
ウエハ加工用テープ
【課題】テープをロール状に巻き取ったときの転写痕の抑制機能を維持しつつ、テープの加工時や使用時に、テープ両端部に形成された支持層が離型フィルムから剥離することを抑制可能なウエハ加工用テープを提供すること。
【解決手段】本発明のウエハ加工用テープ10は、長尺の離型フィルム11と、円形状の接着剤層12と、円形状の粘着テープ13と、支持層20とを有し、支持層20は、離型フィルム11の幅方向と平行な粘着テープ13の直径の延長線上に位置する、幅寸法の最も小さい最狭部Nを有し、最狭部Nを含む領域Rにおいては、接着剤層12と同じ組成の支持接着剤層22と、粘着テープ13と同じ組成の支持粘着テープ23との積層構造を有し、離型フィルム11の長手方向において領域Rを挟んだ両側領域では、粘着テープ13と同じ組成の支持粘着テープ23からなる単層構造を有する。
【解決手段】本発明のウエハ加工用テープ10は、長尺の離型フィルム11と、円形状の接着剤層12と、円形状の粘着テープ13と、支持層20とを有し、支持層20は、離型フィルム11の幅方向と平行な粘着テープ13の直径の延長線上に位置する、幅寸法の最も小さい最狭部Nを有し、最狭部Nを含む領域Rにおいては、接着剤層12と同じ組成の支持接着剤層22と、粘着テープ13と同じ組成の支持粘着テープ23との積層構造を有し、離型フィルム11の長手方向において領域Rを挟んだ両側領域では、粘着テープ13と同じ組成の支持粘着テープ23からなる単層構造を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリカット加工により製造されるウエハ加工用テープに関し、特に、ダイシングテープとダイボンディングフィルムの2つの機能を有するダイシング・ダイボンディングテープに関する。
【背景技術】
【0002】
近時、半導体ウエハを個々のチップに切断分離(ダイシング)する際に半導体ウエハを固定するためのダイシングテープと、切断された半導体チップをリードフレームやパッケージ基板等に接着するため、又は、スタックドパッケージにおいては、半導体チップ同士を積層、接着するためのダイボンディングフィルム(ダイアタッチフィルムともいう)との2つの機能を併せ持つダイシング・ダイボンディングテープが開発されている。
【0003】
このようなダイシング・ダイボンディングテープとしては、ウエハへの貼り付けや、ダイシングの際のリングフレームへの取り付け等の作業性を考慮して、プリカット加工が施されたものがある(例えば、特許文献1)。
【0004】
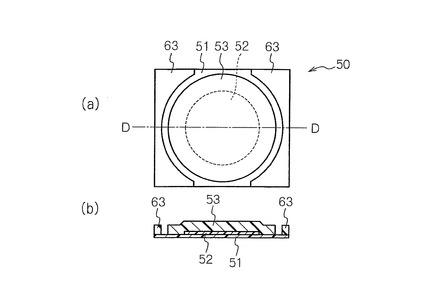
プリカット加工されたダイシング・ダイボンディングテープの例を、図5に示す。図5(a)は、ダイシング・ダイボンディングテープ50の平面図であり、図5(b)は、図5(a)の線D−D断面図である。ダイシング・ダイボンディングテープ50は、離型フィルム51と、離型フィルム上に部分的に形成された円形状の接着剤層52と、該接着剤層52を覆い、且つ、接着剤層52の周囲で離型フィルム51に接触するように設けられた円形状の粘着テープ53とを有している。また、ダイシング・ダイボンディングテープ50の幅方向両端部上には、粘着テープ53と同じ組成からなる一対の支持粘着テープ63が設けられている。円形状の接着剤層52は、離型フィルム51の全面に接着剤層を形成した後、ウエハに対応した円形状に打ち抜き、その円形部分以外を除去する1次プリカット工程にて形成される(図6参照)。また、円形状の粘着テープ53及び支持粘着テープ63は、接着剤層52が形成された離型フィルム51の全面に粘着テープを貼り合わせた後、ウエハダイシング用のリングフレームの形状に対応する円形状に打ち抜き、その円形部分の周辺領域を除去する2次プリカット工程にて同時に形成される(図7参照)。
【0005】
上記のようなダイシング・ダイボンディングテープ50においては、図5に示すように、接着剤層52と粘着テープ53の円形ラベル部が積層した部分(以下、積層体という)は、単層の支持粘着テープ63よりも厚い。このため、製品としてロール状に巻かれた際に、接着剤層52及び粘着テープ53の積層体と、支持粘着テープ63との段差が重なりあい、柔軟な接着剤層52表面に段差が転写される現象、転写痕(ラベル痕、シワ、又は、巻き跡ともいう)が発生する。このような転写痕の発生は、特に、接着剤層52が柔らかい樹脂で形成される場合や厚みがある場合、及びテープ50の巻き数が多い場合などに顕著である。そして、転写痕が発生すると、接着剤層と半導体ウエハとの接着不良により、ウエハの加工時に不具合が生じるおそれがある。
【0006】
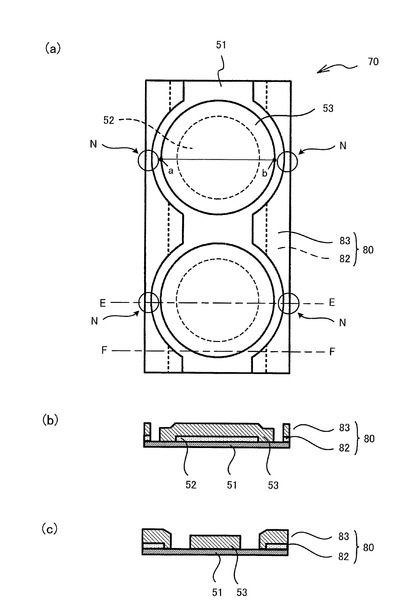
そこで、上記の転写痕の発生を抑制するために、図8に示す構成のダイシング・ダイボンディングテープが提案されている。図8(a)は、ダイシング・ダイボンディングテープ70の平面図であり、図8(b)は、図8(a)の線E−E断面図であり、図8(c)は、図8(a)の線F−F断面図である。図5に示す部材と同様の部材には同じ符号を付し、その説明を省略する。
【0007】
図5で示したダイシング・ダイボンディングテープ50が、テープ両端部上の支持層が支持粘着テープ63のみからなる単層構造を有しているのに対し、図8で示すダイシング・ダイボンディングテープ70は、支持層80の一部が、接着剤層52と同じ組成の支持接着剤層82と、粘着テープ53と同じ組成の支持粘着テープ83との積層構造を有している。このような構成のダイシング・ダイボンディングテープ70は、図9に示す接着剤層の1次プリカット工程、及び、図10に示す粘着テープの2次プリカット工程を経て形成される。
【0008】
上記構成のダイシング・ダイボンディングテープ70によれば、積層構造の支持層80を備えることで、ダイシング・ダイボンディングテープ70がロール状に巻かれた際に、テープに加わる巻き圧を分散する、或いは、支持層80に集めることができるので、柔軟な接着剤層52表面への転写痕(ラベル痕、シワ、又は、巻き跡ともいう)の発生を抑制することが可能となる。
【特許文献1】特開2007−2173号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
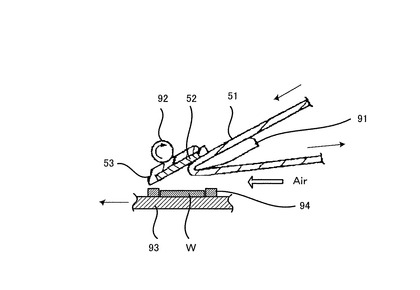
