
スライド駆動装置
【課題】ガタが少なく高精度で高速プレス運転ができるようにする。
【解決手段】サスペンション機構を、プレス成形中はスライド側の雌円弧面とコンロッド側の雄円弧面とを接触状態としてプレス成形荷重をコンロッド側に伝達可能で、非プレス成形中は押え部材5を円環部材4に懸架させて雌円弧面と雄円弧面とを非接触状態としてスライド荷重をコンロッド側に伝達可能に形成し、ダイハイト調整機構をウオーム歯車体12の回転運動をねじ機構(雄ねじ部材32→雌ねじ部材33)に伝達することでダイハイト調整可能に形成し、位置拘束手段26を用いてウオーム歯車体12を位置規制面16Fに押圧することでウオーム歯車体12の上下方向位置および回転方向位置を拘束可能に形成し、スライド昇降運動に伴い誘発される雄ねじ部材32に対する回転力をウオーム歯車体12で受止める。
【解決手段】サスペンション機構を、プレス成形中はスライド側の雌円弧面とコンロッド側の雄円弧面とを接触状態としてプレス成形荷重をコンロッド側に伝達可能で、非プレス成形中は押え部材5を円環部材4に懸架させて雌円弧面と雄円弧面とを非接触状態としてスライド荷重をコンロッド側に伝達可能に形成し、ダイハイト調整機構をウオーム歯車体12の回転運動をねじ機構(雄ねじ部材32→雌ねじ部材33)に伝達することでダイハイト調整可能に形成し、位置拘束手段26を用いてウオーム歯車体12を位置規制面16Fに押圧することでウオーム歯車体12の上下方向位置および回転方向位置を拘束可能に形成し、スライド昇降運動に伴い誘発される雄ねじ部材32に対する回転力をウオーム歯車体12で受止める。
【発明の詳細な説明】
【技術分野】
【0001】
クランク軸の回転運動をコンロッドおよびサスペンション機構を通してスライドの昇降運動に変換可能かつねじ機構を利用したダイハイト調整機構を具備するスライド駆動装置に関する。
【背景技術】
【0002】
スライド駆動装置は、クランク軸、コンロッドおよびサスペンション機構等を含み、スライド(上型)をボルスタ(下型)に離隔接近させるように昇降駆動する装置である。ダイハイト調整機構を組み込む場合も多い。
【0003】
代表的なスライド駆動装置つまり従来例(例えば、特許文献1)において、コンロッド2の上端部はクランク軸1の偏心部に被嵌装着されかつその下端部は球体とされ、サスペンション機構8、7に回動可能に連結されている。このサスペンション機構は、内面が上方に凸の半円球形状である上枠体8と内面が下方に凸の半円球形状である下枠体7との上下枠体組合構造とされ、スライド12をサスペンション可能かつ所定ストローク内で上下動可能である。
【0004】
ダイハイト調整機構は、ボルスタ上面とスライド下面との間隔(ダイハイト)を調整する。ねじ機構を利用したダイハイト調整機構は、回転駆動手段[ウオームねじ3、ウオーム歯車4]を用いて雄ねじ部材10を回転させることで、雌ねじ部材13を上下動させてコンロッド2の下端部とスライド12との上下方向相対位置を調整する。
【0005】
ここに、クランク軸(偏心部)を回転駆動すると、コンロッド2は下端部(球形)を中心に揺動する。当該下端部は、上下枠体組合構造8、7内で回動しつつ揺動角度(ロッドの傾き)に応じた上下方向の当該位置に変化する。つまり、スライド12を昇降させることができる。
【0006】
コンロッド2は、サスペンション機構(上下枠体組合構造)を通して、プレス成形中は上向きのプレス成形荷重(プレス反力)を受け、非プレス成形中(プレス成形開始前やプレス成形終了後)は下向きのスライド荷重(ダイハイト調整機構等を含む全荷重)を受けることになる。
【0007】
他の従来例(例えば、特許文献2)も基本的機能が同一であるから、コンロッドの下端部がリストピン22に被嵌装着される方式であるが、全体的かつ基本的な構造は上記構造(特許文献1)と同様である。
【特許文献1】実開昭61−31600号公報
【特許文献2】実開平5−70800号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、スライド駆動装置を含むプレス機械全体について、一層の高精度化要求が強くなっている。スライド駆動装置の高精度化は、スライドの上下方向位置の変化やそのバラツキを最小に抑えることにほかならない。つまり、機械的な上下方向のガタやそのバラツキを最小化することにある。
【0009】
上記従来例のいずれの場合でも、スライド駆動装置に関するガタ発生箇所(要因)は、コンロッド上端部とクランク軸(偏心部)との第1の連結箇所、コンロッド下端部とサスペンション機構との第2の連結箇所およびサスペンション機構とスライドとの第3の結合箇所に大別される。
【0010】
第1の連結箇所は、その構造が簡単であることから、部品加工精度および組立て精度に応じた範囲内で決まり機械的構造の改変による大幅な高精度化は難しい。第3の結合箇所は、サスペンション機構(雌ねじ部材)とスライドとが一体的に固着されているので、雄ねじと雌ねじとの螺合時精度で決まる。これも、ねじ加工精度および組立て精度に応じた範囲内で決まるので機械的構造の改変による大幅な高精度化は難しい。
【0011】
なお、雌・雄ねじを一体的に固定化可能に形成された油圧式ねじロック手段を設ける場合は、第3の結合箇所についてのプレス運転中のガタを無くすことはできる。因みに、油圧式ねじロック手段は、特許文献1の場合は油圧室16を設け、特許文献2の場合は油室35を設けることで構築されている。
【0012】
しかし、第2の連結箇所は、コンロッドの円滑で安定した揺動運動および上下運動を維持し、さらにはプレス成形中か否か、或いはスライドの速度変化に伴う慣性力によって切換わる向き反対の負荷(荷重)に確実に耐える等の基本的機能を担保するために、構造複雑でかつ高精度加工部品を高精度組立てしなければならない。また、運用の実際において、計画上の所定精度を確立するまでに多くの手間と時間を要する。これらは、コスト低減を妨げる要因にもなっている。このような問題が内在するにも拘わらず、基本的構造が従来例の場合のように限定(慣用化)され大幅な改変に至っていないのが実状である。
【0013】
さらに、一層の高精度化に伴うダイハイト調整機能の重要性が再認識されている。例えば、油圧式ねじロック手段を調整前にロック解放動作させ、調整後にロック動作させるという従来慣行策の実践にも疑いがもたれつつある。調整後ロック動作により両者を一体化すべく雄ねじと雌ねじとの相対位置を強制的に変化させることは、調整直後のダイハイトを変化させることに他ならないからである。また、大幅な生産性向上化に伴うプレス高速運転の要求が強い。一段のプレス高速化は、ダイハイト変化、騒音発生、部品の変形・破損等の短命化を招来する。
【0014】
本発明の目的は、ガタが少なく高精度でプレス運転可能であるとともにプレス速度の一層の高速化に応えられるスライド駆動装置を提供することにある。
【課題を解決するための手段】
【0015】
第1に、各連結箇所に関する詳細な試験研究によると、第2の連結箇所のガタを半減できるならば、装置全体の高精度化を達成できかつ今後のプレス成形技術の趨勢に応えることができると分析した。
【0016】
すなわち、従来例(特許文献1)の場合、原理説明図[図6(B)]に示すように、プレス連続運転時の過酷な熱要因(熱膨張変形)を見込んで、コンロッド下端部(球形体2B)と上枠体8の半円球形内面とのクリアランスC21および下枠体7の半円球形内面とのクリアランスC22の値が決められている。C21の値はC22の値と同じである。つまり、球形体2Bの外側全方向に同一値のクリアランスを設ける考え方である。
【0017】
プレス成形中のプレス成形荷重Pprsを接触状態にある下枠体7の半円球形内面とコンロッド下端部(球形体2B)の下端外周面とで受けかつコンロッド側に伝達する場合は、上枠体8の半円球形内面とコンロッド下端部(球形体2B)の上側外周面との間のガタは、図6(A)に示すようにC2(=C21+C22)となる。一方、非プレス成形中のスライド荷重(Psrd)を接触状態にある上枠体8の半円球形内面とコンロッド下端部(球形体2B)の上側外周面で受けかつコンロッド側に伝達するときは、下枠体7の半円球形内面とコンロッド下端部(球形体2B)の下側外周面との間のクリアランスは図6(C)に示すようにC2(=C21+C22)となる。
【0018】
第1の連結箇所と比べ第2の連結箇所の摺動部の径は小さいが、第2の連結箇所には十分なガタが求められる。すなわち、クランク軸の回転に伴う第1の連結箇所の摺動部の摺動速度に比べ、コンロッドの揺動に伴う摺動部の摺動速度は小さい。しかし、受ける荷重が同じであるのに第2の連結箇所の熱容量の方が第1の連結箇所の熱容量に比べて小さい。第2の連結箇所は構造上潤滑油の強制循環による効果的な冷却が行なえない。かくして、第2の連結箇所の温度上昇が大きくなるので、第2の連結箇所のガタ(クリアランス)を大きくしなければならない。また、常時相対可動状態である第2の連結箇所のガタC2は、通常相対静止状態である第3の連結箇所のガタC3よりも大きい。しかも、例えば電子部品のプレス成形速度は一段と高速に、その運転態様は一層長期間に渡る連続運転となる傾向にあるので、従来構造のままではガタC2の値を一段と大きくしなければならないと考えられる。
【0019】
ここに、上記の通り第2の連結箇所のガタC2を半減できれば、スライド装置全体の大幅な高精度化を達成できる。また、第3の連結箇所のガタC3を忍受したとしても従来例の場合に比較してスライド装置全体の高精度化を向上できるから、油圧式ねじロック手段の導入を省略でき得る。この油圧式ねじロック手段を省略することにすれば、プレス運転中のダイハイト調整が容易になる。つまり、プレス成形態様やプレス機械の運用形態を拡大することができる。コスト削減もできる。
【0020】
第2に、第2の連結箇所のガタC2を半減可能な新規構造の確立を期した一連の試験研究中にいわば第4の連結箇所に係る事象解決の必要性を発見した。すなわち、スライド昇降運転中にダイハイト調整機構(雄ねじ部材)に不自然な事象(雄ねじが勝手に回転する現象)がランダム的に発生することが確認された。この事象発生原因を一つに絞ることは難しいが、プレス速度を高速にすればするほど発生し易くかつその回転量も大きくなる傾向にある。これを放置すると、ダイハイト(下死点位置)が狂うのでプレス製品の品質劣悪化を招く。さらに、ダイハイト調整時(本来的に)に雄ねじ部材に正回転力(調整力)を伝えるための回転駆動手段に、事象発生に起因する大きな逆回転力や振動が伝達されてしまう。すると、騒音発生や部品の変形・損壊が生じる。特に、駆動系列の上流側に配置される機器・部品ほど機械的強度が弱く破損する虞が強い。
【0021】
すなわち、ダイハイト調整機構(雄ねじ部材)と回転駆動手段(ウオーム歯車体等)との結合関係(第4の連結箇所)に係りかつ是非解決すべき問題を発見した。だからと言って、回転駆動手段(ウオーム歯車体、ウオームねじ、連結軸、モータ)を大型化、堅牢化するという単純策では、性能上も設備コスト的にも不利である。
【0022】
本発明は、スライド駆動装置に関する長年の慣行を打ち破る大胆でユニークな改変に関し、第2の連結箇所における向き反対のプレス成形荷重とスライド荷重とを受けかつコンロッド側に伝達する機械的構造を別個独立形式に構築するとともに、上記第4の連結箇所に係る問題点(雄ねじ部材の勝手な回転)を解消可能に構築したことを特徴とするものである。
【0023】
すなわち、請求項1の発明に係るスライド駆動装置は、クランク軸の回転運動をコンロッドおよびサスペンション機構を通してスライドの昇降運動に変換可能かつねじ機構を利用したダイハイト調整機構を具備するスライド駆動装置において、サスペンション機構をコンロッドの下端部に下方に凸形状の雄円弧面を有する雄円弧形状部材と、円環部材に回転自在に保持された水平ピン部材と、下部側が上方に凹形状の雌円弧面を有する雌円弧形状部材に連結されかつ上部側が円環部材に被嵌装着可能に形成された押え部材とを有し、プレス成形中はスライド側の雌円弧面とコンロッド側の雄円弧面とを接触状態としかつプレス成形荷重を接触両円弧面を通して前記コンロッド側に伝達可能に形成するとともに、非プレス成形中は押え部材の上部側を円環部材に懸架させることで雌円弧面と雄円弧面とを非接触状態としかつスライド荷重を押え部材、円環部材および水平ピン部材を通してコンロッド側に伝達可能に形成し、ねじ機構が押え部材に連結された雄ねじ部材とスライド側の雌ねじ部材を相対回転可能かつ相対上下動可能に螺合させた構造とされ、ダイハイト調整機構がウオーム歯車体の回転運動を雄ねじ部材に伝達することでダイハイト調整可能に形成され、静止体側にウオーム歯車体の上下方向位置を規制する位置規制面を形成しかつウオーム歯車体を位置規制面に押圧することでウオーム歯車体の上下方向位置および回転方向位置を拘束可能な位置拘束手段を設け、この位置拘束手段の位置拘束動作によりウオーム歯車体を位置拘束することで、スライド昇降運動に伴い誘発される雄ねじ部材に対する回転力を当該ウオーム歯車体で受止めて雄ねじ部材が回転しないように形成してある。
【0024】
また、請求項2の発明は、位置拘束手段がシリンダ装置から形成されかつウオーム歯車体を下方側の位置規制面に押圧する。請求項3の発明は、位置拘束手段が円周方向の複数点においてウオーム歯車体を押圧する。さらに、請求項4の発明は、位置拘束手段がダイハイト調整開始情報により拘束開放動作し、ダイハイト調整完了情報により拘束動作するものと形成されている。
【0025】
また、請求項5の発明は、雄円弧面が雄球面とされ、雌円弧面が雌球面とされている。請求項6の発明は、雄円弧面が雄円筒形状外面とされ、雌円弧面が雌円筒形状内面とされている。
【発明の効果】
【0026】
請求項1の発明によれば、ガタが少なく高精度でプレス運転でき、プレス速度の一層の高速化に応えられる。しかも、スライド調整機構(回転駆動手段)の小型・小容量化を達成でき、その変形・破損を防止しつつ長寿命化を達成でき、安全・安心で円滑なプレス運転ができる。
【0027】
請求項2の発明によれば、請求項1の発明の効果に加え、さらにウオーム歯車体を確実に回転止めできかつ構造簡単で安定動作を担保できる。
【0028】
請求項3の発明によれば、請求項2の発明の効果に加え、さらに回転止め機能の安定化と部品の小形化が容易である。
【0029】
請求項4の発明によれば、請求項1〜3の各発明の効果に加え、さらにダイハイト調整の開始前の回転許可および完了後の回転止めを迅速かつ正確に行える。
【0030】
また、請求項5の発明によれば、請求項1〜4の各発明の効果に加え、コンロッドおよびサスペンション機構の製造コストを低減できる。
【0031】
請求項6の発明によれば、請求項5の発明の場合に比較して、コンロッドおよびサスペンション機構の製造コストを大幅に低減できる。
【図面の簡単な説明】
【0032】
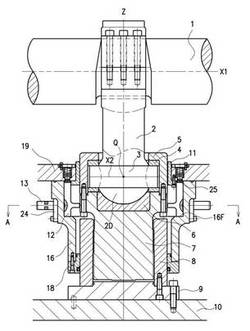
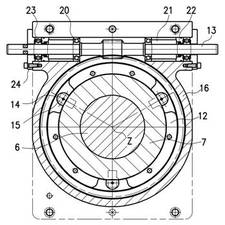
【図1】本発明の第1の実施の形態に係るスライド駆動装置を説明するための正面縦断面図である。
