
ブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法
【課題】熱硬化性粉体接着剤の流動性を改善し、定量供給装置内や搬送経路内における粉体接着剤の詰まりを改善することを課題とする。
【解決手段】熱硬化性接着剤粒子および無機フィラーを、ドライブレンド法で混合することで、前記無機フィラーを前記熱硬化性接着剤粒子の表面に配置させた粉体接着剤により課題を解決する。
【解決手段】熱硬化性接着剤粒子および無機フィラーを、ドライブレンド法で混合することで、前記無機フィラーを前記熱硬化性接着剤粒子の表面に配置させた粉体接着剤により課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法に関し、より詳しくは、特定の粉体接着剤を用いたブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法に関する。
【背景技術】
【0002】
金属板と多孔質材、例えばブレーキパッドのプレッシャープレート(金属板)と摩擦材(多孔質材)を接着する方法としては、熱硬化性の接着剤粒子を静電塗布でプレッシャープレートに付着させ、その熱硬化性接着剤粒子をプレキュアして予備硬化させた状態で、摩擦材を圧着加熱することにより強力に接着する方法がある(特許文献1参照)。この方法によると、プライマーを用いることなく、プレッシャープレートに摩擦材を強力に接着することができる。
【0003】
また、プレッシャープレートの表面にセラミックス皮膜を形成し、皮膜を形成したプレッシャープレートの表面にプライマーを塗布した後に接着剤を塗布し、摩擦材を重ねて熱成形する方法がある(特許文献2参照)。この方法によると、環境負荷が少なく、安定した皮膜生成、接着品質が得られる。
【0004】
これらの方法で用いる熱硬化性粉体接着剤はその流動性が低く、付着性および固結性が高いため、接着剤の定量供給装置内や搬送経路内で詰まったりすることがあり、そのため、設備のメンテナンスに労力がかかり、生産効率が低下する不都合があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−088021号公報
【特許文献2】特開2007−113698号公報
【特許文献3】特開2004−210875号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一方、粉体塗料の分野においては、その流動性を向上させる流動化剤として、解砕処理によりその粒径を制御されたシリカ、アルミナ、チタニア、あるいはそれらの酸化化合物が用いられている(特許文献3参照)。しかしながら、このような無機フィラーを接着剤に混合させることは、接着剤の分野では採用されていなかった。
【0007】
本発明は、上記の事情に鑑みてなされたものであり、熱硬化性粉体接着剤の流動性を改善し、定量供給装置内や搬送経路内における粉体接着剤の詰まりを改善することを課題とする。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を解決すべく鋭意検討を行った。その結果、熱硬化性接着剤粒子に無機フィラーを混合させた粉体接着剤において、無機フィラーを接着剤粒子の表面に配置させるように混合することで、流動性が向上することに加え十分な接着性を有することを見出し、本発明を完成するに至った。
即ち、本発明は下記の構成を有する。
【0009】
熱硬化性接着剤粒子および無機フィラーを混合した粉体接着剤であって、前記無機フィラ
ーと前記熱硬化性接着剤粒子をドライブレンド法で混合することで、前記無機フィラー
を前記熱硬化性接着剤粒子の表面に配置させたことを特徴とする、粉体接着剤。
【0010】
また、前記無機フィラーの混合量が熱硬化性接着剤粒子100質量部に対し0.01〜5質量部であること、および、前記無機フィラーが、酸化ケイ素、酸化アルミニウム及び酸化チタンから選択される1種又は2種以上であることが本発明の好ましい形態である。
【発明の効果】
【0011】
本発明の粉体接着剤は、従来の粉体接着剤と比較して流動性が向上するため、定量供給装置内や搬送経路内における粉体接着剤の詰まりを改善することができる。そのため、設備のメンテナンスに係る労力が低減する。また、詰まりが起こらないことから接着剤の塗布量が安定し、接着に関する信頼性が向上する。
また、本発明の好ましい形態によると、接着剤の摩擦帯電性が上がることで接着剤の塗布量に対する付着量が改善し、生産効率及び材料歩留まりが改善する。
【図面の簡単な説明】
【0012】
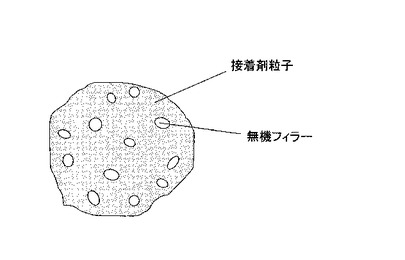
【図1】溶融混練法により熱硬化性接着剤粒子と無機フィラーを複合させたときの、粉体接着剤の断面を表した模式図である。
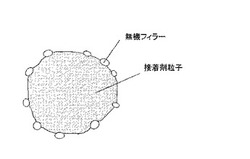
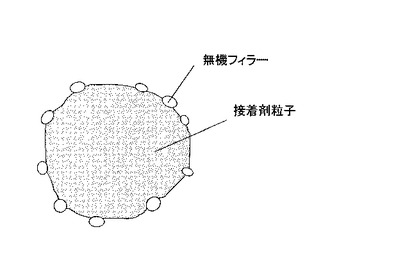
【図2】ドライブレンド法により熱硬化性接着剤粒子と無機フィラーを混合したときの、粉体接着剤の断面を表した模式図である。
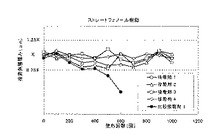
【図3】実施例1〜4及び比較例1の接着剤について、塗布回数に対する塗布後の接着剤層の厚みの変化を示したグラフである。
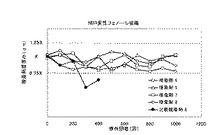
【図4】実施例5〜8及び比較例2の接着剤について、塗布回数に対する塗布後の接着剤層の厚みの変化を示したグラフである。