上記のようにプリカット加工されたダイシング・ダイボンディングテープを、ウエハマウンターによりウエハに貼り合わせる際には、図11に示すように、ダイシング・ダイボンディングテープの離型フィルム51側から剥離用くさび(ピールプレート)91を押し当て、離型フィルム51をピールプレート91側へ鋭角に折り曲げ、離型フィルム51と接着剤層52及び粘着テープ53の積層体との間の剥離起点を得る。その後、接着剤層52及び粘着テープ53の積層体は、ロール92によってウエハテーブル93上に載置されたウエハW及びリングフレーム94へ貼り合わされる。一方、離型フィルム51の幅方向両端部上に設けられた支持層(不図示)は、離型フィルム51に接着したまま離型フィルム51とともに巻き取られていく。
【0010】
ところが、上記のようにしてウエハへの貼合せを行う場合、ダイシング・ダイボンディングテープ70等の従来のプリカット加工が施されたダイシング・ダイボンディングテープでは、以下のような不具合が発生することが判明した。すなわち、一般に、接着剤層と離型フィルムとの間の接着力は、粘着テープと離型フィルムとの間の接着力よりも小さい。このため、図8に示すダイシング・ダイボンディングテープ70においては、接着剤層と同じ組成の支持接着剤層82と離型フィルム51との間の接着力が不十分となり、特に、支持層80の、離型フィルム51の幅方向と平行な粘着テープ53の直径(すなわち点aと点bとを結んだ直線)の延長線上に位置する幅寸法の最も小さい部分(以下、最狭部Nという)において、支持接着剤層82の離型フィルム51からの剥離が発生しやすい状態となる。そのため、ピールプレート91を離型フィルム51に押しつけて上記積層体の剥離起点を得る際に、最狭部Nで支持接着剤層82の浮きや剥離が発生し、移動するウエハテーブル93やウエハWに付着して巻き込まれるといった不具合が発生することがある。また、2次プリカット工程の打ち抜きの際にも、最狭部Nで支持接着剤層82の剥離が発生する場合があり、ダイシング・ダイボンディングテープの生産性が低下する原因となっている。
【0011】
そこで、本発明の目的は、テープをロール状に巻き取ったときの転写痕の抑制機能を維持しつつ、テープの加工時や使用時に、テープ両端部に形成された支持層が離型フィルムから剥離することを抑制可能なウエハ加工用テープを提供することにある。
【課題を解決するための手段】
【0012】
本発明の第1の態様は、長尺の離型フィルムと、前記離型フィルム上に設けられた円形状の接着剤層と、前記接着剤層を覆い、且つ、前記接着剤層の周囲で前記離型フィルムに接触するように設けられた円形状の粘着テープと、前記離型フィルムの幅方向両端部上に設けられた支持層とを有するウエハ加工用テープであって、前記支持層は、前記離型フィルムの幅方向と平行な前記粘着テープの直径の延長線上に位置する、幅寸法の最も小さい最狭部Nを有し、該最狭部Nを含む領域Rにおいては、前記接着剤層と同じ組成の支持接着剤層と、前記粘着テープと同じ組成の支持粘着テープとの積層構造を有し、前記離型フィルムの長手方向において該領域Rを挟んだ両側領域では、前記粘着テープと同じ組成の支持粘着テープからなる単層構造を有することを特徴とするウエハ加工用テープである。
【0013】
本発明の第2の態様は、前記第1の態様にかかるウエハ加工用テープにおいて、前記支持層が、前記離型フィルムの長手方向に沿って連続的に設けられていることを特徴とする。
【0014】
本発明の第3の態様は、前記第1又は第2の態様にかかるウエハ加工用テープにおいて、前記円形状の接着剤層と前記支持接着剤層とは同じ膜厚を有し、前記円形状の粘着テープと前記支持粘着テープとは同じ膜厚を有することを特徴とする。
【発明の効果】
【0015】
本発明のウエハ加工用テープによれば、転写痕抑制に最も効果がある支持層の最狭部Nを含む領域Rを、接着剤層と同じ組成の支持接着剤層と、粘着テープと同じ組成の支持粘着テープとの積層構造とすることで、テープをロール状に巻き取ったときの転写痕の抑制機能を一定以上に維持することができる。一方、粘着テープと離型フィルムとの間の接着力は、接着剤層と離型フィルムとの間の接着力よりも大きいことから、離型フィルム長手方向において領域Rを挟んだ両側領域を粘着テープと同じ組成の支持粘着テープからなる単層構造とすることで、領域Rの支持接着剤層を両側の支持粘着テープで押さえて、支持接着剤層の浮きや剥離の発生を抑制することができる。また、たとえ最狭領域Nにおいて支持接着剤層の浮きや剥離が発生したとしても、支持接着剤層は、離型フィルムの長手方向に連続して設けられていないので、最狭領域Nでの浮きや剥離にとどまり、テープ加工時や使用時にウエハマウンターやウエハに付着して巻き込まれるといった不具合の発生を抑制することができる。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の一実施形態について図面に基づいて詳細に説明する。
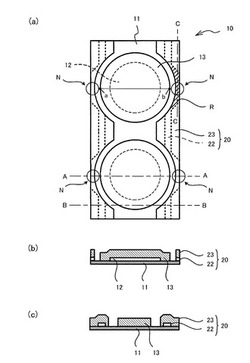
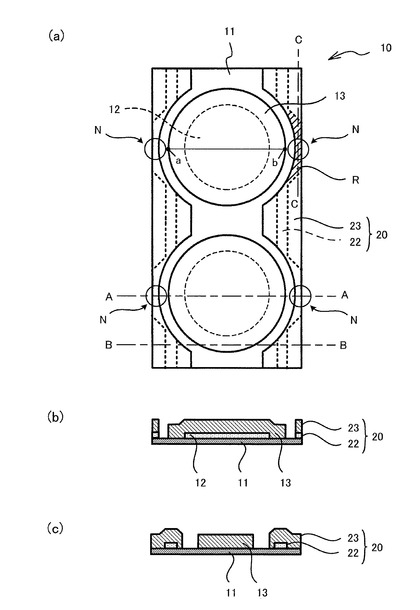
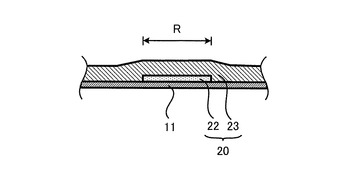
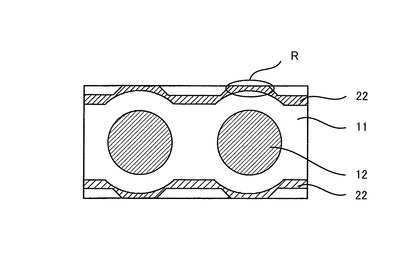
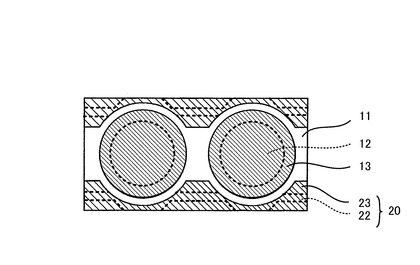
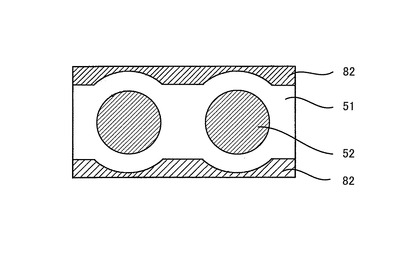
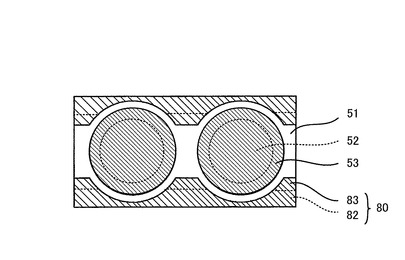
図1(a)は、本発明の実施形態にかかるウエハ加工用テープ(ダイシング・ダイボンディングテープ)10の平面図であり、図1(b)は、図1(a)の線A−A断面図であり、図1(c)は、図1(a)の線B−Bによる断面図である。また、図2は、図1(a)の線C−C断面図である。図示のように、ダイシング・ダイボンディングテープ10は、長尺の離型フィルム11と、離型フィルム11上に設けられた円形状の接着剤層12と、接着剤層12を覆い、且つ、接着剤層12の周囲で離型フィルム11に接触するように設けられた円形状の粘着テープ13とを有している。そして、離型フィルム11の幅方向両端部上には、支持層20が設けられている。また、この支持層20は、円形状の接着剤層12と粘着テープ13との積層体の周囲を囲むように、離型フィルム11の長手方向に沿って連続的に設けられている。
【0017】