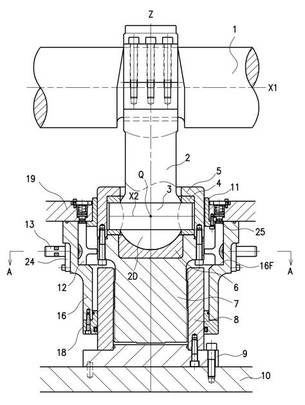
【図2】同じく、側面縦断面図である。
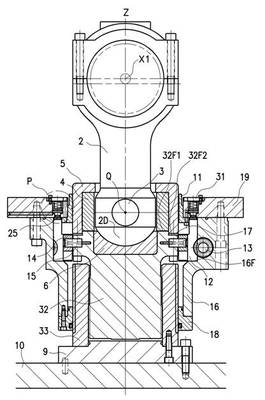
【図3】同じく、図2の符号Pで示す部分の拡大断面図である。
【図4】同じく、図1に示す矢視線A-Aに基づく平面横断面図である。
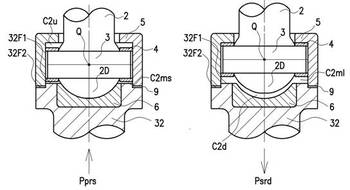
【図5】同じく、スライド駆動動作を説明するための図で、(A)はプレス成形時で、(B)は非プレス成形時を示す。
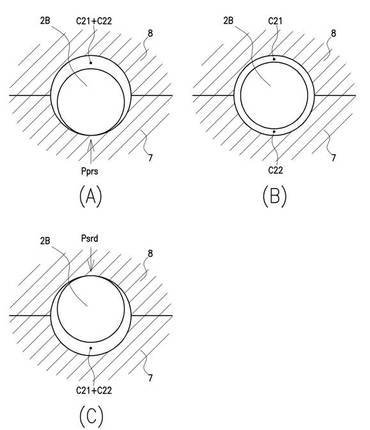
【図6】従来例(スライド駆動装置)のスライド駆動動作と問題点を説明するための図である。
【発明を実施するための最良の形態】
【0033】
以下、本発明を実施するための最良の形態について、図面を参照して詳細に説明する。
【実施例1】
【0034】
本スライド駆動装置は、図1〜図5に示す如く、サスペンション機構をプレス成形中はスライド10側の雌円弧面(雌球面)とコンロッド2側の雄円弧面(雄球面)とを接触状態としてプレス成形荷重をコンロッド側に伝達可能で、非プレス成形中は押え部材5を円環部材4に懸架させて雌円弧面(雌球面)と雄円弧面(雄球面)とを非接触状態としてスライド荷重をコンロッド側に伝達可能に形成し、ダイハイト調整機構を押え部材5に連結された雄ねじ部材32とスライド側の雌ねじ部材33を相対回転可能かつ相対上下動可能に螺合させた構造(ねじ機構)を含み,ウオーム歯車体12の回転運動を雄ねじ部材32に伝達することでダイハイト調整可能に形成し、さらに、静止体16側に位置規制面16Fを形成しかつウオーム歯車体12を位置規制面16Fに押圧することでウオーム歯車体12の上下方向位置および回転方向位置を拘束可能な位置拘束手段26を設け、この位置拘束手段の位置拘束動作によりウオーム歯車体12を位置拘束することでスライド昇降運動に伴い誘発される雄ねじ部材32に対する回転力を当該ウオーム歯車体12で受止めて雄ねじ部材32が勝手に回転しないように(回転できないように)形成してある。
【0035】
サスペンション機構は、詳しくは、コンロッド2の下端部に下方に凸形状の雄円弧面を有する雄円弧形状部材と、円環部材4に回転自在に保持された水平ピン部材3と、下部側が上方に凹形状の雌円弧面を有する雌円弧形状部材に連結されかつ上部側が円環部材4に被嵌装着可能に形成された押え部材5とを有し、プレス成形中はプレス成形荷重を接触両円弧面を通してコンロッド側に伝達可能に形成され、非プレス成形中は押え部材5の上部側を円環部材4に懸架させることで雌円弧面と雄円弧面とを非接触状態としかつスライド荷重を押え部材5、円環部材4および水平ピン部材3を通してコンロッド側に伝達可能に形成されている。
【0036】
なお、この実施の形態では、雄円弧面(雄円弧面部材)を雄球面(雄球面部材2D)としかつ雌円弧面(雌円弧面部材)を雌球面(雌球面部材6)とした場合について説明するが、雄円弧面(雄円弧面部材)を雄円筒形状外面(雄円筒形状部材)から形成しかつ雌円弧面(雌円弧面部材)を雌円筒形状内面(雌円筒形状部材)から形成しても実施することができる。この点に関しては、第2の実施の形態で述べる。
【0037】
図1、図2において、コンロッド2の下端部に下方に凸形状の雄球面を有する雄球面部材2Dを形成しかつ円環部材4に回転自在に保持された水平ピン部材3を設ける。下部側(下端面)が上方に凹形状の雌球面を有する雌球面部材6に間接的(または直接)に連結されかつ上部側(内面)が円環部材4に被嵌装着可能に形成された押え部材5を設ける。すなわち、プレス成形中は、スライド側の雌球面とコンロッド側の雄球面との接触状態によりプレス成形荷重(Pprs)が両球面部を通してコンロッド側に伝達可能である。非プレス成形中は、押え部材5の上部側を円環部材4に懸架させることで雌球面と雄球面とを非接触状態としてスライド荷重(Psrd)を円環部材4および水平ピン部材3を通してコンロッド側に伝達可能である。
【0038】
なお、押え部材5の下部側(下端面)と雌球面部材(雌球面)6とは、この実施の形態の場合は、雄ねじ部材(フランジ部)32を介して間接的に連結されている。
【0039】
詳しくは、コンロッド2の下端部に図1、図5に示す仮想中心Qを中心とする下方に凸形状の雄球面を有する雄球面部材2Dを形成するとともに仮想中心Qを通る水平軸線X2を中心としかつ水平軸線方向に延びる水平ピン部材3を設け、サスペンション機構を、円環部材4と雄ねじ部材32と押え部材5とを含みスライド10をサスペンション(懸架)可能に形成し、雄球面の形状に対応する上方に凹形状の雌球面を有する雌球面部材6を雄ねじ部材32の上部側に配置し、プレス成形中は図5(A)のようにプレス成形荷重Pprsにより雌球面6と雄球面2Dが接触状態に保持可能かつ押え部材5と円環部材4とが非接触状態に保持可能に形成され、非プレス成形中は図5(B)のようにスライド荷重Psrdにより押え部材(押え天井部の内面)5と円環部材(外周面)4とが接触状態に保持可能かつ雌球面6と雄球面2Dとが非接触状態に保持可能に形成されている。
【0040】
確認的に、スライド駆動装置は、クランク軸1の回転運動をコンロッド2およびサスペンション機構を通してスライド10の昇降運動に変換しつつスライド駆動可能に形成されている。クランク軸1は、プレス本体の一部を構成するクラウン19内に収容され図示しないモータで水平軸線X1を中心に回転可能である。モータは、この実施の形態では、回転数を設定変更可能で、回転方向も設定切換可能なサーボモータである。したがって、スライド速度を切換ることができ、スライド10を垂直軸線Z方向の任意の位置に停止保持することができ、設定位置範囲内でスライド10の昇降を繰り返し切換えることができる。このサーボプレスの特長機能を確実に発現させる観点からも、ガタが少なく高精度運転できるスライド駆動装置の開発が切望されているわけである。
【0041】
コンロッド2の上端部は、図2に示すように、取付けボルトを用いて結合分離可能な上・下(半割)半円環組合構造とされ、クランク軸(偏心部)1に被嵌装着されている。上端部とクランク軸(偏心部)1とのクリアランス(C1)の値は、従来例の場合と同じ(例えば、3/100mm)である。
【0042】
以下の説明中に出てくる垂直軸線Zは上記の水平軸線X1に直交する軸線である。Z方向は垂直軸線Zの延びる方向である。また、水平軸線X2は水平軸線X1に平行である。仮想中心Qは、垂直軸線Zと水平軸線X2との交点である。
【0043】
コンロッド2の下端部は、球体構造(球体部)から形成され、その一部が下方に凸形状の雄球面を有する雄球面部材2Dとされている。Z方向において雄球面と対向する雌球面は雌球面部材6の上部側に形成されている。この雌球面は、雄球面の形状(凸形状)に対応する形状(上方に凹形状)である。雌球面部材(雌球面)6は、雄ねじ部材32の上部側(収容部)に配置(装着)されている。
【0044】
球体部の中心は、図1に示す仮想中心Qと同じである。つまり、雄球面部材2Dの一部分である雄球面の中心は仮想中心Qである。球体部には、仮想中心Qを通る水平軸線X2を中心とする貫通穴が設けられている。水平ピン部材3は円柱形状で、貫通穴内に嵌挿されている。すなわち、水平ピン部材3は、仮想中心Qを通る水平軸線X2を中心としかつX2方向に延びる。貫通穴の内周面と水平ピン部材3の外周面との間のクリアランスはゼロ(0)である。つまり、球体部(雄球面部材2D)と水平ピン部材3とが隙間のない一体的構造とされている。なお、球体部の両側(左右)は、水平ピン部材3との関係から、点線で示す位置で切欠されている。
【0045】
上記した雄球面部材(雄球面)2Dは、球体構造(球体部)の水平ピン部材3の位置より下方に位置する球体部分から形成されている。また、球体部の水平ピン部材3の位置よりも上方に位置する球体部分(肩部)は、貫通穴内に収められ、押え部材(押え天井部)5とは非接触である。
【0046】
水平ピン部材3の両側(左右)は、円環部材4に回転自在に保持(嵌挿)されている。水平ピン部材3の外周面と円環部材4の内周面とのクリアランスは水平軸線X2を中心とする相対回転に支障がない範囲内で最小[ほぼゼロ(0)]とされている。後記するクリアランスC2の値に比較して非常に小さい値である。
【0047】
サスペンション機構は、円環部材4と押え部材5およびダイハイト調整機構(スライド高さ調整部)の一部構成要素(32、33等)を含みスライド10をサスペンション可能に形成されている。
【0048】
図1、図2において、雄ねじ部材32は上部側にフランジ部を有する円柱(軸)構造であり、雄ねじ部材32の下部側の外周面に設けた雄ねじ部は、スライド10側の雌ねじ部材(雌ねじ部)33と螺合する。フランジ部には垂直軸線Zを中心とする有底円筒形状の収容部が形成されている。この収容部内に収容(装着)された雌球面部材(雌球面)6は、Z方向において雄球面部材(雄球面)2Dと接触分離可能である。
【0049】
雌球面部材6の上面側の球面加工範囲(雌球面)は、コンロッド2の揺動運動に伴う雄球面の回動運動範囲をフォローできるだけの比較的に小さな範囲でよい。つまり、内面が半円球形状の従来例(特許文献1)の下枠体7を製作する場合に比較して、製作が容易で面加工精度も高くかつコスト低減ができる。
【0050】
これに関連し、この発明では肩部でスライド荷重Psrdを受ける必要がないから押え部材5を小型で単純な構造とすることができる。つまり、内面が半円球形状の従来例(特許文献1)の上枠体8を製作する場合に比較して、製作が容易で面加工精度も高くかつコスト低減ができる。しかも、押え部材5から雌球面部材6までの上下方向寸法を、従来例(特許文献1)の上枠体8から下枠体7までの上下方向寸法に比較して小さくできる。したがって、サスペンション機構を全体的に小型軽量化できる。
【0051】
この雌球面部材6は、仮想中心Qを通る垂直軸線Zを中心に雄ねじ部材32と相対回転可能である。つまり、短柱形状の雌球面部材6は、最小限のクリアランスを持たせた状態で有底円筒形状の収容部に回転可能に嵌装されている。
【0052】
なお、例えば、コンロッド2の揺動角度が狭い(スライドストロークが短い)場合には、雄ねじ部材32と雌球面部材6とを一体的に形成してもよい。この場合は、揺動(回動)運動範囲が小さくてもよい雄球面と雌球面とを垂直軸線Zを中心に相対回転させればよい。
【0053】
雄ねじ部材(フランジ部)32の上端面には、第1水平端面32F1および第2水平端面32F2が形成されている。第1水平端面32F1は円環部材(外周面)4に対向する位置であり、第2水平端面32F2は押え部材5の下部側(下端面)に対向する位置である。
【0054】
押え部材5は、全体として円筒形状であり、押え天井部にはコンロッド(下端部)2をZ方向に貫通可能な大きさの貫通穴が設けられ、スカート部の下端面はフランジ部(第2水平端面32F2)に載置可能である。両者(押え部材5、雄ねじ部材32)は、スペーサー17を介しかつ結合ボルトを用いて一体的に連結(固着)される。
【0055】
このスペーサー17は、押え部材(スカート部)5の下端面と雄ねじ部材32の上端面(第2水平端面32F2)との隙間を拡縮することで、非接触状態の雌球面と雄球面との間の図5(B)に示すクリアランスC2dの値を調整するために使用される。押え天井部の内面は、図1、図5に示す如く、円環部材(外周面)4を下方に押えこむ。つまり、押え部材5は、上部側(押え天井部…内面)が円環部材4にサスペンション(懸架)可能で下部側[スカート部(下端面)]が雄ねじ部材32に連結(固着)される。
【0056】
機能的には、押え部材5は下部側(下端面)がZ方向において雌球面部材6に連結されかつ上部側(内面)が円環部材(外周面)4に被嵌装着できると理解される。なお、下部側(下端面)と雌球面部材6とを雄ねじ部材(フランジ部)32を介して間接的に連結したが、両者を一体に形成して直接連結する構造とすることも可能である。
【0057】
スライド10側の雌ねじ部材33は、中空円筒形状であり円柱(軸)形状の雄ねじ部材32に被嵌装着されかつ雌ねじ部と雄ねじ部との螺合により雄ねじ部材32に結合される。雄ねじ部材32を回転させることで、雄ねじ部材32を基準として雌ねじ部材33をZ方向に相対変位させることができる。雌ねじ部材33にはボルトでプレート9が固定され、このプレート9にボルトを用いてスライド10が取付けられている。つまり、雄ねじ部材32を回転させ、コンロッド2(下端部2D)に対するスライド10のZ方向の位置を変位させることができる。
【0058】
ここに、ダイハイト調整機構(スライド高さ調整部)は、雄ねじ部材32、雌ねじ部材33、ウオーム歯車体12、ウオームねじ13等を含み、調整モータ(図示省略)でウオームねじ13を回転駆動しウオーム歯車体12を回転させつつダイハイト調整する仕組みである。すなわち、ねじ機構32、33は押え部材5に連結された雄ねじ部材32とスライド側の雌ねじ部材33を相対回転可能かつ相対上下動可能に螺合させた構造とされ、ダイハイト調整機構は静止体(ウオームケース16)側のウオーム歯車体12の回転運動を雄ねじ部材32に伝達することでダイハイト調整可能に形成されている。
【0059】
回転駆動手段(12,13、調整モータ等)としては、目標値と現在値を比較して調整モータをクローズドループで回転制御するものと形成されている。目標値はオペレータにより設定される。現在値は位置センサー(図示省略)で検出されたスライド下面位置(下死点位置)を用いる。
【0060】
この雄ねじ部材32のフランジ部とウオーム歯車体12とは、図2、図4(図1の矢視線A-Aに基づく。)に示すコッター14を介して、垂直軸線Zを中心に同期回転可能に結合されている。コッター14は、コッターピン15でフランジ部に回転自在に取付けられかつウオーム歯車体12とは上下方向に摺動自在に配置されている。外部の調整モータでウオームねじ軸(ウオームねじ13)を回転すれば、スライド10の高さつまりダイハイトを調整することができる。
【0061】
このウオーム歯車体12は、図1、図2に示すウオームケース16の内側(装着部)に回転可能に収容装着されている。図2において、ウオームケース16の上部側はボルトでクラウン19に固定され、その下部側にはボルトでパッキンケース(シール部)18が取付けられ、雌ねじ部材33の上下移動を案内する。
【0062】
ここにおいて、位置拘束手段26は、ウオーム歯車体12を位置規制面16Fに押圧することでウオーム歯車体12の上下方向位置および回転方向位置を拘束可能に形成されている。
【0063】
位置拘束手段26の構造およびその押圧方向(上向き、下向き、ラジアル方向)や、位置規制面16Fの向き(下向き、上向き、ラジアル方向)やその数は、特に限定されない。この実施の形態では、位置拘束時および位置拘束開放時におけるウオーム歯車体12の上下方向位置を重力利用により同じ位置に保持できるように形成してある。つまり、位置規制面を図1および図2に示す上向きの位置規制面16Fとし、位置拘束手段を図3および図2に示すシリンダ装置26から形成し、ウオーム歯車体12の上端面を下向きに押圧し、その下端面を位置規制面16Fに押圧するように形成してある。
