶接金属加熱モード期間T3と、第2中間モード期間T4とを含む。溶融池形成モード期間T1はたとえば0.30〜0.60secであり、第1中間モード期間T2はたとえば0.15〜0.30secであり、溶接金属加熱モード期間T3はたとえば0.40〜0.80secであり、第2中間モード期間T4はたとえば0.15〜0.30secである。以下、詳述する。
【0055】
<溶融池形成モード期間T1(時刻t1〜時刻t2)>
図3に示す溶融池形成モード期間T1は、非消耗電極15と母材Wとの間のアークa1により、母材Wに溶融池888を形成するための期間である。図3(e)に示すように、時刻t1において、モード制御回路22は、溶融池形成モード信号Sm1をHighレベルに変化させる。Highレベルの溶融池形成モード信号Sm1は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0056】
切替回路210は、Highレベルの溶融池形成モード信号Sm1を受けると、溶融池形成モード動作指令部211に接続する。溶融池形成モード動作指令部211は、Highレベルの溶融池形成モード信号Sm1を受けると、同図(a)に示すように、溶接方向速度VRを速度v1とするための動作制御信号Msを溶接ロボット1に送る。これにより、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRは、速度v1となる。本実施形態においては、速度v1は0であり、溶融池形成モード期間T1中、溶接進行方向Drにおいて非消耗電極15は母材Wに対し停止している。本実施形態と異なり、速度v1は0でなくてもよく正の値であってもよい。すなわち、溶融池形成モード期間T1中に、溶接進行方向Drにおいて、非消耗電極15を母材Wに対し前進させてもよい。
【0057】
同図(b)に示すように、溶融池形成モード期間T1中、非消耗電極15の幅方向位置Lyは0のままである。溶融池形成モード期間T1中、非消耗電極15は、溶接進行方向Drに交差する方向においても停止している。以上より、溶融池形成モード期間T1中は、図4(a−1)に示す位置s3に非消耗電極15は停止している。
【0058】
図3(c)に示すように、電流制御回路313は、Highレベルの溶融池形成モード信号Sm1を受けると、絶対値の時間平均値が第1電流値iw1である溶接電流Iwを流すための電流設定信号Irを送る。そのため、溶融池形成モード期間T1中、非消耗電極15と母材Wとの間に、絶対値の時間平均値が第1電流値iw1である溶接電流Iwが流れる。第1電流値iw1はたとえば、100Aである。溶融池形成モード期間T1における溶接電流Iwは、たとえば、周波数が80〜120Hzのパルス電流である。
【0059】
同図(d)に示すように、送給制御回路38は、Highレベルの溶融池形成モード信号Sm1を受けると、送給速度Fwを速度fw1とするための送給速度制御信号Fcをワイヤ送給装置16に送る。速度fw1は正の値であり、たとえば、1.5m/minである。これにより、図5(a−1)に示すように、フィラーワイヤ19が、非消耗電極15と母材Wとの間のアークa1に、送給速度Fwが速度fw1で供給される。
【0060】
以上のように、溶融池形成モード期間T1は経過する。図5(a−1)に示すように、溶融池形成モード期間T1においては、母材Wやフィラーワイヤ19が溶融し、母材Wに溶融池888が形成される。図4(a−1)では、溶融池888が形成されるのは位置s3およびその近傍である。なお、位置s3およびその近傍に溶融池888を形成した単位期間Tαの1つ前の単位期間Tαにおいては、位置s2およびその近傍に溶融池888が形成されている。位置s2およびその近傍に溶融池888を形成した単位期間Tαの1つ前の単位期間Tαにおいては、位置s1およびその近傍に溶融池888が形成されている。位置s3およびその近傍に溶融池888を形成する時には、当該単位期間Tαの1つ前や2つ前の単位期間Tαに形成された溶融池888は凝固し溶接金属881となっている。また、後述の加熱工程が行われていない溶接金属881の表面882は、平坦ではなく曲面状となっている。
【0061】
<第1中間モード期間T2(時刻t2〜時刻t3)>
次に、図3に示す第1中間モード期間T2が開始する。第1中間モード期間T2は、溶接進行方向Drとは反対側に、非消耗電極15を母材Wに対し後退させるための期間である。図3(e)に示すように、時刻t2において、モード制御回路22は、溶融池形成モード信号Sm1をHighレベルからLowレベルに変化させる。一方、図3(f)に示すように、時刻t2において、モード制御回路22は、第1中間モード信号Sm2をHighレベルに変化させる。Highレベルの第1中間モード信号Sm2は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0062】
