
ホイスラー型鉄系熱電材料及びその製造方法

【課題】C含有に起因して特性が悪化する問題を解決し、熱電特性に優れたFe2VAl基のホイスラー型熱電材料を提供する。
【解決手段】下記式(1)で表されるFe2VAl基ホイスラー化合物にて熱電材料を構成する。そのホイスラー化合物母材内に不可避的不純物として含まれるCは0.15質量%以下とし、またC+O+Nは0.30質量%以下とする。(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)但し、M1は3d,4d,5d遷移金属元素(Feを除く)からなる群から選ばれた1種以上の元素、M2は3d,4d,5d遷移金属元素(Vを除く)からなる群から選ばれた1種以上の元素、M3はIIIb(Alを除く),IVb(但しCを除く),Vb(但しNを除く)族元素からなる群から選ばれた1種以上の元素で、a≦0.2,b≦0.4,c≦0.4,|x|≦0.2,|y|≦0.2である。
【解決手段】下記式(1)で表されるFe2VAl基ホイスラー化合物にて熱電材料を構成する。そのホイスラー化合物母材内に不可避的不純物として含まれるCは0.15質量%以下とし、またC+O+Nは0.30質量%以下とする。(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)但し、M1は3d,4d,5d遷移金属元素(Feを除く)からなる群から選ばれた1種以上の元素、M2は3d,4d,5d遷移金属元素(Vを除く)からなる群から選ばれた1種以上の元素、M3はIIIb(Alを除く),IVb(但しCを除く),Vb(但しNを除く)族元素からなる群から選ばれた1種以上の元素で、a≦0.2,b≦0.4,c≦0.4,|x|≦0.2,|y|≦0.2である。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、Fe2VAl基ホイスラー化合物にて構成されるホイスラー型鉄系熱電材料及びその製造方法に関する。
【背景技術】
【0002】
熱電材料(熱電変換材料)は熱エネルギーを電気エネルギーに(若しくはその逆に)変換する機能を持った材料で、この熱電材料に温度差を与えると高温部と低温部との間にゼーべック効果にて電位差(電圧)を生ぜしめる。
従って熱電材料に温度差を与えることで電力を得ることができる。
【0003】
熱電材料を用いた熱電発電では、火力発電所でタービンを回して発電するのと異なって直接熱エネルギーを電気エネルギーに変換することができ、工場や自動車等から個々に出る廃熱を有効利用して発電することができ、またこの熱電発電では発電機等の可動部分を要しないので騒音や振動を生ぜしめず、メンテナンスフリーであり、更に200℃以下の低い温度でも発電が可能である等の利点を有することから将来への期待が高まっている。
【0004】
従来、熱電材料にはBi-Te系等の化合物半導体,Co系酸化物セラミックス,Co-Sb系等のスクッテルダイト化合物,Zr-Ni-Sn等のハーフホイスラー化合物,Fe2VAl等のホイスラー化合物(Fe2VAl基合金)等が知られており、その熱電物性はゼーベック係数S,電気抵抗率ρ,熱伝導率κからなる性能指数Z=S2/ρκで表される。この性能指数Zが大きいほどエネルギー変換効率の高い有利な材料となる。
【0005】
ここでゼーべック係数Sは、単位温度差(1Kの温度差)当り発生する熱起電力の大きさを表す。ゼーべック係数は電子がキャリアの場合には負(n型)、正孔がキャリアの場合には正(p型)となる。p型とn型の熱電材料の両端部を導電材料で繋げると熱電素子となる。p型とn型の熱電材料の組合せでは、ゼーべック係数の符号が逆となるので発生する起電力は大きくなる。
上記性能指数のうちS2/ρは出力因子(パワーファクターP.F.)で、熱電材料として取出し得る最大電力の指標となる。
【0006】
現在、300℃程度までの熱電材料ではBi-Te系熱電材料が優れているが、このBi-Te系熱電材料の場合、Teが希少且つ高価な元素であり、製造コストが高くなる上に有害元素であるため、限られた部位にしか使用されていないのが実情である。