【0064】
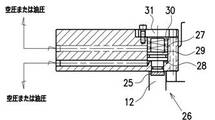
シリンダ装置26は、図3に示す如く、本体内に上下動可能でかつバネ30の付勢力で下向きに付勢されたピストン29を有する。リテーナ31で閉塞された上室27に空気(あるいは油)圧を供給することで、ピストン29を押し下げる。下室28の空気(あるいは油)圧は排出される。ピストン29の下端面がウオーム歯車体12の上端面(摩擦材25)に当接され、ウオーム歯車体12は、位置規制面16Fに押圧される。つまり、位置拘束手段26の拘束動作でウオーム歯車体12の上下方向位置および回転方向位置を拘束することができる。
【0065】
反対に、下室28に空気(あるいは油)圧を供給することで、位置拘束手段26を拘束開放動作させることができる。この際、上室27の空気(あるいは油)圧は排出される。
【0066】
位置規制面16Fは、図1に示す如く、静止体(クラウン19と一体的なウオームケース16)側に設けてある。位置規制面は全周方向につらなる。シリンダ装置26は周方向に等角度間隔で配設された複数から構成するのが好ましい。この実施の形態では、4台とした。
【0067】
比較論的に、位置規制面16Fおよび位置拘束手段26を具備しない状態において、プレス運転を継続すると、プレス製品の品質低下が認められる。プレス速度を高速とすればするほど発生し易い。雄ねじ部材32が勝手かつランダムに回転(回動)されてしまうことが原因と確信する。油圧式ねじロック手段の有無に関係なく誘発される。この事象を、放置すると品質劣悪化のみならず騒音の発生、部品変形や破損を招く虞が強い。
【0068】
この発明では、位置拘束手段26の位置拘束動作によりウオーム歯車体12を位置拘束することで、スライド昇降運動に伴い誘発される雄ねじ部材32に対する調整用の正回転力と反対方向の回転力(逆回転力)をウオーム歯車体12で受止める。結果として、雄ねじ部材32の勝手な回転発生を防止することができる。雄ねじ部材32と雌ねじ部材33との相対回転を回避(防止)することできるから、ダイハイト位置を一定に保持できる。ウオーム歯車体12よりも機械的強度の弱くかつウオーム歯車体12よりも上流側に配設されているウオームねじ13、連結軸、モータに想定外の大きな逆回転力が加わることが無いので、それらの変形や破損を防止することができる。換言すれば、ウオームねじ13、連結軸、モータ等の軽量小形化やコスト低減化を図れる。
【0069】
位置拘束手段26が、ダイハイト調整開始情報により拘束開放動作し、ダイハイト調整完了情報により拘束動作するものと形成されている。空気(あるいは油)圧の供給・排出の自動化により実行される。各情報は、プレス制御盤から自動生成出力される。
【0070】
ウオームねじ軸(ウオームねじ13)は、図4に示すころがり軸受け20、23で回転案内支持されている。21はスペーサーで、22はパッキンケースであり、24はエンドプレートである。
【0071】
図1に示す押え部材(スカート部)5の外周面(起立外周面)とクラウン19の開口部との間には、スカート部を上下方向に摺動自在に案内するとともに、スライド駆動時のスラスト分力を受けるガイド11が取付けられている。
【0072】
模式的(簡易的)に表した動作を説明するための図5において、プレス成形中を表す同図(A)に示す如く、スライド10(雄ねじ部材32)側の雌球面とコンロッド2(雄球面部材2D)側の雄球面が接触状態(クリアランス無し状態)にあり、プレス成形荷重Pprsは両接触球面部2D、6を通してコンロッド2側に伝達される。この際、押え部材(天井部…内面)5と円環部材(外周面)4とは、上下方向において非接触状態であり、そのクリアランスC2uの値は図5(B)に示す両球面2D、6間のクリアランスC2dの値(例えば、3/100mm)と同じとされている。
【0073】
プレス成形中を表す図5(A)において、雄ねじ部材(フランジ部)32の第1水平端面32F1と円環部材(外周面)4とは、非接触状態とされる。雄ねじ部材32に加わる上向きのプレス成形荷重Pprsが両接触球面2D、6を通すことなく、水平ピン部材3の両端側に直接伝達されることを防止する。したがって、両者(第1水平面32F1、外周面)間のクリアランスC2msの値は非接触を維持できる限りにおいて適宜で小さな値(例えば、2/100mm以下)とすればよい。プレス成形精度には直接関与しないからである。
【0074】
すなわち、スライド10側の雌球面とコンロッド2側の雄球面とが接触状態に保持可能でかつ押え部材(内面)5と円環部材(外周面)4とが非接触状態に保持可能に形成されている。この際、雄ねじ部材32側の第1水平端面32F1および雌球面部材6と、円環部材4とは、上記の通り非接触状態に保持される。
【0075】
非プレス成形中を表す図5(B)において、押え部材5の上部側(押え天井部の内面)と円環部材(外周面)4とが接触状態に保持可能でかつ雌球面と雄球面とが非接触状態に保持可能である。この際も、雄ねじ部材32側の第1水平端面32F1および雌球面部材6と、円環部材(外周面)4とは非接触状態に保持される。クリアランスC2mlの値は、図5(A)に示すプレス成形中の場合(C2ms)よりも上方のクリアランスC2uの値分(3/100mm)だけ大きくなる。
【0076】
つまり、非プレス成形中は、下部側[スカート部(下端面)]が雄ねじ部材32(雌球面部材6)側に連結(固着)されている押え部材5の上部側(押え天井部)を円環部材4に懸架させることで、雌球面と雄球面とを非接触状態としつつ、スライド荷重Psrdを雄ねじ部材32(雌球面部材6)、押え部材5、円環部材4および水平ピン部材3を通してコンロッド2側に伝達することができる。
【0077】
この際の雌球面と雄球面との間のクリアランスC2dの値は、従来例(特許文献1)のクリアランスC21(=C22)の値(例えば、3/100mm)と同等以下の値とすることができる。つまり、従来例の場合は、上・下枠体8、7がいわば密閉空間(クローズド構造)に形成されていた。また、プレス成形荷重Pprsとスライド荷重Psrdとを上下交互に繰り返して受けていた。このために熱的変形(全方向的な熱膨張量)が非常に大きくなっていた。したがって、直径全方向に等しくかつ大きなクリアランスC21(C22)を設ける必要があり、この和(C21+C22)がガタとなっていたのである。
【0078】
本発明の場合は、雌球面部材6等がいわば開放空間(オープン構造)であるから、熱発生が少なく放熱も早い。つまり、雄球面部材2D(および雌球面部材6)の熱膨張量を少なく抑えることができる。したがって、クリアランスC2dの値を、従来例の場合よりも小さく(例えば、2.5/100mm以下)にすることもできる。
【0079】
しかも、このクリアランスC2dの値をプレス運転状態(連続性、負荷の大小、プレス成形速度等)に最適でかつ安定運用できる範囲内において最小化できるようにスペーサー17を用いてクリアランス調整可能である。スカート部の下端面と雄ねじ部材32の第2水平端面32F2との間に適宜な厚さのスペーサー17をセットし、その後に図1のボルトでスカート部とフランジ部とをしっかりと結合させればよい。
【0080】
従来例の場合は、プレス成形荷重Pprsからスライド荷重Psrdへの切換えの際に、図6(A)に示す状態から同図(C)に示す状態に切り替わるので、大きなガタ(C21+C22=6/100mm)が生じる。スライド荷重Psrdからプレス成形荷重Pprsに切換わる場合も同じガタ(C21+C22=6/100mm)である。
【0081】
本発明の場合は、プレス成形荷重Pprsからスライド荷重Psrdへの切換えの際は、図5(A)に示す状態から同図(B)に示す状態に切り替わるので、ガタ(C2u=C2d)は小さな値(例えば、2.5/100〜3/100mm)である。スライド荷重Psrdからプレス成形荷重Pprsに切換えの場合は、図5(B)に示す状態から同図(A)に示す状態に切り替わるので、ガタ(C2d=C2u)も同じ値(2.5/100〜3/100mm)である。すなわち、スライド荷重Psrdとプレス成形荷重Pprsとの受け位置を異なる位置に変更する改善(構造改変)により、第2の連結箇所のガタ(C2d)を従来例の場合(C21+C22)に比較して半減(1/2)以下に減少化することができる。
【0082】
このように、この実施の形態では、油圧式ねじロック手段を設けていないが、油圧式ねじロック手段を設けた従来例の場合と同じスライド駆動装置全体の総合ガタ(精度)に抑えたプレス運転を保障することができる。雌・雄ねじ間を拘束する油圧式ねじロック手段が無いので、プレス運転中にこまめなダイハイト調整をしたいという実際プレス運用上の要請に応えられる。つまり、高品質製品を安定生産することができる。しかも、位置拘束手段26の拘束動作によりウオーム歯車体12の上下方向位置および回転方向位置を拘束することができるから、調整後のダイハイトをそのまま保持できる。寧ろ、油圧式ねじロック手段を設けた従来例の場合(調整後に雌・雄ねじ間を強制的に変化させる。)に比べて、下死点位置(ダイハイト)を安定保持できるといえる。
【0083】
ダイハイト調整後のフランジ部(第1水平端面32F1)と円環部材(外周面)4との間のクリアランスC2mlの値は、プレス成形中の場合(C2ms)の値とクリアランスC2dの値の和である。この場合、押え部材(押え天井部…内面)5と円環部材(外周面)4とが接触状態であるから、当該時のクリアランスC2uの値はゼロである。
【0084】
かかる実施の形態の作用・動作を説明する。
【0085】
(初期状態)
スライド10が初期位置(例えば、上死点)に位置する初期状態では、スライド10は押え部材(押え天井部)5が円環部材4を通して水平ピン部材3(コンロッドの球体部)に担持されている。雄球面と雌球面との間のクリアランスC2dは例えば3/100mmである。円環部材(外周面)4と第1水平端面32F1との間のクリアランスC2mlの値はクリアランスC2dの値よりも大きい。つまり、スライド荷重Psrdは水平ピン部材3を通してコンロッド(下端部)2に伝達される。
【0086】
(プレス運転開始)
クランク軸1を回転させると、コンロッド2の上端部は水平軸線X1を中心として偏心回転される。上端部は下端部(球体部)を中心に揺動運動する。具体的には、水平ピン部材3が両側円環部材4を軸受としかつ水平軸線X2を中心に回転する。下端部(球体部)はコンロッド2の揺動角度に応じて上下(Z)方向に移動する。スラスト受けガイド11が設けられているので、揺動運動に伴うスラスト分力を分散できる。コンロッド2の揺動に伴いスライド10が下死点に向かって下降する。
【0087】
(初期のダイハイト調整)
ダイハイト調整の手動実行指令を発すると、プレス制御盤からダイハイト調整開始情報(開始指令信号)が生成出力され、位置拘束手段26が拘束解放動作する。すなわち、図3のシリンダ装置26が働き、下降状態のピストン29が上昇してウオーム歯車体12の上端面(摩擦材25)から離れる。つまり、位置拘束手段26の拘束動作が解ける。この状態で、回転駆動手段(調整モータ)が回転制御される。ウオームねじ13の回転によりウオーム歯車体12が垂直軸線Zを中心に回転される。すると、雄ねじ部材32の回転量に応じて雌ねじ部材33が上下方向に変位する。すなわち、ダイハイト調整ができる。ダイハイト調整完了指令を発すると、回転駆動手段(調整モータ)の回転制御が終了し、ダイハイト調整完了情報(終了指令信号)が生成出力される。位置拘束手段26が拘束動作する。すなわち、シリンダ装置26が働き、下降したピストン29がウオーム歯車体12の上端面(摩擦材25)を下方に押圧する。つまり、位置拘束手段26の拘束動作でウオーム歯車体12の上下方向位置および回転方向位置を拘束することができる。したがって、その後のプレス運転において雄ねじ部材32が勝手に微妙に回転してしまうことを完全に防止できる。
【0088】
(プレス成形)
スライド10が所定位置(例えば、下死点近傍)に進むと、上型が下型内にセットされたワークに当接する。すなわち、プレス成形動作に突入する。すると、プレス成形荷重Pprsが発生する。この上向き反力Pprsは、図1に示すスライド10→プレート9→雌ねじ部材33→雄ねじ部材32→雌球面部材6に伝達される。したがつて、雌球面が図5(B)に示す状態から同図(A)に示す状態に変位して雄球面に接触する。この切換わりの際に、ガタC2dが発生する。両球面が接触状態であるから、プレス成形荷重Pprsは雄球面部材(球体部)2Dに伝播され、コンロッド(下端部)2に伝達される。最終的にはクランク軸1がプレス負荷(プレス成形荷重Pprs)として受け止める。これと並行して、押え天井部(内面)5と円環部材(外周面)4との間のクリアランスC2uが広がる。このクリアランスC2uの値は図5(B)に示すクリアランスC2dの値と同じである。しかし、押え部材5および円環部材4(水平ピン部材3)はプレス成形荷重Pprsの伝達に直接関与しないので、クリアランスC2uは総合精度を低下させるガタにはならない。すなわち、従来例の場合のように両クリアランスの和(C2d+C2u)ではない。本発明では、第2の結合箇所のガタが半減(C2d)される。
【0089】
(ダイハイト自動調整開始)
ダイハイト調整の自動実行モードを選択設定しておいたとする。現在値(スライド下端位置…下死点位置)が予め設定された値を逸脱しそうになると、プレス制御盤からダイハイト調整開始情報(開始指令信号)が生成出力され、位置拘束手段26が拘束解放動作する。すなわち、上記した初期のダイハイト調整の場合と同様に位置拘束手段26が拘束解放動作する。図3のシリンダ装置26が働き、下降状態のピストン29が上昇してウオーム歯車体12の上端面(摩擦材25)から離れる。拘束解放状態になる。
【0090】
(ダイハイト自動調整)
この拘束解放状態下において、回転駆動手段(調整モータ)が自動回転制御される。図2、図4に示すウオームねじ13が回転され、ウオーム歯車体12が垂直軸線Zを中心に回転される。雄ねじ部材32の回転量に応じて雌ねじ部材33が上下方向に変位する。すなわち、ダイハイト自動調整ができる。油圧ねじロック手段が無いのでプレス運転中も自動調整できるから、製品精度・品質のバラツキを最小化できる。雌球面部材(雌球面)6が垂直軸線Zを中心に回転できるから、円滑で迅速なダイハイト自動調整ができる。
【0091】
(ダイハイト自動調整完了)
設定目標値と検出現在値とが一定範囲内に収まるとダイハイト調整完了情報(終了指令信号)が生成出力される。回転駆動手段(調整モータ)の回転制御が終了する。すると、位置拘束手段26が拘束動作する。すなわち、図3のシリンダ装置26が働き、下降したピストン29がウオーム歯車体12の上端面(摩擦材25)を下方に押圧する。ウオーム歯車体12の下端面は、図1、図2に示す位置規制面16Fに押圧される。つまり、位置拘束手段26の拘束動作でウオーム歯車体12の上下方向位置および回転方向位置を拘束することができる。したがって、その後のプレス運転において雄ねじ部材32が勝手に微妙に回転してしまうことを完全に防止できる。油圧式ねじロック手段を具備する従来例の場合のように、ダイハイト調整完了後にねじロック(両ねじ部材32,33の上下方向相対位置が強制的に変化される。)する必要がないので、調整後のダイハイトを正確に保持できる。