支持層20は、支持粘着テープ23のみの単層構造の部分と、支持接着剤層22と支持粘着テープ23とが積層された積層構造の部分とを有する。具体的には、図1及び図2に示すように、支持層20は、離型フィルム11の幅方向と平行な粘着テープ13の直径(すなわち、図1中、点aと点bを結んだ直線)の延長線上に位置する幅寸法の最も小さい最狭部Nを含む領域R(図1中、斜線で示す領域R)では、支持接着剤層22と、支持粘着テープ23との積層構造を有し、離型フィルム51の長手方向において領域Rを挟んだ両側領域では、支持粘着テープ23からなる単層構造を有する。
【0018】
上記のような構成の支持層20を有するダイシング・ダイボンディングテープ10によれば、転写痕抑制に最も効果がある部分、すなわち支持層20の最狭部Nを含む領域Rを、支持接着剤層22と支持粘着テープ23との積層構造とすることで、テープをロール状に巻き取ったときの転写痕の抑制機能を一定以上に維持することができ、しかも、領域Rでの支持接着剤層22を長手方向両側の支持粘着テープ23で押さえて、支持接着剤層の浮きや剥離の発生を抑制することが可能となる。また、たとえ最狭領域Nにおいて支持接着剤層22の浮きや剥離が発生したとしても、支持接着剤層22は、離型フィルム11の長手方向に連続して設けられていないので、最狭領域Nでの浮きや剥離にとどまり、テープ加工時や使用時にウエハマウンターやウエハに付着して巻き込まれるといった不具合の発生を抑制することができる。
【0019】
以下に、本実施形態のダイシング・ダイボンディングテープ10の各構成要素について説明する。
【0020】
(支持接着剤層)
支持接着剤層22は、少なくとも最狭部Nを含む領域に存在し、且つ、離型フィルム51の長手方向においてその両側領域には存在しないことを条件に、その平面形状、大きさ、位置については限定されない。最狭部Nでの支持接着剤層22の浮きや剥離を十分に抑制する観点からは、領域Rの面積が小さくなるように、すなわち支持接着剤層と支持粘着テープとの積層部分の面積が小さくなるようにすることが好ましいが、テープをロール状に巻き取った際の転写痕の発生を十分に抑制する観点からは支持粘着テープ23との積層部分の面積が大きくなるように構成することが好ましい。積層部分の面積が大きくなるように構成した場合であっても、支持接着剤層22の長手方向の両側に存在する支持粘着テープ23によって支持接着剤層22を押さえるので、最狭部Nでの支持接着剤層22の浮きや剥離を発生し難くすることができる。
【0021】
支持接着剤層22は、後述する1次プリカット加工により、円形状の接着剤層12と同時に形成され、接着剤層12と同じ組成、同じ膜厚を有する。接着剤層12の組成及び膜厚については、後に詳述する。
【0022】
(支持粘着テープ)
支持粘着テープ23は、最狭部Nを含む領域に存在する支持接着剤層22を覆い、且つ、少なくとも、離型フィルム51の長手方向においてその該領域を挟んだ両側領域では離型フィルム51に直接接触するように構成されること、すなわち図2に示すような長手方向の断面形状を有することを条件に、その平面形状、大きさ、位置については限定されない。最狭部Nでの支持接着剤層22の浮きや剥離を十分に抑制する観点からは、支持粘着テープ23が離型フィルム51と直接する面積が大きくなるように、すなわち支持接着剤層22が存在しない支持粘着テープの単層部分の面積が大きくなるようにすることが好ましいが、テープをロール状に巻き取った際の転写痕の発生を十分に抑制する観点からは、支持接着剤層23との積層部分の面積が大きくなるように構成することが好ましい。積層部分の面積が大きくなるように構成した場合であっても、上述のように、最狭部Nでの支持接着剤層22の浮きや剥離を発生し難くすることができる。
【0023】
支持粘着テープ23は、後述する2次プリカット加工により、円形状の粘着テープ13と同時に形成され、粘着テープ13と同じ組成、同じ膜厚を有する。粘着テープ13の組成及び膜厚については、後に詳述する。
【0024】
(接着剤層)
接着剤層12は、半導体ウエハが貼合されダイシングされた後、チップをピックアップする際に、チップ裏面に付着しており、チップを基板やリードフレームに固定する際の接着剤として使用されるものである。
接着剤層12としては、エポキシ系樹脂、アクリル系樹脂、フェノール系樹脂から選択される少なくとも1種を含む粘接着剤等を好ましく使用することができる。この他、ポリイミド系樹脂やシリコーン系樹脂を使用することもできる。その厚さは適宜設定してよいが、5〜100μm程度が好ましい。
【0025】
(粘着テープ)
粘着テープ13は、半導体ウエハを個々のチップに切断分離(ダイシング)する際に半導体ウエハを固定するために使用されるものである。
粘着テープ13としては、特に制限はなく、ウエハをダイシングする際にはウエハが剥離しないように十分な粘着力を有し、ダイシング後にチップをピックアップする際には容易に接着剤層から剥離できるよう低い粘着力を示すものであればよい。例えば、基材フィルムに粘着剤層を設けたものを好適に使用できる。
【0026】
粘着テープ13の基材フィルムとしては、従来公知のものであれば特に制限することなく使用することができるが、後述の粘着剤層として放射線硬化性の材料を使用する場合には、放射線透過性を有するものを使用することが好ましい。
例えば、その材料として、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、ポリブテン−1、ポリ−4−メチルペンテン−1、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸共重合体、アイオノマーなどのα−オレフィンの単独重合体または共重合体あるいはこれらの混合物、ポリウレタン、スチレン−エチレン−ブテンもしくはペンテン系共重合体、ポリアミド−ポリオール共重合体等の熱可塑性エラストマー、およびこれらの混合物を列挙することができる。また、基材フィルムはこれらの群から選ばれる2種以上の材料が混合されたものでもよく、これらが単層又は複層化されたものでもよい。
基材フィルムの厚さは、特に限定されるものではなく、適宜に設定してよいが、50〜200μmが好ましい。
【0027】
粘着テープ13の粘着剤層に使用される樹脂としては、特に限定されるものではなく、粘着剤に使用される公知の塩素化ポリプロピレン樹脂、アクリル樹脂、ポリエステル樹脂、ポリウレタン樹脂、エポキシ樹脂等を使用することができる。
粘着剤層の樹脂には、アクリル系粘着剤、放射線重合性化合物、光重合開始剤、硬化剤等を適宜配合して粘着剤を調製することが好ましい。粘着剤層の厚さは特に限定されるものではなく適宜に設定してよいが、5〜30μmが好ましい。
【0028】
