
ダイシングテープ
【課題】ダイボンドシートを分断できる分断力とウエハが剥離したりしない十分な粘着力があり、ピックアップの際には容易に剥離できるダイシングテープを提供する。
【解決手段】半導体ウエハ11の、分割されて個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射して、多光子吸収によって改質領域を内部に形成したのち、半導体ウエハにダイボンドシート3を貼り付ける工程、ダイボンドシートにダイシングテープ10を貼り付ける工程、ダイシングテープをエキスパンドし、ダイボンドシートを各半導体チップに分断することにより複数のダイボンドシート付半導体チップを得る工程を含む半導体装置の製造方法に使用され、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が16〜34Nであるダイシングテープ。
【解決手段】半導体ウエハ11の、分割されて個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射して、多光子吸収によって改質領域を内部に形成したのち、半導体ウエハにダイボンドシート3を貼り付ける工程、ダイボンドシートにダイシングテープ10を貼り付ける工程、ダイシングテープをエキスパンドし、ダイボンドシートを各半導体チップに分断することにより複数のダイボンドシート付半導体チップを得る工程を含む半導体装置の製造方法に使用され、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が16〜34Nであるダイシングテープ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ダイシングテープに関する。
【背景技術】
【0002】
ここ最近において、実装部品の小型化のニーズはより一層高まり、半導体パッケージングの小型化技術はますます進化してきている。これに伴い、半導体チップも薄膜化・小チップ化を余儀なくされ、同時に、それら薄膜・小チップの半導体チップをコンパクトにパッケージングするための技術的ニーズは今後も高まる傾向にある。従来、これらの半導体チップは、バックグラインド工程において裏面研削され薄膜化された半導体ウエハを、ダイシング工程にてチップ化されることにより得られる。更に、チップ化された半導体チップは、ピックアップダイボンダ等により、連続的に流れるリードフレームにダイボンディング毎に液状接着剤を必要量塗布し、その位置にダイボンディングされることになる。
【0003】
これらの工程のうちダイシング工程において、半導体ウエハ(以下、単に「ウエハ」という場合がある。)にはダイジングテープを貼り合わせ、リングフレームでダイサーのチャックテーブルに固定し、そしてダイシングブレードにより切断されるわけであるが、この際、ウエハにはブレードによる切削抵抗がかかるため、半導体チップ(以下、単に「チップ」という場合がある。)に微小な欠けやクラック(以下、併せて、「チッピング」という。)が発生することがある。このチッピング発生は、昨今、重要な問題のうちの1つとして捉えられ、これまでにもチッピング低減のための検討が種々行われてきたが、未だ満足できる手段は無いのが現状である。
更に、このチッピングはウエハの厚さが薄くなると発生しやすくなる傾向にあり、また、小チップではチッピングの許容レベルも厳しくなる。したがって、前述のように半導体チップの薄膜化・小チップの傾向がますます進むことにより、このチッピングの問題は今後より一層深刻化してくるものと容易に推測される。
【0004】
更に、チップ化された薄膜・小チップの半導体チップは、チッピング発生防止と共に、コンパクトにパッケージングされることも求められる。これは、パーケージサイズの小型化のニーズからくるものであり、望ましくは半導体チップの寸法とほぼ同じサイズでパッケージングされることが求められている。通常、チップ化された半導体チップは、ピックアップダイボンダ等により液状接着剤が塗布されたリードフレームのダイパッドにダイボンディングされるわけであるが、液状接着剤の場合はダイボンディング毎の必要塗布量の制御が非常に困難であり、更には、液状であるためダイパッドの上に塗布された時の寸法にばらつきが生じ易い。
【0005】
この場合、半導体チップの寸法と液状接着剤の寸法が合わなくなるため、パッケージングの際にはその両者の寸法の差を考慮し、半導体チップの寸法よりも幾分大きい寸法でパッケージングする必要がある。これは、前述の通り、半導体チップの寸法とほぼ同じサイズでパッケージングする必要性から、望ましい方法とは言えない。
【0006】
一方、ダイボンディング用の接着剤としてダイボンドシート(シート状の接着剤)を使用する方法がある。
【0007】
このダイボンドシートを使用する方法として、半導体チップと同寸法のダイボンドシートの小片を準備し、リードフレーム上に予め搭載しておく、或いは、チップ裏面に一枚一枚貼り付ける、という方法が広く知られている。しかしながら、この場合、作業が非常に煩雑であり好ましくないのに加え、リードフレーム、或いはチップ裏面にダイボンドシートの小片を貼り付ける際に微小なズレが生じてしまうことがあり、これらの理由により望ましい方法とは言えない。
【0008】
また、半導体ウエハの裏面に予めダイボンドシートを貼合し、次いでこれをダイシングテープに貼合し、リングフレームでダイサーのチャックテーブルに支持固定させ、ブレードカットダイシング装置にて半導体ウエハとダイボンドシートを同時にフルカットする方式がある。
この方式では、ダイシングされたチップとダイボンドシートの小片の寸法は完全に一致し、且つ、両者が全くズレの無い状態で貼り合わされた状態を作ることができる。しかしながらこの場合、半導体ウエハの下方にはダイシングテープのみならず、両者の間にダイボンドシートが介在することになるため、ダイシング時にブレードからかかる切削抵抗によりウエハ、或いはチップはダイボンドシートが無い場合に比べ余計にブレを生じ易くなるため、顕著にチッピングが発生しやすくなるため、半導体ウエハのダイシングは、特に慎重を期すものとなり、その結果、加工速度の低下を招いている。
【0009】
以上のチッピング発生防止、コンパクトパッケージングの要求を解決するための方法が提案されている。
例えば、特許文献1では、半導体ウエハのスクライブラインに沿ってウエハ厚さよりも浅い切り込み深さの溝を形成後、パターン面を保護テープで保護した状態にてウエハ裏面を研削し、ウエハ厚を薄くするとともに個々のチップに分割し、ダイシングテープを貼着し、保護テープを剥離するという方法が提案されている。
この方法では、バックグラインド工程での裏面研削により、チップが個々に分割されるものであるため、チッピングの発生防止には一定の効果がある手段であるといえる。
【0010】
また、特許文献2において、半導体ウエハの内部に集光点を合わせてレーザ光を照射し、半導体ウエハ切断予定ラインに沿って半導体ウエハ内部に多光子吸収による改質領域を形成する工程を備えることで半導体ウエハを切断する箇所に起点ができ半導体ウエハを比較的小さな力で割って切断する方法が提案されている。
この方法によれば、比較的小さな力で半導体ウエハを切断することができるので、半導体ウエハの表面に切断予定ラインから外れたチッピングを発生させることなく半導体ウエハの切断が可能な方法であるため、チッピングの発生防止には一定の効果がある手法であるといえる。
【0011】
これらの方法では、ダイボンドシートを別途切断する必要がある。ダイボンドシートを切断する方法として半導体ウエハがあらかじめ分割された個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分の内部にレーザ光線を照射し、多光子吸収によって改質領域が形成された半導体ウエハに接着フィルム又はダイシングダイボンドフィルムを貼り付け、ダイシングテープ又はダイシングダイボンドフィルムをエキスパンドし、ダイボンドシートを半導体チップ形状に沿って分断することにより複数のダイボンドシート付半導体チップを得る方法が提案されている(例えば、特許文献3、特許文献4参照)。
【0012】
いずれの場合も、ダイシングダイボンドフィルムをエキスパンドしダイボンドシートを個々のチップは分断する際には、ダイボンドシートを分断できる分断力とダイボンドシートと半導体ウエハが剥離したりしない十分な粘着力を必要とし、ピックアップの際には容易に剥離できる性質が要求される。
【0013】
ダイボンドシートとして破断性の良い非伸縮性ダイボンドシートを使用した場合には、容易にダイボンドシートを分断できる。しかし、マウント工程においてダイボンドシートに本来要求されるチップ−チップ間およびチップ−基板間において十分な接着力を持ち、クラックを押さえ、実装信頼性を低下させないようにするためには脆い非伸縮性のダイボンドシートを用いることは望ましくない。このような課題を解決するためのダイボンドシートが提案されている(例えば、特許文献5参照)。
【0014】
しかし、ダイボンドシートの分断性と実装信頼性を両立させることは難しく、実装信頼性の向上が求められるダイボンドシートの改良による対応は困難である。また、ダイシングテープについてもエキスパンドの際にダイボンドシートを半導体チップとダイボンドシートの切断面をほぼ一致させて分断できる分断力を有するものとすることは困難であった。
【0015】
【特許文献1】特開2001−156027号公報
【特許文献2】特開2002−192370号公報
【特許文献3】特開2003−338467号公報
【特許文献4】特開2004−193241号公報
【特許文献5】特開2005−19962号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
したがって本発明は、ダイシングテープ又はダイシングダイボンドフィルムをエキスパンドしダイボンドシートを分断する際には、ダイボンドシートを個々のチップに分断できる分断力とウエハが剥離したりしない十分な粘着力があり、ピックアップの際には容易に剥離できるダイシングテープ及びダイシングダイボンドフィルムを提供することを目的とする。
【課題を解決するための手段】
【0017】
(1)基材フィルム上に粘着剤層が設けられているダイシングテープであって、該ダイシングテープが、
(a)半導体ウエハの、分割されて個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射して、多光子吸収によって改質領域を内部に形成したのち、半導体ウエハにダイボンドシートを貼り付ける工程、
(b)ダイボンドシートにダイシングテープを貼り付ける工程、
(c)ダイシングテープをエキスパンドし、ダイボンドシートを各半導体チップに分断することにより複数のダイボンドシート付半導体チップを得る工程
を含む半導体装置の製造方法に使用され、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が16〜34Nであることを特徴とするダイシングテープ、
(2)前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、該粘着剤層が、主鎖に対して、少なくとも放射線硬化性炭素−炭素二重結合含有基、水酸基、及びカルボキシル基を含有する基をそれぞれ有するアクリル系共重合体を主成分とし、かつゲル分率が60%以上であることを特徴とする(1)に記載のダイシングテープ、
(3)前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、分子中にヨウ素価0.5〜20の放射線硬化性炭素−炭素二重結合を有する化合物(A)に、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂およびエポキシ樹脂から選ばれた少なくとも1種の化合物(B)を付加反応させてなるポリマーを含有していることを特徴とする(1)又は(2)に記載のダイシングテープ
を提供するものである。
【発明の効果】
【0018】
本発明のダイシングテープ及びダイシングダイボンドテープは、半導体ウエハに貼合してエキスパンドの際にはダイボンドシートと半導体チップとの切断面をほぼ一致させて分断できるという効果を奏するとともに、ピックアップする際には半導体素子と接着剤層とを容易に粘着剤層から剥離して使用することができ、半導体素子のダイレクトダイボンディングを可能とするものである。
【図面の簡単な説明】
【0019】
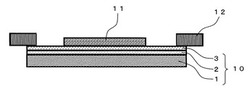
【図1】ダイシングダイボンドテープに半導体ウエハとダイシング用フレームが貼合された様子を示す図である。
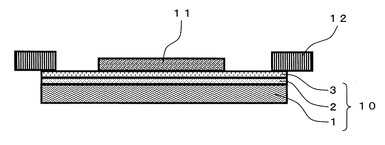
【図2】ダイシングダイボンドテープに半導体ウエハとダイシング用フレームが貼合された様子を示す図である。
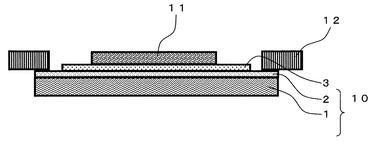
【図3】ダイボンドシートに半導体ウエハを貼合した後に、ダイシングテープが貼合された様子を示す図である。