【0092】
(スライド上昇)
プレス成形終了後に、スライド1は上昇し始める。プレス成形荷重Pprsが消滅し、スライド荷重Psrdが発生する。この下向き荷重Psrdは、スライド10→プレート9→雌ねじ部材33→雄ねじ部材32→押え部材5に伝達される。このスライド懸架に伴い、雌球面は図5(A)に示す状態から同図(B)に示す状態に変位(降下)する。つまり、雌球面は降下して雄球面と非接触状態となる。クリアランスC2dが広がるが、ガタとはならない。つまり、下向き荷重Psrdは、雄ねじ部材32の第2水平端面32F2を通してこれと一体的に連結された押え部材5の負荷となる。すなわち、押え部材5が降下して円環部材(外周面)4に当接するから、下向き荷重Psrdは円環部材4、水平ピン部材3および球体部を通してコンロッド2に伝達される。押え部材(内面)5と円環部材(外周面)4との間のクリアランスC2uの値は、図5(A)に示す最大値(3/100mm)から同図(B)に示すゼロ(0)となる。下向き荷重Psrdの伝達に直接関与するので、クリアランスC2uはガタとなる。しかし、非接触状態の雌球面および雄球面は、スライド荷重Psrdの伝達に直接関与しないので、クリアランスC2dはガタとならない。
【0093】
(スライド昇降反転切換動作)
スライド10をある位置またはある位置範囲内で上昇と下降を繰り返すプレス運転が選択された場合を考える。かかるプレス運転の場合は、クランク軸1の回転方向を切り換えることで、スライド下降動作とスライド上昇動作とが交互に繰り返される。しかし、第2の連結箇所のガタ(C2d=C2u)が従来例の場合(C21+C22)の値の1/2であるから、従来例の場合に比較して切換え動作時の衝撃や騒音が大幅に弱小化されている。したがって、サーボプレスに固有な特長的プレス運転を続行できる。
【0094】
(第3の結合箇所との関係)
第2の連結箇所のガタ(C2d=C2u)が従来例の場合(C2)の1/2であるから、油圧ねじロック手段を設けなくても従来例による製品品質と遜色のないまたはそれ以上の品質の製品を生産することができる。隙間調整により、ガタ(C2d)を最小化できるからである。
【0095】
(第4の結合箇所との関係)
位置拘束手段26によるウオーム歯車体12の上下方向位置および回転方向位置の拘束状態では、スライド昇降運転中に誘発されるダイハイト調整機構(雄ねじ部材32)と回転駆動手段(ウオーム歯車体12)との結合関係つまり第4の連結箇所に係る事象(雄ねじ部材32の勝手回転)の発生を完全に防止することができる。この事象発生を放置した場合の不利不便(ダイハイト変化、プレス製品の品質劣悪化、騒音発生や部品の変形・損壊)を一挙に解決できる。プレス速度を一段と高速化できる点も特筆できる。さらに、回転駆動手段(ウオーム歯車体、ウオームねじ、連結軸、モータ)を小型化、低コスト化を促進できる。
【0096】
(クリアランスの調整)
具体的運用条件(連続時間・期間、製品品質、プレス負荷の大小、プレス速度、周囲環境など)に最適な精度を得るには、押え部材5と雄ねじ部材32との間のスペーサー17の交換等により、クリアランスC2dの値を調整すればよい。
【0097】
(プレス停止動作)
クランク軸1の回転を停止させると、コンロッド(上端部)2の水平軸線X1を中心とする偏心回転が停止する。下端部(球体部)を中心とするコンロッド2の揺動運動も停止する。水平ピン部材3の両側円環部材4を軸受としかつ水平軸線X2を中心とする回転が停止する。通常はスライド10を上死点位置(初期位置)に戻してプレス停止させる。下端部(球体部)はコンロッド2の揺動角度に応じて上下(Z)方向に移動する。サスペンション機構は静止保持状態となる。
【0098】
しかして、この実施の形態によれば、サスペンション機構をプレス成形中は対向する両円弧面(雌球面、雄球面)を接触状態としてプレス成形荷重をコンロッド側に伝達し、非プレス成形中は押え部材5を円環部材4に懸架させて両円弧面(雌球面、雄球面)を非接触状態としてスライド荷重をコンロッド側に伝達可能に形成し、ダイハイト調整機構を押え部材5(雄ねじ部材32)とスライド側(雌ねじ部材33)とを相対回転可能かつ相対上下動可能に螺合させた構造(ねじ機構)を含み,ウオーム歯車体12の回転運動を雄ねじ部材32に伝達することでダイハイト調整可能に形成し、さらに、位置拘束手段26でウオーム歯車体12を位置規制面16Fに押圧(位置拘束)することでスライド昇降運動に伴い誘発される雄ねじ部材32に対する回転力を当該ウオーム歯車体12で受止めて雄ねじ部材32が勝手回転しないように(回転できないように)形成してあるので、ガタが少なく高精度でプレス運転でき、プレス速度の一層の高速化に応えられる。しかも、スライド調整機構(回転駆動手段)の小型・小容量化を達成でき、その変形・破損を防止しつつ長寿命化を達成でき、安全・安心で円滑なプレス運転ができる。
【0099】
また、サスペンション機構が雄球面部材2Dと水平ピン部材3と円環部材4と押え部材5とを含みスライド懸架可能に形成され、雌球面を有する雌球面部材6を雄ねじ部材32の上部側に配置し、プレス成形中はプレス成形荷重Pprsにより両球面を接触状態に保持可能かつ押え部材5と円環部材4とを非接触状態に保持可能に形成され、非プレス成形中はスライド荷重Psrdにより押え部材5と円環部材4とが接触状態に保持可能かつ両球面を非接触状態に保持可能に形成されているので、低コストで具現化容易であり、一段と確実なサスペンション機能を発現できる。
【0100】
位置拘束手段をシリンダ装置26から形成しかつウオーム歯車体12を下方側の位置規制面16Fに押圧する構造であるから、ウオーム歯車体12を確実に回転止めできる。構造が簡単で安定動作を担保できる。
【0101】
位置拘束手段が円周方向の複数点においてウオーム歯車体12を押圧する構造とされているので、回転止め機能を安定して発現できる。部品の小形化も容易になる。
【0102】
位置拘束手段がダイハイト調整開始情報で拘束開放動作し、ダイハイト調整完了情報で拘束動作するものと形成されているので、ダイハイト調整の開始前の駆動回転手段(ウオーム歯車体12)の回転許可および完了後の回転止めを迅速かつ正確に行える。
【0103】
また、雄円弧面が雄球面2Dとされ、雌円弧面が雌球面6とされているので、コンロッド2およびサスペンション機構の製造コストを低減できる。
また、雄球面部材6と水平ピン部材3とが隙間のない一体的構造とされているので、不必要なガタを一掃できかつコンロッド2自体の製造コストを低減できる。
【0104】
スペーサー17を用いて押え部材5と雄ねじ部材32との隙間を拡縮することで非接触状態の雌球面と雄球面との間のクリアランスC2dを調整可能に形成されているので、雌球面と雄球面とのクリアランス調整が容易であり、最小のクリアランスを設定可能かつ取り扱い容易である。一段と高品質製品を生産することができ、プレス運転態様、プレス設置環境や製品品質に対する適応性が広い。
【0105】
さらに、コンロッド下端部が雄球面部材2Dを含む球体構造(球体部)とされ、この球体構造の水平ピン部材3よりも上方に位置する肩部を押え部材5と非接触としてあるので、コンロッド下端部および押え部材5の製造コストを一段と低減できる。
【0106】
さらにまた、押え部材5の起立外周面とクラウン19との間にスラスト受けガイド11が装着されているので、一段と円滑なプレス運転を行える。
【0107】
サスペンション機構の主要構成部の小型軽量化により装置全体の軽量化およびZ方向の寸法の短縮化がでるから、例えば電子部品等を高速・連続・高品質で生産するプレス機械を確立かつ普及できる。
【実施例2】
【0108】
この第2の実施の形態は、雄円弧面が雄円筒形状外面とされかつ雌円弧面が雌円筒形状内面とされている。
【0109】
すなわち、この実施の形態では、両円弧面の点を除く基本的構成が第1の実施の形態の場合と同様とされているが、両円弧面の形態・構造を発展的改変してある。なお、第1の実施の形態との比較において容易に推測理解できるので、第2の実施の形態に関しては図面を省略した。
【0110】
詳しくは、雄円弧面(雄円弧面部材)を雄円筒形状外面(雄円筒形状部材)から形成しかつ雌円弧面(雌円弧面部材)を雌円筒形状内面(雌雄円筒形状部材)から形成する。つまり、コンロッド2の下端部に仮想中心Qを通る水平軸線X2を中心としかつ下方に凸形状の雄円筒形状外面を有する雄円筒形状部材を形成するとともに、水平軸線X2を中心としかつ水平軸線X2方向に延びる水平ピン部材3を設け、サスペンション機構を雄円筒形状部材と水平ピン部材3と円環部材4と押え部材5とを含みスライド10をサスペンション可能に形成し、雄円筒形状外面の形状に対応する下方に凸形状(上方に凹形状)の雌円筒形状内面を有する雌円筒形状部材を雄ねじ部材32の上部側に配置し、プレス成形中はプレス成形荷重Pprsにより雌円筒形状内面と雄円筒形状外面とを接触状態に保持可能かつ押え部材5と円環部材4とを非接触状態に保持可能に形成され、非プレス成形中はスライド荷重Psrdにより押え部材(押え天井部の内面)5と円環部材(外周面)4とを接触状態に保持可能かつ雌円筒形状内面と雄円筒形状外面とを非接触状態に保持可能に形成している。
【0111】
円筒形状部材とは、従来例(例えば、特許文献1)における球体(球形部材)に対する概念であり、円筒形状部材には円筒体および円筒体の一部周面部分が切り取られた当該残余の円筒形状物体が含まれる。なお、本発明では、内外面を接触状態として円滑な相対摺動をさせることができない多角筒体形状部材を除外する。
【0112】
次に、コンロッド(下端部)2の機能の点から、球体(外周面)とこれを内装する中空球体(内周面)との接触相対運動と、小円筒体(外周面)とこれを内装する大円筒体(内周面)の接触相対運動とを比較してみる。球体の場合は、接触状態が不均一となり易く、運動のバラツキ(変動)が大きく、また接触面積を大きくすることが難しい。円筒体の場合は、接触面積を大きくとれ、接触状態の均一化が容易で、運動中のバラツキも小さくできる。しかも、球体に比較して円筒体の方が、軽く、加工が容易で、安価であり、精度出し組み立て作業も簡単である。
【0113】
すなわち、本発明は、第2の連結箇所における向き反対のプレス成形荷重Pprsとスライド荷重Psrdとを受けかつコンロッド側に伝達する機械的構造を別個独立形式に構築するのみならず、球体(従来例)および雄球面部材(第1の実施の形態)に対する円筒体の持つ利点を巧みに利用して、大幅なコスト低減を図りつつ装置具現化が容易で、組立・精度出し作業を一段と迅速かつ簡単に行え、ガタが少なく高精度なプレス運転ができるようにしたものである。しかも、装置の小型・軽量化も図ることができる。
【0114】
しかして、この実施の形態によれば、第1の実施の形態の場合に比較してコンロッドおよびサスペンション機構の製造コストを一段と大幅に低減できる。
【0115】
また、サスペンション機構がプレス成形中はプレス成形荷重Pprsにより内外面を接触状態に保持可能かつ押え部材5と円環部材4とを非接触状態に保持可能に形成され、非プレス成形中はスライド荷重Psrdにより押え部材5と円環部材4とを接触状態に保持可能かつ内外面を非接触状態に保持可能に形成されているので、低コストで具現化容易であり、一段と確実なサスペンション機能を発現できる。
【0116】
なお、雄円筒形状部材を円筒体(詳しくは、円筒体の一部)から形成しかつ雌円筒形状部材を半割り円筒体から形成すれば、さらに製造コストを大幅に低減でき、組立・精度出し作業を一段と迅速かつ簡単に行える。装置の小型、軽量化にも役立つ。
【符号の説明】
【0117】
1 クランク軸
2 コンロッド
2D 雄球面部材(雄球面…雄円弧面)、(サスペンション機構)
2B コンロッド下端部(球形体)特許文献1
3 水平ピン部材、(サスペンション機構)
4 円環部材、(サスペンション機構)
5 押え部材、(サスペンション機構)
6 雌球面部材(雌球面…雌円弧面)
7 下枠体(サスペンション機構)特許文献1
8 上枠体(サスペンション機構)特許文献1
9 プレート
10 スライド
11 ガイド
12 ウオーム歯車体(回転駆動手段)
13 ウオームねじ(回転駆動手段)
14 コッター
15 コッターピン
16 ウオームケース(静止体)
16F 位置規制面
17 スペーサー
18 パッキンケース
19 クラウン
20 ころがり軸受け
21 スペーサー
22 パッキンケース
23 ころがり軸受け
24 エンドプレート
25 摩擦材
26 シリンダ装置(位置拘束手段)
27 上室
28 下室
29 ピストン
30 バネ
31 リテーナ
32 雄ねじ部材(ダイハイト調整機構)
33 雌ねじ部材(ダイハイト調整機構)
32F1 第1水平端面
32F2 第2水平端面
【技術分野】
【0001】
クランク軸の回転運動をコンロッドおよびサスペンション機構を通してスライドの昇降運動に変換可能かつねじ機構を利用したダイハイト調整機構を具備するスライド駆動装置に関する。
【背景技術】
【0002】
スライド駆動装置は、クランク軸、コンロッドおよびサスペンション機構等を含み、スライド(上型)をボルスタ(下型)に離隔接近させるように昇降駆動する装置である。ダイハイト調整機構を組み込む場合も多い。
【0003】
代表的なスライド駆動装置つまり従来例(例えば、特許文献1)において、コンロッド2の上端部はクランク軸1の偏心部に被嵌装着されかつその下端部は球体とされ、サスペンション機構8、7に回動可能に連結されている。このサスペンション機構は、内面が上方に凸の半円球形状である上枠体8と内面が下方に凸の半円球形状である下枠体7との上下枠体組合構造とされ、スライド12をサスペンション可能かつ所定ストローク内で上下動可能である。
【0004】
ダイハイト調整機構は、ボルスタ上面とスライド下面との間隔(ダイハイト)を調整する。ねじ機構を利用したダイハイト調整機構は、回転駆動手段[ウオームねじ3、ウオーム歯車4]を用いて雄ねじ部材10を回転させることで、雌ねじ部材13を上下動させてコンロッド2の下端部とスライド12との上下方向相対位置を調整する。
【0005】
ここに、クランク軸(偏心部)を回転駆動すると、コンロッド2は下端部(球形)を中心に揺動する。当該下端部は、上下枠体組合構造8、7内で回動しつつ揺動角度(ロッドの傾き)に応じた上下方向の当該位置に変化する。つまり、スライド12を昇降させることができる。
【0006】
コンロッド2は、サスペンション機構(上下枠体組合構造)を通して、プレス成形中は上向きのプレス成形荷重(プレス反力)を受け、非プレス成形中(プレス成形開始前やプレス成形終了後)は下向きのスライド荷重(ダイハイト調整機構等を含む全荷重)を受けることになる。
【0007】
他の従来例(例えば、特許文献2)も基本的機能が同一であるから、コンロッドの下端部がリストピン22に被嵌装着される方式であるが、全体的かつ基本的な構造は上記構造(特許文献1)と同様である。
