
ゴルフシューズ、その製造方法及び靴底部材
【課題】新規な構造部材を備えた靴底部材、及びその靴底部材を有するゴルフシューズ及びその製造方法を提供する。
【解決手段】ゴルフシューズ100はモールド成形材料と一体的に形成された靴底部材、構造部材130及び靴底部材の底部の複数の収容部を含む。構造部材130は靴底部材の長さの少なくとも一部に沿って延び、いずれの収容部とも垂直に重ならないように形状づけられる。それと一体的に形成された構造部材130を有する靴底部材を備えたシューズを製造する方法も提供される。
【解決手段】ゴルフシューズ100はモールド成形材料と一体的に形成された靴底部材、構造部材130及び靴底部材の底部の複数の収容部を含む。構造部材130は靴底部材の長さの少なくとも一部に沿って延び、いずれの収容部とも垂直に重ならないように形状づけられる。それと一体的に形成された構造部材130を有する靴底部材を備えたシューズを製造する方法も提供される。
【発明の詳細な説明】
【関連出願に対する相互参照】
【0001】
この出願は、参照としてここに組み込む、2009年12月23日に出願された米国仮特許出願番号第61/289,852号の優先権及び利益を主張する非仮出願である。
【技術分野】
【0002】
本発明は靴の靴底部材、及び、靴底部材の製造方法に関する。特に、本発明は靴特にゴルフシューズに使用するための靴底部材内に組み込まれる構造部材に関する。
【背景技術】
【0003】
ゴルフシューズは伝統的に靴上部、耐久ボード及び外靴底(outsole)を含む。図1はこれらの3つの基本的な素子を備えた靴即ちシューズを構成するための従来の方法を示す。図1に示すように、内靴底ボードとも呼ばれる耐久ボードは上部の底部分に固定され、上部の底部分は外靴底に接着される。
【0004】
図1に示す靴のような、従来の方法を使用して構成されたゴルフシューズはいくつかの欠点を有する。たとえば、上部を耐久ボード及び外靴底の双方に取り付けなければならないので、製造プロセスが幾分複雑になることがある。さらに、普通のゴルフシューズを使用した場合、足の底はしばしば地面から所望よりも一層高く離れて位置する。すなわち、足は耐久ボードの上又は上方に位置しなければならず、耐久ボードは外靴底の上又は上方にあるので、従来のゴルフシューズは一般にある高さプロフィールのものでなければならない。低プロフィールのゴルフシューズの構造を簡単にするものを含む、ゴルフシューズに関する形、機能及び製造プロセスに対する改善が常に望ましい。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第6,525,157号明細書
【特許文献2】米国特許第6,861、474号明細書
【特許文献3】米国特許公開番号第2003/0224871号明細書
【特許文献4】米国特許第6,930,150号明細書
【特許文献5】米国特許第6,562,906号明細書
【特許文献6】米国特許第3,492,245号明細書
【特許文献7】米国特許第3、804,803号明細書
【特許文献8】米国特許第7,528,196号明細書
【特許文献9】米国特許出願番号第12/415,522号明細書
【非特許文献】
【0006】
【非特許文献1】ゴム化学及び科学(Rubber Chem. & Tech.)第47巻
【発明の概要】
【課題を解決するための手段】
【0007】
第1の実施の形態においては、モールド成形材料と一体的に形成された靴底部材を有するゴルフシューズが提供される。靴底部材は構造部材、モールド成形材料及び靴底部材の底部の複数の収容部を有する。各収容部は滑り止め部材を受け入れるように形状づけられる。構造部材は靴底部材の長さの少なくとも一部に沿って延びることができ、いかなる収容部とも垂直に重ならないように形状づけることができる。特定の履行においては、構造部材は炭素繊維及び/又はポリアミドエラストマーを有する。
【0008】
他の特定の履行においては、構造部材は構造部材を通って延びる複数の開口を有することができる。各開口は少なくとも1つの収容部と整合することができる。構造部材はまた複数の切除部分を有することができ、各切除部分は少なくとも1つの収容部に隣接するが、これを覆わない。
【0009】
他の特定の履行においては、構造部材は靴の長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有することができる。1又はそれ以上の溝部分は、構造部材に対して、1又はそれ以上の溝部分の領域においてその幅に沿って三次元断面プロフィールを有するようにさせる。特定の履行においては、ゴルフシューズは少なくとも2つの溝部分を有することができる。
【0010】
他の特定の履行においては、構造部材はその横方向及び中間の縁部において上方に湾曲することができる。たとえば、構造部材は靴を着装した人間の足を少なくとも部分的に取り囲むように靴の内靴底の上方で延びる少なくとも1つの上方に延びる部材を有する。特定の履行においては、構造部材は靴底部材の長さを実質上延びることができる。代わりに、構造部材は靴底部材の長さの75%よりも小さな距離だけ延びることができる。上部はまた靴底部材の頂部分に固定することができる。特定の履行においては、構造部材の少なくとも一部は靴底部材の底部で露出することができる。構造部材の露出した部分は踵部分と前足部分との間を延びる跨ぎ部分を有することができる。
【0011】
他の特定の履行においては、構造部材はその長さに沿って厚さを変えることができる。代わりに、構造部材の厚さはその長さに沿って実質上一定とすることができる。他の特定の履行においては、構造部材はその長さの少なくとも一部に沿って屈曲又は湾曲する。特定の履行においては、モールド成形材料は熱可塑性ポリウレタンとすることができる。
【0012】
別の実施の形態においては、ゴルフシューズの製造方法が提供される。この方法は構造部材を提供する工程と、構造部材をモールド内に挿入する工程と、モールド成形材料及び構造部材を有する単一の一体的な靴底部材を形成するように構造部材の上又はまわりにモールド成形材料を射出する工程と、靴底部材をモールドから取り出す工程と、靴底部材を備えたゴルフシューズを構成する工程と、を含むことができる。
【0013】
特定の履行においては、モールド成形材料を射出する工程は、第1のモールド成形材料が構造部材の底部の少なくとも一部を覆い、構造部材の頂表面を覆うような状態で、中間の靴底部材を形成するようにモールド内へ第1のモールド成形材料を射出する工程と、モールドから中間の靴底部材を取り出す工程と、中間の靴底部材を別のモールド内に挿入する工程と、靴底部材を形成するように第2のモールド成形材料をモールド内に射出する工程と、を含むことができる。
【0014】
他の特定の履行においては、方法はさらに、滑り止め部材を収容するようにそれぞれ形状づけられた複数の収容部をモールドの底部に位置決めする工程と、構造部材の1又はそれ以上の開口が収容部の位置と垂直に整合するように、構造部材をモールド内で位置決めする工程と、構造部材の開口を通して1又はそれ以上の拘束部材を延長させることにより、各収容部をモールド内の適所に保持する工程と、を含むことができる。
【0015】
別の特定の履行においては、方法はさらに、靴の長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を備えるように構造部材を形成する工程を含むことができる。1又はそれ以上の溝部分は、構造部材の剛性を増大させるために、構造部材に対して、1又はそれ以上の溝部分の領域においてその幅に沿って三次元断面プロフィールを有するようにさせることができる。別の特定の履行においては、構造部材を形成する工程は、少なくとも2つの溝部分を形成する工程を有する。
【0016】
別の特定の履行においては、方法はさらに、構造部材がその横方向及び中間の縁部で上方に湾曲するように、構造部材を形成する工程を含むことができる。別の特定の履行においては、方法はさらに、靴を着装した人間の足を少なくとも部分的に取り囲むように靴の内靴底の上方で延びる少なくとも1つの上方に延びる部材を備えるように、構造部材を形成する工程を含むことができる。方法はまた靴底部材の頂部分に上部を固定する工程を含むことができる。
【0017】
別の特定の履行においては、モールド内で構造部材を位置決めする工程は、構造部材の底部の少なくとも一部がモールド形成材料により覆われないように、モールド内で構造部材を位置決めする工程を有する。モールド成形材料により覆われない構造部材の部分は踵部分と前足部分との間の跨ぎ部分とすることができる。
【0018】
別の実施の形態においては、ゴルフシューズと一緒に使用するための靴底部材が提供される。靴底部材は構造部材及びモールド成形材料を含む。構造部材は靴底部材の長さの少なくとも一部に沿って延びることができ、靴底部材に剛性を提供することができる。モールド成形材料は構造部材を少なくとも部分的に取り囲むことができる。モールド成形材料は靴底部材の踵部分及び前足部分を形成することができる。構造部材は踵部分及び前足部分を一緒に結合するように踵部分と前足部分との間を延びることができる。
【0019】
特定の履行においては、構造部材は炭素繊維及び/又はポリアミドエラストマーを有することができる。別の特定の履行においては、複数の収容部が靴底部材の底部に位置することができ、各収容部は滑り止め部材を受け入れるように形状づけられる。構造部材は構造部材を通って延びる複数の開口を有することができ、各開口は少なくとも1つの収容部と垂直に整合できる。
【0020】
構造部材は複数の切除部分を有することができ、各切除部分は少なくとも1つの収容部に隣接するが、収容部とは垂直方向で重ならない。
別の特定の履行においては、構造部材は靴の長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有することができる。1又はそれ以上の溝部分は、構造部材の剛性を増大させるために、構造部材に対して、1又はそれ以上の溝部分の領域においてその幅に沿って三次元断面プロフィールを有するようにさせることができる。そのうえ、構造部材はその横方向及び/又は中間の縁部で上方に湾曲することができる。構造部材はまた、モールド成形材料の上表面の上方で延びる少なくとも1つの上方に延びる部材を有することができる。構造部材は靴底部材の長さを実質上延びるか又は靴底部材の長さの75%よりも小さい距離だけ延びることができる。
【0021】
特定の履行においては、構造部材の少なくとも一部は靴底部材の底部において露出することができる。構造部材の厚さはその長さに沿って変化することができるか又は厚さはその長さに沿って実質上一定とすることができる。構造部材は構造部材の剛性を増大させるためにその長さの少なくとも一部に沿って屈曲又は湾曲することができる。特定の履行においては、モールド成形材料は熱可塑性ポリウレタンである。
【図面の簡単な説明】
【0022】
【図1】図1は普通の靴の従来の構造の概略図である。
【図2】図2はモールド成形材料及び構造部材を有する靴底部材の断面図である。
【図3】図3はモールド成形材料及び構造部材で形成された靴底部材を有する靴の底面図である。
【図4A】図4Aは靴底部材に使用するための構造部材の実施の形態の図である。
【図4B】図4Bは靴底部材に使用するための構造部材の実施の形態の図である。
【図4C】図4Cは靴底部材に使用するための構造部材の実施の形態の図である。
【図4D】図4Dは靴底部材に使用するための構造部材の実施の形態の図である。
【図4E】図4Eは靴底部材に使用するための構造部材の実施の形態の図である。
【図4F】図Fは靴底部材に使用するための構造部材の実施の形態の図である。
【図5】図5は靴底部材に使用するための構造部材の実施の形態の側面図である。
【図6】図6は図5の構造部材を有する靴底部材の断面領域の拡大図である。
【図7】図7Aないし図7Hは靴底部材に使用するための構造部材の実施の形態の複数の図である。
【図8A】図8Aは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8B】図8Bは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8C】図8Cは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8D】図8Dは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8E】図8Eは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図9】図9は靴底部材に使用するための構造部材の実施の形態の側面図である。
【図10】図10は図9の構造部材を有する靴底部材の断面領域の拡大図である。
【図11A】図11Aは靴底部材に使用するための構造部材の実施の形態の図である。
【図11B】図11Bは靴底部材に使用するための構造部材の実施の形態の図である。
【図11C】図11Cは靴底部材に使用するための構造部材の実施の形態の図である。
【図11D】図11Dは靴底部材に使用するための構造部材の実施の形態の図である。
【図11E】図11Eは靴底部材に使用するための構造部材の実施の形態の図である。
【図11F】図11Fは靴底部材に使用するための構造部材の実施の形態の図である。
【図11G】図11Gは靴底部材に使用するための構造部材の実施の形態の図である。
【図11H】図11Hは靴底部材に使用するための構造部材の実施の形態の図である。
【図11I】図11Iは靴底部材に使用するための構造部材の実施の形態の図である。
【図11J】図11Jは靴底部材に使用するための構造部材の実施の形態の図である。
【図12A】図12Aは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12B】図12Bは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12C】図12Cは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12D】図12Dは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12E】図12Eは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12F】図12Fは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12G】図12Gは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12H】図12Hは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12I】図12Iは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12J】図12Jは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12K】図12Kは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図13A】図13Aは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13B】図13Bは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13C】図13Cは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13D】図13Dは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13E】図13Eは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図14】図14は図13Aないし図13Eの靴底部材の拡大断面図である。
【図15】図15は図13Aないし図13Eの靴底部材の部分底面図である。
【図16】図16は靴底部材を形成するためのモールド成形手順における第1の射出成形工程を示す。
【図17】図17は靴底部材を形成するためのモールド成形手順における第2の射出成形工程を示す。
【図18A】図18Aは構造部材を有する靴底部材の実施の形態の図である。
【図18B】図18Bは構造部材を有する靴底部材の実施の形態の図である。
【図18C】図18Cは構造部材を有する靴底部材の実施の形態の図である。
【図18D】図18Dは構造部材を有する靴底部材の実施の形態の図である。
【図18E】図18Eは構造部材を有する靴底部材の実施の形態の図である。
【図19A】図19Aは図18Aないし図18Eの構造部材の図である。
【図19B】図19Bは図18Aないし図18Eの構造部材の図である。
【図19C】図19Cは図18Aないし図18Eの構造部材の図である。
【図19D】図19Dは図18Aないし図18Eの構造部材の図である。
【図19E】図19Eは図18Aないし図18Eの構造部材の図である。
【図19F】図19Fは図18Aないし図18Eの構造部材の図である。
【図20A】図20Aは靴底部材に使用するための構造部材の実施の形態の図である。
【図20B】図20Bは靴底部材に使用するための構造部材の実施の形態の図である。
【図20C】図20Cは靴底部材に使用するための構造部材の実施の形態の図である。
【図20D】図20Dは靴底部材に使用するための構造部材の実施の形態の図である。
【図20E】図20Eは靴底部材に使用するための構造部材の実施の形態の図である。
【図21A】図21Aは構造部材を有する靴底部材の実施の形態の図である。
【図21B】図21Bは構造部材を有する靴底部材の実施の形態の図である。
【図21C】図21Cは構造部材を有する靴底部材の実施の形態の図である。
【図21D】図21Dは構造部材を有する靴底部材の実施の形態の図である。
【図21E】図21Eは構造部材を有する靴底部材の実施の形態の図である。
【図21F】図21Fは構造部材を有する靴底部材の実施の形態の図である。
【図21G】図21Gは構造部材を有する靴底部材の実施の形態の図である。
【図21H】図21Hは構造部材を有する靴底部材の実施の形態の図である。
【図21I】図21Iは構造部材を有する靴底部材の実施の形態の図である。
【図21J】図21Jは構造部材を有する靴底部材の実施の形態の図である。
【図21K】図21Kは構造部材を有する靴底部材の実施の形態の図である。
【図21L】図21Lは構造部材を有する靴底部材の実施の形態の図である。
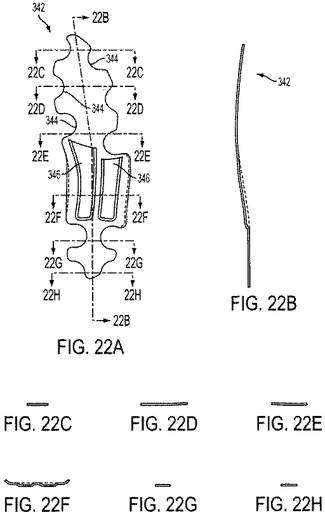
【図22】図22Aないし図22Hは図21Aないし図21Lの構造部材の複数の図である。
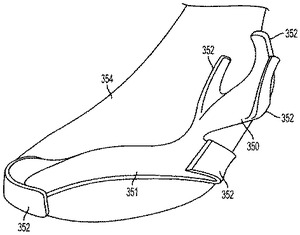
【図23】図23はベース部分及び複数の上方に延びる部分を有する構造部材の斜視図である。
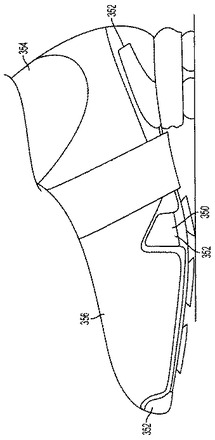
【図24】図24は図23の構造部材を有する靴の側面図である。
【発明を実施するための形態】
【0023】
以下の説明は本質的に例示であり、どんな点においても開示された実施の形態の範囲、用途又は形状を限定する意図のものではない。この開示の要旨から逸脱することなく、ここに開示された素子の機能及び構成について、説明する実施の形態に対する種々の変更を行うことができる。
【0024】
開示する方法の例示的な実施の形態の作動は表現を簡便にするために特定の順番で説明するが、開示される実施の形態は開示された特定の順番以外の作動順序を包含できることを理解すべきである。たとえば、ある場合、開示された順番は再配列することができ、または、同時に遂行することができる。さらに、1つの特定の実施の形態に関連して提供される説明及び開示はその実施の形態に限定されず、開示された任意の実施の形態に適用できる。
【0025】
さらに、簡略化のため、添付図面は、開示されたシステム、方法及び装置が他のシステム、方法及び装置と組み合わせて使用できるような(当業者なら、この開示に基づいて容易に認識できる)種々の方法をすべて示すわけではない。さらに、時として、説明では、開示された方法を説明するために「生産(produce)」又は「提供(provide)」のような用語を使用する。これらの用語は遂行できる実際の作動の広義の抽象概念である。これらの用語に対応する実際の作動は特定の履行に応じて変えることができ、当業者なら、この開示に基づいて容易に認識できる。
【0026】