そこでBi-Te系熱電材料の代替として、有害且つ希少元素を含まず、資源的な制約の少ない鉄系熱電材料として、比較的安価な元素で構成されたFe2VAl基ホイスラー化合物が注目されている。
【0007】
Fe2VAlはFe,V,Alを他の元素で部分置換することで価電子濃度を制御することができる。Fe2VAlは化学式当りの総価電子数が24で1原子当りの平均価電子数、つまり価電子濃度は6であるが、Fe,V,Alを他の元素で部分置換することで価電子濃度を6よりも大きくし(この場合にはn型の熱電材料となる)、或いは逆に6よりも小さくする(この場合にはp型の熱電材料となる)ことができる。
また置換する元素を異ならせたり置換量を変えることで価電子濃度を種々に変化させ制御することができる。
Fe2VAl基ホイスラー化合物は、このような元素の部分置換やその組成を化学量論組成からずらすことによって、室温においてBi-Te系熱電材料に匹敵する出力因子を示し、低温における熱電材料の候補として期待されている。
【0008】
このFe2VAl基のホイスラー型鉄系熱電材料の製造方法として、従来、鋳造法による製造方法が知られている。
例えば下記特許文献1,特許文献2に鋳造方法によりFe2VAl基のホイスラー型鉄系熱電材料を製造する点が開示されている。
【0009】
鋳造法は、熱電材料を直接製造することができるが偏析が大きいため、偏析除去のための鋳造後の均質化熱処理が必要で且つ処理に時間を要し、また粒界が単純な直線形状且つ大きくなるために、粒界脆性を呈して粒界破断を起し易く、粒界破断に起因して加工・成形工程における歩留りが低下してしまう問題がある。
更に材料が硬質の材料であるために、研削・切断の際に長時間を要することが問題となる。
【0010】
他の製造方法として、通電焼結(SPS:放電プラズマ焼結)による方法も従来知られている。
例えば下記特許文献3に、通電焼結による製造方法が開示されている。
この通電焼結では、一対のパンチ型をダイス型内部に挿入して熱電材料の粉末を加圧し、その加圧状態でパンチ電極間にパルス電流を流し、粉末を数分程度の短時間で焼結する。
【0011】
この通電焼結による方法は、短時間で粉末の焼結を終えることができる特徴を有するが、一方で焼結を短時間で行うために、更にはダイス型やパンチ型等の型のロットの違いや使用回数等により、焼結温度がばらつき易いためロット間で焼結状態にばらつきが生じるといった問題がある。
【0012】
以上の外、Fe2VAl基のホイスラー型鉄系熱電材料の製造方法として、Fe2VAl基ホイスラー化合物の粉末を冷間プレスして一旦圧粉体となし、その圧粉体を無加圧焼結・ホットプレス等の手段にて焼結することが考えられる。
ここで粉末を冷間プレスにて圧粉体とする際、通常は粉末に有機バインダを加えて混合し、その状態で粉末を冷間プレスする。そのようにしないと、圧粉体を良好な成形形状で得られないことによる。
【0013】
しかしながら、本発明者がこのようにして粉末を冷間プレスし、圧粉体とした後に焼結処理を行ってFe2VAl基のホイスラー型鉄系熱電材料を製造したところ、得られた熱電材料は特性の悪いものであった。
【0014】
そこでその特性悪化の原因を探るべく、得られた熱電材料を調べたところ、熱電材料中に、詳しくはFe2VAlホイスラー化合物母材内部に多くのCが含有されていること、またその多量のC含有によって炭化物が多く生成していることが認められた。
このホイスラー化合物母材内に含有された多くのC及び炭化物は、冷間プレス成形に際して粉末に加えた有機バインダに由来するものであることも併せて判明した。
熱電材料の特性の悪化は、Fe2VAl基ホイスラー化合物母材内に多く含まれたCによるものと考えられる。
【0015】
特許文献1,特許文献2には、Cを有用な成分として捉え、これを熱電材料中に積極的に添加する点が記載されている。
これら特許文献1,特許文献2に記載のものでは、このようにCを積極的に添加することで炭化物がマトリックス中に分散し、そのことによって熱電材料の電気抵抗率が低下し、これにより熱電特性が向上するとしている。
【0016】