【特許文献1】実開昭61−31600号公報
【特許文献2】実開平5−70800号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、スライド駆動装置を含むプレス機械全体について、一層の高精度化要求が強くなっている。スライド駆動装置の高精度化は、スライドの上下方向位置の変化やそのバラツキを最小に抑えることにほかならない。つまり、機械的な上下方向のガタやそのバラツキを最小化することにある。
【0009】
上記従来例のいずれの場合でも、スライド駆動装置に関するガタ発生箇所(要因)は、コンロッド上端部とクランク軸(偏心部)との第1の連結箇所、コンロッド下端部とサスペンション機構との第2の連結箇所およびサスペンション機構とスライドとの第3の結合箇所に大別される。
【0010】
第1の連結箇所は、その構造が簡単であることから、部品加工精度および組立て精度に応じた範囲内で決まり機械的構造の改変による大幅な高精度化は難しい。第3の結合箇所は、サスペンション機構(雌ねじ部材)とスライドとが一体的に固着されているので、雄ねじと雌ねじとの螺合時精度で決まる。これも、ねじ加工精度および組立て精度に応じた範囲内で決まるので機械的構造の改変による大幅な高精度化は難しい。
【0011】
なお、雌・雄ねじを一体的に固定化可能に形成された油圧式ねじロック手段を設ける場合は、第3の結合箇所についてのプレス運転中のガタを無くすことはできる。因みに、油圧式ねじロック手段は、特許文献1の場合は油圧室16を設け、特許文献2の場合は油室35を設けることで構築されている。
【0012】
しかし、第2の連結箇所は、コンロッドの円滑で安定した揺動運動および上下運動を維持し、さらにはプレス成形中か否か、或いはスライドの速度変化に伴う慣性力によって切換わる向き反対の負荷(荷重)に確実に耐える等の基本的機能を担保するために、構造複雑でかつ高精度加工部品を高精度組立てしなければならない。また、運用の実際において、計画上の所定精度を確立するまでに多くの手間と時間を要する。これらは、コスト低減を妨げる要因にもなっている。このような問題が内在するにも拘わらず、基本的構造が従来例の場合のように限定(慣用化)され大幅な改変に至っていないのが実状である。
【0013】
さらに、一層の高精度化に伴うダイハイト調整機能の重要性が再認識されている。例えば、油圧式ねじロック手段を調整前にロック解放動作させ、調整後にロック動作させるという従来慣行策の実践にも疑いがもたれつつある。調整後ロック動作により両者を一体化すべく雄ねじと雌ねじとの相対位置を強制的に変化させることは、調整直後のダイハイトを変化させることに他ならないからである。また、大幅な生産性向上化に伴うプレス高速運転の要求が強い。一段のプレス高速化は、ダイハイト変化、騒音発生、部品の変形・破損等の短命化を招来する。
【0014】
本発明の目的は、ガタが少なく高精度でプレス運転可能であるとともにプレス速度の一層の高速化に応えられるスライド駆動装置を提供することにある。
【課題を解決するための手段】
【0015】
第1に、各連結箇所に関する詳細な試験研究によると、第2の連結箇所のガタを半減できるならば、装置全体の高精度化を達成できかつ今後のプレス成形技術の趨勢に応えることができると分析した。
【0016】
すなわち、従来例(特許文献1)の場合、原理説明図[図6(B)]に示すように、プレス連続運転時の過酷な熱要因(熱膨張変形)を見込んで、コンロッド下端部(球形体2B)と上枠体8の半円球形内面とのクリアランスC21および下枠体7の半円球形内面とのクリアランスC22の値が決められている。C21の値はC22の値と同じである。つまり、球形体2Bの外側全方向に同一値のクリアランスを設ける考え方である。
【0017】
プレス成形中のプレス成形荷重Pprsを接触状態にある下枠体7の半円球形内面とコンロッド下端部(球形体2B)の下端外周面とで受けかつコンロッド側に伝達する場合は、上枠体8の半円球形内面とコンロッド下端部(球形体2B)の上側外周面との間のガタは、図6(A)に示すようにC2(=C21+C22)となる。一方、非プレス成形中のスライド荷重(Psrd)を接触状態にある上枠体8の半円球形内面とコンロッド下端部(球形体2B)の上側外周面で受けかつコンロッド側に伝達するときは、下枠体7の半円球形内面とコンロッド下端部(球形体2B)の下側外周面との間のクリアランスは図6(C)に示すようにC2(=C21+C22)となる。
【0018】
第1の連結箇所と比べ第2の連結箇所の摺動部の径は小さいが、第2の連結箇所には十分なガタが求められる。すなわち、クランク軸の回転に伴う第1の連結箇所の摺動部の摺動速度に比べ、コンロッドの揺動に伴う摺動部の摺動速度は小さい。しかし、受ける荷重が同じであるのに第2の連結箇所の熱容量の方が第1の連結箇所の熱容量に比べて小さい。第2の連結箇所は構造上潤滑油の強制循環による効果的な冷却が行なえない。かくして、第2の連結箇所の温度上昇が大きくなるので、第2の連結箇所のガタ(クリアランス)を大きくしなければならない。また、常時相対可動状態である第2の連結箇所のガタC2は、通常相対静止状態である第3の連結箇所のガタC3よりも大きい。しかも、例えば電子部品のプレス成形速度は一段と高速に、その運転態様は一層長期間に渡る連続運転となる傾向にあるので、従来構造のままではガタC2の値を一段と大きくしなければならないと考えられる。
【0019】
ここに、上記の通り第2の連結箇所のガタC2を半減できれば、スライド装置全体の大幅な高精度化を達成できる。また、第3の連結箇所のガタC3を忍受したとしても従来例の場合に比較してスライド装置全体の高精度化を向上できるから、油圧式ねじロック手段の導入を省略でき得る。この油圧式ねじロック手段を省略することにすれば、プレス運転中のダイハイト調整が容易になる。つまり、プレス成形態様やプレス機械の運用形態を拡大することができる。コスト削減もできる。
【0020】
第2に、第2の連結箇所のガタC2を半減可能な新規構造の確立を期した一連の試験研究中にいわば第4の連結箇所に係る事象解決の必要性を発見した。すなわち、スライド昇降運転中にダイハイト調整機構(雄ねじ部材)に不自然な事象(雄ねじが勝手に回転する現象)がランダム的に発生することが確認された。この事象発生原因を一つに絞ることは難しいが、プレス速度を高速にすればするほど発生し易くかつその回転量も大きくなる傾向にある。これを放置すると、ダイハイト(下死点位置)が狂うのでプレス製品の品質劣悪化を招く。さらに、ダイハイト調整時(本来的に)に雄ねじ部材に正回転力(調整力)を伝えるための回転駆動手段に、事象発生に起因する大きな逆回転力や振動が伝達されてしまう。すると、騒音発生や部品の変形・損壊が生じる。特に、駆動系列の上流側に配置される機器・部品ほど機械的強度が弱く破損する虞が強い。
【0021】
すなわち、ダイハイト調整機構(雄ねじ部材)と回転駆動手段(ウオーム歯車体等)との結合関係(第4の連結箇所)に係りかつ是非解決すべき問題を発見した。だからと言って、回転駆動手段(ウオーム歯車体、ウオームねじ、連結軸、モータ)を大型化、堅牢化するという単純策では、性能上も設備コスト的にも不利である。
【0022】
本発明は、スライド駆動装置に関する長年の慣行を打ち破る大胆でユニークな改変に関し、第2の連結箇所における向き反対のプレス成形荷重とスライド荷重とを受けかつコンロッド側に伝達する機械的構造を別個独立形式に構築するとともに、上記第4の連結箇所に係る問題点(雄ねじ部材の勝手な回転)を解消可能に構築したことを特徴とするものである。
【0023】
すなわち、請求項1の発明に係るスライド駆動装置は、クランク軸の回転運動をコンロッドおよびサスペンション機構を通してスライドの昇降運動に変換可能かつねじ機構を利用したダイハイト調整機構を具備するスライド駆動装置において、サスペンション機構をコンロッドの下端部に下方に凸形状の雄円弧面を有する雄円弧形状部材と、円環部材に回転自在に保持された水平ピン部材と、下部側が上方に凹形状の雌円弧面を有する雌円弧形状部材に連結されかつ上部側が円環部材に被嵌装着可能に形成された押え部材とを有し、プレス成形中はスライド側の雌円弧面とコンロッド側の雄円弧面とを接触状態としかつプレス成形荷重を接触両円弧面を通して前記コンロッド側に伝達可能に形成するとともに、非プレス成形中は押え部材の上部側を円環部材に懸架させることで雌円弧面と雄円弧面とを非接触状態としかつスライド荷重を押え部材、円環部材および水平ピン部材を通してコンロッド側に伝達可能に形成し、ねじ機構が押え部材に連結された雄ねじ部材とスライド側の雌ねじ部材を相対回転可能かつ相対上下動可能に螺合させた構造とされ、ダイハイト調整機構がウオーム歯車体の回転運動を雄ねじ部材に伝達することでダイハイト調整可能に形成され、静止体側にウオーム歯車体の上下方向位置を規制する位置規制面を形成しかつウオーム歯車体を位置規制面に押圧することでウオーム歯車体の上下方向位置および回転方向位置を拘束可能な位置拘束手段を設け、この位置拘束手段の位置拘束動作によりウオーム歯車体を位置拘束することで、スライド昇降運動に伴い誘発される雄ねじ部材に対する回転力を当該ウオーム歯車体で受止めて雄ねじ部材が回転しないように形成してある。
【0024】
また、請求項2の発明は、位置拘束手段がシリンダ装置から形成されかつウオーム歯車体を下方側の位置規制面に押圧する。請求項3の発明は、位置拘束手段が円周方向の複数点においてウオーム歯車体を押圧する。さらに、請求項4の発明は、位置拘束手段がダイハイト調整開始情報により拘束開放動作し、ダイハイト調整完了情報により拘束動作するものと形成されている。
【0025】
また、請求項5の発明は、雄円弧面が雄球面とされ、雌円弧面が雌球面とされている。請求項6の発明は、雄円弧面が雄円筒形状外面とされ、雌円弧面が雌円筒形状内面とされている。
【発明の効果】
【0026】
請求項1の発明によれば、ガタが少なく高精度でプレス運転でき、プレス速度の一層の高速化に応えられる。しかも、スライド調整機構(回転駆動手段)の小型・小容量化を達成でき、その変形・破損を防止しつつ長寿命化を達成でき、安全・安心で円滑なプレス運転ができる。
【0027】
請求項2の発明によれば、請求項1の発明の効果に加え、さらにウオーム歯車体を確実に回転止めできかつ構造簡単で安定動作を担保できる。
【0028】
請求項3の発明によれば、請求項2の発明の効果に加え、さらに回転止め機能の安定化と部品の小形化が容易である。
【0029】
請求項4の発明によれば、請求項1〜3の各発明の効果に加え、さらにダイハイト調整の開始前の回転許可および完了後の回転止めを迅速かつ正確に行える。
【0030】
また、請求項5の発明によれば、請求項1〜4の各発明の効果に加え、コンロッドおよびサスペンション機構の製造コストを低減できる。
【0031】
請求項6の発明によれば、請求項5の発明の場合に比較して、コンロッドおよびサスペンション機構の製造コストを大幅に低減できる。
【図面の簡単な説明】
【0032】
【図1】本発明の第1の実施の形態に係るスライド駆動装置を説明するための正面縦断面図である。
【図2】同じく、側面縦断面図である。
【図3】同じく、図2の符号Pで示す部分の拡大断面図である。
【図4】同じく、図1に示す矢視線A-Aに基づく平面横断面図である。
【図5】同じく、スライド駆動動作を説明するための図で、(A)はプレス成形時で、(B)は非プレス成形時を示す。
【図6】従来例(スライド駆動装置)のスライド駆動動作と問題点を説明するための図である。
【発明を実施するための最良の形態】
【0033】
以下、本発明を実施するための最良の形態について、図面を参照して詳細に説明する。
【実施例1】
【0034】
本スライド駆動装置は、図1〜図5に示す如く、サスペンション機構をプレス成形中はスライド10側の雌円弧面(雌球面)とコンロッド2側の雄円弧面(雄球面)とを接触状態としてプレス成形荷重をコンロッド側に伝達可能で、非プレス成形中は押え部材5を円環部材4に懸架させて雌円弧面(雌球面)と雄円弧面(雄球面)とを非接触状態としてスライド荷重をコンロッド側に伝達可能に形成し、ダイハイト調整機構を押え部材5に連結された雄ねじ部材32とスライド側の雌ねじ部材33を相対回転可能かつ相対上下動可能に螺合させた構造(ねじ機構)を含み,ウオーム歯車体12の回転運動を雄ねじ部材32に伝達することでダイハイト調整可能に形成し、さらに、静止体16側に位置規制面16Fを形成しかつウオーム歯車体12を位置規制面16Fに押圧することでウオーム歯車体12の上下方向位置および回転方向位置を拘束可能な位置拘束手段26を設け、この位置拘束手段の位置拘束動作によりウオーム歯車体12を位置拘束することでスライド昇降運動に伴い誘発される雄ねじ部材32に対する回転力を当該ウオーム歯車体12で受止めて雄ねじ部材32が勝手に回転しないように(回転できないように)形成してある。
【0035】
サスペンション機構は、詳しくは、コンロッド2の下端部に下方に凸形状の雄円弧面を有する雄円弧形状部材と、円環部材4に回転自在に保持された水平ピン部材3と、下部側が上方に凹形状の雌円弧面を有する雌円弧形状部材に連結されかつ上部側が円環部材4に被嵌装着可能に形成された押え部材5とを有し、プレス成形中はプレス成形荷重を接触両円弧面を通してコンロッド側に伝達可能に形成され、非プレス成形中は押え部材5の上部側を円環部材4に懸架させることで雌円弧面と雄円弧面とを非接触状態としかつスライド荷重を押え部材5、円環部材4および水平ピン部材3を通してコンロッド側に伝達可能に形成されている。
【0036】
なお、この実施の形態では、雄円弧面(雄円弧面部材)を雄球面(雄球面部材2D)としかつ雌円弧面(雌円弧面部材)を雌球面(雌球面部材6)とした場合について説明するが、雄円弧面(雄円弧面部材)を雄円筒形状外面(雄円筒形状部材)から形成しかつ雌円弧面(雌円弧面部材)を雌円筒形状内面(雌円筒形状部材)から形成しても実施することができる。この点に関しては、第2の実施の形態で述べる。
【0037】
図1、図2において、コンロッド2の下端部に下方に凸形状の雄球面を有する雄球面部材2Dを形成しかつ円環部材4に回転自在に保持された水平ピン部材3を設ける。下部側(下端面)が上方に凹形状の雌球面を有する雌球面部材6に間接的(または直接)に連結されかつ上部側(内面)が円環部材4に被嵌装着可能に形成された押え部材5を設ける。すなわち、プレス成形中は、スライド側の雌球面とコンロッド側の雄球面との接触状態によりプレス成形荷重(Pprs)が両球面部を通してコンロッド側に伝達可能である。非プレス成形中は、押え部材5の上部側を円環部材4に懸架させることで雌球面と雄球面とを非接触状態としてスライド荷重(Psrd)を円環部材4および水平ピン部材3を通してコンロッド側に伝達可能である。
【0038】
なお、押え部材5の下部側(下端面)と雌球面部材(雌球面)6とは、この実施の形態の場合は、雄ねじ部材(フランジ部)32を介して間接的に連結されている。
【0039】
