
ショートアーク型放電ランプ
【課題】ランプの破裂の危険性を低減させたショートアーク型放電ランプを提供する。
【解決手段】ショートアーク型放電ランプは球状部と該球状部の中心を通る軸線に沿って対向して配置された2つのシール管部とを備える。各シール管部において、前記シール管部の前記第1の集電円板を囲繞する部分の厚さを肉厚t1、前記シール管部の前記第2の集電円板を囲繞する部分の厚さを肉厚t2とし、前記シール管部において肉厚が徐々に変化する部分の長さを長さL1とすると、3.0(mm)≦t1≦8.0(mm)、1.5(mm)≦t2≦4.0(mm)、0.5(mm)≦t1−t2≦3.0(mm)、0.5≦t2/t1<1、かつ2≦L1を満たす。
【解決手段】ショートアーク型放電ランプは球状部と該球状部の中心を通る軸線に沿って対向して配置された2つのシール管部とを備える。各シール管部において、前記シール管部の前記第1の集電円板を囲繞する部分の厚さを肉厚t1、前記シール管部の前記第2の集電円板を囲繞する部分の厚さを肉厚t2とし、前記シール管部において肉厚が徐々に変化する部分の長さを長さL1とすると、3.0(mm)≦t1≦8.0(mm)、1.5(mm)≦t2≦4.0(mm)、0.5(mm)≦t1−t2≦3.0(mm)、0.5≦t2/t1<1、かつ2≦L1を満たす。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体や液晶、プリント回路基板などの露光装置等に用いられるショートアーク型放電ランプに関する。
【背景技術】
【0002】
高圧水銀ランプ、高圧ナトリウムランプ、メタルハライドランプ及びセラミックメタルハライドランプのような高輝度放電ランプ(HIDランプ:High Intensity Discharge Lamp)は、電極間の放電を利用して発光する。このため、高輝度放電ランプは、白熱電球と比べて、光束が大きく大規模な空間の照明に適し、エネルギー効率が良いといった種々の特徴を備えている。
【0003】
特に、アーク長が短く高輝度の光を放射するショートアーク型放電ランプは、半導体、液晶、プリント基板等の製造工程における露光用光源のような光応用分野の光源として利用されており、発光波長として365nmの発光強度を高めたi線ランプや436nmの発光強度を高めたg線ランプが知られている。
【0004】
ショートアーク型放電ランプの多くは、石英製の発光管封体の中央が球形状で、両端が細く絞られていて管形状に形成されている。中央の球形状の部分の内部には陰極及び陽極が対向して配置され、細く絞られたガラス管内には封止部を介して電極マウントが固定されている。陰極及び陽極の電極芯棒はそれを経由して外部のリード線に接続されている。
【0005】
特に、半導体露光装置に用いられるショートアーク型放電ランプは、露光工程で、長時間にわたり、高輝度を維持することや安定した発光効率を維持することが求められている。このため、ショートアーク型放電ランプは、直流点灯方式で投入電力が大きく、点灯時にはランプ内の温度と圧力とがかなり高くなる。また、ランプを高照度化するための一方法として、より多くの水銀や希ガスを封入して紫外域のランプ発光効率が高められている。このため、電極芯棒を支持する電極マウントが溶着されたシール管において、点灯時に、特に、電極マウントの端部が接する部分と集電円板が接する部分を起点として破裂が発生する可能性が高い。
【0006】
中でも、液晶・プリント基板露光装置に用いられるショートアーク型放電ランプにおいては、電圧、照度などの諸特性を満たすため、水銀を多く発光管内に封入する必要がある。そのため、ランプが点灯した際には、ランプ内の温度が800Kから1200Kで、内部圧力が2.0MPaから3.5MPaになるものもあり、ランプ容器の強度にばらつきがあったり、又は上記以外の部分の強度が不足していたりすると、その強度が不足している部分からランプ容器の破裂に至ることがある。
【0007】
シール管の肉厚を厚くすることで点灯時圧力(応力)に耐え得るようにすることが考えられるが、破裂の起点となり得る部分、つまり、溶着部の外径部分及び集電円板の接する部分のみの肉厚を厚くするだけでは、点灯中の水銀や封入ガスの内部圧力(応力)、熱応力、紫外線によるガラスの構造劣化、溶着部の端面形状による応力集中(例えば、二種以上のガラス同士の溶着点が鋭角になる程応力が1点に集中すること)などの蓄積により、点灯中に破裂を回避することは困難である。
【0008】
また、露光用水銀ランプは露光装置の高価な光学系に組み込んで使用されるため、ランプの破裂に伴い、その高価な光学系を破損することになり、また、ランプ内には水銀が封入されていてランプの破裂により水銀が外部に飛散することになるため、ランプの破裂の回避が強く要望されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2010−198947号公報 特許文献1は、円板部材及び円板箔の外径に所定の関係を持たせることによって封止管の破裂を防ぐように構成したショートアーク型放電ランプを開示する。
【特許文献2】特開2006−286343号公報 特許文献2は、シール用ガラス部材の凹部の縁幅、溝の深さ、軸方向の全長に所定の関係を持たせることによって点灯時の破裂を防止するように構成したショートアーク型放電ランプを開示する。
【特許文献3】特開2005−243484号公報 特許文献3は、リード棒を保持する管状体の端部から封止用ガラス体の放電空間側の端部までの距離、封止用ガラス体の径方向のガラス肉厚及び枝管部を構成するガラス管の径方向のガラス肉厚に所定の関係を持たせることによって、ランプ点灯時に枝管部の折れ等の不具合が起こらないように構成したショートアーク型放電ランプを開示する。
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1では、内側金属リングの外径と円板箔の外径との差を考慮すること、又は、内側金属リングと封止管の肉厚との比と点灯時の発光管内の圧力とを考慮することによって封止管の破裂を防ぐことが図られており、ランプの破裂の起点となる個所の検討が限定されている。
【0011】
特許文献2では、シール用ガラス部材の凹部の深さ及び全長との関係からランプの破裂防止をしようとするもので、この文献もランプの破裂の起点となる個所の検討が限定されている。
【0012】
また、特許文献3では、特に、封止用ガラス体及び枝管部のガラス管のそれぞれの肉厚を考慮することによってシール部の破断や枝管部の折れ等を防ごうとするもので、この文献もランプの破裂の起点となる個所の検討が限定されている。
【0013】
以上の観点から、上記の特許文献によってランプの破裂の危険性が低くなったとはいえ、ランプの破裂の起点となる個所をより確実に把握しそれらを適切に改良することによって、より確実にランプの破裂の危険性を下げることが要望されている。
【0014】
また、上記の特許文献とは異なる態様によってランプの破裂の危険性を下げることが要望されている。
【0015】
さらに、より簡易な構造によって確実にランプの破裂の危険性を下げることが要望されている。
【0016】
そして、いずれの文献でも、シール管の石英ガラス中に含まれるOH基濃度によってシール管の紫外線による劣化による機械的強度の低下は考慮していない。
【0017】
そこで、本発明は、従来に比べて、異なる態様により、簡易な構造によって、より確実にランプ破裂の危険性を下げるショートアーク型放電ランプを提供することを目的とする。
【課題を解決するための手段】
【0018】
上記の課題に鑑み、本発明に係るショートアーク型放電ランプは、球状部と、該球状部の両端に該球状部の中心を通る軸線に沿って対向して配置した2つのシール管部とを備える発光管封体と、前記球状部の内部に、所定距離離隔させて対向して配置した陰極及び陽極と、該陰極及び陽極からそれぞれ前記2つのシール管部まで延在する電極芯棒とを備え、各シール管部の内側に、第1のシール部材、第1の集電円板、第2のシール部材、第2の集電円板及び第3のシール部材が、該シール管部の中心軸線方向に沿って前記球状部から離れる方向に連続して配置され、各シール管部の外側端部に口金が固定され、前記第1の集電円板と前記第2の集電円板とが前記第2のシール部材の外周面上に配置された電気的接続箔によって電気的に接続され、
各シール管部内において、1つの前記電極芯棒が、前記第1のシール部材を該シール管部の中心軸線方向に沿って貫通してそれに保持されるとともに前記第1の集電円板に電気的に接続され、また、外部の電源に接続されるリード線が、前記口金を通って該シール管部の中心軸線方向に沿って前記球状部に向かって前記第3のシール部材及び前記第2の集電円板を貫通してそれらに保持されるとともに該第2の集電円板に電気的に接続される、2kWから30kWのランプ電力のショートアーク型放電ランプであり、前記シール管部の前記第1の集電円板円盤を囲繞する部分の厚さを肉厚t1、前記シール管部の前記第2の集電円板を囲繞する部分の厚さを肉厚t2とし、前記シール管部において肉厚が徐々に変化する部分の長さをL1とすると、3.0(mm)≦t1≦8.0(mm)のシール部の肉厚があり、更に、t2≦t1の構造を持つショートアーク型放電ランプにおいて、1.5(mm)≦t2≦4.0(mm)、0.5(mm)≦t1−t2≦3.0(mm)、0.5≦t2/t1<1、かつ2≦L1であることを特徴とする。
