
パルスアーク溶接電源
【課題】シールドガスに不活性ガスのみを使用し、ピーク電流及びベース電流からなる溶接電流Iwを通電すると共に、消耗電極1と母材2との間の溶接電圧Vwを検出しこの溶接電圧検出値Vdをパルス波形の基準電圧波形Vcからの所定変動範囲内Vc±ΔVcで制限して溶接電圧制限値Vftを算出し、この溶接電圧制限値Vftを平均化した溶接電圧制限平均値Vfaが予め定めた電圧設定値Vsと略等しくなるように溶接電源の出力を制御するパルスアーク溶接電源において、異常電圧が重畳してもアーク長に比例した電圧値を溶接電源の電圧計に表示することができるようにする。
【解決手段】本発明は、溶接電圧検出値Vdに代えて溶接電圧制限値Vft又は溶接電圧制限平均値Vfaを、溶接電源に配設した電圧計VM及び/又は外部機器とのインターフェース端子への入力信号とするパルスアーク溶接電源である。
【解決手段】本発明は、溶接電圧検出値Vdに代えて溶接電圧制限値Vft又は溶接電圧制限平均値Vfaを、溶接電源に配設した電圧計VM及び/又は外部機器とのインターフェース端子への入力信号とするパルスアーク溶接電源である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールドガスにアルゴンガスのみを使用するパルスアーク溶接においてアーク長と略比例する電圧値を電圧計に表示させるためのパルスアーク溶接電源に関するものである。
【背景技術】
【0002】
アーク溶接、特に消耗電極アーク溶接においては、電極先端と母材との間の距離であるアーク長が適正であることが溶接状態の安定化、ビード形成の健全化等の溶接品質を良好にするための重要な条件である。アーク長は、通常、電極と母材との間の電圧(溶接電圧Vw)の平均値Vavに略比例する。したがって、消耗電極アーク溶接電源では、この溶接電圧平均値Vavが予め定めた電圧設定値Vsと略等しくなるように出力制御を行い、アーク長を適正値に制御している。さらに、溶け込みの適正化等の溶接品質を良好にするためには、アークを通電する溶接電流Iwの平均値Iavを適正値に設定する必要がある。上述したように、溶接品質を良好にするためには、主にアーク長と等価な溶接電圧平均値Vav及び溶接電流平均値Iavを適正値に設定すればよい。したがって、溶接生産工程において溶接品質を管理するための管理項目として重要なものは、溶接電圧平均値Vav及び溶接電流平均値Iavである。この品質管理のために、通常、溶接電源のフロントパネルにはアナログ式又はデジタル式の電圧計及び電流計が配設されている。また、溶接電源から別の制御装置(外部機器)に溶接電圧Vw及び溶接電流Iwを出力して、制御装置に配設された電圧計及び電流計に入力する場合もある。この場合に備えて、溶接電源には、通常、溶接電圧Vw及び溶接電流Iwの検出信号をインターフェース端子から取り出せるようにしている。(上述した従来技術については、例えば特許文献1、2参照)
【0003】
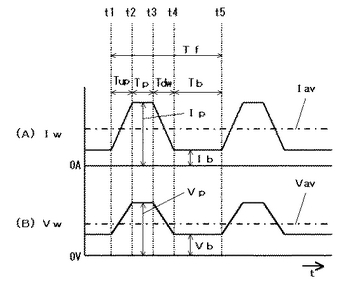
図3は、本発明が対象とする消耗電極パルスアーク溶接における溶接電流Iw及び溶接電圧Vwの波形図である。以下、同図を参照して説明する。
【0004】
時刻t1〜t2のピーク立上り期間Tup中は、同図(A)に示すように、ベース電流Ibからピーク電流Ipへと上昇する遷移電流が通電し、同図(B)に示すように、ベース電圧Vbからピーク電圧Vpへと上昇する遷移電圧が電極・母材間に印加する。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、溶滴移行させるための大電流値のピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが電極・母材間に印加する。時刻t3〜t4のピーク立下り期間Tdw中は、同図(A)に示すように、ピーク電流Ipからベース電流Ibへと下降する遷移電流が通電し、同図(B)に示すように、ピーク電圧Vpからベース電圧Vbへと下降する遷移電圧が電極・母材間に印加する。時刻t4〜t5のベース期間Tb中は、同図(A)に示すように、溶滴を成長させないための小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが電極・母材間に印加する。上記の時刻t1〜t5の期間をパルス周期Tfとして繰り返し溶接が行われる。
【0005】
同図(A)に示すパルス波形の溶接電流Iwを平均化したのが溶接電流平均値Iavであり、同図(B)に示すように、パルス波形の溶接電圧Vwを平均化したのが溶接電圧平均値Vavである。同図において、瞬時的なアーク長はパルス周期Tf中刻々と変化している。しかし、上述した溶接品質に関係するアーク長とは、数周期〜十数周期の平均的なアーク長の変化である。このために、溶接電圧Vwの瞬時値ではなく平均値によってアーク長の平均値の変化を検出している。上記及び下記において単にアーク長と表記したときはアーク長の平均値のことである。瞬時的なアーク長を表記する場合には瞬時的なアーク長と記す。上述したように、この溶接電圧平均値Vavが予め定めた電圧設定値Vsと略等しくなるように溶接電源は出力制御される。この出力制御の方法としては、従来から、上記のパルス周期Tf、ピーク期間Tp、ピーク電流Ip等の少なくとも1つ以上をフィードバック制御によって可変する方法が使用されている。また、上述したように、溶接電圧Vw又は溶接電圧平均値Vavを電圧計に入力し、かつ、溶接電流Iw又は溶接電流平均値Iavを電流計に入力して、それらの表示値によって品質管理が行われる。電圧計及び電流計が瞬時値の平均値を表示するアナログ式でないデジタル式の場合には、溶接電圧平均値Vav及び溶接電流平均値Iavを演算して電圧計及び電流計に入力することになる。