切替回路210は、Highレベルの第1中間モード信号Sm2を受けると、第1中間モード動作指令部212に接続する。第1中間モード動作指令部212は、Highレベルの第1中間モード信号Sm2を受けると、同図(a)に示すように、溶接方向速度VRを速度v2とするための動作制御信号Msを溶接ロボット1に送る。これにより、第1中間モード動作指令部212は、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRが、速度v2となる。本実施形態においては、速度v2は負の値であり、たとえば、1.2〜2.2m/minである。そのため、図4(a−1)、図5(a−1)に示すように、第1中間モード期間T2中は、溶接進行方向Drとは反対側に、非消耗電極15は母材Wに対し後退する。第1中間モード期間T2において非消耗電極15が後退する距離Lb1は、たとえば、6.0〜9.0mmである。
【0063】
図3(b)、図4(a−1)に示すように、第1中間モード期間T2中、非消耗電極15の幅方向位置Lyが徐々に大きくなる。すなわち、第1中間モード期間T2中、非消耗電極15は、線889から徐々に離間する。このように、第1中間モード動作指令部212は、第1中間モード期間T2中、非消耗電極15を、溶接進行方向Drと交差する方向に移動させる。
【0064】
図3(c)に示すように、電流制御回路313は、Highレベルの第1中間モード信号Sm2を受けると、絶対値の時間平均値が第1電流値iw1から徐々に減少する溶接電流Iwを流すための電流設定信号Irを送る。そのため、第1中間モード期間T2中、溶接電流Iwの絶対値の時間平均値は徐々に減少する。第1中間モード期間T2の終了時には、溶接電流Iwの絶対値の時間平均値は第2電流値iw2となっている。
【0065】
同図(d)に示すように、送給制御回路38は、Highレベルの第1中間モード信号Sm2を受けると、送給速度Fwを0とするための送給速度制御信号Fcをワイヤ送給装置16に送る。これにより、フィラーワイヤ19のアークa1への送給が停止する。そのため、第1中間モード期間T2においてフィラーワイヤ19が溶融しない。
【0066】
<溶接金属加熱モード期間T3(時刻t3〜時刻t6)>
次に、図3に示す溶接金属加熱モード期間T3が開始する。溶接金属加熱モード期間T3は、図5に示す溶接金属881を加熱するための期間である。図3(f)に示すように、時刻t3において、モード制御回路22は、第1中間モード信号Sm2をHighレベルからLowレベルに変化させる。一方、図3(g)に示すように、時刻t3において、モード制御回路22は、溶接金属加熱モード信号Sm3をHighレベルに変化させる。Highレベルの溶接金属加熱モード信号Sm3は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0067】
切替回路210は、Highレベルの溶接金属加熱モード信号Sm3を受けると、溶接金属加熱モード動作指令部213に接続する。溶接金属加熱モード動作指令部213は、Highレベルの溶接金属加熱モード信号Sm3を受けると、動作制御信号Msを溶接ロボット1に送る。図3(a)に示すように、本実施形態では、時刻t3〜時刻t4および時刻t5〜時刻t6においては、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRは0であり、溶接進行方向Drにおいて非消耗電極15は停止している。一方、時刻t4〜時刻t5においては、溶接方向速度VRは正の値であり、溶接進行方向Drにおいて非消耗電極15は前進している。溶接金属加熱モード期間T3中に溶接進行方向Drにおいて非消耗電極15が進む距離Lf1(図4(a−2),図5(a−2)参照)は、たとえば、1.0〜2.5mmである。本実施形態と異なり、時刻t3〜時刻t6の間中、常に、非消耗電極15が溶接進行方向Dr側に向かって、非常に低速で進んでいてもよい。
【0068】
溶接金属加熱モード動作指令部213は、Highレベルの溶接金属加熱モード信号Sm3を受けると、溶接進行方向Drに交差する方向に、母材Wに対し非消耗電極15をウィービングさせるための動作制御信号Msも溶接ロボット1に送る。そのため、図3(b)、図4(a−2)に示すように、溶接金属加熱モード期間T3中、非消耗電極15は、溶接進行方向Drと交差する方向に、母材Wに対しウィービングさせられる。溶接金属加熱モード期間T3中の、非消耗電極15の線889からの最大離間距離Lmax(振幅)は、たとえば、3.0〜6.0mmである。
【0069】