【0019】
そのショートアーク型放電ランプにおいては、ランプ点灯時に前記発光管封体の前記球状部内の圧力が1.0MPaから3.5MPaである。
【0020】
また、そのショートアーク型放電ランプにおいては、前記第2のシール部材の直径が16mmから35mmである。
【0021】
そのショートアーク型放電ランプにおいて、該ショートアーク型放電ランプのランプ電力は、2kWから36kWの範囲にあってもよい。
【発明の効果】
【0022】
本発明によると、ランプの破裂の起点となる個所をより確実に把握してそれらを適切に改良することによって、より確実にランプの破裂の危険性を下げるショートアーク型放電ランプを提供することができる。
【0023】
また、本発明によると、新たな態様によってランプの破裂の危険性を下げるショートアーク型放電ランプを提供することができる。
【0024】
さらに、本発明によると、より簡易な方法によって確実にランプの破裂の危険性を下げるショートアーク型放電ランプを提供することができる。
【図面の簡単な説明】
【0025】
【図1】図1は、本発明の一実施形態に係るショートアーク型放電ランプの概略構成を示すための簡略化した断面図である。
【図2A】図2Aは、図1に示すショートアーク型放電ランプのシール管部の拡大断面図である。
【図2B】図2Bは、本発明の別の実施形態に係るショートアーク型放電ランプのシール管部の拡大断面図である。
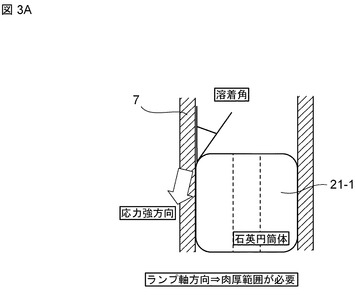
【図3A】図3Aは、シール管部に、第1シール材21−1が溶着されたときに、応力がどのように溶着部分にかかるかを説明するための概念図である。
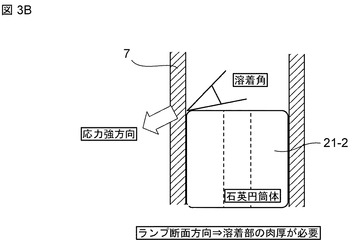
【図3B】図3Bは、図3Aとは異なる溶着角で、シール管部7に、第1シール材21−2が溶着されたときに、溶着角の相違により応力がどのように溶着部分にかかるかを説明するための概念図である。
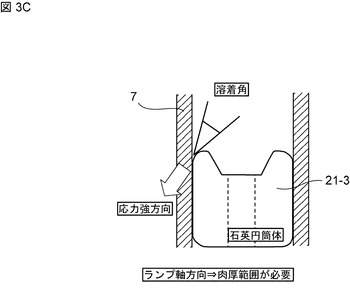
【図3C】図3Cは、本発明の別の実施形態に係わる第1シール材21−3が円筒凹形状の実施例の断面図で、図3Aの溶着角位置を補足する概念図である。
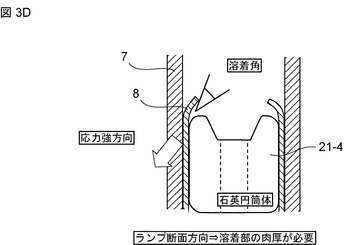
【図3D】図3Dは、本発明の別の実施形態に係わる第1シール材21−4が円筒凹形状で更に多重管シール構造として2重管実施例の断面図で、図3Bの溶着角位置を補足する概念図である。
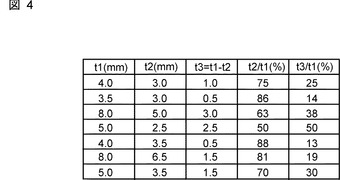
【図4】図4は、シール管部の所定の2か所の位置の肉厚、それらの間の肉厚差、肉厚差比を示す表である。
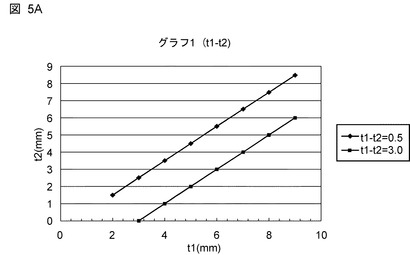
【図5A】図5Aは、シール管部の所定の2か所における2種類の肉厚差を示すグラフ1である。
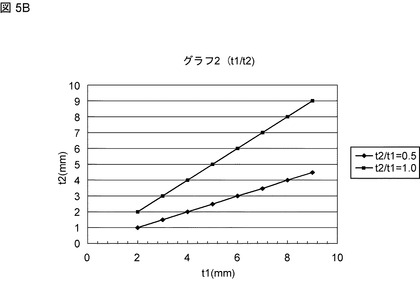
【図5B】図5Bは、シール管部の所定の2か所における2種類の肉厚比を示すグラフ2である。
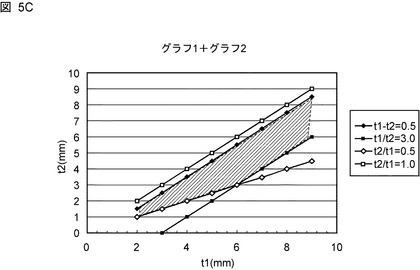
【図5C】図5Cは、図5A及び図5Bに示されたグラフを重ね合わせたグラフである。
【発明を実施するための形態】
【0026】
以下、添付図面に基づいて本発明の一実施形態に係るショートアーク型放電ランプを説明する。なお、全図において、各部材の厚さ、長さ、形状、部材同士の間隔、隙間等は、理解の容易のために、適宜、拡大・縮小・変形・簡略化等をしている。図の説明の際の上下・左右の表現は、その図を鉛直面内に置いた状態でのその図面の面に沿った方向を表すものとする。
【0027】
[ショートアーク型放電ランプの概略構造]
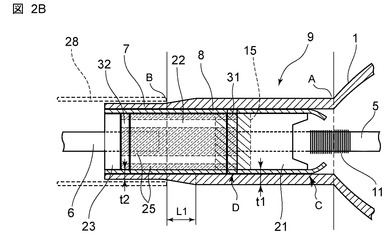
図1は、本発明の一実施形態に係るショートアーク型放電ランプ10の概略構造を示すための簡略化した一部断面図である。ここでは、例えば、ショートアーク型放電ランプ10は2kWから25kWのランプ電力を有するものや、室温(25℃)で、アルゴン、クリプトン、キセノンの少なくとも1種類の希ガスを0.05MPaから0.4MPa封入し、発光空間の全容積に対する水銀密度が、5mg/ccから60mg/ccのランプであり、点灯時の平均ガス温度が800Kから1200Kにおいて、点灯時の圧力が1MPaを超えるものでもよい。本実施形態では、例えば、ショートアーク型放電ランプ10はランプ電力が12kWで、点灯時圧力が2MPaを超えるものとする。耐圧強度は3.5MPaが望ましい。
【0028】
ショートアーク型放電ランプ10は、313nmと365nmと436nmの発光波長の光を強く放射するランプであり、球状部とその中心を通る軸線に沿って対向した2つのシール管部7とからなる発光管封体1を備える。球状部の内部には、陽極2及び陰極3が対向して配置され、対向した2つのシール管部7には、それぞれ、発光管封体1の内部と外気とを遮断するために電極マウント9が固定されている。陽極2と陰極3との先端部間の距離は、3〜30mmの範囲内の例えば10mmである。
【0029】
詳しくは後述するが、電極マウント9の球状部側の端部には、陽極2及び陰極3に接続された電極芯棒5が固定され、反対側の端部には、外部の電源に接続されたリード線と接続するためのリード棒6が連結されている。このように電極マウント9は、電極芯棒5及びリード棒6を保持するとともに、外気と発光管封体1との間を遮断するように気密に封じる。
【0030】
電極芯棒5には、発光管封体1の封入後もその中に残った不純物や点灯時に発生する不純物を除去するためにゲッター材11が取り付けられている。
【0031】
また、ランプの製造時に、図1のチップオフ4の位置に取り付けられていた排気管から、発光管封体内に、水銀を封入するとともに、少なくともアルゴン、クリプトン、キセノンなどの不活性ガスを単独またはそれらの混合ガスの形で封入する。
【0032】
発光管封体1の球状部の外径は、発光出力の大きさと投入電力に応じて変わり、50mmから300mmの範囲内の例えば100mmで、球状部の軸線方向の長さは70mmから300mmの範囲内の例えば140mmである。発光管封体1内には、3mg/ccから50mg/ccの範囲から選択された例えば40mg/ccの水銀と、キセノン(Xe)、アルゴン(Ar)及びクリプトン(Kr)の中の少なくとも1つの希ガスとが封入されている。ただし、1つの希ガスに代えて、混合ガス、例えばKr及びArなどの2種以上の混合ガスを用いてもよい。希ガスの封入圧は、封入されたガスの種類によっても異なるが、概略0.05MPaから0.4MPaの範囲内の例えば0.2MPaである。本ランプ点灯時には、発光管封体1内の圧力は2.0MPaから3.5MPa程度になる。
【0033】
[シール管部の概略構造]
陰極側及び陽極側のシール管部7は同様の構造であるため、以下は、一方の側の、例えば、陽極側のシール管部7について説明する。
【0034】
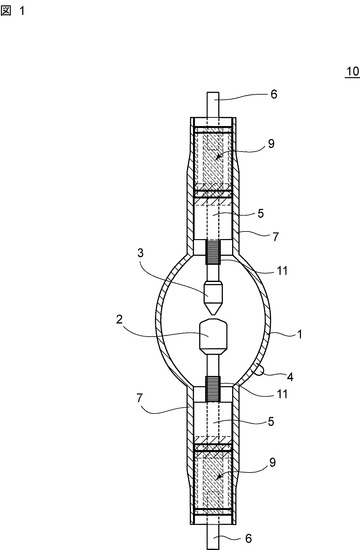
図2Aは、図1に示すショートアーク型放電ランプ10のシール管部7の拡大断面図である。図2Aに示すように、シール管部7の内側には、電極マウント9が溶着されていて発光管封体1の気密性が保たれている。溶着の方法については後述する。
【0035】
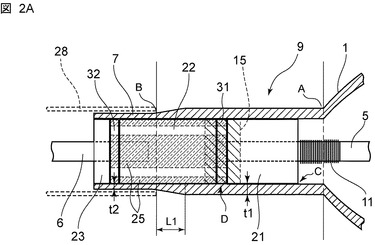
電極マウント9は、石英ガラス円筒体の第1のシール部材21、第2のシール部材(又はシール箔封着円筒体)22及び第3のシール部材23を備える。第1シール部材外径はφ16からφ35mmの範囲の寸法であり外径が異径形状もののもある。本実施例ではφ25mmとする。第1のシール部材21は、発光管封体1の球状部とシール管部7との連結位置Aから、球状部から離れる方向に向かって約10mm離れた位置からシール管部7の内面に溶着されている。そのように約10mmの空間が設けられているのは、シール管部7内に第1のシール部材21等を含む電極マウント9を溶着するためにシール管部7を火炎バーナー等で加熱するので、その熱が球状部に伝わってその球状部が変形することを防ぐためである。第1のシール部材21の中央には貫通孔が形成されており、その貫通孔には、電極芯棒5が挿入され、図示はしていないが巻回した金属箔の緩衝材を介して第1のシール部材21に固定されている。また図2Bには、第1シール部材が円筒形状の発光部側を切削またはレーザー加工した凹形状であり、更にシール管7部が多重管の例として2重管方式の参考として図示する。図2A及び図2Bにおいて同種の部材には同一の符号を付してある。
【0036】