放射線重合性化合物を粘着剤層に配合して放射線硬化により接着剤層から剥離しやすくすることができる。その放射線重合性化合物は、例えば光照射によって三次元網状化しうる分子内に光重合性炭素−炭素二重結合を少なくとも2個以上有する低分量化合物が用いられる。
【0029】
具体的には、トリメチロールプロパントリアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジペンタエリスリトールヘキサアクリレート、1,4−ブチレングリコールジアクリレート、1,6ヘキサンジオールジアクリレート、ポリエチレ
ングリコールジアクリレートや、オリゴエステルアクリレート等が適用可能である。
【0030】
また、上記のようなアクリレート系化合物のほかに、ウレタンアクリレート系オリゴマーを用いることもできる。ウレタンアクリレート系オリゴマーは、ポリエステル型またはポリエーテル型などのポリオール化合物と、多価イソシアナート化合物(例えば、2,4−トリレンジイソシアナート、2,6−トリレンジイソシアナート、1,3−キシリレンジイソシアナート、1,4−キシリレンジイソシアナート、ジフェニルメタン4,4−ジイソシアナートなど)を反応させて得られる末端イソシアナートウレタンプレポリマーに、ヒドロキシル基を有するアクリレートあるいはメタクリレート(例えば、2−ヒドロキシエチルアクリレート、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシプロピルメタクリレート、ポリエチレングリコールアクリレート、ポリエチレングリコールメタクリレートなど)を反応させて得られる。
粘着剤層には、上記の樹脂から選ばれる2種以上が混合されたものでもよい。
【0031】
光重合開始剤を使用する場合、例えばイソプロピルベンゾインエーテル、イソブチルベンゾインエーテル、ベンゾフェノン、ミヒラーズケトン、クロロチオキサントン、ドデシルチオキサントン、ジメチルチオキサントン、ジエチルチオキサントン、ベンジルジメチルケタール、α−ヒドロキシシクロヘキシルフェニルケトン、2−ヒドロキシメチルフェ
ニルプロパン等を使用することができる。これら光重合開始剤の配合量はアクリル系共重合体100質量部に対して0.01〜5質量部が好ましい。
【0032】
(離型フィルム)
離型フィルム11は、ダイシング・ダイボンディングテープの使用時にキャリアフィルムとしての役割を果たすものである。離型フィルム11としては、ポリエチレンテレフタレート(PET)系、ポリエチレン系、その他、離型処理がされたフィルム等周知のものを使用することができる。
離型フィルムの厚さは、特に限定されるものではなく、適宜に設定してよいが、25〜50μmが好ましい。
【0033】
(製造方法)
次に、上記構成のダイシング・ダイボンディングテープ10の製造方法の一例について、図3及び図4を用いて説明する。
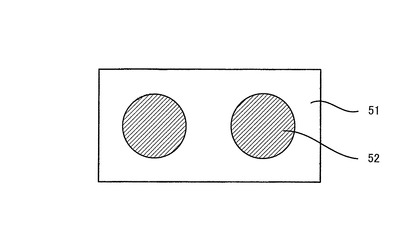
まず、離型フィルム11の全面に接着剤層を形成した後、接着剤層を所定形状に打ち抜く1次プリカット工程を実施する。この工程では、平面刃具等の打ち抜き部材を用いて、接着剤層を所定の形状に打ち抜き、その後、打ち抜き加工された接着剤層の不要部分を除去することで、図3に示すような、円形状の接着剤層12と、支持接着剤層22とが形成される。
【0034】
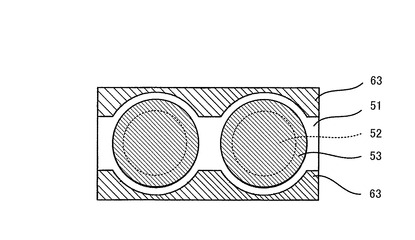
次に、円形状の接着剤層12及び支持接着剤層22が形成された離型フィルム11の全面に、粘着テープを貼り合わせた後、粘着テープを所定形状に打ち抜く2次プリカット工程を実施する。この工程では、平面刃具等の打ち抜き部材を用いて、粘着テープを所定の形状に打ち抜き、その後、打ち抜き加工された粘着テープの不要部分を除去することで、図4に示すような、円形状の粘着テープ13と、支持粘着テープ23とが形成される。
以上の工程により、本発明のダイシング・ダイボンディングテープ10を得ることができる。
【0035】
本発明のダイシング・ダイボンディングテープ10は、製品としてユーザーに提供される際には、ロール状に巻き取られた状態で提供されるが、このとき、転写痕抑制に最も効果がある支持層20の最狭部Nを含む領域Rが、支持接着剤層と支持粘着テープとの積層構造を有するので、テープをロール状に巻き取ったときの転写痕の抑制機能を一定以上に維持することができる。また、本発明のダイシング・ダイボンディングテープ10は、上述のように、支持接着剤層の浮きや剥離の発生を抑制することができるので、ウエハへの貼合せを行う際に、剥離した支持接着部材がウエハマウンター内の部材やウエハに付着して巻き込まれるといった不具合の発生を抑制することができる。
【図面の簡単な説明】
【0036】
【図1】図1(a)は、本発明の実施形態に係るウエハ加工用テープの平面図であり、図1(b)は図1(a)の線A−A断面図であり、図1(c)は、図1(a)の線B−B断面図である。
【図2】図2は、図1(a)の線C−C断面図である。
【図3】図3は、本発明の実施形態に係るウエハ加工用テープの1次プリカット工程後の状態を示す平面図である。
【図4】図4は、本発明の実施形態に係るウエハ加工用テープの2次プリカット工程後の状態を示す平面図である。
【図5】図5(a)は、従来のウエハ加工用テープの一例を示す平面図であり、図5(b)は、図5(a)の線D−D断面図である。
【図6】図6は、図5に示す従来のウエハ加工用テープの1次プリカット工程後の状態を示す平面図である。
【図7】図7は、図5に示す従来のウエハ加工用テープの2次プリカット工程後の状態を示す平面図である。
【図8】図8(a)は、従来のウエハ加工用テープの他の例を示す平面図であり、図8(b)は、図8(a)線E−E断面図であり、図8(c)は、図8(a)の線F−F断面図である。
【図9】図9は、図8に示す従来のウエハ加工用テープの1次プリカット工程後の状態を示す平面図である。
【図10】図10は、図8に示す従来のウエハ加工用テープの2次プリカット工程後の状態を示す平面図である。
【図11】図11は、ウエハ加工用テープをウエハに貼り付ける工程を説明するための図である。
【符号の説明】
【0037】
10:ウエハ加工用テープ(ダイシング・ダイボンディングテープ)
11:離型フィルム
12:接着剤層
13:粘着テープ
22:支持接着剤層
23:支持粘着テープ
【技術分野】
【0001】
本発明は、プリカット加工により製造されるウエハ加工用テープに関し、特に、ダイシングテープとダイボンディングフィルムの2つの機能を有するダイシング・ダイボンディングテープに関する。