詳しくは、コンロッド2の下端部に図1、図5に示す仮想中心Qを中心とする下方に凸形状の雄球面を有する雄球面部材2Dを形成するとともに仮想中心Qを通る水平軸線X2を中心としかつ水平軸線方向に延びる水平ピン部材3を設け、サスペンション機構を、円環部材4と雄ねじ部材32と押え部材5とを含みスライド10をサスペンション(懸架)可能に形成し、雄球面の形状に対応する上方に凹形状の雌球面を有する雌球面部材6を雄ねじ部材32の上部側に配置し、プレス成形中は図5(A)のようにプレス成形荷重Pprsにより雌球面6と雄球面2Dが接触状態に保持可能かつ押え部材5と円環部材4とが非接触状態に保持可能に形成され、非プレス成形中は図5(B)のようにスライド荷重Psrdにより押え部材(押え天井部の内面)5と円環部材(外周面)4とが接触状態に保持可能かつ雌球面6と雄球面2Dとが非接触状態に保持可能に形成されている。
【0040】
確認的に、スライド駆動装置は、クランク軸1の回転運動をコンロッド2およびサスペンション機構を通してスライド10の昇降運動に変換しつつスライド駆動可能に形成されている。クランク軸1は、プレス本体の一部を構成するクラウン19内に収容され図示しないモータで水平軸線X1を中心に回転可能である。モータは、この実施の形態では、回転数を設定変更可能で、回転方向も設定切換可能なサーボモータである。したがって、スライド速度を切換ることができ、スライド10を垂直軸線Z方向の任意の位置に停止保持することができ、設定位置範囲内でスライド10の昇降を繰り返し切換えることができる。このサーボプレスの特長機能を確実に発現させる観点からも、ガタが少なく高精度運転できるスライド駆動装置の開発が切望されているわけである。
【0041】
コンロッド2の上端部は、図2に示すように、取付けボルトを用いて結合分離可能な上・下(半割)半円環組合構造とされ、クランク軸(偏心部)1に被嵌装着されている。上端部とクランク軸(偏心部)1とのクリアランス(C1)の値は、従来例の場合と同じ(例えば、3/100mm)である。
【0042】
以下の説明中に出てくる垂直軸線Zは上記の水平軸線X1に直交する軸線である。Z方向は垂直軸線Zの延びる方向である。また、水平軸線X2は水平軸線X1に平行である。仮想中心Qは、垂直軸線Zと水平軸線X2との交点である。
【0043】
コンロッド2の下端部は、球体構造(球体部)から形成され、その一部が下方に凸形状の雄球面を有する雄球面部材2Dとされている。Z方向において雄球面と対向する雌球面は雌球面部材6の上部側に形成されている。この雌球面は、雄球面の形状(凸形状)に対応する形状(上方に凹形状)である。雌球面部材(雌球面)6は、雄ねじ部材32の上部側(収容部)に配置(装着)されている。
【0044】
球体部の中心は、図1に示す仮想中心Qと同じである。つまり、雄球面部材2Dの一部分である雄球面の中心は仮想中心Qである。球体部には、仮想中心Qを通る水平軸線X2を中心とする貫通穴が設けられている。水平ピン部材3は円柱形状で、貫通穴内に嵌挿されている。すなわち、水平ピン部材3は、仮想中心Qを通る水平軸線X2を中心としかつX2方向に延びる。貫通穴の内周面と水平ピン部材3の外周面との間のクリアランスはゼロ(0)である。つまり、球体部(雄球面部材2D)と水平ピン部材3とが隙間のない一体的構造とされている。なお、球体部の両側(左右)は、水平ピン部材3との関係から、点線で示す位置で切欠されている。
【0045】
上記した雄球面部材(雄球面)2Dは、球体構造(球体部)の水平ピン部材3の位置より下方に位置する球体部分から形成されている。また、球体部の水平ピン部材3の位置よりも上方に位置する球体部分(肩部)は、貫通穴内に収められ、押え部材(押え天井部)5とは非接触である。
【0046】
水平ピン部材3の両側(左右)は、円環部材4に回転自在に保持(嵌挿)されている。水平ピン部材3の外周面と円環部材4の内周面とのクリアランスは水平軸線X2を中心とする相対回転に支障がない範囲内で最小[ほぼゼロ(0)]とされている。後記するクリアランスC2の値に比較して非常に小さい値である。
【0047】
サスペンション機構は、円環部材4と押え部材5およびダイハイト調整機構(スライド高さ調整部)の一部構成要素(32、33等)を含みスライド10をサスペンション可能に形成されている。
【0048】
図1、図2において、雄ねじ部材32は上部側にフランジ部を有する円柱(軸)構造であり、雄ねじ部材32の下部側の外周面に設けた雄ねじ部は、スライド10側の雌ねじ部材(雌ねじ部)33と螺合する。フランジ部には垂直軸線Zを中心とする有底円筒形状の収容部が形成されている。この収容部内に収容(装着)された雌球面部材(雌球面)6は、Z方向において雄球面部材(雄球面)2Dと接触分離可能である。
【0049】
雌球面部材6の上面側の球面加工範囲(雌球面)は、コンロッド2の揺動運動に伴う雄球面の回動運動範囲をフォローできるだけの比較的に小さな範囲でよい。つまり、内面が半円球形状の従来例(特許文献1)の下枠体7を製作する場合に比較して、製作が容易で面加工精度も高くかつコスト低減ができる。
【0050】
これに関連し、この発明では肩部でスライド荷重Psrdを受ける必要がないから押え部材5を小型で単純な構造とすることができる。つまり、内面が半円球形状の従来例(特許文献1)の上枠体8を製作する場合に比較して、製作が容易で面加工精度も高くかつコスト低減ができる。しかも、押え部材5から雌球面部材6までの上下方向寸法を、従来例(特許文献1)の上枠体8から下枠体7までの上下方向寸法に比較して小さくできる。したがって、サスペンション機構を全体的に小型軽量化できる。
【0051】
この雌球面部材6は、仮想中心Qを通る垂直軸線Zを中心に雄ねじ部材32と相対回転可能である。つまり、短柱形状の雌球面部材6は、最小限のクリアランスを持たせた状態で有底円筒形状の収容部に回転可能に嵌装されている。
【0052】
なお、例えば、コンロッド2の揺動角度が狭い(スライドストロークが短い)場合には、雄ねじ部材32と雌球面部材6とを一体的に形成してもよい。この場合は、揺動(回動)運動範囲が小さくてもよい雄球面と雌球面とを垂直軸線Zを中心に相対回転させればよい。
【0053】
雄ねじ部材(フランジ部)32の上端面には、第1水平端面32F1および第2水平端面32F2が形成されている。第1水平端面32F1は円環部材(外周面)4に対向する位置であり、第2水平端面32F2は押え部材5の下部側(下端面)に対向する位置である。
【0054】
押え部材5は、全体として円筒形状であり、押え天井部にはコンロッド(下端部)2をZ方向に貫通可能な大きさの貫通穴が設けられ、スカート部の下端面はフランジ部(第2水平端面32F2)に載置可能である。両者(押え部材5、雄ねじ部材32)は、スペーサー17を介しかつ結合ボルトを用いて一体的に連結(固着)される。
【0055】
このスペーサー17は、押え部材(スカート部)5の下端面と雄ねじ部材32の上端面(第2水平端面32F2)との隙間を拡縮することで、非接触状態の雌球面と雄球面との間の図5(B)に示すクリアランスC2dの値を調整するために使用される。押え天井部の内面は、図1、図5に示す如く、円環部材(外周面)4を下方に押えこむ。つまり、押え部材5は、上部側(押え天井部…内面)が円環部材4にサスペンション(懸架)可能で下部側[スカート部(下端面)]が雄ねじ部材32に連結(固着)される。
【0056】
機能的には、押え部材5は下部側(下端面)がZ方向において雌球面部材6に連結されかつ上部側(内面)が円環部材(外周面)4に被嵌装着できると理解される。なお、下部側(下端面)と雌球面部材6とを雄ねじ部材(フランジ部)32を介して間接的に連結したが、両者を一体に形成して直接連結する構造とすることも可能である。
【0057】
スライド10側の雌ねじ部材33は、中空円筒形状であり円柱(軸)形状の雄ねじ部材32に被嵌装着されかつ雌ねじ部と雄ねじ部との螺合により雄ねじ部材32に結合される。雄ねじ部材32を回転させることで、雄ねじ部材32を基準として雌ねじ部材33をZ方向に相対変位させることができる。雌ねじ部材33にはボルトでプレート9が固定され、このプレート9にボルトを用いてスライド10が取付けられている。つまり、雄ねじ部材32を回転させ、コンロッド2(下端部2D)に対するスライド10のZ方向の位置を変位させることができる。
【0058】
ここに、ダイハイト調整機構(スライド高さ調整部)は、雄ねじ部材32、雌ねじ部材33、ウオーム歯車体12、ウオームねじ13等を含み、調整モータ(図示省略)でウオームねじ13を回転駆動しウオーム歯車体12を回転させつつダイハイト調整する仕組みである。すなわち、ねじ機構32、33は押え部材5に連結された雄ねじ部材32とスライド側の雌ねじ部材33を相対回転可能かつ相対上下動可能に螺合させた構造とされ、ダイハイト調整機構は静止体(ウオームケース16)側のウオーム歯車体12の回転運動を雄ねじ部材32に伝達することでダイハイト調整可能に形成されている。
【0059】
回転駆動手段(12,13、調整モータ等)としては、目標値と現在値を比較して調整モータをクローズドループで回転制御するものと形成されている。目標値はオペレータにより設定される。現在値は位置センサー(図示省略)で検出されたスライド下面位置(下死点位置)を用いる。
【0060】
この雄ねじ部材32のフランジ部とウオーム歯車体12とは、図2、図4(図1の矢視線A-Aに基づく。)に示すコッター14を介して、垂直軸線Zを中心に同期回転可能に結合されている。コッター14は、コッターピン15でフランジ部に回転自在に取付けられかつウオーム歯車体12とは上下方向に摺動自在に配置されている。外部の調整モータでウオームねじ軸(ウオームねじ13)を回転すれば、スライド10の高さつまりダイハイトを調整することができる。
【0061】
このウオーム歯車体12は、図1、図2に示すウオームケース16の内側(装着部)に回転可能に収容装着されている。図2において、ウオームケース16の上部側はボルトでクラウン19に固定され、その下部側にはボルトでパッキンケース(シール部)18が取付けられ、雌ねじ部材33の上下移動を案内する。
【0062】
ここにおいて、位置拘束手段26は、ウオーム歯車体12を位置規制面16Fに押圧することでウオーム歯車体12の上下方向位置および回転方向位置を拘束可能に形成されている。
【0063】
位置拘束手段26の構造およびその押圧方向(上向き、下向き、ラジアル方向)や、位置規制面16Fの向き(下向き、上向き、ラジアル方向)やその数は、特に限定されない。この実施の形態では、位置拘束時および位置拘束開放時におけるウオーム歯車体12の上下方向位置を重力利用により同じ位置に保持できるように形成してある。つまり、位置規制面を図1および図2に示す上向きの位置規制面16Fとし、位置拘束手段を図3および図2に示すシリンダ装置26から形成し、ウオーム歯車体12の上端面を下向きに押圧し、その下端面を位置規制面16Fに押圧するように形成してある。
【0064】
シリンダ装置26は、図3に示す如く、本体内に上下動可能でかつバネ30の付勢力で下向きに付勢されたピストン29を有する。リテーナ31で閉塞された上室27に空気(あるいは油)圧を供給することで、ピストン29を押し下げる。下室28の空気(あるいは油)圧は排出される。ピストン29の下端面がウオーム歯車体12の上端面(摩擦材25)に当接され、ウオーム歯車体12は、位置規制面16Fに押圧される。つまり、位置拘束手段26の拘束動作でウオーム歯車体12の上下方向位置および回転方向位置を拘束することができる。
【0065】
反対に、下室28に空気(あるいは油)圧を供給することで、位置拘束手段26を拘束開放動作させることができる。この際、上室27の空気(あるいは油)圧は排出される。
【0066】
位置規制面16Fは、図1に示す如く、静止体(クラウン19と一体的なウオームケース16)側に設けてある。位置規制面は全周方向につらなる。シリンダ装置26は周方向に等角度間隔で配設された複数から構成するのが好ましい。この実施の形態では、4台とした。
【0067】
比較論的に、位置規制面16Fおよび位置拘束手段26を具備しない状態において、プレス運転を継続すると、プレス製品の品質低下が認められる。プレス速度を高速とすればするほど発生し易い。雄ねじ部材32が勝手かつランダムに回転(回動)されてしまうことが原因と確信する。油圧式ねじロック手段の有無に関係なく誘発される。この事象を、放置すると品質劣悪化のみならず騒音の発生、部品変形や破損を招く虞が強い。
【0068】
この発明では、位置拘束手段26の位置拘束動作によりウオーム歯車体12を位置拘束することで、スライド昇降運動に伴い誘発される雄ねじ部材32に対する調整用の正回転力と反対方向の回転力(逆回転力)をウオーム歯車体12で受止める。結果として、雄ねじ部材32の勝手な回転発生を防止することができる。雄ねじ部材32と雌ねじ部材33との相対回転を回避(防止)することできるから、ダイハイト位置を一定に保持できる。ウオーム歯車体12よりも機械的強度の弱くかつウオーム歯車体12よりも上流側に配設されているウオームねじ13、連結軸、モータに想定外の大きな逆回転力が加わることが無いので、それらの変形や破損を防止することができる。換言すれば、ウオームねじ13、連結軸、モータ等の軽量小形化やコスト低減化を図れる。
【0069】
位置拘束手段26が、ダイハイト調整開始情報により拘束開放動作し、ダイハイト調整完了情報により拘束動作するものと形成されている。空気(あるいは油)圧の供給・排出の自動化により実行される。各情報は、プレス制御盤から自動生成出力される。
【0070】
ウオームねじ軸(ウオームねじ13)は、図4に示すころがり軸受け20、23で回転案内支持されている。21はスペーサーで、22はパッキンケースであり、24はエンドプレートである。
【0071】
図1に示す押え部材(スカート部)5の外周面(起立外周面)とクラウン19の開口部との間には、スカート部を上下方向に摺動自在に案内するとともに、スライド駆動時のスラスト分力を受けるガイド11が取付けられている。
【0072】
模式的(簡易的)に表した動作を説明するための図5において、プレス成形中を表す同図(A)に示す如く、スライド10(雄ねじ部材32)側の雌球面とコンロッド2(雄球面部材2D)側の雄球面が接触状態(クリアランス無し状態)にあり、プレス成形荷重Pprsは両接触球面部2D、6を通してコンロッド2側に伝達される。この際、押え部材(天井部…内面)5と円環部材(外周面)4とは、上下方向において非接触状態であり、そのクリアランスC2uの値は図5(B)に示す両球面2D、6間のクリアランスC2dの値(例えば、3/100mm)と同じとされている。
【0073】
プレス成形中を表す図5(A)において、雄ねじ部材(フランジ部)32の第1水平端面32F1と円環部材(外周面)4とは、非接触状態とされる。雄ねじ部材32に加わる上向きのプレス成形荷重Pprsが両接触球面2D、6を通すことなく、水平ピン部材3の両端側に直接伝達されることを防止する。したがって、両者(第1水平面32F1、外周面)間のクリアランスC2msの値は非接触を維持できる限りにおいて適宜で小さな値(例えば、2/100mm以下)とすればよい。プレス成形精度には直接関与しないからである。