第1のシール部材21と第2のシール部材22との間には、第1の集電円板31が介装されており、第1の集電円板31には、第1のシール部材21を貫通した電極芯棒5の端部が連結されている。これにより、電極芯棒5が第1の集電円板31に電気的に接続されることになる。なお、電極芯棒5の端部は、さらに第1の集電円板31を貫通して第2のシール部材22に接続されるように構成される場合もある。集電円板31の外径は電極マウント9よりも小さく、厚さは0.5mmから15mmが多用されるが本実施例では6mmとした。
【0037】
また、第2のシール部材22と第3のシール部材23との間には、第2の集電円板32が介装されている。第3のシール部材23の中心には貫通孔が形成されており、その貫通孔にはリード棒6が挿入されていて第3のシール部材23に固定されている。また、その貫通したリード棒6の端部は、第2の集電円板32を貫通して第2のシール部材22の端部に挿入されて固定されている。これにより、リード棒6は、電気的に第2の集電円板32に接続されるとともに第2のシール部材22に機械的に保持されている。ただし、リード棒6の端部は、第2の集電円板32を貫通せずにそれに電気的に接続されるだけもよい。
【0038】
第1の集電円板31の外周面と、この第1の集電円板31の両側に位置する第1のシール部材21及び第2のシール部材22の外周面とは、金属製の緩衝箔15によって覆われている。金属製の緩衝箔15として、本実施例では厚さ0.01mm〜0.1mmの金属箔のなかでも厚さ0.015mmを搭載し、更に箔には凹凸加工を施している。緩衝箔15は、集電円板の厚さ同等以上の幅で巻き回し集電円板やシール箔に溶接されている。また、第2のシール部材22の外周面上には、軸線方向と平行に、複数の短冊状のモリブデン製のシール箔25(図1、図2Aで実線と破線とを交互に引いたハッチングで示すもの)が、間隔を置いて配置されている。これらの電気的接続箔である緩衝箔15及びシール箔25によって、第1の集電円板31と第2の集電円板32とが電気的に接続されることになり、その結果、電極芯棒5とリード棒6とが電気的に接続されることになる。本実施例のシール箔は、厚さ0.02mm〜0.05mmのナイフエッジ型モリブデン製シール箔の中でも、厚さ0.04mmの幅12mmのシール箔を5枚搭載した。
【0039】
図2Aに破線で示すように、口金28がシール管部7の端部に取り付けられている。口金28にはリード線が接続されていて口金28を経由してリード棒6に外部の電源から電力が供給される。
【0040】
また、図2Aに示すように、第1の集電円板31の外周面に接する部分のシール管部7には、位置Aから位置Bまでの比較的肉厚の厚い部分と位置Bから後端までの比較的薄い部分とからなり、比較的肉厚の厚い部分において、第1の集電円板31を囲繞する部分のシール管部7の厚さを肉厚t1(mm)とし、比較的肉厚の薄い部分において、第2の集電円板32を囲繞する部分のシール管部7の厚さを肉厚t2(mm)とし、肉厚t1が3.0≦t1(mm)≦8.0の範囲にあり、肉厚t2が1.5≦t2(mm)≦4.0の範囲にあるとする。また、シール管部7において、シール管部7の肉厚が徐々に変化する部分の長さL1が、2≦L1(mm)であるとする。図2Bの二重管方式の場合には、シール管部の肉厚t1及びt2は、それぞれの範囲において、シール管部7とシール管内管8とを合計した大きさである。
【0041】
なお、図2Aにおいて、口金28の端部位置が、シール管部7の肉厚が薄くなった位置Bにあるように描いているが、その端部はその位置に特定されるものではない。
【0042】
ここで、ショートアーク型放電ランプ10を製造する際に、シール管部7内に電極マウント9を固定する概略の方法を説明する。まず、電極マウント9を用意し、電極マウント9をその外径よりも大きな内径を有するシール管部となる発光管封体1の筒状部の中に挿入する。この際に、上記のとおり、電極マウント9の球状部側に面する第1のシール部材21の端面が、位置Aから10mm程度口金方向に離れるように電極マウント9を配置する。次に、シール管部となる筒状部の端部を火炎バーナーで加熱して封じ発光管封体1内を前出の排気管により減圧する。その減圧した状態で、電極マウント9を挿入したシール管部となる筒状部の外周を火炎バーナーで加熱する。その加熱により、シール管部7となる筒状部が溶融して収縮して電極マウント9の外周面に密着する。すなわち、シール管部7の内面が、第1のシール部材21、第1の集電円板31、第2のシール部材22、第2の集電円板32及び第3のシール部材23の外周面と溶着する。これにより、電極マウント9とその筒状部とが密着してシール管部7が形成される。特に、シール部材22の溶着性を高めるために、複数本の酸素と水素を利用した火炎バーナーにより、第1シール部材21を溶着させるときよりも火力を上げている。また図2Bのような2重管構造の場合、石英ガラス製のシール管内管8と電極マウント9を先に溶封させた後に発光管封体1内に挿入し前述の同手法にて封着する。
【0043】
[ランプ破裂の起点の応力の概念]
上記のように、肉厚t1及びt2のように肉厚の大きさを異ならせ、それらの間に肉厚が変化する長さL1の部分を形成しているのは、ランプ点灯時に破裂の起点となる可能性が特に高い個所が、図2に示す位置Cの電極マウント9の球状体封体側の端面と、集電円盤31の外周面にシール管部7が溶着されている部分とであるため、それらの部分を含むシール管部7の肉厚は厚くする必要がある一方、口金28の寸法が規定されているため口金内に収容される部分のシール管部7の肉厚は厚くできないからである。
【0044】
ショートアーク型放電ランプ10においては、シール管部7上において、その内面が、第1のシール部材21の球状部側の端面と接する位置Cと、第1の集電円板31の外周面と接する位置Dとが、点灯時においてランプの破裂の起点となる傾向が強い。例えば、本実施形態に係るショートアーク型放電ランプ10のランプ電力が12kWである場合には、点灯後約15分経過すると、ランプ内の温度は800Kから1200K程度になる。その時に、点灯時のランプ内部圧力が高くなり、それらの位置が破裂の起点となってランプが破裂する傾向がある。
【0045】
図3A乃至図3Dは、シール管部7に、それぞれ、電極マウント9の第一シール部材21−1乃至21−4が溶着されたときに、溶着状態の相違により応力がどのように溶着部分にかかるかを説明するための概念図である。図3Aと図3Bとの相違は、第一シール部材21−1と21−2の溶着角の向きが異なる点にある。図3C及び図3Dは両方とも第一シール部材21−3及び21−4が凹形状のものであり、図3Dはさらにシール管部がシール管部7及びシール管内管8の二重管構造になっている。詳しくは後述の通り、図3Cにおいては、溶着角はシール管部7と第一シール部材21−3との間で形成されるが、図3Dにおいては、溶着角はシール管内管8と第一シール部材21−4との間で形成される。
【0046】
ランプの点灯時には、内部圧力が1.0MPaから3.5MPa程度と高くなり、発光管封体1の球状体部の内面部には引張応力がかかる。球状体部は楕円ミラーなどの集光光学系として利用されるため、集光効率を向上させるために滑らかな曲線を持つように成型されている。また、配光特性を向上させ封体球面の石英ガラスの屈折率の変化を抑制するため、球状体部では肉厚の変化が少なく温度変化も少なくなるようにされており、その結果、球状体部の全体に比較的均一の応力が加わることになる。一方、シール管部7では、シール管部7に第一シール部材21−1又は21−2が溶着されている部分では、内径が同じでも外径が大きく相違することがある。すなわち、シール管部7の肉厚tが場所によって大きく変わり、断面積の相違が10倍以上になることがある。また、シール管部7に、第一シール部材21−1又は21−2が溶着されている部分では、シール管部7の内面と石英円筒体の溶着された角の面との間には鋭角の隙間が形成される。その隙間を形成する角度を溶着角という。溶着部への応力の集中の大きさや向きは、溶着角の大きさや溶着角の向きによって相違する。
【0047】
図3Aは、シール管部7の内面に、第一シール部材21−1(石英円筒体)が溶着された状態を示す。第一シール部材21−1はその軸線がシール管部7の内面と平行になるように配置されている。第一シール部材21−1のシール管部7の内面に溶着された角の丸みは比較的大であるが、溶着角は、シール管部7の内面から測った角度である。
【0048】
図3Bは、図3Aと同様に、シール管部7の内面に、石英円筒体の第一シール部材21−2が溶着された状態を示す。この場合は、第一シール部材21−2はその軸線がシール管部7の内面と平行になるように配置されている。第一シール部材21−2がシール管部7の内面に溶着された角の丸みは比較的小である。なお、図3Bには示していないが、第一シール部材21−2が溶着されたシール管部7の内面は内部に向かって少し盛り上がっている。このため、溶着角は、その盛り上がった内面の接線から測った角度になる。
【0049】
図3Cは、シール管部7の内面に凹形状の第一シール部材21−3が溶着された構造を示す。この場合には、溶着角は、図3Aと同様に、シール管部7の内面と第一シール部材21−3の角の面との間に形成され、ほぼシール管部7の内面から図った角度になる。
