
フタモト式製靴構造
【課題】マッケイ式製法の屈曲性・デザイン性とグッドイヤーウェルト式製法の耐久性・クッション性を兼ね備えた靴の生産において、ミシンを用いた機械式縫着での生産を可能にする。
【解決手段】クッション材5を充填する十分なスペースを中抜きした本底4であって、甲革2を釣り込んだ中底3の外周に沿って直接的に縫着した後、クッション材を充填し、さらに、本底4と他の本底6を共通する外周に沿って縫着することにより底付けする。
【解決手段】クッション材5を充填する十分なスペースを中抜きした本底4であって、甲革2を釣り込んだ中底3の外周に沿って直接的に縫着した後、クッション材を充填し、さらに、本底4と他の本底6を共通する外周に沿って縫着することにより底付けする。
【発明の詳細な説明】
【先行技術文献】
【特許文献】
【特許文献1】特許2908304
【特許文献2】特開2009−291300
【特許文献3】特開2001−299407
【非特許文献】
【非特許文献1】大塚 斌,はきごこち−暮らしのなかの靴−,築地書館,1992/01,ISBN−10:4806756989
【技術分野】
【0001】
本発明は、革靴の本底の形成方法、および機械を用いた中底と本底の縫着法に関するものである。
【背景技術】
【0002】
高級革靴の機械式縫着法には主に、グッドイヤーウェルト製法とマッケイ製法の2つがある。
【グッドイヤーウェルト製法】
【0003】
グッドイヤーウェルト製法では、甲革を介して中底の下面に設けられたリブ(凸状部)を細革に縫着して、この細革を本底に縫着する製靴構造になっている。
【0004】
グッドイヤーウェルト製法で製造される靴の中底としては、例えば、断面T字型等のテープ状に形成された別部材からなるリブを接着剤で中底本体の下面に固着することが行われている。
【マッケイ製法】
【0005】
マッケイ製法では甲革を介して中底と本底を直接的に縫着している。
【背景技術の問題点】
【グッドイヤー・ウェルト製法の問題点】
【0006】
グッドイヤーウェルト製法で製靴される靴の中底は、堅い素材でできているリブを固定して底の形状を整えるので折り曲げ剛性が高くなっており、底の屈曲性に決定的な問題が生じる。
【0007】
ウェルトと本底の縫着にミシンを用いており、本底の土踏まずを絞ろうとした場合、ミシンが甲革に当たり無理が生じることがデザイン上の制約となる。
【0008】
靴木型の底形状を複雑な凹凸で構成した場合、リブとウェルトの縫着にミシンを用いていることからミシンが中底に引っ掛かり靴木型の底形状を十分に再現できず、最初から足なじみの良い中底形状を形成する事が困難である。形状を整えるので折り曲げ剛性が高くなっており、底の屈曲性に決定的な問題が生じる。
【マッケイ製法の問題点】
【0009】
中底と本底を直接的に縫着を施す製法である。そのため、グッドイヤーウェルト製法とは異なり、土踏まず部分を中底と同程度の幅に削り込むことが可能でありデザイン自由度が高い。しかし、底交換修理を行う度に中底にミシンを通す必要があり、1〜2回で中底がミシン穴だらけになり修理不可能になる。
【0010】
構造上クッション性が少なく、歩行時の地面への衝撃が直に足に伝わりやすい。
【ハンドソーンウェルト製法の問題点】
【0011】
なお、前述した問題点を解決する製靴法に、縫着を職人の手技で行うハンドソーンウェルト製法があるが、非特許文献1によれば、機械式縫着法に比べて7倍以上の時間的コストがかかる。
さらに、その実施には熟練した技能が必要。
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明では上記問題点を鑑みた上で、グッドイヤーウェルト式製法とマッケイ式製法、双方の問題点を解決した機械式縫着法を提案する。即ち、以下の通りの利点を持つ靴を提供することを課題とする。