【0006】
パルスアーク溶接では、溶滴移行を円滑にするためにアルゴンガスを主成分とするシールドガスが使用される。例えば、鉄鋼材にはアルゴン80%+炭酸ガス20%の混合ガスが使用され、ステンレス鋼材にはアルゴン98%+酸素2%の混合ガスが使用される。また、アルミニウム材、インコネル材、時にはステンレス鋼材には、アルゴン100%のガス(以下、純アルゴンガスという)が使用される。アルゴンガスを主成分とするガス(以下、アルゴンリッチガスという)をシールドガスとするパルスアーク溶接では、シールドガスに含まれる酸化性成分(上記の炭酸ガス、酸素等)が少ないためにアーク発生部に酸化皮膜を形成する作用が弱い。すなわち、アークによるクリーニング作用によって母材表面の酸化皮膜が除去されると、シールドガスの酸化作用が弱いためにアーク発生中心部には酸化皮膜は存在しない状態になる。他方、アークの陰極点は酸化皮膜のある部分に形成されやすい性質を有するので、陰極点は酸化皮膜を求めてアーク周辺部へと広がることになる。
【0007】
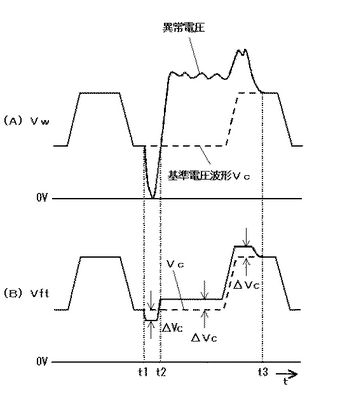
図4は、短絡が発生したときのパルスアーク溶接における溶接電圧Vw及び溶接電圧制限値Vftの波形図である。同図は、シールドガスにアルゴンリッチガスを使用した場合である。パルスアーク溶接では1パルス周期に同期して1回の溶滴移行が行われることが多い。このパルス周波数1/Tfは100〜300Hz程度である。すなわち、1秒間に100〜300回程度の溶滴移行が行われる。通常、この溶滴移行は短絡を伴わずに行われることが多いが、1秒間に十数回程度は短時間の短絡が発生する。同図は、ベース期間中の時刻t1〜t2に短絡が発生した場合である。
【0008】
時刻t1において短絡が発生すると、アークは消滅して瞬時的なアーク長は零となる。その後の時刻t2においてアークは電極直下の母材部分に再発生する。このアーク再発生には大きなエネルギーが必要になる。そのエネルギーをアークに供給するために大きな異常電圧が重畳する。大きなエネルギーが必要な理由は、電極直下の母材表面には上述したように酸化皮膜が存在しないために陰極点を再形成するのに大きなエネルギーが必要なためである。時刻t3において陰極点が酸化皮膜のあるアーク周辺部まで移動したために、エネルギーは必要でなくなり異常電圧は消滅して通常電圧に復帰する。上述した異常電圧は、上述した短絡直後だけでなく、酸化皮膜の状態が不均一で陰極点がふらふらと移動する場合等にも発生する。すなわち、異常電圧は酸化作用の弱いシールドガスを使用する場合に特に顕著となる。したがって、酸化成分を含まない純アルゴンガスを使用する場合には、異常電圧の値は大きく発生頻度も高い。
【0009】
上述したように、溶接品質にとって重要なアーク長とは、パルス周期中の瞬時的なアーク長ではなく、数周期〜十数周期の平均的なアーク長である。上述した異常電圧はアーク長とは関係しない電圧であり、これを除去した平均電圧値がアーク長と比例関係にある電圧値である。特許文献3の発明は、この異常電圧を除去する方法に関するものである。以下、この除去方法について説明する。
【0010】
同図(B)において、点線で示すパルス波形の基準電圧波形Vc及びそれを中心値とする変動範囲±ΔVcを予め設定する。そして、溶接電圧VwがこのVc±ΔVcの範囲外になるときは、異常電圧として除去する。この結果、溶接電圧Vwは溶接電圧制限値Vftとなり、異郷電圧が除去されたアーク長に比例する電圧波形となる。この溶接電圧制限値Vftの平均値を算出して予め定めた電圧設定値と略等しくなるように出力制御することによって、アーク長を適正値に制御することができる。上記の基準電圧波形Vcは、過去数周期〜十数周期にわたる溶接電圧制限値Vftを移動平均することで自動設定することもできる。
【0011】
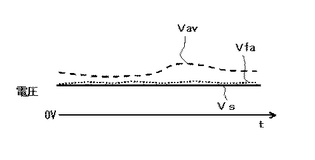
図5は、パルスアーク溶接中の溶接電圧平均値Vav、溶接電圧制限値の平均値Vfa及び電圧設定値Vsの時間変化図である。同図に示すように、溶接電圧平均値Vavは異常電圧を含む電圧値の平均値であるために変動が大きい。これに対して、溶接電圧制限平均値Vfaは、異常電圧を除去したアーク長と比例する溶接電圧制限値Vftの平均値であるために変動が少ない。そして、溶接電圧制限平均値Vfaは電圧設定値Vsと等しくなるように出力制御されるので、Vfa=Vsとなる。したがって、電圧設定値Vsでアーク長を設定し、溶接電圧制限平均値Vfaによって適正アーク長になるように制御している。
【0012】
【特許文献1】特開平5−200547号公報
【特許文献2】特開平10−314940号公報
【特許文献3】特開2003−311409号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