【発明を実施するための形態】
【0013】
本発明の粉体接着剤は、熱硬化性接着剤粒子および無機フィラーを混合した粉体接着剤である。
熱硬化性接着剤としては、熱可塑性樹脂変性熱硬化性接着剤またはエラストマー変性熱硬化性接着剤を挙げることができる。
【0014】
熱可塑性樹脂変性熱硬化性接着剤としては、ポリビニルブチラール/フェノリック、ポリビニルホルマール/フェノリック、ナイロン/フェノリック、ポリ酢酸ビニル/フェノリック、ポリアミド/エポキシ、アクリル/エポキシ、ポリエステル/エポキシ等が例示できる。
【0015】
また、エラストマー変性熱硬化性接着剤としては、NBR/フェノリック、クロロプレン/フェノリック、シリコーン/フェノリック、ポリウレタン/フェノリック、NBR/エポキシ、ポリウレタン/エポキシ等が例示できる。なお、フェノール樹脂はレゾ−ルまたはヘキサミン含有のノボラックが使用できる。
【0016】
また、粉体接着剤は静電塗布により被塗物に塗布される。静電塗布の方法としては、コロナ帯電方式やトリボ帯電方式を使用することができる。本発明に用いる熱硬化性接着剤粒子は市販されているものを用いることができ、その体積平均径は通常接着剤として用いられる範囲であればよく、15〜45μmのものを用いることが好ましく例示できる。
【0017】
本発明の粉体接着剤に混合させる無機フィラーは、その種類は特段限定されず、酸化ケイ素、酸化アルミニウム、酸化チタン、酸化スズ、酸化亜鉛、酸化ジルコニウム、酸化鉄、酸化マグネシウム、炭酸カルシウム、硫酸バリウムなどが例示できる。このうち、酸化ケイ素、酸化アルミニウム、酸化チタンから選択される1種又は2種以上である場合、特に
酸化アルミニウムを用いると、接着剤の摩擦帯電性が上がることで接着剤の塗布量に対
する付着量が改善し、生産効率及び材料歩留まりが改善するため、好ましい。
【0018】
上記無機フィラーの混合量は通常用いられる混合量であれば特段限定はされず、熱硬化性接着剤粒子100質量部に対し、0.01〜5質量部であることが好ましい。0.01質量部未満の場合には、無機フィラーの混合量が少なすぎて流動化を向上する効果を発揮しない場合がある。また、5質量部以上である場合には、接着剤の接着力が低下してしまう傾向にある。上記混合量は、0.05〜3質量部であることがより好ましく、0.05〜1質量部であることが更に好ましく、0.1〜0.5質量部であることが最も好ましい。
【0019】
上記無機フィラーは、表面処理をしていない親水性のものであっても、表面に疎水性処理を施した疎水性のものであってもよい。疎水性処理に用いる疎水化剤としては、ジメチルジクロロシラン、ヘキサメチルジシラザン、シリコーンオイルなどが用いられる。
【0020】
上記無機フィラーは、気相酸化法や燃焼法などの乾式製造方法により製造しても、沈殿法などの湿式製造方法により製造してもよく、市販されているものを用いることもできる。また、無機フィラーは、その一次粒子の体積平均径が5〜100nmの微粒子であることが、流動性向上の効果を十分に発揮する観点から好ましい。より好ましくは、5〜50nmであり、更に好ましくは、5〜20nmである。微粒子の無機フィラーは通常凝集して二次粒子、または三次粒子の状態で存在するが、本発明においては、ドライブレンドにより凝集体が解砕して接着剤粒子と混合するため、一次粒径で規定している。
【0021】
上記無機フィラーの形状は、針状、柱状、略球状、球状などいずれの形状でも良く、特段の限定はされないが、流動性の観点から、略球状又は球状であることが好ましい。また、結晶質であっても非晶質であってもよいが、安全性の観点から非晶質であることが好ましい。
【0022】
また、本発明の接着剤では、熱硬化性接着剤粒子の体積平均径と無機フィラーの一次粒子の体積平均径の比が100:0.005〜0.5であることが好ましい。後述するように、本発明では、熱硬化性接着剤粒子の表面に無機フィラーが配置することで流動性が向上するが、熱硬化性接着剤粒子の粒径と比較して無機フィラーの粒径が小さすぎると、無機フィラーが容易に接着剤粒子に埋め込まれるため、流動性向上の効果を発揮しにくい傾向にある。より好ましくは、100:0.005〜0.3であり、更に好ましくは100:0.005〜0.1である。
【0023】
本発明の粉体接着剤は、無機フィラーと熱硬化性接着剤粒子をドライブレンド法で混合することで、無機フィラーを熱硬化性接着剤粒子の表面に配置させることを特徴とする。
【0024】
本発明の粉体接着剤は、無機フィラーと熱硬化性接着剤粒子をドライブレンド法で混合することで、無機フィラーが熱硬化性接着剤粒子に完全に埋め込まれることなくその表面に配置され、熱硬化性接着剤粒子同士の接触を抑制し、粉体接着剤の流動性向上の効果を発揮する。無機フィラーが熱硬化性接着剤粒子の表面に配置された状態について、図1及び2により説明する。
【0025】
図1は、無機フィラーと熱硬化性接着剤粒子を溶融混練により複合させた粉体接着剤の断面を表した模式図である。混練により無機フィラーは熱硬化性接着剤粒子に練り込まれ、接着剤粒子内に埋め込まれた状態であり、無機フィラーは接着剤粒子の表面には配置されていない。
【0026】
一方、図2は、無機フィラーと熱硬化性接着剤粒子をドライブレンド法により混合した
粉体接着剤の断面を表した模式図である。ドライブレンドのせん断力により、一部熱硬化性接着剤粒子に埋まっている無機フィラーも存在する場合もあるが、無機フィラーは接着剤粒子の表面に配置されている。本発明においては、無機フィラーが接着剤粒子の表面に完全に埋まっておらず、接着剤粒子の表面から突出している状態であれば、無機フィラーが熱硬化性接着剤粒子の表面に配置されている状態であるとする。