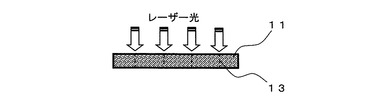
【図4】レーザ加工により半導体ウエハに改質領域が形成された様子を示す図である。
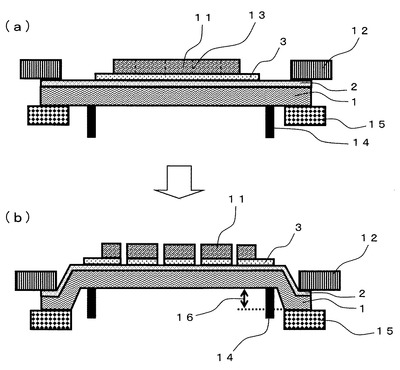
【図5】レーザ加工により改質領域を形成された半導体ウエハにダイシングダイボンドテープを貼合し、エキスパンドをする工程を示す図である。
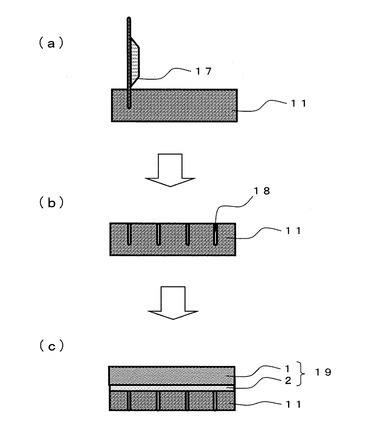
【図6】半導体ウエハのストリート部に切り込み溝を入れた後に半導体ウエハ表面に表面保護テープを貼合しストリート部が開口するまでウエハ裏面を研削し分割個片化した状態を示す図である。
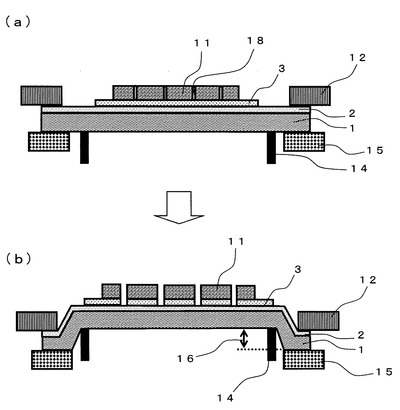
【図7】分割個片化された半導体ウエハにダイシングダイボンドテープを貼合し、エキスパンドをする工程を示す図である。
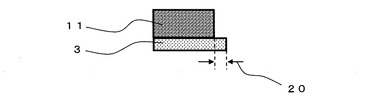
【図8】加工後のダイボンドシート付半導体チップにおいて半導体チップからダイボンドシート端部がはみ出している様子を示す図である。
【発明を実施するための最良の形態】
【0020】
以下、本発明の好ましい実施態様について図1〜3を参照して詳細に説明する。図1〜3及び以下の図において同符号は同じものを示す。
【0021】
図1には、ダイシング用リングフレーム12に本発明のダイシングダイボンドテープ10が貼り付けられ、該リングフレーム内側に露出した該テープのダイボンドシート3に半導体ウエハ11が貼合された状態が示されている。
図1における本発明のダイシングダイボンドテープは、基材フィルム1上に粘着剤層2、ダイボンドシート3がこの順に設けられた構造を有している。
本発明のダイシングダイボンドテープ10は、使用工程や装置に併せて予め所定形状に切断(プリカット)されていてもよく、ウエハ等が貼合される前のダイシングダイボンドテープ10を保護するためにカバーフィルムが設けられていてもよい。また、本発明のダイシングダイボンドテープ10は、ウエハ1枚分ごとに切断されていてもよいし、これを長尺にしたロール状であってもよい。
【0022】
図2には、ダイシング用リングフレーム12部分には、基材フィルム1上に粘着剤層2が形成されているだけであるが、該リングフレーム内側の半導体ウエハ貼合部分にのみ基板上の粘着剤層上に接着剤層が形成された本発明のダイシングダイボンドテープ10が示されている。本実施形態では、リングフレーム12には粘着剤層2が貼合されているだけで、使用後のテープ剥離時にリングフレーム12への糊残りを生じにくいという効果が得られる。
図3は、図2の実施態様に対して、半導体ウエハにダイボンドシートを貼り付けた後、ダイボンドシート付半導体ウエハにダイシングテープを貼り付けた状態が示されている。
【0023】
次に、本発明のダイシングテープおよびダイシングダイボンドテープの構成について順に説明する。
(基材フィルム)
本発明のダイシングテープ及びダイシングダイボンドテープを構成する基材フィルムについて説明する。基材フィルムは複層でもよいし、単層で構成されていてもよい。エキスパンドの際に、エキスパンドの際にはダイボンドシートと半導体チップとの切断面をほぼ一致させて分断できるようにするために基材フィルムは、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が15N以上、さらに好ましくは伸び率が15%での引張荷重が20N以上である。標線間距離及びつかみ間距離についてはJIS K 7113で規定すると同じ意味である。
また基材フィルムの粘着剤層が塗布されない側の基材フィルム背面に、例えばシボ加工を施す等の方法により、表面粗さRaは0.3μm以上であることが好ましく、さらに好ましくは基材フィルム背面の表面粗さRaは0.5μm以上である。このような表面粗さRaを有することにより、ブロッキング防止、ダイシングテープおよびダイシングダイボンドテープのエキスパンド時の治具との摩擦を減少することによるダイボンドシートの分断性向上の効果が得られ、好ましい。その他基材フィルム背面に潤滑剤を塗布するのでもよい。
基材フィルムを構成する樹脂組成物としては上記物性値の範囲内であれば特に限定されるものではなく、従来公知の各種プラスチック、ゴムなどを用いることができる。
【0024】
後述の粘接着剤層として、放射線照射により硬化して粘接着力の制御を行うタイプのものを使用する場合には、基材フィルムは放射線透過性であることが好ましく、粘着剤が硬化する波長での放射線透過性の良いものを選択することが好ましい。このような基材としては、例えばポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、ポリブテン−1、ポリ−4−メチルペンテン−1、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸共重合体、アイオノマーなどのα−オレフィンの単独重合体または共重合体あるいはこれらの混合物、ポリウレタン、スチレン−エチレン−ブテンもしくはペンテン系共重合体、ポリアミド−ポリオール共重合体等の熱可塑性エラストマー、およびこれらの混合物を列挙することができる。また、これらを複層にしたものを使用しても良い。
【0025】
なお、基材フィルムは、半導体ウエハの個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射し、多光子吸収によって改質領域を形成したのち半導体ウエハにダイボンドシートを貼合し、ダイシングテープを貼合したもの、または半導体ウエハの個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分の内部にレーザ光線を照射し、多光子吸収によって改質領域が形成された半導体ウエハにダイシングダイボンドテープを貼合したものをエキスパンド後、ダイボンドシート付半導体チップをピックアップする際に、ダイボンドシート付半導体チップ間隙を大きくするために、ネッキング(基材フィルムを放射状延伸したときに起こる力の伝播性不良による部分的な伸びの発生)の極力少ないものが好ましい。このような基材フィルムとしては、例えばポリウレタンのほか、スチレン−エチレン−ブテンもしくはペンテン系共重合体等を例示することができるが、特にモノマー成分としてスチレンを有する共重合体を使用する場合には、分子量やスチレン含有量を適宜選択することが好ましい。ダイシング時の伸びあるいはたわみを防止するには架橋した基材フィルムを選択することが好ましい。
【0026】
さらには基材フィルムの粘接着剤層が設けられる側の表面には、粘接着剤層との接着性を向上させるためにコロナ処理、あるいはプライマー層を設ける等の処理を適宜施してもよい。
【0027】
基材フィルムの厚みは、強伸度特性、放射線透過性の観点から通常50〜200μmが適当である。
【0028】
(粘着剤層)
粘着剤層は、基材フィルム上に粘着剤を塗工して製造してよい。本発明のダイシングテープ及びダイシングダイボンドテープを構成する粘着剤層に特に制限はなく、エキスパンドの際にダイボンドシートと半導体ウエハが剥離したりしない程度の保持性や、ピックアップ時にはダイボンドシートと剥離が容易とする特性を有するものであればよい。ピックアップ性を向上させるために、粘着剤層は放射線硬化性のものが好ましく、ダイボンドシートとの剥離が容易な材料であることが好ましい。
【0029】
例えば、本発明では、主鎖に対して、少なくとも放射線硬化性炭素−炭素二重結合含有基、水酸基及びカルボキシル基を含有する基をそれぞれ有するアクリル系共重合体を主成分とし、かつゲル分率が60%以上であることが好ましい。さらには、分子中にヨウ素価0.5〜20の放射線硬化性炭素−炭素二重結合を有する化合物(A)と、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂、およびエポキシ樹脂から選ばれた少なくとも1種の化合物(B)を付加反応させてなるポリマーを含有していることが好ましい。
【0030】
粘着剤層の主成分の1つである化合物(A)について説明する。化合物(A)の放射線硬化性炭素−炭素二重結合の好ましい導入量はヨウ素価で0.5〜20、より好ましくは0.8〜10である。ヨウ素価が0.5以上であると、放射線照射後の粘着力の低減効果を得ることができ、ヨウ素価が20以下であれば、放射線照射後の粘着剤の流動性が十分で、延伸後の素子間隙を十分得ることができるため、ピックアップ時に各素子の画像認識が困難になるという問題が抑制できる。さらに、化合物(A)そのものに安定性があり、製造が容易となる。
【0031】
上記化合物(A)は、ガラス転移点が−70℃〜0℃であることが好ましく、−66℃〜−28℃であることがより好ましい。ガラス転移点(以下、Tgという。)が−70℃以上であれば、放射線照射に伴う熱に対する耐熱性が十分であり、0℃以下であれば、表面状態が粗いウエハにおけるダイシング後の素子の飛散防止効果が十分得られる。
【0032】
上記化合物(A)はどのようにして製造されたものでもよいが、例えば、アクリル系共重合体またはメタクリル系共重合体などの放射線硬化性炭素−炭素二重結合を有し、かつ、官能基をもつ化合物((1))と、その官能基と反応し得る官能基をもつ化合物((2))とを反応させて得たものが用いられる。
【0033】
このうち、前記の放射線硬化性炭素−炭素二重結合および官能基を有する化合物((1))は、アクリル酸アルキルエステルまたはメタクリル酸アルキルエステルなどの放射線硬化性炭素−炭素二重結合を有する単量体((1)−1)と、官能基を有する単量体((1)−2)とを共重合させて得ることができる。粘着剤二重結合量については加熱乾燥された粘着剤約10gに含まれる炭素−炭素二重結合量を真空中暗所における臭素付加反応による重量増加法により定量測定できる。
【0034】
単量体((1)−1)としては、炭素数6〜12のヘキシルアクリレート、n−オクチルアクリレート、イソオクチルアクリレート、2−エチルヘキシルアクリレート、ドデシルアクリレート、デシルアクリレート、または炭素数5以下の単量体である、ペンチルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、エチルアクリレート、メチルアクリレート、またはこれらと同様のメタクリレートなどを列挙することができる。
【0035】
単量体((1)−1)として、炭素数の大きな単量体を使用するほどガラス転移点は低くなるので、所望のガラス転移点のものを作製することができる。また、ガラス転移点の他、相溶性と各種性能を上げる目的で酢酸ビニル、スチレン、アクリロニトリルなどの炭素−炭素二重結合をもつ低分子化合物を配合することも単量体((1)−1)の総質量の5質量%以下の範囲内で可能である。
【0036】
単量体((1)−2)が有する官能基としては、カルボキシル基、水酸基、アミノ基、環状酸無水基、エポキシ基、イソシアネート基などを挙げることができ、単量体((1)−2)の具体例としては、アクリル酸、メタクリル酸、ケイ皮酸、イタコン酸、フマル酸、フタル酸、2−ヒドロキシアルキルアクリレート類、2−ヒドロキシアルキルメタクリレート類、グリコールモノアクリレート類、グリコールモノメタクリレート類、N−メチロールアクリルアミド、N−メチロールメタクリルアミド、アリルアルコール、N−アルキルアミノエチルアクリレート類、N−アルキルアミノエチルメタクリレート類、アクリルアミド類、メタクリルアミド類、無水マレイン酸、無水イタコン酸、無水フマル酸、無水フタル酸、グリシジルアクリレート、グリシジルメタクリレート、アリルグリシジルエーテル、ポリイソシアネート化合物のイソシアネート基の一部を水酸基またはカルボキシル基および放射線硬化性炭素−炭素二重結合を有する単量体でウレタン化したものなどを列挙することができる。
【0037】
化合物(2)において、用いられる官能基としては、化合物(1)、つまり単量体((1)−2)の有する官能基が、カルボキシル基または環状酸無水基である場合には、水酸基、エポキシ基、イソシアネート基などを挙げることができ、水酸基である場合には、環状酸無水基、イソシアネート基などを挙げることができ、アミノ基である場合には、エポキシ基、イソシアネート基などを挙げることができ、エポキシ基である場合には、カルボキシル基、環状酸無水基、アミノ基などを挙げることができ、具体例としては、単量体((1)−2)の具体例で列挙したものと同様のものを列挙することができる。
【0038】
化合物(1)と化合物(2)の反応において、未反応の官能基を残すことにより、酸価または水酸基価などの特性に関して、本発明で規定するものを製造することができる。
【0039】