【背景技術】
【0002】
近時、半導体ウエハを個々のチップに切断分離(ダイシング)する際に半導体ウエハを固定するためのダイシングテープと、切断された半導体チップをリードフレームやパッケージ基板等に接着するため、又は、スタックドパッケージにおいては、半導体チップ同士を積層、接着するためのダイボンディングフィルム(ダイアタッチフィルムともいう)との2つの機能を併せ持つダイシング・ダイボンディングテープが開発されている。
【0003】
このようなダイシング・ダイボンディングテープとしては、ウエハへの貼り付けや、ダイシングの際のリングフレームへの取り付け等の作業性を考慮して、プリカット加工が施されたものがある(例えば、特許文献1)。
【0004】
プリカット加工されたダイシング・ダイボンディングテープの例を、図5に示す。図5(a)は、ダイシング・ダイボンディングテープ50の平面図であり、図5(b)は、図5(a)の線D−D断面図である。ダイシング・ダイボンディングテープ50は、離型フィルム51と、離型フィルム上に部分的に形成された円形状の接着剤層52と、該接着剤層52を覆い、且つ、接着剤層52の周囲で離型フィルム51に接触するように設けられた円形状の粘着テープ53とを有している。また、ダイシング・ダイボンディングテープ50の幅方向両端部上には、粘着テープ53と同じ組成からなる一対の支持粘着テープ63が設けられている。円形状の接着剤層52は、離型フィルム51の全面に接着剤層を形成した後、ウエハに対応した円形状に打ち抜き、その円形部分以外を除去する1次プリカット工程にて形成される(図6参照)。また、円形状の粘着テープ53及び支持粘着テープ63は、接着剤層52が形成された離型フィルム51の全面に粘着テープを貼り合わせた後、ウエハダイシング用のリングフレームの形状に対応する円形状に打ち抜き、その円形部分の周辺領域を除去する2次プリカット工程にて同時に形成される(図7参照)。
【0005】
上記のようなダイシング・ダイボンディングテープ50においては、図5に示すように、接着剤層52と粘着テープ53の円形ラベル部が積層した部分(以下、積層体という)は、単層の支持粘着テープ63よりも厚い。このため、製品としてロール状に巻かれた際に、接着剤層52及び粘着テープ53の積層体と、支持粘着テープ63との段差が重なりあい、柔軟な接着剤層52表面に段差が転写される現象、転写痕(ラベル痕、シワ、又は、巻き跡ともいう)が発生する。このような転写痕の発生は、特に、接着剤層52が柔らかい樹脂で形成される場合や厚みがある場合、及びテープ50の巻き数が多い場合などに顕著である。そして、転写痕が発生すると、接着剤層と半導体ウエハとの接着不良により、ウエハの加工時に不具合が生じるおそれがある。
【0006】
そこで、上記の転写痕の発生を抑制するために、図8に示す構成のダイシング・ダイボンディングテープが提案されている。図8(a)は、ダイシング・ダイボンディングテープ70の平面図であり、図8(b)は、図8(a)の線E−E断面図であり、図8(c)は、図8(a)の線F−F断面図である。図5に示す部材と同様の部材には同じ符号を付し、その説明を省略する。
【0007】
図5で示したダイシング・ダイボンディングテープ50が、テープ両端部上の支持層が支持粘着テープ63のみからなる単層構造を有しているのに対し、図8で示すダイシング・ダイボンディングテープ70は、支持層80の一部が、接着剤層52と同じ組成の支持接着剤層82と、粘着テープ53と同じ組成の支持粘着テープ83との積層構造を有している。このような構成のダイシング・ダイボンディングテープ70は、図9に示す接着剤層の1次プリカット工程、及び、図10に示す粘着テープの2次プリカット工程を経て形成される。
【0008】
上記構成のダイシング・ダイボンディングテープ70によれば、積層構造の支持層80を備えることで、ダイシング・ダイボンディングテープ70がロール状に巻かれた際に、テープに加わる巻き圧を分散する、或いは、支持層80に集めることができるので、柔軟な接着剤層52表面への転写痕(ラベル痕、シワ、又は、巻き跡ともいう)の発生を抑制することが可能となる。
【特許文献1】特開2007−2173号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記のようにプリカット加工されたダイシング・ダイボンディングテープを、ウエハマウンターによりウエハに貼り合わせる際には、図11に示すように、ダイシング・ダイボンディングテープの離型フィルム51側から剥離用くさび(ピールプレート)91を押し当て、離型フィルム51をピールプレート91側へ鋭角に折り曲げ、離型フィルム51と接着剤層52及び粘着テープ53の積層体との間の剥離起点を得る。その後、接着剤層52及び粘着テープ53の積層体は、ロール92によってウエハテーブル93上に載置されたウエハW及びリングフレーム94へ貼り合わされる。一方、離型フィルム51の幅方向両端部上に設けられた支持層(不図示)は、離型フィルム51に接着したまま離型フィルム51とともに巻き取られていく。
【0010】
ところが、上記のようにしてウエハへの貼合せを行う場合、ダイシング・ダイボンディングテープ70等の従来のプリカット加工が施されたダイシング・ダイボンディングテープでは、以下のような不具合が発生することが判明した。すなわち、一般に、接着剤層と離型フィルムとの間の接着力は、粘着テープと離型フィルムとの間の接着力よりも小さい。このため、図8に示すダイシング・ダイボンディングテープ70においては、接着剤層と同じ組成の支持接着剤層82と離型フィルム51との間の接着力が不十分となり、特に、支持層80の、離型フィルム51の幅方向と平行な粘着テープ53の直径(すなわち点aと点bとを結んだ直線)の延長線上に位置する幅寸法の最も小さい部分(以下、最狭部Nという)において、支持接着剤層82の離型フィルム51からの剥離が発生しやすい状態となる。そのため、ピールプレート91を離型フィルム51に押しつけて上記積層体の剥離起点を得る際に、最狭部Nで支持接着剤層82の浮きや剥離が発生し、移動するウエハテーブル93やウエハWに付着して巻き込まれるといった不具合が発生することがある。また、2次プリカット工程の打ち抜きの際にも、最狭部Nで支持接着剤層82の剥離が発生する場合があり、ダイシング・ダイボンディングテープの生産性が低下する原因となっている。
【0011】
そこで、本発明の目的は、テープをロール状に巻き取ったときの転写痕の抑制機能を維持しつつ、テープの加工時や使用時に、テープ両端部に形成された支持層が離型フィルムから剥離することを抑制可能なウエハ加工用テープを提供することにある。