上述したように、アルゴンリッチガスを使用したパルスアーク溶接では、短絡解除時の陰極点の再形成、酸化皮膜の状態の不均一に起因する陰極点のふらつき等によって、異常電圧が溶接電圧に重畳する。さらに、シールドガスが純アルゴンガスになると、この異常電圧の値が大きくなり、かつ、頻繁に発生するようになる。この異常電圧を含む溶接電圧によって電圧計を表示させると、アーク長とは比例しない値となる。上述したように、電圧計はアーク長を管理する指標として表示しているにもかかわらず、アーク長に比例しない値を表示したのでは意味がない。
【0014】
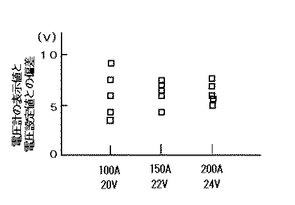
図6は、純アルゴンガスを使用したステンレス鋼材のパルスアーク溶接における電圧計の表示値のバラツキを測定した図である。同図は、100A−20V(電圧設定値)、150Aー22V及び200A−24Vの3条件でそれそれ5回の溶接を行い、電圧計の表示値と電圧設定値との偏差を図示したものである。電圧計は、通常通り溶接電源の出力端子間の電圧すなわち溶接電圧を入力信号としている。
【0015】
同図から明らかなように、電圧計の表示値は、アーク長を設定する電圧設定値から3〜10Vもズレており、かつ、1回ごとの電圧計の表示値のバラツキも大きい。したがって、電圧計の表示値によってアーク長を管理することはできなかった。
【0016】
ちなみに、電流計の表示すなわち溶接電流平均値は、異常電圧が発生する状態でもその値はほとんど影響されない。その理由は、パルスアーク溶接電源は、通常、定電流制御されているので、異常電圧が発生する状態においても通電する電流値は図3(A)で上述した電流波形と略同一になるからである。したがって、電流計へは溶接電流をシャント抵抗等で検出して入力信号とする通常の方法で何ら問題はない。
【0017】
そこで、本発明では、純アルゴンガスを使用するパルスアーク溶接においてアーク長と略比例する電圧値を電圧計によって表示させることができるパルスアーク溶接電源を提供する。
【課題を解決するための手段】
【0018】
上述した課題を解決するために、本発明は、シールドガスに不活性ガスのみを使用し、ピーク電流及びベース電流からなるパルス波形の溶接電流を通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動範囲内で制限して溶接電圧制限値を算出し、この溶接電圧制限値を平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接電源において、
前記溶接電圧検出値に代えて前記溶接電圧制限値又は前記溶接電圧制限平均値を、溶接電源に配設した電圧計及び/又は外部機器とのインターフェース端子への入力信号とすることを特徴とするパルスアーク溶接電源である。
【発明の効果】
【0019】
本発明に係るパルスアーク溶接電源によれば、溶接電圧を基準電圧波形からの所定変動範囲内に制限して溶接電圧制限値を算出することによって異常電圧を除去することができる。この溶接電圧制限値又はその平均値を電圧計の入力信号とすることによって、アーク長と比例する電圧値を表示することができる。このために、重要な溶接品質であるアーク長の管理を正確に行うことができる。
【発明を実施するための最良の形態】
【0020】
以下、図面を参照して本発明の実施の形態について説明する。
【0021】
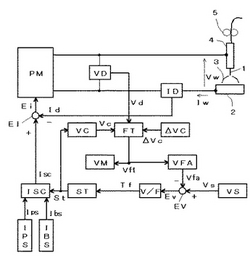
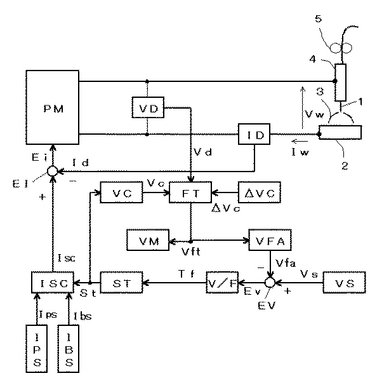
図1は、本発明の実施の形態に係るパルスアーク溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0022】
電源主回路PMは、商用交流電源(3相200V等)を入力として、後述する電流誤差増幅信号Eiに従って、インバータ制御、チョッパ制御等の出力制御を行い、溶接に適した溶接電圧Vw及び溶接電流Iwを出力する。溶接ワイヤ1は、ワイヤ送給装置の送給ロール5の回転によって溶接トーチ4内を通って送給されて、母材2との間でアーク3が発生する。
【0023】
電圧検出回路VDは、上記の溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。基準電圧波形記憶回路VCは、上述したように予め定めた又は移動平均によって自動設定された基準電圧波形を記憶し、後述する経過時間信号Stに対応する中心電圧値信号Vcを出力する。変動範囲設定回路ΔVCは、予め定めた変動範囲信号ΔVcを出力する。制限フィルタ回路FTは、上記の溶接電圧検出信号Vdを入力として、上記の中心電圧値からの変動範囲Vc±ΔVc内に制限して、溶接電圧制限値信号Vftを出力する。平均値算出回路VFAは、上記の溶接電圧制限値信号Vftを入力として平均値を算出し、溶接電圧制限平均値信号Vfaを出力する。
【0024】
電圧設定回路VSは、予め定めた電圧設定信号Vsを出力する。電圧誤差増幅回路EVは、上記の溶接電圧制限平均値信号Vfaと電圧設定信号Vsとの誤差を増幅して、電圧誤差増幅信号Evを出力する。電圧・周波数変換回路V/Fは、上記の電圧誤差増幅信号Evの値に比例した周波数に変換し、その周波数(パルス周期)ごとに短時間Highレベルとなるパルス周期信号Tfを出力する。経過時間計数回路STは、上記のパルス周期信号TfがHighレベルに変化した時点(ピーク立上り期間の開始時点)からの経過時間を計数して、経過時間信号Stを出力する。