上記の化合物(A)の合成において、反応を溶液重合で行う場合の有機溶剤としては、ケトン系、エステル系、アルコール系、芳香族系のものを使用することができるが、中でもトルエン、酢酸エチル、イソプロピルアルコール、ベンゼンメチルセロソルブ、エチルセロソルブ、アセトン、メチルエチルケトンなどの、一般にアクリル系ポリマーの良溶媒で、沸点60〜120℃の溶剤が好ましく、重合開始剤としては、α,α’−アゾビスイソブチルニトリルなどのアゾビス系、ベンゾイルペルオキシドなどの有機過酸化物系などのラジカル発生剤を通常用いる。この際、必要に応じて触媒、重合禁止剤を併用することができ、重合温度および重合時間を調節することにより、所望の分子量の化合物(A)を得ることができる。また、分子量を調節することに関しては、メルカプタン、四塩化炭素系の溶剤を用いることが好ましい。なお、この反応は溶液重合に限定されるものではなく、塊状重合、懸濁重合など別の方法でもさしつかえない。
【0040】
以上のようにして、化合物(A)を得ることができるが、本発明において、化合物(A)の分子量は、30万〜100万程度が好ましい。30万未満では、放射線照射による凝集力が小さくなって、ウエハをダイシングする時に、素子のずれが生じやすくなり、画像認識が困難となることがある。この素子のずれを、極力防止するためには、分子量が、40万以上である方が好ましい。また、分子量が100万を越えると、合成時および塗工時にゲル化する可能性がある。
なお、本発明における分子量とは、ポリスチレン換算の質量平均分子量である。
【0041】
なお、化合物(A)が、水酸基価5〜100となるOH基を有すると、放射線照射後の粘着力を減少することによりピックアップミスの危険性をさらに低減することができるので好ましい。また、化合物(A)が、酸価0.5〜30となるCOOH基を有することが好ましい。
ここで、化合物(A)の水酸基価が低すぎると、放射線照射後の粘着力の低減効果が十分でなく、高すぎると、放射線照射後の粘着剤の流動性を損なう傾向がある。また酸価が低すぎると、テープ復元性の改善効果が十分でなく、高すぎると粘着剤の流動性を損なう傾向がある。
【0042】
つぎに、粘着剤層のもう1つの主成分である化合物(B)について説明する。化合物(B)は、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂、およびエポキシ樹脂から選ばれる化合物であり、単独で又は2種類以上を組み合わせて使用することができる。この化合物(B)は架橋剤として働き、化合物(A)または基材フィルムと反応した結果できる架橋構造により、化合物(A)および(B)を主成分とした粘着剤の凝集力を、粘着剤塗布後に向上することができる。
【0043】
ポリイソシアネート類としては、特に制限がなく、例えば、4,4’−ジフェニルメタンジイソシアネート、トリレンジイソシアネート、キシリレンジイソシアネート、4,4’−ジフェニルエーテルジイソシアネート、4,4’−〔2,2−ビス(4−フェノキシフェニル)プロパン〕ジイソシアネート等の芳香族イソシアネート、ヘキサメチレンジイソシアネート、2,2,4−トリメチル−ヘキサメチレンジイソシアネート、イソフォロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、2,4’−ジシクロヘキシルメタンジイソシアネート、リジンジイソシアネート、リジントリイソシアネート等が挙げられる。を挙げることができ、具体的には、コロネートL(日本ポリウレタン株式会社製、商品名)等を用いることができる。
また、メラミン・ホルムアルデヒド樹脂としては、具体的には、ニカラックMX−45(三和ケミカル株式会社製、商品名)、メラン(日立化成工業株式会社製、商品名)等を用いることができる。
さらに、エポキシ樹脂としては、TETRAD−X(三菱化学株式会社製、商品名)等を用いることができる。
本発明においては、特にポリイソシアネート類を用いることが好ましい。
【0044】
(B)の添加量としては、化合物(A)100質量部に対して0.1〜10質量部、好ましくは0.4〜3質量部の割合となるよう、選択することが必要である。この範囲内で選択することにより、適切な凝集力とすることができ、急激に架橋反応が進行することないので、粘着剤の配合や塗布等の作業性が良好となる。
【0045】
また、本発明において、粘着剤層には、光重合開始剤(C)が含まれていることが好ましい。粘着剤層の含まれる光重合開始剤(C)に特に制限はなく、従来知られているものを用いることができる。例えば、ベンゾフェノン、4,4’−ジメチルアミノベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、4,4’−ジクロロベンゾフェノン等のベンゾフェノン類、アセトフェノン、ジエトキシアセトフェノン等のアセトフェノン類、2−エチルアントラキノン、t−ブチルアントラキノン等のアントラキノン類、2−クロロチオキサントン、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンジル、2,4,5−トリアリ−ルイミダゾール二量体(ロフィン二量体)、アクリジン系化合物等を挙げることができ、これらは単独で又は2種以上を組み合わせて用いることができる。
(C)の添加量としては、化合物(A)100質量部に対して0.1〜10質量部とすることが好ましく、0.5〜5質量部とすることがより好ましい。
【0046】
さらに本発明に用いられる放射線硬化性の粘着剤には必要に応じて粘着付与剤、粘着調整剤、界面活性剤など、あるいはその他の改質剤等を配合することができる。また、無機化合物フィラーを適宜加えてもよい。
粘着剤層の厚さは少なくとも5μm、より好ましくは10μm以上であることが好ましい。なお、粘着剤層は複数の層が積層された構成であってもよい。
【0047】
また、粘着剤層が放射線硬化性を有し、半導体ウエハがあらかじめ分割された個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分の内部にレーザ光線を照射し、多光子吸収によって改質領域が形成された半導体ウエハにダイシングダイボンドテープを貼り付ける工程以前に放射線硬化を行うことによってダイシングダイボンドテープをエキスパンドする際のダイボンドシートの分断力を増化させることができる。レーザ光線の照射によって、多光子吸収による光学的損傷という現象が発生する。この光学的損傷により加工対象物の内部に熱ひずみが誘起され、これにより加工対象物の内部に改質領域(クラック領域)が形成される。この場合に用いるレーザ光線としては、パルスレーザ光を発生するNd:YAGレーザ、Nd:YVOレーザ、Nd:YLFレーザ、チタンサファイアレーザ等がある。
【0048】
(接着剤層)
本発明の好ましい実施態様である、ダイシングダイボンドテープの例は前記のダイボンドシートが積層された構成とすることができる。
なお、ここでダイボンドシートとは半導体ウエハ等が貼合されダイシングされた後、チップをピックアップする際に、カットされたダイボンドシートが粘着剤層と剥離してチップに付着しており、チップを基板やリードフレームに固定する際の接着剤として使用されるものである。ダイボンドシートは、特に限定されるものではないが、ダイシングダイボンドテープに一般的に使用されるダイボンドシートでフィルム状であれば良く、アクリル系粘接着剤、エポキシ樹脂/フェノール樹脂/アクリル樹脂/無機フィラーのブレンド系粘接着剤等が好ましい。その厚さは適宜設定してよいが、5〜100μm程度が好ましい。
【0049】
本発明のダイシングダイボンドテープにおいて、ダイボンドシートは予めダイボンドシートがフィルム化されたもの(以下「ダイボンドシート」という。)を、ダイシングテープ上に直接にラミネートして形成してよい。ラミネート時の温度は10〜100℃の範囲で、0.01〜10N/mの線圧をかけることが好ましい。なお、ダイボンドシートはセパレータ上に形成されたものを用い、ラミネート後にセパレータを剥離してもよく、あるいは、そのままダイシングダイボンドテープのカバーフィルムとして使用し、ウエハ等を貼合する際に剥離してもよい。また、ダイボンドシートは粘着剤層の全面に積層してもよいが、予め貼合されるウエハに応じた形状に切断された(プリカットされた)ダイボンドシートを積層してもよい。ウエハに応じたダイボンドシートを積層した場合、本発明のダイシングダイボンドテープの使用時において、ウエハが貼合される部分にはダイボンドシートがあり、ダイシング用のリングフレームが貼合される部分にはダイボンドシートがなく、粘着剤層に貼合されて使用される。一般にダイボンドシートは被着体と剥離しにくいため、プリカットされたダイシングダイボンドテープを使用することで、リングフレームは粘着剤層に貼合することができ、使用後のテープ剥離時にリングフレームへの糊残りを生じにくいという効果が得られる。
【実施例】
【0050】
次に、本発明を実施例に基づいてさらに詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0051】
下記のように粘着剤層組成物、ダイボンドシートを調製し、各種基材フィルムに粘着剤層組成物を乾燥膜厚が表1に示す厚さとなるように塗工し、110℃で3分間乾燥し、ダイシングテープを作製した。これらのダイシングテープの粘着剤層上にダイボンドシート3A〜3Cを貼合し、表1に示すような作成例1〜11のダイシングテープおよびダイシングダイボンドテープを作製した。これら作成例1〜11のダイシングテープおよびダイシングダイボンドテープで各種特性評価を行った。
【0052】
使用した材料を下記に示す。
(基材フィルム1A)
エチレン−アイオノマー共重合体(三井デュポン・ケミカル社製、商品名、ハイミラン1706)の単層フィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1B)
エチレン−アイオノマー共重合体(三井デュポン・ケミカル社製、商品名、ハイミラン1706)を両側からエチレン−メタクリル酸共重合体(三井デュポン・ケミカル製、商品名、ニュクレル0903HC)の層で挟んだ3層構成のフィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1C)
ポリプロピレン(日本ポリケム社製、商品名、FW3E)と水素添加してなるスチレン・ブタジエン共重合体(JSR社製、商品名、ダイナロン1320P)を7:3の割合で混合してなる単層フィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1D)
エチレン−酢酸ビニル共重合体(酢酸ビニル含量20質量%)の単層フィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1E)
水素添加してなるスチレン・ブタジエン共重合体(JSR社製、商品名、ダイナロン1320P)の層を両側からポリプロピレン(日本ポリケム社製、商品名、FW3E)の層で挟んだ3層構成のフィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1F)
エチレン−アイオノマー共重合体(三井デュポン・ケミカル社製、商品名、ハイミラン1706)の単層フィルムにシボ加工を施さずにフィルム製膜を行った。
【0053】
<粘着剤層組成物の調製>
(粘着剤組成物2A)
溶媒のトルエン400g中に、n−ブチルアクリレート128g、2−エチルヘキシルアクリレート307g、メチルメタアクリレート67g、メタクリル酸1.5g、重合開始剤としてベンゾイルペルオキシドの混合液を、適宜、滴下量を調整し、反応温度および反応時間を調整し、官能基をもつ化合物(1)の溶液を得た。
次にこのポリマー溶液に、放射線硬化性炭素−炭素二重結合および官能基を有する化合物(2)として、別にメタクリル酸とエチレングリコールから合成した2−ヒドロキシエチルメタクリレート2.5g、重合禁止剤としてハイドロキノンを適宜滴下量を調整して加え反応温度および反応時間を調整し、質量平均分子量60万、ガラス転移温度−60℃、放射線硬化性炭素−炭素二重結合量0.8meq/gを有する化合物(A1)の溶液を得た。続いて、化合物(A1)溶液中の化合物(A1)100質量部に対してポリイソシアネート(B)として日本ポリウレタン社製:コロネートL(商品名)2質量部を加え、光重合開始剤として日本チバガイギー社製:イルガキュアー184(商品名)を3質量部、溶媒として酢酸エチル150質量部を化合物(A1)溶液に加えて混合して、放射線硬化性の粘着剤組成物2Aを調製した。
【0054】
(粘着剤組成物2B)
溶媒のトルエン400g中に、n−ブチルアクリレート128g、2−エチルヘキシルアクリレート307g、メチルメタアクリレート67g、メタクリル酸1.5g、重合開始剤としてベンゾイルペルオキシドの混合液を、適宜、滴下量を調整し、反応温度および反応時間を調整し、官能基をもつ化合物(1)の溶液を得た。