【課題を解決するための手段】
【0012】
本発明の第1の態様は、長尺の離型フィルムと、前記離型フィルム上に設けられた円形状の接着剤層と、前記接着剤層を覆い、且つ、前記接着剤層の周囲で前記離型フィルムに接触するように設けられた円形状の粘着テープと、前記離型フィルムの幅方向両端部上に設けられた支持層とを有するウエハ加工用テープであって、前記支持層は、前記離型フィルムの幅方向と平行な前記粘着テープの直径の延長線上に位置する、幅寸法の最も小さい最狭部Nを有し、該最狭部Nを含む領域Rにおいては、前記接着剤層と同じ組成の支持接着剤層と、前記粘着テープと同じ組成の支持粘着テープとの積層構造を有し、前記離型フィルムの長手方向において該領域Rを挟んだ両側領域では、前記粘着テープと同じ組成の支持粘着テープからなる単層構造を有することを特徴とするウエハ加工用テープである。
【0013】
本発明の第2の態様は、前記第1の態様にかかるウエハ加工用テープにおいて、前記支持層が、前記離型フィルムの長手方向に沿って連続的に設けられていることを特徴とする。
【0014】
本発明の第3の態様は、前記第1又は第2の態様にかかるウエハ加工用テープにおいて、前記円形状の接着剤層と前記支持接着剤層とは同じ膜厚を有し、前記円形状の粘着テープと前記支持粘着テープとは同じ膜厚を有することを特徴とする。
【発明の効果】
【0015】
本発明のウエハ加工用テープによれば、転写痕抑制に最も効果がある支持層の最狭部Nを含む領域Rを、接着剤層と同じ組成の支持接着剤層と、粘着テープと同じ組成の支持粘着テープとの積層構造とすることで、テープをロール状に巻き取ったときの転写痕の抑制機能を一定以上に維持することができる。一方、粘着テープと離型フィルムとの間の接着力は、接着剤層と離型フィルムとの間の接着力よりも大きいことから、離型フィルム長手方向において領域Rを挟んだ両側領域を粘着テープと同じ組成の支持粘着テープからなる単層構造とすることで、領域Rの支持接着剤層を両側の支持粘着テープで押さえて、支持接着剤層の浮きや剥離の発生を抑制することができる。また、たとえ最狭領域Nにおいて支持接着剤層の浮きや剥離が発生したとしても、支持接着剤層は、離型フィルムの長手方向に連続して設けられていないので、最狭領域Nでの浮きや剥離にとどまり、テープ加工時や使用時にウエハマウンターやウエハに付着して巻き込まれるといった不具合の発生を抑制することができる。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の一実施形態について図面に基づいて詳細に説明する。
図1(a)は、本発明の実施形態にかかるウエハ加工用テープ(ダイシング・ダイボンディングテープ)10の平面図であり、図1(b)は、図1(a)の線A−A断面図であり、図1(c)は、図1(a)の線B−Bによる断面図である。また、図2は、図1(a)の線C−C断面図である。図示のように、ダイシング・ダイボンディングテープ10は、長尺の離型フィルム11と、離型フィルム11上に設けられた円形状の接着剤層12と、接着剤層12を覆い、且つ、接着剤層12の周囲で離型フィルム11に接触するように設けられた円形状の粘着テープ13とを有している。そして、離型フィルム11の幅方向両端部上には、支持層20が設けられている。また、この支持層20は、円形状の接着剤層12と粘着テープ13との積層体の周囲を囲むように、離型フィルム11の長手方向に沿って連続的に設けられている。
【0017】
支持層20は、支持粘着テープ23のみの単層構造の部分と、支持接着剤層22と支持粘着テープ23とが積層された積層構造の部分とを有する。具体的には、図1及び図2に示すように、支持層20は、離型フィルム11の幅方向と平行な粘着テープ13の直径(すなわち、図1中、点aと点bを結んだ直線)の延長線上に位置する幅寸法の最も小さい最狭部Nを含む領域R(図1中、斜線で示す領域R)では、支持接着剤層22と、支持粘着テープ23との積層構造を有し、離型フィルム51の長手方向において領域Rを挟んだ両側領域では、支持粘着テープ23からなる単層構造を有する。
【0018】
上記のような構成の支持層20を有するダイシング・ダイボンディングテープ10によれば、転写痕抑制に最も効果がある部分、すなわち支持層20の最狭部Nを含む領域Rを、支持接着剤層22と支持粘着テープ23との積層構造とすることで、テープをロール状に巻き取ったときの転写痕の抑制機能を一定以上に維持することができ、しかも、領域Rでの支持接着剤層22を長手方向両側の支持粘着テープ23で押さえて、支持接着剤層の浮きや剥離の発生を抑制することが可能となる。また、たとえ最狭領域Nにおいて支持接着剤層22の浮きや剥離が発生したとしても、支持接着剤層22は、離型フィルム11の長手方向に連続して設けられていないので、最狭領域Nでの浮きや剥離にとどまり、テープ加工時や使用時にウエハマウンターやウエハに付着して巻き込まれるといった不具合の発生を抑制することができる。
【0019】
以下に、本実施形態のダイシング・ダイボンディングテープ10の各構成要素について説明する。
【0020】
(支持接着剤層)
支持接着剤層22は、少なくとも最狭部Nを含む領域に存在し、且つ、離型フィルム51の長手方向においてその両側領域には存在しないことを条件に、その平面形状、大きさ、位置については限定されない。最狭部Nでの支持接着剤層22の浮きや剥離を十分に抑制する観点からは、領域Rの面積が小さくなるように、すなわち支持接着剤層と支持粘着テープとの積層部分の面積が小さくなるようにすることが好ましいが、テープをロール状に巻き取った際の転写痕の発生を十分に抑制する観点からは支持粘着テープ23との積層部分の面積が大きくなるように構成することが好ましい。積層部分の面積が大きくなるように構成した場合であっても、支持接着剤層22の長手方向の両側に存在する支持粘着テープ23によって支持接着剤層22を押さえるので、最狭部Nでの支持接着剤層22の浮きや剥離を発生し難くすることができる。
【0021】
支持接着剤層22は、後述する1次プリカット加工により、円形状の接着剤層12と同時に形成され、接着剤層12と同じ組成、同じ膜厚を有する。接着剤層12の組成及び膜厚については、後に詳述する。
【0022】
(支持粘着テープ)