ここでの実施の形態において示し、説明するように、靴底部材は少なくとも1つのモールド成形材料と、靴底部材の剛性を向上させるために、好ましくは第1のモールド成形材料の少なくとも一部に沿って延びる構造部材(即ちボード部材)と、を有することができる。構造部材は好ましくは靴の高さプロフィールを減少させるために減少した断面プロフィールを有する。ここで開示する好ましい実施の形態においては、構造部材は好ましくは織った炭素フィラメントで作った布のような炭素繊維材料により形成される。しかし、その材料が構造部材と一緒に靴底部材を形成するモールド成形材料よりも大きな剛性のものである限り、他の構造成分を使用することができる。たとえば、構造部材は熱可塑性材料(例えばPEBAX(登録商標名))、ポリアミドエラストマー(例えばいずれもイー・ポリマーズ社(E-Polymers Co., Ltd.)から入手できるE−FLEX B1255A、E−FLEX B1260A又はE−FLEX B1270A)、熱硬化性プラスチック等のような種々のポリマーで形成することができる。
【0027】
モールド成形材料は、例えば適当な熱可塑性材料、熱硬化性材料及びエラストマーを含む、射出成形に適した種々の天然又は合成材料の1つ又はそれ以上で構成することができる。好ましい実施の形態においては、第1の材料は高度の捩り剛性を有する熱可塑性ポリウレタン(「TPU」)である。
【0028】
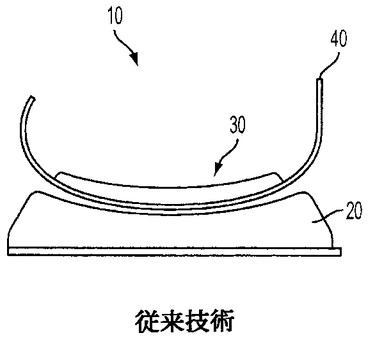
図1は靴底部材20及び耐久ボード30を有する従来の靴10の概略断面図を示す。上方部材40は靴底部材20と耐久ボード30との間に位置し、これらの3つの素子は靴10を構成するように一緒に固定することができる。
【0029】
上述のように、この構造は、後述する新規な方法及び靴構造に比べて、いくつかの欠点を呈する。たとえば、構成プロセスは少なくとも3つの別個の素子(即ち靴底部材20、耐久ボード30及び上方部材40)の組立てを必要とする。さらに、このような組立て方法は一般に、所望の高さよりも大きな高さプロフィールを有する靴を生じさせてしまう。靴の高さプロフィール(例えば、靴の外靴底と内靴底との間の厚さ;これは靴の着装者が地面から持ち上がる距離に相当する)を減少させることは、ゴルフシューズを含むある形式の靴にとって特に有用になることがある。ゴルフシューズのプロフィールを減少させることにより、ゴルファーは地面に一層近づくこととなり、これは、ゴルファーの全体のバランス、体重移動、安定性、パワー及び一貫性を改善することができる。
【0030】
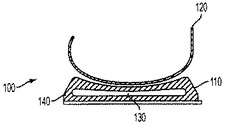
図2、3は射出成形材料内に少なくとも部分的に位置する一体化された構造部材を備えた靴底部材を有する新規な靴の概略図を示す。図2は第1のモールド成形材料140に合体された少なくとも1つの構造部材130を有する靴底部材110を示す、靴100の断面図である。上部120は、例えば接着剤(にかわ)又は縫い付けプロセスの使用を含む、任意の既知の方法により、靴底部材110に結合することができる。
【0031】
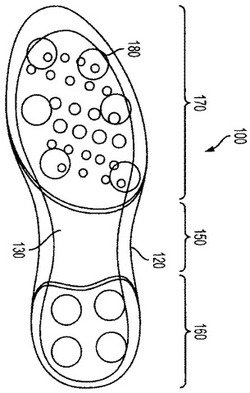
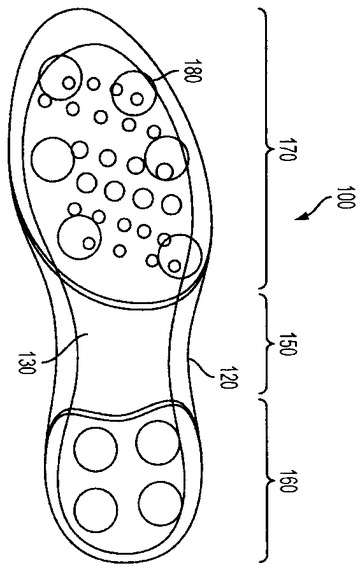
図3は靴100の底面図を示す。図3に示すような(そして後に一層詳細に説明するような)実施の形態においては、構造部材130の一部は靴100の底表面で露出することができる。図3に示すように、露出した部分150は踵部分160と前足部分170との間に位置することができる。所望なら、踵及び前足部分はスパイク又は他の把持部材を受け入れるための収容部180を有することができる。このような把持部材は、靴100がゴルフのような運動行為中に摩耗した場合に、増大したトラクション即ち静止摩擦力を着装者に提供するのに有用となることができる。
【0032】
後に一層詳細に説明するように、構造部材の形状及び寸法を変えることができる。たとえば、いくつかの実施の形態においては、構造部材の厚さはその長さに沿って実質上一定とすることができ、別の場合、構造部材の厚さはその長さに沿って変えることができる。さらに、いくつかの実施の形態においては、構造部材は実質上平坦とすることができ、別の場合、構造部材は三次元形状又はプロフィールを有することができる。構造部材の種々の形状及びプロフィールを以下の実施の形態において説明する。構造部材の目的に反しない限り、以下の実施の形態の特徴は選択することができ、他の実施の形態の特徴と組み合わせることができることを理解すべきである。たとえば、ほぼ全長の構造部材を示すような実施の形態は、全長湾曲構造部材に到達するために、湾曲した構造部材を示すような実施の形態と組み合わせることができる。
【0033】
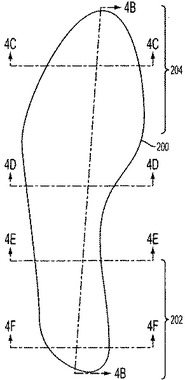
図4A−4Fは靴底部材の長さを実質上延びる構造部材200を示す。ここで使用するような、「靴底部材の長さを実質上」という用語は、構造部材が靴底部材の長さの少なくとも約75%延びることを意味する。
【0034】
靴底部材は構造部材200及び第1のモールド成形材料(図示せず)を有する。この実施の形態においては、構造部材200の厚さはその長さに沿って変化する。たとえば、踵部分204において、構造部材200の厚さは約3mmとすることができ、一方、つま先部分204においては、構造部材200の厚さは踵部分202での厚さの約半分よりも小さく(例えば、約1.5mm、又は、一層好ましくは、約1.0mmよりも小さく)することができる。
【0035】
図4E、4Fに示すように、構造部分の部分は湾曲させることができるか、または、さもなければ、三次元断面プロフィールを有することができる。この湾曲は増大した構造的な一体性を構造部材200に提供することができる。逆に、一層小さな剛性又は強度を必要又は所望するような(つま先部分204のような)領域においては、構造部材200は実質上平坦な断面とすることができる(図4C)。
【0036】
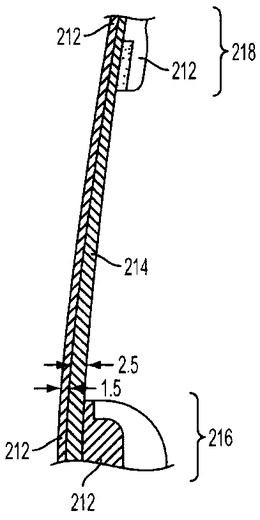
図5は図4A−4Fの実施の形態と同様の実施の形態を示すが、この場合、構造部材214は先の実施の形態のものとはほんの僅かに異なる寸法を有する。たとえば、構造部材214の厚さは踵部分での2.5mmから前足部分での1.0mmまで変化する。
【0037】
図6は構造部材214と一体的に形成された第1のモールド成形材料212を有する靴底部材210の一部を示す。構造部材214は踵部分216と前足部分218との間を跨ぐ。第1のモールド成形材料212は踵及び前足部分216、218において構造部材214の上方及び下方で射出することができる。しかし、これら2つの部分間の領域においては、第1のモールド成形材料212は好ましくは構造部材214の上方でのみ射出される(例えばオーバーモールド成形)。したがって、構造部材214の底部は好ましくは、踵及び前足部分216、218間で露出する。
【0038】
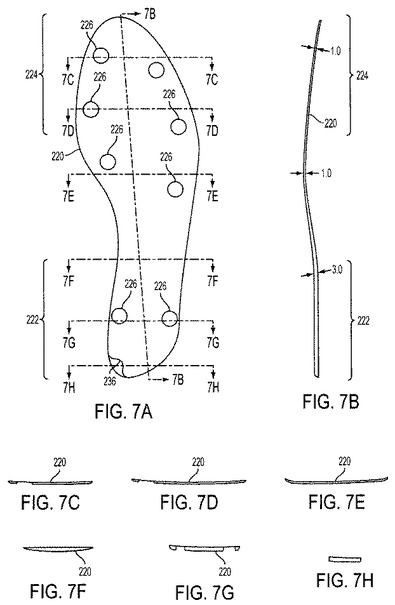
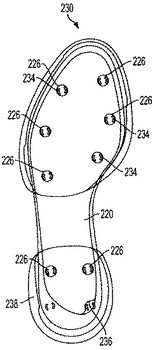
図7A−7Hは構造部材の別の実施の形態を示す。構造部材220はほぼ靴底部材(図8E)長さを実質上延びる。構造部材220は踵部分222での約3.0mmの厚さから前足部分224でのその厚さの半分以下(例えば約1.0mm)の厚さまで変化する。
【0039】
構造部材220はまた構造部材220を通って延びる複数の開口226を含むことができる。上述のように、ゴルフシューズ(及び他の運動用シューズ)は滑り止め又は他の把持部材を受け入れるための収容部を含むことができる。モールド成形プロセスを容易にするため、後に一層詳細に説明するように、開口226は好ましくは、各開口226が収容部の位置の上方に位置するように、収容部と整合する。
【0040】
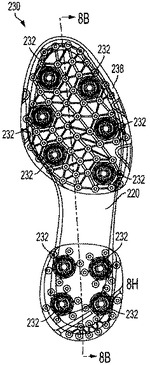
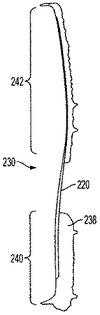
図8A−8Eは靴底部材230内に組み込まれた構造部材220を示す。図8Aは滑り止め又は他の把持部材を受け入れるために靴底部材230の底部に設けた複数の収容部232を示す靴底部材230の底面図である。収容部232は好ましくは、構造部材220と組み合わさって靴底部材230を形成する第1のモールド成形材料238により少なくとも部分的に取り囲まれる。後に説明するように、第1のモールド成形材料238は靴底部材230内で収容部を固定するように収容部232のまわりに射出される。
【0041】
靴底部材230の頂面図である図8Eに示すように、収容部232は(上方に延びる)頂部分234を有することができる。各頂部分234は好ましくは構造部材220の開口226又は切除部分236と整合する。開口226を収容部232に整合させることにより、収容部は靴底部材230内に一層容易にモールド成形することができる。後に一層詳細に説明するように、開口226は、モールド成形プロセス中に収容部232を適所に保持するためにピン(又は他の拘束部材)が開口226を通って延びるのを許容することにより、モールド成形プロセスを容易にする。開口226はまた、収容部232のまわりでの第1のモールド成形材料238の流れを容易にすることにより、モールド成形材料と収容部232との間の一層完全な結合を容易にする補助を行う。
【0042】
図8Bを参照すると、構造部材220は靴底部材230の長さに実質上沿って延びる。第1のモールド成形材料238は靴底部材230の踵領域240及び前足領域242の下方に射出することができる。構造部材220は踵及び前足領域240、242間を延びる(又は跨ぐ)ことができ、それによって、2つの領域を一緒に結合する。好ましくは、構造部材230の跨ぎ部分は靴底部材230の底表面で露出する。しかし、所望なら、第1のモールド成形材料238の層で構造部材220の跨ぎ部分の底表面を覆うことができる。
【0043】
構造部材220は、構造部材220を第1のモールド成形材料238にさらに固定するために及び/又は上部を靴底部材230に接着するための良好な表面を提供するために、オーバーモールド成形することができる。たとえば、構造部材が炭素繊維を有し、上部が皮を有する場合、皮製上部が(露出した炭素繊維にではなく)第1のモールド成形材料に接着できるように、炭素繊維製の構造部材をオーバーモールド成形するのが望ましいことがある。代わりに、モールド成形材料が合成材料である場合、靴底部材に対する上部の接着特性を改善するために炭素繊維をオーバーモールド成形することが必要でないか及び/又は望ましくないことがある。しかし、モールド成形材料の2つの層間に構造部材を挟むことにより、第1のモールド成形材料に対する構造部材の接着性を改善するために構造部材をオーバーモールド成形するのがさらに望ましいことがある。
【0044】
別の実施の形態においては、構造部材は炭素繊維材料を有することができ、この場合、炭素繊維材料の頂表面上に熱硬化性ポリマーを伴う。熱硬化性ポリマーは、他の材料(例えば上部等)との接着のための構造部材の能力を増大させることにより、構造部材をオーバーモールド成形するための別の材料の使用の望ましさを減少させることができる。
【0045】
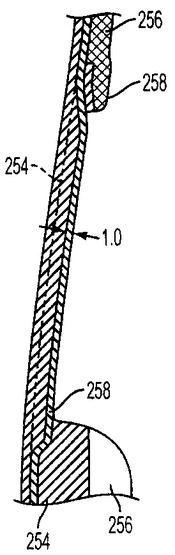
図9、10は実質上均一な厚さの構造部材252を備えた靴底部材250の実施の形態を示す。図9の側面図に示すように、構造部材252はその全長に沿って約1mmの厚さを有する。靴底部材250に対する付加的な構造上の一体性を提供するため、構造部材252はその長さに沿って少なくとも1つの屈曲部又は湾曲部を有することができる。図10に示すように、構造部材252は踵部分254と前足部分256との間を延びるか又はこれらの間を跨ぐ。構造部材252が踵部分254及び/又は前足部分256と接触するような領域において又はそのまわりにおいて、構造部材は屈曲又は湾曲し、オフセット(片寄り)部分を生じさせる。炭素繊維(又は他の同様の材料)の特性のため、このような湾曲又は屈曲領域258は靴底部材250に対して増大したこわさ及び構造上の一体性を提供できる。
【0046】
図11A−11Jは射出成形された靴底部材280(図12A−12E)と一緒に使用するための構造部材260の別の実施の形態を示す。構造部材260は構造部材220(図7A−7H)と実質上同様である。便宜のため、同様の素子をここでの複数の実施の形態において表す場合、これらの同様の素子は各実施の形態において詳細には説明しない。したがって、構造部材220及び靴底部材230の形及び構造が構造部材260及び靴底部材280の形及び構造とほぼ重なるため、これらの同一又は同様の素子は再度詳細には説明しない。
【0047】
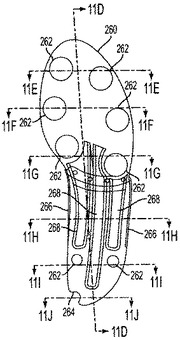
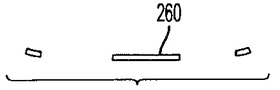
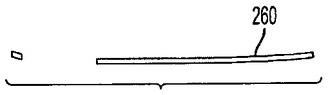
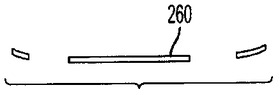
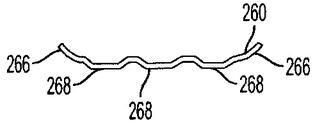
構造部材260は靴底部材の長さを実質上延び、複数の開口262及び少なくとも1つの切除部分264を有する。構造部材260はほぼ一定の厚さ(例えば約1mmの厚さ)のものである。構造部材260は複数の湾曲表面266及び空洞(例えば溝、穴及び/又は湾入)268を有し、変化する断面プロフィールを提供する。
【0048】
図11Aを参照すると、3つの空洞268が構造部材260の長さに沿って延びる。好ましくは、これらの空洞268は踵部分274と前足部分272との間を延びるか又はこれらの間を跨ぐ跨ぎ部分270(図12A)の領域内へ少なくとも延びる。したがって、図11Hの断面図に示すように、構造部材260は跨ぎ部分270に沿った起伏した断面プロフィールを有することができ、この起伏したプロフィールは湾曲表面266及び空洞268に由来する。これらの湾曲表面266及び/又は空洞268は、靴底部材260を有する靴の使用時に靴底部材260に大きな力が作用するような跨ぎ部分270にわたって増大したこわさ及び構造上の一体性を提供する。
【0049】
図11Aに示すように、3つの空洞268を設けることができる。中央の空洞268は(図12Eに明示するように)前足部分272内へ延びることができる。靴底部材が開口262(及び対応する収容部)を有する場合、中央の空洞は前足部分272において更なる付加的な剛性を提供するために開口262(及び対応する収容部)の少なくとも2つ間を延びることができる。
【0050】
図11B、11C、11Hに明示するように、構造部材260は構造部材260の中間縁部及び横方向縁部において上方に延びる湾曲表面266を有することができる。このような湾曲表面266は、三次元断面プロフィール(図11H)を生じさせることにより、靴底部材280に対して改善された横方向の安定性をさらに提供することができる。
【0051】
図12A−12Kは少なくとも第1のモールド成形材料及び構造部材260を有する靴底部材280の種々の図を示す。図12Bの断面図を参照すると、構造部材260の厚さが靴底部材280の長さに沿って実質上一定であることが分かろう。靴底部材の必要な剛性を犠牲にすることなく靴のプロフィールをできる限り減少させるため、構造部材260の厚さは好ましくは約3mm以下、更に好ましくは約2mm以下、もっと好ましくは約1.5mm以下とする。
【0052】
図12Bに示すように、構造部材260はその剛性を増大させるために長手方向において湾曲又は屈曲することができる。このような湾曲部、屈曲部及び/又は空洞(図12E)は、構造部材が3mm以下の厚さを有する場合に、靴底部材の構造的な剛性を維持するのに特に補助となることができる。したがって、踵部分274において示すように、構造部材260は、構造部材260の長さの少なくとも一部が構造部材の長さの他の部分から片寄るように、屈曲又は湾曲することができる。
【0053】
図12Bはモールド成形材料の複数の射出の使用を示す。たとえば、靴底部材280は第1の工程で射出された第1のモールド成形材料282及び第2の工程で射出された第2のモールド成形材料284を有することができる。図12Bにおいて、第1及び第2のモールド成形材料282、284は断面図における異なる形式の断面ハッチングにより区別することができる。好ましくは、第1及び第2のモールド成形材料は材料の2つの層間の結合強度を増大させるために同じ材料からなることができる;しかし、用途に応じて必要になることのある程度に材料が互いに接着するものであれば、異なるモールド成形材料を使用できることを理解すべきである。
【0054】
当業者なら理解できるように、ここで説明する靴底部材は、ここで示し、説明する靴底部材を作るために種々の方法でモールド成形することができる。たとえば、ここで説明する各構造部材はモールド内に配置することができ、少なくとも第1のモールド成形材料はここで説明する靴底部材の形状を形成するように射出することができる。靴底部材280をモールド成形するための例示的な方法を以下に説明する。
【0055】
図13Aは靴底部材280の底面図であり、図13Bは靴底部材280の側面図であり、図13Cは頂面図である。図14は靴底部材280の断面の拡大図であり、図15は図13Aの一部の拡大図である。図13A、13Cを参照すると、構造部材260はこれを貫通する複数の穴を有する。これらの穴のいくつかは構造部材260へのモールド成形材料の良好な結合を達成するために設けることができる。たとえば、穴286は構造部材260と、構造部材260の上方での第1のモールド成形材料282の層及び構造部材260の下方での第2のモールド成形材料284の層との間での第1のモールド成形材料282の結合を増大させるために構造部材260を通って延びる。穴286は構造部材260の長さに沿って位置することができる;しかし、穴286は好ましくは、構造部材260の跨ぎ部分270が踵部分274及び/又は前足部分272と遭遇するような領域に少なくとも隣接して位置する。図13A、13Cには7個の穴286を示すが、穴286の数は変えることができ、8個以上又は6個以下の穴を設けることができることを理解すべきである。
【0056】
後に説明するが、構造部材260は構造部材260を通してのモールド成形材料の送給を容易にするためにそこを貫通する他の穴を有することができる。構造部材内のこのような穴は靴底部材の下方構造体の形成を許容する。たとえば、この実施の形態においては、第1のモールド成形材料及び第2のモールド成形材料は単一の一体化された靴底部材を最終的に形成するように異なる工程で送給することができる。
【0057】
図16はモールド(図示せず)内への第1のモールド成形材料282の射出のための極小ゲート構成の斜視図を示す。図16に示すように、複数の極小ゲート290は構造部材260を通って延びる第1の射出穴292の位置で靴底部材へ第1のモールド成形材料282を送給するように形状づけられる。このようにして、第1のモールド成形材料282は図12Bに示す位置で構造部材260の下方に送給することができる。
【0058】
さらに、第1のモールド成形材料282は好ましくは構造部材260の頂部の少なくとも一部をオーバーモールド成形する。図12Bに示すように構造部材260の頂部(又は頂部の少なくとも一部)を覆うことにより、靴底部材280は靴の構造を完成させるために上部又は他の部材に一層容易に結着又は結合することができる。構造部材260の頂部を覆うため、第1のモールド成形材料282は極小ゲート290を通して構造部材260の下に送給することができ、第1のモールド成形材料は穴286又は他の同様の開口又は構造部材260の頂表面に流体接続される領域を通して構造部材260の上方へ流れることができる。簡便のため、穴286は図16、17には示さない;しかし、図13A、13Cは構造部材260内の穴286の例示的な位置を示す。
【0059】
第1のモールド成形工程、及び、第1のモールド成形材料と構造部材とを有する中間部材の形成の後、中間部材は第1のモールドから取り出すことができ、靴底部材を完成させるために第2のモールド成形材料を射出するための第2のモールド内に配置することができる。
【0060】