図3(c)に示すように、電流制御回路313は、Highレベルの溶接金属加熱モード信号Sm3を受けると、絶対値の時間平均値が第2電流値iw2である溶接電流Iwを流すための電流設定信号Irを送る。そのため、溶接金属加熱モード期間T3中、非消耗電極15から母材Wに、絶対値の時間平均値が第2電流値iw2である溶接電流Iwが流れる。第2電流値iw2は第1電流値iw1より小さい。第2電流値iw2はたとえば、40Aである。
【0070】
同図(d)に示すように、溶接金属加熱モード期間T3中は、フィラーワイヤ19のアークa1への送給が停止した状態が継続している。そのため、溶接金属加熱モード期間T3においてフィラーワイヤ19が溶融しない。
【0071】
以上のように、溶接金属加熱モード期間T3は経過する。図5(a−2)に示すように、溶接金属加熱モード期間T3においては、アークa1により、溶接金属881が加熱される。そのため、溶接金属881の表面882寄りの部分が溶融する。これにより、表面が平坦な溶接金属883が形成される。ある単位期間Tαに加熱する溶接金属881は、当該単位期間Tαよりも、2回以上前の単位期間Tαにおける溶融池888を形成する工程にて形成された溶融池888が凝固したものである、ことが好ましい。
【0072】
<第2中間モード期間T4(時刻t6〜時刻t7)>
次に、図3に示す第2中間モード期間T4が開始する。第2中間モード期間T4は、溶接進行方向Dr側に、非消耗電極15を母材Wに対し前進させるための期間である。図3(g)に示すように、時刻t6において、モード制御回路22は、溶接金属加熱モード信号Sm3をHighレベルからLowレベルに変化させる。一方、図3(h)に示すように、時刻t6において、モード制御回路22は、第2中間モード信号Sm4をHighレベルに変化させる。Highレベルの第2中間モード信号Sm4は、モード制御回路22から、動作制御回路21(切替回路210)と、出力回路31(電流制御回路313)と、送給制御回路38とに送られる。
【0073】
切替回路210は、Highレベルの第2中間モード信号Sm4を受けると、第2中間モード動作指令部214に接続する。第2中間モード動作指令部214は、Highレベルの第2中間モード信号Sm4を受けると、溶接方向速度VRを速度v4とするための動作制御信号Msを溶接ロボット1に送る。これにより、溶接進行方向Drにおける、非消耗電極15の母材Wに対する溶接方向速度VRが、速度v4となる。本実施形態においては、速度v4は正の値であり、たとえば、1.2〜2.2m/minである。そのため、図4(a−3)、図5(a−3)に示すように、第2中間モード期間T4中、溶接進行方向Dr側に、非消耗電極15は母材Wに対し前進する。第2中間モード期間T4において非消耗電極15が前進する距離Lf2は、たとえば、6.0〜9.0mmである。また、各単位期間Tαごとに非消耗電極15が進むピッチLp1は、たとえば、2.0〜4.0mmである。
【0074】
図3(b)、図4(a−3)に示すように、第2中間モード期間T4中、非消耗電極15の幅方向位置Lyが徐々に0に近づく。すなわち、第2中間モード期間T4中、非消耗電極15は、線889に徐々に接近する。このように、第2中間モード動作指令部214は、第2中間モード期間T4中、非消耗電極15を溶接進行方向Drと交差する方向に移動させる。
【0075】
図3(c)に示すように、電流制御回路313は、Highレベルの第2中間モード信号Sm4を受けると、絶対値の時間平均値が第2電流値iw2から徐々に上昇する溶接電流Iwを流すための電流設定信号Irを送る。そのため、第2中間モード期間T4中、溶接電流Iwの絶対値の時間平均値は徐々に上昇する。第2中間モード期間T4の終了時には、溶接電流Iwの絶対値の時間平均値は第1電流値iw1となっている。
【0076】
同図(d)に示すように、第2中間モード期間T4中は、フィラーワイヤ19のアークa1への送給が停止した状態が継続している。そのため、第2中間モード期間T4においてフィラーワイヤ19が溶融しない。
【0077】
アーク溶接システムA1を用いたアーク溶接方法においては、上述の単位期間Tαを順次繰り返す。図6には、非消耗電極15の軌跡を模式的に示している。図6(a)は、図4(a−3)に示した非消耗電極15の軌跡と同一のものを示している。図6(b)は同図(a)に示した状態から、更に1つの単位期間Tαにおけるプロセスを経た時の非消耗電極15の軌跡を示している。同様に、図6(c),(d),(e)は、図6(b),(c),(d)に示した状態から、更に1つの単位期間Tαにおけるプロセスを経た時の非消耗電極15の軌跡をそれぞれ示している。このようにして、表面が平坦な溶接金属883が、溶接進行方向Drに沿って順次形成されていく。
【0078】
次に、本実施形態の作用効果について説明する。
【0079】