【0050】
図3Dでは、シール管部は、シール管部7の内側にシール管内管8が配置された二重構造となっており、内側のシール管内管8の内面に凹形状の第一シール部材21−4が溶着されている。シール管内管8の先端は内側に縮径して変形している。この場合には、溶着角は、シール管内管8の内面と第一シール部材21−4の角の面との間に形成され、シール管内管8の内面から図った角度になる。
【0051】
一般的に、応力は石英円筒体の内部に放射状に広がった後に所定部分に集中することになる。図3Aにおいては、溶着角が比較的シール管部7の内面に沿った方向であるため、応力の集中する方向は、その図に白矢印で示すように、ランプの軸線方向になる。一方、図3Bにおいては、溶着角は比較的石英円筒体の端面に沿った方向であるため、応力の集中する方向は、その図に白矢印で示すように、シール管部7の肉厚方向になる。
【0052】
溶着角は、石英円筒体の丸みにより白矢印で示すように、応力集中方向となる角度中心方向が変化する。この方向は、石英円筒体の丸みだけに起因するものではなく、火炎バーナー溶封作業によりシール管内面が内側に食い込むことにより角度方向が変化する場合もある。
【0053】
これらの集中した応力にはシール管部7の肉厚を厚くすることで対応することが可能になる。つまり、シール管部7の内面から外面までの距離が保てるため応力を広く分散することができるようになるので、溶着点や鋭角部分に応力が集中してもその応力を分散し結果的に強度を向上させることができるからである。
【0054】
上記の通り、特に、図3Aにおいては、ランプの軸線方向に集中した応力が向いている。また、応力には作用と反作用の力があり、特に引張応力が集中した部位周辺には圧縮応力が存在するので、圧縮耐性がないと引張応力によってシール管部7のその部位が破裂することになる。このため、その応力の向く軸線方向に沿ってシール管部7の所定の長さにわたって肉厚を大きくする必要がある。これにより、軸方向での応力緩和を図り、結果的に、耐圧強度をさらに向上させることができるようになる。
【0055】
また、肉厚差が大きいと、例えば、3mmを超えると、肉厚差のある部分におけるシール管部を含む電極マウントの断面方向の体積差が大きくなり、火炎バーナーでの溶融作業にバラつきやムラが発生しシール作業性が悪化することになる。また、部分的気密封着性能が低下する。つまり、シール箔裏側の溶着が不足し、例えば、シール箔幅10mmの場合、5mmから10mm程度の浮きが発生することになる。気密性が悪い場合には、点灯時に外部からの酸化現象が促進し、酸化物の体積増によるクラックの発生や、シール箔と集電円盤の溶接部の酸化現象による溶断などの不具合が発生する可能性が高い。一方、肉厚差が小さいと、例えば、0.5mm未満の場合には、リード線側の気密封着性能が低下することがある。このため、最適な肉厚差を検討する必要がある。
【0056】
[実施例1]
図2に示すように、第1の集電円盤31を囲繞する部分のシール管部7の厚さを肉厚t1(mm)と、第2の集電円盤32を囲繞する部分のシール管部7の厚さを肉厚t2(mm)との厚さを変化させて組み合わせた場合に、それらの肉厚の差と、t1に対するt2の比率と、t1に対する肉厚差の比率を調べてみた。その結果を図4に示す。
【0057】
図4において、t1及びt2は肉厚(mm)を表し、t3はt1とt2との差(肉厚差)を表し、t2/t1はt1に対するt2の比率(%)(肉厚比)を表し、t3/t1はt1に対するt3の比率(%)(肉厚差比)を表わす。例えば、t1が4.0mmで、t2が3.0mmの場合には、肉厚差t3は1.0mmになり、肉厚比t2/t1は75%になり、肉厚差比t3/t1は25%になった。
【0058】
この実施例1において、t1が4.0mm、t2が3.5mmのときには、肉厚差比t3/t1が13%である。13%以上の場合には、肉厚が変位する部分L1に応力が集中し、耐圧強度が0.8MPaから1.5MPa程度まで低下する。また、t1の肉厚が3mm未満の場合には、強度が、2.0MPaから3.5MPa程度まで低下する。一方、t1の肉厚が8mmを超えると、強度は3.5MPaから5MPaまで向上する。ただし、肉厚が8mmを超えると、火炎バーナーによってシール管部7内に電極マウント9を溶着させる場合に、火炎バーナーの火力を高めて時間を長くして溶融を図る必要があり、この場合には、火炎バーナーの火力により封体が変形し、端部の溶着が十分に行えず、強度に3.0MPaから5.0MPaの間のばらつきが生じてしまうことがある。
【0059】
実施例1の観点から、シール管部7の厚さを肉厚t1(mm)とシール管部7の厚さを肉厚t2(mm)との差t1−t2及び比率t2/t1を一般化して検討した。図5Aから図5Cにその結果を示す。
【0060】
図5Aは、肉厚の差t1−t2が、0.5mmの場合と3.0mmの場合との2つの関係を示すグラフ1である。t1−t2が0.5mmの場合はひし形を結ぶ上側の直線によって表され、t1−t2が3.0mmの場合は矩形を結ぶ下側の直線によって表される。両直線は平行であり、2本の直線の間に、肉厚の差t1−t2が0.5mmから3.0mmまで相違する場合の関係が存在することになる。
【0061】
図5Bは、肉厚の比率t2/t1が、0.5(50%)の場合と1.0(100%)の場合との2つの関係を示すグラフ2である。比率t2/t1が0.5(50%)の場合がひし形を結ぶ下側の直線になり、比率t2/t1が1.0(100%)の場合が矩形を結ぶ上側の直線となる。これらの2本の直線の間に、比率t2/t1が0.5(50%)から1.0(100%)まで相違する場合の関係が存在することになる。
【0062】
図5Cは、図5Aのグラフ1と図5Bのグラフ2とを重ね合わせたグラフを示す。このグラフにおいて、グラフ1とグラフ2とにそれぞれ示された2つの直線のすべてに挟まれた領域に斜線を入れている。この領域においては、最適な肉厚差及び肉厚比を得ることができる。
【0063】
以上、本発明の一実施形態に係るショートアーク型放電ランプについて説明したが、本発明は上記の実施形態に拘束されるものではなく、当業者が容易になしえる追加、削除、改変等は、本発明に含まれるものであり、また、本発明の技術的範囲は、添付の特許請求の範囲の記載によって定められることを承知されたい。例えば、シール部材を石英ガラスではなくオゾンレス石英等他の適切な材料を用いて作ってもよい。それらのシール部材の材質を異ならせてもよい。第1シール部材はガラス以外の例えばモリブデン製の材料でも良い。この場合、モリブデン製の第1シール部材にシール金属箔を電気的に溶接すれば集電円板と同機能を果たす。また、水銀を封入せずにキセノンガスのみを封入したショートアーク型キセノンランプやフラッシュ点灯方式の希ガスショートアーク型放電ランプにおいても上記の実施形態に係る手法が適用できる。
【符号の説明】
【0064】
1・・・発光管封体
2・・・陽極
3・・・陰極
5・・・電極芯棒
6・・・リード棒
7・・・シール管部
8・・・シール管内管
9・・・電極マウント
10・・・ショートアーク型放電ランプ
11・・・ゲッター材
15・・・金属製緩衝箔
25・・・シール箔
21・・・第1のシール部材
22・・・第2のシール部材
23・・・第3のシール部材
31・・・第1の集電円板
32・・・第2の集電円板
【技術分野】
【0001】
本発明は、半導体や液晶、プリント回路基板などの露光装置等に用いられるショートアーク型放電ランプに関する。
【背景技術】
【0002】
高圧水銀ランプ、高圧ナトリウムランプ、メタルハライドランプ及びセラミックメタルハライドランプのような高輝度放電ランプ(HIDランプ:High Intensity Discharge Lamp)は、電極間の放電を利用して発光する。このため、高輝度放電ランプは、白熱電球と比べて、光束が大きく大規模な空間の照明に適し、エネルギー効率が良いといった種々の特徴を備えている。
【0003】
特に、アーク長が短く高輝度の光を放射するショートアーク型放電ランプは、半導体、液晶、プリント基板等の製造工程における露光用光源のような光応用分野の光源として利用されており、発光波長として365nmの発光強度を高めたi線ランプや436nmの発光強度を高めたg線ランプが知られている。
【0004】
ショートアーク型放電ランプの多くは、石英製の発光管封体の中央が球形状で、両端が細く絞られていて管形状に形成されている。中央の球形状の部分の内部には陰極及び陽極が対向して配置され、細く絞られたガラス管内には封止部を介して電極マウントが固定されている。陰極及び陽極の電極芯棒はそれを経由して外部のリード線に接続されている。
【0005】
特に、半導体露光装置に用いられるショートアーク型放電ランプは、露光工程で、長時間にわたり、高輝度を維持することや安定した発光効率を維持することが求められている。このため、ショートアーク型放電ランプは、直流点灯方式で投入電力が大きく、点灯時にはランプ内の温度と圧力とがかなり高くなる。また、ランプを高照度化するための一方法として、より多くの水銀や希ガスを封入して紫外域のランプ発光効率が高められている。このため、電極芯棒を支持する電極マウントが溶着されたシール管において、点灯時に、特に、電極マウントの端部が接する部分と集電円板が接する部分を起点として破裂が発生する可能性が高い。