支持粘着テープ23は、最狭部Nを含む領域に存在する支持接着剤層22を覆い、且つ、少なくとも、離型フィルム51の長手方向においてその該領域を挟んだ両側領域では離型フィルム51に直接接触するように構成されること、すなわち図2に示すような長手方向の断面形状を有することを条件に、その平面形状、大きさ、位置については限定されない。最狭部Nでの支持接着剤層22の浮きや剥離を十分に抑制する観点からは、支持粘着テープ23が離型フィルム51と直接する面積が大きくなるように、すなわち支持接着剤層22が存在しない支持粘着テープの単層部分の面積が大きくなるようにすることが好ましいが、テープをロール状に巻き取った際の転写痕の発生を十分に抑制する観点からは、支持接着剤層23との積層部分の面積が大きくなるように構成することが好ましい。積層部分の面積が大きくなるように構成した場合であっても、上述のように、最狭部Nでの支持接着剤層22の浮きや剥離を発生し難くすることができる。
【0023】
支持粘着テープ23は、後述する2次プリカット加工により、円形状の粘着テープ13と同時に形成され、粘着テープ13と同じ組成、同じ膜厚を有する。粘着テープ13の組成及び膜厚については、後に詳述する。
【0024】
(接着剤層)
接着剤層12は、半導体ウエハが貼合されダイシングされた後、チップをピックアップする際に、チップ裏面に付着しており、チップを基板やリードフレームに固定する際の接着剤として使用されるものである。
接着剤層12としては、エポキシ系樹脂、アクリル系樹脂、フェノール系樹脂から選択される少なくとも1種を含む粘接着剤等を好ましく使用することができる。この他、ポリイミド系樹脂やシリコーン系樹脂を使用することもできる。その厚さは適宜設定してよいが、5〜100μm程度が好ましい。
【0025】
(粘着テープ)
粘着テープ13は、半導体ウエハを個々のチップに切断分離(ダイシング)する際に半導体ウエハを固定するために使用されるものである。
粘着テープ13としては、特に制限はなく、ウエハをダイシングする際にはウエハが剥離しないように十分な粘着力を有し、ダイシング後にチップをピックアップする際には容易に接着剤層から剥離できるよう低い粘着力を示すものであればよい。例えば、基材フィルムに粘着剤層を設けたものを好適に使用できる。
【0026】
粘着テープ13の基材フィルムとしては、従来公知のものであれば特に制限することなく使用することができるが、後述の粘着剤層として放射線硬化性の材料を使用する場合には、放射線透過性を有するものを使用することが好ましい。
例えば、その材料として、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、ポリブテン−1、ポリ−4−メチルペンテン−1、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸共重合体、アイオノマーなどのα−オレフィンの単独重合体または共重合体あるいはこれらの混合物、ポリウレタン、スチレン−エチレン−ブテンもしくはペンテン系共重合体、ポリアミド−ポリオール共重合体等の熱可塑性エラストマー、およびこれらの混合物を列挙することができる。また、基材フィルムはこれらの群から選ばれる2種以上の材料が混合されたものでもよく、これらが単層又は複層化されたものでもよい。
基材フィルムの厚さは、特に限定されるものではなく、適宜に設定してよいが、50〜200μmが好ましい。
【0027】
粘着テープ13の粘着剤層に使用される樹脂としては、特に限定されるものではなく、粘着剤に使用される公知の塩素化ポリプロピレン樹脂、アクリル樹脂、ポリエステル樹脂、ポリウレタン樹脂、エポキシ樹脂等を使用することができる。
粘着剤層の樹脂には、アクリル系粘着剤、放射線重合性化合物、光重合開始剤、硬化剤等を適宜配合して粘着剤を調製することが好ましい。粘着剤層の厚さは特に限定されるものではなく適宜に設定してよいが、5〜30μmが好ましい。
【0028】
放射線重合性化合物を粘着剤層に配合して放射線硬化により接着剤層から剥離しやすくすることができる。その放射線重合性化合物は、例えば光照射によって三次元網状化しうる分子内に光重合性炭素−炭素二重結合を少なくとも2個以上有する低分量化合物が用いられる。
【0029】
具体的には、トリメチロールプロパントリアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジペンタエリスリトールヘキサアクリレート、1,4−ブチレングリコールジアクリレート、1,6ヘキサンジオールジアクリレート、ポリエチレ
ングリコールジアクリレートや、オリゴエステルアクリレート等が適用可能である。
【0030】
また、上記のようなアクリレート系化合物のほかに、ウレタンアクリレート系オリゴマーを用いることもできる。ウレタンアクリレート系オリゴマーは、ポリエステル型またはポリエーテル型などのポリオール化合物と、多価イソシアナート化合物(例えば、2,4−トリレンジイソシアナート、2,6−トリレンジイソシアナート、1,3−キシリレンジイソシアナート、1,4−キシリレンジイソシアナート、ジフェニルメタン4,4−ジイソシアナートなど)を反応させて得られる末端イソシアナートウレタンプレポリマーに、ヒドロキシル基を有するアクリレートあるいはメタクリレート(例えば、2−ヒドロキシエチルアクリレート、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシプロピルメタクリレート、ポリエチレングリコールアクリレート、ポリエチレングリコールメタクリレートなど)を反応させて得られる。
粘着剤層には、上記の樹脂から選ばれる2種以上が混合されたものでもよい。
【0031】
光重合開始剤を使用する場合、例えばイソプロピルベンゾインエーテル、イソブチルベンゾインエーテル、ベンゾフェノン、ミヒラーズケトン、クロロチオキサントン、ドデシルチオキサントン、ジメチルチオキサントン、ジエチルチオキサントン、ベンジルジメチルケタール、α−ヒドロキシシクロヘキシルフェニルケトン、2−ヒドロキシメチルフェ
ニルプロパン等を使用することができる。これら光重合開始剤の配合量はアクリル系共重合体100質量部に対して0.01〜5質量部が好ましい。
【0032】
(離型フィルム)
離型フィルム11は、ダイシング・ダイボンディングテープの使用時にキャリアフィルムとしての役割を果たすものである。離型フィルム11としては、ポリエチレンテレフタレート(PET)系、ポリエチレン系、その他、離型処理がされたフィルム等周知のものを使用することができる。
離型フィルムの厚さは、特に限定されるものではなく、適宜に設定してよいが、25〜50μmが好ましい。
【0033】
(製造方法)