【0027】
上記ドライブレンド法は、ドライブレンダーを用いる方法のほか、手動にて混合する方法でもよい。ドライブレンダーとしては、ヘンシェルミキサー、スーパーミキサー、ハイスピードミキサーなどを用いることができる。
【0028】
ドライブレンダーを用いる場合には、通常ドライブレンドを行う条件を用いることができ、100〜10,000rpmの回転速度で、10sec.〜120min.混合することが挙げられる。具体的には、例えば回転数を700rpmとした場合、15sec.〜60min.混合すればよい。好ましくは、700rpmとした場合、60sec.〜60min.である。また、初期の時点では低速で稼働させ、その後高速で稼働させることもできる。また、あまり高温の条件で行うと、熱硬化性接着剤粒子が融解して無機フィラーが埋め込まれることとなるため、熱硬化性接着剤粒子に含まれる樹脂のガラス転移点以下で混合を行うことが好ましい。
【0029】
本発明の粉体接着剤は、例えば、特開2000−88021号公報に開示の方法に適用することができる。例えば、プレッシャープレートなどの金属板に粉体接着剤を静電塗布し、プレキュアして予備硬化させる工程、及び多孔質材と前記予備硬化させた粉体接着剤を圧着加熱する工程、により接着する方法が挙げられる。
【0030】
以下、実施例により本発明を更に詳しく説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0031】
<実施例1>
熱硬化性接着剤粒子として、ストレートフェノール樹脂(ノボラック型、体積平均径30μm)を用い、無機フィラーとして酸化ケイ素(商品名:アエロジルR972、日本アエロジル株式会社製、一次粒子の体積平均径16nm、疎水性処理品)を用い、ストレートフェノール樹脂100質量部およびアエロジル0.05質量部をヘンシェルミキサーに加え、700rpmで10分間、室温で混合し、接着剤1を得た。
【0032】
<実施例2〜4>
実施例1において、アエロジルR972の混合量を0.5質量部、1.0質量部、3.0質量部とした以外は実施例1と同様に、接着剤2〜4を得た。
【0033】
<実施例5>
熱硬化性樹脂粒子の接着剤として、NBR変性フェノール樹脂(ノボラック型、体積平均径35μm)を用い、無機フィラーとして酸化ケイ素(商品名:アエロジル300、日本アエロジル株式会社製、一次粒子の体積平均径7nm、未処理品)を用い、NBR変性フェノール樹脂100質量部およびアエロジル300 0.05質量部をヘンシェルミキサーに加え、700rpmで10分間混合し、接着剤5を得た。
【0034】
<実施例6〜8>
実施例5において、アエロジル300の混合量を0.5質量部、1.0質量部、3.0質量部とした以外は実施例5と同様に、接着剤6〜8を得た。
【0035】
<実施例9〜12>
実施例1〜4において、無機フィラーとして酸化アルミニウム(商品名:AEROXIDE AluC805、日本アエロジル株式会社製、一次粒子の体積平均径13nm、疎水性処理品)を用いた以外は実施例1〜4と同様に、接着剤9〜12を得た。
【0036】
<実施例13〜16>
実施例5〜8において、無機フィラーとして酸化アルミニウム(商品名:AEROXIDE AluC、日本アエロジル株式会社製、一次粒子の体積平均径13nm、未処理)を用いた以外は実施例5〜8と同様に、接着剤13〜16を得た。
【0037】
<実施例17〜20>
実施例1〜4において、無機フィラーとして酸化チタン(商品名:AEROXIDE P25、日本アエロジル株式会社製、一次粒子の体積平均径21nm、未処理)を用いた以外は実施例1〜4と同様に、接着剤17〜20を得た。
【0038】
<実施例21〜24>
実施例5〜8において、無機フィラーとして酸化チタン(商品名:AEROXIDE NKT90、日本アエロジル株式会社製、一次粒子の体積平均径14nm、疎水性処理品)を用いた以外は実施例5〜8と同様に、接着剤21〜24を得た。
【0039】
<比較例1>
実施例1で用いたストレートフェノール樹脂を、無機フィラーと混合せず比較接着剤1とした。
<比較例2>
実施例2で用いたNBR変性フェノール樹脂を、無機フィラーと混合せず比較接着剤2とした。
【0040】
<塗布安定性評価>
静電塗装機により、特開2000−88021号公報に記載の方法でリン酸鉄処理を施したプレッシャープレートに、上記得られた接着剤1〜24並びに比較接着剤1及び2を塗布した。粉体接着剤の供給は、タンク内の粉体接着剤をエアーにより流動させ、インジェクターによりガンに供給した。その際、インジェクターにおける粉体接着剤の詰まりの有無を確認した。
【0041】
実施例1〜8で得られた接着剤1〜8について、塗布装置はホソカワミクロンワグナー製コロナガンを用い、1,000回塗布を行ったが、インジェクターにおける粉体接着剤の詰まりはなく、塗布することができた。
実施例9〜16で得られた接着剤9〜16について、塗布装置をノードソン製トリボガンに変更し、800回塗布を行ったが、インジェクターにおける粉体接着剤の詰まりはなく、塗布することができた。
実施例17〜24で得られた接着剤17〜24について、塗布装置はホソカワミクロンワグナー製コロナガンを用い、700回塗布を行ったが、インジェクターにおける粉体接着剤の詰まりはなく、塗布することができた。
一方比較接着剤1のストレートフェノール樹脂は、650回で、インジェクターに粉体接着剤が詰まり、塗布することができなくなった。
