
サスペンションワイヤ

【課題】半田浸漬後の引張強さの減少および半田食われによる線径の減少が小さく且つ低コストに製造できるサスペンションワイヤを提供する。
【解決手段】Cu−Ni−Sn系合金の母線を多段式伸線機を用いて引抜き、バックテンションを加えて電気炉中を走行させ、さらに時効処理を行ってから、錫めっきを行う。
【効果】ベリリウム銅を用いていないため、環境や健康への悪影響がない。半田浸漬後の引張強さの減少および半田食われによる線径の減少が銅銀合金を用いたサスペンションワイヤよりも小さい。タングステンまたはレニウム−タングステンを用いたサスペンションワイヤよりも低コストに製造できる。
【解決手段】Cu−Ni−Sn系合金の母線を多段式伸線機を用いて引抜き、バックテンションを加えて電気炉中を走行させ、さらに時効処理を行ってから、錫めっきを行う。
【効果】ベリリウム銅を用いていないため、環境や健康への悪影響がない。半田浸漬後の引張強さの減少および半田食われによる線径の減少が銅銀合金を用いたサスペンションワイヤよりも小さい。タングステンまたはレニウム−タングステンを用いたサスペンションワイヤよりも低コストに製造できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、サスペンションワイヤに関し、さらに詳しくは、半田浸漬後の引張強さの減少および半田食われによる線径の減少が小さく且つ低コストに製造できるサスペンションワイヤに関する。
【背景技術】
【0002】
従来、ベリリウム銅を用いたサスペンションワイヤが使用されていた。しかし、ベリリウム銅は環境や健康への悪影響があるため、銅銀合金を用いたサスペンションワイヤが提案されている(例えば、特許文献1参照。)。また、タングステンまたはレニウム−タングステンを用いたサスペンションワイヤが提案されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−168229号公報
【特許文献2】特開2007−234711号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の銅銀合金を用いたサスペンションワイヤでは、半田浸漬後の引張強さの減少および半田食われによる線径の減少が大きい問題点がある。
また、上記従来のタングステンまたはレニウム−タングステンを用いたサスペンションワイヤは高コストになる問題点がある。
そこで、本発明の目的は、半田浸漬後の引張強さの減少および半田食われによる線径の減少が小さく且つ低コストに製造できるサスペンションワイヤを提供することにある。
【課題を解決するための手段】
【0005】
第1の観点では、本発明は、Cu−Ni−Sn系合金からなることを特徴とするサスペンションワイヤを提供する。
上記第1の観点によるサスペンションワイヤでは、ベリリウム銅を用いていないため、環境や健康への悪影響がない。また、半田浸漬後の引張強さの減少および半田食われによる線径の減少が銅銀合金を用いたサスペンションワイヤよりも小さい。さらに、タングステンまたはレニウム−タングステンを用いたサスペンションワイヤよりも低コストに製造できる(原材料費がタングステンの約1/2.5、レニウム−タングステンの約1/7で済む)。
【発明の効果】
【0006】
本発明のサスペンションワイヤ(100)によれば、出力安定性を向上することが出来る。
【図面の簡単な説明】
【0007】
【図1】実施例1に係るサスペンションワイヤ1を示す斜視図である。
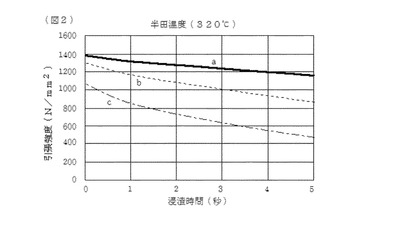
【図2】320℃の半田に浸漬した時間と引張強さの特性を示すグラフである。
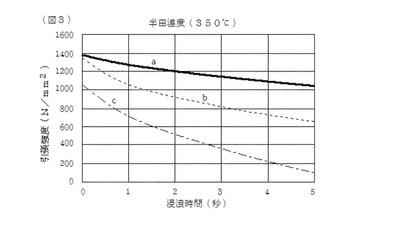
【図3】350℃の半田に浸漬した時間と引張強さの特性を示すグラフである。
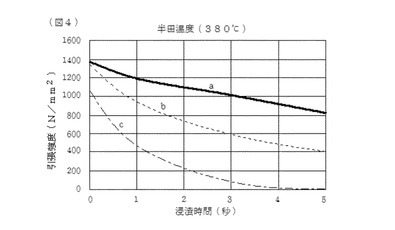
【図4】380℃の半田に浸漬した時間と引張強さの特性を示すグラフである。
【図5】320℃の半田に浸漬した時間と線径の特性を示すグラフである。
【図6】350℃の半田に浸漬した時間と線径の特性を示すグラフである。
【図7】380℃の半田に浸漬した時間と線径の特性を示すグラフである。
【発明を実施するための形態】
【0008】
以下、図に示す実施の形態により本発明をさらに詳細に説明する。なお、これにより本発明が限定されるものではない。
【実施例】
【0009】
−実施例1−
A.伸線工程
Cu−Ni−Sn系合金(商品名タフメット3:ブラッシュウェルマン社)の直径0.3mmの母線を、多段式伸線機を用いて、0.100mmまで伸線加工を行った。1ダイスあたりの断面積減少率は16%で、引抜速度は400m/minである。このときの真直度は曲率半径10cm〜30cm程度である。
【0010】
B.テンションアニール工程
伸線工程後の線材にバックテンション50g〜100gを加えて、炉温度475℃,炉長3m,不活性雰囲気の電気炉中を線速10m/minで走行させた。この工程後の真直度は0.07以下(試料長さ40mmの時のそり高さ)である。引張強度は1400N/平方mmであった。
【0011】
C.時効処理工程