ところで、CはIVb族に属する元素であるものの、同じくIVb族に属する元素であるSiやGe等がFe2VAlのAlと一部置換することのできる置換型の元素であるのと異なって、Cの場合には侵入型の元素で置換型の元素ではなく、Alと置換する能力を有しないため、SiやGe等のように置換によってFe2VAlの電子濃度に影響を与える有用な元素とはならない。
【0017】
却ってCは、Fe2VAlのVや、Vの一部と置換したTi等と炭化物を形成することで、ホイスラー型原子配列を成しているVやTi等を、その正規の配列位置から除いて(抜いて)しまう。言わばV等を食ってしまう。このためFe2VAlの組成が狙いとする組成からずれてしまう。
そしてそのことが、Cを多く含有することによって、得られた熱電材料の特性が悪化したものと考えられる。
【0018】
尚、上記の通電焼結に用いられる通電焼結装置は、従来ダイス型,パンチ型として黒鉛が用いられており、従ってこのような黒鉛の型を用いて通電焼結をする場合においても、Fe2VAl基ホイスラー化合物母材(合金母材)内部にCが含有されてしまう可能性があり、その場合においても熱電材料の特性は悪化してしまう。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】特開2007−227755号公報
【特許文献2】特開2007−227756号公報
【特許文献3】特開2008−21982号公報
【発明の概要】
【発明が解決しようとする課題】
【0020】
本発明は以上のような事情を背景とし、C含有に起因して熱電材料の特性が悪化する問題を解決し、熱電特性に優れたFe2VAl基のホイスラー型熱電材料を提供すること、及びその熱電特性に優れたFe2VAl基のホイスラー型熱電材料を短い時間で且つ安価で歩留り良く製造することのできる製造方法を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0021】
而して請求項1は熱電材料に関するもので、下記式(1)で表されるFe2VAl基ホイスラー化合物にて構成され、該ホイスラー化合物の母材内に不可避的不純物として含まれるCが0.15質量%以下で、C+O+Nが0.30質量%以下に規制されて成ることを特徴とする。
(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)
但し、M1は3d,4d,5d遷移金属元素(Feを除く)からなる群から選ばれた1種以上の元素、M2は3d,4d,5d遷移金属元素(Vを除く)からなる群から選ばれた1種以上の元素、M3はIIIb(Alを除く),IVb(但しCを除く),Vb(但しNを除く)族元素からなる群から選ばれた1種以上の元素で、a≦0.2,b≦0.4,c≦0.4,|x|≦0.2,|y|≦0.2である。
【0022】
請求項2は熱電材料の製造方法に関するもので、前記M1がCo,Ni,Cuからなる群から選ばれた1種以上の元素、前記M2がTi,Zr,Ta,Cr,Mn,Mo,Wからなる群から選ばれた1種以上の元素、前記M3がSi,Ga,Ge,Sn,Sbからなる群から選ばれた1種以上の元素、であることを特徴とする。
【0023】
請求項3は、請求項1,2の何れかに記載のホイスラー型鉄系熱電材料の製造方法であって、前記式(1)で表されるFe2VAl基ホイスラー化合物が得られるように配合された原料を溶解する溶解工程と、該溶解により得られた溶湯を急冷凝固し、粉末を製造する粉末製造工程と、該粉末を冷間プレスして圧粉体を得る冷間プレス工程と、該圧粉体を焼結させる焼結工程と、を含み、前記冷間プレス工程では、有機バインダ無添加で若しくは粉末基準で該有機バインダを0.2質量%以下の小量加えて粉末を冷間プレスすることを特徴とする。
【0024】
請求項4は、請求項3において、前記冷間プレス工程では、ダイスの孔内に一対のパンチを互いに対向する状態に挿入し、該一対のパンチの相対接近運動により該ダイスの孔内に装填した前記粉末を圧粉し、仮成形した後に仮成形体である圧粉体を脱型するようにし、該脱型の工程では、前記一対のパンチにより前記圧粉体を挟み付け、該圧粉体に残圧を付与した状態で、該圧粉体が該ダイスの前記孔から抜け出る位置まで該ダイスを前記パンチに沿って相対移動させ、その後において該パンチから該圧粉体を取り出すことを特徴とする。