図17は第2のモールド成形工程においてモールド(図示せず)内に第2のモールド成形材料284を射出するための極小ゲート構成の斜視図を示す。図17に示すように、複数の極小ゲート294は構造部材260を通って延びる複数の第2の射出穴296の位置で靴底部材に第2のモールド成形材料284を送給するように形状づけられる。このようにして、第2のモールド成形材料284は図12Bに示す位置で構造部材260の下方に送給することができる。好ましい実施の形態においては、第1の射出工程は構造部材260の頂表面上に第1のモールド成形材料282を提供する;しかし、簡便のため、第1のモールド成形材料282のオーバーモールド成形は図17には示さない。代わりに、明瞭のため、構造部材260は、構造部材260の頂表面上に第1のモールド成形材料282の層が無い状態で、図17に示す。
【0061】
図14は複数の第2の射出穴296のうちの2つの穴の拡大図を示す。図14に示すように、第2のモールド成形材料284は穴296を通過し、外靴底踵部分298及び外靴底前足部分299を形成する。図17に示すように、第2のモールド成形材料284は外靴底踵部分298及び外靴底前足部分299を形成するように構造部材の高さを包むか又はその上方へ延びる構造体を形成することができる。
【0062】
第2のモールド成形工程が完了したとき、靴底部材280はモールドから取り出すことができ、靴(例えばゴルフシューズ)は上部を靴底部材に取り付けるための普通の方法を使用しながら靴底部材280を使用して構成することができる。
【0063】
詳細に上述したように、靴底部材は好ましくは滑り止め又は他の把持部材を収容するための収容部を含む。このような収容部232はピン又は他の構造的な支持体又は拘束体を使用してモールド成形工程中適所に保持される。上述のように、開口262は、好ましくは、収容部232が位置するような位置と整合する。したがって、ピン(図示せず)又は他の構造的な支持体又は拘束体は第1のモールド成形材料、構造部材及び第2のモールド成形材料に関して収容部を適所に固定するためにモールド成形工程中開口262を通って延びることができる。図12F、12G、12Kは、たとえば、構造部材260の開口262を通過し、モールド成形工程中に収容部232を適所に保持する複数の拘束部材(例えばピン)の配置のあとに残された開口又は支持穴300を示す。
【0064】
上述のように、構造部材の他の形状及び変形が可能である。たとえば、構造部材の三次元幾何学形状を変えることにより、構造部材の長手方向の長さに沿って異なる量の剛性及び可撓性を達成することができる。したがって、図11A、11Hに示すように、たとえば、構造部材は、増大した強度が望ましいような領域において、構造部材の一層大きなこわさを生じさせるように湾曲又は起伏することができる。代わりに、つま先領域のような位置において一層小さなこわさが必要な場合(又は一層大きな可撓性が望ましい場合)、構造部材は実質上平坦にすることができるか、または、一層大きなこわさが望ましいような領域よりも一層平坦にすることができる。同様に、構造部材の可撓性及びこわさを改めるように構造部材を形成するために一層多量又は少量の材料を使用することができる。換言すれば、任意の断面領域に沿った構造材料の量(領域)はその領域における構造部材のこわさに影響を及ぼすことができる。したがって、構造部材内に形成された開口又は切除部分はこのような領域における構造部材のこわさを減少させることができる。
【0065】
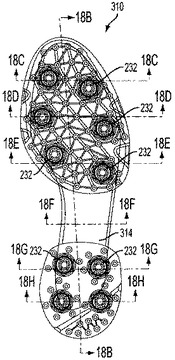
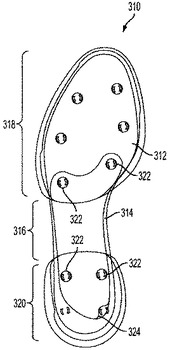
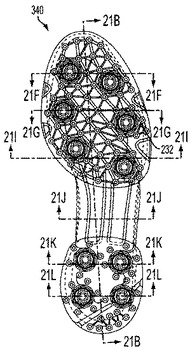
図18A−18Eは少なくとも第1のモールド成形材料312及び構造部材314を有する靴底部材310を示す。図18Eに明示するように、構造部材314は靴底部材310の実質的な長さを延びない。代わりに、構造部材314は靴底部材310の長さの約75%以下だけ延びる。構造部材は跨ぎ部分316を跨ぐように形状づけられ、前足部分318及び踵部分320内へ部分的にのみ延びる。
【0066】
図18Eに示すように、複数の開口322が収容部232に整合するように構造部材314内に形成される。しかし、構造部材314が他のいくつかの実施の形態の構造部材よりも短いので、必要な開口322は一層少ない。すなわち、構造部材314が短いので、構造部材は、一層長い構造部材を備えた他の実施の形態の場合のような多くの収容部232とは垂直に重ならない。構造部材314は(上述の理由のために)モールド成形中に収容部への接近を許容するために踵(又はそのほかの場所)において1又はそれ以上の切除部分324を有することができる。
【0067】
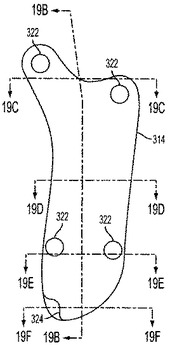
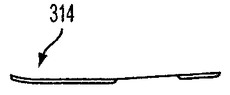
図19B、19Dを参照すると、構造部材314はその長さに沿って変化する厚さのもの(図19B)とすることができ、その幅に沿って僅かな湾曲(図19D)を有することができる。代わりに、構造部材314はその長さに沿って実質上同じ厚さのものとすることができ及び/又はここでの他の実施の形態において説明した方法で変化する三次元断面プロフィールを有することができる。
【0068】
別の実施の形態においては、構造部材は前足領域において切り離すことができる。したがって、図20A−20Eに示すように、構造部材330は靴底部材の実質的な長さに沿って延びるが、切り離された前足部分332を有する。切り離された区分332は前足の横側と中間側との間に一層大きな可撓性を提供する。ゴルフシューズに設ける場合にこれは特に有利である。ゴルフスィング中、ゴルファーは一方の側から他方の側へ体重を移動させなければならず、構造部材の切り離し部分の増大した可撓性はこの運動を容易にする補助を行うことができる。
【0069】
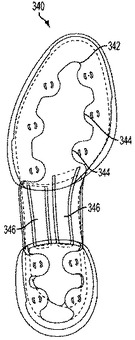
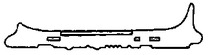
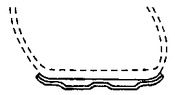
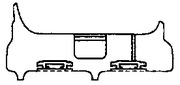
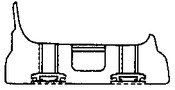
別の実施の形態においては、靴底部材340は靴底部材340の収容部232と整合するように形状づけられた複数の切欠き即ち切除部分344を有する構造部材342を具備する。図21Eに示すように、各切欠き部分344は、構造部材342がモールド成形工程中に収容部の位置を覆わないように、位置する。さらに、一層詳細に上述したように、構造部材342は構造部材342の長さの少なくとも一部に沿って延びる溝(例えば穴、凹部又は湾入)346を有する。溝346は三次元断面プロフィールの領域で増大したこわさを提供する断面(図22F)において三次元プロフィールを提供する。
【0070】
上述のように、開口及び切欠き(切除部分)は、モールド成形工程中に収容部を適所に固定できるように、そのモールド成形工程中に収容部への接近を提供する。しかし、これまた上述のように、このような開口又は切欠きはまた構造部材のこわさ及び可撓性を改め、その理由のためにだけ設けることができる。
【0071】
いくつかの実施の形態において上述したように、靴底部材のモールド成形材料は構造部材の側部のまわりで上方に延びることができる。このようにして、靴底部材のモールド成形材料は、靴の構造が完成し、靴が使用されるときに、使用者の足の側部のまわりで少なくとも部分的に延びることができる。その上又は代わりに、使用時に使用者の足のまわりを少なくとも部分的に取り囲むために靴底部材の側部で上方に延びるように、構造部材を形成するのが望ましいことがある。
【0072】
図23、24は靴の使用時に使用者の足のまわりで少なくとも部分的に上方に延びるような部分又は領域を有する構造部材350の概略図を示す。モールド成形材料及び他の靴部品(例えば上部)は明瞭のため図23では図示省略してある。特に、図23はベース部分351と、足354の側部を少なくとも部分的に取り囲む複数の上方に延びる部分352とを有する構造部材350を示す。上方に延びる部分は、たとえば、踵の後側上、踵の側部、横方向側部、中間側部(図示せず)及び前つま先区域を含む、種々の領域に位置することができる。
【0073】
図24を参照すると、上部356は任意の従来の方法で靴底部材350に結合することができる。所望なら、図24に示すように、構造部材350の上方に延びる部分352の少なくとも一部を露出させることができる。
【0074】
ここでは多くの実施の形態が(少なくとも靴底部材の底表面上で)露出した構造部材の少なくとも一部を説明したが、各実施の形態における構造部材は、構造部材の機能性を大幅に変えることなく、第1のモールド成形材料により完全に覆うことができることを理解すべきである。代わりに、構造部材の付加的な部分及び/又は他の部分は、靴の形状及び構造に応じて、靴底部材の種々の領域において露出させることができる。
【0075】
切り離された踵及び前足構造(即ち踵部分と前足部分とを接続する跨ぎ部分)を有するような実施の形態においては、シャンク領域(例えば跨ぎ部分)の剛性及び強度の大半は構造部材から来る。したがって、構造部材は個人の体重(例えば250ポンドまで又はそれ以上)を支えるのに十分な剛性を有しなければならない。このような実施の形態においては、構造部材は、使用中の靴底部材の反転及び外転の双方を制限するための捩り安定性と共に、靴底部材に対する十分な垂直支持を提供できるようにすべきである。
【0076】
上述のように、構造部材は好ましくは織った炭素フィラメントで作った布のような炭素繊維材料で形成される。炭素繊維材料が靴の構造的な強度及び一体性を犠牲にすることなく地面から持ち上がる使用者の距離を減少させる補助を行うことのできる比較的低いプロフィールの(例えば薄い)構造部材を提供する種々の形で形成することができるので、炭素繊維材料は特に望ましい。
【0077】
構造部材を作るのに有用であると一般に考えられている他のポリマー材料は、これらに限定されないが、合成及び天然ゴム、他の熱硬化性ポリウレタン又は熱硬化性ポリウレアのような熱硬化性ポリマー、及び、メタロセン触媒ポリマーのような熱可塑性エラストマーを含む熱可塑性ポリマー、ユニモダル・エチレン/カルボン酸共重合体、ユニモダル・エチレン/カルボン酸/カルボン酸塩ターポリマー、バイモダル・エチレン/カルボン酸共重合体、バイモダル・エチレン/カルボン酸/カルボン酸塩ターポリマー、熱可塑性ポリウレタン、熱可塑性ポリウレア、ポリアミド、コーポリアミド、ポリエステル、コーポリエステル、ポリカーボネート、ポリオレフィン、ハロゲン化(例えば塩素化)ポリオレフィン、ハロゲン化ポリアルキレン[例えば塩素化ポリアルキレン(CPE)]のようなハロゲン化ポリアルキレン化合物、ポリアルケナマー、ポリフェニレン酸化物、ポリフェニレン硫化物、ジアリルフタレートポリマー、ポリイミド、ポリビニル塩化物、ポリアミド・イオノマー、ポリウレタン・イオノマー、ポリビニルアルコール、ポリアリレート、ポリアクリレート、ポリフェニレンエーテル、衝撃修正ポリフェニレンエーテル、ポリスチレン、高衝撃ポリスチレン、アクリロニトリル・ブタジエン・スチレン共重合体、スチレン・アクリロニトリル(SAN)、アクリロニトリル・スチレン・アクリロニトリル、スチレン・マレイン無水物(S/MA)ポリマー、スチレン・ブタジエン・スチレン(SBS)やスチレン・エチレン・ブタジエン・スチレン(SEBS)やスチレン・エチレン・プロピレン・スチレン(SEPS)を含むスチレンブロック共重合体、スチレンターポリマー、ヒドロキシ化官能化スチレン共重合体及びターポリマーを含む官能化スチレンブロック共重合体、セルロースポリマー、液晶ポリマー(LCP)、エチレン・プロピレン・ジエンターポリマー(EPDM)、エチレン・ビニルアセテート共重合体(EVA)、エチレン・プロピレン共重合体、(参照としてその全体の内容をここに組み込む、米国特許第6,525,157号明細書に記載されたもののような)プロピレンエラストマー、エチレン・ビニルアセテート、ポリウレア、ポリシロキサン、及び、これらの任意の及びすべての組み合わせ、を含むことができる。
【0078】
構造部材の成分として使用できる1つの好ましい材料はイオノマー及びブロック共重合体のブレンド(混合体)である。このようなブロック共重合体の例は、スチレン・ブタジエン・スチレン(SBS)、スチレン・エチレン・ブチレン・スチレン(SEBS)及びスチレン・エチレン/プロピレン・スチレン(SEPS)を含むスチレンブロック共重合体を含む。ブロック共重合体が芳香ビニル化合物を有する第1のポリマーブロック、共役ジエン化合物を有する第2のポリマーブロック及びブロック共重合体において位置するヒドロキシ基又はその水素化生成物を組み込んでおり、イオノマーに対するブロック共重合体の重量比率が5:95ないし95:5、一層好ましくは約10:90ないし約90:10、一層好ましくは約20:80ないし約80:20、一層好ましくは約30:70ないし約70:30、最も好ましくは約35:65ないし約65:36の範囲にあるようなものを含む官能化スチレンブロック共重合体も含まれる。好ましい官能化スチレンブロック共重合体はSEPTON HG−252である。このようなブレンドは本出願人に係る米国特許第6,861、474号明細書及び米国特許公開番号第2003/0224871号明細書に詳細に記載されており、これら双方はその全体を参照そしてここに組み込む。
【0079】
いずれかの構造部材にとって好ましい別の材料は、疑似橋かけ結合したポリマー網を組み込んだポリマーブレンド組成を現場で形成するために成分A、B、Cとして特定される少なくとも3つの材料を一緒にブレンドし、これらの成分を溶融処理することにより準備された組成物である。このようなブレンドは、その内容を全体的に参照としてここに組み込む、本出願人に係る米国特許第6,930,150号明細書に詳細に記載されている。
【0080】
成分Aは少なくとも1つの形式の酸性官能基の少なくとも5重量%を組み込んだモノマー、オリゴマー又はプレポリマーである。使用するのに適したこのようなポリマーの例は、これらに限定されないが、エチレン/(メタ)アクリル酸共重合体及びエチレン/(メタ)アクリル酸/アルキル(メタ)アクリレートターポリマー又はエチレン及び/又はプロピレン無水マレイン酸共重合体及びターポリマーを含む。商業的に入手できるこのようなポリマーの例は、これらに限定されないが、エクソン(Exxon) 社により販売されているエチレン・アクリル酸のEscor(登録商標名)5000、5001、5020、5050、5070、5100、5110及び5200シリーズ、及び、ミシガン州ミッドランドのダウケミカル社により販売されているエチレン・アクリル酸共重合体のPRIMACOR(登録商標名)1321、1410、1410−XT、1420、1430、2912、3150、3330、3340、3440、3460、4311、4608及び5980シリーズ、ダンロップ社により販売されているエチレン・アクリル酸共重合体であるNucrel599、699、0903、0910、925、960、2806及び2906のエチレン・メタクリル酸共重合体を含む。また、その内容を参照としてここに組み込む、米国特許第6,562,906号明細書に記載されたバイモダル・エチレン/カルボン酸ポリマーも含まれる。このようなポリマーは、エチレン/α,βエチレン的不飽和C3−8カルボン酸高共重合体、特にエチレン(メタ)アクリル酸共重合体及びエチレン、アルキル(メタ)アクリレート、(メタ)アクリル酸ターポリマーを有し、これは、エチレン/α,βエチレン的不飽和C3−8カルボン酸高共重合体、特に約2,000ないし約30,000の分子量を有するエチレン/(メタ)アクリル酸共重合体と溶融ブレンドされる約80,000ないし約500,000の分子量を有する。
【0081】
成分Bは、好ましくは上述の重量範囲において成分A内のものよりも低いアニオン官能基の重量%を有する、任意のモノマー、オリゴナー又はポリマーとすることができ、最も好ましくは、このような官能基を含まない。成分Bとして使用するための材料の例は、スチレン・ブタジエン・スチレン(SBS)、スチレン・エチレン・ブチレン・スチレン(SEBS)及びスチレン・エチレン/プロピレン・スチレン(SEPS)を含むスチレンブロック共重合体のようなブロック共重合体を含む。また、ブロックポリマーが芳香ビニル化合物を有する第1のポリマーブロックと、共役ジエン化合物を有する第2のポリマーブロックと、ブロック共重合体において位置するヒドロキシ基又はその水素化生成物とを組み込んだようなものを含む官能化スチレンブロック共重合体も含まれる。商業的な例は、倉敷市の倉レにより市販されているSEPTON、カムホ・ペトロケミカル社(kumho Petrochemical Co., Ltd) によるTOPRENE及びクラトン・ポリマーズ社(Kraton Polymers) により市販されているKRATONである。
【0082】
成分Cは成分Aの酸性官能基を中和できる塩基であり、金属陽イオンを有する塩基である。このような金属は周期表のグループIA、IB、IIA、IIB、IIIA、IIIB、IVA、IVB、VA、VB、VIA、VIB、VIIA及びVIIBからのものである。このような金属の例はリチウム、ナトリウム、マグネシウム、アルミニウム、カリウム、カルシウム、マンガン、タングステン、チタン、鉄、コバルト、ニッケル、ハフニウム、銅、亜鉛、バリウム、ジルコニウム及び錫を含む。成分Cの源として使用するための適当な金属化合物は、たとえば、金属塩、好ましくは金属水酸化物、金属酸化物、金属炭酸塩又は金属酢酸塩である。
【0083】
組成は好ましくは、分散混合機構、分布混合機構又はこれらの組み合わせのいずれかを使用して上述の材料を互いに完全に混合することにより準備される。このような混合方法はポリマーブレンドの製造において周知である。この混合の結果、成分Aのアニオン官能基は混合物全体を通して均一に分散される。一層好ましくは、成分A、Bは、2つの成分の溶融混合物を生じさせるように、上述の予備混合を伴うか又は伴わずに、成分C無しで一緒に溶融混合される。次いで、成分Cは成分A、Bのブレンド内に別個に混合される。この混合物は反応生成物を生じさせるように溶融混合される。この2段階の混合は、たとえば、多重送りシステムと共に適正なバレル長さ及びスクリュー形状を使用する押出しプロセスのような単一のプロセスにおいて遂行することができる。
【0084】
構造部材として使用することのできる別の好ましい材料は、その全体の内容を参照としてここに組み込む、米国特許第3,492,245号及び同第3、804,803号各明細書に記載されたような有機金属触媒の存在の下での1又はそれ以上のシクロアルケンのリング開口メタセシス重合により準備できるポリアルケナマーである。適当なポリアルケナマーゴムの例はポリブテナマーゴム、ポリペンテナマーゴム、ポリヘクセナマーゴム、ポリヘプテナマーゴム、ポリオクテナマーゴム、ポリノネナマーゴム、ポリデセナマーゴム、ポリアンデセナマーゴム、ポリドデセナマーゴム、ポリトリデセナマーゴムである。ポリアルケナマーゴムに関する更なる詳細については、参照としてここに組み込む、1974年のゴム化学及び科学(Rubber Chem. & Tech.)第47巻、511−596頁を参照されたい。ポリオクテナマーゴムはその配給者であるニュージャージー州サマーセットのクリーノバ社(Creanova Inc.)を通してドイツ国マール(Marl)のHuls AGから商業的に入手でき、商品名VESTENAMER(登録商標名)の下に販売されている。2つの等級のVESTENAMER(登録商標名)トランス・ポリオクテナマーは商業的に入手可能である:VESTENAMER8012はほぼ54℃の融点を有するほぼ80%のトランス含量(及び20%のシス含量)を有する材料を指定し;VESTENAMER6213はほぼ30℃の融点を有するほぼ60%のトランス含量(40%のシス含量)を有する材料を指定する。これらのポリマーの双方はリング内の8炭素原子毎に二重結合を有する。
【0085】
ポリアルケナマーゴムは好ましくは、トランス形状においてその二重結合の約50ないし約99%、好ましくは約60ないし約99%、一層好ましくは約65ないし約99%、一層好ましくは約70ないし約90%を含有する。ポリアルケナマーの好ましい形はほぼ80%のトランス含量を有するが、ポリアルケナマーのシス/トランス異性形の他の比率を有する化合物も、組成を作るのに使用するための利用できる生成物をブレンドすることにより、得ることができる。
【0086】