【0025】
ピーク電流設定回路IPSは、予め定めたピーク電流設定信号Ipsを出力する。ベース電流設定回路IBSは、予め定めたベース電流設定信号Ibsを出力する。電流制御設定回路ISCは、上記の経過時間信号Stを入力として、ピーク立上り期間Tup中は上記のベース電流設定信号Ibsから上記のピーク電流設定信号Ipsへと上昇する電流制御設定信号Iscを出力し、その後のピーク期間Tp中は上記のピーク電流設定信号Ipsを電流制御設定信号Iscとして出力し、その後のピーク立下り期間Tdw中は上記のピーク電流設定信号Ipsから上記のベース電流設定信号Ibsへと下降する電流制御設定信号Iscを出力し、その後のベース期間Tb中は上記のベース電流設定信号Ibsを電流制御設定信号Iscとして出力する。電流検出回路IDは、上記の溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流制御設定信号Iscと電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。この結果、上記の電流制御設定信号Iscに相当する図3で上述した溶接電流Iwが通電する。
【0026】
電圧計VMは、上記の溶接電圧制限値信号Vftを入力信号として異常電圧を除去したアーク長に比例した電圧値を表示する。また、溶接電圧制限値信号Vftに代えて溶接電圧制限平均値信号Vfaを入力信号としても同様である。さらに、上述したように、溶接電圧制限値信号Vft又は溶接電圧制限平均値信号Vfaを外部機器とのインターフェース端子への入力信号としてもよい。これによって、アーク長と比例する電圧値を、溶接電源又は外部機器に配設された電圧計に表示することができる。したがって、良好な溶接品質を得るために必須なアーク長の管理を正確に行うことができる。
【0027】
図2は、本発明の効果の一例を示す上述した図6に対応する純アルゴンガスを使用したステンレス鋼材のパルスアーク溶接における電圧計の表示値のバラツキを測定した図である。同図は、100A−20V(電圧設定値)、150Aー22V及び200A−24Vの3条件でそれそれ5回の溶接を行い、電圧計の表示値と電圧設定値との偏差を図示したものである。電圧計は、図1で上述したように溶接電圧制限値信号Vftを入力信号としている。
【0028】
同図から明らかなように、電圧計の表示値は、アーク長を設定する電圧設定値と略一致しており、かつ、5回の測定値のバラツキもほとんどない。このように、本発明によれば、アーク長を正確にバラツキなく電圧計によって表示することができる。
【0029】
上記の説明は直流パルスアーク溶接についての場合であるが、交流パルスアーク溶接の場合も同様に本発明を適用することができる。
【0030】
上記においては、酸化作用成分を含まない純アルゴンガスの場合について説明した。しかし、溶接に使用される不活性ガスとして、アルゴンガス以外にもヘリウムガス、アルゴンガスとヘリウムガスとの混合ガス等が一般的に使用される。これらの不活性ガスのみを使用する場合にも、炭酸ガス、酸素等の酸化作用成分を含まないので、上述した実施の形態はそのまま適合する。すなわち、本発明は、純アルゴンガス、純ヘリウムガス、アルゴンガスとヘリウムガスとの混合ガス等の不活性ガスのみをシールドガスに使用するパルスアーク溶接に適用することができる。
【図面の簡単な説明】
【0031】
【図1】本発明の実施の形態に係るパルスアーク溶接電源のブロック図である。
【図2】本発明の効果を説明するための電圧計の表示値と電圧設定値との偏差を示す図である。
【図3】従来技術のパルスアーク溶接の電流・電圧波形図である。
【図4】従来技術における異常電圧が重畳した溶接電圧Vw及び異常電圧を除去した溶接電圧制限値Vftの波形図である。
【図5】従来技術におけるパルスアーク溶接中の溶接電圧平均値Vav、溶接電圧制限平均値Vfa及び電圧設定値Vsの時間変化図である。
【図6】本発明の課題を説明するための電圧計の表示値と電圧設定値との偏差を示す図である。
【符号の説明】
【0032】
1 溶接ワイヤ
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FT 制限フィルタ回路
Iav 溶接電流平均値
Ib ベース電流
IBS ベース電流設定回路
Ibs ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
IPS ピーク電流設定回路
Ips ピーク電流設定信号
ISC 電流制御設定回路
Isc 電流制御設定信号
Iw 溶接電流
PM 電源主回路
ST 経過時間計数回路
St 経過時間信号
Tb ベース期間
Tdw ピーク立下り期間
Tf パルス周期(信号)
Tp ピーク期間
Tup ピーク立上り期間
V/F 電圧・周波数変換回路
Vav 溶接電圧平均値
Vb ベース電圧
VC 基準電圧波形記憶回路
Vc 基準電圧波形/中心電圧値信号
VD 電圧検出回路
Vd 溶接電圧検出信号
VFA 平均値算出回路
Vfa 溶接電圧制限平均値(信号)
Vft 溶接電圧制限値(信号)
VM 電圧計
Vp ピーク電圧
VS 電圧設定回路
Vs 電圧設定(値/信号)
Vw 溶接電圧
ΔVC 変動範囲設定回路
ΔVc 変動範囲(信号)
【技術分野】