本実施形態のアーク溶接方法においては、単位期間Tαを繰り返す。そして、各単位期間Tα中に、溶融池888を形成する工程と、溶接金属881を加熱する工程とを行う。このような構成によると、溶接金属881を加熱する工程はそれぞれ、溶融池888を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池888が形成された時からあまり時間が経過していない時に、当該溶融池888が凝固した溶接金属881に対する平坦化のための加熱を、行うことができる。これにより、溶接金属881の温度があまり低下していない時に、溶接金属881に対する平坦化のための加熱を行うことができる。よって、溶接金属881を溶融させるために必要なエネルギの低減を図ることが可能となる。このことは、アーク溶接における消費電力の低減を図るのに適する。
【0080】
本実施形態では、溶融池形成モード期間T1中の溶融池888を形成する工程において、非消耗電極15と母材Wとの間に、絶対値の時間平均値が第1電流値iw1である溶接電流Iwを流す。一方、溶接金属加熱モード期間T3中の溶接金属881を加熱する工程において、非消耗電極15と母材Wとの間に、絶対値の時間平均値が第2電流値iw2である溶接電流Iwを流す。第2電流値iw2は第1電流値iw1より小さい。すなわち、本実施形態では、溶接金属加熱モード期間T3における溶接電流Iwの絶対値の時間平均値は比較的低くなっている。このように本実施形態では、溶接金属881を加熱する工程における溶接電流Iwの絶対値の電流値を小さくすることにより、溶接金属加熱モード期間T3において消費される電力の低減を図っている。溶接金属加熱モード期間T3における消費電力の低減を図ることができると、アーク溶接における消費電力の低減を図ることができる。
【0081】
なお、溶接金属加熱モード期間T3において消費される電力の低減を図るには、必ずしも溶接金属加熱モード期間T3における溶接電流Iwの絶対値の平均値を低くする必要はない。溶接金属加熱モード期間T3の時間を短くすることにより、溶接金属加熱モード期間T3において消費される電力の低減を図ってもよい。
【0082】
また、溶接金属加熱モード期間T3における溶接電流Iwの絶対値の時間平均値を比較的低くできると、溶接金属加熱モード期間T3において、溶接金属881のうち、表面882の近傍の部位のみを溶融させることができる。溶接金属加熱モード期間T3にて、溶接金属881のうち表面882の近傍の部位のみを溶融させることができると、溶接金属881が溶融することによる垂れや溶け落ちを防止できるといったメリットがある。
【0083】
本実施形態では、第1中間モード期間T2において、非消耗電極15と母材Wとの間に流れる溶接電流Iwの絶対値の時間平均値を徐々に減少させる。当該構成は、第1中間モード期間T2が開始すると、溶接電流Iwの絶対値の時間平均値を第1電流値iw1から第2電流値iw2に即座に減少させる、のではない。よって、アークa1を安定させたまま、溶接電流Iwの絶対値の平均値を減少させることができる。そのため、溶接電流Iwの絶対値の時間平均値を減少させる際にアークa1が消弧してしまうことを、防止することができる。
【0084】
本実施形態では、第1中間モード期間T2において、母材Wに対し非消耗電極15を溶接進行方向Drとは反対側の地点まで移動させる第1移動工程を行う。当該第1移動工程においては、溶接進行方向Drと交差する方向に、母材Wに対し非消耗電極15を移動させる。このような構成は、第1中間モード期間T2中に、平面視において非消耗電極15を線889上から離間させるのに好適である。第1中間モード期間T2中に平面視において非消耗電極15を線889から離間させることができると、第1中間モード期間T2中に、アークa1が溶融池888に熱を与えることを抑制できる。したがって、溶融池888をより早く凝固させることができ、垂れや溶け落ちを防止することができる。
【0085】
本実施形態では、第2中間モード期間T4において、非消耗電極15と母材Wとの間に流れる溶接電流Iwの絶対値の時間平均値を徐々に上昇させる。当該構成は、第2中間モード期間T4が開始すると、溶接電流Iwの絶対値の時間平均値を第2電流値iw2から第1電流値iw1に即座に上昇させる、のではない。よって、アークa1を安定させたまま、溶接電流Iwの絶対値の平均値を上昇させることができる。そのため、溶接電流Iwの絶対値の時間平均値を上昇させる際にアークa1が消弧してしまうことを、防止することができる。
【0086】
