
アーク溶接装置
【課題】 溶接電源とワイヤ送給装置とを接続する接触検出線が断線すると、インニング作業において、溶接トーチに先端から溶接ワイヤが出過ぎてしまう。
【解決手段】 溶接電圧及びワイヤ送給量の制御機能を有する溶接電源と、ワイヤ送給モータを有し溶接電源に接続されるワイヤ送給装置と、溶接電流設定値を設定する溶接電流設定器、溶接電圧設定値を設定する溶接電圧設定器及びインチング信号を出力するインチングボタンとで形成し溶接電源に接続される遠隔制御装置と、を備えたアーク溶接装置において、インチングボタンを押している間は、溶接電源は、ワイヤ送給モータを第1の送給速度で送給すると共に送給量を算出し、溶接ワイヤの送給量が予め定めた基準送給量になると前記第1の送給速度より遅い第2の送給速度で前記溶接ワイヤを送給させる送給速度制御を行なうこと、を特徴とするアーク溶接装置である。
【解決手段】 溶接電圧及びワイヤ送給量の制御機能を有する溶接電源と、ワイヤ送給モータを有し溶接電源に接続されるワイヤ送給装置と、溶接電流設定値を設定する溶接電流設定器、溶接電圧設定値を設定する溶接電圧設定器及びインチング信号を出力するインチングボタンとで形成し溶接電源に接続される遠隔制御装置と、を備えたアーク溶接装置において、インチングボタンを押している間は、溶接電源は、ワイヤ送給モータを第1の送給速度で送給すると共に送給量を算出し、溶接ワイヤの送給量が予め定めた基準送給量になると前記第1の送給速度より遅い第2の送給速度で前記溶接ワイヤを送給させる送給速度制御を行なうこと、を特徴とするアーク溶接装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はアーク溶接装置に係り、特にワイヤ送給のインチング制御に関するものである。
【背景技術】
【0002】
アーク溶接装置において、送給装置に装着した溶接ワイヤを溶接トーチに送給するインチング操作では、作業者が遠隔制御装置(リモコン装置)に設けられたインチングボタンをオンにして溶接ワイヤの送給を開始させ、溶接トーチのチップ先端から溶接ワイヤが送り出されたことを目視により確認し、インチングボタンをオフにして溶接ワイヤの送給を停止していた。
【0003】
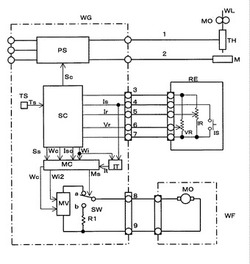
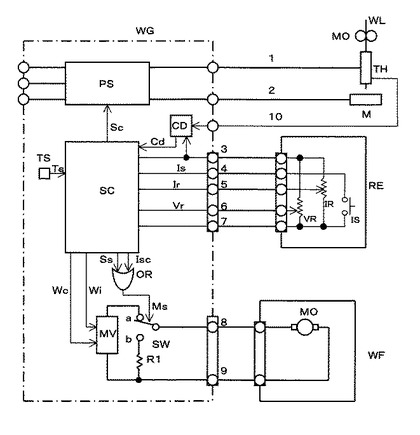
図4は、従来技術のアーク溶接装置の電気接続図である。同図において、溶接電源WGは、溶接ワイヤWLと被加工物Mとの間に電力を供給する主電源回路PSと、溶接電圧設定値Vrに基づいて主電源回路PSを制御し、溶接電流設定値Irに基づいて送給指令信号Wcとインチング指令信号Wiを生成し、起動信号Tsの入力に応じて送給制御信号Ssと送給指令信号Wcとを出力し、インチング信号Isの入力に応じてインチング制御信号Iscとインチング指令信号Wiとを出力する主制御回路SCと、送給指令信号Wi又はインチング指令信号Wiの値に応じてワイヤ送給モータMOの回転を制御するモータ駆動回路MVと、送給制御信号Ssとインチング制御信号Iscとのオア論理を行い送給起動信号Msとして出力するオア論理回路ORと、送給起動信号Msが入力するとモータ駆動回路MVをワイヤ送給モータMOに接続し、送給起動信号Msの入力が停止すると制動抵抗器R1をワイヤ送給モータMOに接続する切換回路SWと、溶接トーチTHの図示省略のチップと溶接ワイヤWLとが接触したか否かを接触検出線10を介して判別する接触判別回路CDと、で形成されている。
【0004】
図4示すワイヤ送給装置WFは、ワイヤ送給モータMOから成り、溶接電源WGに制御線8と制御線9とによって接続されている。
【0005】
図4に示す遠隔制御装置REは、溶接電流設定器IR、溶接電圧設定器VR及びインチングボタンISによって形成され、制御線3〜制御線7によって溶接電源WGに接続されている。
【0006】
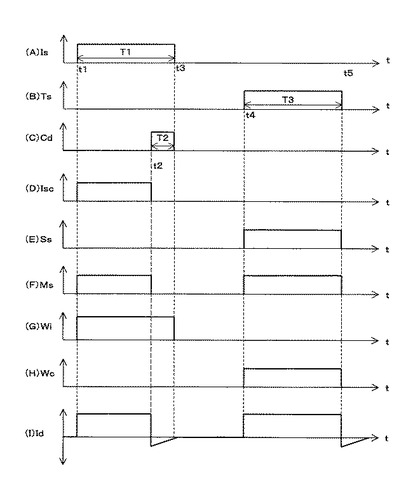
図5は、従来技術の動作を説明する波形タイミング図である。
図5において、同図(A)の波形は、インチング信号Isを示し、同図(B)の波形は、起動信号Tsを示し、同図(C)の波形は、接触判別信号Cdを示し、同図(D)の波形は、インチング制御信号Iscを示し、同図(E)の波形は、送給制御信号Ssを示し、同図(F)の波形は、送給起動信号Msを示し、同図(G)の波形は、インチング指令信号Wiを示し、同図(H)の波形は、送給指令信号Wcを示し、同図(I)の波形は、モータ駆動電流Idを示す。
【0007】
つぎに、図4及び図5を用いて従来技術の動作について説明する。
図5に示す時刻t=t1において、主制御回路SCは、図5(A)にインチング信号IsのHighレベルに応じて同図(D)に示すインチング制御信号IscをHighレベルにして出力すると共に同図(G)に示すインチング指令信号Wiを出力する。オア論理回路ORは、インチング制御信号IscのHighレベルと同図(E)に示す送給制御信号SsのLowレベルとのオア論理を行い同図(F)に示す送給起動信号Msとして出力する。そして、接触判別回路CDは、図5(A)にインチング信号IsのHighレベルに応じて動作を開始する。
【0008】
主制御回路SCは、時刻t=t1において、溶接電流設定値Irをモータ駆動回路MVに対応したインチング指令信号Wiに変換して出力する。モータ駆動回路MVは、インチング指令信号Wiの値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。
【0009】
主制御回路SCは、時刻t=t1において、図5(F)に示す送給起動信号MsをHighレベルにし切換回路SWをa側にして、モータ駆動回路MVをワイヤ送給モータMOに接続し、図示省略のモータ駆動電圧をワイヤ送給モータMOに印加して溶接ワイヤの送給を開始する。
【0010】
インチングが開始すると、溶接トーチTHの図示省略のチップとワイヤ通電部との間に、例えば、10V程度の電圧が接触検出線10を介して印加され、溶接ワイヤWLが送給を開始し時刻t=t2のとき、溶接ワイヤWLがチップとワイヤ通電部の間に挿入して短絡し、チップとワイヤ通電部との間の電圧が略零になり、接触検出線10を介して略零電圧が接触判別回路CDに入力すると、接触判別回路CDは、溶接ワイヤWLが溶接トーチ先端に到達したと判断し、時刻t=t2のとき、図5(C)に示す接触判別信号Cdをhighレベルにする。主制御回路SCは、接触判別信号Cdがhighレベルになると、同図(D)に示すインチング制御信号IscをLowレベルにする。
【0011】
オア論理回路ORは、インチング制御信号IscのLowレベルと送給制御信号SsのLowレベルとのオア論理を行い、図5(F)に示す送給起動信号MsをHighレベルからLowレベルにする。時刻t=t2において、図5(F)に示す送給起動信号MsがLowレベルになると切換回路SWをa側からb側にし、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続し、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止しテ溶接ワイヤWLの送給を止める。
【0012】
図5に示す時刻t=t3において、図5(A)にインチング信号IsがLowレベルなると、接触判別回路CDの動作を停止し、主制御回路SCは、同図(G)に示すインチング指令信号Wiの出力を停止しインチング動作が終了する。
【0013】