次にこのポリマー溶液に、放射線硬化性炭素−炭素二重結合および官能基を有する化合物(2)として、別にメタクリル酸とエチレングリコールから合成した2−ヒドロキシエチルメタクリレート2.5g、重合禁止剤としてハイドロキノンを適宜滴下量を調整して加え反応温度および反応時間を調整し、質量平均分子量60万、ガラス転移温度−60℃、放射線硬化性炭素−炭素二重結合量0.8meq/gを有する化合物(A1)の溶液を得た。続いて、化合物(A1)溶液中の化合物(A1)100質量部に対してポリイソシアネート(B)として日本ポリウレタン社製:コロネートL(商品名)0.5質量部を加え、光重合開始剤として日本チバガイギー社製:イルガキュアー184(商品名)を3質量部、溶媒として酢酸エチル150質量部を化合物(A1)溶液に加えて混合して、放射線硬化性の粘着剤組成物2Bを調製した。
【0055】
(粘着剤組成物2C)
アクリル樹脂(質量平均分子量:60万、ガラス転移温度−20℃)100質量部、硬化剤としてポリイソシアネート化合物(日本ポリウレタン(株)製、商品名:コロネートL)4質量部を混合して粘着剤組成物2Cを得た。
【0056】
<接着フィルムの作製>
(ダイボンドシート3A)
エポキシ樹脂としてクレゾールノボラック型エポキシ樹脂(エポキシ当量197、分子量1200、軟化点70℃)50質量部、シランカップリング剤としてγ−メルカプトプロピルトリメトキシシラン1.5質量部、γ−ウレイドプロピルトリエトキシシラン3質量部、平均粒径16nmのシリカフィラー60質量部からなる組成物に、シクロヘキサノンを加えて攪拌混合し、更にビーズミルを用いて90分間混練した。
これにアクリル樹脂(質量平均分子量:80万、ガラス転移温度−17℃)100質量部、6官能アクリレートモノマーとしてジペンタエリスリトールヘキサアクリレート5質量部、硬化剤としてヘキサメチレンジイソシアネートのアダクト体0.5質量部、キュアゾール2PZ(四国化成(株)製、商品名、2−フェニルイミダゾール)2.5質量部を加え、攪拌混合し、真空脱気し、接着剤を得た。
接着剤を厚さ25μmの離型処理したポリエチレンテレフタレートフィルム上に塗布し、110℃で1分間加熱乾燥して、膜厚が25μmのBステージ状態の塗膜を形成し、キャリアフィルムを備えたダイボンドシート3Aを作製した。
【0057】
(ダイボンドシート3B)
エポキシ樹脂としてクレゾールノボラック型エポキシ樹脂(エポキシ当量197、分子量1200、軟化点70℃)50質量部、シランカップリング剤としてγ−メルカプトプロピルトリメトキシシラン1.5質量部、γ−ウレイドプロピルトリエトキシシラン3質量部、平均粒径16nmのシリカフィラー30質量部からなる組成物に、シクロヘキサノンを加えて攪拌混合し、更にビーズミルを用いて90分間混練した。
これにアクリル樹脂(質量平均分子量:80万、ガラス転移温度−17℃)100質量部、6官能アクリレートモノマーとしてジペンタエリスリトールヘキサアクリレート5質量部、硬化剤としてヘキサメチレンジイソシアネートのアダクト体0.5質量部、キュアゾール2PZ(四国化成(株)製、商品名、2−フェニルイミダゾール)2.5質量部を加え、攪拌混合し、真空脱気し、接着剤を得た。
接着剤を厚さ25μmの離型処理したポリエチレンテレフタレートフィルム上に塗布し、110℃で1分間加熱乾燥して、膜厚が25μmのBステージ状態の塗膜を形成し、キャリアフィルムを備えたダイボンドシート3Bを作製した。
【0058】
<特性評価試験>
表1に示すような作成例1〜11のダイボンドシートとダイシングテープ又はダイシングダイボンドテープを作製し、粘着剤ゲル分率、ダイシングテープ伸び率10%での引張荷重、破断伸び率、粘着力を下記のようにおこなった。ダイシングテープ伸び率10%での引張荷重、破断伸び率を作成例1〜10については紫外線照射前に測定を行い、作成例11については紫外線照射後に測定を行った。
【0059】
(粘着剤ゲル分率)
粘着剤層約0.05gを秤取し、キシレン50mlに120℃で24時間浸漬した後、200メッシュのステンレス製金網で濾過し、金網上の不溶解分を110℃にて120分間乾燥する。次に、乾燥した不溶解分の質量を秤量し、下記に示す式にてゲル分率を算出した。
ゲル分率(%)=(不溶解分の質量/秤取した粘着剤層の質量)×100
【0060】
(ダイシングテープ伸び率10%での引張荷重)
実施例および比較例に使用したダイシングテープの引張試験は、23±2℃の温度、50±5%の湿度、幅25mm、標線間距離及びつかみ間距離100mm、300mm/minの速度で試験を行ない、機械加工方向(MD)における測定値である。
【0061】
(表面粗さRa)
実施例および比較例によって得られるダイシングテープを平滑なミラーウエハに貼合することで固定し基材フィルム背面側の算術表面粗さRaを表面粗さ測定器(ミツトヨ社製、商品名:サーフテストSJ−301)を使用してフィルム押し出し方向(MD方向)にN=5で測定し平均値を求めた。
【0062】
(粘着力)
JIS Z0237に準拠して紫外線照射前後のそれぞれの剥離力を測定した(紫外線照射量は、200mJ/cm2)。80℃に加熱されたシリコンウエハーミラー面にダイシングダイボンドテープを加熱貼合し、ダイボンドシートとダイシングテープ間の剥離力を測定した。試験は90°剥離、剥離速度50mm/分で行った。
【0063】
【表1−1】

【0064】
【表1−2】
【0065】
表2に示す工程1〜4のいずれかを用いて、ダイボンドシート付半導体チップを製造した。
【0066】
(工程1)
半導体ウエハ11(厚さ75μm、縦5mm×横5mm)に図4に示されるようにレーザ加工により改質領域13を形成した。
下記の条件で、レーザ加工を行った。
レーザー加工装置として株式会社東京精密製 ML200RMEを用いてシリコンウエハの内部に集光点を合わせ、切断予定ラインに沿って半導体ウエハの表面側からレーザ光を照射し、半導体ウエハの内部に改質領域を形成した。
(A)半導体基板:シリコンウエハ(厚さ75μm、外径6インチ)
(B)レーザ光源:半導体レーザ励起Nd:YAGレーザ
波長:1064nm
レーザ光スポット断面積:3.14×10−8 cm2
発振形態:Qスイッチパルス
繰り返し周波数:100kHz
パルス幅:30ns
出力:20μJ/パルス
レーザ光品質:TEM00 40
偏光特性:直線偏光
(C)集光用レンズ
倍率:50倍
NA:0.55
レーザ光波長に対する透過率:60パーセント
(D)半導体基板が載置される載置台の移動速度:100mm/秒
【0067】
次に図5(a)に示すように、前記図2に示す実施態様に従ってこの半導体ウエハ41とダイボンドシート3を60℃で貼合し、次に、粘着剤層2を基板1上に塗工したダイシングテープを貼合した。ダイシングテープ10の外周部にはステンレス製のリングフレーム12を貼り付け基板の下面をステージ15上に保持した。続いて、図5(b)に示すように得られたダイボンドシート付半導体ウエハをエキスパンド装置により、リングフレームを固定しダイシングテープをエキスパンドした。図中14は基板1の突上げ部、16はエキスパンド度に対応するエキスパンド量である。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0068】
(工程2)
半導体ウエハ(厚さ75μm、縦5mm×横5mm)に図4に示されるようにレーザ加工により改質領域を形成した。この半導体ウエハ11とダイシングダイボンドテープ10を60℃で貼合した。ダイシングダイボンドテープ10の外周部にはステンレス製のリングフレーム12を貼り付けた。続いて、図5(a)及び(b)に示すように得られたダイシングダイボンドテープ付半導体ウエハをエキスパンド装置により、リングフレームを固定しダイシングダイボンドテープをエキスパンドした。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0069】
(工程3)
半導体ウエハ(厚さ500μm、縦5mm×横5mm)に図6(a)、(b)に示されるようにダイシング加工により半導体ウエハをハーフカットした。図中17はダイシングブレード、18は切り込み溝、19は表面保護テープを示す。次いで図6(c)に示すようにこの半導体ウエハの裏面を厚さ75μmまで裏面研削することによって分割された個々の半導体チップ(縦5mm×横5mm)を得た。これらの半導体チップとダイボンドシートを60℃で貼合し、次に、ダイシングテープを貼合した。ダイシングテープの外周部にはステンレス製のリングフレームを貼り付けた。続いて、得られたダイボンドシート付半導体ウエハをエキスパンド装置により、図7(a)、(b)に示すステップでリングフレームを固定しダイシングテープをエキスパンドした。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0070】
(工程4)
半導体ウエハ(厚さ500μm、縦5mm×横5mm)に図6に示されるように、ダイシング加工により半導体ウエハをハーフカットした。この半導体ウエハの裏面を厚さ75μmまで裏面研削することによって分割された個々の半導体チップを得た。ダイシングダイボンドテープの外周部にはステンレス製のリングフレームを貼り付けた。続いて、得られたダイシングダイボンドテープ付半導体ウエハを図7(a)、(b)に示すステップでエキスパンド装置により、リングフレームを固定しダイシングダイボンドテープをエキスパンドした。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0071】
【表2】
【0072】
(分断性、端部はみ出し、ピックアップ試験評価方法)
作成例1〜11のダイボンドシート、ダイシングテープまたはダイシングダイボンドテープと工程1〜4を適宜組合せて、下記の方法で分断性、端部はみ出し、ピックアップ試験の評価結果を表3に示す。
【0073】
(分断性)
実施例、参考例、比較例に示された条件において、ダイボンドシート付半導体チップをチップサイズ5mm×5mmとなるように加工し、エキスパンド後に半導体付ダイボンドシートが分断されたか否かを光学顕微鏡で観察した。加工を施した半導体付ダイボンドシートが90%以上分断されたものを良好(○)、分断率が90%未満のものを不良(×)とした。
【0074】
(端部はみ出し)
また、分断された部分のダイボンドシート付半導体チップをピックアップしダイボンドシートの端面を図8に示すように光学顕微鏡で観察した。チップ端面からはみ出したダイボンドシートの長さ20をはみ出し長さとした。その長さが0〜30μmの場合を極めて良好(◎)、30μmを越え60μm以下の場合を良好(○)、それより大きいものを不良(×)とした。
【0075】
(ピックアップ)
実施例、参考例、比較例に示された条件において、ダイボンドシート付半導体チップをチップサイズ5mm×5mmとなるように加工し、ダイシングテープ又はダイシングダイボンドテープをエキスパンド後に紫外線を空冷式高圧水銀灯(80W/cm、照射距離10cm)により200mJ/cm2照射した後、ダイボンドシート付半導体チップをダイボンダー装置(NECマシナリー製、商品名CPS−100FM)によりピックアップ試験を行った。ピックアップが20チップ連続して成功する突上げピンの最小突上げ高さ(mm)を求めた。その際、ピックアップされた半導体チップに粘着剤層から剥離したダイボンドシートが保持されているものをピックアップが成功したものとした。
【0076】
【表3−1】
【0077】
【表3−2】
【0078】
【表3−3】
【0079】
実施例1のダイシングテープを用いて半導体ウエハを各工程において加工して得られた、5mm×5mmの大きさのダイボンドシート付ICチップを、ダイボンダーを用いてリードフレーム上にダイレクトマウントした後、170℃、2時間の条件で加熱を行いリードフレームとICチップとを強固に接着できていることを確認した。
【符号の説明】
【0080】
1 基材フィルム
2 粘着剤層
3 ダイボンドシート
10 ダイシングダイボンドテープ
11 半導体ウエハ
12 リングフレーム
13 改質層(分断予定部分)
14 突上げ部
15 ステージ
16 エキスパンド量
17 ダイシングブレード
18 切り込み溝
19 表面保護テープ
20 端部はみ出し長さ
【技術分野】
【0001】
本発明は、ダイシングテープに関する。
【背景技術】
【0002】
ここ最近において、実装部品の小型化のニーズはより一層高まり、半導体パッケージングの小型化技術はますます進化してきている。これに伴い、半導体チップも薄膜化・小チップ化を余儀なくされ、同時に、それら薄膜・小チップの半導体チップをコンパクトにパッケージングするための技術的ニーズは今後も高まる傾向にある。従来、これらの半導体チップは、バックグラインド工程において裏面研削され薄膜化された半導体ウエハを、ダイシング工程にてチップ化されることにより得られる。更に、チップ化された半導体チップは、ピックアップダイボンダ等により、連続的に流れるリードフレームにダイボンディング毎に液状接着剤を必要量塗布し、その位置にダイボンディングされることになる。
【0003】