本実施形態では、第2中間モード期間T4において、母材Wに対し非消耗電極15を溶接進行方向Dr側の地点まで移動させる第2移動工程を行う。当該第2移動工程においては、溶接進行方向Drと交差する方向に、母材Wに対し非消耗電極15を移動させる。このような構成は、第2中間モード期間T4中に、平面視において非消耗電極15を線889上から離間させた状態を保つのに好適である。第2中間モード期間T4中に平面視において非消耗電極15を線889上から離間させることができると、第2中間モード期間T4中に、アークa1が溶融池888に熱を与えることを抑制できる。したがって、溶融池888をより早く凝固させることができ、垂れや溶け落ちを防止することができる。
【0087】
本実施形態では、ある単位期間Tαに加熱する溶接金属881は、当該単位期間Tαよりも、2回以上前の単位期間Tαにおける溶融池888を形成する工程にて形成された溶融池888が凝固したものである。このような構成は、溶融池888が形成されてすぐに当該溶融池888に入熱するのを回避するのに適する。そのため、溶融池888をより確実に凝固させることができ、垂れや溶け落ちを防止することができる。
【0088】
本発明は、上述した実施形態に限定されるものではない。本発明の各部の具体的な構成は、種々に設計変更自在である。上述の説明では、溶融池形成モード期間T1にはフィラーワイヤ19をアークa1に供給する例を示したが、アーク溶接方法においてフィラーワイヤを用いなくてもよい。単位期間Tα中は常にアークa1を点弧させていることが好ましいが、溶融池形成モード期間T1と溶接金属加熱モード期間T3との間に、一旦アークa1を消弧させてもよい。溶接金属881の表面882を平坦にするのは、上述のように非消耗電極15を母材Wに対しウィービングさせるのが好ましいが、必ずしも非消耗電極15をウィービングさせる必要はない。また、上述の実施形態では、薄肉管のT型継手溶接を行う例を示したが、本発明はこれに限られず、薄板の突合せ溶接や板材の重ね隅肉溶接や板材のT字隅肉溶接を行う場合にも有益である。
【符号の説明】
【0089】
A1 アーク溶接システム
1 溶接ロボット
11 マニピュレータ
12 溶接トーチ
15 非消耗電極
16 ワイヤ送給装置
19 フィラーワイヤ
2 ロボット制御装置
21 動作制御回路
210 切替回路
211 溶融池形成モード動作指令部
212 第1中間モード動作指令部
213 溶接金属加熱モード動作指令部
214 第2中間モード動作指令部
22 モード制御回路
3 溶接電源装置
31 出力回路
311 電源回路
312 電流検出回路
313 電流制御回路
314 電流誤差計算回路
36 第1電流値記憶部
37 第2電流値記憶部
38 送給制御回路
881,883 溶接金属
882 表面
888 溶融池
889 線
a1 アーク
Dr 溶接進行方向
Ei 電流誤差信号
Fc 送給速度制御信号
Fw 送給速度
Id 電流検出信号
Ir 電流設定信号
Iw 溶接電流
iw1 第1電流値
iw2 第2電流値
Lb1,Lf1,Lf2 距離
Lp1 ピッチ
Ly 幅方向位置
Ms 動作制御信号
Sm1 溶融池形成モード信号
Sm2 第1中間モード信号
Sm3 溶接金属加熱モード信号
Sm4 第2中間モード信号
Tα 単位期間
T1 溶融池形成モード期間
T2 第1中間モード期間
T3 溶接金属加熱モード期間
T4 第2中間モード期間
VR 溶接方向速度
Vw 溶接電圧
W 母材
【特許請求の範囲】
【請求項1】
単位期間を繰り返すアーク溶接方法であって、
上記各単位期間中に、
非消耗電極と母材との間に生成したアークにより上記母材に溶融池を形成する工程と、
上記溶融池を形成する工程の後に、上記アークにより、溶融池が凝固した溶接金属を加熱する工程と、を備える、アーク溶接方法。
【請求項2】
上記溶融池を形成する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が第1電流値である溶接電流を流し、
上記加熱する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が、上記第1電流値より小さい第2電流値である溶接電流を流す、請求項1に記載のアーク溶接方法。
【請求項3】
上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に減少させる工程を更に備える、請求項2に記載のアーク溶接方法。
【請求項4】
上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記母材に対し上記非消耗電極を溶接進行方向とは反対側の地点まで移動させる第1移動工程を更に備え、
上記第1移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる、請求項3に記載のアーク溶接方法。
【請求項5】
上記各単位期間中に、上記加熱する工程の後に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に上昇させる工程を更に備える、請求項2ないし4のいずれかに記載のアーク溶接方法。