比較接着剤2のNBR変性フェノール樹脂は、425回で、インジェクターに粉体接着剤が詰まり、塗布することができなくなった。
【0042】
次に、接着剤1〜8、並びに比較接着剤1及び2について、プレッシャープレート上への塗布の回数を重ねる毎に、プレキュア後の接着剤層の厚みがどのように変化するかを確認した。プレキュア後の接着剤層の厚みの設定をXμmとした場合の、厚みの変化を図3
及び図4に示した。
【0043】
その結果、接着剤1〜8を用いた場合には、プレキュア後の接着剤層の厚みが、塗布回数1000回まで厚みの設定値Xμmから25%以内の厚み変動であった。一方、比較接着剤1は、500回に満たない段階で厚み変動が設定値から25%を超え、安定して塗布できなかった。また、比較接着剤2は、300回に満たない段階で厚み変動が設定値から25%を超え、安定して塗布できなかった。
以上の結果から、無機フィラーと混合した粉体接着剤は、詰まりを生じず、安定した塗布が可能となる。
【0044】
<接着性評価>
接着剤1〜24並びに比較接着剤1及び2をプレッシャープレートに塗布し、プレキュアして予備硬化した。下記表1に示す原料を攪拌し、予備成形した予備成形体と、上記予備硬化した接着剤を圧着加熱(熱成形)して接着した。その後、加熱、研磨等の工程を経て、周知の製造方法により摩擦材を製造した。常温にてこの摩擦材のせん断試験(JISD4422準拠)を行い、せん断強度および母材破壊面積を計測した。その結果を表2〜4に示す。
【0045】
【表1】

【0046】
【表2】
【0047】
【表3】
【0048】
【表4】
【0049】
無機フィラーと混合した接着剤1〜24は、無機フィラーを添加していない比較接着剤1および2とせん断強度は同等であった。また、母材破壊面積は、すべて80%を超えており、良好であった。以上の結果により、無機フィラーを接着剤粒子の周囲に配置することで、接着性能を下げることなく流動性を向上させることができた。
【0050】
<塗着効率評価>
接着剤9〜16について、200mm×200mmのアルミ板に、トリボガンを用いてそれぞれ接着剤5gを塗布し、その付着量を測定した。塗着効率を以下の式により求め、評価結果を表5に示す。
塗着効率(%)={付着量(g)/5(g)}×100
【0051】
【表5】
【0052】
以上の結果より、無機フィラーを接着剤粒子周囲に配置することで、塗着効率をあげることができ、生産性を向上させることができた。
【0053】
<実施例25〜32>
実施例1において、アエロジルR972の混合量を5.0質量部とし、ヘンシェルミキサーでの混合時間を、0.25分、0.50分、1.0分、2.0分、5.0分、10分、30分、60分とした以外は実施例1と同様に、接着剤25〜32を得た。
【0054】
<比較例3>
実施例1において、アエロジルR972の混合量を5.0質量部とし、ヘンシェルミキサーを用いず、溶融混練法により混合した以外は、実施例1と同様にして接着剤を得た。溶融混練法は、まず、ストレートフェノール樹脂およびアエロジルをヘンシェルミキサーで700rpm、10分、室温で混合した。その後、溶融混練機(コニーダ)により110℃で溶融混練を行った。混練物を室温まで冷却し、粒子径が30μmとなるよう分級し、比較接着剤3を得た。
【0055】
<流動性評価>
接着剤25〜32並びに比較接着剤1及び3について安息角を測定した。測定結果を表6に示す。また、比較接着剤3について、上記塗布安定性評価を行ったところ、670回の塗布で、インジェクターに粉体接着剤が詰まり、塗布することができなくなった。
【0056】
【表6】
【0057】
以上の結果より、無機フィラーを接着剤粒子周囲に配置することで、安息角が小さくなり、接着剤の流動性が高くなったことが確認できた。また、ドライブレンド法ではなく、溶融混練法により接着剤粒子と無機フィラーを複合した場合には、流動性の向上は見られなかった。
【産業上の利用可能性】
【0058】
本発明の粉体接着剤は、金属板と多孔質材の接着、例えばブレーキパッドのプレッシャープレートと摩擦材との接着剤として利用することができる。また、ドラムブレーキのシュー&ライニングの接着剤として利用することもできる。
【技術分野】
【0001】
本発明はブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法に関し、より詳しくは、特定の粉体接着剤を用いたブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法に関する。
【背景技術】
【0002】
金属板と多孔質材、例えばブレーキパッドのプレッシャープレート(金属板)と摩擦材(多孔質材)を接着する方法としては、熱硬化性の接着剤粒子を静電塗布でプレッシャープレートに付着させ、その熱硬化性接着剤粒子をプレキュアして予備硬化させた状態で、摩擦材を圧着加熱することにより強力に接着する方法がある(特許文献1参照)。この方法によると、プライマーを用いることなく、プレッシャープレートに摩擦材を強力に接着することができる。
【0003】
また、プレッシャープレートの表面にセラミックス皮膜を形成し、皮膜を形成したプレッシャープレートの表面にプライマーを塗布した後に接着剤を塗布し、摩擦材を重ねて熱成形する方法がある(特許文献2参照)。この方法によると、環境負荷が少なく、安定した皮膜生成、接着品質が得られる。
【0004】