【0013】
十分に厚いクッション材を入れることができ、衝撃が緩衝されるとともにクッション材が履き主の足裏形状に合わせて変形し、足馴染みが良くなる靴
【0014】
グッドイヤーウェルト式製法と同様に何回でも底交換修理が可能である靴
【0015】
堅いリブを用いない構造で、屈曲性がグッドイヤーウェルト式に比べ優れた靴
【0016】
土踏まず部分を大幅に削ることが可能であり、デザイン上の制限がグッドイヤーウェルト式に比べて少ない靴
【0017】
靴型の底形状を忠実に再現できる靴
【0018】
0013〜0017の課題を満たしつつ機械式縫着により、生産コストをハンドソーンウェルト製法に比べて抑えた靴
【課題を解決するための手段】
【0019】
上述した課題を解決するために本発明は以下の特徴を有する。
【0020】
請求項1記載の本発明の本底(4)は、クッション材(5)を詰める十分なスペースを中抜きした形状を有することを特徴とする。
【0021】
請求項2記載の本発明の縫着法式は、本底(4)と中底と甲革を直接的に縫着することを特徴とする。
【0022】
また、請求項1記載の本底をグッドイヤーウェルト製法に見られるウェルトと同じ用途で用いるためにリブが不要である。
【0023】
請求項3記載の本発明の縫着法式は、本発明の本底(4)と他の本底(6)をそれぞれに共通する外周において縫着することを特徴とする。
【本発明の実施形態】
【0024】
以下、図面に示した実施の形態に基づき本発明をさらに詳細に説明する。
【0025】
中底(3)に甲革(2)を吊り込む。ここまでの製靴工程はマッケイ式やグッドイヤーウェルト式と同様である。
【0026】
本底(4)を作成する。先ず、本底(4)をミシンによる出し縫いに耐えうる十分な強度を持つ3〜5mm程度の牛革から切り出す。
【0027】
その時、本発明の本底(4)と他の本底(6)をお互いの外周から数mm程度内側で縫着するためのスペースを十分設けること。
【0028】
また、中底(3)の外周から数mm程度内側で縫着するスペースを、本底(4)に十分確保しつつ中抜きする。
【0029】
ふまず部分に中抜きした余り革を、シャンク(7)として踏まず形状に適合するように切り出し中底(3)とシャンク(7)とを接着材などで仮止めする。
【0030】
さらに、本発明の本底(4)を被せて接着剤などによる仮止めをし、中底(3)の外周から数mm程度内側で、図3の(41)の線において、ミシンにより縫着する。
【0031】
このとき、シャンク(7)を革以外の部材で補強する場合は、縫着線(41)に触れないように十分注意すること。
【0032】
本発明の本底(4)において、縫着糸の内側にある余計な厚革を削ぎ落す。なお、この工程は省略可能である。
【0033】
中底(3)と本発明の本底(4)に凹みができるので、その空間にコルクやフェルト等のクッション材(5)を充填し埋める。
【0034】
中底(3)、本発明の本底(4)、シャンク(7)、他の本底(6)を仮止めし、(4)と(6)に共通する外周から数mm程度内側に、図3の(42)の線において、ミシンで縫着する
【本発明の効果】
【0035】
踏みつけ部において、グッドイヤーウェルト製法同様のクッション性の良さ、足底への適合変形性を確保できる。
【0036】
グッドイヤーウェルト製法同様に、底交換が何度でも可能である。
【0037】
グッドイヤーウェルト製法に見られるリブを用いないために、踏みつけ部においてグッドイヤーウェルト製法以上に屈曲性が向上する。
【0038】
マッケイ製法同様に靴木型の底の凹凸形状を中底に忠実に反映させることが可能である。
【0039】