【0001】
本発明は、シールドガスにアルゴンガスのみを使用するパルスアーク溶接においてアーク長と略比例する電圧値を電圧計に表示させるためのパルスアーク溶接電源に関するものである。
【背景技術】
【0002】
アーク溶接、特に消耗電極アーク溶接においては、電極先端と母材との間の距離であるアーク長が適正であることが溶接状態の安定化、ビード形成の健全化等の溶接品質を良好にするための重要な条件である。アーク長は、通常、電極と母材との間の電圧(溶接電圧Vw)の平均値Vavに略比例する。したがって、消耗電極アーク溶接電源では、この溶接電圧平均値Vavが予め定めた電圧設定値Vsと略等しくなるように出力制御を行い、アーク長を適正値に制御している。さらに、溶け込みの適正化等の溶接品質を良好にするためには、アークを通電する溶接電流Iwの平均値Iavを適正値に設定する必要がある。上述したように、溶接品質を良好にするためには、主にアーク長と等価な溶接電圧平均値Vav及び溶接電流平均値Iavを適正値に設定すればよい。したがって、溶接生産工程において溶接品質を管理するための管理項目として重要なものは、溶接電圧平均値Vav及び溶接電流平均値Iavである。この品質管理のために、通常、溶接電源のフロントパネルにはアナログ式又はデジタル式の電圧計及び電流計が配設されている。また、溶接電源から別の制御装置(外部機器)に溶接電圧Vw及び溶接電流Iwを出力して、制御装置に配設された電圧計及び電流計に入力する場合もある。この場合に備えて、溶接電源には、通常、溶接電圧Vw及び溶接電流Iwの検出信号をインターフェース端子から取り出せるようにしている。(上述した従来技術については、例えば特許文献1、2参照)
【0003】
図3は、本発明が対象とする消耗電極パルスアーク溶接における溶接電流Iw及び溶接電圧Vwの波形図である。以下、同図を参照して説明する。
【0004】
時刻t1〜t2のピーク立上り期間Tup中は、同図(A)に示すように、ベース電流Ibからピーク電流Ipへと上昇する遷移電流が通電し、同図(B)に示すように、ベース電圧Vbからピーク電圧Vpへと上昇する遷移電圧が電極・母材間に印加する。時刻t2〜t3のピーク期間Tp中は、同図(A)に示すように、溶滴移行させるための大電流値のピーク電流Ipが通電し、同図(B)に示すように、ピーク電圧Vpが電極・母材間に印加する。時刻t3〜t4のピーク立下り期間Tdw中は、同図(A)に示すように、ピーク電流Ipからベース電流Ibへと下降する遷移電流が通電し、同図(B)に示すように、ピーク電圧Vpからベース電圧Vbへと下降する遷移電圧が電極・母材間に印加する。時刻t4〜t5のベース期間Tb中は、同図(A)に示すように、溶滴を成長させないための小電流値のベース電流Ibが通電し、同図(B)に示すように、ベース電圧Vbが電極・母材間に印加する。上記の時刻t1〜t5の期間をパルス周期Tfとして繰り返し溶接が行われる。
【0005】
同図(A)に示すパルス波形の溶接電流Iwを平均化したのが溶接電流平均値Iavであり、同図(B)に示すように、パルス波形の溶接電圧Vwを平均化したのが溶接電圧平均値Vavである。同図において、瞬時的なアーク長はパルス周期Tf中刻々と変化している。しかし、上述した溶接品質に関係するアーク長とは、数周期〜十数周期の平均的なアーク長の変化である。このために、溶接電圧Vwの瞬時値ではなく平均値によってアーク長の平均値の変化を検出している。上記及び下記において単にアーク長と表記したときはアーク長の平均値のことである。瞬時的なアーク長を表記する場合には瞬時的なアーク長と記す。上述したように、この溶接電圧平均値Vavが予め定めた電圧設定値Vsと略等しくなるように溶接電源は出力制御される。この出力制御の方法としては、従来から、上記のパルス周期Tf、ピーク期間Tp、ピーク電流Ip等の少なくとも1つ以上をフィードバック制御によって可変する方法が使用されている。また、上述したように、溶接電圧Vw又は溶接電圧平均値Vavを電圧計に入力し、かつ、溶接電流Iw又は溶接電流平均値Iavを電流計に入力して、それらの表示値によって品質管理が行われる。電圧計及び電流計が瞬時値の平均値を表示するアナログ式でないデジタル式の場合には、溶接電圧平均値Vav及び溶接電流平均値Iavを演算して電圧計及び電流計に入力することになる。
【0006】
パルスアーク溶接では、溶滴移行を円滑にするためにアルゴンガスを主成分とするシールドガスが使用される。例えば、鉄鋼材にはアルゴン80%+炭酸ガス20%の混合ガスが使用され、ステンレス鋼材にはアルゴン98%+酸素2%の混合ガスが使用される。また、アルミニウム材、インコネル材、時にはステンレス鋼材には、アルゴン100%のガス(以下、純アルゴンガスという)が使用される。アルゴンガスを主成分とするガス(以下、アルゴンリッチガスという)をシールドガスとするパルスアーク溶接では、シールドガスに含まれる酸化性成分(上記の炭酸ガス、酸素等)が少ないためにアーク発生部に酸化皮膜を形成する作用が弱い。すなわち、アークによるクリーニング作用によって母材表面の酸化皮膜が除去されると、シールドガスの酸化作用が弱いためにアーク発生中心部には酸化皮膜は存在しない状態になる。他方、アークの陰極点は酸化皮膜のある部分に形成されやすい性質を有するので、陰極点は酸化皮膜を求めてアーク周辺部へと広がることになる。
【0007】