ポリアルケナマーゴムは約10,000ないし約300,000、好ましくは約20,000ないし約250、000、一層好ましくは約30,000ないし約200,000、更に一層好ましくは約50,000ないし約150,000の(GPCにより測定したような)分子量を有する。ポリアルケナマーゴムは約5ないし約70%、好ましくは約6ないし約50%、一層好ましくは約6.5ないし約50%、更に一層好ましくは約7ないし約45%の(DSC二次融解により測定したような)結晶化度を有する。最も好ましいポリアルケナマーゴムはポリオクテナマーである。
【0087】
構造部材として使用するための1つの大いに好ましいポリマー組成は他のポリマーとのポリアルケナマーゴムのブレンドであり、特に好ましいブレンドはポリアルケナマー及びポリアミドのブレンドである。ポリアルケナマーゴムブレンドの一層完全な記述は、双方の全体の内容を参照としてここに組み込む、米国特許第7,528,196号明細書及び2009年3月31日に出願された係属中の米国特許出願番号第12/415,522号明細書に記載されている。
【0088】
開示した実施の形態の原理を適用できる多くの可能な実施の形態に鑑み、図示の実施の形態は単なる好ましい例であり、本発明の要旨の限定ととるべきではないことを認識すべきである。むしろ、本発明の要旨は特許請求の範囲により定義される。
【符号の説明】
【0089】
100 靴
110、210、230、250、280、310、340、350 靴底部材
130、200、214、220、252、260、314、330、342、350 構造部材
140、212、238、282、312 モールド成形材料
160、202、216、222、254、274、320 踵部分
170、218、224、256、272、318、332 前足部分
226、262、322 開口
232 収容部
258 屈曲領域
264、324、344 切除部分
270、316 跨ぎ部分
284 第2のモールド成形材料
290、294 ゲート
352 上方に延びる部分
【関連出願に対する相互参照】
【0001】
この出願は、参照としてここに組み込む、2009年12月23日に出願された米国仮特許出願番号第61/289,852号の優先権及び利益を主張する非仮出願である。
【技術分野】
【0002】
本発明は靴の靴底部材、及び、靴底部材の製造方法に関する。特に、本発明は靴特にゴルフシューズに使用するための靴底部材内に組み込まれる構造部材に関する。
【背景技術】
【0003】
ゴルフシューズは伝統的に靴上部、耐久ボード及び外靴底(outsole)を含む。図1はこれらの3つの基本的な素子を備えた靴即ちシューズを構成するための従来の方法を示す。図1に示すように、内靴底ボードとも呼ばれる耐久ボードは上部の底部分に固定され、上部の底部分は外靴底に接着される。
【0004】
図1に示す靴のような、従来の方法を使用して構成されたゴルフシューズはいくつかの欠点を有する。たとえば、上部を耐久ボード及び外靴底の双方に取り付けなければならないので、製造プロセスが幾分複雑になることがある。さらに、普通のゴルフシューズを使用した場合、足の底はしばしば地面から所望よりも一層高く離れて位置する。すなわち、足は耐久ボードの上又は上方に位置しなければならず、耐久ボードは外靴底の上又は上方にあるので、従来のゴルフシューズは一般にある高さプロフィールのものでなければならない。低プロフィールのゴルフシューズの構造を簡単にするものを含む、ゴルフシューズに関する形、機能及び製造プロセスに対する改善が常に望ましい。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第6,525,157号明細書
【特許文献2】米国特許第6,861、474号明細書
【特許文献3】米国特許公開番号第2003/0224871号明細書
【特許文献4】米国特許第6,930,150号明細書
【特許文献5】米国特許第6,562,906号明細書
【特許文献6】米国特許第3,492,245号明細書
【特許文献7】米国特許第3、804,803号明細書
【特許文献8】米国特許第7,528,196号明細書
【特許文献9】米国特許出願番号第12/415,522号明細書
【非特許文献】
【0006】
【非特許文献1】ゴム化学及び科学(Rubber Chem. & Tech.)第47巻
【発明の概要】
【課題を解決するための手段】
【0007】
第1の実施の形態においては、モールド成形材料と一体的に形成された靴底部材を有するゴルフシューズが提供される。靴底部材は構造部材、モールド成形材料及び靴底部材の底部の複数の収容部を有する。各収容部は滑り止め部材を受け入れるように形状づけられる。構造部材は靴底部材の長さの少なくとも一部に沿って延びることができ、いかなる収容部とも垂直に重ならないように形状づけることができる。特定の履行においては、構造部材は炭素繊維及び/又はポリアミドエラストマーを有する。
【0008】
他の特定の履行においては、構造部材は構造部材を通って延びる複数の開口を有することができる。各開口は少なくとも1つの収容部と整合することができる。構造部材はまた複数の切除部分を有することができ、各切除部分は少なくとも1つの収容部に隣接するが、これを覆わない。
【0009】
他の特定の履行においては、構造部材は靴の長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有することができる。1又はそれ以上の溝部分は、構造部材に対して、1又はそれ以上の溝部分の領域においてその幅に沿って三次元断面プロフィールを有するようにさせる。特定の履行においては、ゴルフシューズは少なくとも2つの溝部分を有することができる。
【0010】
他の特定の履行においては、構造部材はその横方向及び中間の縁部において上方に湾曲することができる。たとえば、構造部材は靴を着装した人間の足を少なくとも部分的に取り囲むように靴の内靴底の上方で延びる少なくとも1つの上方に延びる部材を有する。特定の履行においては、構造部材は靴底部材の長さを実質上延びることができる。代わりに、構造部材は靴底部材の長さの75%よりも小さな距離だけ延びることができる。上部はまた靴底部材の頂部分に固定することができる。特定の履行においては、構造部材の少なくとも一部は靴底部材の底部で露出することができる。構造部材の露出した部分は踵部分と前足部分との間を延びる跨ぎ部分を有することができる。
【0011】
他の特定の履行においては、構造部材はその長さに沿って厚さを変えることができる。代わりに、構造部材の厚さはその長さに沿って実質上一定とすることができる。他の特定の履行においては、構造部材はその長さの少なくとも一部に沿って屈曲又は湾曲する。特定の履行においては、モールド成形材料は熱可塑性ポリウレタンとすることができる。
【0012】
別の実施の形態においては、ゴルフシューズの製造方法が提供される。この方法は構造部材を提供する工程と、構造部材をモールド内に挿入する工程と、モールド成形材料及び構造部材を有する単一の一体的な靴底部材を形成するように構造部材の上又はまわりにモールド成形材料を射出する工程と、靴底部材をモールドから取り出す工程と、靴底部材を備えたゴルフシューズを構成する工程と、を含むことができる。
【0013】
特定の履行においては、モールド成形材料を射出する工程は、第1のモールド成形材料が構造部材の底部の少なくとも一部を覆い、構造部材の頂表面を覆うような状態で、中間の靴底部材を形成するようにモールド内へ第1のモールド成形材料を射出する工程と、モールドから中間の靴底部材を取り出す工程と、中間の靴底部材を別のモールド内に挿入する工程と、靴底部材を形成するように第2のモールド成形材料をモールド内に射出する工程と、を含むことができる。
【0014】
他の特定の履行においては、方法はさらに、滑り止め部材を収容するようにそれぞれ形状づけられた複数の収容部をモールドの底部に位置決めする工程と、構造部材の1又はそれ以上の開口が収容部の位置と垂直に整合するように、構造部材をモールド内で位置決めする工程と、構造部材の開口を通して1又はそれ以上の拘束部材を延長させることにより、各収容部をモールド内の適所に保持する工程と、を含むことができる。
【0015】
別の特定の履行においては、方法はさらに、靴の長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を備えるように構造部材を形成する工程を含むことができる。1又はそれ以上の溝部分は、構造部材の剛性を増大させるために、構造部材に対して、1又はそれ以上の溝部分の領域においてその幅に沿って三次元断面プロフィールを有するようにさせることができる。別の特定の履行においては、構造部材を形成する工程は、少なくとも2つの溝部分を形成する工程を有する。
【0016】
別の特定の履行においては、方法はさらに、構造部材がその横方向及び中間の縁部で上方に湾曲するように、構造部材を形成する工程を含むことができる。別の特定の履行においては、方法はさらに、靴を着装した人間の足を少なくとも部分的に取り囲むように靴の内靴底の上方で延びる少なくとも1つの上方に延びる部材を備えるように、構造部材を形成する工程を含むことができる。方法はまた靴底部材の頂部分に上部を固定する工程を含むことができる。
【0017】
別の特定の履行においては、モールド内で構造部材を位置決めする工程は、構造部材の底部の少なくとも一部がモールド形成材料により覆われないように、モールド内で構造部材を位置決めする工程を有する。モールド成形材料により覆われない構造部材の部分は踵部分と前足部分との間の跨ぎ部分とすることができる。
【0018】
別の実施の形態においては、ゴルフシューズと一緒に使用するための靴底部材が提供される。靴底部材は構造部材及びモールド成形材料を含む。構造部材は靴底部材の長さの少なくとも一部に沿って延びることができ、靴底部材に剛性を提供することができる。モールド成形材料は構造部材を少なくとも部分的に取り囲むことができる。モールド成形材料は靴底部材の踵部分及び前足部分を形成することができる。構造部材は踵部分及び前足部分を一緒に結合するように踵部分と前足部分との間を延びることができる。
【0019】
特定の履行においては、構造部材は炭素繊維及び/又はポリアミドエラストマーを有することができる。別の特定の履行においては、複数の収容部が靴底部材の底部に位置することができ、各収容部は滑り止め部材を受け入れるように形状づけられる。構造部材は構造部材を通って延びる複数の開口を有することができ、各開口は少なくとも1つの収容部と垂直に整合できる。
【0020】
構造部材は複数の切除部分を有することができ、各切除部分は少なくとも1つの収容部に隣接するが、収容部とは垂直方向で重ならない。
別の特定の履行においては、構造部材は靴の長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有することができる。1又はそれ以上の溝部分は、構造部材の剛性を増大させるために、構造部材に対して、1又はそれ以上の溝部分の領域においてその幅に沿って三次元断面プロフィールを有するようにさせることができる。そのうえ、構造部材はその横方向及び/又は中間の縁部で上方に湾曲することができる。構造部材はまた、モールド成形材料の上表面の上方で延びる少なくとも1つの上方に延びる部材を有することができる。構造部材は靴底部材の長さを実質上延びるか又は靴底部材の長さの75%よりも小さい距離だけ延びることができる。
【0021】
特定の履行においては、構造部材の少なくとも一部は靴底部材の底部において露出することができる。構造部材の厚さはその長さに沿って変化することができるか又は厚さはその長さに沿って実質上一定とすることができる。構造部材は構造部材の剛性を増大させるためにその長さの少なくとも一部に沿って屈曲又は湾曲することができる。特定の履行においては、モールド成形材料は熱可塑性ポリウレタンである。
【図面の簡単な説明】
【0022】
【図1】図1は普通の靴の従来の構造の概略図である。
【図2】図2はモールド成形材料及び構造部材を有する靴底部材の断面図である。
【図3】図3はモールド成形材料及び構造部材で形成された靴底部材を有する靴の底面図である。
【図4A】図4Aは靴底部材に使用するための構造部材の実施の形態の図である。
【図4B】図4Bは靴底部材に使用するための構造部材の実施の形態の図である。
【図4C】図4Cは靴底部材に使用するための構造部材の実施の形態の図である。
【図4D】図4Dは靴底部材に使用するための構造部材の実施の形態の図である。
【図4E】図4Eは靴底部材に使用するための構造部材の実施の形態の図である。
【図4F】図Fは靴底部材に使用するための構造部材の実施の形態の図である。
【図5】図5は靴底部材に使用するための構造部材の実施の形態の側面図である。
【図6】図6は図5の構造部材を有する靴底部材の断面領域の拡大図である。
【図7】図7Aないし図7Hは靴底部材に使用するための構造部材の実施の形態の複数の図である。
【図8A】図8Aは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8B】図8Bは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8C】図8Cは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8D】図8Dは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図8E】図8Eは図7Aないし図7Hの構造部材を有する靴底部材の実施の形態の図である。
【図9】図9は靴底部材に使用するための構造部材の実施の形態の側面図である。
【図10】図10は図9の構造部材を有する靴底部材の断面領域の拡大図である。
【図11A】図11Aは靴底部材に使用するための構造部材の実施の形態の図である。
【図11B】図11Bは靴底部材に使用するための構造部材の実施の形態の図である。
【図11C】図11Cは靴底部材に使用するための構造部材の実施の形態の図である。
【図11D】図11Dは靴底部材に使用するための構造部材の実施の形態の図である。
【図11E】図11Eは靴底部材に使用するための構造部材の実施の形態の図である。
【図11F】図11Fは靴底部材に使用するための構造部材の実施の形態の図である。
【図11G】図11Gは靴底部材に使用するための構造部材の実施の形態の図である。
【図11H】図11Hは靴底部材に使用するための構造部材の実施の形態の図である。
【図11I】図11Iは靴底部材に使用するための構造部材の実施の形態の図である。
【図11J】図11Jは靴底部材に使用するための構造部材の実施の形態の図である。
【図12A】図12Aは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12B】図12Bは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12C】図12Cは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12D】図12Dは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12E】図12Eは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12F】図12Fは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12G】図12Gは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12H】図12Hは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12I】図12Iは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12J】図12Jは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図12K】図12Kは図11Aないし図11Jの構造部材を有する靴底部材の実施の形態の図である。
【図13A】図13Aは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13B】図13Bは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13C】図13Cは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13D】図13Dは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図13E】図13Eは極小(ピンポイント)のモールドゲートを介してモールド成形材料を受け入れるための複数の開口を有する靴底部材の実施の形態の図である。
【図14】図14は図13Aないし図13Eの靴底部材の拡大断面図である。
【図15】図15は図13Aないし図13Eの靴底部材の部分底面図である。
【図16】図16は靴底部材を形成するためのモールド成形手順における第1の射出成形工程を示す。
【図17】図17は靴底部材を形成するためのモールド成形手順における第2の射出成形工程を示す。
【図18A】図18Aは構造部材を有する靴底部材の実施の形態の図である。
【図18B】図18Bは構造部材を有する靴底部材の実施の形態の図である。
【図18C】図18Cは構造部材を有する靴底部材の実施の形態の図である。
【図18D】図18Dは構造部材を有する靴底部材の実施の形態の図である。
【図18E】図18Eは構造部材を有する靴底部材の実施の形態の図である。
【図19A】図19Aは図18Aないし図18Eの構造部材の図である。
【図19B】図19Bは図18Aないし図18Eの構造部材の図である。
【図19C】図19Cは図18Aないし図18Eの構造部材の図である。
【図19D】図19Dは図18Aないし図18Eの構造部材の図である。
【図19E】図19Eは図18Aないし図18Eの構造部材の図である。
【図19F】図19Fは図18Aないし図18Eの構造部材の図である。
【図20A】図20Aは靴底部材に使用するための構造部材の実施の形態の図である。
【図20B】図20Bは靴底部材に使用するための構造部材の実施の形態の図である。
【図20C】図20Cは靴底部材に使用するための構造部材の実施の形態の図である。
【図20D】図20Dは靴底部材に使用するための構造部材の実施の形態の図である。
【図20E】図20Eは靴底部材に使用するための構造部材の実施の形態の図である。
【図21A】図21Aは構造部材を有する靴底部材の実施の形態の図である。
【図21B】図21Bは構造部材を有する靴底部材の実施の形態の図である。
【図21C】図21Cは構造部材を有する靴底部材の実施の形態の図である。
【図21D】図21Dは構造部材を有する靴底部材の実施の形態の図である。
【図21E】図21Eは構造部材を有する靴底部材の実施の形態の図である。
【図21F】図21Fは構造部材を有する靴底部材の実施の形態の図である。
【図21G】図21Gは構造部材を有する靴底部材の実施の形態の図である。
【図21H】図21Hは構造部材を有する靴底部材の実施の形態の図である。
【図21I】図21Iは構造部材を有する靴底部材の実施の形態の図である。
【図21J】図21Jは構造部材を有する靴底部材の実施の形態の図である。
【図21K】図21Kは構造部材を有する靴底部材の実施の形態の図である。
【図21L】図21Lは構造部材を有する靴底部材の実施の形態の図である。
【図22】図22Aないし図22Hは図21Aないし図21Lの構造部材の複数の図である。
【図23】図23はベース部分及び複数の上方に延びる部分を有する構造部材の斜視図である。
【図24】図24は図23の構造部材を有する靴の側面図である。
【発明を実施するための形態】
【0023】
以下の説明は本質的に例示であり、どんな点においても開示された実施の形態の範囲、用途又は形状を限定する意図のものではない。この開示の要旨から逸脱することなく、ここに開示された素子の機能及び構成について、説明する実施の形態に対する種々の変更を行うことができる。
【0024】
開示する方法の例示的な実施の形態の作動は表現を簡便にするために特定の順番で説明するが、開示される実施の形態は開示された特定の順番以外の作動順序を包含できることを理解すべきである。たとえば、ある場合、開示された順番は再配列することができ、または、同時に遂行することができる。さらに、1つの特定の実施の形態に関連して提供される説明及び開示はその実施の形態に限定されず、開示された任意の実施の形態に適用できる。