【0006】
中でも、液晶・プリント基板露光装置に用いられるショートアーク型放電ランプにおいては、電圧、照度などの諸特性を満たすため、水銀を多く発光管内に封入する必要がある。そのため、ランプが点灯した際には、ランプ内の温度が800Kから1200Kで、内部圧力が2.0MPaから3.5MPaになるものもあり、ランプ容器の強度にばらつきがあったり、又は上記以外の部分の強度が不足していたりすると、その強度が不足している部分からランプ容器の破裂に至ることがある。
【0007】
シール管の肉厚を厚くすることで点灯時圧力(応力)に耐え得るようにすることが考えられるが、破裂の起点となり得る部分、つまり、溶着部の外径部分及び集電円板の接する部分のみの肉厚を厚くするだけでは、点灯中の水銀や封入ガスの内部圧力(応力)、熱応力、紫外線によるガラスの構造劣化、溶着部の端面形状による応力集中(例えば、二種以上のガラス同士の溶着点が鋭角になる程応力が1点に集中すること)などの蓄積により、点灯中に破裂を回避することは困難である。
【0008】
また、露光用水銀ランプは露光装置の高価な光学系に組み込んで使用されるため、ランプの破裂に伴い、その高価な光学系を破損することになり、また、ランプ内には水銀が封入されていてランプの破裂により水銀が外部に飛散することになるため、ランプの破裂の回避が強く要望されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2010−198947号公報 特許文献1は、円板部材及び円板箔の外径に所定の関係を持たせることによって封止管の破裂を防ぐように構成したショートアーク型放電ランプを開示する。
【特許文献2】特開2006−286343号公報 特許文献2は、シール用ガラス部材の凹部の縁幅、溝の深さ、軸方向の全長に所定の関係を持たせることによって点灯時の破裂を防止するように構成したショートアーク型放電ランプを開示する。
【特許文献3】特開2005−243484号公報 特許文献3は、リード棒を保持する管状体の端部から封止用ガラス体の放電空間側の端部までの距離、封止用ガラス体の径方向のガラス肉厚及び枝管部を構成するガラス管の径方向のガラス肉厚に所定の関係を持たせることによって、ランプ点灯時に枝管部の折れ等の不具合が起こらないように構成したショートアーク型放電ランプを開示する。
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1では、内側金属リングの外径と円板箔の外径との差を考慮すること、又は、内側金属リングと封止管の肉厚との比と点灯時の発光管内の圧力とを考慮することによって封止管の破裂を防ぐことが図られており、ランプの破裂の起点となる個所の検討が限定されている。
【0011】
特許文献2では、シール用ガラス部材の凹部の深さ及び全長との関係からランプの破裂防止をしようとするもので、この文献もランプの破裂の起点となる個所の検討が限定されている。
【0012】
また、特許文献3では、特に、封止用ガラス体及び枝管部のガラス管のそれぞれの肉厚を考慮することによってシール部の破断や枝管部の折れ等を防ごうとするもので、この文献もランプの破裂の起点となる個所の検討が限定されている。
【0013】
以上の観点から、上記の特許文献によってランプの破裂の危険性が低くなったとはいえ、ランプの破裂の起点となる個所をより確実に把握しそれらを適切に改良することによって、より確実にランプの破裂の危険性を下げることが要望されている。
【0014】
また、上記の特許文献とは異なる態様によってランプの破裂の危険性を下げることが要望されている。
【0015】
さらに、より簡易な構造によって確実にランプの破裂の危険性を下げることが要望されている。
【0016】
そして、いずれの文献でも、シール管の石英ガラス中に含まれるOH基濃度によってシール管の紫外線による劣化による機械的強度の低下は考慮していない。
【0017】
そこで、本発明は、従来に比べて、異なる態様により、簡易な構造によって、より確実にランプ破裂の危険性を下げるショートアーク型放電ランプを提供することを目的とする。
【課題を解決するための手段】
【0018】
上記の課題に鑑み、本発明に係るショートアーク型放電ランプは、球状部と、該球状部の両端に該球状部の中心を通る軸線に沿って対向して配置した2つのシール管部とを備える発光管封体と、前記球状部の内部に、所定距離離隔させて対向して配置した陰極及び陽極と、該陰極及び陽極からそれぞれ前記2つのシール管部まで延在する電極芯棒とを備え、各シール管部の内側に、第1のシール部材、第1の集電円板、第2のシール部材、第2の集電円板及び第3のシール部材が、該シール管部の中心軸線方向に沿って前記球状部から離れる方向に連続して配置され、各シール管部の外側端部に口金が固定され、前記第1の集電円板と前記第2の集電円板とが前記第2のシール部材の外周面上に配置された電気的接続箔によって電気的に接続され、
各シール管部内において、1つの前記電極芯棒が、前記第1のシール部材を該シール管部の中心軸線方向に沿って貫通してそれに保持されるとともに前記第1の集電円板に電気的に接続され、また、外部の電源に接続されるリード線が、前記口金を通って該シール管部の中心軸線方向に沿って前記球状部に向かって前記第3のシール部材及び前記第2の集電円板を貫通してそれらに保持されるとともに該第2の集電円板に電気的に接続される、2kWから30kWのランプ電力のショートアーク型放電ランプであり、前記シール管部の前記第1の集電円板円盤を囲繞する部分の厚さを肉厚t1、前記シール管部の前記第2の集電円板を囲繞する部分の厚さを肉厚t2とし、前記シール管部において肉厚が徐々に変化する部分の長さをL1とすると、3.0(mm)≦t1≦8.0(mm)のシール部の肉厚があり、更に、t2≦t1の構造を持つショートアーク型放電ランプにおいて、1.5(mm)≦t2≦4.0(mm)、0.5(mm)≦t1−t2≦3.0(mm)、0.5≦t2/t1<1、かつ2≦L1であることを特徴とする。
【0019】
そのショートアーク型放電ランプにおいては、ランプ点灯時に前記発光管封体の前記球状部内の圧力が1.0MPaから3.5MPaである。
【0020】
また、そのショートアーク型放電ランプにおいては、前記第2のシール部材の直径が16mmから35mmである。
【0021】
そのショートアーク型放電ランプにおいて、該ショートアーク型放電ランプのランプ電力は、2kWから36kWの範囲にあってもよい。
【発明の効果】
【0022】
本発明によると、ランプの破裂の起点となる個所をより確実に把握してそれらを適切に改良することによって、より確実にランプの破裂の危険性を下げるショートアーク型放電ランプを提供することができる。
【0023】
また、本発明によると、新たな態様によってランプの破裂の危険性を下げるショートアーク型放電ランプを提供することができる。
【0024】
さらに、本発明によると、より簡易な方法によって確実にランプの破裂の危険性を下げるショートアーク型放電ランプを提供することができる。
【図面の簡単な説明】
【0025】
【図1】図1は、本発明の一実施形態に係るショートアーク型放電ランプの概略構成を示すための簡略化した断面図である。
【図2A】図2Aは、図1に示すショートアーク型放電ランプのシール管部の拡大断面図である。
【図2B】図2Bは、本発明の別の実施形態に係るショートアーク型放電ランプのシール管部の拡大断面図である。
【図3A】図3Aは、シール管部に、第1シール材21−1が溶着されたときに、応力がどのように溶着部分にかかるかを説明するための概念図である。
【図3B】図3Bは、図3Aとは異なる溶着角で、シール管部7に、第1シール材21−2が溶着されたときに、溶着角の相違により応力がどのように溶着部分にかかるかを説明するための概念図である。
【図3C】図3Cは、本発明の別の実施形態に係わる第1シール材21−3が円筒凹形状の実施例の断面図で、図3Aの溶着角位置を補足する概念図である。
【図3D】図3Dは、本発明の別の実施形態に係わる第1シール材21−4が円筒凹形状で更に多重管シール構造として2重管実施例の断面図で、図3Bの溶着角位置を補足する概念図である。
【図4】図4は、シール管部の所定の2か所の位置の肉厚、それらの間の肉厚差、肉厚差比を示す表である。
【図5A】図5Aは、シール管部の所定の2か所における2種類の肉厚差を示すグラフ1である。
【図5B】図5Bは、シール管部の所定の2か所における2種類の肉厚比を示すグラフ2である。
【図5C】図5Cは、図5A及び図5Bに示されたグラフを重ね合わせたグラフである。
【発明を実施するための形態】
【0026】
以下、添付図面に基づいて本発明の一実施形態に係るショートアーク型放電ランプを説明する。なお、全図において、各部材の厚さ、長さ、形状、部材同士の間隔、隙間等は、理解の容易のために、適宜、拡大・縮小・変形・簡略化等をしている。図の説明の際の上下・左右の表現は、その図を鉛直面内に置いた状態でのその図面の面に沿った方向を表すものとする。