【0074】
すなわち、スライド10側の雌球面とコンロッド2側の雄球面とが接触状態に保持可能でかつ押え部材(内面)5と円環部材(外周面)4とが非接触状態に保持可能に形成されている。この際、雄ねじ部材32側の第1水平端面32F1および雌球面部材6と、円環部材4とは、上記の通り非接触状態に保持される。
【0075】
非プレス成形中を表す図5(B)において、押え部材5の上部側(押え天井部の内面)と円環部材(外周面)4とが接触状態に保持可能でかつ雌球面と雄球面とが非接触状態に保持可能である。この際も、雄ねじ部材32側の第1水平端面32F1および雌球面部材6と、円環部材(外周面)4とは非接触状態に保持される。クリアランスC2mlの値は、図5(A)に示すプレス成形中の場合(C2ms)よりも上方のクリアランスC2uの値分(3/100mm)だけ大きくなる。
【0076】
つまり、非プレス成形中は、下部側[スカート部(下端面)]が雄ねじ部材32(雌球面部材6)側に連結(固着)されている押え部材5の上部側(押え天井部)を円環部材4に懸架させることで、雌球面と雄球面とを非接触状態としつつ、スライド荷重Psrdを雄ねじ部材32(雌球面部材6)、押え部材5、円環部材4および水平ピン部材3を通してコンロッド2側に伝達することができる。
【0077】
この際の雌球面と雄球面との間のクリアランスC2dの値は、従来例(特許文献1)のクリアランスC21(=C22)の値(例えば、3/100mm)と同等以下の値とすることができる。つまり、従来例の場合は、上・下枠体8、7がいわば密閉空間(クローズド構造)に形成されていた。また、プレス成形荷重Pprsとスライド荷重Psrdとを上下交互に繰り返して受けていた。このために熱的変形(全方向的な熱膨張量)が非常に大きくなっていた。したがって、直径全方向に等しくかつ大きなクリアランスC21(C22)を設ける必要があり、この和(C21+C22)がガタとなっていたのである。
【0078】
本発明の場合は、雌球面部材6等がいわば開放空間(オープン構造)であるから、熱発生が少なく放熱も早い。つまり、雄球面部材2D(および雌球面部材6)の熱膨張量を少なく抑えることができる。したがって、クリアランスC2dの値を、従来例の場合よりも小さく(例えば、2.5/100mm以下)にすることもできる。
【0079】
しかも、このクリアランスC2dの値をプレス運転状態(連続性、負荷の大小、プレス成形速度等)に最適でかつ安定運用できる範囲内において最小化できるようにスペーサー17を用いてクリアランス調整可能である。スカート部の下端面と雄ねじ部材32の第2水平端面32F2との間に適宜な厚さのスペーサー17をセットし、その後に図1のボルトでスカート部とフランジ部とをしっかりと結合させればよい。
【0080】
従来例の場合は、プレス成形荷重Pprsからスライド荷重Psrdへの切換えの際に、図6(A)に示す状態から同図(C)に示す状態に切り替わるので、大きなガタ(C21+C22=6/100mm)が生じる。スライド荷重Psrdからプレス成形荷重Pprsに切換わる場合も同じガタ(C21+C22=6/100mm)である。
【0081】
本発明の場合は、プレス成形荷重Pprsからスライド荷重Psrdへの切換えの際は、図5(A)に示す状態から同図(B)に示す状態に切り替わるので、ガタ(C2u=C2d)は小さな値(例えば、2.5/100〜3/100mm)である。スライド荷重Psrdからプレス成形荷重Pprsに切換えの場合は、図5(B)に示す状態から同図(A)に示す状態に切り替わるので、ガタ(C2d=C2u)も同じ値(2.5/100〜3/100mm)である。すなわち、スライド荷重Psrdとプレス成形荷重Pprsとの受け位置を異なる位置に変更する改善(構造改変)により、第2の連結箇所のガタ(C2d)を従来例の場合(C21+C22)に比較して半減(1/2)以下に減少化することができる。
【0082】
このように、この実施の形態では、油圧式ねじロック手段を設けていないが、油圧式ねじロック手段を設けた従来例の場合と同じスライド駆動装置全体の総合ガタ(精度)に抑えたプレス運転を保障することができる。雌・雄ねじ間を拘束する油圧式ねじロック手段が無いので、プレス運転中にこまめなダイハイト調整をしたいという実際プレス運用上の要請に応えられる。つまり、高品質製品を安定生産することができる。しかも、位置拘束手段26の拘束動作によりウオーム歯車体12の上下方向位置および回転方向位置を拘束することができるから、調整後のダイハイトをそのまま保持できる。寧ろ、油圧式ねじロック手段を設けた従来例の場合(調整後に雌・雄ねじ間を強制的に変化させる。)に比べて、下死点位置(ダイハイト)を安定保持できるといえる。
【0083】
ダイハイト調整後のフランジ部(第1水平端面32F1)と円環部材(外周面)4との間のクリアランスC2mlの値は、プレス成形中の場合(C2ms)の値とクリアランスC2dの値の和である。この場合、押え部材(押え天井部…内面)5と円環部材(外周面)4とが接触状態であるから、当該時のクリアランスC2uの値はゼロである。
【0084】
かかる実施の形態の作用・動作を説明する。
【0085】
(初期状態)
スライド10が初期位置(例えば、上死点)に位置する初期状態では、スライド10は押え部材(押え天井部)5が円環部材4を通して水平ピン部材3(コンロッドの球体部)に担持されている。雄球面と雌球面との間のクリアランスC2dは例えば3/100mmである。円環部材(外周面)4と第1水平端面32F1との間のクリアランスC2mlの値はクリアランスC2dの値よりも大きい。つまり、スライド荷重Psrdは水平ピン部材3を通してコンロッド(下端部)2に伝達される。
【0086】
(プレス運転開始)
クランク軸1を回転させると、コンロッド2の上端部は水平軸線X1を中心として偏心回転される。上端部は下端部(球体部)を中心に揺動運動する。具体的には、水平ピン部材3が両側円環部材4を軸受としかつ水平軸線X2を中心に回転する。下端部(球体部)はコンロッド2の揺動角度に応じて上下(Z)方向に移動する。スラスト受けガイド11が設けられているので、揺動運動に伴うスラスト分力を分散できる。コンロッド2の揺動に伴いスライド10が下死点に向かって下降する。
【0087】
(初期のダイハイト調整)
ダイハイト調整の手動実行指令を発すると、プレス制御盤からダイハイト調整開始情報(開始指令信号)が生成出力され、位置拘束手段26が拘束解放動作する。すなわち、図3のシリンダ装置26が働き、下降状態のピストン29が上昇してウオーム歯車体12の上端面(摩擦材25)から離れる。つまり、位置拘束手段26の拘束動作が解ける。この状態で、回転駆動手段(調整モータ)が回転制御される。ウオームねじ13の回転によりウオーム歯車体12が垂直軸線Zを中心に回転される。すると、雄ねじ部材32の回転量に応じて雌ねじ部材33が上下方向に変位する。すなわち、ダイハイト調整ができる。ダイハイト調整完了指令を発すると、回転駆動手段(調整モータ)の回転制御が終了し、ダイハイト調整完了情報(終了指令信号)が生成出力される。位置拘束手段26が拘束動作する。すなわち、シリンダ装置26が働き、下降したピストン29がウオーム歯車体12の上端面(摩擦材25)を下方に押圧する。つまり、位置拘束手段26の拘束動作でウオーム歯車体12の上下方向位置および回転方向位置を拘束することができる。したがって、その後のプレス運転において雄ねじ部材32が勝手に微妙に回転してしまうことを完全に防止できる。
【0088】
(プレス成形)
スライド10が所定位置(例えば、下死点近傍)に進むと、上型が下型内にセットされたワークに当接する。すなわち、プレス成形動作に突入する。すると、プレス成形荷重Pprsが発生する。この上向き反力Pprsは、図1に示すスライド10→プレート9→雌ねじ部材33→雄ねじ部材32→雌球面部材6に伝達される。したがつて、雌球面が図5(B)に示す状態から同図(A)に示す状態に変位して雄球面に接触する。この切換わりの際に、ガタC2dが発生する。両球面が接触状態であるから、プレス成形荷重Pprsは雄球面部材(球体部)2Dに伝播され、コンロッド(下端部)2に伝達される。最終的にはクランク軸1がプレス負荷(プレス成形荷重Pprs)として受け止める。これと並行して、押え天井部(内面)5と円環部材(外周面)4との間のクリアランスC2uが広がる。このクリアランスC2uの値は図5(B)に示すクリアランスC2dの値と同じである。しかし、押え部材5および円環部材4(水平ピン部材3)はプレス成形荷重Pprsの伝達に直接関与しないので、クリアランスC2uは総合精度を低下させるガタにはならない。すなわち、従来例の場合のように両クリアランスの和(C2d+C2u)ではない。本発明では、第2の結合箇所のガタが半減(C2d)される。
【0089】
(ダイハイト自動調整開始)
ダイハイト調整の自動実行モードを選択設定しておいたとする。現在値(スライド下端位置…下死点位置)が予め設定された値を逸脱しそうになると、プレス制御盤からダイハイト調整開始情報(開始指令信号)が生成出力され、位置拘束手段26が拘束解放動作する。すなわち、上記した初期のダイハイト調整の場合と同様に位置拘束手段26が拘束解放動作する。図3のシリンダ装置26が働き、下降状態のピストン29が上昇してウオーム歯車体12の上端面(摩擦材25)から離れる。拘束解放状態になる。
【0090】
(ダイハイト自動調整)
この拘束解放状態下において、回転駆動手段(調整モータ)が自動回転制御される。図2、図4に示すウオームねじ13が回転され、ウオーム歯車体12が垂直軸線Zを中心に回転される。雄ねじ部材32の回転量に応じて雌ねじ部材33が上下方向に変位する。すなわち、ダイハイト自動調整ができる。油圧ねじロック手段が無いのでプレス運転中も自動調整できるから、製品精度・品質のバラツキを最小化できる。雌球面部材(雌球面)6が垂直軸線Zを中心に回転できるから、円滑で迅速なダイハイト自動調整ができる。
【0091】
(ダイハイト自動調整完了)
設定目標値と検出現在値とが一定範囲内に収まるとダイハイト調整完了情報(終了指令信号)が生成出力される。回転駆動手段(調整モータ)の回転制御が終了する。すると、位置拘束手段26が拘束動作する。すなわち、図3のシリンダ装置26が働き、下降したピストン29がウオーム歯車体12の上端面(摩擦材25)を下方に押圧する。ウオーム歯車体12の下端面は、図1、図2に示す位置規制面16Fに押圧される。つまり、位置拘束手段26の拘束動作でウオーム歯車体12の上下方向位置および回転方向位置を拘束することができる。したがって、その後のプレス運転において雄ねじ部材32が勝手に微妙に回転してしまうことを完全に防止できる。油圧式ねじロック手段を具備する従来例の場合のように、ダイハイト調整完了後にねじロック(両ねじ部材32,33の上下方向相対位置が強制的に変化される。)する必要がないので、調整後のダイハイトを正確に保持できる。
【0092】
(スライド上昇)
プレス成形終了後に、スライド1は上昇し始める。プレス成形荷重Pprsが消滅し、スライド荷重Psrdが発生する。この下向き荷重Psrdは、スライド10→プレート9→雌ねじ部材33→雄ねじ部材32→押え部材5に伝達される。このスライド懸架に伴い、雌球面は図5(A)に示す状態から同図(B)に示す状態に変位(降下)する。つまり、雌球面は降下して雄球面と非接触状態となる。クリアランスC2dが広がるが、ガタとはならない。つまり、下向き荷重Psrdは、雄ねじ部材32の第2水平端面32F2を通してこれと一体的に連結された押え部材5の負荷となる。すなわち、押え部材5が降下して円環部材(外周面)4に当接するから、下向き荷重Psrdは円環部材4、水平ピン部材3および球体部を通してコンロッド2に伝達される。押え部材(内面)5と円環部材(外周面)4との間のクリアランスC2uの値は、図5(A)に示す最大値(3/100mm)から同図(B)に示すゼロ(0)となる。下向き荷重Psrdの伝達に直接関与するので、クリアランスC2uはガタとなる。しかし、非接触状態の雌球面および雄球面は、スライド荷重Psrdの伝達に直接関与しないので、クリアランスC2dはガタとならない。
【0093】
(スライド昇降反転切換動作)
スライド10をある位置またはある位置範囲内で上昇と下降を繰り返すプレス運転が選択された場合を考える。かかるプレス運転の場合は、クランク軸1の回転方向を切り換えることで、スライド下降動作とスライド上昇動作とが交互に繰り返される。しかし、第2の連結箇所のガタ(C2d=C2u)が従来例の場合(C21+C22)の値の1/2であるから、従来例の場合に比較して切換え動作時の衝撃や騒音が大幅に弱小化されている。したがって、サーボプレスに固有な特長的プレス運転を続行できる。
【0094】
(第3の結合箇所との関係)
第2の連結箇所のガタ(C2d=C2u)が従来例の場合(C2)の1/2であるから、油圧ねじロック手段を設けなくても従来例による製品品質と遜色のないまたはそれ以上の品質の製品を生産することができる。隙間調整により、ガタ(C2d)を最小化できるからである。
【0095】
(第4の結合箇所との関係)
位置拘束手段26によるウオーム歯車体12の上下方向位置および回転方向位置の拘束状態では、スライド昇降運転中に誘発されるダイハイト調整機構(雄ねじ部材32)と回転駆動手段(ウオーム歯車体12)との結合関係つまり第4の連結箇所に係る事象(雄ねじ部材32の勝手回転)の発生を完全に防止することができる。この事象発生を放置した場合の不利不便(ダイハイト変化、プレス製品の品質劣悪化、騒音発生や部品の変形・損壊)を一挙に解決できる。プレス速度を一段と高速化できる点も特筆できる。さらに、回転駆動手段(ウオーム歯車体、ウオームねじ、連結軸、モータ)を小型化、低コスト化を促進できる。
【0096】
(クリアランスの調整)
具体的運用条件(連続時間・期間、製品品質、プレス負荷の大小、プレス速度、周囲環境など)に最適な精度を得るには、押え部材5と雄ねじ部材32との間のスペーサー17の交換等により、クリアランスC2dの値を調整すればよい。
【0097】
(プレス停止動作)
クランク軸1の回転を停止させると、コンロッド(上端部)2の水平軸線X1を中心とする偏心回転が停止する。下端部(球体部)を中心とするコンロッド2の揺動運動も停止する。水平ピン部材3の両側円環部材4を軸受としかつ水平軸線X2を中心とする回転が停止する。通常はスライド10を上死点位置(初期位置)に戻してプレス停止させる。下端部(球体部)はコンロッド2の揺動角度に応じて上下(Z)方向に移動する。サスペンション機構は静止保持状態となる。
【0098】
