
サーボプレスおよびサーボプレスの制御方法
【課題】加工対象の負荷の大きさに適した駆動系でプレス機械を駆動することで、省エネルギー化を図った低コストのサーボプレスを提供する。
【解決手段】スライドの駆動軸に連結してスライドを昇降動作する第1サーボモータと、フライホイールを駆動する第2サーボモータと、前記第2サーボモータと前記スライドの駆動軸とを連結・開放するクラッチと、前記第1サーボモータと第2サーボモータの回転を制御すると共に、前記クラッチの連結・開放を制御するプレスコントローラを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記第1サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記第1サーボモータと第2サーボモータとの駆動により前記スライドを昇降動作させることを特徴とする。
【解決手段】スライドの駆動軸に連結してスライドを昇降動作する第1サーボモータと、フライホイールを駆動する第2サーボモータと、前記第2サーボモータと前記スライドの駆動軸とを連結・開放するクラッチと、前記第1サーボモータと第2サーボモータの回転を制御すると共に、前記クラッチの連結・開放を制御するプレスコントローラを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記第1サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記第1サーボモータと第2サーボモータとの駆動により前記スライドを昇降動作させることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、小形化とコスト低減を図った、サーボプレスおよびサーボプレスの制御方法に関する。
【背景技術】
【0002】
従来のサーボプレスは、サーボモータがプレス加工で必要とする大きなエネルギーを発生しなければならず、そのためにサーボモータ用インバータと同容量のコンバータを用いた場合、一次側電源の設備容量が大きくなる問題がある。このため、エネルギー蓄積用のコンデンサを設けて、一次電力のピークカットを行うことで電源設備容量を抑えている。しかしながら、プレス加圧能力の増加に伴いサーボモータも大型化されるため、プレスのスライドが起動・停止、或いはモーションを指定するモーションデータにより加速・減速する際に、サーボモータ自身の大きな回転イナーシャと機械駆動部のイナーシャの合計イナーシャを制御するために大きなエネルギーが必要となる。このエネルギーの出し入れのためにコンデンサの容量を大型化して吸収していた。
【0003】
サーボプレスの従来技術として、サーボプレスの加工時の電源電流の変動を少なくできるエネルギー蓄積装置及びプレス機械が、特許文献1に開示されている。通常のサーボプレスはプレス加工時にモータへ大きな駆動電流が必要とされるために電源電流の変動が大きくなる問題に対し、コンデンサやフライホイールからなるエネルギー蓄積部を設けて、この電源電流の変動を抑制するための技術である。
【0004】
特許文献1は、電源電流の変動の抑制により、電源設備容量も抑えられるという利点が有るが、大容量モータを必要とすることに変りは無く、サーボプレスのコストが高いという問題は解決されない。
【0005】
また、プレス加工に適した最適加工速度とエネルギーを確保できるプレス機械が、特許文献2に開示されている。特許文献2の技術は、サーボプレスにおいてサーボモータが大型化する問題に対し、フライホイールを有する機械プレスにサーボモータを追加し、各々を切り替えて使用している。プレス加工時はフライホイールの回転エネルギーを用い、プレス加工前後のスライド昇降運動は、サーボモータで行う切替機能を有し、サーボモータの小型化が図れる利点が有る。しかし、単に機械プレスにサーボモータを追加して相互を単独で動かすように構成したものであり、フライホイールは従来と同じ大きさのものが必要となって、電源設備等でその分コストが高いという問題は解決されない。
【0006】
また、特許文献3には、複数のモータと、エネルギーを蓄積するフライホイールと、前記フライホイールと前記複数のモータがそれぞれ異なる回転体に接続された差動機構と、前記回転体のうちの1つが回転することにより昇降するスライドを備え、前記複数のモータのうち、少なくとも1つを発電させ、少なくとも他の1つを駆動するようにしたプレス機械が開示されている。
【0007】
具体的には2個のモータを備え、高速区間では、一方のモータでクランク軸を制御すると共に他方のモータでフライホイールを加速し、減速区間では、一方のモータで回生を行いながら、フライホイールにエネルギーを蓄積し、プレス区間では、一方のモータを駆動すると共に他方のモータで減速することで、差動機構の原理でフライホイールから一方のモータにエネルギーが供給され、クランク軸には一方のモータのトルクとフライホイールのトルクが加わって大きなトルクを発生させることができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−230998号公報
【特許文献2】特開2004−114119号公報
【特許文献3】特開2008−307591号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
一般的に、プレス加工は専用金型のみで作業するケースより、1台のプレスに対して複数の金型を入替ながら作業するケースが多く、使用する金型や材料により負荷(トルクとエネルギー)は大きく変動する。
【0010】
従来のサーボプレスは、サーボモータのトルクでプレス加工に必要な大きな加圧能力を発生させるため、サーボモータ自体が大きくなる。この結果、ロータの慣性も大きくなり、プレスの起動停止を行う際に大きなエネルギーを必要としてしまう。前記した先行技術文献に示される技術でも、プレス加工対象の負荷が最も大きい時に合わせて、モータとフライホイールの能力を決めているので、プレスの起動停止を行う際に大きなエネルギーを必要としている。また、複数のモータを差動機構で接続して駆動するプレス機械では、駆動系の慣性が大きくなるため、プレスの起動停止を行う際に大きなエネルギーを必要としている。
【0011】
もし、プレス加工対象の負荷が小さい時サーボモータを小さくできれば、ロータの慣性も小さくでき、上記のようにプレスの起動停止を行う際に大きなエネルギーを必要としなくても良い。
【0012】
本発明は、上記の点にかんがみ、加工対象の負荷の大きさに適した駆動系でプレス機械を駆動することで、省エネルギー化を図った低コストのサーボプレスを提供するものである。