図4は、短絡が発生したときのパルスアーク溶接における溶接電圧Vw及び溶接電圧制限値Vftの波形図である。同図は、シールドガスにアルゴンリッチガスを使用した場合である。パルスアーク溶接では1パルス周期に同期して1回の溶滴移行が行われることが多い。このパルス周波数1/Tfは100〜300Hz程度である。すなわち、1秒間に100〜300回程度の溶滴移行が行われる。通常、この溶滴移行は短絡を伴わずに行われることが多いが、1秒間に十数回程度は短時間の短絡が発生する。同図は、ベース期間中の時刻t1〜t2に短絡が発生した場合である。
【0008】
時刻t1において短絡が発生すると、アークは消滅して瞬時的なアーク長は零となる。その後の時刻t2においてアークは電極直下の母材部分に再発生する。このアーク再発生には大きなエネルギーが必要になる。そのエネルギーをアークに供給するために大きな異常電圧が重畳する。大きなエネルギーが必要な理由は、電極直下の母材表面には上述したように酸化皮膜が存在しないために陰極点を再形成するのに大きなエネルギーが必要なためである。時刻t3において陰極点が酸化皮膜のあるアーク周辺部まで移動したために、エネルギーは必要でなくなり異常電圧は消滅して通常電圧に復帰する。上述した異常電圧は、上述した短絡直後だけでなく、酸化皮膜の状態が不均一で陰極点がふらふらと移動する場合等にも発生する。すなわち、異常電圧は酸化作用の弱いシールドガスを使用する場合に特に顕著となる。したがって、酸化成分を含まない純アルゴンガスを使用する場合には、異常電圧の値は大きく発生頻度も高い。
【0009】
上述したように、溶接品質にとって重要なアーク長とは、パルス周期中の瞬時的なアーク長ではなく、数周期〜十数周期の平均的なアーク長である。上述した異常電圧はアーク長とは関係しない電圧であり、これを除去した平均電圧値がアーク長と比例関係にある電圧値である。特許文献3の発明は、この異常電圧を除去する方法に関するものである。以下、この除去方法について説明する。
【0010】
同図(B)において、点線で示すパルス波形の基準電圧波形Vc及びそれを中心値とする変動範囲±ΔVcを予め設定する。そして、溶接電圧VwがこのVc±ΔVcの範囲外になるときは、異常電圧として除去する。この結果、溶接電圧Vwは溶接電圧制限値Vftとなり、異郷電圧が除去されたアーク長に比例する電圧波形となる。この溶接電圧制限値Vftの平均値を算出して予め定めた電圧設定値と略等しくなるように出力制御することによって、アーク長を適正値に制御することができる。上記の基準電圧波形Vcは、過去数周期〜十数周期にわたる溶接電圧制限値Vftを移動平均することで自動設定することもできる。
【0011】
図5は、パルスアーク溶接中の溶接電圧平均値Vav、溶接電圧制限値の平均値Vfa及び電圧設定値Vsの時間変化図である。同図に示すように、溶接電圧平均値Vavは異常電圧を含む電圧値の平均値であるために変動が大きい。これに対して、溶接電圧制限平均値Vfaは、異常電圧を除去したアーク長と比例する溶接電圧制限値Vftの平均値であるために変動が少ない。そして、溶接電圧制限平均値Vfaは電圧設定値Vsと等しくなるように出力制御されるので、Vfa=Vsとなる。したがって、電圧設定値Vsでアーク長を設定し、溶接電圧制限平均値Vfaによって適正アーク長になるように制御している。
【0012】
【特許文献1】特開平5−200547号公報
【特許文献2】特開平10−314940号公報
【特許文献3】特開2003−311409号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
上述したように、アルゴンリッチガスを使用したパルスアーク溶接では、短絡解除時の陰極点の再形成、酸化皮膜の状態の不均一に起因する陰極点のふらつき等によって、異常電圧が溶接電圧に重畳する。さらに、シールドガスが純アルゴンガスになると、この異常電圧の値が大きくなり、かつ、頻繁に発生するようになる。この異常電圧を含む溶接電圧によって電圧計を表示させると、アーク長とは比例しない値となる。上述したように、電圧計はアーク長を管理する指標として表示しているにもかかわらず、アーク長に比例しない値を表示したのでは意味がない。
【0014】
図6は、純アルゴンガスを使用したステンレス鋼材のパルスアーク溶接における電圧計の表示値のバラツキを測定した図である。同図は、100A−20V(電圧設定値)、150Aー22V及び200A−24Vの3条件でそれそれ5回の溶接を行い、電圧計の表示値と電圧設定値との偏差を図示したものである。電圧計は、通常通り溶接電源の出力端子間の電圧すなわち溶接電圧を入力信号としている。
【0015】
同図から明らかなように、電圧計の表示値は、アーク長を設定する電圧設定値から3〜10Vもズレており、かつ、1回ごとの電圧計の表示値のバラツキも大きい。したがって、電圧計の表示値によってアーク長を管理することはできなかった。
【0016】
ちなみに、電流計の表示すなわち溶接電流平均値は、異常電圧が発生する状態でもその値はほとんど影響されない。その理由は、パルスアーク溶接電源は、通常、定電流制御されているので、異常電圧が発生する状態においても通電する電流値は図3(A)で上述した電流波形と略同一になるからである。したがって、電流計へは溶接電流をシャント抵抗等で検出して入力信号とする通常の方法で何ら問題はない。