【0025】
さらに、簡略化のため、添付図面は、開示されたシステム、方法及び装置が他のシステム、方法及び装置と組み合わせて使用できるような(当業者なら、この開示に基づいて容易に認識できる)種々の方法をすべて示すわけではない。さらに、時として、説明では、開示された方法を説明するために「生産(produce)」又は「提供(provide)」のような用語を使用する。これらの用語は遂行できる実際の作動の広義の抽象概念である。これらの用語に対応する実際の作動は特定の履行に応じて変えることができ、当業者なら、この開示に基づいて容易に認識できる。
【0026】
ここでの実施の形態において示し、説明するように、靴底部材は少なくとも1つのモールド成形材料と、靴底部材の剛性を向上させるために、好ましくは第1のモールド成形材料の少なくとも一部に沿って延びる構造部材(即ちボード部材)と、を有することができる。構造部材は好ましくは靴の高さプロフィールを減少させるために減少した断面プロフィールを有する。ここで開示する好ましい実施の形態においては、構造部材は好ましくは織った炭素フィラメントで作った布のような炭素繊維材料により形成される。しかし、その材料が構造部材と一緒に靴底部材を形成するモールド成形材料よりも大きな剛性のものである限り、他の構造成分を使用することができる。たとえば、構造部材は熱可塑性材料(例えばPEBAX(登録商標名))、ポリアミドエラストマー(例えばいずれもイー・ポリマーズ社(E-Polymers Co., Ltd.)から入手できるE−FLEX B1255A、E−FLEX B1260A又はE−FLEX B1270A)、熱硬化性プラスチック等のような種々のポリマーで形成することができる。
【0027】
モールド成形材料は、例えば適当な熱可塑性材料、熱硬化性材料及びエラストマーを含む、射出成形に適した種々の天然又は合成材料の1つ又はそれ以上で構成することができる。好ましい実施の形態においては、第1の材料は高度の捩り剛性を有する熱可塑性ポリウレタン(「TPU」)である。
【0028】
図1は靴底部材20及び耐久ボード30を有する従来の靴10の概略断面図を示す。上方部材40は靴底部材20と耐久ボード30との間に位置し、これらの3つの素子は靴10を構成するように一緒に固定することができる。
【0029】
上述のように、この構造は、後述する新規な方法及び靴構造に比べて、いくつかの欠点を呈する。たとえば、構成プロセスは少なくとも3つの別個の素子(即ち靴底部材20、耐久ボード30及び上方部材40)の組立てを必要とする。さらに、このような組立て方法は一般に、所望の高さよりも大きな高さプロフィールを有する靴を生じさせてしまう。靴の高さプロフィール(例えば、靴の外靴底と内靴底との間の厚さ;これは靴の着装者が地面から持ち上がる距離に相当する)を減少させることは、ゴルフシューズを含むある形式の靴にとって特に有用になることがある。ゴルフシューズのプロフィールを減少させることにより、ゴルファーは地面に一層近づくこととなり、これは、ゴルファーの全体のバランス、体重移動、安定性、パワー及び一貫性を改善することができる。
【0030】
図2、3は射出成形材料内に少なくとも部分的に位置する一体化された構造部材を備えた靴底部材を有する新規な靴の概略図を示す。図2は第1のモールド成形材料140に合体された少なくとも1つの構造部材130を有する靴底部材110を示す、靴100の断面図である。上部120は、例えば接着剤(にかわ)又は縫い付けプロセスの使用を含む、任意の既知の方法により、靴底部材110に結合することができる。
【0031】
図3は靴100の底面図を示す。図3に示すような(そして後に一層詳細に説明するような)実施の形態においては、構造部材130の一部は靴100の底表面で露出することができる。図3に示すように、露出した部分150は踵部分160と前足部分170との間に位置することができる。所望なら、踵及び前足部分はスパイク又は他の把持部材を受け入れるための収容部180を有することができる。このような把持部材は、靴100がゴルフのような運動行為中に摩耗した場合に、増大したトラクション即ち静止摩擦力を着装者に提供するのに有用となることができる。
【0032】
後に一層詳細に説明するように、構造部材の形状及び寸法を変えることができる。たとえば、いくつかの実施の形態においては、構造部材の厚さはその長さに沿って実質上一定とすることができ、別の場合、構造部材の厚さはその長さに沿って変えることができる。さらに、いくつかの実施の形態においては、構造部材は実質上平坦とすることができ、別の場合、構造部材は三次元形状又はプロフィールを有することができる。構造部材の種々の形状及びプロフィールを以下の実施の形態において説明する。構造部材の目的に反しない限り、以下の実施の形態の特徴は選択することができ、他の実施の形態の特徴と組み合わせることができることを理解すべきである。たとえば、ほぼ全長の構造部材を示すような実施の形態は、全長湾曲構造部材に到達するために、湾曲した構造部材を示すような実施の形態と組み合わせることができる。
【0033】
図4A−4Fは靴底部材の長さを実質上延びる構造部材200を示す。ここで使用するような、「靴底部材の長さを実質上」という用語は、構造部材が靴底部材の長さの少なくとも約75%延びることを意味する。
【0034】
靴底部材は構造部材200及び第1のモールド成形材料(図示せず)を有する。この実施の形態においては、構造部材200の厚さはその長さに沿って変化する。たとえば、踵部分204において、構造部材200の厚さは約3mmとすることができ、一方、つま先部分204においては、構造部材200の厚さは踵部分202での厚さの約半分よりも小さく(例えば、約1.5mm、又は、一層好ましくは、約1.0mmよりも小さく)することができる。
【0035】
図4E、4Fに示すように、構造部分の部分は湾曲させることができるか、または、さもなければ、三次元断面プロフィールを有することができる。この湾曲は増大した構造的な一体性を構造部材200に提供することができる。逆に、一層小さな剛性又は強度を必要又は所望するような(つま先部分204のような)領域においては、構造部材200は実質上平坦な断面とすることができる(図4C)。
【0036】
図5は図4A−4Fの実施の形態と同様の実施の形態を示すが、この場合、構造部材214は先の実施の形態のものとはほんの僅かに異なる寸法を有する。たとえば、構造部材214の厚さは踵部分での2.5mmから前足部分での1.0mmまで変化する。
【0037】
図6は構造部材214と一体的に形成された第1のモールド成形材料212を有する靴底部材210の一部を示す。構造部材214は踵部分216と前足部分218との間を跨ぐ。第1のモールド成形材料212は踵及び前足部分216、218において構造部材214の上方及び下方で射出することができる。しかし、これら2つの部分間の領域においては、第1のモールド成形材料212は好ましくは構造部材214の上方でのみ射出される(例えばオーバーモールド成形)。したがって、構造部材214の底部は好ましくは、踵及び前足部分216、218間で露出する。
【0038】
図7A−7Hは構造部材の別の実施の形態を示す。構造部材220はほぼ靴底部材(図8E)長さを実質上延びる。構造部材220は踵部分222での約3.0mmの厚さから前足部分224でのその厚さの半分以下(例えば約1.0mm)の厚さまで変化する。
【0039】
構造部材220はまた構造部材220を通って延びる複数の開口226を含むことができる。上述のように、ゴルフシューズ(及び他の運動用シューズ)は滑り止め又は他の把持部材を受け入れるための収容部を含むことができる。モールド成形プロセスを容易にするため、後に一層詳細に説明するように、開口226は好ましくは、各開口226が収容部の位置の上方に位置するように、収容部と整合する。
【0040】
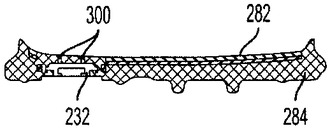
図8A−8Eは靴底部材230内に組み込まれた構造部材220を示す。図8Aは滑り止め又は他の把持部材を受け入れるために靴底部材230の底部に設けた複数の収容部232を示す靴底部材230の底面図である。収容部232は好ましくは、構造部材220と組み合わさって靴底部材230を形成する第1のモールド成形材料238により少なくとも部分的に取り囲まれる。後に説明するように、第1のモールド成形材料238は靴底部材230内で収容部を固定するように収容部232のまわりに射出される。
【0041】
靴底部材230の頂面図である図8Eに示すように、収容部232は(上方に延びる)頂部分234を有することができる。各頂部分234は好ましくは構造部材220の開口226又は切除部分236と整合する。開口226を収容部232に整合させることにより、収容部は靴底部材230内に一層容易にモールド成形することができる。後に一層詳細に説明するように、開口226は、モールド成形プロセス中に収容部232を適所に保持するためにピン(又は他の拘束部材)が開口226を通って延びるのを許容することにより、モールド成形プロセスを容易にする。開口226はまた、収容部232のまわりでの第1のモールド成形材料238の流れを容易にすることにより、モールド成形材料と収容部232との間の一層完全な結合を容易にする補助を行う。
【0042】
図8Bを参照すると、構造部材220は靴底部材230の長さに実質上沿って延びる。第1のモールド成形材料238は靴底部材230の踵領域240及び前足領域242の下方に射出することができる。構造部材220は踵及び前足領域240、242間を延びる(又は跨ぐ)ことができ、それによって、2つの領域を一緒に結合する。好ましくは、構造部材230の跨ぎ部分は靴底部材230の底表面で露出する。しかし、所望なら、第1のモールド成形材料238の層で構造部材220の跨ぎ部分の底表面を覆うことができる。
【0043】
構造部材220は、構造部材220を第1のモールド成形材料238にさらに固定するために及び/又は上部を靴底部材230に接着するための良好な表面を提供するために、オーバーモールド成形することができる。たとえば、構造部材が炭素繊維を有し、上部が皮を有する場合、皮製上部が(露出した炭素繊維にではなく)第1のモールド成形材料に接着できるように、炭素繊維製の構造部材をオーバーモールド成形するのが望ましいことがある。代わりに、モールド成形材料が合成材料である場合、靴底部材に対する上部の接着特性を改善するために炭素繊維をオーバーモールド成形することが必要でないか及び/又は望ましくないことがある。しかし、モールド成形材料の2つの層間に構造部材を挟むことにより、第1のモールド成形材料に対する構造部材の接着性を改善するために構造部材をオーバーモールド成形するのがさらに望ましいことがある。
【0044】
別の実施の形態においては、構造部材は炭素繊維材料を有することができ、この場合、炭素繊維材料の頂表面上に熱硬化性ポリマーを伴う。熱硬化性ポリマーは、他の材料(例えば上部等)との接着のための構造部材の能力を増大させることにより、構造部材をオーバーモールド成形するための別の材料の使用の望ましさを減少させることができる。
【0045】
図9、10は実質上均一な厚さの構造部材252を備えた靴底部材250の実施の形態を示す。図9の側面図に示すように、構造部材252はその全長に沿って約1mmの厚さを有する。靴底部材250に対する付加的な構造上の一体性を提供するため、構造部材252はその長さに沿って少なくとも1つの屈曲部又は湾曲部を有することができる。図10に示すように、構造部材252は踵部分254と前足部分256との間を延びるか又はこれらの間を跨ぐ。構造部材252が踵部分254及び/又は前足部分256と接触するような領域において又はそのまわりにおいて、構造部材は屈曲又は湾曲し、オフセット(片寄り)部分を生じさせる。炭素繊維(又は他の同様の材料)の特性のため、このような湾曲又は屈曲領域258は靴底部材250に対して増大したこわさ及び構造上の一体性を提供できる。
【0046】
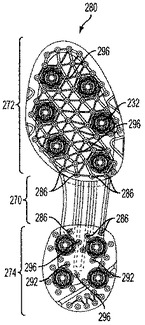
図11A−11Jは射出成形された靴底部材280(図12A−12E)と一緒に使用するための構造部材260の別の実施の形態を示す。構造部材260は構造部材220(図7A−7H)と実質上同様である。便宜のため、同様の素子をここでの複数の実施の形態において表す場合、これらの同様の素子は各実施の形態において詳細には説明しない。したがって、構造部材220及び靴底部材230の形及び構造が構造部材260及び靴底部材280の形及び構造とほぼ重なるため、これらの同一又は同様の素子は再度詳細には説明しない。
【0047】
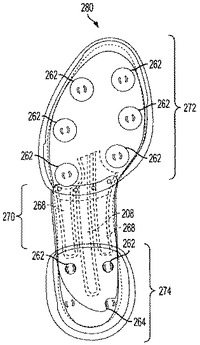
構造部材260は靴底部材の長さを実質上延び、複数の開口262及び少なくとも1つの切除部分264を有する。構造部材260はほぼ一定の厚さ(例えば約1mmの厚さ)のものである。構造部材260は複数の湾曲表面266及び空洞(例えば溝、穴及び/又は湾入)268を有し、変化する断面プロフィールを提供する。
【0048】
図11Aを参照すると、3つの空洞268が構造部材260の長さに沿って延びる。好ましくは、これらの空洞268は踵部分274と前足部分272との間を延びるか又はこれらの間を跨ぐ跨ぎ部分270(図12A)の領域内へ少なくとも延びる。したがって、図11Hの断面図に示すように、構造部材260は跨ぎ部分270に沿った起伏した断面プロフィールを有することができ、この起伏したプロフィールは湾曲表面266及び空洞268に由来する。これらの湾曲表面266及び/又は空洞268は、靴底部材260を有する靴の使用時に靴底部材260に大きな力が作用するような跨ぎ部分270にわたって増大したこわさ及び構造上の一体性を提供する。
【0049】
図11Aに示すように、3つの空洞268を設けることができる。中央の空洞268は(図12Eに明示するように)前足部分272内へ延びることができる。靴底部材が開口262(及び対応する収容部)を有する場合、中央の空洞は前足部分272において更なる付加的な剛性を提供するために開口262(及び対応する収容部)の少なくとも2つ間を延びることができる。
【0050】
図11B、11C、11Hに明示するように、構造部材260は構造部材260の中間縁部及び横方向縁部において上方に延びる湾曲表面266を有することができる。このような湾曲表面266は、三次元断面プロフィール(図11H)を生じさせることにより、靴底部材280に対して改善された横方向の安定性をさらに提供することができる。
【0051】
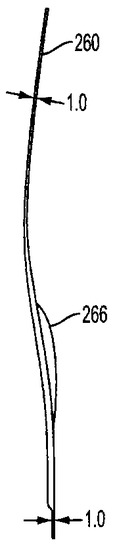
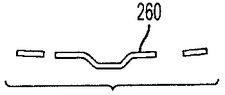
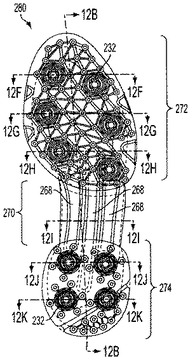
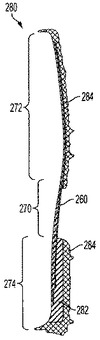
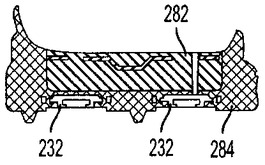
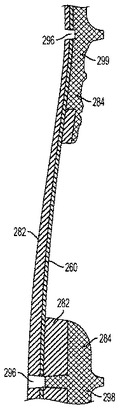
図12A−12Kは少なくとも第1のモールド成形材料及び構造部材260を有する靴底部材280の種々の図を示す。図12Bの断面図を参照すると、構造部材260の厚さが靴底部材280の長さに沿って実質上一定であることが分かろう。靴底部材の必要な剛性を犠牲にすることなく靴のプロフィールをできる限り減少させるため、構造部材260の厚さは好ましくは約3mm以下、更に好ましくは約2mm以下、もっと好ましくは約1.5mm以下とする。
【0052】
図12Bに示すように、構造部材260はその剛性を増大させるために長手方向において湾曲又は屈曲することができる。このような湾曲部、屈曲部及び/又は空洞(図12E)は、構造部材が3mm以下の厚さを有する場合に、靴底部材の構造的な剛性を維持するのに特に補助となることができる。したがって、踵部分274において示すように、構造部材260は、構造部材260の長さの少なくとも一部が構造部材の長さの他の部分から片寄るように、屈曲又は湾曲することができる。
【0053】
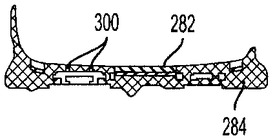
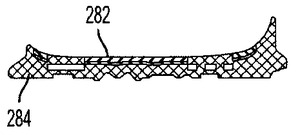
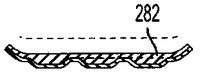
図12Bはモールド成形材料の複数の射出の使用を示す。たとえば、靴底部材280は第1の工程で射出された第1のモールド成形材料282及び第2の工程で射出された第2のモールド成形材料284を有することができる。図12Bにおいて、第1及び第2のモールド成形材料282、284は断面図における異なる形式の断面ハッチングにより区別することができる。好ましくは、第1及び第2のモールド成形材料は材料の2つの層間の結合強度を増大させるために同じ材料からなることができる;しかし、用途に応じて必要になることのある程度に材料が互いに接着するものであれば、異なるモールド成形材料を使用できることを理解すべきである。
【0054】
当業者なら理解できるように、ここで説明する靴底部材は、ここで示し、説明する靴底部材を作るために種々の方法でモールド成形することができる。たとえば、ここで説明する各構造部材はモールド内に配置することができ、少なくとも第1のモールド成形材料はここで説明する靴底部材の形状を形成するように射出することができる。靴底部材280をモールド成形するための例示的な方法を以下に説明する。
【0055】
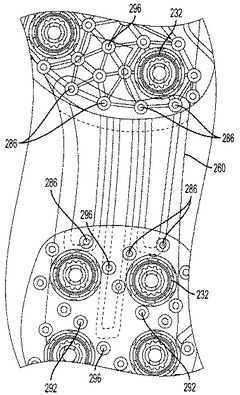
図13Aは靴底部材280の底面図であり、図13Bは靴底部材280の側面図であり、図13Cは頂面図である。図14は靴底部材280の断面の拡大図であり、図15は図13Aの一部の拡大図である。図13A、13Cを参照すると、構造部材260はこれを貫通する複数の穴を有する。これらの穴のいくつかは構造部材260へのモールド成形材料の良好な結合を達成するために設けることができる。たとえば、穴286は構造部材260と、構造部材260の上方での第1のモールド成形材料282の層及び構造部材260の下方での第2のモールド成形材料284の層との間での第1のモールド成形材料282の結合を増大させるために構造部材260を通って延びる。穴286は構造部材260の長さに沿って位置することができる;しかし、穴286は好ましくは、構造部材260の跨ぎ部分270が踵部分274及び/又は前足部分272と遭遇するような領域に少なくとも隣接して位置する。図13A、13Cには7個の穴286を示すが、穴286の数は変えることができ、8個以上又は6個以下の穴を設けることができることを理解すべきである。
【0056】
後に説明するが、構造部材260は構造部材260を通してのモールド成形材料の送給を容易にするためにそこを貫通する他の穴を有することができる。構造部材内のこのような穴は靴底部材の下方構造体の形成を許容する。たとえば、この実施の形態においては、第1のモールド成形材料及び第2のモールド成形材料は単一の一体化された靴底部材を最終的に形成するように異なる工程で送給することができる。
【0057】
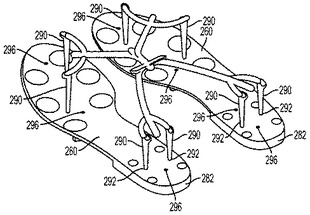
図16はモールド(図示せず)内への第1のモールド成形材料282の射出のための極小ゲート構成の斜視図を示す。図16に示すように、複数の極小ゲート290は構造部材260を通って延びる第1の射出穴292の位置で靴底部材へ第1のモールド成形材料282を送給するように形状づけられる。このようにして、第1のモールド成形材料282は図12Bに示す位置で構造部材260の下方に送給することができる。
【0058】
さらに、第1のモールド成形材料282は好ましくは構造部材260の頂部の少なくとも一部をオーバーモールド成形する。図12Bに示すように構造部材260の頂部(又は頂部の少なくとも一部)を覆うことにより、靴底部材280は靴の構造を完成させるために上部又は他の部材に一層容易に結着又は結合することができる。構造部材260の頂部を覆うため、第1のモールド成形材料282は極小ゲート290を通して構造部材260の下に送給することができ、第1のモールド成形材料は穴286又は他の同様の開口又は構造部材260の頂表面に流体接続される領域を通して構造部材260の上方へ流れることができる。簡便のため、穴286は図16、17には示さない;しかし、図13A、13Cは構造部材260内の穴286の例示的な位置を示す。
【0059】