つぎに、図5に示す時刻t=t4において、図5(B)に示す起動信号TsがHighレベルになると、主制御回路SCは、同図(E)に示す送給制御信号SsをHighレベルにして出力すると共に同図(H)に示す送給指令信号Wcを出力する。オア論理回路ORは、同図(D)に示すインチング制御信号IscのLowレベルと同図(E)に示す送給制御信号SsのHighレベルとのオア論理を行い図4(F)に示す送給起動信号MsをHighレベルにする。
【0014】
主制御回路SCは、時刻t=t14おいて、溶接電圧設定値Vrに基づいて主電源回路PSの出力制御すると共に溶接電流設定値Irをモータ駆動回路MVに対応した送給指令信号Wcに変換して出力する。モータ駆動回路MVは、送給指令信号Wcの値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。
【0015】
時刻t=t4において、図5(F)に示す送給起動信号MsをHighレベルにし切換回路SWをa側にして、モータ駆動回路MVをワイヤ送給モータMOに接続し、図示省略モータ駆動電圧をワイヤ送給モータMOに印加して溶接ワイヤの送給を開始する。このとき、無負荷電圧が出力する。
【0016】
時刻t=t5において、図5(B)に示す起動信号Tsがオフすると、主制御回路SCは、同図(H)に示す送給指令信号Wcの出力を停止する。このとき、同図(F)に示す送給起動信号MsがLowレベルになり切換回路SWをa側からb側にし、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続し、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止し、溶接ワイヤWLの送給を止める。
【0017】
上述より、溶接ワイヤを溶接トーチに送給するインチング操作において、作業者が遠隔制御装置に設けられたインチングボタンをオンにして溶接ワイヤの送給を開始させ、溶接トーチのチップ先端から溶接ワイヤが送給されたことを目視により確認する必要がなくなる。(例えば、特許文献1)
【先行技術文献】
【特許文献】
【0018】
【特許文献1】実開平5−13669号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
図4に示す従来技術のアーク溶接装置において、ワイヤ送給装置と溶接トーチとの距離が、例えば、10m以上離れた環境で使用することもある。この環境下でインチング操作を行うとき、溶接ワイヤが溶接トーチ先端から送り出されることを作業者が目視で確認して溶接ワイヤの送給を停止し、出すぎた余分な溶接ワイヤをペンチ等で切断していた。
しかし、ワイヤ送給装置と溶接トーチとの距離が10m以上もあると、作業者が溶接ワイヤの送給速度を速くして溶接ワイヤが溶接トーチ先端から送り出されることを目視で確認していた。このとき、送給速度が速いために作業者のミスで溶接ワイヤが溶接トーチ先端から出過ぎることが度々あり、逆に、送給速度を遅くすると作業者が長い間付きりで溶接ワイヤが溶接トーチ先端から送り出されることを目視で確認ことになり、作業者に大きな負担の原因となっていた。
【0020】
この対策として、従来では接触判別回路を設けて溶接トーチの図示省略のワイヤ通電部とチップとの間に数Vの接触検出電圧を印加し、溶接トーチに送り込まれた溶接ワイヤがチップに接触すると、チップ・ワイヤ通電部間の接触検出電圧が略零になり、溶接トーチに接続された接触検出線を介して送信された電圧が略零のとき、接触判別回路は溶接ワイヤが溶接トーチ先端から送り出されたと判別し、溶接ワイヤの送給を自動で停止させていた。しかし、従来技術のアーク溶接装置では、チップとワイヤ通電部と間の電圧を検出する接触検出線と、検出した電圧に基づいて溶接ワイヤが溶接トーチ先端から送り出されたこと判別する接触判別回路とを必要とし、構成が複雑になってしまう。
【0021】
そこで、本発明では、従来のように長い接触検出線及び接触判別回路を設けなくても、溶接ワイヤが溶接トーチ先端から出過ぎない、アーク溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0022】
上述した課題を解決するために、第1の発明は、溶接電圧及びワイヤ送給量の制御機能を有する溶接電源と、ワイヤ送給モータを有し前記溶接電源に接続されるワイヤ送給装置と、溶接電流設定値を設定する溶接電流設定器、溶接電圧設定値を設定する溶接電圧設定器及びインチング信号を出力するインチングボタンとで形成し前記溶接電源に接続される遠隔制御装置と、を備えたアーク溶接装置において、前記インチングボタンを押している間は、前記溶接電源は、前記ワイヤ送給モータを第1の送給速度で送給すると共に送給量を算出し、前記溶接ワイヤの送給量が予め定めた基準送給量になると前記第1の送給速度より遅い第2の送給速度で前記溶接ワイヤを送給させる送給速度制御を行なうこと、を特徴とするアーク溶接装置である。
【0023】
第2の発明は、前記溶接電源は、前記溶接電流設定値が予め定めた溶接電流基準値以下のときに前記インチングボタンを押すと、前記送給速度制御を開始すること、を特徴とする請求項1記載のアーク溶接装置である。
【0024】
第3の発明は、前記溶接電源は、前記算出し送給量を前記第1の送給速度で乗算して送給時間を算出し、前記送給時間が予め定めた基準基準時間になると、前記第1の送給速度より遅い前記第2の送給速度で前記溶接ワイヤを送給させること、を特徴とする請求項1〜請求項2のいずれか1項に記載のアーク溶接装置である。
【0025】
第4の発明は、前記溶接電源は、前記溶接電圧設定値が予め定めた溶接電圧基準値以下のときに前記インチングボタンを押している間は、前記溶接ワイヤをリトラクトすること、を特徴とする請求項1〜請求項3のいずれか1項に記載のアーク溶接装置である。
【発明の効果】
【0026】
第1の発明では、インチングボタンを押している間は、溶接ワイヤの送給速度を早くした第1の送給速度で溶接ワイヤを送給すると共に送給量を算出し、この算出した送給量が基準送給量になると溶接ワイヤが溶接トーチ先端の手前に到達したと判別し、溶接ワイヤの送給速度を遅くした第2の送給速度で送給するので、溶接ワイヤが溶接トーチ先端を出たとき緩やかに送給されるので、作業者が目視で溶接ワイヤが溶接トーチ先端を出た状態が容易に確認でき、インチングボタンを最適なときにオフして溶接ワイヤの出過ぎを抑制できる。よって、従来技術のようにチップとワイヤ通電部との間の電圧を検出する接触検出線と、検出した電圧に基づいて溶接ワイヤが溶接トーチ先端から送り出されたこと判別する接触判別回路とが不要となり、構成が簡素化できる。
【0027】
第2の発明では、溶接電流設定値が予め定めた溶接電流基準値以下のときにインチングボタンを押すと、溶接ワイヤが第1の送給速度で送給を開始すると共に送給量の算出を開始するので、溶接ワイヤが第1の送給速度で溶接トーチ先端の手前の最適な位置に到達する精度が向上する。
【0028】
第3の発明では、算出し送給量を第1の送給速度で乗算して送給時間を算出し、この送給時間が予め定めた基準時間になると、溶接ワイヤの送給速度を遅くした第2の送給速度で送給するので、作業者が目視で溶接ワイヤが溶接トーチ先端を出た状態が容易に確認でき、第1の発明と同様の溶接ワイヤの出過ぎを抑制できる。
【0029】
第4の発明では、溶接ワイヤが溶接トーチ先端から出過ぎたときに、出過ぎた余分な溶接ワイヤを引き戻してリトラクト)溶接ワイヤの先端を所定の位置に調整できるので、ペンチで切断する必要がなくなり作業性向上に繋がる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施形態1及び3に係るアーク溶接装置の電気接続図である。