これらの工程のうちダイシング工程において、半導体ウエハ(以下、単に「ウエハ」という場合がある。)にはダイジングテープを貼り合わせ、リングフレームでダイサーのチャックテーブルに固定し、そしてダイシングブレードにより切断されるわけであるが、この際、ウエハにはブレードによる切削抵抗がかかるため、半導体チップ(以下、単に「チップ」という場合がある。)に微小な欠けやクラック(以下、併せて、「チッピング」という。)が発生することがある。このチッピング発生は、昨今、重要な問題のうちの1つとして捉えられ、これまでにもチッピング低減のための検討が種々行われてきたが、未だ満足できる手段は無いのが現状である。
更に、このチッピングはウエハの厚さが薄くなると発生しやすくなる傾向にあり、また、小チップではチッピングの許容レベルも厳しくなる。したがって、前述のように半導体チップの薄膜化・小チップの傾向がますます進むことにより、このチッピングの問題は今後より一層深刻化してくるものと容易に推測される。
【0004】
更に、チップ化された薄膜・小チップの半導体チップは、チッピング発生防止と共に、コンパクトにパッケージングされることも求められる。これは、パーケージサイズの小型化のニーズからくるものであり、望ましくは半導体チップの寸法とほぼ同じサイズでパッケージングされることが求められている。通常、チップ化された半導体チップは、ピックアップダイボンダ等により液状接着剤が塗布されたリードフレームのダイパッドにダイボンディングされるわけであるが、液状接着剤の場合はダイボンディング毎の必要塗布量の制御が非常に困難であり、更には、液状であるためダイパッドの上に塗布された時の寸法にばらつきが生じ易い。
【0005】
この場合、半導体チップの寸法と液状接着剤の寸法が合わなくなるため、パッケージングの際にはその両者の寸法の差を考慮し、半導体チップの寸法よりも幾分大きい寸法でパッケージングする必要がある。これは、前述の通り、半導体チップの寸法とほぼ同じサイズでパッケージングする必要性から、望ましい方法とは言えない。
【0006】
一方、ダイボンディング用の接着剤としてダイボンドシート(シート状の接着剤)を使用する方法がある。
【0007】
このダイボンドシートを使用する方法として、半導体チップと同寸法のダイボンドシートの小片を準備し、リードフレーム上に予め搭載しておく、或いは、チップ裏面に一枚一枚貼り付ける、という方法が広く知られている。しかしながら、この場合、作業が非常に煩雑であり好ましくないのに加え、リードフレーム、或いはチップ裏面にダイボンドシートの小片を貼り付ける際に微小なズレが生じてしまうことがあり、これらの理由により望ましい方法とは言えない。
【0008】
また、半導体ウエハの裏面に予めダイボンドシートを貼合し、次いでこれをダイシングテープに貼合し、リングフレームでダイサーのチャックテーブルに支持固定させ、ブレードカットダイシング装置にて半導体ウエハとダイボンドシートを同時にフルカットする方式がある。
この方式では、ダイシングされたチップとダイボンドシートの小片の寸法は完全に一致し、且つ、両者が全くズレの無い状態で貼り合わされた状態を作ることができる。しかしながらこの場合、半導体ウエハの下方にはダイシングテープのみならず、両者の間にダイボンドシートが介在することになるため、ダイシング時にブレードからかかる切削抵抗によりウエハ、或いはチップはダイボンドシートが無い場合に比べ余計にブレを生じ易くなるため、顕著にチッピングが発生しやすくなるため、半導体ウエハのダイシングは、特に慎重を期すものとなり、その結果、加工速度の低下を招いている。
【0009】
以上のチッピング発生防止、コンパクトパッケージングの要求を解決するための方法が提案されている。
例えば、特許文献1では、半導体ウエハのスクライブラインに沿ってウエハ厚さよりも浅い切り込み深さの溝を形成後、パターン面を保護テープで保護した状態にてウエハ裏面を研削し、ウエハ厚を薄くするとともに個々のチップに分割し、ダイシングテープを貼着し、保護テープを剥離するという方法が提案されている。
この方法では、バックグラインド工程での裏面研削により、チップが個々に分割されるものであるため、チッピングの発生防止には一定の効果がある手段であるといえる。
【0010】
また、特許文献2において、半導体ウエハの内部に集光点を合わせてレーザ光を照射し、半導体ウエハ切断予定ラインに沿って半導体ウエハ内部に多光子吸収による改質領域を形成する工程を備えることで半導体ウエハを切断する箇所に起点ができ半導体ウエハを比較的小さな力で割って切断する方法が提案されている。
この方法によれば、比較的小さな力で半導体ウエハを切断することができるので、半導体ウエハの表面に切断予定ラインから外れたチッピングを発生させることなく半導体ウエハの切断が可能な方法であるため、チッピングの発生防止には一定の効果がある手法であるといえる。
【0011】
これらの方法では、ダイボンドシートを別途切断する必要がある。ダイボンドシートを切断する方法として半導体ウエハがあらかじめ分割された個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分の内部にレーザ光線を照射し、多光子吸収によって改質領域が形成された半導体ウエハに接着フィルム又はダイシングダイボンドフィルムを貼り付け、ダイシングテープ又はダイシングダイボンドフィルムをエキスパンドし、ダイボンドシートを半導体チップ形状に沿って分断することにより複数のダイボンドシート付半導体チップを得る方法が提案されている(例えば、特許文献3、特許文献4参照)。
【0012】
いずれの場合も、ダイシングダイボンドフィルムをエキスパンドしダイボンドシートを個々のチップは分断する際には、ダイボンドシートを分断できる分断力とダイボンドシートと半導体ウエハが剥離したりしない十分な粘着力を必要とし、ピックアップの際には容易に剥離できる性質が要求される。
【0013】
ダイボンドシートとして破断性の良い非伸縮性ダイボンドシートを使用した場合には、容易にダイボンドシートを分断できる。しかし、マウント工程においてダイボンドシートに本来要求されるチップ−チップ間およびチップ−基板間において十分な接着力を持ち、クラックを押さえ、実装信頼性を低下させないようにするためには脆い非伸縮性のダイボンドシートを用いることは望ましくない。このような課題を解決するためのダイボンドシートが提案されている(例えば、特許文献5参照)。
【0014】
しかし、ダイボンドシートの分断性と実装信頼性を両立させることは難しく、実装信頼性の向上が求められるダイボンドシートの改良による対応は困難である。また、ダイシングテープについてもエキスパンドの際にダイボンドシートを半導体チップとダイボンドシートの切断面をほぼ一致させて分断できる分断力を有するものとすることは困難であった。
【0015】
【特許文献1】特開2001−156027号公報
【特許文献2】特開2002−192370号公報
【特許文献3】特開2003−338467号公報
【特許文献4】特開2004−193241号公報
【特許文献5】特開2005−19962号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
したがって本発明は、ダイシングテープ又はダイシングダイボンドフィルムをエキスパンドしダイボンドシートを分断する際には、ダイボンドシートを個々のチップに分断できる分断力とウエハが剥離したりしない十分な粘着力があり、ピックアップの際には容易に剥離できるダイシングテープ及びダイシングダイボンドフィルムを提供することを目的とする。
【課題を解決するための手段】
【0017】
(1)基材フィルム上に粘着剤層が設けられているダイシングテープであって、該ダイシングテープが、
(a)半導体ウエハの、分割されて個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射して、多光子吸収によって改質領域を内部に形成したのち、半導体ウエハにダイボンドシートを貼り付ける工程、
(b)ダイボンドシートにダイシングテープを貼り付ける工程、
(c)ダイシングテープをエキスパンドし、ダイボンドシートを各半導体チップに分断することにより複数のダイボンドシート付半導体チップを得る工程
を含む半導体装置の製造方法に使用され、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が16〜34Nであることを特徴とするダイシングテープ、
(2)前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、該粘着剤層が、主鎖に対して、少なくとも放射線硬化性炭素−炭素二重結合含有基、水酸基、及びカルボキシル基を含有する基をそれぞれ有するアクリル系共重合体を主成分とし、かつゲル分率が60%以上であることを特徴とする(1)に記載のダイシングテープ、
(3)前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、分子中にヨウ素価0.5〜20の放射線硬化性炭素−炭素二重結合を有する化合物(A)に、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂およびエポキシ樹脂から選ばれた少なくとも1種の化合物(B)を付加反応させてなるポリマーを含有していることを特徴とする(1)又は(2)に記載のダイシングテープ
を提供するものである。
【発明の効果】
【0018】
本発明のダイシングテープ及びダイシングダイボンドテープは、半導体ウエハに貼合してエキスパンドの際にはダイボンドシートと半導体チップとの切断面をほぼ一致させて分断できるという効果を奏するとともに、ピックアップする際には半導体素子と接着剤層とを容易に粘着剤層から剥離して使用することができ、半導体素子のダイレクトダイボンディングを可能とするものである。
【図面の簡単な説明】
【0019】
【図1】ダイシングダイボンドテープに半導体ウエハとダイシング用フレームが貼合された様子を示す図である。
【図2】ダイシングダイボンドテープに半導体ウエハとダイシング用フレームが貼合された様子を示す図である。
【図3】ダイボンドシートに半導体ウエハを貼合した後に、ダイシングテープが貼合された様子を示す図である。
【図4】レーザ加工により半導体ウエハに改質領域が形成された様子を示す図である。
【図5】レーザ加工により改質領域を形成された半導体ウエハにダイシングダイボンドテープを貼合し、エキスパンドをする工程を示す図である。
【図6】半導体ウエハのストリート部に切り込み溝を入れた後に半導体ウエハ表面に表面保護テープを貼合しストリート部が開口するまでウエハ裏面を研削し分割個片化した状態を示す図である。
【図7】分割個片化された半導体ウエハにダイシングダイボンドテープを貼合し、エキスパンドをする工程を示す図である。
【図8】加工後のダイボンドシート付半導体チップにおいて半導体チップからダイボンドシート端部がはみ出している様子を示す図である。
【発明を実施するための最良の形態】
【0020】
以下、本発明の好ましい実施態様について図1〜3を参照して詳細に説明する。図1〜3及び以下の図において同符号は同じものを示す。
【0021】
図1には、ダイシング用リングフレーム12に本発明のダイシングダイボンドテープ10が貼り付けられ、該リングフレーム内側に露出した該テープのダイボンドシート3に半導体ウエハ11が貼合された状態が示されている。
図1における本発明のダイシングダイボンドテープは、基材フィルム1上に粘着剤層2、ダイボンドシート3がこの順に設けられた構造を有している。
本発明のダイシングダイボンドテープ10は、使用工程や装置に併せて予め所定形状に切断(プリカット)されていてもよく、ウエハ等が貼合される前のダイシングダイボンドテープ10を保護するためにカバーフィルムが設けられていてもよい。また、本発明のダイシングダイボンドテープ10は、ウエハ1枚分ごとに切断されていてもよいし、これを長尺にしたロール状であってもよい。
【0022】
図2には、ダイシング用リングフレーム12部分には、基材フィルム1上に粘着剤層2が形成されているだけであるが、該リングフレーム内側の半導体ウエハ貼合部分にのみ基板上の粘着剤層上に接着剤層が形成された本発明のダイシングダイボンドテープ10が示されている。本実施形態では、リングフレーム12には粘着剤層2が貼合されているだけで、使用後のテープ剥離時にリングフレーム12への糊残りを生じにくいという効果が得られる。
図3は、図2の実施態様に対して、半導体ウエハにダイボンドシートを貼り付けた後、ダイボンドシート付半導体ウエハにダイシングテープを貼り付けた状態が示されている。
【0023】
次に、本発明のダイシングテープおよびダイシングダイボンドテープの構成について順に説明する。
(基材フィルム)
本発明のダイシングテープ及びダイシングダイボンドテープを構成する基材フィルムについて説明する。基材フィルムは複層でもよいし、単層で構成されていてもよい。エキスパンドの際に、エキスパンドの際にはダイボンドシートと半導体チップとの切断面をほぼ一致させて分断できるようにするために基材フィルムは、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が15N以上、さらに好ましくは伸び率が15%での引張荷重が20N以上である。標線間距離及びつかみ間距離についてはJIS K 7113で規定すると同じ意味である。