マッケイ製法同様に、中底に厚い革を用いることができるため、底交換修理時に履き心地が変化しにくい
【0040】
マッケイ製法同様に、踏まず部を大胆に絞ったヴェヴェルドウェストが実現可能であり、同様のデザイン的な自由度を持つ
【0041】
以上の利点を併せ持つ、ハンドソーンウェルト製法と比較して、機械式縫着のため、底付け時間が15%以下である。また、縫着品質の安定に熟練を要しない。
【0042】
さらに、既存の製靴設備での実施が可能。具体的には、マッケイミシンやグッドイヤーウェルト製法用の出し縫いミシンがあれば実施可能。
【図面の簡単な説明】
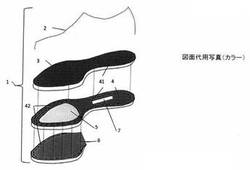
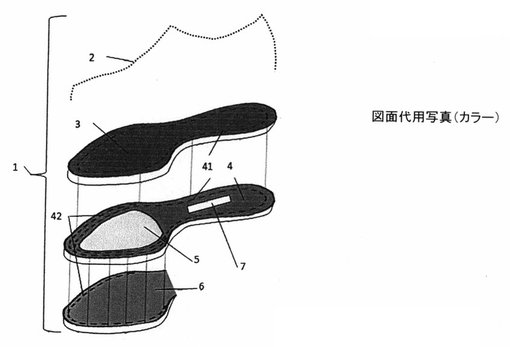
【図1】図1は本発明の実施にかかる中底と本底の縫着法の実施を説明するための分解斜視図である
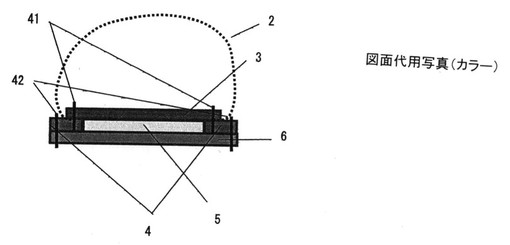
【図2】図2は同実施における靴の断面図である
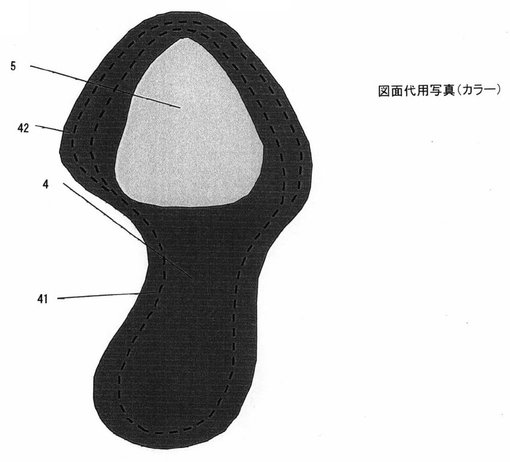
【図3】図3は請求項1に示す本底の形状を説明するための平面図である
【符号の説明】
(1) 全体図
(2) 甲革
(3) 中底
(4) 請求項1の本底
(41) 中底と本底の縫着糸線、または縫着糸そのもの
(42) 本底と半本底の縫着線、または縫着糸そのもの
(5) クッション材
(6) 半本底
(7) シャンク(芯材)
【先行技術文献】
【特許文献】
【特許文献1】特許2908304
【特許文献2】特開2009−291300
【特許文献3】特開2001−299407
【非特許文献】
【非特許文献1】大塚 斌,はきごこち−暮らしのなかの靴−,築地書館,1992/01,ISBN−10:4806756989
【技術分野】
【0001】
本発明は、革靴の本底の形成方法、および機械を用いた中底と本底の縫着法に関するものである。
【背景技術】
【0002】
高級革靴の機械式縫着法には主に、グッドイヤーウェルト製法とマッケイ製法の2つがある。
【グッドイヤーウェルト製法】
【0003】
グッドイヤーウェルト製法では、甲革を介して中底の下面に設けられたリブ(凸状部)を細革に縫着して、この細革を本底に縫着する製靴構造になっている。
【0004】
グッドイヤーウェルト製法で製造される靴の中底としては、例えば、断面T字型等のテープ状に形成された別部材からなるリブを接着剤で中底本体の下面に固着することが行われている。
【マッケイ製法】
【0005】
マッケイ製法では甲革を介して中底と本底を直接的に縫着している。
【背景技術の問題点】
【グッドイヤー・ウェルト製法の問題点】
【0006】
グッドイヤーウェルト製法で製靴される靴の中底は、堅い素材でできているリブを固定して底の形状を整えるので折り曲げ剛性が高くなっており、底の屈曲性に決定的な問題が生じる。
【0007】
ウェルトと本底の縫着にミシンを用いており、本底の土踏まずを絞ろうとした場合、ミシンが甲革に当たり無理が生じることがデザイン上の制約となる。
【0008】
靴木型の底形状を複雑な凹凸で構成した場合、リブとウェルトの縫着にミシンを用いていることからミシンが中底に引っ掛かり靴木型の底形状を十分に再現できず、最初から足なじみの良い中底形状を形成する事が困難である。形状を整えるので折り曲げ剛性が高くなっており、底の屈曲性に決定的な問題が生じる。
【マッケイ製法の問題点】
【0009】
中底と本底を直接的に縫着を施す製法である。そのため、グッドイヤーウェルト製法とは異なり、土踏まず部分を中底と同程度の幅に削り込むことが可能でありデザイン自由度が高い。しかし、底交換修理を行う度に中底にミシンを通す必要があり、1〜2回で中底がミシン穴だらけになり修理不可能になる。