次に、上記構成のダイシング・ダイボンディングテープ10の製造方法の一例について、図3及び図4を用いて説明する。
まず、離型フィルム11の全面に接着剤層を形成した後、接着剤層を所定形状に打ち抜く1次プリカット工程を実施する。この工程では、平面刃具等の打ち抜き部材を用いて、接着剤層を所定の形状に打ち抜き、その後、打ち抜き加工された接着剤層の不要部分を除去することで、図3に示すような、円形状の接着剤層12と、支持接着剤層22とが形成される。
【0034】
次に、円形状の接着剤層12及び支持接着剤層22が形成された離型フィルム11の全面に、粘着テープを貼り合わせた後、粘着テープを所定形状に打ち抜く2次プリカット工程を実施する。この工程では、平面刃具等の打ち抜き部材を用いて、粘着テープを所定の形状に打ち抜き、その後、打ち抜き加工された粘着テープの不要部分を除去することで、図4に示すような、円形状の粘着テープ13と、支持粘着テープ23とが形成される。
以上の工程により、本発明のダイシング・ダイボンディングテープ10を得ることができる。
【0035】
本発明のダイシング・ダイボンディングテープ10は、製品としてユーザーに提供される際には、ロール状に巻き取られた状態で提供されるが、このとき、転写痕抑制に最も効果がある支持層20の最狭部Nを含む領域Rが、支持接着剤層と支持粘着テープとの積層構造を有するので、テープをロール状に巻き取ったときの転写痕の抑制機能を一定以上に維持することができる。また、本発明のダイシング・ダイボンディングテープ10は、上述のように、支持接着剤層の浮きや剥離の発生を抑制することができるので、ウエハへの貼合せを行う際に、剥離した支持接着部材がウエハマウンター内の部材やウエハに付着して巻き込まれるといった不具合の発生を抑制することができる。
【図面の簡単な説明】
【0036】
【図1】図1(a)は、本発明の実施形態に係るウエハ加工用テープの平面図であり、図1(b)は図1(a)の線A−A断面図であり、図1(c)は、図1(a)の線B−B断面図である。
【図2】図2は、図1(a)の線C−C断面図である。
【図3】図3は、本発明の実施形態に係るウエハ加工用テープの1次プリカット工程後の状態を示す平面図である。
【図4】図4は、本発明の実施形態に係るウエハ加工用テープの2次プリカット工程後の状態を示す平面図である。
【図5】図5(a)は、従来のウエハ加工用テープの一例を示す平面図であり、図5(b)は、図5(a)の線D−D断面図である。
【図6】図6は、図5に示す従来のウエハ加工用テープの1次プリカット工程後の状態を示す平面図である。
【図7】図7は、図5に示す従来のウエハ加工用テープの2次プリカット工程後の状態を示す平面図である。
【図8】図8(a)は、従来のウエハ加工用テープの他の例を示す平面図であり、図8(b)は、図8(a)線E−E断面図であり、図8(c)は、図8(a)の線F−F断面図である。
【図9】図9は、図8に示す従来のウエハ加工用テープの1次プリカット工程後の状態を示す平面図である。
【図10】図10は、図8に示す従来のウエハ加工用テープの2次プリカット工程後の状態を示す平面図である。
【図11】図11は、ウエハ加工用テープをウエハに貼り付ける工程を説明するための図である。
【符号の説明】
【0037】
10:ウエハ加工用テープ(ダイシング・ダイボンディングテープ)
11:離型フィルム
12:接着剤層
13:粘着テープ
22:支持接着剤層
23:支持粘着テープ
【特許請求の範囲】
【請求項1】
長尺の離型フィルムと、
前記離型フィルム上に設けられた円形状の接着剤層と、
前記接着剤層を覆い、且つ、前記接着剤層の周囲で前記離型フィルムに接触するように設けられた円形状の粘着テープと、
前記離型フィルムの幅方向両端部上に設けられた支持層と
を有するウエハ加工用テープであって、
前記支持層は、前記離型フィルムの幅方向と平行な前記粘着テープの直径の延長線上に位置する、幅寸法の最も小さい最狭部Nを有し、該最狭部Nを含む領域Rにおいては、前記接着剤層と同じ組成の支持接着剤層と、前記粘着テープと同じ組成の支持粘着テープとの積層構造を有し、前記離型フィルムの長手方向において該領域Rを挟んだ両側領域では、前記粘着テープと同じ組成の支持粘着テープからなる単層構造を有することを特徴とするウエハ加工用テープ。
【請求項2】
前記支持層は、前記離型フィルムの長手方向に沿って連続的に設けられていることを特徴とする請求項1に記載のウエハ加工用テープ。
【請求項3】
前記円形状の接着剤層と前記支持接着剤層とは同じ膜厚を有し、前記円形状の粘着テープと前記支持粘着テープとは同じ膜厚を有することを特徴とする請求項1又は請求項2に記載のウエハ加工用テープ。
【請求項1】
長尺の離型フィルムと、
前記離型フィルム上に設けられた円形状の接着剤層と、
前記接着剤層を覆い、且つ、前記接着剤層の周囲で前記離型フィルムに接触するように設けられた円形状の粘着テープと、
前記離型フィルムの幅方向両端部上に設けられた支持層と
を有するウエハ加工用テープであって、
前記支持層は、前記離型フィルムの幅方向と平行な前記粘着テープの直径の延長線上に位置する、幅寸法の最も小さい最狭部Nを有し、該最狭部Nを含む領域Rにおいては、前記接着剤層と同じ組成の支持接着剤層と、前記粘着テープと同じ組成の支持粘着テープとの積層構造を有し、前記離型フィルムの長手方向において該領域Rを挟んだ両側領域では、前記粘着テープと同じ組成の支持粘着テープからなる単層構造を有することを特徴とするウエハ加工用テープ。
【請求項2】
前記支持層は、前記離型フィルムの長手方向に沿って連続的に設けられていることを特徴とする請求項1に記載のウエハ加工用テープ。
【請求項3】
前記円形状の接着剤層と前記支持接着剤層とは同じ膜厚を有し、前記円形状の粘着テープと前記支持粘着テープとは同じ膜厚を有することを特徴とする請求項1又は請求項2に記載のウエハ加工用テープ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2009−231382(P2009−231382A)
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願番号】特願2008−72247(P2008−72247)
【出願日】平成20年3月19日(2008.3.19)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願日】平成20年3月19日(2008.3.19)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]