【課題を解決するための手段】
【0013】
本発明は、上記課題を解決するため、スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチと、
前記サーボモータとフライホイールモータの回転と前記クラッチの連結・開放を制御するプレスコントローラを備え、
前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とする。
【0014】
また、上記に記載のサーボプレスにおいて、さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とする。
【0015】
また、上記に記載のサーボプレスにおいて、さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とする。
【0016】
本発明は、上記課題を解決するため、スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチを備え、
前記各部を制御するプレスコントローラによりプレスを行うサーボプレスの制御方法において、
前記プレスコントローラにより、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とする。
【0017】
また、上記に記載のサーボプレスの制御方法において、プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、前記一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とする。
【0018】
また、上記に記載のサーボプレスの制御方法において、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とする。
【0019】
本発明は、スライドの駆動用サーボモータ(以下、SMという)とは別に、従来の機械プレスが持つフライホイールのイナーシャと比較して小さいイナーシャを持つフライホイールモータ(以下、FMという)と、このFMがスライド駆動軸と連結・開放が可能なクラッチを設けることで、加工対象の負荷状況に応じて最適な省エネルギー化が実現できる低コストのサーボプレスを提供する。
【0020】
プレス加工対象の負荷が小さい時にはFMのクラッチを開放してSMのみでプレスを駆動し、SMが力行運転時にFMは回生制動を行い、SMが回生制動時にFMは力行運転を行うことで、FMはSMの駆動に必要なエネルギーの逐電機能を待たせることができる。また、プレス加工対象の負荷が大きい時にはFMのクラッチを連結して、SMと同じ回転速度でFMを回すことにより、SMのトルクとFMのトルク、そして、FMのイナーシャによる回転エネルギーを利用して加工することができる。
【0021】
また、プレス加工負荷の大小に応じて運転動作モードを切替えることで、SMとフライホイールの小型化が可能で、且つ、SMやFMが持つモータトルクとFMのフライホイールのイナーシャによる回転エネルギを上手く利用することで、一次側電源の負担を低減することができる。また、SM大型化に伴う機械的損失や電気的損失も低減することができるため、省エネルギーで低コストのサーボプレスを提供することが可能となる。
【発明の効果】
【0022】
本発明によれば、サーボプレスの加工対象の負荷が変わったとき、その大きさに適した駆動系に切換えて駆動すると共に、複数駆動系の起動停止時の相互のエネルギーの授受を効率よく行えるので、サーボプレスの省エネルギーと低コストを図ることができる。
【図面の簡単な説明】
【0023】
【図1】本発明実施例のサーボプレスの正面から見た断面図である。
【図2】同じく図1のA−A線に沿う横断面図である。
【図3】同じく制御システムの構成図である。
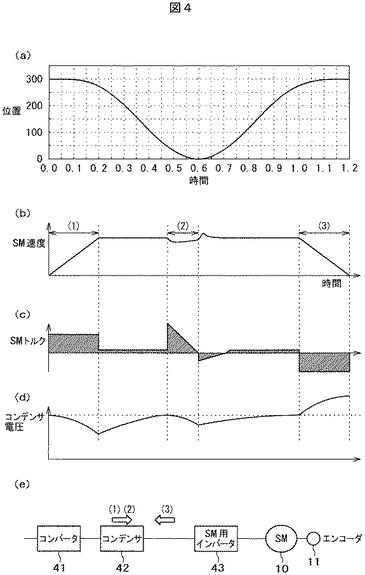
【図4】サーボプレスのエネルギー状態を説明するための参考図であり、(a)はプレスのスライド位置を表し、(b)はSMの回転速度、(c)はSMの発生トルク、(d)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(e)は制御ブロック上でエネルギーの流れを表す。
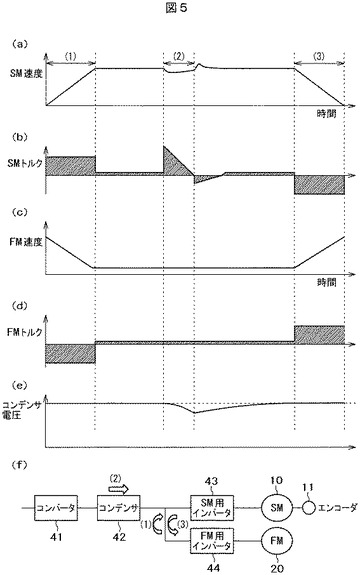
【図5】本発明実施例の小負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。
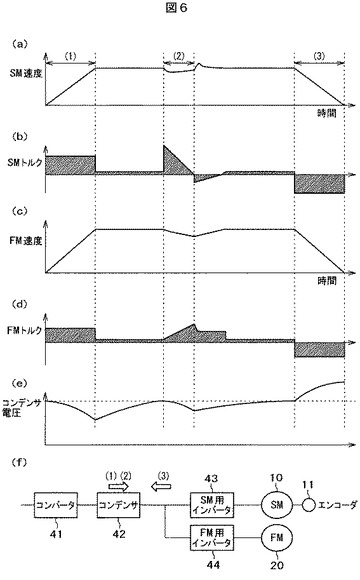
【図6】本発明実施例の大負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。
【発明を実施するための形態】
【0024】
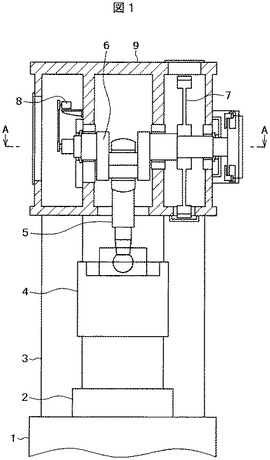
図1は、本発明実施例のサーボプレスの正面から見た断面図である。図1において、1はサーボプレスを支持するベッド、2はベッド上に設けられたボルスタ、3はベッド上に立設されたコラム、4は昇降動作するスライド、5はクランク軸6とスライド4を接続するコンロッド、7はクランク軸6を回転駆動するメインギア、8はクランク軸6の回転角度を検出するプレスエンコーダである。9は上記コラム3上に固定されたクラウンで、上記各部を収納・固定する。
【0025】
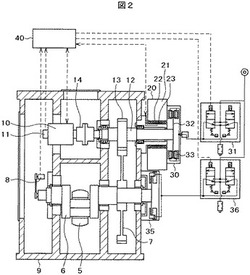
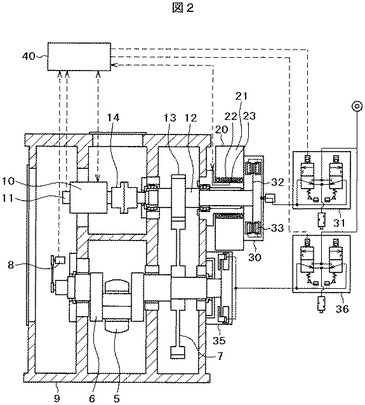
図2は図1のA−A線に沿う横断面図である。図2において、10はスライドの駆動軸に連結してスライドを昇降動作するサーボモータ(以下、SMと称す)、11はSM10の回転角度を検出するサーボエンコーダ、12はSM10で回転駆動される駆動軸で、スライド4の駆動軸となっている。13は駆動軸と共に回転するピニオンギアで、前記メインギア7に噛合って、メインギアを回転駆動する。14はSM10と駆動軸12を連結するカップリングである。
【0026】
20は、フライホイール本体21を回転駆動するフライホイールモータ(以下、FMと称す)で、内側に配置されたステータ23とその外側の配置されたロータ22で構成される。ロータ23はフライホイール21の内周側に固定されている。フライホイール本体21は、従来の機械プレスが持つイナーシャと比べて小さなイナーシャを持つ。
【0027】