【図2】実施形態1の動作を説明する波形タイミング図である。
【図3】実施形態3の動作を説明する波形タイミング図である。
【図4】従来技術のアーク溶接装置の電気接続図である。
【図5】従来技術の動作を説明する波形タイミング図である。
【発明を実施するための形態】
【0031】
図1は、本発明の実施形態1及び3に係るアーク電源装置の電気接続図である。同図において、図4に示す従来技術のアーク電源装置の電気接続図と同一符号の構成物は、同一動作を行うので説明は省略し符号の相違する構成物についてのみ説明する。
【0032】
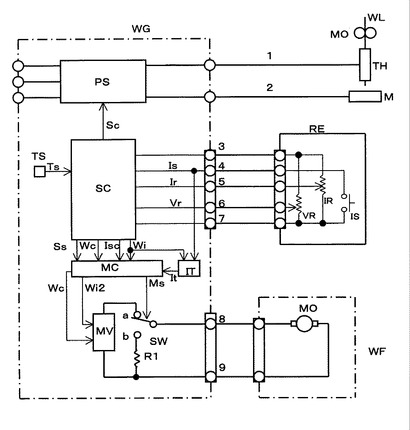
図1は、本発明のアーク溶接装置の電気接続図である。同図において、主制御回路SCは、起動信号Tsが入力すると送給制御信号Ssを出力し、溶接電圧設定値Vrに基づいて主制御信号Scを出力し、溶接電流設定値Irに基づいて送給指令信号Wcを出力する。また、インチング信号が入力するとインチング制御信号を出力すると共に予め定めた値のインチング指令信号Wiを出力する。また、溶接電流設定値Irに基づいてインチング指令信号Wiの値を設定してもよい。
【0033】
インチング時限回路ITは、インチング信号が入力するとインチング指令信号Wiの値と溶接トーチのケーブルの長さ(例えば、10m)とに基づいて最適なインチング時間を算出しインチング時限信号Itとして出力する。
【0034】
送給モータ制御回路MCは、送給制御信号Ssが入力されると送給起動信号Msと送給指令信号Wcとを出力し、インチング制御信号Iscが入力されると送給起動信号Msと第2のインチング指令信号Wi2(第1の送給速度)とを出力すると共に第2のインチング指令信号Wi2の値に基づいて溶接ワイヤWLの送給量を算出し、この送給量が予め定めた基準送給量になると第2のインチング指令信号Wi2を減少させる。(第1の送給速度より遅い第2の送給速度として出力する。)
【0035】
モータ駆動回路MVは、送給指令信号Wc又は第2のインチング指令信号Wi2に応じたモータ駆動電圧を供給しワイヤ送給モータMOを回転させるモータ駆動回路と、切換回路SWは、送給起動信号Msが出力するとモータ駆動回路MVをワイヤ送給モータMOに接続し、送給起動信号Msの出力が停止すると制動抵抗器R1をワイヤ送給モータMOに接続する。
【0036】
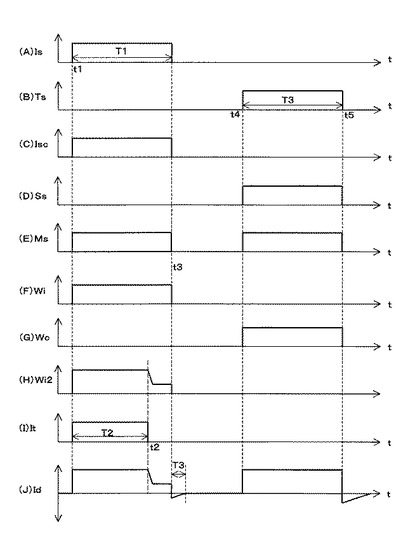
図2は、実施形態1の動作を説明する波形タイミング図である。
同図において、同図(A)の波形は、インチング信号Isを示し、同図(B)の波形は、起動信号Tsを示し、同図(C)の波形は、インチング制御信号Iscを示し、同図(D)の波形は、送給制御信号Ssを示し、同図(E)の波形は、送給起動信号Msを示し、同図(F)の波形は、インチング指令信号Wiを示し、同図(G)の波形は、送給指令信号Wcを示し、同図(H)の波形は、第2のインチング指令信号Wi2を示し、同図(I)の波形は、インチング時限信号Itを示し、同図(J)の波形は、モータ駆動電流Idを示す。
【0037】
つぎに、図1及び図2を用いて実施形態1の動作について説明する。
図2に示す時刻t=t1において、主制御回路SCは、図2(A)にインチング信号IsのHighレベルに応じて同図(C)に示すインチング制御信号IscをHighレベルにして出力すると共に同図(G)に示すインチング指令信号Wiを出力する。
【0038】
送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscが入力されると送給起動信号Msと第2のインチング指令信号Wi2(第1の送給速度)とを出力し、第2のインチング指令信号Wi2の値に基づいて溶接ワイヤWLの送給量の算出を開始する。
【0039】
モータ駆動回路MVは、時刻t=t1において第2のインチング指令信号Wi2の値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧の制御を開始する。
【0040】
時刻t=t1において、図2(E)に示す送給起動信号MsのHighレベルに応じて切換回路SWの接続点をa側にして、モータ駆動回路MVをワイヤ送給モータMOに接続し、モータ駆動電圧をワイヤ送給モータMOに印加して溶接ワイヤWLの送給を開始する。
【0041】
時刻t=t2において、送給モータ制御回路MCは、算出した溶接ワイヤWLの送給量が基準送給量になると溶接トーチTHのチップ手前まで送給したと判別し、第2のインチング指令信号Wi2の値を減少させて溶接ワイヤWLの送給速度を第2の送給速度にする送給速度制御を行なう。そして、溶接ワイヤWLが溶接トーチTHのチップ先端からゆっくりと出てくるので作業者が余裕をもって溶接ワイヤWLがチップ先端から出たことを目視で確認でき、溶接ワイヤWLが溶接トーチTHのチップ先端から出た時刻t=t3のときインチングボタンISをオフにする。このとき、インチングボタンISを押しているt=t1〜t3の間は、溶接ワイヤWLの送給量が基準送給量になると、第1の送給速度から第2の送給速度に減速する送給速度制御を行なう。
【0042】
主制御回路SCは、図2(A)に示すインチング信号Isの入力が停止すると同図(C)示すインチング制御信号Iscと同図(F)に示すインチング指令信号Wiの出力を停止する。送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscの入力が停止すると送給起動信号Msと第2のインチング指令信号Wi2との出力を停止し、モータ駆動回路MVは、第2のインチング指令信号Wi2の入力が停止するとワイヤ送給モータMOに印加するモータ駆動電圧を略零にする。
【0043】
時刻t=t3において、図2(E)に示す送給起動信号MsがLowレベルになると切換回路SWをa側からb側に切り換わり、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続して、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止し、溶接ワイヤWLの送給を止める。このとき、溶接ワイヤWLの送給速度が第2の送給速度に減速しているので速やかに停止し溶接ワイヤWLの出過ぎが抑制できる。
【0044】
つぎに、図2に示す時刻t=t4において、図2(A)に示す起動信号TsがHighレベルすると、主制御回路SCは、同図(D)に示す送給制御信号SsをHighレベルにして出力すると共に同図(G)に示す送給指令信号Wcを出力する。
【0045】
送給モータ制御回路MCは、図2(E)に示す送給制御信号Ssが入力されると送給起動信号Msと同図(G)に示す送給指令信号Wcとを出力し、モータ駆動回路MVは、送給指令信号Wcの値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。
【0046】
時刻t=t4において、図2(E)に示す送給起動信号MsのHighレベルに応じて切換回路SWの接続点をa側に設定し、モータ駆動回路MVをワイヤ送給モータMOに接続し、モータ駆動電圧をワイヤ送給モータMOに印加され溶接ワイヤWLが送給を開始する。
【0047】
主制御回路SCは、時刻t=t4において、溶接電圧設定値Vrに応じて主電源回路PSの出力制御すると共に溶接電流設定値Irをモータ駆動回路MVに対応した送給指令信号Wcに変換して出力する。モータ駆動回路MVは、送給指令信号Wcに基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。このとき、無負荷電圧が出力する。