第1のモールド成形工程、及び、第1のモールド成形材料と構造部材とを有する中間部材の形成の後、中間部材は第1のモールドから取り出すことができ、靴底部材を完成させるために第2のモールド成形材料を射出するための第2のモールド内に配置することができる。
【0060】
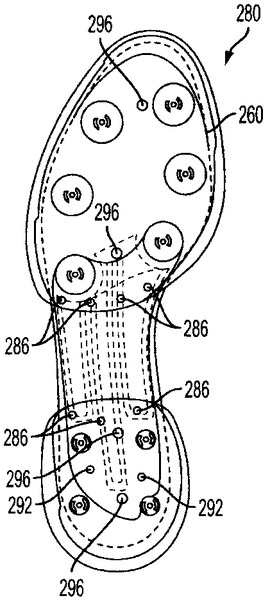
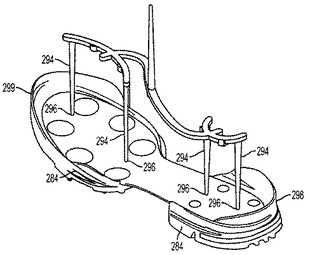
図17は第2のモールド成形工程においてモールド(図示せず)内に第2のモールド成形材料284を射出するための極小ゲート構成の斜視図を示す。図17に示すように、複数の極小ゲート294は構造部材260を通って延びる複数の第2の射出穴296の位置で靴底部材に第2のモールド成形材料284を送給するように形状づけられる。このようにして、第2のモールド成形材料284は図12Bに示す位置で構造部材260の下方に送給することができる。好ましい実施の形態においては、第1の射出工程は構造部材260の頂表面上に第1のモールド成形材料282を提供する;しかし、簡便のため、第1のモールド成形材料282のオーバーモールド成形は図17には示さない。代わりに、明瞭のため、構造部材260は、構造部材260の頂表面上に第1のモールド成形材料282の層が無い状態で、図17に示す。
【0061】
図14は複数の第2の射出穴296のうちの2つの穴の拡大図を示す。図14に示すように、第2のモールド成形材料284は穴296を通過し、外靴底踵部分298及び外靴底前足部分299を形成する。図17に示すように、第2のモールド成形材料284は外靴底踵部分298及び外靴底前足部分299を形成するように構造部材の高さを包むか又はその上方へ延びる構造体を形成することができる。
【0062】
第2のモールド成形工程が完了したとき、靴底部材280はモールドから取り出すことができ、靴(例えばゴルフシューズ)は上部を靴底部材に取り付けるための普通の方法を使用しながら靴底部材280を使用して構成することができる。
【0063】
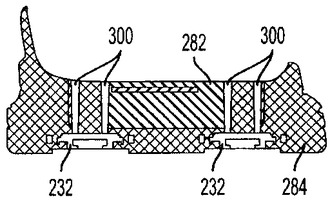
詳細に上述したように、靴底部材は好ましくは滑り止め又は他の把持部材を収容するための収容部を含む。このような収容部232はピン又は他の構造的な支持体又は拘束体を使用してモールド成形工程中適所に保持される。上述のように、開口262は、好ましくは、収容部232が位置するような位置と整合する。したがって、ピン(図示せず)又は他の構造的な支持体又は拘束体は第1のモールド成形材料、構造部材及び第2のモールド成形材料に関して収容部を適所に固定するためにモールド成形工程中開口262を通って延びることができる。図12F、12G、12Kは、たとえば、構造部材260の開口262を通過し、モールド成形工程中に収容部232を適所に保持する複数の拘束部材(例えばピン)の配置のあとに残された開口又は支持穴300を示す。
【0064】
上述のように、構造部材の他の形状及び変形が可能である。たとえば、構造部材の三次元幾何学形状を変えることにより、構造部材の長手方向の長さに沿って異なる量の剛性及び可撓性を達成することができる。したがって、図11A、11Hに示すように、たとえば、構造部材は、増大した強度が望ましいような領域において、構造部材の一層大きなこわさを生じさせるように湾曲又は起伏することができる。代わりに、つま先領域のような位置において一層小さなこわさが必要な場合(又は一層大きな可撓性が望ましい場合)、構造部材は実質上平坦にすることができるか、または、一層大きなこわさが望ましいような領域よりも一層平坦にすることができる。同様に、構造部材の可撓性及びこわさを改めるように構造部材を形成するために一層多量又は少量の材料を使用することができる。換言すれば、任意の断面領域に沿った構造材料の量(領域)はその領域における構造部材のこわさに影響を及ぼすことができる。したがって、構造部材内に形成された開口又は切除部分はこのような領域における構造部材のこわさを減少させることができる。
【0065】
図18A−18Eは少なくとも第1のモールド成形材料312及び構造部材314を有する靴底部材310を示す。図18Eに明示するように、構造部材314は靴底部材310の実質的な長さを延びない。代わりに、構造部材314は靴底部材310の長さの約75%以下だけ延びる。構造部材は跨ぎ部分316を跨ぐように形状づけられ、前足部分318及び踵部分320内へ部分的にのみ延びる。
【0066】
図18Eに示すように、複数の開口322が収容部232に整合するように構造部材314内に形成される。しかし、構造部材314が他のいくつかの実施の形態の構造部材よりも短いので、必要な開口322は一層少ない。すなわち、構造部材314が短いので、構造部材は、一層長い構造部材を備えた他の実施の形態の場合のような多くの収容部232とは垂直に重ならない。構造部材314は(上述の理由のために)モールド成形中に収容部への接近を許容するために踵(又はそのほかの場所)において1又はそれ以上の切除部分324を有することができる。
【0067】
図19B、19Dを参照すると、構造部材314はその長さに沿って変化する厚さのもの(図19B)とすることができ、その幅に沿って僅かな湾曲(図19D)を有することができる。代わりに、構造部材314はその長さに沿って実質上同じ厚さのものとすることができ及び/又はここでの他の実施の形態において説明した方法で変化する三次元断面プロフィールを有することができる。
【0068】
別の実施の形態においては、構造部材は前足領域において切り離すことができる。したがって、図20A−20Eに示すように、構造部材330は靴底部材の実質的な長さに沿って延びるが、切り離された前足部分332を有する。切り離された区分332は前足の横側と中間側との間に一層大きな可撓性を提供する。ゴルフシューズに設ける場合にこれは特に有利である。ゴルフスィング中、ゴルファーは一方の側から他方の側へ体重を移動させなければならず、構造部材の切り離し部分の増大した可撓性はこの運動を容易にする補助を行うことができる。
【0069】
別の実施の形態においては、靴底部材340は靴底部材340の収容部232と整合するように形状づけられた複数の切欠き即ち切除部分344を有する構造部材342を具備する。図21Eに示すように、各切欠き部分344は、構造部材342がモールド成形工程中に収容部の位置を覆わないように、位置する。さらに、一層詳細に上述したように、構造部材342は構造部材342の長さの少なくとも一部に沿って延びる溝(例えば穴、凹部又は湾入)346を有する。溝346は三次元断面プロフィールの領域で増大したこわさを提供する断面(図22F)において三次元プロフィールを提供する。
【0070】
上述のように、開口及び切欠き(切除部分)は、モールド成形工程中に収容部を適所に固定できるように、そのモールド成形工程中に収容部への接近を提供する。しかし、これまた上述のように、このような開口又は切欠きはまた構造部材のこわさ及び可撓性を改め、その理由のためにだけ設けることができる。
【0071】
いくつかの実施の形態において上述したように、靴底部材のモールド成形材料は構造部材の側部のまわりで上方に延びることができる。このようにして、靴底部材のモールド成形材料は、靴の構造が完成し、靴が使用されるときに、使用者の足の側部のまわりで少なくとも部分的に延びることができる。その上又は代わりに、使用時に使用者の足のまわりを少なくとも部分的に取り囲むために靴底部材の側部で上方に延びるように、構造部材を形成するのが望ましいことがある。
【0072】
図23、24は靴の使用時に使用者の足のまわりで少なくとも部分的に上方に延びるような部分又は領域を有する構造部材350の概略図を示す。モールド成形材料及び他の靴部品(例えば上部)は明瞭のため図23では図示省略してある。特に、図23はベース部分351と、足354の側部を少なくとも部分的に取り囲む複数の上方に延びる部分352とを有する構造部材350を示す。上方に延びる部分は、たとえば、踵の後側上、踵の側部、横方向側部、中間側部(図示せず)及び前つま先区域を含む、種々の領域に位置することができる。
【0073】
図24を参照すると、上部356は任意の従来の方法で靴底部材350に結合することができる。所望なら、図24に示すように、構造部材350の上方に延びる部分352の少なくとも一部を露出させることができる。
【0074】
ここでは多くの実施の形態が(少なくとも靴底部材の底表面上で)露出した構造部材の少なくとも一部を説明したが、各実施の形態における構造部材は、構造部材の機能性を大幅に変えることなく、第1のモールド成形材料により完全に覆うことができることを理解すべきである。代わりに、構造部材の付加的な部分及び/又は他の部分は、靴の形状及び構造に応じて、靴底部材の種々の領域において露出させることができる。
【0075】
切り離された踵及び前足構造(即ち踵部分と前足部分とを接続する跨ぎ部分)を有するような実施の形態においては、シャンク領域(例えば跨ぎ部分)の剛性及び強度の大半は構造部材から来る。したがって、構造部材は個人の体重(例えば250ポンドまで又はそれ以上)を支えるのに十分な剛性を有しなければならない。このような実施の形態においては、構造部材は、使用中の靴底部材の反転及び外転の双方を制限するための捩り安定性と共に、靴底部材に対する十分な垂直支持を提供できるようにすべきである。
【0076】
上述のように、構造部材は好ましくは織った炭素フィラメントで作った布のような炭素繊維材料で形成される。炭素繊維材料が靴の構造的な強度及び一体性を犠牲にすることなく地面から持ち上がる使用者の距離を減少させる補助を行うことのできる比較的低いプロフィールの(例えば薄い)構造部材を提供する種々の形で形成することができるので、炭素繊維材料は特に望ましい。
【0077】
構造部材を作るのに有用であると一般に考えられている他のポリマー材料は、これらに限定されないが、合成及び天然ゴム、他の熱硬化性ポリウレタン又は熱硬化性ポリウレアのような熱硬化性ポリマー、及び、メタロセン触媒ポリマーのような熱可塑性エラストマーを含む熱可塑性ポリマー、ユニモダル・エチレン/カルボン酸共重合体、ユニモダル・エチレン/カルボン酸/カルボン酸塩ターポリマー、バイモダル・エチレン/カルボン酸共重合体、バイモダル・エチレン/カルボン酸/カルボン酸塩ターポリマー、熱可塑性ポリウレタン、熱可塑性ポリウレア、ポリアミド、コーポリアミド、ポリエステル、コーポリエステル、ポリカーボネート、ポリオレフィン、ハロゲン化(例えば塩素化)ポリオレフィン、ハロゲン化ポリアルキレン[例えば塩素化ポリアルキレン(CPE)]のようなハロゲン化ポリアルキレン化合物、ポリアルケナマー、ポリフェニレン酸化物、ポリフェニレン硫化物、ジアリルフタレートポリマー、ポリイミド、ポリビニル塩化物、ポリアミド・イオノマー、ポリウレタン・イオノマー、ポリビニルアルコール、ポリアリレート、ポリアクリレート、ポリフェニレンエーテル、衝撃修正ポリフェニレンエーテル、ポリスチレン、高衝撃ポリスチレン、アクリロニトリル・ブタジエン・スチレン共重合体、スチレン・アクリロニトリル(SAN)、アクリロニトリル・スチレン・アクリロニトリル、スチレン・マレイン無水物(S/MA)ポリマー、スチレン・ブタジエン・スチレン(SBS)やスチレン・エチレン・ブタジエン・スチレン(SEBS)やスチレン・エチレン・プロピレン・スチレン(SEPS)を含むスチレンブロック共重合体、スチレンターポリマー、ヒドロキシ化官能化スチレン共重合体及びターポリマーを含む官能化スチレンブロック共重合体、セルロースポリマー、液晶ポリマー(LCP)、エチレン・プロピレン・ジエンターポリマー(EPDM)、エチレン・ビニルアセテート共重合体(EVA)、エチレン・プロピレン共重合体、(参照としてその全体の内容をここに組み込む、米国特許第6,525,157号明細書に記載されたもののような)プロピレンエラストマー、エチレン・ビニルアセテート、ポリウレア、ポリシロキサン、及び、これらの任意の及びすべての組み合わせ、を含むことができる。
【0078】
構造部材の成分として使用できる1つの好ましい材料はイオノマー及びブロック共重合体のブレンド(混合体)である。このようなブロック共重合体の例は、スチレン・ブタジエン・スチレン(SBS)、スチレン・エチレン・ブチレン・スチレン(SEBS)及びスチレン・エチレン/プロピレン・スチレン(SEPS)を含むスチレンブロック共重合体を含む。ブロック共重合体が芳香ビニル化合物を有する第1のポリマーブロック、共役ジエン化合物を有する第2のポリマーブロック及びブロック共重合体において位置するヒドロキシ基又はその水素化生成物を組み込んでおり、イオノマーに対するブロック共重合体の重量比率が5:95ないし95:5、一層好ましくは約10:90ないし約90:10、一層好ましくは約20:80ないし約80:20、一層好ましくは約30:70ないし約70:30、最も好ましくは約35:65ないし約65:36の範囲にあるようなものを含む官能化スチレンブロック共重合体も含まれる。好ましい官能化スチレンブロック共重合体はSEPTON HG−252である。このようなブレンドは本出願人に係る米国特許第6,861、474号明細書及び米国特許公開番号第2003/0224871号明細書に詳細に記載されており、これら双方はその全体を参照そしてここに組み込む。
【0079】
いずれかの構造部材にとって好ましい別の材料は、疑似橋かけ結合したポリマー網を組み込んだポリマーブレンド組成を現場で形成するために成分A、B、Cとして特定される少なくとも3つの材料を一緒にブレンドし、これらの成分を溶融処理することにより準備された組成物である。このようなブレンドは、その内容を全体的に参照としてここに組み込む、本出願人に係る米国特許第6,930,150号明細書に詳細に記載されている。
【0080】
成分Aは少なくとも1つの形式の酸性官能基の少なくとも5重量%を組み込んだモノマー、オリゴマー又はプレポリマーである。使用するのに適したこのようなポリマーの例は、これらに限定されないが、エチレン/(メタ)アクリル酸共重合体及びエチレン/(メタ)アクリル酸/アルキル(メタ)アクリレートターポリマー又はエチレン及び/又はプロピレン無水マレイン酸共重合体及びターポリマーを含む。商業的に入手できるこのようなポリマーの例は、これらに限定されないが、エクソン(Exxon) 社により販売されているエチレン・アクリル酸のEscor(登録商標名)5000、5001、5020、5050、5070、5100、5110及び5200シリーズ、及び、ミシガン州ミッドランドのダウケミカル社により販売されているエチレン・アクリル酸共重合体のPRIMACOR(登録商標名)1321、1410、1410−XT、1420、1430、2912、3150、3330、3340、3440、3460、4311、4608及び5980シリーズ、ダンロップ社により販売されているエチレン・アクリル酸共重合体であるNucrel599、699、0903、0910、925、960、2806及び2906のエチレン・メタクリル酸共重合体を含む。また、その内容を参照としてここに組み込む、米国特許第6,562,906号明細書に記載されたバイモダル・エチレン/カルボン酸ポリマーも含まれる。このようなポリマーは、エチレン/α,βエチレン的不飽和C3−8カルボン酸高共重合体、特にエチレン(メタ)アクリル酸共重合体及びエチレン、アルキル(メタ)アクリレート、(メタ)アクリル酸ターポリマーを有し、これは、エチレン/α,βエチレン的不飽和C3−8カルボン酸高共重合体、特に約2,000ないし約30,000の分子量を有するエチレン/(メタ)アクリル酸共重合体と溶融ブレンドされる約80,000ないし約500,000の分子量を有する。
【0081】
成分Bは、好ましくは上述の重量範囲において成分A内のものよりも低いアニオン官能基の重量%を有する、任意のモノマー、オリゴナー又はポリマーとすることができ、最も好ましくは、このような官能基を含まない。成分Bとして使用するための材料の例は、スチレン・ブタジエン・スチレン(SBS)、スチレン・エチレン・ブチレン・スチレン(SEBS)及びスチレン・エチレン/プロピレン・スチレン(SEPS)を含むスチレンブロック共重合体のようなブロック共重合体を含む。また、ブロックポリマーが芳香ビニル化合物を有する第1のポリマーブロックと、共役ジエン化合物を有する第2のポリマーブロックと、ブロック共重合体において位置するヒドロキシ基又はその水素化生成物とを組み込んだようなものを含む官能化スチレンブロック共重合体も含まれる。商業的な例は、倉敷市の倉レにより市販されているSEPTON、カムホ・ペトロケミカル社(kumho Petrochemical Co., Ltd) によるTOPRENE及びクラトン・ポリマーズ社(Kraton Polymers) により市販されているKRATONである。
【0082】
成分Cは成分Aの酸性官能基を中和できる塩基であり、金属陽イオンを有する塩基である。このような金属は周期表のグループIA、IB、IIA、IIB、IIIA、IIIB、IVA、IVB、VA、VB、VIA、VIB、VIIA及びVIIBからのものである。このような金属の例はリチウム、ナトリウム、マグネシウム、アルミニウム、カリウム、カルシウム、マンガン、タングステン、チタン、鉄、コバルト、ニッケル、ハフニウム、銅、亜鉛、バリウム、ジルコニウム及び錫を含む。成分Cの源として使用するための適当な金属化合物は、たとえば、金属塩、好ましくは金属水酸化物、金属酸化物、金属炭酸塩又は金属酢酸塩である。
【0083】
組成は好ましくは、分散混合機構、分布混合機構又はこれらの組み合わせのいずれかを使用して上述の材料を互いに完全に混合することにより準備される。このような混合方法はポリマーブレンドの製造において周知である。この混合の結果、成分Aのアニオン官能基は混合物全体を通して均一に分散される。一層好ましくは、成分A、Bは、2つの成分の溶融混合物を生じさせるように、上述の予備混合を伴うか又は伴わずに、成分C無しで一緒に溶融混合される。次いで、成分Cは成分A、Bのブレンド内に別個に混合される。この混合物は反応生成物を生じさせるように溶融混合される。この2段階の混合は、たとえば、多重送りシステムと共に適正なバレル長さ及びスクリュー形状を使用する押出しプロセスのような単一のプロセスにおいて遂行することができる。
【0084】
構造部材として使用することのできる別の好ましい材料は、その全体の内容を参照としてここに組み込む、米国特許第3,492,245号及び同第3、804,803号各明細書に記載されたような有機金属触媒の存在の下での1又はそれ以上のシクロアルケンのリング開口メタセシス重合により準備できるポリアルケナマーである。適当なポリアルケナマーゴムの例はポリブテナマーゴム、ポリペンテナマーゴム、ポリヘクセナマーゴム、ポリヘプテナマーゴム、ポリオクテナマーゴム、ポリノネナマーゴム、ポリデセナマーゴム、ポリアンデセナマーゴム、ポリドデセナマーゴム、ポリトリデセナマーゴムである。ポリアルケナマーゴムに関する更なる詳細については、参照としてここに組み込む、1974年のゴム化学及び科学(Rubber Chem. & Tech.)第47巻、511−596頁を参照されたい。ポリオクテナマーゴムはその配給者であるニュージャージー州サマーセットのクリーノバ社(Creanova Inc.)を通してドイツ国マール(Marl)のHuls AGから商業的に入手でき、商品名VESTENAMER(登録商標名)の下に販売されている。2つの等級のVESTENAMER(登録商標名)トランス・ポリオクテナマーは商業的に入手可能である:VESTENAMER8012はほぼ54℃の融点を有するほぼ80%のトランス含量(及び20%のシス含量)を有する材料を指定し;VESTENAMER6213はほぼ30℃の融点を有するほぼ60%のトランス含量(40%のシス含量)を有する材料を指定する。これらのポリマーの双方はリング内の8炭素原子毎に二重結合を有する。
【0085】
ポリアルケナマーゴムは好ましくは、トランス形状においてその二重結合の約50ないし約99%、好ましくは約60ないし約99%、一層好ましくは約65ないし約99%、一層好ましくは約70ないし約90%を含有する。ポリアルケナマーの好ましい形はほぼ80%のトランス含量を有するが、ポリアルケナマーのシス/トランス異性形の他の比率を有する化合物も、組成を作るのに使用するための利用できる生成物をブレンドすることにより、得ることができる。
【0086】