30はFM20とスライド4の駆動軸12とを連結・開放するクラッチで、クラッチ電磁弁31によって連結・開放の動作が制御される。駆動軸12に固定された円盤32がクラッチ30内に配置され、この円盤32の両側を駆動部33で掴むことで、フライホイール21と円盤32が連結され、駆動部33で掴みを解除することで開放される。フライホイール21と円盤32が連結されると、フライホイール21と駆動軸12が連結され、同じ速度で回転駆動される。
【0028】
35はメインギア7の回転軸に接続されたブレーキ機構で、ブレーキ電磁弁36によって駆動され、メインギア7の回転軸に制動を与える。
【0029】
40はプレスコントローラで、破線で示す制御信号によってSM10とFM20の回転を制御すると共に、前記クラッチ30の連結・開放を制御し、さらにブレーキ機構35を制御する。プレスコントローラ40には、プレスエンコーダ8とサーボエンコーダ11から入力信号が入力される。
【0030】
SM10とピニオンギア13は、カップリング14で連結あるいは一体で構成され、プレスコントローラ40の指令によるSM10の回転力は、ピニオンギア13からメインギア7、クランク軸6の順番で伝達される。クランク軸6にはコンロッド5が回動自在に連結され、コンロッド5によってスライド4を上下に駆動させる。一方、プレスコントローラ40の指令によるFM20の回転力は、クラッチ30を介してピニオンギア13へ伝達される。クラッチ30へのエアー供給/遮断は、プレスコントローラ40の指令によって電磁弁31を作動させて行う。20FMはフライホイール本体21とロータ22,ステータ23,軸受けから構成される。
【0031】
プレス機械のクランク角度はクランク軸6に連動して設けられたプレスエンコーダ8によって検出されており、加工領域での送り装置の送り角度に対する各々のクランク角度はあらかじめプレスコントローラ40に設定されているものとする。
【0032】
プレス機械は、例えば上死点等の設定点よりスタートし、プレス加工対象の負荷が小さい時には、クラッチ30を開放してSM10のみでプレスを駆動し、SM10が力行運転時にFM20は回生制動を行い、逆にSM10が回生制動時にFM20は力行運転を行うことで、FM20にSM10を駆動させるために必要なエネルギーの逐電機能を待たせることができる。また、プレス加工対象の負荷が大きい時には、クラッチ30を連結してSM10とFM20を同一回転速度で回すことにより、SM10とFM20のトルク、および、FM20とライホイール本体21のイナーシャによる回転エネルギーを利用して加工することができる。
【0033】
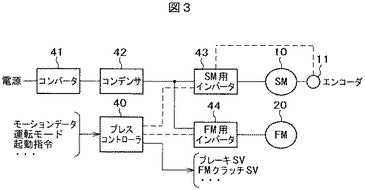
図3は、制御システムの構成図である。41は商用の交流電源を直流に変換するコンバータで、変換された直流エネルギーはコンデンサ42に充電される。43は直流を任意の周波数に変換してSM10を速度制御するSM用インバータ、44は直流を任意の周波数に変換してFM20を速度制御するFM用インバータである。更に、SM10はサーボエンコーダ11により、プレス駆動部のピ二オンギア13とメインギア7からなる減速機構や倍力機構を経由してスライド位置を間接的に読み取ることができるため、これにより速度制御や位置制御がなされる。
【0034】
プレスコントローラ40には、プレススライド4のモーションを指定するためのモーションデータ、プレスの負荷の大小に基いてFM20の要否を選択するための運転モード、スライド4を動かすための起動指令等が入力される。また、プレスコントローラ40からは、各モータの速度制御や位置制御を行うための指令、ブレーキ作動用電磁弁36、FM20用クラッチ電磁弁31等への指令が出力される。
【0035】
図4は、一般のサーボプレスのエネルギー状態を説明する参考図であり、(a)はプレスの移動状態を表すためのスライド位置を表し、(b)はSMの回転速度、(c)はSMの発生トルク、(d)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(e)は制御ブロック上でエネルギーの流れを表す。
【0036】
図4は、プレスの一行程運転でプレス加工した場合を示し、プレスのスライド4が上死点に停止した状態から起動し、下死点手前で加工域に入り、プレス加工後に再び上死点で停止する動きを想定している。SM10は(1)の起動後の加速域で、スライド4を動かし始めるが、SM10の起動時のトルクを発生させるのにコンデンサ42に蓄えられたエネルギーを使用するため、コンデンサ電圧は低下する。コンデンサ電圧の低下に伴い一次電源側からコンバータ41を通してコンデンサを充電するが、プレス起動時の加速エネルギーが大きいため、充電エネルギーより放電エネルギーが大きくなる。その結果、(1)の起動区間中は、コンデンサ電圧が低下してしまう。
【0037】
(2)の成形域は、プレス加工による負荷トルクが発生するため、加速域(1)と同様にコンデンサ42に蓄えられたエネルギーを使用する。(3)の減速域では、加工後にスライド4を停止しようとするが、SM10の減速に伴う回生エネルギーがSM用インバータ43を介してコンデンサ42を充電する方向に働くため、コンデンサ電圧が上昇する。
【0038】
次に、本発明実施例の小負荷時のプレス成形動作を説明する。図5は、本発明実施例の小負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。前提として、予め、操作者によってプレスコントローラ40に小負荷の運転モードが設定されており、プレスコントローラ40からの制御信号で、FM20のクラッチ30が開放状態となっている。
【0039】
図5は図4と同様にプレスの一行程運転でプレス加工した場合を示し、SM10の起動前に、FM20が定格状態で運転されているものとする。
【0040】
プレスコントローラ40の制御により、SM10は起動後の加速域(1)で回転を加速してスライド4を動かし始める。SM10の加速に合せてFM20は減速制御され、この減速により回生電力エネルギーを発生する。この回生電力エネルギーは、図5(f)に(1)で示されるように、FM用インバータ44からSM用インバータ43を通じてSM10に供給され、加速に必要なエネルギーとして利用される。この様子は、SM10の加速時のSMトルクが図5(b)にプラス方向で示され、回生エネルギーによるFM20のFMトルクが図5(d)にマイナス方向で示される。
【0041】
(2)の成形域では、クラッチ30が開放されているため、プレス加工による負荷トルクがSM10のみに発生し、図4と同様にコンデンサ42に蓄えられたエネルギーを使用する。この負荷トルクは小さいので、SM10のみでスライド4を下降してプレス加工を行う。