【0048】
時刻t=t5において、図2(B)に示す起動信号Tsがオフすると、主制御回路SCは、同図(H)に示す送給指令信号Wcの出力を停止する。このとき、図2(E)に示す送給起動信号MsがLowレベルになり切換回路SWをa側からb側にし、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続し、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止し、溶接ワイヤWLの送給を止める。
【0049】
上述において、溶接ワイヤの送給速度を早くした第1の送給速度で算出した送給量が基準送給量になると、溶接ワイヤの送給速度を遅くした第2の送給速度で送給するので、溶接ワイヤが溶接トーチ先端を出たとき緩やかに送給されるので、作業者が目視で容易に溶接ワイヤが溶接トーチ先端を出た状態を確認でき、インチングボタンを最適なときにオフできる。
【0050】
「実施形態2」
つぎに、実施形態2の動作について、図1及び図2を用いて説明し、実施形態1と同一動作の説明は省略し、相違する動作についてのみ説明する。
図1に示すアーク電源装置の電気接続図において、作業者が遠隔制御装置REに設けられた溶接電流設定器IRの設定値を最小にして、インチングボタンISを押すと主制御回路SCは、溶接電流設定値が予め定めた溶接電流基準値以下と判別し、図2(C)に示すインチング制御信号Iscを出力すると共に図2(F)に示す予め定めた値のインチング指令信号Wiを出力し、第1の送給速度から第2の送給速度の変化する送給速度制御を行なう、インチング動作に入る。
【0051】
送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscが入力されると同図(E)に示す送給起動信号Msと同図(F)に示す第2のインチング指令信号Wi2(第1の送給速度)とを出力し、溶接ワイヤWLの送給量が基準送給量になると、第2のインチング指令信号Wi2の値を減少させて溶接ワイヤWLの送給速度を第1の送給速度から第2の送給速度にする。
【0052】
モータ駆動回路MVは、第2のインチング指令信号Wi2の値を減少させた第2の送給速度に応じた図示省略のモータ駆動電圧を出力する。切換回路SWは、送給起動信号Msが出力するとモータ駆動回路MVをワイヤ送給モータMOに接続してモータ駆動電圧を供給し、送給起動信号Msの出力が停止すると制動抵抗器R1をワイヤ送給モータMOに接続する。そして、以後は実施形態1の動作と同一のため説明は省略する。
上述より、溶接ワイヤを第1の送給速度で送給する開始点が明確になるので、溶接ワイヤが溶接トーチ先端に到達する精度が向上する。
【0053】
「実施形態3」
つぎに、実施形態3の動作について、図1及び図2を用いて説明し、実施形態1と同一動作の説明は省略し、相違する動作についてのみ説明する。
図1に示すインチング時限回路ITは、インチング信号Isが入力すると、インチング指令信号Wiの値と溶接トーチのケーブルの長さ(例えば、10m)とに基づいて送給基準時間を算出し、送給基準時限信号Itとして出力する。
【0054】
送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscが入力されると同図(E)に示す送給起動信号Msと同図(H)に示す第2のインチング指令信号Wi2とを出力し、更に、算出した溶接ワイヤWLの送給量を第2のインチング指令信号Wi2の値(第1の送給速度)で乗算して送給時間を算出し、この送給時間が同図(I)に示す送給基準時間T2になると、第2のインチング指令信号Wi2の値を減少させて第1の送給速度から第2の送給速度にする。
【0055】
上述において、溶接ワイヤが溶接トーチ先端を出たとき緩やかに送給されるので、作業者が目視で容易に溶接ワイヤが溶接トーチ先端を出た状態を確認でき、インチングボタンを最適なときにオフできるので、実施形態1と同様の効果が期待できる。
【0056】
「実施形態4」
つぎに、実施形態4動作について、実施形態1と同一動作は説明を省略し相違する
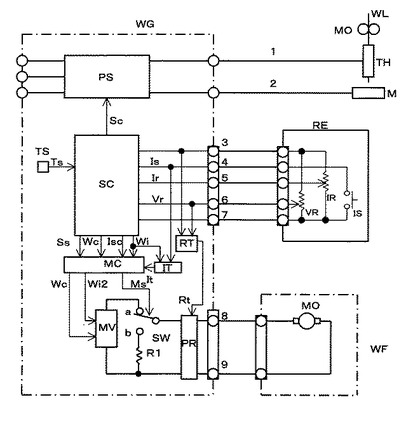
図3は、実施形態4のアーク溶接装置の電気接続図である。同図において、主制御回路SCは、遠隔制御装置REからインチング信号Isが入力するとインチング制御信号Iscとインチング指令信号Wiとを出力する。
【0057】
送給モータ制御回路MCは、インチング制御信号Iscが入力されると送給起動信号Msと第2のインチング指令信号Wi2とを出力する。切換回路SWは、図(E)に示す送給起動信号Msが入力するとモータ駆動回路MVをワイヤ送給モータMOに接続し、モータ駆動回路MVは、同図(H)に示す第2のインチング指令信号Wi2に応じてモータ駆動電圧をワイヤ送給モータMOに印加して回転を制御する。
【0058】
図3に示す溶接ワイヤWLが溶接トーチTHのケーブル(例えば、10m)を介して溶接トーチTHに送給され、溶接トーチ先端から溶接ワイヤWLが送り出される。このとき、作業者は溶接ワイヤWLが送り出されたことを目視で確認しインチングボタンISをオフにして送給を停止する。このとき、作業者のミスで溶接ワイヤが溶接トーチ先端から長く送り出されることもある。
【0059】
このとき、作業者は遠隔制御装置の溶接電圧設定器VRの設定値を最小にして、インチングボタンISを再度押すと図3に示すリトラクト判別回路RTは、リトラクト判別信号Rtを出力し、極性切換回路PRはリトラクト判別信号Rtが入力されるとワイヤ送給モータMOに印加するモータ駆動電圧の極性を逆にして供給する。このとき、溶接ワイヤWLが溶接トーチ先端から出過ぎた余分な溶接ワイヤWLを引き戻して溶接ワイヤWLの先端を所定の位置に調整できるので、ペンチで切断する必要がなくなる。
【符号の説明】
【0060】
1 パワーケーブル
2 パワーケーブル
3 制御線
4 制御線
5 制御線
6 制御線
8 制御線
9 制御線
IR 溶接電流設定器
Ir 溶接電流設定値(溶接電流設定信号)
IS インチングボタン
Is インチング信号
Isc インチング制御信号
IT インチング時限回路
It 送給基準時限信号
M 被加工物
MC 送給モータ制御回路
MO ワイヤ送給モータ
MV モータ駆動回路
Ms 送給起動信号
OR オア論理回路OR
PS 主電源回路
PR 極性切換回路
RE 遠隔制御装置(リモコン装置)
RT リトラクト判別回路
R1 制動抵抗器
SC 主制御回路
Sc 主制御信号
Ss 送給制御信号
SW1 切換回路
TH 溶接トーチ
TS トーチスイッチ
VR 溶接電圧設定器
Vr 溶接電圧設定値(溶接電圧設定信号)
WF ワイヤ送給装置
WG 溶接電源
WL 溶接ワイヤ
Wc 送給指令信号
Wi インチング指令信号
Wi2 第2のインチング指令信号
【技術分野】
【0001】
本発明はアーク溶接装置に係り、特にワイヤ送給のインチング制御に関するものである。
【背景技術】
【0002】
アーク溶接装置において、送給装置に装着した溶接ワイヤを溶接トーチに送給するインチング操作では、作業者が遠隔制御装置(リモコン装置)に設けられたインチングボタンをオンにして溶接ワイヤの送給を開始させ、溶接トーチのチップ先端から溶接ワイヤが送り出されたことを目視により確認し、インチングボタンをオフにして溶接ワイヤの送給を停止していた。
【0003】