しかして、この実施の形態によれば、サスペンション機構をプレス成形中は対向する両円弧面(雌球面、雄球面)を接触状態としてプレス成形荷重をコンロッド側に伝達し、非プレス成形中は押え部材5を円環部材4に懸架させて両円弧面(雌球面、雄球面)を非接触状態としてスライド荷重をコンロッド側に伝達可能に形成し、ダイハイト調整機構を押え部材5(雄ねじ部材32)とスライド側(雌ねじ部材33)とを相対回転可能かつ相対上下動可能に螺合させた構造(ねじ機構)を含み,ウオーム歯車体12の回転運動を雄ねじ部材32に伝達することでダイハイト調整可能に形成し、さらに、位置拘束手段26でウオーム歯車体12を位置規制面16Fに押圧(位置拘束)することでスライド昇降運動に伴い誘発される雄ねじ部材32に対する回転力を当該ウオーム歯車体12で受止めて雄ねじ部材32が勝手回転しないように(回転できないように)形成してあるので、ガタが少なく高精度でプレス運転でき、プレス速度の一層の高速化に応えられる。しかも、スライド調整機構(回転駆動手段)の小型・小容量化を達成でき、その変形・破損を防止しつつ長寿命化を達成でき、安全・安心で円滑なプレス運転ができる。
【0099】
また、サスペンション機構が雄球面部材2Dと水平ピン部材3と円環部材4と押え部材5とを含みスライド懸架可能に形成され、雌球面を有する雌球面部材6を雄ねじ部材32の上部側に配置し、プレス成形中はプレス成形荷重Pprsにより両球面を接触状態に保持可能かつ押え部材5と円環部材4とを非接触状態に保持可能に形成され、非プレス成形中はスライド荷重Psrdにより押え部材5と円環部材4とが接触状態に保持可能かつ両球面を非接触状態に保持可能に形成されているので、低コストで具現化容易であり、一段と確実なサスペンション機能を発現できる。
【0100】
位置拘束手段をシリンダ装置26から形成しかつウオーム歯車体12を下方側の位置規制面16Fに押圧する構造であるから、ウオーム歯車体12を確実に回転止めできる。構造が簡単で安定動作を担保できる。
【0101】
位置拘束手段が円周方向の複数点においてウオーム歯車体12を押圧する構造とされているので、回転止め機能を安定して発現できる。部品の小形化も容易になる。
【0102】
位置拘束手段がダイハイト調整開始情報で拘束開放動作し、ダイハイト調整完了情報で拘束動作するものと形成されているので、ダイハイト調整の開始前の駆動回転手段(ウオーム歯車体12)の回転許可および完了後の回転止めを迅速かつ正確に行える。
【0103】
また、雄円弧面が雄球面2Dとされ、雌円弧面が雌球面6とされているので、コンロッド2およびサスペンション機構の製造コストを低減できる。
また、雄球面部材6と水平ピン部材3とが隙間のない一体的構造とされているので、不必要なガタを一掃できかつコンロッド2自体の製造コストを低減できる。
【0104】
スペーサー17を用いて押え部材5と雄ねじ部材32との隙間を拡縮することで非接触状態の雌球面と雄球面との間のクリアランスC2dを調整可能に形成されているので、雌球面と雄球面とのクリアランス調整が容易であり、最小のクリアランスを設定可能かつ取り扱い容易である。一段と高品質製品を生産することができ、プレス運転態様、プレス設置環境や製品品質に対する適応性が広い。
【0105】
さらに、コンロッド下端部が雄球面部材2Dを含む球体構造(球体部)とされ、この球体構造の水平ピン部材3よりも上方に位置する肩部を押え部材5と非接触としてあるので、コンロッド下端部および押え部材5の製造コストを一段と低減できる。
【0106】
さらにまた、押え部材5の起立外周面とクラウン19との間にスラスト受けガイド11が装着されているので、一段と円滑なプレス運転を行える。
【0107】
サスペンション機構の主要構成部の小型軽量化により装置全体の軽量化およびZ方向の寸法の短縮化がでるから、例えば電子部品等を高速・連続・高品質で生産するプレス機械を確立かつ普及できる。
【実施例2】
【0108】
この第2の実施の形態は、雄円弧面が雄円筒形状外面とされかつ雌円弧面が雌円筒形状内面とされている。
【0109】
すなわち、この実施の形態では、両円弧面の点を除く基本的構成が第1の実施の形態の場合と同様とされているが、両円弧面の形態・構造を発展的改変してある。なお、第1の実施の形態との比較において容易に推測理解できるので、第2の実施の形態に関しては図面を省略した。
【0110】
詳しくは、雄円弧面(雄円弧面部材)を雄円筒形状外面(雄円筒形状部材)から形成しかつ雌円弧面(雌円弧面部材)を雌円筒形状内面(雌雄円筒形状部材)から形成する。つまり、コンロッド2の下端部に仮想中心Qを通る水平軸線X2を中心としかつ下方に凸形状の雄円筒形状外面を有する雄円筒形状部材を形成するとともに、水平軸線X2を中心としかつ水平軸線X2方向に延びる水平ピン部材3を設け、サスペンション機構を雄円筒形状部材と水平ピン部材3と円環部材4と押え部材5とを含みスライド10をサスペンション可能に形成し、雄円筒形状外面の形状に対応する下方に凸形状(上方に凹形状)の雌円筒形状内面を有する雌円筒形状部材を雄ねじ部材32の上部側に配置し、プレス成形中はプレス成形荷重Pprsにより雌円筒形状内面と雄円筒形状外面とを接触状態に保持可能かつ押え部材5と円環部材4とを非接触状態に保持可能に形成され、非プレス成形中はスライド荷重Psrdにより押え部材(押え天井部の内面)5と円環部材(外周面)4とを接触状態に保持可能かつ雌円筒形状内面と雄円筒形状外面とを非接触状態に保持可能に形成している。
【0111】
円筒形状部材とは、従来例(例えば、特許文献1)における球体(球形部材)に対する概念であり、円筒形状部材には円筒体および円筒体の一部周面部分が切り取られた当該残余の円筒形状物体が含まれる。なお、本発明では、内外面を接触状態として円滑な相対摺動をさせることができない多角筒体形状部材を除外する。
【0112】
次に、コンロッド(下端部)2の機能の点から、球体(外周面)とこれを内装する中空球体(内周面)との接触相対運動と、小円筒体(外周面)とこれを内装する大円筒体(内周面)の接触相対運動とを比較してみる。球体の場合は、接触状態が不均一となり易く、運動のバラツキ(変動)が大きく、また接触面積を大きくすることが難しい。円筒体の場合は、接触面積を大きくとれ、接触状態の均一化が容易で、運動中のバラツキも小さくできる。しかも、球体に比較して円筒体の方が、軽く、加工が容易で、安価であり、精度出し組み立て作業も簡単である。
【0113】
すなわち、本発明は、第2の連結箇所における向き反対のプレス成形荷重Pprsとスライド荷重Psrdとを受けかつコンロッド側に伝達する機械的構造を別個独立形式に構築するのみならず、球体(従来例)および雄球面部材(第1の実施の形態)に対する円筒体の持つ利点を巧みに利用して、大幅なコスト低減を図りつつ装置具現化が容易で、組立・精度出し作業を一段と迅速かつ簡単に行え、ガタが少なく高精度なプレス運転ができるようにしたものである。しかも、装置の小型・軽量化も図ることができる。
【0114】
しかして、この実施の形態によれば、第1の実施の形態の場合に比較してコンロッドおよびサスペンション機構の製造コストを一段と大幅に低減できる。
【0115】
また、サスペンション機構がプレス成形中はプレス成形荷重Pprsにより内外面を接触状態に保持可能かつ押え部材5と円環部材4とを非接触状態に保持可能に形成され、非プレス成形中はスライド荷重Psrdにより押え部材5と円環部材4とを接触状態に保持可能かつ内外面を非接触状態に保持可能に形成されているので、低コストで具現化容易であり、一段と確実なサスペンション機能を発現できる。
【0116】
なお、雄円筒形状部材を円筒体(詳しくは、円筒体の一部)から形成しかつ雌円筒形状部材を半割り円筒体から形成すれば、さらに製造コストを大幅に低減でき、組立・精度出し作業を一段と迅速かつ簡単に行える。装置の小型、軽量化にも役立つ。
【符号の説明】
【0117】
1 クランク軸
2 コンロッド
2D 雄球面部材(雄球面…雄円弧面)、(サスペンション機構)
2B コンロッド下端部(球形体)特許文献1
3 水平ピン部材、(サスペンション機構)
4 円環部材、(サスペンション機構)
5 押え部材、(サスペンション機構)
6 雌球面部材(雌球面…雌円弧面)
7 下枠体(サスペンション機構)特許文献1
8 上枠体(サスペンション機構)特許文献1
9 プレート
10 スライド
11 ガイド
12 ウオーム歯車体(回転駆動手段)
13 ウオームねじ(回転駆動手段)
14 コッター
15 コッターピン
16 ウオームケース(静止体)
16F 位置規制面
17 スペーサー
18 パッキンケース
19 クラウン
20 ころがり軸受け
21 スペーサー
22 パッキンケース
23 ころがり軸受け
24 エンドプレート
25 摩擦材
26 シリンダ装置(位置拘束手段)
27 上室
28 下室
29 ピストン
30 バネ
31 リテーナ
32 雄ねじ部材(ダイハイト調整機構)
33 雌ねじ部材(ダイハイト調整機構)
32F1 第1水平端面
32F2 第2水平端面
【特許請求の範囲】
【請求項1】
クランク軸の回転運動をコンロッドおよびサスペンション機構を通してスライドの昇降運動に変換可能かつねじ機構を利用したダイハイト調整機構を具備するスライド駆動装置において、
前記サスペンション機構を、前記コンロッドの下端部に下方に凸形状の雄円弧面を有する雄円弧形状部材と、円環部材に回転自在に保持された水平ピン部材と、下部側が上方に凹形状の雌円弧面を有する雌円弧形状部材に連結されかつ上部側が該円環部材に被嵌装着可能に形成された押え部材とを有し、プレス成形中は前記スライド側の該雌円弧面と前記コンロッド側の該雄円弧面とを接触状態としかつプレス成形荷重を接触両円弧面を通して前記コンロッド側に伝達可能に形成するとともに、非プレス成形中は該押え部材の上部側を該円環部材に懸架させることで該雌円弧面と該雄円弧面とを非接触状態としかつスライド荷重を該押え部材、該円環部材および該水平ピン部材を通して前記コンロッド側に伝達可能に形成し、
前記ねじ機構が該押え部材に連結された雄ねじ(軸)部材と前記スライド側の雌ねじ(環)部材を相対回転可能かつ相対上下動可能に螺合させた構造とされ、前記ダイハイト調整機構がウオーム歯車体の回転運動を該雄ねじ(軸)部材に伝達することでダイハイト調整可能に形成され、
該静止体側に該ウオーム歯車体の上下方向位置を規制する位置規制面を形成しかつ該ウオーム歯車体を位置規制面に押圧することで該ウオーム歯車体の上下方向位置および回転方向位置を拘束可能な位置拘束手段を設け、
この位置拘束手段の位置拘束動作により該ウオーム歯車体を位置拘束することで、スライド昇降運動に伴い誘発される該雄ねじ(軸)部材に対する回転力を当該ウオーム歯車体で受止めて該雄ねじ(軸)部材が回転しないように形成されている、スライド駆動装置。
【請求項2】
請求項1記載のスライド駆動装置において、
前記位置拘束手段が、シリンダ装置から形成されかつ前記ウオーム歯車体を下方側の前記位置規制面に押圧可能に形成されている、スライド駆動装置。
【請求項3】
請求項1または2記載のスライド駆動装置において、
前記位置拘束手段が、円周方向の複数点において前記ウオーム歯車体を押圧可能に形成されている、スライド駆動装置。
【請求項4】
請求項1から3までのいずれか1項に記載されたスライド駆動装置において、
前記位置拘束手段が、ダイハイト調整開始情報により拘束開放動作し、ダイハイト調整完了情報により拘束動作するものと形成されている、スライド駆動装置。
【請求項5】
請求項1から4までのいずれか1項に記載されたスライド駆動装置において、
前記雄円弧面が雄球面とされ、前記雌円弧面が雌球面とされている、スライド駆動装置。
【請求項6】
請求項1から4までのいずれか1項に記載されたスライド駆動装置において、
前記雄円弧面が雄円筒形状外面とされ、前記雌円弧面が雌円筒形状内面とされている、スライド駆動装置。
【請求項1】
クランク軸の回転運動をコンロッドおよびサスペンション機構を通してスライドの昇降運動に変換可能かつねじ機構を利用したダイハイト調整機構を具備するスライド駆動装置において、
前記サスペンション機構を、前記コンロッドの下端部に下方に凸形状の雄円弧面を有する雄円弧形状部材と、円環部材に回転自在に保持された水平ピン部材と、下部側が上方に凹形状の雌円弧面を有する雌円弧形状部材に連結されかつ上部側が該円環部材に被嵌装着可能に形成された押え部材とを有し、プレス成形中は前記スライド側の該雌円弧面と前記コンロッド側の該雄円弧面とを接触状態としかつプレス成形荷重を接触両円弧面を通して前記コンロッド側に伝達可能に形成するとともに、非プレス成形中は該押え部材の上部側を該円環部材に懸架させることで該雌円弧面と該雄円弧面とを非接触状態としかつスライド荷重を該押え部材、該円環部材および該水平ピン部材を通して前記コンロッド側に伝達可能に形成し、
前記ねじ機構が該押え部材に連結された雄ねじ(軸)部材と前記スライド側の雌ねじ(環)部材を相対回転可能かつ相対上下動可能に螺合させた構造とされ、前記ダイハイト調整機構がウオーム歯車体の回転運動を該雄ねじ(軸)部材に伝達することでダイハイト調整可能に形成され、
該静止体側に該ウオーム歯車体の上下方向位置を規制する位置規制面を形成しかつ該ウオーム歯車体を位置規制面に押圧することで該ウオーム歯車体の上下方向位置および回転方向位置を拘束可能な位置拘束手段を設け、
この位置拘束手段の位置拘束動作により該ウオーム歯車体を位置拘束することで、スライド昇降運動に伴い誘発される該雄ねじ(軸)部材に対する回転力を当該ウオーム歯車体で受止めて該雄ねじ(軸)部材が回転しないように形成されている、スライド駆動装置。
【請求項2】
請求項1記載のスライド駆動装置において、
前記位置拘束手段が、シリンダ装置から形成されかつ前記ウオーム歯車体を下方側の前記位置規制面に押圧可能に形成されている、スライド駆動装置。
【請求項3】
請求項1または2記載のスライド駆動装置において、
前記位置拘束手段が、円周方向の複数点において前記ウオーム歯車体を押圧可能に形成されている、スライド駆動装置。
【請求項4】
請求項1から3までのいずれか1項に記載されたスライド駆動装置において、
前記位置拘束手段が、ダイハイト調整開始情報により拘束開放動作し、ダイハイト調整完了情報により拘束動作するものと形成されている、スライド駆動装置。
【請求項5】
請求項1から4までのいずれか1項に記載されたスライド駆動装置において、
前記雄円弧面が雄球面とされ、前記雌円弧面が雌球面とされている、スライド駆動装置。
【請求項6】
請求項1から4までのいずれか1項に記載されたスライド駆動装置において、
前記雄円弧面が雄円筒形状外面とされ、前記雌円弧面が雌円筒形状内面とされている、スライド駆動装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−52404(P2013−52404A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−191185(P2011−191185)
【出願日】平成23年9月2日(2011.9.2)
【出願人】(000100861)アイダエンジニアリング株式会社 (153)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月2日(2011.9.2)
【出願人】(000100861)アイダエンジニアリング株式会社 (153)
【Fターム(参考)】
[ Back to top ]