【0042】
(3)の減速域では、プレス加工後にスライド4を停止すべく、プレスコントローラ40によりSM10が減速制御される。SM10が減速されると回生電力エネルギーが発生し、回生電力エネルギーは、図5(f)に(3)で示されるように、SM用インバータ43からFM用インバータ44を通じてFM20に供給され、加速に必要なエネルギーとして利用される。この様子は、SM10の加速時のSMトルクが図5(b)にマイナス方向で示され、回生エネルギーによるFM20のFMトルクが図5(d)にプラス方向で示される。FM20は加速された後、定格状態で運転される。
【0043】
次に、プレス成形の大負荷時の動作を説明する。図6は、本発明実施例の大負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。前提として、予め、操作者によってプレスコントローラ40に大負荷の運転モードが設定されており、プレスコントローラ40からの制御信号で、FM20のクラッチ30が連結状態となっている。
【0044】
図6は図5と同様にプレスの一行程運転でプレス加工した場合を示す。プレス成形の負荷が大きい場合、図6の例では、SM10の起動前にFM20も停止している。加速域(1)で、プレスコントローラ40の制御で連結状態となっているSM10とFM20は、共に起動して同一速度で加速し、スライド4を動かし始める。
【0045】
(2)の成形域では、プレス加工による大きな負荷トルクを必要とするため、図4と同様にコンデンサ42に蓄えられたエネルギーをSM10とFM20に供給して使用する。SM10とFM20の2台のモータトルクと、FM20自身のフライホイール21のイナーシャによる回転運動の運動エネルギーが加算されたトルクで、プレス加工のトルクを賄う。これらのトルクは、図6(b)、(d)の成形域(2)のSMトルクとFMトルクでプラス方向に示される。
【0046】
このように、FM20が持つモータトルクとフライホイール21の回転運動の運動エネルギーが、SM10のモータトルクをアシストしてくれるため、SM10及びFM20のそれぞれのモータトルクが少なくて済み、コンデンサ電圧も図4に示す一般のサーボプレスと比べて低下が少ない。
【0047】
(3)の減速域では、プレス加工後にスライド4を停止すべく、プレスコントローラ40により、SM10とFM20の減速制御がなされる。減速されるとSM10とFM20から回生電力エネルギーが発生し、それぞれSM用インバータ43とFM用インバータ44を通じてコンデンサ42に充電される。回生電力エネルギーの流れは図6(f)に(3)で示され、また、各回生電力エネルギーは、図6(b)、(d)の減速域(3)にマイナス方向のSMトルクとFMトルクで示される。
【0048】
なお、上記実施例では、小負荷時と大負荷時の運転モードを予め操作者が切換えているが、プレス荷重の積分で算出されたプレス加工に必要なエネルギーから、自動的に運転モードを切換えるように構成すれば、操作者の操作が不要となる。また、FMクラッチの開放・連結も運転途中で自動的に切替えることで、プレス負荷に合った運転モードに合わせることができる。
【0049】
また、上記図6の例では、SM10の起動前にFM20も停止しているが、FM20を常時回転させても良い。この場合、SM10の起動時にクラッチ30を開放しておき、SM10が加速してFM20と同一速度になったときクラッチ30を連結するようにする。連続してプレス加工しているときは、FM20を常時回転させる方が効率がよく、省エネルギーになる。
【0050】
以上説明したように本実施例では、スライドの駆動用SMとは別に、従来と比較して小さいイナーシャを持つFMと、このFMがスライド駆動軸と連結・開放が可能なクラッチを設けることで、加工対象の負荷状況に応じて省エネルギー化が実現できる低コストのサーボプレスを提供することができる。
【0051】
プレス加工対象の負荷が小さい時にはFMのクラッチを開放してSMのみでプレスを駆動し、SMが力行運転時にFMは回生制動を行い、SMが回生制動時にFMは力行運転を行うことで、FMはSMの駆動に必要なエネルギーの逐電機能を待たせることができる。また、プレス加工対象の負荷が大きい時にはFMのクラッチを連結して、SMと同じ回転速度でFMを回すことにより、SMのトルクとFMのトルク、そして、FMのイナーシャによる回転エネルギーを利用して加工することができる。
【0052】
また、プレス加工負荷の大小に応じて運転動作モードを切替えることで、SMの小形化とFM及びフライホイールの小型化が可能で、且つ、SMやFMが持つモータトルクとフライホイールのイナーシャによる回転エネルギを上手く利用することで、一次側電源の負担を低減することができる。また、SM大型化に伴う機械的損失や電気的損失も低減することができるため、省エネルギーで低コストのサーボプレスを提供することが可能となる。
【符号の説明】
【0053】
4…スライド、10…サーボモータ(SM)、12…駆動軸、20…フライホイールモータ(FM)、21…フライホイール、30…クラッチ、40…プレスコントローラ、43…サーボモータ制御用のインバータ(SM用インバータ)、44…フライホイールモータ制御用のインバータ(FM用インバータ)。
【技術分野】
【0001】
本発明は、小形化とコスト低減を図った、サーボプレスおよびサーボプレスの制御方法に関する。
【背景技術】
【0002】
従来のサーボプレスは、サーボモータがプレス加工で必要とする大きなエネルギーを発生しなければならず、そのためにサーボモータ用インバータと同容量のコンバータを用いた場合、一次側電源の設備容量が大きくなる問題がある。このため、エネルギー蓄積用のコンデンサを設けて、一次電力のピークカットを行うことで電源設備容量を抑えている。しかしながら、プレス加圧能力の増加に伴いサーボモータも大型化されるため、プレスのスライドが起動・停止、或いはモーションを指定するモーションデータにより加速・減速する際に、サーボモータ自身の大きな回転イナーシャと機械駆動部のイナーシャの合計イナーシャを制御するために大きなエネルギーが必要となる。このエネルギーの出し入れのためにコンデンサの容量を大型化して吸収していた。
【0003】
サーボプレスの従来技術として、サーボプレスの加工時の電源電流の変動を少なくできるエネルギー蓄積装置及びプレス機械が、特許文献1に開示されている。通常のサーボプレスはプレス加工時にモータへ大きな駆動電流が必要とされるために電源電流の変動が大きくなる問題に対し、コンデンサやフライホイールからなるエネルギー蓄積部を設けて、この電源電流の変動を抑制するための技術である。
【0004】