図4は、従来技術のアーク溶接装置の電気接続図である。同図において、溶接電源WGは、溶接ワイヤWLと被加工物Mとの間に電力を供給する主電源回路PSと、溶接電圧設定値Vrに基づいて主電源回路PSを制御し、溶接電流設定値Irに基づいて送給指令信号Wcとインチング指令信号Wiを生成し、起動信号Tsの入力に応じて送給制御信号Ssと送給指令信号Wcとを出力し、インチング信号Isの入力に応じてインチング制御信号Iscとインチング指令信号Wiとを出力する主制御回路SCと、送給指令信号Wi又はインチング指令信号Wiの値に応じてワイヤ送給モータMOの回転を制御するモータ駆動回路MVと、送給制御信号Ssとインチング制御信号Iscとのオア論理を行い送給起動信号Msとして出力するオア論理回路ORと、送給起動信号Msが入力するとモータ駆動回路MVをワイヤ送給モータMOに接続し、送給起動信号Msの入力が停止すると制動抵抗器R1をワイヤ送給モータMOに接続する切換回路SWと、溶接トーチTHの図示省略のチップと溶接ワイヤWLとが接触したか否かを接触検出線10を介して判別する接触判別回路CDと、で形成されている。
【0004】
図4示すワイヤ送給装置WFは、ワイヤ送給モータMOから成り、溶接電源WGに制御線8と制御線9とによって接続されている。
【0005】
図4に示す遠隔制御装置REは、溶接電流設定器IR、溶接電圧設定器VR及びインチングボタンISによって形成され、制御線3〜制御線7によって溶接電源WGに接続されている。
【0006】
図5は、従来技術の動作を説明する波形タイミング図である。
図5において、同図(A)の波形は、インチング信号Isを示し、同図(B)の波形は、起動信号Tsを示し、同図(C)の波形は、接触判別信号Cdを示し、同図(D)の波形は、インチング制御信号Iscを示し、同図(E)の波形は、送給制御信号Ssを示し、同図(F)の波形は、送給起動信号Msを示し、同図(G)の波形は、インチング指令信号Wiを示し、同図(H)の波形は、送給指令信号Wcを示し、同図(I)の波形は、モータ駆動電流Idを示す。
【0007】
つぎに、図4及び図5を用いて従来技術の動作について説明する。
図5に示す時刻t=t1において、主制御回路SCは、図5(A)にインチング信号IsのHighレベルに応じて同図(D)に示すインチング制御信号IscをHighレベルにして出力すると共に同図(G)に示すインチング指令信号Wiを出力する。オア論理回路ORは、インチング制御信号IscのHighレベルと同図(E)に示す送給制御信号SsのLowレベルとのオア論理を行い同図(F)に示す送給起動信号Msとして出力する。そして、接触判別回路CDは、図5(A)にインチング信号IsのHighレベルに応じて動作を開始する。
【0008】
主制御回路SCは、時刻t=t1において、溶接電流設定値Irをモータ駆動回路MVに対応したインチング指令信号Wiに変換して出力する。モータ駆動回路MVは、インチング指令信号Wiの値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。
【0009】
主制御回路SCは、時刻t=t1において、図5(F)に示す送給起動信号MsをHighレベルにし切換回路SWをa側にして、モータ駆動回路MVをワイヤ送給モータMOに接続し、図示省略のモータ駆動電圧をワイヤ送給モータMOに印加して溶接ワイヤの送給を開始する。
【0010】
インチングが開始すると、溶接トーチTHの図示省略のチップとワイヤ通電部との間に、例えば、10V程度の電圧が接触検出線10を介して印加され、溶接ワイヤWLが送給を開始し時刻t=t2のとき、溶接ワイヤWLがチップとワイヤ通電部の間に挿入して短絡し、チップとワイヤ通電部との間の電圧が略零になり、接触検出線10を介して略零電圧が接触判別回路CDに入力すると、接触判別回路CDは、溶接ワイヤWLが溶接トーチ先端に到達したと判断し、時刻t=t2のとき、図5(C)に示す接触判別信号Cdをhighレベルにする。主制御回路SCは、接触判別信号Cdがhighレベルになると、同図(D)に示すインチング制御信号IscをLowレベルにする。
【0011】
オア論理回路ORは、インチング制御信号IscのLowレベルと送給制御信号SsのLowレベルとのオア論理を行い、図5(F)に示す送給起動信号MsをHighレベルからLowレベルにする。時刻t=t2において、図5(F)に示す送給起動信号MsがLowレベルになると切換回路SWをa側からb側にし、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続し、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止しテ溶接ワイヤWLの送給を止める。
【0012】
図5に示す時刻t=t3において、図5(A)にインチング信号IsがLowレベルなると、接触判別回路CDの動作を停止し、主制御回路SCは、同図(G)に示すインチング指令信号Wiの出力を停止しインチング動作が終了する。
【0013】
つぎに、図5に示す時刻t=t4において、図5(B)に示す起動信号TsがHighレベルになると、主制御回路SCは、同図(E)に示す送給制御信号SsをHighレベルにして出力すると共に同図(H)に示す送給指令信号Wcを出力する。オア論理回路ORは、同図(D)に示すインチング制御信号IscのLowレベルと同図(E)に示す送給制御信号SsのHighレベルとのオア論理を行い図4(F)に示す送給起動信号MsをHighレベルにする。
【0014】
主制御回路SCは、時刻t=t14おいて、溶接電圧設定値Vrに基づいて主電源回路PSの出力制御すると共に溶接電流設定値Irをモータ駆動回路MVに対応した送給指令信号Wcに変換して出力する。モータ駆動回路MVは、送給指令信号Wcの値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。
【0015】
時刻t=t4において、図5(F)に示す送給起動信号MsをHighレベルにし切換回路SWをa側にして、モータ駆動回路MVをワイヤ送給モータMOに接続し、図示省略モータ駆動電圧をワイヤ送給モータMOに印加して溶接ワイヤの送給を開始する。このとき、無負荷電圧が出力する。
【0016】
時刻t=t5において、図5(B)に示す起動信号Tsがオフすると、主制御回路SCは、同図(H)に示す送給指令信号Wcの出力を停止する。このとき、同図(F)に示す送給起動信号MsがLowレベルになり切換回路SWをa側からb側にし、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続し、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止し、溶接ワイヤWLの送給を止める。
【0017】
上述より、溶接ワイヤを溶接トーチに送給するインチング操作において、作業者が遠隔制御装置に設けられたインチングボタンをオンにして溶接ワイヤの送給を開始させ、溶接トーチのチップ先端から溶接ワイヤが送給されたことを目視により確認する必要がなくなる。(例えば、特許文献1)
【先行技術文献】
【特許文献】
【0018】
【特許文献1】実開平5−13669号公報
【発明の概要】
【発明が解決しようとする課題】
【0019】
図4に示す従来技術のアーク溶接装置において、ワイヤ送給装置と溶接トーチとの距離が、例えば、10m以上離れた環境で使用することもある。この環境下でインチング操作を行うとき、溶接ワイヤが溶接トーチ先端から送り出されることを作業者が目視で確認して溶接ワイヤの送給を停止し、出すぎた余分な溶接ワイヤをペンチ等で切断していた。