また基材フィルムの粘着剤層が塗布されない側の基材フィルム背面に、例えばシボ加工を施す等の方法により、表面粗さRaは0.3μm以上であることが好ましく、さらに好ましくは基材フィルム背面の表面粗さRaは0.5μm以上である。このような表面粗さRaを有することにより、ブロッキング防止、ダイシングテープおよびダイシングダイボンドテープのエキスパンド時の治具との摩擦を減少することによるダイボンドシートの分断性向上の効果が得られ、好ましい。その他基材フィルム背面に潤滑剤を塗布するのでもよい。
基材フィルムを構成する樹脂組成物としては上記物性値の範囲内であれば特に限定されるものではなく、従来公知の各種プラスチック、ゴムなどを用いることができる。
【0024】
後述の粘接着剤層として、放射線照射により硬化して粘接着力の制御を行うタイプのものを使用する場合には、基材フィルムは放射線透過性であることが好ましく、粘着剤が硬化する波長での放射線透過性の良いものを選択することが好ましい。このような基材としては、例えばポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、ポリブテン−1、ポリ−4−メチルペンテン−1、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸共重合体、アイオノマーなどのα−オレフィンの単独重合体または共重合体あるいはこれらの混合物、ポリウレタン、スチレン−エチレン−ブテンもしくはペンテン系共重合体、ポリアミド−ポリオール共重合体等の熱可塑性エラストマー、およびこれらの混合物を列挙することができる。また、これらを複層にしたものを使用しても良い。
【0025】
なお、基材フィルムは、半導体ウエハの個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射し、多光子吸収によって改質領域を形成したのち半導体ウエハにダイボンドシートを貼合し、ダイシングテープを貼合したもの、または半導体ウエハの個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分の内部にレーザ光線を照射し、多光子吸収によって改質領域が形成された半導体ウエハにダイシングダイボンドテープを貼合したものをエキスパンド後、ダイボンドシート付半導体チップをピックアップする際に、ダイボンドシート付半導体チップ間隙を大きくするために、ネッキング(基材フィルムを放射状延伸したときに起こる力の伝播性不良による部分的な伸びの発生)の極力少ないものが好ましい。このような基材フィルムとしては、例えばポリウレタンのほか、スチレン−エチレン−ブテンもしくはペンテン系共重合体等を例示することができるが、特にモノマー成分としてスチレンを有する共重合体を使用する場合には、分子量やスチレン含有量を適宜選択することが好ましい。ダイシング時の伸びあるいはたわみを防止するには架橋した基材フィルムを選択することが好ましい。
【0026】
さらには基材フィルムの粘接着剤層が設けられる側の表面には、粘接着剤層との接着性を向上させるためにコロナ処理、あるいはプライマー層を設ける等の処理を適宜施してもよい。
【0027】
基材フィルムの厚みは、強伸度特性、放射線透過性の観点から通常50〜200μmが適当である。
【0028】
(粘着剤層)
粘着剤層は、基材フィルム上に粘着剤を塗工して製造してよい。本発明のダイシングテープ及びダイシングダイボンドテープを構成する粘着剤層に特に制限はなく、エキスパンドの際にダイボンドシートと半導体ウエハが剥離したりしない程度の保持性や、ピックアップ時にはダイボンドシートと剥離が容易とする特性を有するものであればよい。ピックアップ性を向上させるために、粘着剤層は放射線硬化性のものが好ましく、ダイボンドシートとの剥離が容易な材料であることが好ましい。
【0029】
例えば、本発明では、主鎖に対して、少なくとも放射線硬化性炭素−炭素二重結合含有基、水酸基及びカルボキシル基を含有する基をそれぞれ有するアクリル系共重合体を主成分とし、かつゲル分率が60%以上であることが好ましい。さらには、分子中にヨウ素価0.5〜20の放射線硬化性炭素−炭素二重結合を有する化合物(A)と、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂、およびエポキシ樹脂から選ばれた少なくとも1種の化合物(B)を付加反応させてなるポリマーを含有していることが好ましい。
【0030】
粘着剤層の主成分の1つである化合物(A)について説明する。化合物(A)の放射線硬化性炭素−炭素二重結合の好ましい導入量はヨウ素価で0.5〜20、より好ましくは0.8〜10である。ヨウ素価が0.5以上であると、放射線照射後の粘着力の低減効果を得ることができ、ヨウ素価が20以下であれば、放射線照射後の粘着剤の流動性が十分で、延伸後の素子間隙を十分得ることができるため、ピックアップ時に各素子の画像認識が困難になるという問題が抑制できる。さらに、化合物(A)そのものに安定性があり、製造が容易となる。
【0031】
上記化合物(A)は、ガラス転移点が−70℃〜0℃であることが好ましく、−66℃〜−28℃であることがより好ましい。ガラス転移点(以下、Tgという。)が−70℃以上であれば、放射線照射に伴う熱に対する耐熱性が十分であり、0℃以下であれば、表面状態が粗いウエハにおけるダイシング後の素子の飛散防止効果が十分得られる。
【0032】
上記化合物(A)はどのようにして製造されたものでもよいが、例えば、アクリル系共重合体またはメタクリル系共重合体などの放射線硬化性炭素−炭素二重結合を有し、かつ、官能基をもつ化合物((1))と、その官能基と反応し得る官能基をもつ化合物((2))とを反応させて得たものが用いられる。
【0033】
このうち、前記の放射線硬化性炭素−炭素二重結合および官能基を有する化合物((1))は、アクリル酸アルキルエステルまたはメタクリル酸アルキルエステルなどの放射線硬化性炭素−炭素二重結合を有する単量体((1)−1)と、官能基を有する単量体((1)−2)とを共重合させて得ることができる。粘着剤二重結合量については加熱乾燥された粘着剤約10gに含まれる炭素−炭素二重結合量を真空中暗所における臭素付加反応による重量増加法により定量測定できる。
【0034】
単量体((1)−1)としては、炭素数6〜12のヘキシルアクリレート、n−オクチルアクリレート、イソオクチルアクリレート、2−エチルヘキシルアクリレート、ドデシルアクリレート、デシルアクリレート、または炭素数5以下の単量体である、ペンチルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、エチルアクリレート、メチルアクリレート、またはこれらと同様のメタクリレートなどを列挙することができる。
【0035】
単量体((1)−1)として、炭素数の大きな単量体を使用するほどガラス転移点は低くなるので、所望のガラス転移点のものを作製することができる。また、ガラス転移点の他、相溶性と各種性能を上げる目的で酢酸ビニル、スチレン、アクリロニトリルなどの炭素−炭素二重結合をもつ低分子化合物を配合することも単量体((1)−1)の総質量の5質量%以下の範囲内で可能である。
【0036】
単量体((1)−2)が有する官能基としては、カルボキシル基、水酸基、アミノ基、環状酸無水基、エポキシ基、イソシアネート基などを挙げることができ、単量体((1)−2)の具体例としては、アクリル酸、メタクリル酸、ケイ皮酸、イタコン酸、フマル酸、フタル酸、2−ヒドロキシアルキルアクリレート類、2−ヒドロキシアルキルメタクリレート類、グリコールモノアクリレート類、グリコールモノメタクリレート類、N−メチロールアクリルアミド、N−メチロールメタクリルアミド、アリルアルコール、N−アルキルアミノエチルアクリレート類、N−アルキルアミノエチルメタクリレート類、アクリルアミド類、メタクリルアミド類、無水マレイン酸、無水イタコン酸、無水フマル酸、無水フタル酸、グリシジルアクリレート、グリシジルメタクリレート、アリルグリシジルエーテル、ポリイソシアネート化合物のイソシアネート基の一部を水酸基またはカルボキシル基および放射線硬化性炭素−炭素二重結合を有する単量体でウレタン化したものなどを列挙することができる。
【0037】
化合物(2)において、用いられる官能基としては、化合物(1)、つまり単量体((1)−2)の有する官能基が、カルボキシル基または環状酸無水基である場合には、水酸基、エポキシ基、イソシアネート基などを挙げることができ、水酸基である場合には、環状酸無水基、イソシアネート基などを挙げることができ、アミノ基である場合には、エポキシ基、イソシアネート基などを挙げることができ、エポキシ基である場合には、カルボキシル基、環状酸無水基、アミノ基などを挙げることができ、具体例としては、単量体((1)−2)の具体例で列挙したものと同様のものを列挙することができる。
【0038】
化合物(1)と化合物(2)の反応において、未反応の官能基を残すことにより、酸価または水酸基価などの特性に関して、本発明で規定するものを製造することができる。
【0039】
上記の化合物(A)の合成において、反応を溶液重合で行う場合の有機溶剤としては、ケトン系、エステル系、アルコール系、芳香族系のものを使用することができるが、中でもトルエン、酢酸エチル、イソプロピルアルコール、ベンゼンメチルセロソルブ、エチルセロソルブ、アセトン、メチルエチルケトンなどの、一般にアクリル系ポリマーの良溶媒で、沸点60〜120℃の溶剤が好ましく、重合開始剤としては、α,α’−アゾビスイソブチルニトリルなどのアゾビス系、ベンゾイルペルオキシドなどの有機過酸化物系などのラジカル発生剤を通常用いる。この際、必要に応じて触媒、重合禁止剤を併用することができ、重合温度および重合時間を調節することにより、所望の分子量の化合物(A)を得ることができる。また、分子量を調節することに関しては、メルカプタン、四塩化炭素系の溶剤を用いることが好ましい。なお、この反応は溶液重合に限定されるものではなく、塊状重合、懸濁重合など別の方法でもさしつかえない。
【0040】
以上のようにして、化合物(A)を得ることができるが、本発明において、化合物(A)の分子量は、30万〜100万程度が好ましい。30万未満では、放射線照射による凝集力が小さくなって、ウエハをダイシングする時に、素子のずれが生じやすくなり、画像認識が困難となることがある。この素子のずれを、極力防止するためには、分子量が、40万以上である方が好ましい。また、分子量が100万を越えると、合成時および塗工時にゲル化する可能性がある。
なお、本発明における分子量とは、ポリスチレン換算の質量平均分子量である。
【0041】
なお、化合物(A)が、水酸基価5〜100となるOH基を有すると、放射線照射後の粘着力を減少することによりピックアップミスの危険性をさらに低減することができるので好ましい。また、化合物(A)が、酸価0.5〜30となるCOOH基を有することが好ましい。
ここで、化合物(A)の水酸基価が低すぎると、放射線照射後の粘着力の低減効果が十分でなく、高すぎると、放射線照射後の粘着剤の流動性を損なう傾向がある。また酸価が低すぎると、テープ復元性の改善効果が十分でなく、高すぎると粘着剤の流動性を損なう傾向がある。
【0042】
つぎに、粘着剤層のもう1つの主成分である化合物(B)について説明する。化合物(B)は、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂、およびエポキシ樹脂から選ばれる化合物であり、単独で又は2種類以上を組み合わせて使用することができる。この化合物(B)は架橋剤として働き、化合物(A)または基材フィルムと反応した結果できる架橋構造により、化合物(A)および(B)を主成分とした粘着剤の凝集力を、粘着剤塗布後に向上することができる。
【0043】
ポリイソシアネート類としては、特に制限がなく、例えば、4,4’−ジフェニルメタンジイソシアネート、トリレンジイソシアネート、キシリレンジイソシアネート、4,4’−ジフェニルエーテルジイソシアネート、4,4’−〔2,2−ビス(4−フェノキシフェニル)プロパン〕ジイソシアネート等の芳香族イソシアネート、ヘキサメチレンジイソシアネート、2,2,4−トリメチル−ヘキサメチレンジイソシアネート、イソフォロンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、2,4’−ジシクロヘキシルメタンジイソシアネート、リジンジイソシアネート、リジントリイソシアネート等が挙げられる。を挙げることができ、具体的には、コロネートL(日本ポリウレタン株式会社製、商品名)等を用いることができる。
また、メラミン・ホルムアルデヒド樹脂としては、具体的には、ニカラックMX−45(三和ケミカル株式会社製、商品名)、メラン(日立化成工業株式会社製、商品名)等を用いることができる。