【請求項6】
上記各単位期間中に、上記加熱する工程の後に、上記母材に対し上記非消耗電極を上記溶接進行方向側の地点まで移動させる第2移動工程を更に備え、
上記第2移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる、請求項5に記載のアーク溶接方法。
【請求項7】
上記溶融池を形成する工程においては、上記アークにフィラーワイヤを供給する、請求項1ないし6のいずれかに記載のアーク溶接方法。
【請求項8】
上記加熱する工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる、請求項1ないし7のいずれかに記載のアーク溶接方法。
【請求項9】
上記加熱する工程にて加熱する溶接金属は、当該加熱する工程の行われる単位期間よりも、2回以上前の単位期間における溶融池を形成する工程にて形成された溶融池が凝固したものである、請求項1ないし8のいずれかに記載のアーク溶接方法。
【請求項10】
上記溶融池を形成する工程においては、上記溶接電流として、周波数が80〜120Hzであるパルス電流を流す、請求項2ないし6のいずれかに記載のアーク溶接方法。
【請求項11】
単位期間を繰り返し発生させるモード制御回路と、
非消耗電極および母材の間に溶接電流を流す出力回路と、
上記非消耗電極および上記母材の間のアークへ供給するフィラーワイヤの送給速度を制御する送給速度制御回路と、
上記母材に対する上記非消耗電極の動作を制御する動作制御回路と、を備え、
上記モード制御回路は、上記各単位期間中に、溶融池形成モード信号および溶接金属加熱モード信号を送り、
上記送給速度制御回路は、上記溶融池形成モード信号を受けると、上記送給速度を正の値に設定し、
上記動作制御回路は、溶接金属加熱モード指令部を含み、
上記溶接金属加熱モード指令部は、上記溶接金属加熱モード信号を受けると、溶接進行方向に交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる、アーク溶接システム。
【請求項12】
第1電流値を記憶する第1電流値記憶部と、
第2電流値を記憶する第2電流値記憶部と、を更に備え、
上記出力回路は、上記溶融池形成モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第1電流値であるものを流し、上記溶接金属加熱モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第2電流値であるものを流す、請求項11に記載のアーク溶接システム。
【請求項13】
上記モード制御回路は、上記各単位期間中に、上記溶融池形成モード信号を送った後且つ上記溶接金属加熱モード信号を送る前に、第1中間モード信号を送り、
上記出力回路は、上記第1中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第1電流値から上記第2電流値に徐々に変化させる、請求項12に記載のアーク溶接システム。
【請求項14】
上記動作制御回路は、上記第1中間モード信号を受けると、上記溶接進行方向に交差する方向に上記非消耗電極を移動させる第1中間モード指令部を含む、請求項13に記載のアーク溶接システム。
【請求項15】
上記モード制御回路は、上記各単位期間中に、上記溶接金属加熱モード信号を送った後に、第2中間モード信号を送り、
上記出力回路は、上記第2中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第2電流値から上記第1電流値に徐々に変化させる、請求項12ないし14のいずれかに記載のアーク溶接システム。
【請求項1】
単位期間を繰り返すアーク溶接方法であって、
上記各単位期間中に、
非消耗電極と母材との間に生成したアークにより上記母材に溶融池を形成する工程と、
上記溶融池を形成する工程の後に、上記アークにより、溶融池が凝固した溶接金属を加熱する工程と、を備える、アーク溶接方法。
【請求項2】
上記溶融池を形成する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が第1電流値である溶接電流を流し、
上記加熱する工程においては、上記非消耗電極と上記母材との間に、絶対値の時間平均値が、上記第1電流値より小さい第2電流値である溶接電流を流す、請求項1に記載のアーク溶接方法。
【請求項3】
上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に減少させる工程を更に備える、請求項2に記載のアーク溶接方法。
【請求項4】