しかし、ワイヤ送給装置と溶接トーチとの距離が10m以上もあると、作業者が溶接ワイヤの送給速度を速くして溶接ワイヤが溶接トーチ先端から送り出されることを目視で確認していた。このとき、送給速度が速いために作業者のミスで溶接ワイヤが溶接トーチ先端から出過ぎることが度々あり、逆に、送給速度を遅くすると作業者が長い間付きりで溶接ワイヤが溶接トーチ先端から送り出されることを目視で確認ことになり、作業者に大きな負担の原因となっていた。
【0020】
この対策として、従来では接触判別回路を設けて溶接トーチの図示省略のワイヤ通電部とチップとの間に数Vの接触検出電圧を印加し、溶接トーチに送り込まれた溶接ワイヤがチップに接触すると、チップ・ワイヤ通電部間の接触検出電圧が略零になり、溶接トーチに接続された接触検出線を介して送信された電圧が略零のとき、接触判別回路は溶接ワイヤが溶接トーチ先端から送り出されたと判別し、溶接ワイヤの送給を自動で停止させていた。しかし、従来技術のアーク溶接装置では、チップとワイヤ通電部と間の電圧を検出する接触検出線と、検出した電圧に基づいて溶接ワイヤが溶接トーチ先端から送り出されたこと判別する接触判別回路とを必要とし、構成が複雑になってしまう。
【0021】
そこで、本発明では、従来のように長い接触検出線及び接触判別回路を設けなくても、溶接ワイヤが溶接トーチ先端から出過ぎない、アーク溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0022】
上述した課題を解決するために、第1の発明は、溶接電圧及びワイヤ送給量の制御機能を有する溶接電源と、ワイヤ送給モータを有し前記溶接電源に接続されるワイヤ送給装置と、溶接電流設定値を設定する溶接電流設定器、溶接電圧設定値を設定する溶接電圧設定器及びインチング信号を出力するインチングボタンとで形成し前記溶接電源に接続される遠隔制御装置と、を備えたアーク溶接装置において、前記インチングボタンを押している間は、前記溶接電源は、前記ワイヤ送給モータを第1の送給速度で送給すると共に送給量を算出し、前記溶接ワイヤの送給量が予め定めた基準送給量になると前記第1の送給速度より遅い第2の送給速度で前記溶接ワイヤを送給させる送給速度制御を行なうこと、を特徴とするアーク溶接装置である。
【0023】
第2の発明は、前記溶接電源は、前記溶接電流設定値が予め定めた溶接電流基準値以下のときに前記インチングボタンを押すと、前記送給速度制御を開始すること、を特徴とする請求項1記載のアーク溶接装置である。
【0024】
第3の発明は、前記溶接電源は、前記算出し送給量を前記第1の送給速度で乗算して送給時間を算出し、前記送給時間が予め定めた基準基準時間になると、前記第1の送給速度より遅い前記第2の送給速度で前記溶接ワイヤを送給させること、を特徴とする請求項1〜請求項2のいずれか1項に記載のアーク溶接装置である。
【0025】
第4の発明は、前記溶接電源は、前記溶接電圧設定値が予め定めた溶接電圧基準値以下のときに前記インチングボタンを押している間は、前記溶接ワイヤをリトラクトすること、を特徴とする請求項1〜請求項3のいずれか1項に記載のアーク溶接装置である。
【発明の効果】
【0026】
第1の発明では、インチングボタンを押している間は、溶接ワイヤの送給速度を早くした第1の送給速度で溶接ワイヤを送給すると共に送給量を算出し、この算出した送給量が基準送給量になると溶接ワイヤが溶接トーチ先端の手前に到達したと判別し、溶接ワイヤの送給速度を遅くした第2の送給速度で送給するので、溶接ワイヤが溶接トーチ先端を出たとき緩やかに送給されるので、作業者が目視で溶接ワイヤが溶接トーチ先端を出た状態が容易に確認でき、インチングボタンを最適なときにオフして溶接ワイヤの出過ぎを抑制できる。よって、従来技術のようにチップとワイヤ通電部との間の電圧を検出する接触検出線と、検出した電圧に基づいて溶接ワイヤが溶接トーチ先端から送り出されたこと判別する接触判別回路とが不要となり、構成が簡素化できる。
【0027】
第2の発明では、溶接電流設定値が予め定めた溶接電流基準値以下のときにインチングボタンを押すと、溶接ワイヤが第1の送給速度で送給を開始すると共に送給量の算出を開始するので、溶接ワイヤが第1の送給速度で溶接トーチ先端の手前の最適な位置に到達する精度が向上する。
【0028】
第3の発明では、算出し送給量を第1の送給速度で乗算して送給時間を算出し、この送給時間が予め定めた基準時間になると、溶接ワイヤの送給速度を遅くした第2の送給速度で送給するので、作業者が目視で溶接ワイヤが溶接トーチ先端を出た状態が容易に確認でき、第1の発明と同様の溶接ワイヤの出過ぎを抑制できる。
【0029】
第4の発明では、溶接ワイヤが溶接トーチ先端から出過ぎたときに、出過ぎた余分な溶接ワイヤを引き戻してリトラクト)溶接ワイヤの先端を所定の位置に調整できるので、ペンチで切断する必要がなくなり作業性向上に繋がる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施形態1及び3に係るアーク溶接装置の電気接続図である。
【図2】実施形態1の動作を説明する波形タイミング図である。
【図3】実施形態3の動作を説明する波形タイミング図である。
【図4】従来技術のアーク溶接装置の電気接続図である。
【図5】従来技術の動作を説明する波形タイミング図である。
【発明を実施するための形態】
【0031】
図1は、本発明の実施形態1及び3に係るアーク電源装置の電気接続図である。同図において、図4に示す従来技術のアーク電源装置の電気接続図と同一符号の構成物は、同一動作を行うので説明は省略し符号の相違する構成物についてのみ説明する。
【0032】
図1は、本発明のアーク溶接装置の電気接続図である。同図において、主制御回路SCは、起動信号Tsが入力すると送給制御信号Ssを出力し、溶接電圧設定値Vrに基づいて主制御信号Scを出力し、溶接電流設定値Irに基づいて送給指令信号Wcを出力する。また、インチング信号が入力するとインチング制御信号を出力すると共に予め定めた値のインチング指令信号Wiを出力する。また、溶接電流設定値Irに基づいてインチング指令信号Wiの値を設定してもよい。
【0033】
インチング時限回路ITは、インチング信号が入力するとインチング指令信号Wiの値と溶接トーチのケーブルの長さ(例えば、10m)とに基づいて最適なインチング時間を算出しインチング時限信号Itとして出力する。
【0034】
送給モータ制御回路MCは、送給制御信号Ssが入力されると送給起動信号Msと送給指令信号Wcとを出力し、インチング制御信号Iscが入力されると送給起動信号Msと第2のインチング指令信号Wi2(第1の送給速度)とを出力すると共に第2のインチング指令信号Wi2の値に基づいて溶接ワイヤWLの送給量を算出し、この送給量が予め定めた基準送給量になると第2のインチング指令信号Wi2を減少させる。(第1の送給速度より遅い第2の送給速度として出力する。)
【0035】
モータ駆動回路MVは、送給指令信号Wc又は第2のインチング指令信号Wi2に応じたモータ駆動電圧を供給しワイヤ送給モータMOを回転させるモータ駆動回路と、切換回路SWは、送給起動信号Msが出力するとモータ駆動回路MVをワイヤ送給モータMOに接続し、送給起動信号Msの出力が停止すると制動抵抗器R1をワイヤ送給モータMOに接続する。
【0036】
図2は、実施形態1の動作を説明する波形タイミング図である。
同図において、同図(A)の波形は、インチング信号Isを示し、同図(B)の波形は、起動信号Tsを示し、同図(C)の波形は、インチング制御信号Iscを示し、同図(D)の波形は、送給制御信号Ssを示し、同図(E)の波形は、送給起動信号Msを示し、同図(F)の波形は、インチング指令信号Wiを示し、同図(G)の波形は、送給指令信号Wcを示し、同図(H)の波形は、第2のインチング指令信号Wi2を示し、同図(I)の波形は、インチング時限信号Itを示し、同図(J)の波形は、モータ駆動電流Idを示す。