さらに、エポキシ樹脂としては、TETRAD−X(三菱化学株式会社製、商品名)等を用いることができる。
本発明においては、特にポリイソシアネート類を用いることが好ましい。
【0044】
(B)の添加量としては、化合物(A)100質量部に対して0.1〜10質量部、好ましくは0.4〜3質量部の割合となるよう、選択することが必要である。この範囲内で選択することにより、適切な凝集力とすることができ、急激に架橋反応が進行することないので、粘着剤の配合や塗布等の作業性が良好となる。
【0045】
また、本発明において、粘着剤層には、光重合開始剤(C)が含まれていることが好ましい。粘着剤層の含まれる光重合開始剤(C)に特に制限はなく、従来知られているものを用いることができる。例えば、ベンゾフェノン、4,4’−ジメチルアミノベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、4,4’−ジクロロベンゾフェノン等のベンゾフェノン類、アセトフェノン、ジエトキシアセトフェノン等のアセトフェノン類、2−エチルアントラキノン、t−ブチルアントラキノン等のアントラキノン類、2−クロロチオキサントン、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンジル、2,4,5−トリアリ−ルイミダゾール二量体(ロフィン二量体)、アクリジン系化合物等を挙げることができ、これらは単独で又は2種以上を組み合わせて用いることができる。
(C)の添加量としては、化合物(A)100質量部に対して0.1〜10質量部とすることが好ましく、0.5〜5質量部とすることがより好ましい。
【0046】
さらに本発明に用いられる放射線硬化性の粘着剤には必要に応じて粘着付与剤、粘着調整剤、界面活性剤など、あるいはその他の改質剤等を配合することができる。また、無機化合物フィラーを適宜加えてもよい。
粘着剤層の厚さは少なくとも5μm、より好ましくは10μm以上であることが好ましい。なお、粘着剤層は複数の層が積層された構成であってもよい。
【0047】
また、粘着剤層が放射線硬化性を有し、半導体ウエハがあらかじめ分割された個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分の内部にレーザ光線を照射し、多光子吸収によって改質領域が形成された半導体ウエハにダイシングダイボンドテープを貼り付ける工程以前に放射線硬化を行うことによってダイシングダイボンドテープをエキスパンドする際のダイボンドシートの分断力を増化させることができる。レーザ光線の照射によって、多光子吸収による光学的損傷という現象が発生する。この光学的損傷により加工対象物の内部に熱ひずみが誘起され、これにより加工対象物の内部に改質領域(クラック領域)が形成される。この場合に用いるレーザ光線としては、パルスレーザ光を発生するNd:YAGレーザ、Nd:YVOレーザ、Nd:YLFレーザ、チタンサファイアレーザ等がある。
【0048】
(接着剤層)
本発明の好ましい実施態様である、ダイシングダイボンドテープの例は前記のダイボンドシートが積層された構成とすることができる。
なお、ここでダイボンドシートとは半導体ウエハ等が貼合されダイシングされた後、チップをピックアップする際に、カットされたダイボンドシートが粘着剤層と剥離してチップに付着しており、チップを基板やリードフレームに固定する際の接着剤として使用されるものである。ダイボンドシートは、特に限定されるものではないが、ダイシングダイボンドテープに一般的に使用されるダイボンドシートでフィルム状であれば良く、アクリル系粘接着剤、エポキシ樹脂/フェノール樹脂/アクリル樹脂/無機フィラーのブレンド系粘接着剤等が好ましい。その厚さは適宜設定してよいが、5〜100μm程度が好ましい。
【0049】
本発明のダイシングダイボンドテープにおいて、ダイボンドシートは予めダイボンドシートがフィルム化されたもの(以下「ダイボンドシート」という。)を、ダイシングテープ上に直接にラミネートして形成してよい。ラミネート時の温度は10〜100℃の範囲で、0.01〜10N/mの線圧をかけることが好ましい。なお、ダイボンドシートはセパレータ上に形成されたものを用い、ラミネート後にセパレータを剥離してもよく、あるいは、そのままダイシングダイボンドテープのカバーフィルムとして使用し、ウエハ等を貼合する際に剥離してもよい。また、ダイボンドシートは粘着剤層の全面に積層してもよいが、予め貼合されるウエハに応じた形状に切断された(プリカットされた)ダイボンドシートを積層してもよい。ウエハに応じたダイボンドシートを積層した場合、本発明のダイシングダイボンドテープの使用時において、ウエハが貼合される部分にはダイボンドシートがあり、ダイシング用のリングフレームが貼合される部分にはダイボンドシートがなく、粘着剤層に貼合されて使用される。一般にダイボンドシートは被着体と剥離しにくいため、プリカットされたダイシングダイボンドテープを使用することで、リングフレームは粘着剤層に貼合することができ、使用後のテープ剥離時にリングフレームへの糊残りを生じにくいという効果が得られる。
【実施例】
【0050】
次に、本発明を実施例に基づいてさらに詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0051】
下記のように粘着剤層組成物、ダイボンドシートを調製し、各種基材フィルムに粘着剤層組成物を乾燥膜厚が表1に示す厚さとなるように塗工し、110℃で3分間乾燥し、ダイシングテープを作製した。これらのダイシングテープの粘着剤層上にダイボンドシート3A〜3Cを貼合し、表1に示すような作成例1〜11のダイシングテープおよびダイシングダイボンドテープを作製した。これら作成例1〜11のダイシングテープおよびダイシングダイボンドテープで各種特性評価を行った。
【0052】
使用した材料を下記に示す。
(基材フィルム1A)
エチレン−アイオノマー共重合体(三井デュポン・ケミカル社製、商品名、ハイミラン1706)の単層フィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1B)
エチレン−アイオノマー共重合体(三井デュポン・ケミカル社製、商品名、ハイミラン1706)を両側からエチレン−メタクリル酸共重合体(三井デュポン・ケミカル製、商品名、ニュクレル0903HC)の層で挟んだ3層構成のフィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1C)
ポリプロピレン(日本ポリケム社製、商品名、FW3E)と水素添加してなるスチレン・ブタジエン共重合体(JSR社製、商品名、ダイナロン1320P)を7:3の割合で混合してなる単層フィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1D)
エチレン−酢酸ビニル共重合体(酢酸ビニル含量20質量%)の単層フィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1E)
水素添加してなるスチレン・ブタジエン共重合体(JSR社製、商品名、ダイナロン1320P)の層を両側からポリプロピレン(日本ポリケム社製、商品名、FW3E)の層で挟んだ3層構成のフィルムにシボ加工を施してフィルム製膜を行った。
(基材フィルム1F)
エチレン−アイオノマー共重合体(三井デュポン・ケミカル社製、商品名、ハイミラン1706)の単層フィルムにシボ加工を施さずにフィルム製膜を行った。
【0053】
<粘着剤層組成物の調製>
(粘着剤組成物2A)
溶媒のトルエン400g中に、n−ブチルアクリレート128g、2−エチルヘキシルアクリレート307g、メチルメタアクリレート67g、メタクリル酸1.5g、重合開始剤としてベンゾイルペルオキシドの混合液を、適宜、滴下量を調整し、反応温度および反応時間を調整し、官能基をもつ化合物(1)の溶液を得た。
次にこのポリマー溶液に、放射線硬化性炭素−炭素二重結合および官能基を有する化合物(2)として、別にメタクリル酸とエチレングリコールから合成した2−ヒドロキシエチルメタクリレート2.5g、重合禁止剤としてハイドロキノンを適宜滴下量を調整して加え反応温度および反応時間を調整し、質量平均分子量60万、ガラス転移温度−60℃、放射線硬化性炭素−炭素二重結合量0.8meq/gを有する化合物(A1)の溶液を得た。続いて、化合物(A1)溶液中の化合物(A1)100質量部に対してポリイソシアネート(B)として日本ポリウレタン社製:コロネートL(商品名)2質量部を加え、光重合開始剤として日本チバガイギー社製:イルガキュアー184(商品名)を3質量部、溶媒として酢酸エチル150質量部を化合物(A1)溶液に加えて混合して、放射線硬化性の粘着剤組成物2Aを調製した。
【0054】
(粘着剤組成物2B)
溶媒のトルエン400g中に、n−ブチルアクリレート128g、2−エチルヘキシルアクリレート307g、メチルメタアクリレート67g、メタクリル酸1.5g、重合開始剤としてベンゾイルペルオキシドの混合液を、適宜、滴下量を調整し、反応温度および反応時間を調整し、官能基をもつ化合物(1)の溶液を得た。
次にこのポリマー溶液に、放射線硬化性炭素−炭素二重結合および官能基を有する化合物(2)として、別にメタクリル酸とエチレングリコールから合成した2−ヒドロキシエチルメタクリレート2.5g、重合禁止剤としてハイドロキノンを適宜滴下量を調整して加え反応温度および反応時間を調整し、質量平均分子量60万、ガラス転移温度−60℃、放射線硬化性炭素−炭素二重結合量0.8meq/gを有する化合物(A1)の溶液を得た。続いて、化合物(A1)溶液中の化合物(A1)100質量部に対してポリイソシアネート(B)として日本ポリウレタン社製:コロネートL(商品名)0.5質量部を加え、光重合開始剤として日本チバガイギー社製:イルガキュアー184(商品名)を3質量部、溶媒として酢酸エチル150質量部を化合物(A1)溶液に加えて混合して、放射線硬化性の粘着剤組成物2Bを調製した。
【0055】
(粘着剤組成物2C)
アクリル樹脂(質量平均分子量:60万、ガラス転移温度−20℃)100質量部、硬化剤としてポリイソシアネート化合物(日本ポリウレタン(株)製、商品名:コロネートL)4質量部を混合して粘着剤組成物2Cを得た。
【0056】
<接着フィルムの作製>
(ダイボンドシート3A)
エポキシ樹脂としてクレゾールノボラック型エポキシ樹脂(エポキシ当量197、分子量1200、軟化点70℃)50質量部、シランカップリング剤としてγ−メルカプトプロピルトリメトキシシラン1.5質量部、γ−ウレイドプロピルトリエトキシシラン3質量部、平均粒径16nmのシリカフィラー60質量部からなる組成物に、シクロヘキサノンを加えて攪拌混合し、更にビーズミルを用いて90分間混練した。
これにアクリル樹脂(質量平均分子量:80万、ガラス転移温度−17℃)100質量部、6官能アクリレートモノマーとしてジペンタエリスリトールヘキサアクリレート5質量部、硬化剤としてヘキサメチレンジイソシアネートのアダクト体0.5質量部、キュアゾール2PZ(四国化成(株)製、商品名、2−フェニルイミダゾール)2.5質量部を加え、攪拌混合し、真空脱気し、接着剤を得た。
接着剤を厚さ25μmの離型処理したポリエチレンテレフタレートフィルム上に塗布し、110℃で1分間加熱乾燥して、膜厚が25μmのBステージ状態の塗膜を形成し、キャリアフィルムを備えたダイボンドシート3Aを作製した。
【0057】
(ダイボンドシート3B)
エポキシ樹脂としてクレゾールノボラック型エポキシ樹脂(エポキシ当量197、分子量1200、軟化点70℃)50質量部、シランカップリング剤としてγ−メルカプトプロピルトリメトキシシラン1.5質量部、γ−ウレイドプロピルトリエトキシシラン3質量部、平均粒径16nmのシリカフィラー30質量部からなる組成物に、シクロヘキサノンを加えて攪拌混合し、更にビーズミルを用いて90分間混練した。
これにアクリル樹脂(質量平均分子量:80万、ガラス転移温度−17℃)100質量部、6官能アクリレートモノマーとしてジペンタエリスリトールヘキサアクリレート5質量部、硬化剤としてヘキサメチレンジイソシアネートのアダクト体0.5質量部、キュアゾール2PZ(四国化成(株)製、商品名、2−フェニルイミダゾール)2.5質量部を加え、攪拌混合し、真空脱気し、接着剤を得た。
接着剤を厚さ25μmの離型処理したポリエチレンテレフタレートフィルム上に塗布し、110℃で1分間加熱乾燥して、膜厚が25μmのBステージ状態の塗膜を形成し、キャリアフィルムを備えたダイボンドシート3Bを作製した。
【0058】
<特性評価試験>
表1に示すような作成例1〜11のダイボンドシートとダイシングテープ又はダイシングダイボンドテープを作製し、粘着剤ゲル分率、ダイシングテープ伸び率10%での引張荷重、破断伸び率、粘着力を下記のようにおこなった。ダイシングテープ伸び率10%での引張荷重、破断伸び率を作成例1〜10については紫外線照射前に測定を行い、作成例11については紫外線照射後に測定を行った。