特許文献1は、電源電流の変動の抑制により、電源設備容量も抑えられるという利点が有るが、大容量モータを必要とすることに変りは無く、サーボプレスのコストが高いという問題は解決されない。
【0005】
また、プレス加工に適した最適加工速度とエネルギーを確保できるプレス機械が、特許文献2に開示されている。特許文献2の技術は、サーボプレスにおいてサーボモータが大型化する問題に対し、フライホイールを有する機械プレスにサーボモータを追加し、各々を切り替えて使用している。プレス加工時はフライホイールの回転エネルギーを用い、プレス加工前後のスライド昇降運動は、サーボモータで行う切替機能を有し、サーボモータの小型化が図れる利点が有る。しかし、単に機械プレスにサーボモータを追加して相互を単独で動かすように構成したものであり、フライホイールは従来と同じ大きさのものが必要となって、電源設備等でその分コストが高いという問題は解決されない。
【0006】
また、特許文献3には、複数のモータと、エネルギーを蓄積するフライホイールと、前記フライホイールと前記複数のモータがそれぞれ異なる回転体に接続された差動機構と、前記回転体のうちの1つが回転することにより昇降するスライドを備え、前記複数のモータのうち、少なくとも1つを発電させ、少なくとも他の1つを駆動するようにしたプレス機械が開示されている。
【0007】
具体的には2個のモータを備え、高速区間では、一方のモータでクランク軸を制御すると共に他方のモータでフライホイールを加速し、減速区間では、一方のモータで回生を行いながら、フライホイールにエネルギーを蓄積し、プレス区間では、一方のモータを駆動すると共に他方のモータで減速することで、差動機構の原理でフライホイールから一方のモータにエネルギーが供給され、クランク軸には一方のモータのトルクとフライホイールのトルクが加わって大きなトルクを発生させることができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2003−230998号公報
【特許文献2】特開2004−114119号公報
【特許文献3】特開2008−307591号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
一般的に、プレス加工は専用金型のみで作業するケースより、1台のプレスに対して複数の金型を入替ながら作業するケースが多く、使用する金型や材料により負荷(トルクとエネルギー)は大きく変動する。
【0010】
従来のサーボプレスは、サーボモータのトルクでプレス加工に必要な大きな加圧能力を発生させるため、サーボモータ自体が大きくなる。この結果、ロータの慣性も大きくなり、プレスの起動停止を行う際に大きなエネルギーを必要としてしまう。前記した先行技術文献に示される技術でも、プレス加工対象の負荷が最も大きい時に合わせて、モータとフライホイールの能力を決めているので、プレスの起動停止を行う際に大きなエネルギーを必要としている。また、複数のモータを差動機構で接続して駆動するプレス機械では、駆動系の慣性が大きくなるため、プレスの起動停止を行う際に大きなエネルギーを必要としている。
【0011】
もし、プレス加工対象の負荷が小さい時サーボモータを小さくできれば、ロータの慣性も小さくでき、上記のようにプレスの起動停止を行う際に大きなエネルギーを必要としなくても良い。
【0012】
本発明は、上記の点にかんがみ、加工対象の負荷の大きさに適した駆動系でプレス機械を駆動することで、省エネルギー化を図った低コストのサーボプレスを提供するものである。
【課題を解決するための手段】
【0013】
本発明は、上記課題を解決するため、スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチと、
前記サーボモータとフライホイールモータの回転と前記クラッチの連結・開放を制御するプレスコントローラを備え、
前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とする。
【0014】
また、上記に記載のサーボプレスにおいて、さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とする。
【0015】
また、上記に記載のサーボプレスにおいて、さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とする。
【0016】
本発明は、上記課題を解決するため、スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチを備え、
前記各部を制御するプレスコントローラによりプレスを行うサーボプレスの制御方法において、
前記プレスコントローラにより、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とする。
【0017】
また、上記に記載のサーボプレスの制御方法において、プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、前記一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とする。
【0018】
また、上記に記載のサーボプレスの制御方法において、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とする。
【0019】
本発明は、スライドの駆動用サーボモータ(以下、SMという)とは別に、従来の機械プレスが持つフライホイールのイナーシャと比較して小さいイナーシャを持つフライホイールモータ(以下、FMという)と、このFMがスライド駆動軸と連結・開放が可能なクラッチを設けることで、加工対象の負荷状況に応じて最適な省エネルギー化が実現できる低コストのサーボプレスを提供する。
【0020】
プレス加工対象の負荷が小さい時にはFMのクラッチを開放してSMのみでプレスを駆動し、SMが力行運転時にFMは回生制動を行い、SMが回生制動時にFMは力行運転を行うことで、FMはSMの駆動に必要なエネルギーの逐電機能を待たせることができる。また、プレス加工対象の負荷が大きい時にはFMのクラッチを連結して、SMと同じ回転速度でFMを回すことにより、SMのトルクとFMのトルク、そして、FMのイナーシャによる回転エネルギーを利用して加工することができる。
【0021】