これらの方法で用いる熱硬化性粉体接着剤はその流動性が低く、付着性および固結性が高いため、接着剤の定量供給装置内や搬送経路内で詰まったりすることがあり、そのため、設備のメンテナンスに労力がかかり、生産効率が低下する不都合があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−088021号公報
【特許文献2】特開2007−113698号公報
【特許文献3】特開2004−210875号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一方、粉体塗料の分野においては、その流動性を向上させる流動化剤として、解砕処理によりその粒径を制御されたシリカ、アルミナ、チタニア、あるいはそれらの酸化化合物が用いられている(特許文献3参照)。しかしながら、このような無機フィラーを接着剤に混合させることは、接着剤の分野では採用されていなかった。
【0007】
本発明は、上記の事情に鑑みてなされたものであり、熱硬化性粉体接着剤の流動性を改善し、定量供給装置内や搬送経路内における粉体接着剤の詰まりを改善することを課題とする。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を解決すべく鋭意検討を行った。その結果、熱硬化性接着剤粒子に無機フィラーを混合させた粉体接着剤において、無機フィラーを接着剤粒子の表面に配置させるように混合することで、流動性が向上することに加え十分な接着性を有することを見出し、本発明を完成するに至った。
即ち、本発明は下記の構成を有する。
【0009】
熱硬化性接着剤粒子および無機フィラーを混合した粉体接着剤であって、前記無機フィラ
ーと前記熱硬化性接着剤粒子をドライブレンド法で混合することで、前記無機フィラー
を前記熱硬化性接着剤粒子の表面に配置させたことを特徴とする、粉体接着剤。
【0010】
また、前記無機フィラーの混合量が熱硬化性接着剤粒子100質量部に対し0.01〜5質量部であること、および、前記無機フィラーが、酸化ケイ素、酸化アルミニウム及び酸化チタンから選択される1種又は2種以上であることが本発明の好ましい形態である。
【発明の効果】
【0011】
本発明の粉体接着剤は、従来の粉体接着剤と比較して流動性が向上するため、定量供給装置内や搬送経路内における粉体接着剤の詰まりを改善することができる。そのため、設備のメンテナンスに係る労力が低減する。また、詰まりが起こらないことから接着剤の塗布量が安定し、接着に関する信頼性が向上する。
また、本発明の好ましい形態によると、接着剤の摩擦帯電性が上がることで接着剤の塗布量に対する付着量が改善し、生産効率及び材料歩留まりが改善する。
【図面の簡単な説明】
【0012】
【図1】溶融混練法により熱硬化性接着剤粒子と無機フィラーを複合させたときの、粉体接着剤の断面を表した模式図である。
【図2】ドライブレンド法により熱硬化性接着剤粒子と無機フィラーを混合したときの、粉体接着剤の断面を表した模式図である。
【図3】実施例1〜4及び比較例1の接着剤について、塗布回数に対する塗布後の接着剤層の厚みの変化を示したグラフである。
【図4】実施例5〜8及び比較例2の接着剤について、塗布回数に対する塗布後の接着剤層の厚みの変化を示したグラフである。
【発明を実施するための形態】
【0013】
本発明の粉体接着剤は、熱硬化性接着剤粒子および無機フィラーを混合した粉体接着剤である。
熱硬化性接着剤としては、熱可塑性樹脂変性熱硬化性接着剤またはエラストマー変性熱硬化性接着剤を挙げることができる。
【0014】
熱可塑性樹脂変性熱硬化性接着剤としては、ポリビニルブチラール/フェノリック、ポリビニルホルマール/フェノリック、ナイロン/フェノリック、ポリ酢酸ビニル/フェノリック、ポリアミド/エポキシ、アクリル/エポキシ、ポリエステル/エポキシ等が例示できる。
【0015】
また、エラストマー変性熱硬化性接着剤としては、NBR/フェノリック、クロロプレン/フェノリック、シリコーン/フェノリック、ポリウレタン/フェノリック、NBR/エポキシ、ポリウレタン/エポキシ等が例示できる。なお、フェノール樹脂はレゾ−ルまたはヘキサミン含有のノボラックが使用できる。
【0016】
また、粉体接着剤は静電塗布により被塗物に塗布される。静電塗布の方法としては、コロナ帯電方式やトリボ帯電方式を使用することができる。本発明に用いる熱硬化性接着剤粒子は市販されているものを用いることができ、その体積平均径は通常接着剤として用いられる範囲であればよく、15〜45μmのものを用いることが好ましく例示できる。
【0017】
本発明の粉体接着剤に混合させる無機フィラーは、その種類は特段限定されず、酸化ケイ素、酸化アルミニウム、酸化チタン、酸化スズ、酸化亜鉛、酸化ジルコニウム、酸化鉄、酸化マグネシウム、炭酸カルシウム、硫酸バリウムなどが例示できる。このうち、酸化ケイ素、酸化アルミニウム、酸化チタンから選択される1種又は2種以上である場合、特に
酸化アルミニウムを用いると、接着剤の摩擦帯電性が上がることで接着剤の塗布量に対
する付着量が改善し、生産効率及び材料歩留まりが改善するため、好ましい。
【0018】
上記無機フィラーの混合量は通常用いられる混合量であれば特段限定はされず、熱硬化性接着剤粒子100質量部に対し、0.01〜5質量部であることが好ましい。0.01質量部未満の場合には、無機フィラーの混合量が少なすぎて流動化を向上する効果を発揮しない場合がある。また、5質量部以上である場合には、接着剤の接着力が低下してしまう傾向にある。上記混合量は、0.05〜3質量部であることがより好ましく、0.05〜1質量部であることが更に好ましく、0.1〜0.5質量部であることが最も好ましい。
【0019】