テンションアニール工程後の線材を、炉温400℃,炉長3m,不活性雰囲気の電気炉中を線速10m/minで通過させた。さらに、200℃の低温で3時間の時効処理を行った。この工程後の引張強度は2%向上していた。この引張強度の向上は合金成分のスピノーダル分解に起因するものである。また、ねじれが減少していた。
【0012】
D:錫めっき工程
半田付け性を向上させるため、錫めっきを行った。
【0013】
図1は、製造されたサスペンションワイヤ1の斜視図である。
このサスペンションワイヤ1は、Ni:14.5〜15.5重量部、Sn:7.5〜8.5重量部、Pb:0.02重量部以下、Cu:残重量部のCu−Ni−Sn系合金からなり、引張強度1380N/平方mm,仕上外径0.101mmである。
【0014】
図2は、サスペンションワイヤを320℃の半田(商品名エコソルダーM20:千住金属社)に浸漬した時間と引張強さの減少を示すグラフである。
aは、Cu−Ni−Sn系合金からなるサスペンションワイヤである。bは、ベリリウム銅からなるサスペンションワイヤである。cは、りん青銅からなるサスペンションワイヤである。いずれも表面に錫めっきを施している。
【0015】
図3は、サスペンションワイヤを350℃の半田に浸漬した時間と引張強さの減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0016】
図4は、サスペンションワイヤを380℃の半田に浸漬した時間と引張強さの減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0017】
本発明のサスペンションワイヤは、半田浸漬後の引張強さの減少が比較的小さい。
【0018】
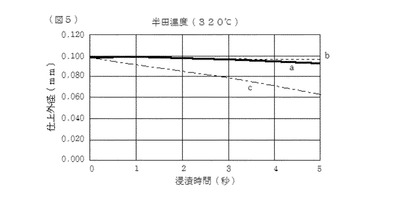
図5は、サスペンションワイヤを320℃の半田に浸漬した時間と仕上外径の減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0019】
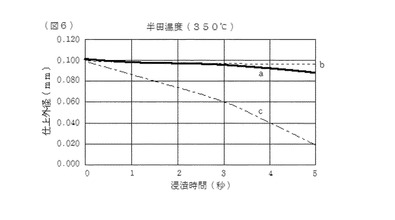
図6は、サスペンションワイヤを350℃の半田に浸漬した時間と仕上外径の減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0020】
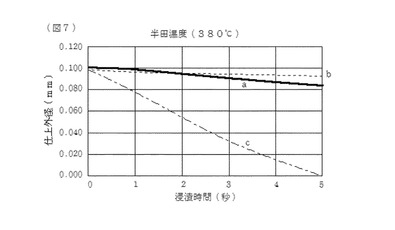
図7は、サスペンションワイヤを380℃の半田に浸漬した時間と仕上外径の減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0021】
本発明のサスペンションワイヤは、半田浸漬後の仕上外径の減少が比較的小さい。
【産業上の利用可能性】
【0022】
本発明のサスペンションワイヤは、光ピックアップやカメラレンズのモジュールなどに利用することが出来る。
【符号の説明】
【0023】
1 サスペンションワイヤ
【技術分野】
【0001】
本発明は、サスペンションワイヤに関し、さらに詳しくは、半田浸漬後の引張強さの減少および半田食われによる線径の減少が小さく且つ低コストに製造できるサスペンションワイヤに関する。
【背景技術】
【0002】
従来、ベリリウム銅を用いたサスペンションワイヤが使用されていた。しかし、ベリリウム銅は環境や健康への悪影響があるため、銅銀合金を用いたサスペンションワイヤが提案されている(例えば、特許文献1参照。)。また、タングステンまたはレニウム−タングステンを用いたサスペンションワイヤが提案されている(例えば、特許文献2参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−168229号公報
【特許文献2】特開2007−234711号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の銅銀合金を用いたサスペンションワイヤでは、半田浸漬後の引張強さの減少および半田食われによる線径の減少が大きい問題点がある。
また、上記従来のタングステンまたはレニウム−タングステンを用いたサスペンションワイヤは高コストになる問題点がある。
そこで、本発明の目的は、半田浸漬後の引張強さの減少および半田食われによる線径の減少が小さく且つ低コストに製造できるサスペンションワイヤを提供することにある。
【課題を解決するための手段】
【0005】
第1の観点では、本発明は、Cu−Ni−Sn系合金からなることを特徴とするサスペンションワイヤを提供する。
上記第1の観点によるサスペンションワイヤでは、ベリリウム銅を用いていないため、環境や健康への悪影響がない。また、半田浸漬後の引張強さの減少および半田食われによる線径の減少が銅銀合金を用いたサスペンションワイヤよりも小さい。さらに、タングステンまたはレニウム−タングステンを用いたサスペンションワイヤよりも低コストに製造できる(原材料費がタングステンの約1/2.5、レニウム−タングステンの約1/7で済む)。
【発明の効果】
【0006】
本発明のサスペンションワイヤ(100)によれば、出力安定性を向上することが出来る。
【図面の簡単な説明】
【0007】
【図1】実施例1に係るサスペンションワイヤ1を示す斜視図である。