また、プレス加工負荷の大小に応じて運転動作モードを切替えることで、SMとフライホイールの小型化が可能で、且つ、SMやFMが持つモータトルクとFMのフライホイールのイナーシャによる回転エネルギを上手く利用することで、一次側電源の負担を低減することができる。また、SM大型化に伴う機械的損失や電気的損失も低減することができるため、省エネルギーで低コストのサーボプレスを提供することが可能となる。
【発明の効果】
【0022】
本発明によれば、サーボプレスの加工対象の負荷が変わったとき、その大きさに適した駆動系に切換えて駆動すると共に、複数駆動系の起動停止時の相互のエネルギーの授受を効率よく行えるので、サーボプレスの省エネルギーと低コストを図ることができる。
【図面の簡単な説明】
【0023】
【図1】本発明実施例のサーボプレスの正面から見た断面図である。
【図2】同じく図1のA−A線に沿う横断面図である。
【図3】同じく制御システムの構成図である。
【図4】サーボプレスのエネルギー状態を説明するための参考図であり、(a)はプレスのスライド位置を表し、(b)はSMの回転速度、(c)はSMの発生トルク、(d)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(e)は制御ブロック上でエネルギーの流れを表す。
【図5】本発明実施例の小負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。
【図6】本発明実施例の大負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。
【発明を実施するための形態】
【0024】
図1は、本発明実施例のサーボプレスの正面から見た断面図である。図1において、1はサーボプレスを支持するベッド、2はベッド上に設けられたボルスタ、3はベッド上に立設されたコラム、4は昇降動作するスライド、5はクランク軸6とスライド4を接続するコンロッド、7はクランク軸6を回転駆動するメインギア、8はクランク軸6の回転角度を検出するプレスエンコーダである。9は上記コラム3上に固定されたクラウンで、上記各部を収納・固定する。
【0025】
図2は図1のA−A線に沿う横断面図である。図2において、10はスライドの駆動軸に連結してスライドを昇降動作するサーボモータ(以下、SMと称す)、11はSM10の回転角度を検出するサーボエンコーダ、12はSM10で回転駆動される駆動軸で、スライド4の駆動軸となっている。13は駆動軸と共に回転するピニオンギアで、前記メインギア7に噛合って、メインギアを回転駆動する。14はSM10と駆動軸12を連結するカップリングである。
【0026】
20は、フライホイール本体21を回転駆動するフライホイールモータ(以下、FMと称す)で、内側に配置されたステータ23とその外側の配置されたロータ22で構成される。ロータ23はフライホイール21の内周側に固定されている。フライホイール本体21は、従来の機械プレスが持つイナーシャと比べて小さなイナーシャを持つ。
【0027】
30はFM20とスライド4の駆動軸12とを連結・開放するクラッチで、クラッチ電磁弁31によって連結・開放の動作が制御される。駆動軸12に固定された円盤32がクラッチ30内に配置され、この円盤32の両側を駆動部33で掴むことで、フライホイール21と円盤32が連結され、駆動部33で掴みを解除することで開放される。フライホイール21と円盤32が連結されると、フライホイール21と駆動軸12が連結され、同じ速度で回転駆動される。
【0028】
35はメインギア7の回転軸に接続されたブレーキ機構で、ブレーキ電磁弁36によって駆動され、メインギア7の回転軸に制動を与える。
【0029】
40はプレスコントローラで、破線で示す制御信号によってSM10とFM20の回転を制御すると共に、前記クラッチ30の連結・開放を制御し、さらにブレーキ機構35を制御する。プレスコントローラ40には、プレスエンコーダ8とサーボエンコーダ11から入力信号が入力される。
【0030】
SM10とピニオンギア13は、カップリング14で連結あるいは一体で構成され、プレスコントローラ40の指令によるSM10の回転力は、ピニオンギア13からメインギア7、クランク軸6の順番で伝達される。クランク軸6にはコンロッド5が回動自在に連結され、コンロッド5によってスライド4を上下に駆動させる。一方、プレスコントローラ40の指令によるFM20の回転力は、クラッチ30を介してピニオンギア13へ伝達される。クラッチ30へのエアー供給/遮断は、プレスコントローラ40の指令によって電磁弁31を作動させて行う。20FMはフライホイール本体21とロータ22,ステータ23,軸受けから構成される。
【0031】
プレス機械のクランク角度はクランク軸6に連動して設けられたプレスエンコーダ8によって検出されており、加工領域での送り装置の送り角度に対する各々のクランク角度はあらかじめプレスコントローラ40に設定されているものとする。
【0032】
プレス機械は、例えば上死点等の設定点よりスタートし、プレス加工対象の負荷が小さい時には、クラッチ30を開放してSM10のみでプレスを駆動し、SM10が力行運転時にFM20は回生制動を行い、逆にSM10が回生制動時にFM20は力行運転を行うことで、FM20にSM10を駆動させるために必要なエネルギーの逐電機能を待たせることができる。また、プレス加工対象の負荷が大きい時には、クラッチ30を連結してSM10とFM20を同一回転速度で回すことにより、SM10とFM20のトルク、および、FM20とライホイール本体21のイナーシャによる回転エネルギーを利用して加工することができる。
【0033】
図3は、制御システムの構成図である。41は商用の交流電源を直流に変換するコンバータで、変換された直流エネルギーはコンデンサ42に充電される。43は直流を任意の周波数に変換してSM10を速度制御するSM用インバータ、44は直流を任意の周波数に変換してFM20を速度制御するFM用インバータである。更に、SM10はサーボエンコーダ11により、プレス駆動部のピ二オンギア13とメインギア7からなる減速機構や倍力機構を経由してスライド位置を間接的に読み取ることができるため、これにより速度制御や位置制御がなされる。
【0034】
プレスコントローラ40には、プレススライド4のモーションを指定するためのモーションデータ、プレスの負荷の大小に基いてFM20の要否を選択するための運転モード、スライド4を動かすための起動指令等が入力される。また、プレスコントローラ40からは、各モータの速度制御や位置制御を行うための指令、ブレーキ作動用電磁弁36、FM20用クラッチ電磁弁31等への指令が出力される。
【0035】