上記無機フィラーは、表面処理をしていない親水性のものであっても、表面に疎水性処理を施した疎水性のものであってもよい。疎水性処理に用いる疎水化剤としては、ジメチルジクロロシラン、ヘキサメチルジシラザン、シリコーンオイルなどが用いられる。
【0020】
上記無機フィラーは、気相酸化法や燃焼法などの乾式製造方法により製造しても、沈殿法などの湿式製造方法により製造してもよく、市販されているものを用いることもできる。また、無機フィラーは、その一次粒子の体積平均径が5〜100nmの微粒子であることが、流動性向上の効果を十分に発揮する観点から好ましい。より好ましくは、5〜50nmであり、更に好ましくは、5〜20nmである。微粒子の無機フィラーは通常凝集して二次粒子、または三次粒子の状態で存在するが、本発明においては、ドライブレンドにより凝集体が解砕して接着剤粒子と混合するため、一次粒径で規定している。
【0021】
上記無機フィラーの形状は、針状、柱状、略球状、球状などいずれの形状でも良く、特段の限定はされないが、流動性の観点から、略球状又は球状であることが好ましい。また、結晶質であっても非晶質であってもよいが、安全性の観点から非晶質であることが好ましい。
【0022】
また、本発明の接着剤では、熱硬化性接着剤粒子の体積平均径と無機フィラーの一次粒子の体積平均径の比が100:0.005〜0.5であることが好ましい。後述するように、本発明では、熱硬化性接着剤粒子の表面に無機フィラーが配置することで流動性が向上するが、熱硬化性接着剤粒子の粒径と比較して無機フィラーの粒径が小さすぎると、無機フィラーが容易に接着剤粒子に埋め込まれるため、流動性向上の効果を発揮しにくい傾向にある。より好ましくは、100:0.005〜0.3であり、更に好ましくは100:0.005〜0.1である。
【0023】
本発明の粉体接着剤は、無機フィラーと熱硬化性接着剤粒子をドライブレンド法で混合することで、無機フィラーを熱硬化性接着剤粒子の表面に配置させることを特徴とする。
【0024】
本発明の粉体接着剤は、無機フィラーと熱硬化性接着剤粒子をドライブレンド法で混合することで、無機フィラーが熱硬化性接着剤粒子に完全に埋め込まれることなくその表面に配置され、熱硬化性接着剤粒子同士の接触を抑制し、粉体接着剤の流動性向上の効果を発揮する。無機フィラーが熱硬化性接着剤粒子の表面に配置された状態について、図1及び2により説明する。
【0025】
図1は、無機フィラーと熱硬化性接着剤粒子を溶融混練により複合させた粉体接着剤の断面を表した模式図である。混練により無機フィラーは熱硬化性接着剤粒子に練り込まれ、接着剤粒子内に埋め込まれた状態であり、無機フィラーは接着剤粒子の表面には配置されていない。
【0026】
一方、図2は、無機フィラーと熱硬化性接着剤粒子をドライブレンド法により混合した
粉体接着剤の断面を表した模式図である。ドライブレンドのせん断力により、一部熱硬化性接着剤粒子に埋まっている無機フィラーも存在する場合もあるが、無機フィラーは接着剤粒子の表面に配置されている。本発明においては、無機フィラーが接着剤粒子の表面に完全に埋まっておらず、接着剤粒子の表面から突出している状態であれば、無機フィラーが熱硬化性接着剤粒子の表面に配置されている状態であるとする。
【0027】
上記ドライブレンド法は、ドライブレンダーを用いる方法のほか、手動にて混合する方法でもよい。ドライブレンダーとしては、ヘンシェルミキサー、スーパーミキサー、ハイスピードミキサーなどを用いることができる。
【0028】
ドライブレンダーを用いる場合には、通常ドライブレンドを行う条件を用いることができ、100〜10,000rpmの回転速度で、10sec.〜120min.混合することが挙げられる。具体的には、例えば回転数を700rpmとした場合、15sec.〜60min.混合すればよい。好ましくは、700rpmとした場合、60sec.〜60min.である。また、初期の時点では低速で稼働させ、その後高速で稼働させることもできる。また、あまり高温の条件で行うと、熱硬化性接着剤粒子が融解して無機フィラーが埋め込まれることとなるため、熱硬化性接着剤粒子に含まれる樹脂のガラス転移点以下で混合を行うことが好ましい。
【0029】
本発明の粉体接着剤は、例えば、特開2000−88021号公報に開示の方法に適用することができる。例えば、プレッシャープレートなどの金属板に粉体接着剤を静電塗布し、プレキュアして予備硬化させる工程、及び多孔質材と前記予備硬化させた粉体接着剤を圧着加熱する工程、により接着する方法が挙げられる。
【0030】
以下、実施例により本発明を更に詳しく説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0031】
<実施例1>
熱硬化性接着剤粒子として、ストレートフェノール樹脂(ノボラック型、体積平均径30μm)を用い、無機フィラーとして酸化ケイ素(商品名:アエロジルR972、日本アエロジル株式会社製、一次粒子の体積平均径16nm、疎水性処理品)を用い、ストレートフェノール樹脂100質量部およびアエロジル0.05質量部をヘンシェルミキサーに加え、700rpmで10分間、室温で混合し、接着剤1を得た。
【0032】
<実施例2〜4>
実施例1において、アエロジルR972の混合量を0.5質量部、1.0質量部、3.0質量部とした以外は実施例1と同様に、接着剤2〜4を得た。
【0033】
<実施例5>