【図2】320℃の半田に浸漬した時間と引張強さの特性を示すグラフである。
【図3】350℃の半田に浸漬した時間と引張強さの特性を示すグラフである。
【図4】380℃の半田に浸漬した時間と引張強さの特性を示すグラフである。
【図5】320℃の半田に浸漬した時間と線径の特性を示すグラフである。
【図6】350℃の半田に浸漬した時間と線径の特性を示すグラフである。
【図7】380℃の半田に浸漬した時間と線径の特性を示すグラフである。
【発明を実施するための形態】
【0008】
以下、図に示す実施の形態により本発明をさらに詳細に説明する。なお、これにより本発明が限定されるものではない。
【実施例】
【0009】
−実施例1−
A.伸線工程
Cu−Ni−Sn系合金(商品名タフメット3:ブラッシュウェルマン社)の直径0.3mmの母線を、多段式伸線機を用いて、0.100mmまで伸線加工を行った。1ダイスあたりの断面積減少率は16%で、引抜速度は400m/minである。このときの真直度は曲率半径10cm〜30cm程度である。
【0010】
B.テンションアニール工程
伸線工程後の線材にバックテンション50g〜100gを加えて、炉温度475℃,炉長3m,不活性雰囲気の電気炉中を線速10m/minで走行させた。この工程後の真直度は0.07以下(試料長さ40mmの時のそり高さ)である。引張強度は1400N/平方mmであった。
【0011】
C.時効処理工程
テンションアニール工程後の線材を、炉温400℃,炉長3m,不活性雰囲気の電気炉中を線速10m/minで通過させた。さらに、200℃の低温で3時間の時効処理を行った。この工程後の引張強度は2%向上していた。この引張強度の向上は合金成分のスピノーダル分解に起因するものである。また、ねじれが減少していた。
【0012】
D:錫めっき工程
半田付け性を向上させるため、錫めっきを行った。
【0013】
図1は、製造されたサスペンションワイヤ1の斜視図である。
このサスペンションワイヤ1は、Ni:14.5〜15.5重量部、Sn:7.5〜8.5重量部、Pb:0.02重量部以下、Cu:残重量部のCu−Ni−Sn系合金からなり、引張強度1380N/平方mm,仕上外径0.101mmである。
【0014】
図2は、サスペンションワイヤを320℃の半田(商品名エコソルダーM20:千住金属社)に浸漬した時間と引張強さの減少を示すグラフである。
aは、Cu−Ni−Sn系合金からなるサスペンションワイヤである。bは、ベリリウム銅からなるサスペンションワイヤである。cは、りん青銅からなるサスペンションワイヤである。いずれも表面に錫めっきを施している。
【0015】
図3は、サスペンションワイヤを350℃の半田に浸漬した時間と引張強さの減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0016】
図4は、サスペンションワイヤを380℃の半田に浸漬した時間と引張強さの減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0017】
本発明のサスペンションワイヤは、半田浸漬後の引張強さの減少が比較的小さい。
【0018】
図5は、サスペンションワイヤを320℃の半田に浸漬した時間と仕上外径の減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0019】
図6は、サスペンションワイヤを350℃の半田に浸漬した時間と仕上外径の減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0020】
図7は、サスペンションワイヤを380℃の半田に浸漬した時間と仕上外径の減少を示すグラフである。
aはCu−Ni−Sn系合金からなるサスペンションワイヤ、bはベリリウム銅からなるサスペンションワイヤ、cはりん青銅からなるサスペンションワイヤであり、いずれも表面に錫めっきを施している。
【0021】
本発明のサスペンションワイヤは、半田浸漬後の仕上外径の減少が比較的小さい。
【産業上の利用可能性】
【0022】
本発明のサスペンションワイヤは、光ピックアップやカメラレンズのモジュールなどに利用することが出来る。
【符号の説明】
【0023】
1 サスペンションワイヤ
【特許請求の範囲】
【請求項1】
Cu−Ni−Sn系合金からなることを特徴とするサスペンションワイヤ。
【請求項1】
Cu−Ni−Sn系合金からなることを特徴とするサスペンションワイヤ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−219840(P2011−219840A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−93019(P2010−93019)
【出願日】平成22年4月14日(2010.4.14)
【出願人】(000003414)東京特殊電線株式会社 (173)
【Fターム(参考)】
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月14日(2010.4.14)
【出願人】(000003414)東京特殊電線株式会社 (173)
【Fターム(参考)】
[ Back to top ]