【0059】
(粘着剤ゲル分率)
粘着剤層約0.05gを秤取し、キシレン50mlに120℃で24時間浸漬した後、200メッシュのステンレス製金網で濾過し、金網上の不溶解分を110℃にて120分間乾燥する。次に、乾燥した不溶解分の質量を秤量し、下記に示す式にてゲル分率を算出した。
ゲル分率(%)=(不溶解分の質量/秤取した粘着剤層の質量)×100
【0060】
(ダイシングテープ伸び率10%での引張荷重)
実施例および比較例に使用したダイシングテープの引張試験は、23±2℃の温度、50±5%の湿度、幅25mm、標線間距離及びつかみ間距離100mm、300mm/minの速度で試験を行ない、機械加工方向(MD)における測定値である。
【0061】
(表面粗さRa)
実施例および比較例によって得られるダイシングテープを平滑なミラーウエハに貼合することで固定し基材フィルム背面側の算術表面粗さRaを表面粗さ測定器(ミツトヨ社製、商品名:サーフテストSJ−301)を使用してフィルム押し出し方向(MD方向)にN=5で測定し平均値を求めた。
【0062】
(粘着力)
JIS Z0237に準拠して紫外線照射前後のそれぞれの剥離力を測定した(紫外線照射量は、200mJ/cm2)。80℃に加熱されたシリコンウエハーミラー面にダイシングダイボンドテープを加熱貼合し、ダイボンドシートとダイシングテープ間の剥離力を測定した。試験は90°剥離、剥離速度50mm/分で行った。
【0063】
【表1−1】
【0064】
【表1−2】
【0065】
表2に示す工程1〜4のいずれかを用いて、ダイボンドシート付半導体チップを製造した。
【0066】
(工程1)
半導体ウエハ11(厚さ75μm、縦5mm×横5mm)に図4に示されるようにレーザ加工により改質領域13を形成した。
下記の条件で、レーザ加工を行った。
レーザー加工装置として株式会社東京精密製 ML200RMEを用いてシリコンウエハの内部に集光点を合わせ、切断予定ラインに沿って半導体ウエハの表面側からレーザ光を照射し、半導体ウエハの内部に改質領域を形成した。
(A)半導体基板:シリコンウエハ(厚さ75μm、外径6インチ)
(B)レーザ光源:半導体レーザ励起Nd:YAGレーザ
波長:1064nm
レーザ光スポット断面積:3.14×10−8 cm2
発振形態:Qスイッチパルス
繰り返し周波数:100kHz
パルス幅:30ns
出力:20μJ/パルス
レーザ光品質:TEM00 40
偏光特性:直線偏光
(C)集光用レンズ
倍率:50倍
NA:0.55
レーザ光波長に対する透過率:60パーセント
(D)半導体基板が載置される載置台の移動速度:100mm/秒
【0067】
次に図5(a)に示すように、前記図2に示す実施態様に従ってこの半導体ウエハ41とダイボンドシート3を60℃で貼合し、次に、粘着剤層2を基板1上に塗工したダイシングテープを貼合した。ダイシングテープ10の外周部にはステンレス製のリングフレーム12を貼り付け基板の下面をステージ15上に保持した。続いて、図5(b)に示すように得られたダイボンドシート付半導体ウエハをエキスパンド装置により、リングフレームを固定しダイシングテープをエキスパンドした。図中14は基板1の突上げ部、16はエキスパンド度に対応するエキスパンド量である。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0068】
(工程2)
半導体ウエハ(厚さ75μm、縦5mm×横5mm)に図4に示されるようにレーザ加工により改質領域を形成した。この半導体ウエハ11とダイシングダイボンドテープ10を60℃で貼合した。ダイシングダイボンドテープ10の外周部にはステンレス製のリングフレーム12を貼り付けた。続いて、図5(a)及び(b)に示すように得られたダイシングダイボンドテープ付半導体ウエハをエキスパンド装置により、リングフレームを固定しダイシングダイボンドテープをエキスパンドした。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0069】
(工程3)
半導体ウエハ(厚さ500μm、縦5mm×横5mm)に図6(a)、(b)に示されるようにダイシング加工により半導体ウエハをハーフカットした。図中17はダイシングブレード、18は切り込み溝、19は表面保護テープを示す。次いで図6(c)に示すようにこの半導体ウエハの裏面を厚さ75μmまで裏面研削することによって分割された個々の半導体チップ(縦5mm×横5mm)を得た。これらの半導体チップとダイボンドシートを60℃で貼合し、次に、ダイシングテープを貼合した。ダイシングテープの外周部にはステンレス製のリングフレームを貼り付けた。続いて、得られたダイボンドシート付半導体ウエハをエキスパンド装置により、図7(a)、(b)に示すステップでリングフレームを固定しダイシングテープをエキスパンドした。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0070】
(工程4)
半導体ウエハ(厚さ500μm、縦5mm×横5mm)に図6に示されるように、ダイシング加工により半導体ウエハをハーフカットした。この半導体ウエハの裏面を厚さ75μmまで裏面研削することによって分割された個々の半導体チップを得た。ダイシングダイボンドテープの外周部にはステンレス製のリングフレームを貼り付けた。続いて、得られたダイシングダイボンドテープ付半導体ウエハを図7(a)、(b)に示すステップでエキスパンド装置により、リングフレームを固定しダイシングダイボンドテープをエキスパンドした。このときのエキスパンド条件はエキスパンド速度が30mm/s、エキスパンド量が15mmであった。
【0071】
【表2】
【0072】
(分断性、端部はみ出し、ピックアップ試験評価方法)
作成例1〜11のダイボンドシート、ダイシングテープまたはダイシングダイボンドテープと工程1〜4を適宜組合せて、下記の方法で分断性、端部はみ出し、ピックアップ試験の評価結果を表3に示す。
【0073】
(分断性)
実施例、参考例、比較例に示された条件において、ダイボンドシート付半導体チップをチップサイズ5mm×5mmとなるように加工し、エキスパンド後に半導体付ダイボンドシートが分断されたか否かを光学顕微鏡で観察した。加工を施した半導体付ダイボンドシートが90%以上分断されたものを良好(○)、分断率が90%未満のものを不良(×)とした。
【0074】
(端部はみ出し)
また、分断された部分のダイボンドシート付半導体チップをピックアップしダイボンドシートの端面を図8に示すように光学顕微鏡で観察した。チップ端面からはみ出したダイボンドシートの長さ20をはみ出し長さとした。その長さが0〜30μmの場合を極めて良好(◎)、30μmを越え60μm以下の場合を良好(○)、それより大きいものを不良(×)とした。
【0075】
(ピックアップ)
実施例、参考例、比較例に示された条件において、ダイボンドシート付半導体チップをチップサイズ5mm×5mmとなるように加工し、ダイシングテープ又はダイシングダイボンドテープをエキスパンド後に紫外線を空冷式高圧水銀灯(80W/cm、照射距離10cm)により200mJ/cm2照射した後、ダイボンドシート付半導体チップをダイボンダー装置(NECマシナリー製、商品名CPS−100FM)によりピックアップ試験を行った。ピックアップが20チップ連続して成功する突上げピンの最小突上げ高さ(mm)を求めた。その際、ピックアップされた半導体チップに粘着剤層から剥離したダイボンドシートが保持されているものをピックアップが成功したものとした。
【0076】
【表3−1】
【0077】
【表3−2】
【0078】
【表3−3】
【0079】
実施例1のダイシングテープを用いて半導体ウエハを各工程において加工して得られた、5mm×5mmの大きさのダイボンドシート付ICチップを、ダイボンダーを用いてリードフレーム上にダイレクトマウントした後、170℃、2時間の条件で加熱を行いリードフレームとICチップとを強固に接着できていることを確認した。
【符号の説明】
【0080】
1 基材フィルム
2 粘着剤層
3 ダイボンドシート
10 ダイシングダイボンドテープ
11 半導体ウエハ
12 リングフレーム
13 改質層(分断予定部分)
14 突上げ部
15 ステージ
16 エキスパンド量
17 ダイシングブレード
18 切り込み溝
19 表面保護テープ
20 端部はみ出し長さ
【特許請求の範囲】
【請求項1】
基材フィルム上に粘着剤層が設けられているダイシングテープであって、該ダイシングテープが、
(a)半導体ウエハの、分割されて個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射して、多光子吸収によって改質領域を内部に形成したのち、半導体ウエハにダイボンドシートを貼り付ける工程、
(b)ダイボンドシートにダイシングテープを貼り付ける工程、
(c)ダイシングテープをエキスパンドし、ダイボンドシートを各半導体チップに分断することにより複数のダイボンドシート付半導体チップを得る工程
を含む半導体装置の製造方法に使用され、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が16〜34Nであることを特徴とするダイシングテープ。
【請求項2】
前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、該粘着剤層が、主鎖に対して、少なくとも放射線硬化性炭素−炭素二重結合含有基、水酸基、及びカルボキシル基を含有する基をそれぞれ有するアクリル系共重合体を主成分とし、かつゲル分率が60%以上であることを特徴とする請求項1に記載のダイシングテープ。
【請求項3】
前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、分子中にヨウ素価0.5〜20の放射線硬化性炭素−炭素二重結合を有する化合物(A)に、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂およびエポキシ樹脂から選ばれた少なくとも1種の化合物(B)を付加反応させてなるポリマーを含有していることを特徴とする請求項1又は2に記載のダイシングテープ。
【請求項1】
基材フィルム上に粘着剤層が設けられているダイシングテープであって、該ダイシングテープが、
(a)半導体ウエハの、分割されて個々の半導体チップ又は半導体ウエハの半導体チップへと分割する分割予定部分にあらかじめレーザ光線を照射して、多光子吸収によって改質領域を内部に形成したのち、半導体ウエハにダイボンドシートを貼り付ける工程、
(b)ダイボンドシートにダイシングテープを貼り付ける工程、
(c)ダイシングテープをエキスパンドし、ダイボンドシートを各半導体チップに分断することにより複数のダイボンドシート付半導体チップを得る工程
を含む半導体装置の製造方法に使用され、幅25mm、標線間距離及びつかみ間距離100mm、引張速度300mm/minの試験条件下におけるテープ伸び率10%での引張荷重が16〜34Nであることを特徴とするダイシングテープ。
【請求項2】
前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、該粘着剤層が、主鎖に対して、少なくとも放射線硬化性炭素−炭素二重結合含有基、水酸基、及びカルボキシル基を含有する基をそれぞれ有するアクリル系共重合体を主成分とし、かつゲル分率が60%以上であることを特徴とする請求項1に記載のダイシングテープ。
【請求項3】
前記ダイシングテープに使用される粘着剤層は、放射線硬化型粘着剤であって、分子中にヨウ素価0.5〜20の放射線硬化性炭素−炭素二重結合を有する化合物(A)に、ポリイソシアネート類、メラミン・ホルムアルデヒド樹脂およびエポキシ樹脂から選ばれた少なくとも1種の化合物(B)を付加反応させてなるポリマーを含有していることを特徴とする請求項1又は2に記載のダイシングテープ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−155270(P2011−155270A)
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願番号】特願2011−35005(P2011−35005)
【出願日】平成23年2月21日(2011.2.21)
【分割の表示】特願2005−350886(P2005−350886)の分割
【原出願日】平成17年12月5日(2005.12.5)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成23年8月11日(2011.8.11)
【国際特許分類】
【出願日】平成23年2月21日(2011.2.21)
【分割の表示】特願2005−350886(P2005−350886)の分割
【原出願日】平成17年12月5日(2005.12.5)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]