ポリアルケナマーゴムは約10,000ないし約300,000、好ましくは約20,000ないし約250、000、一層好ましくは約30,000ないし約200,000、更に一層好ましくは約50,000ないし約150,000の(GPCにより測定したような)分子量を有する。ポリアルケナマーゴムは約5ないし約70%、好ましくは約6ないし約50%、一層好ましくは約6.5ないし約50%、更に一層好ましくは約7ないし約45%の(DSC二次融解により測定したような)結晶化度を有する。最も好ましいポリアルケナマーゴムはポリオクテナマーである。
【0087】
構造部材として使用するための1つの大いに好ましいポリマー組成は他のポリマーとのポリアルケナマーゴムのブレンドであり、特に好ましいブレンドはポリアルケナマー及びポリアミドのブレンドである。ポリアルケナマーゴムブレンドの一層完全な記述は、双方の全体の内容を参照としてここに組み込む、米国特許第7,528,196号明細書及び2009年3月31日に出願された係属中の米国特許出願番号第12/415,522号明細書に記載されている。
【0088】
開示した実施の形態の原理を適用できる多くの可能な実施の形態に鑑み、図示の実施の形態は単なる好ましい例であり、本発明の要旨の限定ととるべきではないことを認識すべきである。むしろ、本発明の要旨は特許請求の範囲により定義される。
【符号の説明】
【0089】
100 靴
110、210、230、250、280、310、340、350 靴底部材
130、200、214、220、252、260、314、330、342、350 構造部材
140、212、238、282、312 モールド成形材料
160、202、216、222、254、274、320 踵部分
170、218、224、256、272、318、332 前足部分
226、262、322 開口
232 収容部
258 屈曲領域
264、324、344 切除部分
270、316 跨ぎ部分
284 第2のモールド成形材料
290、294 ゲート
352 上方に延びる部分
【特許請求の範囲】
【請求項1】
ゴルフシューズにおいて、
靴底部材であって、モールド成形材料、構造部材及び上記靴底部材の底部に設けられ、滑り止め部材を収容するようにそれぞれ形状づけられた複数の収容部と一体的に形成されたような靴底部材を有し、
上記構造部材が上記靴底部材の長さの少なくとも一部に沿って延び、いずれか収容部とも垂直に重ならないように形状づけられる;
ことを特徴とするゴルフシューズ。
【請求項2】
上記構造部材が炭素繊維を有することを特徴とする請求項1に記載のゴルフシューズ。
【請求項3】
上記構造部材がポリアミドエラストマーを有することを特徴とする請求項1に記載のゴルフシューズ。
【請求項4】
上記構造部材がそこを通って延びる複数の開口を有し、上記開口の各々が少なくとも1つの上記収容部と整合することを特徴とする請求項1に記載のゴルフシューズ。
【請求項5】
上記構造部材が複数の切除部分を有し、同切除部分の各々が少なくとも1つの上記収容部に隣接するが同収容部を覆わないことを特徴とする請求項1に記載のゴルフシューズ。
【請求項6】
上記構造部材がシューズの長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有し、上記1又はそれ以上の溝部分が、当該構造部材に対して、同1又はそれ以上の溝部分の領域においてその幅に沿った三次元断面プロフィールを有するようにさせることを特徴とする請求項1に記載のゴルフシューズ。
【請求項7】
上記ゴルフシューズが同シューズの長さの少なくとも一部に沿って長手方向に延びる少なくとも2つの溝部分を有することを特徴とする請求項6に記載のゴルフシューズ。
【請求項8】
上記構造部材がその横方向及び中間の縁部において上方に湾曲することを特徴とする請求項1に記載のゴルフシューズ。
【請求項9】
上記構造部材が少なくとも1つの上方に延びる部材を有し、同上方に延びる部材が上記シューズを着装した人間の足を少なくとも部分的に取り囲むように当該シューズの内靴底の上方で延びることを特徴とする請求項1に記載のゴルフシューズ。
【請求項10】
上記構造部材が上記靴底部材の長さを実質上延びることを特徴とする請求項1に記載のゴルフシューズ。
【請求項11】
上記構造部材が上記靴底部材の長さの75%よりも小さい距離だけ延びることを特徴とする請求項1に記載のゴルフシューズ。
【請求項12】
上記靴底部材の頂部分に固定された上部をさらに有することを特徴とする請求項1に記載のゴルフシューズ。
【請求項13】
上記構造部材の少なくとも一部が上記靴底部材の底部において露出することを特徴とする請求項1に記載のゴルフシューズ。
【請求項14】
上記構造部材の上記露出した部分が踵部分と前足部分との間を延びる跨ぎ部分であることを特徴とする請求項1に記載のゴルフシューズ。
【請求項15】
上記構造部材の厚さがその長さに沿って変化することを特徴とする請求項1に記載のゴルフシューズ。
【請求項16】
上記構造部材の厚さがその長さに沿って実質上一定であることを特徴とする請求項1に記載のゴルフシューズ。
【請求項17】
上記構造部材がその長さの少なくとも一部に沿って屈曲又は湾曲することを特徴とする請求項1に記載のゴルフシューズ。
【請求項18】
上記モールド成形材料が熱可塑性ポリウレタンであることを特徴とする請求項1に記載のゴルフシューズ。
【請求項19】
ゴルフシューズを製造する方法において、
構造部材を提供する工程と;
上記構造部材をモールド内に挿入する工程と;
モールド成形材料と上記構造部材とを有する単一で一体の靴底部材を形成するように当該構造部材の上又はまわりに上記モールド成形材料を射出する工程と;
上記モールドから上記靴底部材を取り出す工程と;
上記靴底部材を備えたゴルフシューズを構成する工程と;
を有することを特徴とする方法。
【請求項20】
モールド成形材料を射出する上記工程が、
中間の靴底部材を形成するように上記モールド内へ第1のモールド成形材料を射出する射出工程であって、上記第1のモールド成形材料が上記構造部材の底部の少なくとも一部を覆い、当該構造部材の頂表面を覆うようにする射出工程と;
上記モールドから上記中間の靴底部材を取り出す工程と;
上記中間の靴底部材を別のモールド内に挿入する工程と;
上記靴底部材を形成するように第2のモールド成形材料を上記モールド内に射出する工程と;
を有することを特徴とする請求項19に記載の方法。
【請求項21】
滑り止め部材を収容するようにそれぞれ形状づけられた複数の収容部を上記モールドの底部に位置決めする工程と;
上記構造部材の1又はそれ以上の開口が上記収容部の位置と垂直に整合するように、当該構造部材を上記モールド内で位置決めする工程と;
上記構造部材の上記開口を通して1又はそれ以上の拘束部材を延長させることにより、各収容部を上記モールド内の適所に保持する工程と;
をさらに有することを特徴とする請求項19に記載の方法。
【請求項22】
上記シューズの長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を備えるように上記構造部材を形成する形成工程であって、上記1又はそれ以上の溝部分が、当該構造部材に対して、当該1又はそれ以上の溝部分の領域においてその幅に沿った三次元断面形状を有するようにさせるような形成工程;
をさらに有することを特徴とする請求項19に記載の方法。
【請求項23】
上記構造部材を形成する上記形成工程が上記シューズの長さの少なくとも一部に沿って長手方向に延びる少なくとも2つの溝部分を形成する工程を有することを特徴とする請求項22に記載の方法。
【請求項24】
上記構造部材がその横方向及び中間の縁部で上方に湾曲するように、当該構造部材を形成する工程をさらに有することを特徴とする請求項19に記載の方法。
【請求項25】
上記シューズを着装した人間の足を少なくとも部分的に取り囲むように当該シューズの内靴底の上方で延びる少なくとも1つの上方に延びる部材を備えるように、上記構造部材を形成する工程をさらに有することを特徴とする請求項19に記載の方法。
【請求項26】
上記靴底部材の頂部分に上部を固定する工程をさらに有することを特徴とする請求項19に記載の方法。
【請求項27】
上記モールド内で上記構造部材を位置決めする上記工程は、当該構造部材の底部の少なくとも一部が上記モールド形成材料により覆われないように、当該モールド内で該構造部材を位置決めする工程を有することを特徴とする請求項19に記載の方法。
【請求項28】
上記モールド成形材料により覆われない上記構造部材の部分が踵部分と前足部分との間の跨ぎ部分であることを特徴とする請求項27に記載の方法。
【請求項29】
ゴルフシューズと一緒に使用するための靴底部材において、
上記靴底部材の長さの少なくとも一部に沿って延び、当該靴底部材に剛性を提供する構造部材と;
上記構造部材を少なくとも部分的に取り囲み、上記靴底部材の踵部分及び前足部分を形成するモールド成形材料と;
を有し、
上記構造部材が上記踵部分及び上記前足部分を一緒に結合するように当該踵部分と当該前足部分との間を延びる、
ことを特徴とする靴底部材。
【請求項30】
上記構造部材が炭素繊維を有することを特徴とする請求項29に記載の靴底部材。
【請求項31】
上記構造部材がポリアミドエラストマーを有することを特徴とする請求項29に記載の靴底部材。
【請求項32】
上記靴底部材の底部に位置し、滑り止め部材を受け入れるようにそれぞれ形状づけられた複数の収容部をさらに有し;
上記構造部材が、そこを通って延び、少なくとも1つの収容部とそれぞれ垂直に整合する複数の開口を有することを特徴とする請求項29に記載の靴底部材。
【請求項33】
上記構造部材が、それぞれ少なくとも1つの収容部に隣接するが、同収容部とは垂直方向で重ならない複数の切除部分を有することを特徴とする請求項29に記載の靴底部材。
【請求項34】
上記構造部材が上記シューズの長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有し、上記1又はそれ以上の溝部分が、当該構造部材に対して、当該1又はそれ以上の溝部分の領域においてその幅に沿った三次元断面形状を有するようにさせることを特徴とする請求項29に記載の靴底部材。
【請求項35】
上記構造部材がその横方向及び中間の縁部で上方に湾曲することを特徴とする請求項29に記載の靴底部材。
【請求項36】
上記構造部材が少なくとも1つの上方に延びる部材を有し、同上方に延びる部材が上記モールド成形材料の上表面の上方で延びることを特徴とする請求項29に記載の靴底部材。
【請求項37】
上記構造部材が上記靴底部材の長さを実質上延びることを特徴とする請求項29に記載の靴底部材。
【請求項38】
上記構造部材が上記靴底部材の長さの75%よりも小さい距離だけ延びることを特徴とする請求項29に記載の靴底部材。
【請求項39】
上記構造部材の少なくとも一部が上記靴底部材の底部で露出することを特徴とする請求項29に記載の靴底部材。
【請求項40】
上記構造部材の厚さがその長さに沿って変化することを特徴とする請求項29に記載の靴底部材。
【請求項41】
上記構造部材の厚さがその長さに沿って実質上一定であることを特徴とする請求項29に記載の靴底部材。
【請求項42】
上記構造部材がその長さの少なくとも一部に沿って屈曲又は湾曲することを特徴とする請求項29に記載の靴底部材。
【請求項43】
上記モールド成形材料が熱可塑性ポリウレタンであることを特徴とする請求項29に記載の靴底部材。
【請求項1】
ゴルフシューズにおいて、
靴底部材であって、モールド成形材料、構造部材及び上記靴底部材の底部に設けられ、滑り止め部材を収容するようにそれぞれ形状づけられた複数の収容部と一体的に形成されたような靴底部材を有し、
上記構造部材が上記靴底部材の長さの少なくとも一部に沿って延び、いずれか収容部とも垂直に重ならないように形状づけられる;
ことを特徴とするゴルフシューズ。
【請求項2】
上記構造部材が炭素繊維を有することを特徴とする請求項1に記載のゴルフシューズ。
【請求項3】
上記構造部材がポリアミドエラストマーを有することを特徴とする請求項1に記載のゴルフシューズ。
【請求項4】
上記構造部材がそこを通って延びる複数の開口を有し、上記開口の各々が少なくとも1つの上記収容部と整合することを特徴とする請求項1に記載のゴルフシューズ。
【請求項5】
上記構造部材が複数の切除部分を有し、同切除部分の各々が少なくとも1つの上記収容部に隣接するが同収容部を覆わないことを特徴とする請求項1に記載のゴルフシューズ。
【請求項6】
上記構造部材がシューズの長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有し、上記1又はそれ以上の溝部分が、当該構造部材に対して、同1又はそれ以上の溝部分の領域においてその幅に沿った三次元断面プロフィールを有するようにさせることを特徴とする請求項1に記載のゴルフシューズ。
【請求項7】
上記ゴルフシューズが同シューズの長さの少なくとも一部に沿って長手方向に延びる少なくとも2つの溝部分を有することを特徴とする請求項6に記載のゴルフシューズ。
【請求項8】
上記構造部材がその横方向及び中間の縁部において上方に湾曲することを特徴とする請求項1に記載のゴルフシューズ。
【請求項9】
上記構造部材が少なくとも1つの上方に延びる部材を有し、同上方に延びる部材が上記シューズを着装した人間の足を少なくとも部分的に取り囲むように当該シューズの内靴底の上方で延びることを特徴とする請求項1に記載のゴルフシューズ。
【請求項10】
上記構造部材が上記靴底部材の長さを実質上延びることを特徴とする請求項1に記載のゴルフシューズ。
【請求項11】
上記構造部材が上記靴底部材の長さの75%よりも小さい距離だけ延びることを特徴とする請求項1に記載のゴルフシューズ。
【請求項12】
上記靴底部材の頂部分に固定された上部をさらに有することを特徴とする請求項1に記載のゴルフシューズ。
【請求項13】
上記構造部材の少なくとも一部が上記靴底部材の底部において露出することを特徴とする請求項1に記載のゴルフシューズ。
【請求項14】
上記構造部材の上記露出した部分が踵部分と前足部分との間を延びる跨ぎ部分であることを特徴とする請求項1に記載のゴルフシューズ。
【請求項15】
上記構造部材の厚さがその長さに沿って変化することを特徴とする請求項1に記載のゴルフシューズ。
【請求項16】
上記構造部材の厚さがその長さに沿って実質上一定であることを特徴とする請求項1に記載のゴルフシューズ。
【請求項17】
上記構造部材がその長さの少なくとも一部に沿って屈曲又は湾曲することを特徴とする請求項1に記載のゴルフシューズ。
【請求項18】
上記モールド成形材料が熱可塑性ポリウレタンであることを特徴とする請求項1に記載のゴルフシューズ。
【請求項19】
ゴルフシューズを製造する方法において、
構造部材を提供する工程と;
上記構造部材をモールド内に挿入する工程と;
モールド成形材料と上記構造部材とを有する単一で一体の靴底部材を形成するように当該構造部材の上又はまわりに上記モールド成形材料を射出する工程と;
上記モールドから上記靴底部材を取り出す工程と;
上記靴底部材を備えたゴルフシューズを構成する工程と;
を有することを特徴とする方法。
【請求項20】
モールド成形材料を射出する上記工程が、
中間の靴底部材を形成するように上記モールド内へ第1のモールド成形材料を射出する射出工程であって、上記第1のモールド成形材料が上記構造部材の底部の少なくとも一部を覆い、当該構造部材の頂表面を覆うようにする射出工程と;
上記モールドから上記中間の靴底部材を取り出す工程と;
上記中間の靴底部材を別のモールド内に挿入する工程と;
上記靴底部材を形成するように第2のモールド成形材料を上記モールド内に射出する工程と;
を有することを特徴とする請求項19に記載の方法。
【請求項21】
滑り止め部材を収容するようにそれぞれ形状づけられた複数の収容部を上記モールドの底部に位置決めする工程と;
上記構造部材の1又はそれ以上の開口が上記収容部の位置と垂直に整合するように、当該構造部材を上記モールド内で位置決めする工程と;
上記構造部材の上記開口を通して1又はそれ以上の拘束部材を延長させることにより、各収容部を上記モールド内の適所に保持する工程と;
をさらに有することを特徴とする請求項19に記載の方法。
【請求項22】
上記シューズの長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を備えるように上記構造部材を形成する形成工程であって、上記1又はそれ以上の溝部分が、当該構造部材に対して、当該1又はそれ以上の溝部分の領域においてその幅に沿った三次元断面形状を有するようにさせるような形成工程;
をさらに有することを特徴とする請求項19に記載の方法。
【請求項23】
上記構造部材を形成する上記形成工程が上記シューズの長さの少なくとも一部に沿って長手方向に延びる少なくとも2つの溝部分を形成する工程を有することを特徴とする請求項22に記載の方法。
【請求項24】
上記構造部材がその横方向及び中間の縁部で上方に湾曲するように、当該構造部材を形成する工程をさらに有することを特徴とする請求項19に記載の方法。
【請求項25】
上記シューズを着装した人間の足を少なくとも部分的に取り囲むように当該シューズの内靴底の上方で延びる少なくとも1つの上方に延びる部材を備えるように、上記構造部材を形成する工程をさらに有することを特徴とする請求項19に記載の方法。
【請求項26】
上記靴底部材の頂部分に上部を固定する工程をさらに有することを特徴とする請求項19に記載の方法。
【請求項27】
上記モールド内で上記構造部材を位置決めする上記工程は、当該構造部材の底部の少なくとも一部が上記モールド形成材料により覆われないように、当該モールド内で該構造部材を位置決めする工程を有することを特徴とする請求項19に記載の方法。
【請求項28】
上記モールド成形材料により覆われない上記構造部材の部分が踵部分と前足部分との間の跨ぎ部分であることを特徴とする請求項27に記載の方法。
【請求項29】
ゴルフシューズと一緒に使用するための靴底部材において、
上記靴底部材の長さの少なくとも一部に沿って延び、当該靴底部材に剛性を提供する構造部材と;
上記構造部材を少なくとも部分的に取り囲み、上記靴底部材の踵部分及び前足部分を形成するモールド成形材料と;
を有し、
上記構造部材が上記踵部分及び上記前足部分を一緒に結合するように当該踵部分と当該前足部分との間を延びる、
ことを特徴とする靴底部材。
【請求項30】
上記構造部材が炭素繊維を有することを特徴とする請求項29に記載の靴底部材。
【請求項31】
上記構造部材がポリアミドエラストマーを有することを特徴とする請求項29に記載の靴底部材。
【請求項32】
上記靴底部材の底部に位置し、滑り止め部材を受け入れるようにそれぞれ形状づけられた複数の収容部をさらに有し;
上記構造部材が、そこを通って延び、少なくとも1つの収容部とそれぞれ垂直に整合する複数の開口を有することを特徴とする請求項29に記載の靴底部材。
【請求項33】
上記構造部材が、それぞれ少なくとも1つの収容部に隣接するが、同収容部とは垂直方向で重ならない複数の切除部分を有することを特徴とする請求項29に記載の靴底部材。
【請求項34】
上記構造部材が上記シューズの長さの少なくとも一部に沿って長手方向に延びる1又はそれ以上の溝部分を有し、上記1又はそれ以上の溝部分が、当該構造部材に対して、当該1又はそれ以上の溝部分の領域においてその幅に沿った三次元断面形状を有するようにさせることを特徴とする請求項29に記載の靴底部材。
【請求項35】
上記構造部材がその横方向及び中間の縁部で上方に湾曲することを特徴とする請求項29に記載の靴底部材。
【請求項36】
上記構造部材が少なくとも1つの上方に延びる部材を有し、同上方に延びる部材が上記モールド成形材料の上表面の上方で延びることを特徴とする請求項29に記載の靴底部材。
【請求項37】
上記構造部材が上記靴底部材の長さを実質上延びることを特徴とする請求項29に記載の靴底部材。
【請求項38】
上記構造部材が上記靴底部材の長さの75%よりも小さい距離だけ延びることを特徴とする請求項29に記載の靴底部材。
【請求項39】
上記構造部材の少なくとも一部が上記靴底部材の底部で露出することを特徴とする請求項29に記載の靴底部材。
【請求項40】
上記構造部材の厚さがその長さに沿って変化することを特徴とする請求項29に記載の靴底部材。
【請求項41】
上記構造部材の厚さがその長さに沿って実質上一定であることを特徴とする請求項29に記載の靴底部材。
【請求項42】
上記構造部材がその長さの少なくとも一部に沿って屈曲又は湾曲することを特徴とする請求項29に記載の靴底部材。
【請求項43】
上記モールド成形材料が熱可塑性ポリウレタンであることを特徴とする請求項29に記載の靴底部材。
【図1】