【0017】
そこで、本発明では、純アルゴンガスを使用するパルスアーク溶接においてアーク長と略比例する電圧値を電圧計によって表示させることができるパルスアーク溶接電源を提供する。
【課題を解決するための手段】
【0018】
上述した課題を解決するために、本発明は、シールドガスに不活性ガスのみを使用し、ピーク電流及びベース電流からなるパルス波形の溶接電流を通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動範囲内で制限して溶接電圧制限値を算出し、この溶接電圧制限値を平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接電源において、
前記溶接電圧検出値に代えて前記溶接電圧制限値又は前記溶接電圧制限平均値を、溶接電源に配設した電圧計及び/又は外部機器とのインターフェース端子への入力信号とすることを特徴とするパルスアーク溶接電源である。
【発明の効果】
【0019】
本発明に係るパルスアーク溶接電源によれば、溶接電圧を基準電圧波形からの所定変動範囲内に制限して溶接電圧制限値を算出することによって異常電圧を除去することができる。この溶接電圧制限値又はその平均値を電圧計の入力信号とすることによって、アーク長と比例する電圧値を表示することができる。このために、重要な溶接品質であるアーク長の管理を正確に行うことができる。
【発明を実施するための最良の形態】
【0020】
以下、図面を参照して本発明の実施の形態について説明する。
【0021】
図1は、本発明の実施の形態に係るパルスアーク溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
【0022】
電源主回路PMは、商用交流電源(3相200V等)を入力として、後述する電流誤差増幅信号Eiに従って、インバータ制御、チョッパ制御等の出力制御を行い、溶接に適した溶接電圧Vw及び溶接電流Iwを出力する。溶接ワイヤ1は、ワイヤ送給装置の送給ロール5の回転によって溶接トーチ4内を通って送給されて、母材2との間でアーク3が発生する。
【0023】
電圧検出回路VDは、上記の溶接電圧Vwを検出して、溶接電圧検出信号Vdを出力する。基準電圧波形記憶回路VCは、上述したように予め定めた又は移動平均によって自動設定された基準電圧波形を記憶し、後述する経過時間信号Stに対応する中心電圧値信号Vcを出力する。変動範囲設定回路ΔVCは、予め定めた変動範囲信号ΔVcを出力する。制限フィルタ回路FTは、上記の溶接電圧検出信号Vdを入力として、上記の中心電圧値からの変動範囲Vc±ΔVc内に制限して、溶接電圧制限値信号Vftを出力する。平均値算出回路VFAは、上記の溶接電圧制限値信号Vftを入力として平均値を算出し、溶接電圧制限平均値信号Vfaを出力する。
【0024】
電圧設定回路VSは、予め定めた電圧設定信号Vsを出力する。電圧誤差増幅回路EVは、上記の溶接電圧制限平均値信号Vfaと電圧設定信号Vsとの誤差を増幅して、電圧誤差増幅信号Evを出力する。電圧・周波数変換回路V/Fは、上記の電圧誤差増幅信号Evの値に比例した周波数に変換し、その周波数(パルス周期)ごとに短時間Highレベルとなるパルス周期信号Tfを出力する。経過時間計数回路STは、上記のパルス周期信号TfがHighレベルに変化した時点(ピーク立上り期間の開始時点)からの経過時間を計数して、経過時間信号Stを出力する。
【0025】
ピーク電流設定回路IPSは、予め定めたピーク電流設定信号Ipsを出力する。ベース電流設定回路IBSは、予め定めたベース電流設定信号Ibsを出力する。電流制御設定回路ISCは、上記の経過時間信号Stを入力として、ピーク立上り期間Tup中は上記のベース電流設定信号Ibsから上記のピーク電流設定信号Ipsへと上昇する電流制御設定信号Iscを出力し、その後のピーク期間Tp中は上記のピーク電流設定信号Ipsを電流制御設定信号Iscとして出力し、その後のピーク立下り期間Tdw中は上記のピーク電流設定信号Ipsから上記のベース電流設定信号Ibsへと下降する電流制御設定信号Iscを出力し、その後のベース期間Tb中は上記のベース電流設定信号Ibsを電流制御設定信号Iscとして出力する。電流検出回路IDは、上記の溶接電流Iwを検出して、電流検出信号Idを出力する。電流誤差増幅回路EIは、上記の電流制御設定信号Iscと電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。この結果、上記の電流制御設定信号Iscに相当する図3で上述した溶接電流Iwが通電する。
【0026】
電圧計VMは、上記の溶接電圧制限値信号Vftを入力信号として異常電圧を除去したアーク長に比例した電圧値を表示する。また、溶接電圧制限値信号Vftに代えて溶接電圧制限平均値信号Vfaを入力信号としても同様である。さらに、上述したように、溶接電圧制限値信号Vft又は溶接電圧制限平均値信号Vfaを外部機器とのインターフェース端子への入力信号としてもよい。これによって、アーク長と比例する電圧値を、溶接電源又は外部機器に配設された電圧計に表示することができる。したがって、良好な溶接品質を得るために必須なアーク長の管理を正確に行うことができる。
【0027】