【0010】
構造上クッション性が少なく、歩行時の地面への衝撃が直に足に伝わりやすい。
【ハンドソーンウェルト製法の問題点】
【0011】
なお、前述した問題点を解決する製靴法に、縫着を職人の手技で行うハンドソーンウェルト製法があるが、非特許文献1によれば、機械式縫着法に比べて7倍以上の時間的コストがかかる。
さらに、その実施には熟練した技能が必要。
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明では上記問題点を鑑みた上で、グッドイヤーウェルト式製法とマッケイ式製法、双方の問題点を解決した機械式縫着法を提案する。即ち、以下の通りの利点を持つ靴を提供することを課題とする。
【0013】
十分に厚いクッション材を入れることができ、衝撃が緩衝されるとともにクッション材が履き主の足裏形状に合わせて変形し、足馴染みが良くなる靴
【0014】
グッドイヤーウェルト式製法と同様に何回でも底交換修理が可能である靴
【0015】
堅いリブを用いない構造で、屈曲性がグッドイヤーウェルト式に比べ優れた靴
【0016】
土踏まず部分を大幅に削ることが可能であり、デザイン上の制限がグッドイヤーウェルト式に比べて少ない靴
【0017】
靴型の底形状を忠実に再現できる靴
【0018】
0013〜0017の課題を満たしつつ機械式縫着により、生産コストをハンドソーンウェルト製法に比べて抑えた靴
【課題を解決するための手段】
【0019】
上述した課題を解決するために本発明は以下の特徴を有する。
【0020】
請求項1記載の本発明の本底(4)は、クッション材(5)を詰める十分なスペースを中抜きした形状を有することを特徴とする。
【0021】
請求項2記載の本発明の縫着法式は、本底(4)と中底と甲革を直接的に縫着することを特徴とする。
【0022】
また、請求項1記載の本底をグッドイヤーウェルト製法に見られるウェルトと同じ用途で用いるためにリブが不要である。
【0023】
請求項3記載の本発明の縫着法式は、本発明の本底(4)と他の本底(6)をそれぞれに共通する外周において縫着することを特徴とする。
【本発明の実施形態】
【0024】
以下、図面に示した実施の形態に基づき本発明をさらに詳細に説明する。
【0025】
中底(3)に甲革(2)を吊り込む。ここまでの製靴工程はマッケイ式やグッドイヤーウェルト式と同様である。
【0026】
本底(4)を作成する。先ず、本底(4)をミシンによる出し縫いに耐えうる十分な強度を持つ3〜5mm程度の牛革から切り出す。
【0027】
その時、本発明の本底(4)と他の本底(6)をお互いの外周から数mm程度内側で縫着するためのスペースを十分設けること。
【0028】
また、中底(3)の外周から数mm程度内側で縫着するスペースを、本底(4)に十分確保しつつ中抜きする。
【0029】
ふまず部分に中抜きした余り革を、シャンク(7)として踏まず形状に適合するように切り出し中底(3)とシャンク(7)とを接着材などで仮止めする。
【0030】
さらに、本発明の本底(4)を被せて接着剤などによる仮止めをし、中底(3)の外周から数mm程度内側で、図3の(41)の線において、ミシンにより縫着する。
【0031】
このとき、シャンク(7)を革以外の部材で補強する場合は、縫着線(41)に触れないように十分注意すること。
【0032】
本発明の本底(4)において、縫着糸の内側にある余計な厚革を削ぎ落す。なお、この工程は省略可能である。
【0033】
中底(3)と本発明の本底(4)に凹みができるので、その空間にコルクやフェルト等のクッション材(5)を充填し埋める。
【0034】