【図2】
【図3】
【図4A】
【図4B】

【図4C】
【図4D】
【図4E】

【図4F】
【図5】

【図6】
【図7】
【図8A】
【図8B】
【図8C】

【図8D】

【図8E】
【図9】

【図10】
【図11A】
【図11B】

【図11C】
【図11D】

【図11E】
【図11F】
【図11G】
【図11H】
【図11I】
【図11J】

【図12A】
【図12B】
【図12C】

【図12D】

【図12E】
【図12F】
【図12G】
【図12H】
【図12I】
【図12J】
【図12K】
【図13A】
【図13B】

【図13C】
【図13D】

【図13E】

【図14】
【図15】
【図16】
【図17】
【図18A】
【図18B】

【図18C】

【図18D】

【図18E】
【図19A】
【図19B】

【図19C】
【図19D】
【図19E】

【図19F】
【図20A】
【図20B】
【図20C】
【図20D】
【図20E】
【図21A】
【図21B】

【図21C】

【図21D】

【図21E】
【図21F】

【図21G】

【図21H】

【図21I】
【図21J】
【図21K】
【図21L】
【図22】
【図23】
【図24】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図4F】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図8D】
【図8E】
【図9】
【図10】
【図11A】
【図11B】
【図11C】
【図11D】
【図11E】
【図11F】
【図11G】
【図11H】
【図11I】
【図11J】
【図12A】
【図12B】
【図12C】
【図12D】
【図12E】
【図12F】
【図12G】
【図12H】
【図12I】
【図12J】
【図12K】
【図13A】
【図13B】
【図13C】
【図13D】
【図13E】
【図14】
【図15】
【図16】
【図17】
【図18A】
【図18B】
【図18C】
【図18D】
【図18E】
【図19A】
【図19B】
【図19C】
【図19D】
【図19E】
【図19F】
【図20A】
【図20B】
【図20C】
【図20D】
【図20E】
【図21A】
【図21B】
【図21C】
【図21D】
【図21E】
【図21F】
【図21G】
【図21H】
【図21I】
【図21J】
【図21K】
【図21L】
【図22】
【図23】
【図24】
【公開番号】特開2011−131048(P2011−131048A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−272307(P2010−272307)
【出願日】平成22年12月7日(2010.12.7)
【出願人】(502330377)テイラー メイド ゴルフ カンパニー, インコーポレーテッド (15)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2010−272307(P2010−272307)
【出願日】平成22年12月7日(2010.12.7)
【出願人】(502330377)テイラー メイド ゴルフ カンパニー, インコーポレーテッド (15)
【Fターム(参考)】
[ Back to top ]