図2は、本発明の効果の一例を示す上述した図6に対応する純アルゴンガスを使用したステンレス鋼材のパルスアーク溶接における電圧計の表示値のバラツキを測定した図である。同図は、100A−20V(電圧設定値)、150Aー22V及び200A−24Vの3条件でそれそれ5回の溶接を行い、電圧計の表示値と電圧設定値との偏差を図示したものである。電圧計は、図1で上述したように溶接電圧制限値信号Vftを入力信号としている。
【0028】
同図から明らかなように、電圧計の表示値は、アーク長を設定する電圧設定値と略一致しており、かつ、5回の測定値のバラツキもほとんどない。このように、本発明によれば、アーク長を正確にバラツキなく電圧計によって表示することができる。
【0029】
上記の説明は直流パルスアーク溶接についての場合であるが、交流パルスアーク溶接の場合も同様に本発明を適用することができる。
【0030】
上記においては、酸化作用成分を含まない純アルゴンガスの場合について説明した。しかし、溶接に使用される不活性ガスとして、アルゴンガス以外にもヘリウムガス、アルゴンガスとヘリウムガスとの混合ガス等が一般的に使用される。これらの不活性ガスのみを使用する場合にも、炭酸ガス、酸素等の酸化作用成分を含まないので、上述した実施の形態はそのまま適合する。すなわち、本発明は、純アルゴンガス、純ヘリウムガス、アルゴンガスとヘリウムガスとの混合ガス等の不活性ガスのみをシールドガスに使用するパルスアーク溶接に適用することができる。
【図面の簡単な説明】
【0031】
【図1】本発明の実施の形態に係るパルスアーク溶接電源のブロック図である。
【図2】本発明の効果を説明するための電圧計の表示値と電圧設定値との偏差を示す図である。
【図3】従来技術のパルスアーク溶接の電流・電圧波形図である。
【図4】従来技術における異常電圧が重畳した溶接電圧Vw及び異常電圧を除去した溶接電圧制限値Vftの波形図である。
【図5】従来技術におけるパルスアーク溶接中の溶接電圧平均値Vav、溶接電圧制限平均値Vfa及び電圧設定値Vsの時間変化図である。
【図6】本発明の課題を説明するための電圧計の表示値と電圧設定値との偏差を示す図である。
【符号の説明】
【0032】
1 溶接ワイヤ
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FT 制限フィルタ回路
Iav 溶接電流平均値
Ib ベース電流
IBS ベース電流設定回路
Ibs ベース電流設定信号
ID 電流検出回路
Id 電流検出信号
Ip ピーク電流
IPS ピーク電流設定回路
Ips ピーク電流設定信号
ISC 電流制御設定回路
Isc 電流制御設定信号
Iw 溶接電流
PM 電源主回路
ST 経過時間計数回路
St 経過時間信号
Tb ベース期間
Tdw ピーク立下り期間
Tf パルス周期(信号)
Tp ピーク期間
Tup ピーク立上り期間
V/F 電圧・周波数変換回路
Vav 溶接電圧平均値
Vb ベース電圧
VC 基準電圧波形記憶回路
Vc 基準電圧波形/中心電圧値信号
VD 電圧検出回路
Vd 溶接電圧検出信号
VFA 平均値算出回路
Vfa 溶接電圧制限平均値(信号)
Vft 溶接電圧制限値(信号)
VM 電圧計
Vp ピーク電圧
VS 電圧設定回路
Vs 電圧設定(値/信号)
Vw 溶接電圧
ΔVC 変動範囲設定回路
ΔVc 変動範囲(信号)
【特許請求の範囲】
【請求項1】
シールドガスに不活性ガスのみを使用し、ピーク電流及びベース電流からなるパルス波形の溶接電流を通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動範囲内で制限して溶接電圧制限値を算出し、この溶接電圧制限値を平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接電源において、
前記溶接電圧検出値に代えて前記溶接電圧制限値又は前記溶接電圧制限平均値を、溶接電源に配設した電圧計及び/又は外部機器とのインターフェース端子への入力信号とすることを特徴とするパルスアーク溶接電源。
【請求項1】
シールドガスに不活性ガスのみを使用し、ピーク電流及びベース電流からなるパルス波形の溶接電流を通電すると共に、消耗電極と母材との間のパルス波形の溶接電圧を検出しこの溶接電圧検出値をパルス波形の基準電圧波形からの所定変動範囲内で制限して溶接電圧制限値を算出し、この溶接電圧制限値を平均化した溶接電圧制限平均値が予め定めた電圧設定値と略等しくなるように溶接電源の出力を制御するパルスアーク溶接電源において、
前記溶接電圧検出値に代えて前記溶接電圧制限値又は前記溶接電圧制限平均値を、溶接電源に配設した電圧計及び/又は外部機器とのインターフェース端子への入力信号とすることを特徴とするパルスアーク溶接電源。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−857(P2006−857A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−176322(P2004−176322)
【出願日】平成16年6月15日(2004.6.15)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月15日(2004.6.15)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]