【0027】
[ショートアーク型放電ランプの概略構造]
図1は、本発明の一実施形態に係るショートアーク型放電ランプ10の概略構造を示すための簡略化した一部断面図である。ここでは、例えば、ショートアーク型放電ランプ10は2kWから25kWのランプ電力を有するものや、室温(25℃)で、アルゴン、クリプトン、キセノンの少なくとも1種類の希ガスを0.05MPaから0.4MPa封入し、発光空間の全容積に対する水銀密度が、5mg/ccから60mg/ccのランプであり、点灯時の平均ガス温度が800Kから1200Kにおいて、点灯時の圧力が1MPaを超えるものでもよい。本実施形態では、例えば、ショートアーク型放電ランプ10はランプ電力が12kWで、点灯時圧力が2MPaを超えるものとする。耐圧強度は3.5MPaが望ましい。
【0028】
ショートアーク型放電ランプ10は、313nmと365nmと436nmの発光波長の光を強く放射するランプであり、球状部とその中心を通る軸線に沿って対向した2つのシール管部7とからなる発光管封体1を備える。球状部の内部には、陽極2及び陰極3が対向して配置され、対向した2つのシール管部7には、それぞれ、発光管封体1の内部と外気とを遮断するために電極マウント9が固定されている。陽極2と陰極3との先端部間の距離は、3〜30mmの範囲内の例えば10mmである。
【0029】
詳しくは後述するが、電極マウント9の球状部側の端部には、陽極2及び陰極3に接続された電極芯棒5が固定され、反対側の端部には、外部の電源に接続されたリード線と接続するためのリード棒6が連結されている。このように電極マウント9は、電極芯棒5及びリード棒6を保持するとともに、外気と発光管封体1との間を遮断するように気密に封じる。
【0030】
電極芯棒5には、発光管封体1の封入後もその中に残った不純物や点灯時に発生する不純物を除去するためにゲッター材11が取り付けられている。
【0031】
また、ランプの製造時に、図1のチップオフ4の位置に取り付けられていた排気管から、発光管封体内に、水銀を封入するとともに、少なくともアルゴン、クリプトン、キセノンなどの不活性ガスを単独またはそれらの混合ガスの形で封入する。
【0032】
発光管封体1の球状部の外径は、発光出力の大きさと投入電力に応じて変わり、50mmから300mmの範囲内の例えば100mmで、球状部の軸線方向の長さは70mmから300mmの範囲内の例えば140mmである。発光管封体1内には、3mg/ccから50mg/ccの範囲から選択された例えば40mg/ccの水銀と、キセノン(Xe)、アルゴン(Ar)及びクリプトン(Kr)の中の少なくとも1つの希ガスとが封入されている。ただし、1つの希ガスに代えて、混合ガス、例えばKr及びArなどの2種以上の混合ガスを用いてもよい。希ガスの封入圧は、封入されたガスの種類によっても異なるが、概略0.05MPaから0.4MPaの範囲内の例えば0.2MPaである。本ランプ点灯時には、発光管封体1内の圧力は2.0MPaから3.5MPa程度になる。
【0033】
[シール管部の概略構造]
陰極側及び陽極側のシール管部7は同様の構造であるため、以下は、一方の側の、例えば、陽極側のシール管部7について説明する。
【0034】
図2Aは、図1に示すショートアーク型放電ランプ10のシール管部7の拡大断面図である。図2Aに示すように、シール管部7の内側には、電極マウント9が溶着されていて発光管封体1の気密性が保たれている。溶着の方法については後述する。
【0035】
電極マウント9は、石英ガラス円筒体の第1のシール部材21、第2のシール部材(又はシール箔封着円筒体)22及び第3のシール部材23を備える。第1シール部材外径はφ16からφ35mmの範囲の寸法であり外径が異径形状もののもある。本実施例ではφ25mmとする。第1のシール部材21は、発光管封体1の球状部とシール管部7との連結位置Aから、球状部から離れる方向に向かって約10mm離れた位置からシール管部7の内面に溶着されている。そのように約10mmの空間が設けられているのは、シール管部7内に第1のシール部材21等を含む電極マウント9を溶着するためにシール管部7を火炎バーナー等で加熱するので、その熱が球状部に伝わってその球状部が変形することを防ぐためである。第1のシール部材21の中央には貫通孔が形成されており、その貫通孔には、電極芯棒5が挿入され、図示はしていないが巻回した金属箔の緩衝材を介して第1のシール部材21に固定されている。また図2Bには、第1シール部材が円筒形状の発光部側を切削またはレーザー加工した凹形状であり、更にシール管7部が多重管の例として2重管方式の参考として図示する。図2A及び図2Bにおいて同種の部材には同一の符号を付してある。
【0036】
第1のシール部材21と第2のシール部材22との間には、第1の集電円板31が介装されており、第1の集電円板31には、第1のシール部材21を貫通した電極芯棒5の端部が連結されている。これにより、電極芯棒5が第1の集電円板31に電気的に接続されることになる。なお、電極芯棒5の端部は、さらに第1の集電円板31を貫通して第2のシール部材22に接続されるように構成される場合もある。集電円板31の外径は電極マウント9よりも小さく、厚さは0.5mmから15mmが多用されるが本実施例では6mmとした。
【0037】
また、第2のシール部材22と第3のシール部材23との間には、第2の集電円板32が介装されている。第3のシール部材23の中心には貫通孔が形成されており、その貫通孔にはリード棒6が挿入されていて第3のシール部材23に固定されている。また、その貫通したリード棒6の端部は、第2の集電円板32を貫通して第2のシール部材22の端部に挿入されて固定されている。これにより、リード棒6は、電気的に第2の集電円板32に接続されるとともに第2のシール部材22に機械的に保持されている。ただし、リード棒6の端部は、第2の集電円板32を貫通せずにそれに電気的に接続されるだけもよい。
【0038】
第1の集電円板31の外周面と、この第1の集電円板31の両側に位置する第1のシール部材21及び第2のシール部材22の外周面とは、金属製の緩衝箔15によって覆われている。金属製の緩衝箔15として、本実施例では厚さ0.01mm〜0.1mmの金属箔のなかでも厚さ0.015mmを搭載し、更に箔には凹凸加工を施している。緩衝箔15は、集電円板の厚さ同等以上の幅で巻き回し集電円板やシール箔に溶接されている。また、第2のシール部材22の外周面上には、軸線方向と平行に、複数の短冊状のモリブデン製のシール箔25(図1、図2Aで実線と破線とを交互に引いたハッチングで示すもの)が、間隔を置いて配置されている。これらの電気的接続箔である緩衝箔15及びシール箔25によって、第1の集電円板31と第2の集電円板32とが電気的に接続されることになり、その結果、電極芯棒5とリード棒6とが電気的に接続されることになる。本実施例のシール箔は、厚さ0.02mm〜0.05mmのナイフエッジ型モリブデン製シール箔の中でも、厚さ0.04mmの幅12mmのシール箔を5枚搭載した。
【0039】
図2Aに破線で示すように、口金28がシール管部7の端部に取り付けられている。口金28にはリード線が接続されていて口金28を経由してリード棒6に外部の電源から電力が供給される。
【0040】
また、図2Aに示すように、第1の集電円板31の外周面に接する部分のシール管部7には、位置Aから位置Bまでの比較的肉厚の厚い部分と位置Bから後端までの比較的薄い部分とからなり、比較的肉厚の厚い部分において、第1の集電円板31を囲繞する部分のシール管部7の厚さを肉厚t1(mm)とし、比較的肉厚の薄い部分において、第2の集電円板32を囲繞する部分のシール管部7の厚さを肉厚t2(mm)とし、肉厚t1が3.0≦t1(mm)≦8.0の範囲にあり、肉厚t2が1.5≦t2(mm)≦4.0の範囲にあるとする。また、シール管部7において、シール管部7の肉厚が徐々に変化する部分の長さL1が、2≦L1(mm)であるとする。図2Bの二重管方式の場合には、シール管部の肉厚t1及びt2は、それぞれの範囲において、シール管部7とシール管内管8とを合計した大きさである。
【0041】
なお、図2Aにおいて、口金28の端部位置が、シール管部7の肉厚が薄くなった位置Bにあるように描いているが、その端部はその位置に特定されるものではない。
【0042】