熱硬化性樹脂粒子の接着剤として、NBR変性フェノール樹脂(ノボラック型、体積平均径35μm)を用い、無機フィラーとして酸化ケイ素(商品名:アエロジル300、日本アエロジル株式会社製、一次粒子の体積平均径7nm、未処理品)を用い、NBR変性フェノール樹脂100質量部およびアエロジル300 0.05質量部をヘンシェルミキサーに加え、700rpmで10分間混合し、接着剤5を得た。
【0034】
<実施例6〜8>
実施例5において、アエロジル300の混合量を0.5質量部、1.0質量部、3.0質量部とした以外は実施例5と同様に、接着剤6〜8を得た。
【0035】
<実施例9〜12>
実施例1〜4において、無機フィラーとして酸化アルミニウム(商品名:AEROXIDE AluC805、日本アエロジル株式会社製、一次粒子の体積平均径13nm、疎水性処理品)を用いた以外は実施例1〜4と同様に、接着剤9〜12を得た。
【0036】
<実施例13〜16>
実施例5〜8において、無機フィラーとして酸化アルミニウム(商品名:AEROXIDE AluC、日本アエロジル株式会社製、一次粒子の体積平均径13nm、未処理)を用いた以外は実施例5〜8と同様に、接着剤13〜16を得た。
【0037】
<実施例17〜20>
実施例1〜4において、無機フィラーとして酸化チタン(商品名:AEROXIDE P25、日本アエロジル株式会社製、一次粒子の体積平均径21nm、未処理)を用いた以外は実施例1〜4と同様に、接着剤17〜20を得た。
【0038】
<実施例21〜24>
実施例5〜8において、無機フィラーとして酸化チタン(商品名:AEROXIDE NKT90、日本アエロジル株式会社製、一次粒子の体積平均径14nm、疎水性処理品)を用いた以外は実施例5〜8と同様に、接着剤21〜24を得た。
【0039】
<比較例1>
実施例1で用いたストレートフェノール樹脂を、無機フィラーと混合せず比較接着剤1とした。
<比較例2>
実施例2で用いたNBR変性フェノール樹脂を、無機フィラーと混合せず比較接着剤2とした。
【0040】
<塗布安定性評価>
静電塗装機により、特開2000−88021号公報に記載の方法でリン酸鉄処理を施したプレッシャープレートに、上記得られた接着剤1〜24並びに比較接着剤1及び2を塗布した。粉体接着剤の供給は、タンク内の粉体接着剤をエアーにより流動させ、インジェクターによりガンに供給した。その際、インジェクターにおける粉体接着剤の詰まりの有無を確認した。
【0041】
実施例1〜8で得られた接着剤1〜8について、塗布装置はホソカワミクロンワグナー製コロナガンを用い、1,000回塗布を行ったが、インジェクターにおける粉体接着剤の詰まりはなく、塗布することができた。
実施例9〜16で得られた接着剤9〜16について、塗布装置をノードソン製トリボガンに変更し、800回塗布を行ったが、インジェクターにおける粉体接着剤の詰まりはなく、塗布することができた。
実施例17〜24で得られた接着剤17〜24について、塗布装置はホソカワミクロンワグナー製コロナガンを用い、700回塗布を行ったが、インジェクターにおける粉体接着剤の詰まりはなく、塗布することができた。
一方比較接着剤1のストレートフェノール樹脂は、650回で、インジェクターに粉体接着剤が詰まり、塗布することができなくなった。
比較接着剤2のNBR変性フェノール樹脂は、425回で、インジェクターに粉体接着剤が詰まり、塗布することができなくなった。
【0042】
次に、接着剤1〜8、並びに比較接着剤1及び2について、プレッシャープレート上への塗布の回数を重ねる毎に、プレキュア後の接着剤層の厚みがどのように変化するかを確認した。プレキュア後の接着剤層の厚みの設定をXμmとした場合の、厚みの変化を図3
及び図4に示した。
【0043】
その結果、接着剤1〜8を用いた場合には、プレキュア後の接着剤層の厚みが、塗布回数1000回まで厚みの設定値Xμmから25%以内の厚み変動であった。一方、比較接着剤1は、500回に満たない段階で厚み変動が設定値から25%を超え、安定して塗布できなかった。また、比較接着剤2は、300回に満たない段階で厚み変動が設定値から25%を超え、安定して塗布できなかった。
以上の結果から、無機フィラーと混合した粉体接着剤は、詰まりを生じず、安定した塗布が可能となる。
【0044】
<接着性評価>
接着剤1〜24並びに比較接着剤1及び2をプレッシャープレートに塗布し、プレキュアして予備硬化した。下記表1に示す原料を攪拌し、予備成形した予備成形体と、上記予備硬化した接着剤を圧着加熱(熱成形)して接着した。その後、加熱、研磨等の工程を経て、周知の製造方法により摩擦材を製造した。常温にてこの摩擦材のせん断試験(JISD4422準拠)を行い、せん断強度および母材破壊面積を計測した。その結果を表2〜4に示す。
【0045】
【表1】
【0046】
【表2】
【0047】
【表3】
【0048】
【表4】
【0049】
無機フィラーと混合した接着剤1〜24は、無機フィラーを添加していない比較接着剤1および2とせん断強度は同等であった。また、母材破壊面積は、すべて80%を超えており、良好であった。以上の結果により、無機フィラーを接着剤粒子の周囲に配置することで、接着性能を下げることなく流動性を向上させることができた。
【0050】
<塗着効率評価>
接着剤9〜16について、200mm×200mmのアルミ板に、トリボガンを用いてそれぞれ接着剤5gを塗布し、その付着量を測定した。塗着効率を以下の式により求め、評価結果を表5に示す。
塗着効率(%)={付着量(g)/5(g)}×100
【0051】
【表5】
【0052】
以上の結果より、無機フィラーを接着剤粒子周囲に配置することで、塗着効率をあげることができ、生産性を向上させることができた。
【0053】
<実施例25〜32>