【0037】
つぎに、図1及び図2を用いて実施形態1の動作について説明する。
図2に示す時刻t=t1において、主制御回路SCは、図2(A)にインチング信号IsのHighレベルに応じて同図(C)に示すインチング制御信号IscをHighレベルにして出力すると共に同図(G)に示すインチング指令信号Wiを出力する。
【0038】
送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscが入力されると送給起動信号Msと第2のインチング指令信号Wi2(第1の送給速度)とを出力し、第2のインチング指令信号Wi2の値に基づいて溶接ワイヤWLの送給量の算出を開始する。
【0039】
モータ駆動回路MVは、時刻t=t1において第2のインチング指令信号Wi2の値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧の制御を開始する。
【0040】
時刻t=t1において、図2(E)に示す送給起動信号MsのHighレベルに応じて切換回路SWの接続点をa側にして、モータ駆動回路MVをワイヤ送給モータMOに接続し、モータ駆動電圧をワイヤ送給モータMOに印加して溶接ワイヤWLの送給を開始する。
【0041】
時刻t=t2において、送給モータ制御回路MCは、算出した溶接ワイヤWLの送給量が基準送給量になると溶接トーチTHのチップ手前まで送給したと判別し、第2のインチング指令信号Wi2の値を減少させて溶接ワイヤWLの送給速度を第2の送給速度にする送給速度制御を行なう。そして、溶接ワイヤWLが溶接トーチTHのチップ先端からゆっくりと出てくるので作業者が余裕をもって溶接ワイヤWLがチップ先端から出たことを目視で確認でき、溶接ワイヤWLが溶接トーチTHのチップ先端から出た時刻t=t3のときインチングボタンISをオフにする。このとき、インチングボタンISを押しているt=t1〜t3の間は、溶接ワイヤWLの送給量が基準送給量になると、第1の送給速度から第2の送給速度に減速する送給速度制御を行なう。
【0042】
主制御回路SCは、図2(A)に示すインチング信号Isの入力が停止すると同図(C)示すインチング制御信号Iscと同図(F)に示すインチング指令信号Wiの出力を停止する。送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscの入力が停止すると送給起動信号Msと第2のインチング指令信号Wi2との出力を停止し、モータ駆動回路MVは、第2のインチング指令信号Wi2の入力が停止するとワイヤ送給モータMOに印加するモータ駆動電圧を略零にする。
【0043】
時刻t=t3において、図2(E)に示す送給起動信号MsがLowレベルになると切換回路SWをa側からb側に切り換わり、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続して、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止し、溶接ワイヤWLの送給を止める。このとき、溶接ワイヤWLの送給速度が第2の送給速度に減速しているので速やかに停止し溶接ワイヤWLの出過ぎが抑制できる。
【0044】
つぎに、図2に示す時刻t=t4において、図2(A)に示す起動信号TsがHighレベルすると、主制御回路SCは、同図(D)に示す送給制御信号SsをHighレベルにして出力すると共に同図(G)に示す送給指令信号Wcを出力する。
【0045】
送給モータ制御回路MCは、図2(E)に示す送給制御信号Ssが入力されると送給起動信号Msと同図(G)に示す送給指令信号Wcとを出力し、モータ駆動回路MVは、送給指令信号Wcの値に基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。
【0046】
時刻t=t4において、図2(E)に示す送給起動信号MsのHighレベルに応じて切換回路SWの接続点をa側に設定し、モータ駆動回路MVをワイヤ送給モータMOに接続し、モータ駆動電圧をワイヤ送給モータMOに印加され溶接ワイヤWLが送給を開始する。
【0047】
主制御回路SCは、時刻t=t4において、溶接電圧設定値Vrに応じて主電源回路PSの出力制御すると共に溶接電流設定値Irをモータ駆動回路MVに対応した送給指令信号Wcに変換して出力する。モータ駆動回路MVは、送給指令信号Wcに基づいてワイヤ送給モータMOに印加するモータ駆動電圧を制御する。このとき、無負荷電圧が出力する。
【0048】
時刻t=t5において、図2(B)に示す起動信号Tsがオフすると、主制御回路SCは、同図(H)に示す送給指令信号Wcの出力を停止する。このとき、図2(E)に示す送給起動信号MsがLowレベルになり切換回路SWをa側からb側にし、モータ駆動回路MVをワイヤ送給モータMOか切り離し、ワイヤ送給モータMOを制動抵抗器R1に接続し、ワイヤ送給モータMOで発生する起電力をワイヤ送給モータMO→制御線8→制動抵抗器R1→制御線9→ワイヤ送給モータMOの経路で放電を開始し、ワイヤ送給モータMOの回転を停止し、溶接ワイヤWLの送給を止める。
【0049】
上述において、溶接ワイヤの送給速度を早くした第1の送給速度で算出した送給量が基準送給量になると、溶接ワイヤの送給速度を遅くした第2の送給速度で送給するので、溶接ワイヤが溶接トーチ先端を出たとき緩やかに送給されるので、作業者が目視で容易に溶接ワイヤが溶接トーチ先端を出た状態を確認でき、インチングボタンを最適なときにオフできる。
【0050】
「実施形態2」
つぎに、実施形態2の動作について、図1及び図2を用いて説明し、実施形態1と同一動作の説明は省略し、相違する動作についてのみ説明する。
図1に示すアーク電源装置の電気接続図において、作業者が遠隔制御装置REに設けられた溶接電流設定器IRの設定値を最小にして、インチングボタンISを押すと主制御回路SCは、溶接電流設定値が予め定めた溶接電流基準値以下と判別し、図2(C)に示すインチング制御信号Iscを出力すると共に図2(F)に示す予め定めた値のインチング指令信号Wiを出力し、第1の送給速度から第2の送給速度の変化する送給速度制御を行なう、インチング動作に入る。
【0051】
送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscが入力されると同図(E)に示す送給起動信号Msと同図(F)に示す第2のインチング指令信号Wi2(第1の送給速度)とを出力し、溶接ワイヤWLの送給量が基準送給量になると、第2のインチング指令信号Wi2の値を減少させて溶接ワイヤWLの送給速度を第1の送給速度から第2の送給速度にする。
【0052】
モータ駆動回路MVは、第2のインチング指令信号Wi2の値を減少させた第2の送給速度に応じた図示省略のモータ駆動電圧を出力する。切換回路SWは、送給起動信号Msが出力するとモータ駆動回路MVをワイヤ送給モータMOに接続してモータ駆動電圧を供給し、送給起動信号Msの出力が停止すると制動抵抗器R1をワイヤ送給モータMOに接続する。そして、以後は実施形態1の動作と同一のため説明は省略する。
上述より、溶接ワイヤを第1の送給速度で送給する開始点が明確になるので、溶接ワイヤが溶接トーチ先端に到達する精度が向上する。
【0053】
「実施形態3」
つぎに、実施形態3の動作について、図1及び図2を用いて説明し、実施形態1と同一動作の説明は省略し、相違する動作についてのみ説明する。