ここで、ショートアーク型放電ランプ10を製造する際に、シール管部7内に電極マウント9を固定する概略の方法を説明する。まず、電極マウント9を用意し、電極マウント9をその外径よりも大きな内径を有するシール管部となる発光管封体1の筒状部の中に挿入する。この際に、上記のとおり、電極マウント9の球状部側に面する第1のシール部材21の端面が、位置Aから10mm程度口金方向に離れるように電極マウント9を配置する。次に、シール管部となる筒状部の端部を火炎バーナーで加熱して封じ発光管封体1内を前出の排気管により減圧する。その減圧した状態で、電極マウント9を挿入したシール管部となる筒状部の外周を火炎バーナーで加熱する。その加熱により、シール管部7となる筒状部が溶融して収縮して電極マウント9の外周面に密着する。すなわち、シール管部7の内面が、第1のシール部材21、第1の集電円板31、第2のシール部材22、第2の集電円板32及び第3のシール部材23の外周面と溶着する。これにより、電極マウント9とその筒状部とが密着してシール管部7が形成される。特に、シール部材22の溶着性を高めるために、複数本の酸素と水素を利用した火炎バーナーにより、第1シール部材21を溶着させるときよりも火力を上げている。また図2Bのような2重管構造の場合、石英ガラス製のシール管内管8と電極マウント9を先に溶封させた後に発光管封体1内に挿入し前述の同手法にて封着する。
【0043】
[ランプ破裂の起点の応力の概念]
上記のように、肉厚t1及びt2のように肉厚の大きさを異ならせ、それらの間に肉厚が変化する長さL1の部分を形成しているのは、ランプ点灯時に破裂の起点となる可能性が特に高い個所が、図2に示す位置Cの電極マウント9の球状体封体側の端面と、集電円盤31の外周面にシール管部7が溶着されている部分とであるため、それらの部分を含むシール管部7の肉厚は厚くする必要がある一方、口金28の寸法が規定されているため口金内に収容される部分のシール管部7の肉厚は厚くできないからである。
【0044】
ショートアーク型放電ランプ10においては、シール管部7上において、その内面が、第1のシール部材21の球状部側の端面と接する位置Cと、第1の集電円板31の外周面と接する位置Dとが、点灯時においてランプの破裂の起点となる傾向が強い。例えば、本実施形態に係るショートアーク型放電ランプ10のランプ電力が12kWである場合には、点灯後約15分経過すると、ランプ内の温度は800Kから1200K程度になる。その時に、点灯時のランプ内部圧力が高くなり、それらの位置が破裂の起点となってランプが破裂する傾向がある。
【0045】
図3A乃至図3Dは、シール管部7に、それぞれ、電極マウント9の第一シール部材21−1乃至21−4が溶着されたときに、溶着状態の相違により応力がどのように溶着部分にかかるかを説明するための概念図である。図3Aと図3Bとの相違は、第一シール部材21−1と21−2の溶着角の向きが異なる点にある。図3C及び図3Dは両方とも第一シール部材21−3及び21−4が凹形状のものであり、図3Dはさらにシール管部がシール管部7及びシール管内管8の二重管構造になっている。詳しくは後述の通り、図3Cにおいては、溶着角はシール管部7と第一シール部材21−3との間で形成されるが、図3Dにおいては、溶着角はシール管内管8と第一シール部材21−4との間で形成される。
【0046】
ランプの点灯時には、内部圧力が1.0MPaから3.5MPa程度と高くなり、発光管封体1の球状体部の内面部には引張応力がかかる。球状体部は楕円ミラーなどの集光光学系として利用されるため、集光効率を向上させるために滑らかな曲線を持つように成型されている。また、配光特性を向上させ封体球面の石英ガラスの屈折率の変化を抑制するため、球状体部では肉厚の変化が少なく温度変化も少なくなるようにされており、その結果、球状体部の全体に比較的均一の応力が加わることになる。一方、シール管部7では、シール管部7に第一シール部材21−1又は21−2が溶着されている部分では、内径が同じでも外径が大きく相違することがある。すなわち、シール管部7の肉厚tが場所によって大きく変わり、断面積の相違が10倍以上になることがある。また、シール管部7に、第一シール部材21−1又は21−2が溶着されている部分では、シール管部7の内面と石英円筒体の溶着された角の面との間には鋭角の隙間が形成される。その隙間を形成する角度を溶着角という。溶着部への応力の集中の大きさや向きは、溶着角の大きさや溶着角の向きによって相違する。
【0047】
図3Aは、シール管部7の内面に、第一シール部材21−1(石英円筒体)が溶着された状態を示す。第一シール部材21−1はその軸線がシール管部7の内面と平行になるように配置されている。第一シール部材21−1のシール管部7の内面に溶着された角の丸みは比較的大であるが、溶着角は、シール管部7の内面から測った角度である。
【0048】
図3Bは、図3Aと同様に、シール管部7の内面に、石英円筒体の第一シール部材21−2が溶着された状態を示す。この場合は、第一シール部材21−2はその軸線がシール管部7の内面と平行になるように配置されている。第一シール部材21−2がシール管部7の内面に溶着された角の丸みは比較的小である。なお、図3Bには示していないが、第一シール部材21−2が溶着されたシール管部7の内面は内部に向かって少し盛り上がっている。このため、溶着角は、その盛り上がった内面の接線から測った角度になる。
【0049】
図3Cは、シール管部7の内面に凹形状の第一シール部材21−3が溶着された構造を示す。この場合には、溶着角は、図3Aと同様に、シール管部7の内面と第一シール部材21−3の角の面との間に形成され、ほぼシール管部7の内面から図った角度になる。
【0050】
図3Dでは、シール管部は、シール管部7の内側にシール管内管8が配置された二重構造となっており、内側のシール管内管8の内面に凹形状の第一シール部材21−4が溶着されている。シール管内管8の先端は内側に縮径して変形している。この場合には、溶着角は、シール管内管8の内面と第一シール部材21−4の角の面との間に形成され、シール管内管8の内面から図った角度になる。
【0051】
一般的に、応力は石英円筒体の内部に放射状に広がった後に所定部分に集中することになる。図3Aにおいては、溶着角が比較的シール管部7の内面に沿った方向であるため、応力の集中する方向は、その図に白矢印で示すように、ランプの軸線方向になる。一方、図3Bにおいては、溶着角は比較的石英円筒体の端面に沿った方向であるため、応力の集中する方向は、その図に白矢印で示すように、シール管部7の肉厚方向になる。
【0052】
溶着角は、石英円筒体の丸みにより白矢印で示すように、応力集中方向となる角度中心方向が変化する。この方向は、石英円筒体の丸みだけに起因するものではなく、火炎バーナー溶封作業によりシール管内面が内側に食い込むことにより角度方向が変化する場合もある。
【0053】
これらの集中した応力にはシール管部7の肉厚を厚くすることで対応することが可能になる。つまり、シール管部7の内面から外面までの距離が保てるため応力を広く分散することができるようになるので、溶着点や鋭角部分に応力が集中してもその応力を分散し結果的に強度を向上させることができるからである。
【0054】
上記の通り、特に、図3Aにおいては、ランプの軸線方向に集中した応力が向いている。また、応力には作用と反作用の力があり、特に引張応力が集中した部位周辺には圧縮応力が存在するので、圧縮耐性がないと引張応力によってシール管部7のその部位が破裂することになる。このため、その応力の向く軸線方向に沿ってシール管部7の所定の長さにわたって肉厚を大きくする必要がある。これにより、軸方向での応力緩和を図り、結果的に、耐圧強度をさらに向上させることができるようになる。
【0055】
また、肉厚差が大きいと、例えば、3mmを超えると、肉厚差のある部分におけるシール管部を含む電極マウントの断面方向の体積差が大きくなり、火炎バーナーでの溶融作業にバラつきやムラが発生しシール作業性が悪化することになる。また、部分的気密封着性能が低下する。つまり、シール箔裏側の溶着が不足し、例えば、シール箔幅10mmの場合、5mmから10mm程度の浮きが発生することになる。気密性が悪い場合には、点灯時に外部からの酸化現象が促進し、酸化物の体積増によるクラックの発生や、シール箔と集電円盤の溶接部の酸化現象による溶断などの不具合が発生する可能性が高い。一方、肉厚差が小さいと、例えば、0.5mm未満の場合には、リード線側の気密封着性能が低下することがある。このため、最適な肉厚差を検討する必要がある。
【0056】
[実施例1]
図2に示すように、第1の集電円盤31を囲繞する部分のシール管部7の厚さを肉厚t1(mm)と、第2の集電円盤32を囲繞する部分のシール管部7の厚さを肉厚t2(mm)との厚さを変化させて組み合わせた場合に、それらの肉厚の差と、t1に対するt2の比率と、t1に対する肉厚差の比率を調べてみた。その結果を図4に示す。
【0057】
図4において、t1及びt2は肉厚(mm)を表し、t3はt1とt2との差(肉厚差)を表し、t2/t1はt1に対するt2の比率(%)(肉厚比)を表し、t3/t1はt1に対するt3の比率(%)(肉厚差比)を表わす。例えば、t1が4.0mmで、t2が3.0mmの場合には、肉厚差t3は1.0mmになり、肉厚比t2/t1は75%になり、肉厚差比t3/t1は25%になった。
【0058】