図4は、一般のサーボプレスのエネルギー状態を説明する参考図であり、(a)はプレスの移動状態を表すためのスライド位置を表し、(b)はSMの回転速度、(c)はSMの発生トルク、(d)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(e)は制御ブロック上でエネルギーの流れを表す。
【0036】
図4は、プレスの一行程運転でプレス加工した場合を示し、プレスのスライド4が上死点に停止した状態から起動し、下死点手前で加工域に入り、プレス加工後に再び上死点で停止する動きを想定している。SM10は(1)の起動後の加速域で、スライド4を動かし始めるが、SM10の起動時のトルクを発生させるのにコンデンサ42に蓄えられたエネルギーを使用するため、コンデンサ電圧は低下する。コンデンサ電圧の低下に伴い一次電源側からコンバータ41を通してコンデンサを充電するが、プレス起動時の加速エネルギーが大きいため、充電エネルギーより放電エネルギーが大きくなる。その結果、(1)の起動区間中は、コンデンサ電圧が低下してしまう。
【0037】
(2)の成形域は、プレス加工による負荷トルクが発生するため、加速域(1)と同様にコンデンサ42に蓄えられたエネルギーを使用する。(3)の減速域では、加工後にスライド4を停止しようとするが、SM10の減速に伴う回生エネルギーがSM用インバータ43を介してコンデンサ42を充電する方向に働くため、コンデンサ電圧が上昇する。
【0038】
次に、本発明実施例の小負荷時のプレス成形動作を説明する。図5は、本発明実施例の小負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。前提として、予め、操作者によってプレスコントローラ40に小負荷の運転モードが設定されており、プレスコントローラ40からの制御信号で、FM20のクラッチ30が開放状態となっている。
【0039】
図5は図4と同様にプレスの一行程運転でプレス加工した場合を示し、SM10の起動前に、FM20が定格状態で運転されているものとする。
【0040】
プレスコントローラ40の制御により、SM10は起動後の加速域(1)で回転を加速してスライド4を動かし始める。SM10の加速に合せてFM20は減速制御され、この減速により回生電力エネルギーを発生する。この回生電力エネルギーは、図5(f)に(1)で示されるように、FM用インバータ44からSM用インバータ43を通じてSM10に供給され、加速に必要なエネルギーとして利用される。この様子は、SM10の加速時のSMトルクが図5(b)にプラス方向で示され、回生エネルギーによるFM20のFMトルクが図5(d)にマイナス方向で示される。
【0041】
(2)の成形域では、クラッチ30が開放されているため、プレス加工による負荷トルクがSM10のみに発生し、図4と同様にコンデンサ42に蓄えられたエネルギーを使用する。この負荷トルクは小さいので、SM10のみでスライド4を下降してプレス加工を行う。
【0042】
(3)の減速域では、プレス加工後にスライド4を停止すべく、プレスコントローラ40によりSM10が減速制御される。SM10が減速されると回生電力エネルギーが発生し、回生電力エネルギーは、図5(f)に(3)で示されるように、SM用インバータ43からFM用インバータ44を通じてFM20に供給され、加速に必要なエネルギーとして利用される。この様子は、SM10の加速時のSMトルクが図5(b)にマイナス方向で示され、回生エネルギーによるFM20のFMトルクが図5(d)にプラス方向で示される。FM20は加速された後、定格状態で運転される。
【0043】
次に、プレス成形の大負荷時の動作を説明する。図6は、本発明実施例の大負荷時のエネルギー状態を説明するための図であり、(a)はSMの回転速度、(b)はSMの発生トルク、(c)はFMの回転速度、(d)はFMの発生トルク、(e)はエネルギー蓄積量の目安となるコンデンサ電圧、そして(f)は制御ブロック上でエネルギーの流れを表す。前提として、予め、操作者によってプレスコントローラ40に大負荷の運転モードが設定されており、プレスコントローラ40からの制御信号で、FM20のクラッチ30が連結状態となっている。
【0044】
図6は図5と同様にプレスの一行程運転でプレス加工した場合を示す。プレス成形の負荷が大きい場合、図6の例では、SM10の起動前にFM20も停止している。加速域(1)で、プレスコントローラ40の制御で連結状態となっているSM10とFM20は、共に起動して同一速度で加速し、スライド4を動かし始める。
【0045】
(2)の成形域では、プレス加工による大きな負荷トルクを必要とするため、図4と同様にコンデンサ42に蓄えられたエネルギーをSM10とFM20に供給して使用する。SM10とFM20の2台のモータトルクと、FM20自身のフライホイール21のイナーシャによる回転運動の運動エネルギーが加算されたトルクで、プレス加工のトルクを賄う。これらのトルクは、図6(b)、(d)の成形域(2)のSMトルクとFMトルクでプラス方向に示される。
【0046】
このように、FM20が持つモータトルクとフライホイール21の回転運動の運動エネルギーが、SM10のモータトルクをアシストしてくれるため、SM10及びFM20のそれぞれのモータトルクが少なくて済み、コンデンサ電圧も図4に示す一般のサーボプレスと比べて低下が少ない。
【0047】
(3)の減速域では、プレス加工後にスライド4を停止すべく、プレスコントローラ40により、SM10とFM20の減速制御がなされる。減速されるとSM10とFM20から回生電力エネルギーが発生し、それぞれSM用インバータ43とFM用インバータ44を通じてコンデンサ42に充電される。回生電力エネルギーの流れは図6(f)に(3)で示され、また、各回生電力エネルギーは、図6(b)、(d)の減速域(3)にマイナス方向のSMトルクとFMトルクで示される。
【0048】
なお、上記実施例では、小負荷時と大負荷時の運転モードを予め操作者が切換えているが、プレス荷重の積分で算出されたプレス加工に必要なエネルギーから、自動的に運転モードを切換えるように構成すれば、操作者の操作が不要となる。また、FMクラッチの開放・連結も運転途中で自動的に切替えることで、プレス負荷に合った運転モードに合わせることができる。
【0049】
また、上記図6の例では、SM10の起動前にFM20も停止しているが、FM20を常時回転させても良い。この場合、SM10の起動時にクラッチ30を開放しておき、SM10が加速してFM20と同一速度になったときクラッチ30を連結するようにする。連続してプレス加工しているときは、FM20を常時回転させる方が効率がよく、省エネルギーになる。
【0050】