中底(3)、本発明の本底(4)、シャンク(7)、他の本底(6)を仮止めし、(4)と(6)に共通する外周から数mm程度内側に、図3の(42)の線において、ミシンで縫着する
【本発明の効果】
【0035】
踏みつけ部において、グッドイヤーウェルト製法同様のクッション性の良さ、足底への適合変形性を確保できる。
【0036】
グッドイヤーウェルト製法同様に、底交換が何度でも可能である。
【0037】
グッドイヤーウェルト製法に見られるリブを用いないために、踏みつけ部においてグッドイヤーウェルト製法以上に屈曲性が向上する。
【0038】
マッケイ製法同様に靴木型の底の凹凸形状を中底に忠実に反映させることが可能である。
【0039】
マッケイ製法同様に、中底に厚い革を用いることができるため、底交換修理時に履き心地が変化しにくい
【0040】
マッケイ製法同様に、踏まず部を大胆に絞ったヴェヴェルドウェストが実現可能であり、同様のデザイン的な自由度を持つ
【0041】
以上の利点を併せ持つ、ハンドソーンウェルト製法と比較して、機械式縫着のため、底付け時間が15%以下である。また、縫着品質の安定に熟練を要しない。
【0042】
さらに、既存の製靴設備での実施が可能。具体的には、マッケイミシンやグッドイヤーウェルト製法用の出し縫いミシンがあれば実施可能。
【図面の簡単な説明】
【図1】図1は本発明の実施にかかる中底と本底の縫着法の実施を説明するための分解斜視図である
【図2】図2は同実施における靴の断面図である
【図3】図3は請求項1に示す本底の形状を説明するための平面図である
【符号の説明】
(1) 全体図
(2) 甲革
(3) 中底
(4) 請求項1の本底
(41) 中底と本底の縫着糸線、または縫着糸そのもの
(42) 本底と半本底の縫着線、または縫着糸そのもの
(5) クッション材
(6) 半本底
(7) シャンク(芯材)
【特許請求の範囲】
【請求項1】
中底と縫着される本底において、中底外周から数ミリ程度内側を中抜きし、クッション材を詰める十分な空間を確保した形状を有することを特徴とする靴の本底
【請求項2】
請求項1に記載された本底にクッション材を充填し、中底と甲革とを、中底の外周より内側において縫着した特徴を有する靴
【請求項3】
請求項目1と請求項2を満たした上で、別の本底を請求項1に記載された本底と共通する外周の内側において縫着した特徴を有する靴
【請求項4】
請求項目1と請求項2を満たした上で、別の本底を接着した特徴を有する靴
【請求項1】
中底と縫着される本底において、中底外周から数ミリ程度内側を中抜きし、クッション材を詰める十分な空間を確保した形状を有することを特徴とする靴の本底
【請求項2】
請求項1に記載された本底にクッション材を充填し、中底と甲革とを、中底の外周より内側において縫着した特徴を有する靴
【請求項3】
請求項目1と請求項2を満たした上で、別の本底を請求項1に記載された本底と共通する外周の内側において縫着した特徴を有する靴
【請求項4】
請求項目1と請求項2を満たした上で、別の本底を接着した特徴を有する靴
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−235066(P2011−235066A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−122048(P2010−122048)
【出願日】平成22年5月12日(2010.5.12)
【出願人】(510148566)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月12日(2010.5.12)
【出願人】(510148566)
【Fターム(参考)】
[ Back to top ]