この実施例1において、t1が4.0mm、t2が3.5mmのときには、肉厚差比t3/t1が13%である。13%以上の場合には、肉厚が変位する部分L1に応力が集中し、耐圧強度が0.8MPaから1.5MPa程度まで低下する。また、t1の肉厚が3mm未満の場合には、強度が、2.0MPaから3.5MPa程度まで低下する。一方、t1の肉厚が8mmを超えると、強度は3.5MPaから5MPaまで向上する。ただし、肉厚が8mmを超えると、火炎バーナーによってシール管部7内に電極マウント9を溶着させる場合に、火炎バーナーの火力を高めて時間を長くして溶融を図る必要があり、この場合には、火炎バーナーの火力により封体が変形し、端部の溶着が十分に行えず、強度に3.0MPaから5.0MPaの間のばらつきが生じてしまうことがある。
【0059】
実施例1の観点から、シール管部7の厚さを肉厚t1(mm)とシール管部7の厚さを肉厚t2(mm)との差t1−t2及び比率t2/t1を一般化して検討した。図5Aから図5Cにその結果を示す。
【0060】
図5Aは、肉厚の差t1−t2が、0.5mmの場合と3.0mmの場合との2つの関係を示すグラフ1である。t1−t2が0.5mmの場合はひし形を結ぶ上側の直線によって表され、t1−t2が3.0mmの場合は矩形を結ぶ下側の直線によって表される。両直線は平行であり、2本の直線の間に、肉厚の差t1−t2が0.5mmから3.0mmまで相違する場合の関係が存在することになる。
【0061】
図5Bは、肉厚の比率t2/t1が、0.5(50%)の場合と1.0(100%)の場合との2つの関係を示すグラフ2である。比率t2/t1が0.5(50%)の場合がひし形を結ぶ下側の直線になり、比率t2/t1が1.0(100%)の場合が矩形を結ぶ上側の直線となる。これらの2本の直線の間に、比率t2/t1が0.5(50%)から1.0(100%)まで相違する場合の関係が存在することになる。
【0062】
図5Cは、図5Aのグラフ1と図5Bのグラフ2とを重ね合わせたグラフを示す。このグラフにおいて、グラフ1とグラフ2とにそれぞれ示された2つの直線のすべてに挟まれた領域に斜線を入れている。この領域においては、最適な肉厚差及び肉厚比を得ることができる。
【0063】
以上、本発明の一実施形態に係るショートアーク型放電ランプについて説明したが、本発明は上記の実施形態に拘束されるものではなく、当業者が容易になしえる追加、削除、改変等は、本発明に含まれるものであり、また、本発明の技術的範囲は、添付の特許請求の範囲の記載によって定められることを承知されたい。例えば、シール部材を石英ガラスではなくオゾンレス石英等他の適切な材料を用いて作ってもよい。それらのシール部材の材質を異ならせてもよい。第1シール部材はガラス以外の例えばモリブデン製の材料でも良い。この場合、モリブデン製の第1シール部材にシール金属箔を電気的に溶接すれば集電円板と同機能を果たす。また、水銀を封入せずにキセノンガスのみを封入したショートアーク型キセノンランプやフラッシュ点灯方式の希ガスショートアーク型放電ランプにおいても上記の実施形態に係る手法が適用できる。
【符号の説明】
【0064】
1・・・発光管封体
2・・・陽極
3・・・陰極
5・・・電極芯棒
6・・・リード棒
7・・・シール管部
8・・・シール管内管
9・・・電極マウント
10・・・ショートアーク型放電ランプ
11・・・ゲッター材
15・・・金属製緩衝箔
25・・・シール箔
21・・・第1のシール部材
22・・・第2のシール部材
23・・・第3のシール部材
31・・・第1の集電円板
32・・・第2の集電円板
【特許請求の範囲】
【請求項1】
球状部と、該球状部の両端に該球状部の中心を通る軸線に沿って対向して配置した2つのシール管部とを備える発光管封体と、
前記球状部の内部に、所定距離離隔させて対向して配置した陰極及び陽極と、
該陰極及び陽極からそれぞれ前記2つのシール管部まで延在する電極芯棒とを備え、
各シール管部の内側に、第1のシール部材、第1の集電円板、第2のシール部材、第2の集電円板及び第3のシール部材が、該シール管部の中心軸線方向に沿って前記球状部から離れる方向に連続して配置され、各シール管部の外側端部に口金が固定され、前記第1の集電円板と前記第2の集電円板とが前記第2のシール部材の外周面上に配置された電気的接続箔によって電気的に接続され、
各シール管部内において、1つの前記電極芯棒が、前記第1のシール部材を該シール管部の中心軸線方向に沿って貫通してそれに保持されるとともに前記第1の集電円板に電気的に接続され、また、外部の電源に接続されるリード線が、前記口金を通って該シール管部の中心軸線方向に沿って前記球状部に向かって前記第3のシール部材及び前記第2の集電円板を貫通してそれらに保持されるとともに該第2の集電円板に電気的に接続される、2kWから25kWのランプ電力のショートアーク型放電ランプであって、
前記シール管部の前記第1の集電円板を囲繞する部分の厚さを肉厚t1、前記シール管部の前記第2の集電円板を囲繞する部分の厚さを肉厚t2とし、前記シール管部において肉厚が徐々に変化する部分の大きさを長さL1とすると、
3.0(mm)≦t1≦8.0(mm)のシール部の肉厚があり、更に、t2≦t1の構造を持つショートアーク型放電ランプにおいて、
1.5(mm)≦t2≦4.0(mm)、
0.5(mm)≦t1−t2≦3.0(mm)、
0.5≦t2/t1<1、かつ
2≦L1である、ショートアーク型放電ランプ。
【請求項2】
請求項1のショートアーク型放電ランプにおいて、ランプ点灯時に前記発光管封体の前記球状部内の圧力が1.0MPaから3.5MPaである、ショートアーク型放電ランプ。
【請求項3】
請求項1又は2のショートアーク型放電ランプにおいて、前記第2のシール部材の直径が16mmから35mmである、ショートアーク型放電ランプ。
【請求項4】
請求項1乃至3のいずれかのショートアーク型放電ランプにおいて、該ショートアーク型放電ランプのランプ電力は、2kWから36kWの範囲にある、ショートアーク型放電ランプ。
【請求項1】
球状部と、該球状部の両端に該球状部の中心を通る軸線に沿って対向して配置した2つのシール管部とを備える発光管封体と、
前記球状部の内部に、所定距離離隔させて対向して配置した陰極及び陽極と、
該陰極及び陽極からそれぞれ前記2つのシール管部まで延在する電極芯棒とを備え、
各シール管部の内側に、第1のシール部材、第1の集電円板、第2のシール部材、第2の集電円板及び第3のシール部材が、該シール管部の中心軸線方向に沿って前記球状部から離れる方向に連続して配置され、各シール管部の外側端部に口金が固定され、前記第1の集電円板と前記第2の集電円板とが前記第2のシール部材の外周面上に配置された電気的接続箔によって電気的に接続され、
各シール管部内において、1つの前記電極芯棒が、前記第1のシール部材を該シール管部の中心軸線方向に沿って貫通してそれに保持されるとともに前記第1の集電円板に電気的に接続され、また、外部の電源に接続されるリード線が、前記口金を通って該シール管部の中心軸線方向に沿って前記球状部に向かって前記第3のシール部材及び前記第2の集電円板を貫通してそれらに保持されるとともに該第2の集電円板に電気的に接続される、2kWから25kWのランプ電力のショートアーク型放電ランプであって、
前記シール管部の前記第1の集電円板を囲繞する部分の厚さを肉厚t1、前記シール管部の前記第2の集電円板を囲繞する部分の厚さを肉厚t2とし、前記シール管部において肉厚が徐々に変化する部分の大きさを長さL1とすると、
3.0(mm)≦t1≦8.0(mm)のシール部の肉厚があり、更に、t2≦t1の構造を持つショートアーク型放電ランプにおいて、
1.5(mm)≦t2≦4.0(mm)、
0.5(mm)≦t1−t2≦3.0(mm)、
0.5≦t2/t1<1、かつ
2≦L1である、ショートアーク型放電ランプ。
【請求項2】
請求項1のショートアーク型放電ランプにおいて、ランプ点灯時に前記発光管封体の前記球状部内の圧力が1.0MPaから3.5MPaである、ショートアーク型放電ランプ。
【請求項3】
請求項1又は2のショートアーク型放電ランプにおいて、前記第2のシール部材の直径が16mmから35mmである、ショートアーク型放電ランプ。
【請求項4】
請求項1乃至3のいずれかのショートアーク型放電ランプにおいて、該ショートアーク型放電ランプのランプ電力は、2kWから36kWの範囲にある、ショートアーク型放電ランプ。
【図1】


【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図3D】
【図4】
【図5A】
【図5B】
【図5C】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図3D】
【図4】
【図5A】
【図5B】
【図5C】
【公開番号】特開2013−73750(P2013−73750A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211102(P2011−211102)
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000000192)岩崎電気株式会社 (533)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000000192)岩崎電気株式会社 (533)
【Fターム(参考)】
[ Back to top ]