図1に示すインチング時限回路ITは、インチング信号Isが入力すると、インチング指令信号Wiの値と溶接トーチのケーブルの長さ(例えば、10m)とに基づいて送給基準時間を算出し、送給基準時限信号Itとして出力する。
【0054】
送給モータ制御回路MCは、図2(C)に示すインチング制御信号Iscが入力されると同図(E)に示す送給起動信号Msと同図(H)に示す第2のインチング指令信号Wi2とを出力し、更に、算出した溶接ワイヤWLの送給量を第2のインチング指令信号Wi2の値(第1の送給速度)で乗算して送給時間を算出し、この送給時間が同図(I)に示す送給基準時間T2になると、第2のインチング指令信号Wi2の値を減少させて第1の送給速度から第2の送給速度にする。
【0055】
上述において、溶接ワイヤが溶接トーチ先端を出たとき緩やかに送給されるので、作業者が目視で容易に溶接ワイヤが溶接トーチ先端を出た状態を確認でき、インチングボタンを最適なときにオフできるので、実施形態1と同様の効果が期待できる。
【0056】
「実施形態4」
つぎに、実施形態4動作について、実施形態1と同一動作は説明を省略し相違する
図3は、実施形態4のアーク溶接装置の電気接続図である。同図において、主制御回路SCは、遠隔制御装置REからインチング信号Isが入力するとインチング制御信号Iscとインチング指令信号Wiとを出力する。
【0057】
送給モータ制御回路MCは、インチング制御信号Iscが入力されると送給起動信号Msと第2のインチング指令信号Wi2とを出力する。切換回路SWは、図(E)に示す送給起動信号Msが入力するとモータ駆動回路MVをワイヤ送給モータMOに接続し、モータ駆動回路MVは、同図(H)に示す第2のインチング指令信号Wi2に応じてモータ駆動電圧をワイヤ送給モータMOに印加して回転を制御する。
【0058】
図3に示す溶接ワイヤWLが溶接トーチTHのケーブル(例えば、10m)を介して溶接トーチTHに送給され、溶接トーチ先端から溶接ワイヤWLが送り出される。このとき、作業者は溶接ワイヤWLが送り出されたことを目視で確認しインチングボタンISをオフにして送給を停止する。このとき、作業者のミスで溶接ワイヤが溶接トーチ先端から長く送り出されることもある。
【0059】
このとき、作業者は遠隔制御装置の溶接電圧設定器VRの設定値を最小にして、インチングボタンISを再度押すと図3に示すリトラクト判別回路RTは、リトラクト判別信号Rtを出力し、極性切換回路PRはリトラクト判別信号Rtが入力されるとワイヤ送給モータMOに印加するモータ駆動電圧の極性を逆にして供給する。このとき、溶接ワイヤWLが溶接トーチ先端から出過ぎた余分な溶接ワイヤWLを引き戻して溶接ワイヤWLの先端を所定の位置に調整できるので、ペンチで切断する必要がなくなる。
【符号の説明】
【0060】
1 パワーケーブル
2 パワーケーブル
3 制御線
4 制御線
5 制御線
6 制御線
8 制御線
9 制御線
IR 溶接電流設定器
Ir 溶接電流設定値(溶接電流設定信号)
IS インチングボタン
Is インチング信号
Isc インチング制御信号
IT インチング時限回路
It 送給基準時限信号
M 被加工物
MC 送給モータ制御回路
MO ワイヤ送給モータ
MV モータ駆動回路
Ms 送給起動信号
OR オア論理回路OR
PS 主電源回路
PR 極性切換回路
RE 遠隔制御装置(リモコン装置)
RT リトラクト判別回路
R1 制動抵抗器
SC 主制御回路
Sc 主制御信号
Ss 送給制御信号
SW1 切換回路
TH 溶接トーチ
TS トーチスイッチ
VR 溶接電圧設定器
Vr 溶接電圧設定値(溶接電圧設定信号)
WF ワイヤ送給装置
WG 溶接電源
WL 溶接ワイヤ
Wc 送給指令信号
Wi インチング指令信号
Wi2 第2のインチング指令信号
【特許請求の範囲】
【請求項1】
溶接電圧及びワイヤ送給量の制御機能を有する溶接電源と、ワイヤ送給モータを有し前記溶接電源に接続されるワイヤ送給装置と、溶接電流設定値を設定する溶接電流設定器、溶接電圧設定値を設定する溶接電圧設定器及びインチング信号を出力するインチングボタンとで形成し前記溶接電源に接続される遠隔制御装置と、を備えたアーク溶接装置において、前記インチングボタンを押している間は、前記溶接電源は、前記ワイヤ送給モータを第1の送給速度で送給すると共に送給量を算出し、前記溶接ワイヤの送給量が予め定めた基準送給量になると前記第1の送給速度より遅い第2の送給速度で前記溶接ワイヤを送給させる送給速度制御を行なうこと、を特徴とするアーク溶接装置。
【請求項2】
前記溶接電源は、前記溶接電流設定値が予め定めた溶接電流基準値以下のときに前記インチングボタンを押すと、前記送給速度制御を開始すること、を特徴とする請求項1記載のアーク溶接装置。
【請求項3】
前記溶接電源は、前記算出し送給量を前記第1の送給速度で乗算して送給時間を算出し、前記送給時間が予め定めた送給基準時間になると、前記第1の送給速度より遅い前記第2の送給速度で前記溶接ワイヤを送給させること、を特徴とする請求項1〜請求項2のいずれか1項に記載のアーク溶接装置。
【請求項4】
前記溶接電源は、前記溶接電圧設定値が予め定めた溶接電圧基準値以下のときに前記インチングボタンを押している間は、前記溶接ワイヤをリトラクトすること、を特徴とする請求項1〜請求項3のいずれか1項に記載のアーク溶接装置。
【請求項1】
溶接電圧及びワイヤ送給量の制御機能を有する溶接電源と、ワイヤ送給モータを有し前記溶接電源に接続されるワイヤ送給装置と、溶接電流設定値を設定する溶接電流設定器、溶接電圧設定値を設定する溶接電圧設定器及びインチング信号を出力するインチングボタンとで形成し前記溶接電源に接続される遠隔制御装置と、を備えたアーク溶接装置において、前記インチングボタンを押している間は、前記溶接電源は、前記ワイヤ送給モータを第1の送給速度で送給すると共に送給量を算出し、前記溶接ワイヤの送給量が予め定めた基準送給量になると前記第1の送給速度より遅い第2の送給速度で前記溶接ワイヤを送給させる送給速度制御を行なうこと、を特徴とするアーク溶接装置。
【請求項2】
前記溶接電源は、前記溶接電流設定値が予め定めた溶接電流基準値以下のときに前記インチングボタンを押すと、前記送給速度制御を開始すること、を特徴とする請求項1記載のアーク溶接装置。
【請求項3】
前記溶接電源は、前記算出し送給量を前記第1の送給速度で乗算して送給時間を算出し、前記送給時間が予め定めた送給基準時間になると、前記第1の送給速度より遅い前記第2の送給速度で前記溶接ワイヤを送給させること、を特徴とする請求項1〜請求項2のいずれか1項に記載のアーク溶接装置。
【請求項4】
前記溶接電源は、前記溶接電圧設定値が予め定めた溶接電圧基準値以下のときに前記インチングボタンを押している間は、前記溶接ワイヤをリトラクトすること、を特徴とする請求項1〜請求項3のいずれか1項に記載のアーク溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−18028(P2013−18028A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−153412(P2011−153412)
【出願日】平成23年7月12日(2011.7.12)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月12日(2011.7.12)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]