実施例1において、アエロジルR972の混合量を5.0質量部とし、ヘンシェルミキサーでの混合時間を、0.25分、0.50分、1.0分、2.0分、5.0分、10分、30分、60分とした以外は実施例1と同様に、接着剤25〜32を得た。
【0054】
<比較例3>
実施例1において、アエロジルR972の混合量を5.0質量部とし、ヘンシェルミキサーを用いず、溶融混練法により混合した以外は、実施例1と同様にして接着剤を得た。溶融混練法は、まず、ストレートフェノール樹脂およびアエロジルをヘンシェルミキサーで700rpm、10分、室温で混合した。その後、溶融混練機(コニーダ)により110℃で溶融混練を行った。混練物を室温まで冷却し、粒子径が30μmとなるよう分級し、比較接着剤3を得た。
【0055】
<流動性評価>
接着剤25〜32並びに比較接着剤1及び3について安息角を測定した。測定結果を表6に示す。また、比較接着剤3について、上記塗布安定性評価を行ったところ、670回の塗布で、インジェクターに粉体接着剤が詰まり、塗布することができなくなった。
【0056】
【表6】
【0057】
以上の結果より、無機フィラーを接着剤粒子周囲に配置することで、安息角が小さくなり、接着剤の流動性が高くなったことが確認できた。また、ドライブレンド法ではなく、溶融混練法により接着剤粒子と無機フィラーを複合した場合には、流動性の向上は見られなかった。
【産業上の利用可能性】
【0058】
本発明の粉体接着剤は、金属板と多孔質材の接着、例えばブレーキパッドのプレッシャープレートと摩擦材との接着剤として利用することができる。また、ドラムブレーキのシュー&ライニングの接着剤として利用することもできる。
【特許請求の範囲】
【請求項1】
粉体接着剤をブレーキパッドのプレッシャープレート/ドラムブレーキのシューに静電塗布し、プレキュアして予備硬化させる工程、およびブレーキパッドの摩擦材/ドラムブレーキのライニングと前記予備硬化させた粉体接着剤を圧着加熱する工程を含むブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法であって、
前記粉体接着剤が、熱硬化性接着剤粒子および無機フィラーをドライブレンド法で混合し、前記無機フィラーを前記熱硬化性接着剤粒子の表面に配置させた粉体接着剤であり、前記無機フィラーの混合量が前記熱硬化性接着剤粒子100質量部に対し0.01〜5質量部であることを特徴とする、ブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法。
【請求項2】
前記無機フィラーが、酸化ケイ素、酸化アルミニウム及び酸化チタンから選択される1種又は2種以上である、請求項1に記載のブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法。
【請求項3】
前記熱硬化性接着剤粒子の体積平均径と前記無機フィラーの一次粒子の体積平均径の比が、100:0.005〜0.5である、請求項1または2に記載のブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法。
【請求項1】
粉体接着剤をブレーキパッドのプレッシャープレート/ドラムブレーキのシューに静電塗布し、プレキュアして予備硬化させる工程、およびブレーキパッドの摩擦材/ドラムブレーキのライニングと前記予備硬化させた粉体接着剤を圧着加熱する工程を含むブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法であって、
前記粉体接着剤が、熱硬化性接着剤粒子および無機フィラーをドライブレンド法で混合し、前記無機フィラーを前記熱硬化性接着剤粒子の表面に配置させた粉体接着剤であり、前記無機フィラーの混合量が前記熱硬化性接着剤粒子100質量部に対し0.01〜5質量部であることを特徴とする、ブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法。
【請求項2】
前記無機フィラーが、酸化ケイ素、酸化アルミニウム及び酸化チタンから選択される1種又は2種以上である、請求項1に記載のブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法。
【請求項3】
前記熱硬化性接着剤粒子の体積平均径と前記無機フィラーの一次粒子の体積平均径の比が、100:0.005〜0.5である、請求項1または2に記載のブレーキパッド/ドラムブレーキのシュー&ライニングの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−108085(P2013−108085A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2013−3132(P2013−3132)
【出願日】平成25年1月11日(2013.1.11)
【分割の表示】特願2009−227034(P2009−227034)の分割
【原出願日】平成21年9月30日(2009.9.30)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成25年1月11日(2013.1.11)
【分割の表示】特願2009−227034(P2009−227034)の分割
【原出願日】平成21年9月30日(2009.9.30)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
【Fターム(参考)】
[ Back to top ]