以上説明したように本実施例では、スライドの駆動用SMとは別に、従来と比較して小さいイナーシャを持つFMと、このFMがスライド駆動軸と連結・開放が可能なクラッチを設けることで、加工対象の負荷状況に応じて省エネルギー化が実現できる低コストのサーボプレスを提供することができる。
【0051】
プレス加工対象の負荷が小さい時にはFMのクラッチを開放してSMのみでプレスを駆動し、SMが力行運転時にFMは回生制動を行い、SMが回生制動時にFMは力行運転を行うことで、FMはSMの駆動に必要なエネルギーの逐電機能を待たせることができる。また、プレス加工対象の負荷が大きい時にはFMのクラッチを連結して、SMと同じ回転速度でFMを回すことにより、SMのトルクとFMのトルク、そして、FMのイナーシャによる回転エネルギーを利用して加工することができる。
【0052】
また、プレス加工負荷の大小に応じて運転動作モードを切替えることで、SMの小形化とFM及びフライホイールの小型化が可能で、且つ、SMやFMが持つモータトルクとフライホイールのイナーシャによる回転エネルギを上手く利用することで、一次側電源の負担を低減することができる。また、SM大型化に伴う機械的損失や電気的損失も低減することができるため、省エネルギーで低コストのサーボプレスを提供することが可能となる。
【符号の説明】
【0053】
4…スライド、10…サーボモータ(SM)、12…駆動軸、20…フライホイールモータ(FM)、21…フライホイール、30…クラッチ、40…プレスコントローラ、43…サーボモータ制御用のインバータ(SM用インバータ)、44…フライホイールモータ制御用のインバータ(FM用インバータ)。
【特許請求の範囲】
【請求項1】
スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチと、
前記サーボモータとフライホイールモータの回転と、前記クラッチの連結・開放を制御するプレスコントローラを備え、
前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とするサーボプレス。
【請求項2】
請求項1に記載のサーボプレスにおいて、
さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とするサーボプレス。
【請求項3】
請求項1に記載のサーボプレスにおいて、
さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とするサーボプレス。
【請求項4】
スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチを備え、
前記各部を制御するプレスコントローラによりプレスを行うサーボプレスの制御方法において、
前記プレスコントローラにより、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とするサーボプレスの制御方法。
【請求項5】
請求項4に記載のサーボプレスの制御方法において、
プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、前記一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とするサーボプレスの制御方法。
【請求項6】
請求項4に記載のサーボプレスの制御方法において、
プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とするサーボプレスの制御方法。
【請求項1】
スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチと、
前記サーボモータとフライホイールモータの回転と、前記クラッチの連結・開放を制御するプレスコントローラを備え、
前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とするサーボプレス。
【請求項2】
請求項1に記載のサーボプレスにおいて、
さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とするサーボプレス。
【請求項3】
請求項1に記載のサーボプレスにおいて、
さらに、前記サーボモータ制御用のインバータとフライホイールモータ制御用のインバータを備え、前記プレスコントローラは、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とするサーボプレス。
【請求項4】
スライドの駆動軸に連結してスライドを昇降動作するサーボモータと、
フライホイールを駆動するフライホイールモータと、
前記フライホイールモータと前記スライドの駆動軸とを連結・開放するクラッチを備え、
前記各部を制御するプレスコントローラによりプレスを行うサーボプレスの制御方法において、
前記プレスコントローラにより、プレスの小負荷時に前記クラッチを開放して前記サーボモータの駆動により前記スライドを昇降動作し、プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータとの駆動により前記スライドを昇降動作させることを特徴とするサーボプレスの制御方法。
【請求項5】
請求項4に記載のサーボプレスの制御方法において、
プレスの小負荷時に前記クラッチを開放して前記サーボモータの加速時に前記フライホイールモータを減速させ、前記サーボモータの減速時に前記フライホイールモータを加速させ、前記一方の減速時のモータの回生電力を他方の加速時のモータに供給することを特徴とするサーボプレスの制御方法。
【請求項6】
請求項4に記載のサーボプレスの制御方法において、
プレスの大負荷時に前記クラッチを連結して前記サーボモータとフライホイールモータを同じ回転速度に制御することを特徴とするサーボプレスの制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−71123(P2013−71123A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−209611(P2011−209611)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000100861)アイダエンジニアリング株式会社 (153)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000100861)アイダエンジニアリング株式会社 (153)
【Fターム(参考)】
[ Back to top ]