上記各単位期間中に、上記溶融池を形成する工程と上記加熱する工程との間に、上記母材に対し上記非消耗電極を溶接進行方向とは反対側の地点まで移動させる第1移動工程を更に備え、
上記第1移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる、請求項3に記載のアーク溶接方法。
【請求項5】
上記各単位期間中に、上記加熱する工程の後に、上記非消耗電極と上記母材との間に流れる溶接電流の絶対値の時間平均値を徐々に上昇させる工程を更に備える、請求項2ないし4のいずれかに記載のアーク溶接方法。
【請求項6】
上記各単位期間中に、上記加熱する工程の後に、上記母材に対し上記非消耗電極を上記溶接進行方向側の地点まで移動させる第2移動工程を更に備え、
上記第2移動工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極を移動させる、請求項5に記載のアーク溶接方法。
【請求項7】
上記溶融池を形成する工程においては、上記アークにフィラーワイヤを供給する、請求項1ないし6のいずれかに記載のアーク溶接方法。
【請求項8】
上記加熱する工程においては、上記溶接進行方向と交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる、請求項1ないし7のいずれかに記載のアーク溶接方法。
【請求項9】
上記加熱する工程にて加熱する溶接金属は、当該加熱する工程の行われる単位期間よりも、2回以上前の単位期間における溶融池を形成する工程にて形成された溶融池が凝固したものである、請求項1ないし8のいずれかに記載のアーク溶接方法。
【請求項10】
上記溶融池を形成する工程においては、上記溶接電流として、周波数が80〜120Hzであるパルス電流を流す、請求項2ないし6のいずれかに記載のアーク溶接方法。
【請求項11】
単位期間を繰り返し発生させるモード制御回路と、
非消耗電極および母材の間に溶接電流を流す出力回路と、
上記非消耗電極および上記母材の間のアークへ供給するフィラーワイヤの送給速度を制御する送給速度制御回路と、
上記母材に対する上記非消耗電極の動作を制御する動作制御回路と、を備え、
上記モード制御回路は、上記各単位期間中に、溶融池形成モード信号および溶接金属加熱モード信号を送り、
上記送給速度制御回路は、上記溶融池形成モード信号を受けると、上記送給速度を正の値に設定し、
上記動作制御回路は、溶接金属加熱モード指令部を含み、
上記溶接金属加熱モード指令部は、上記溶接金属加熱モード信号を受けると、溶接進行方向に交差する方向に、上記母材に対し上記非消耗電極をウィービングさせる、アーク溶接システム。
【請求項12】
第1電流値を記憶する第1電流値記憶部と、
第2電流値を記憶する第2電流値記憶部と、を更に備え、
上記出力回路は、上記溶融池形成モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第1電流値であるものを流し、上記溶接金属加熱モード信号を受けると、上記溶接電流として絶対値の時間平均値が上記第2電流値であるものを流す、請求項11に記載のアーク溶接システム。
【請求項13】
上記モード制御回路は、上記各単位期間中に、上記溶融池形成モード信号を送った後且つ上記溶接金属加熱モード信号を送る前に、第1中間モード信号を送り、
上記出力回路は、上記第1中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第1電流値から上記第2電流値に徐々に変化させる、請求項12に記載のアーク溶接システム。
【請求項14】
上記動作制御回路は、上記第1中間モード信号を受けると、上記溶接進行方向に交差する方向に上記非消耗電極を移動させる第1中間モード指令部を含む、請求項13に記載のアーク溶接システム。
【請求項15】
上記モード制御回路は、上記各単位期間中に、上記溶接金属加熱モード信号を送った後に、第2中間モード信号を送り、
上記出力回路は、上記第2中間モード信号を受けると、上記溶接電流の絶対値の時間平均値を、上記第2電流値から上記第1電流値に徐々に変化させる、請求項12ないし14のいずれかに記載のアーク溶接システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−779(P2013−779A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−135252(P2011−135252)
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月17日(2011.6.17)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]