【0025】
請求項5は、請求項3,4の何れかにおいて、前記冷間プレス工程に先立って、粉末を異形状化するための機械粉砕を行うことを特徴とする。
【発明の作用・効果】
【0026】
以上のように本発明は、Fe2VAl基ホイスラー化合物母材内に含まれるCが、Fe2VAl基ホイスラー化合物における結晶構造の骨格をなすV等の元素と結合して、これを結晶構造の定位置から除いてしまい、Fe2VAlの組成を狙いの組成からずれた組成として、熱電材料の熱電特性を悪化させてしまうとの知見の下に、ホイスラー化合物母材内のCを0.15%(質量%、以下同様)以下の微量に規制したものである。
【0027】
本発明では、また、Fe2VAl基ホイスラー化合物母材内に含有されるC,O,Nを合計量で0.30%以下の微量とする。
O,NもまたFe2VAl基ホイスラー化合物におけるV,Al或いはそれらの置換元素と結合して母相成分を変化させ、熱電特性を悪化させる。
そこで本発明では、C単独の規制と併せてC,O,Nの合計量を0.30質量%以下の微量に規制する。
これにより、後に明らかにされるようにFe2VAl基のホイスラー型熱電材料の熱電特性を従来に増して高めることができる。
【0028】
本発明では、Fe2VAl基ホイスラー化合物(合金)として以下を対象とする。
(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)
ここでM1はFeを置換する元素で、3d,4d,5d遷移金属元素(Feを除く)から成る群から選ばれた1種以上の元素であり、式中a≦0.2である。
M2はVを置換する元素で、3d,4d,5d遷移金属元素(Vを除く)の群から選ばれた1種以上の元素であり、式中b≦0.4である。
M3はAlを置換する元素で、IIIb(Alを除く),IVb(Cを除く),Vb(Nを除く)族元素から成る群から選ばれた1種以上の元素であり、式中c≦0.4である。
【0029】
これらの元素を置換して下記の式(2)で示される価電子濃度を制御することで、ホイスラー化合物の熱電材料のゼーベック係数を制御することができる。
(価電子濃度)=Σ[(元素のモル分率)×(価電子数)]・・・式(2)
式(1)中添え字のxおよびyは化学量論組成からのずれを示す。ホイスラー化合物はある程度化学量論組成から外れてもその構造を保つことができ、高いゼーベック係数を保つことができる。
本発明に係る熱電材料では、|x|および|y|を増やすことにより材料に軟化および延性を持たせることができ、材料の焼結および成形を容易にすることができる。
但し|x|および|y|が高すぎるとホイスラー構造が不安定になり、ゼーベック係数が低下するので|x|,|y|は何れも0.2以下とする。
【0030】
元素置換によりゼーベック係数の絶対値を大きくできること、電気抵抗率、熱伝導度を抑制できること、特に重元素を添加することで熱伝導率を著しく抑制できることは知られている(例えば特開平2004−253618に開示)。このため原料コストのかからない元素を添加することは、熱電特性の向上に有効である。
【0031】
Fe2VAlのFeサイトに置換する元素M1としては、上記に示した元素の内Co,Ni,Cuからなる群から選ばれた1以上の元素が好ましい。
これら元素Co,Ni,Cuは何れも周期表でFeよりも右側にある元素で、Feサイトの一部をこれら元素で置換すると合金全体の総価電指数が増加し、キャリアに占める電子の割合が増加してゼーペック係数は負の値を示すようになる。
これらの元素は何れも原材料コストをさほど上げることなく効果的にゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
【0032】
Vサイトに置換する元素M2としては、上記に示した元素の内Ti,Zr,Ta,Cr,Mn,Mo,Wからなる群から選ばれた何れか1以上の元素であることが望ましい。
このうちTiとZrは周期表でVよりも左側にある元素で、これらでVを部分置換すると総価電子数は減少し、キャリアに占める正孔の割合が増加してゼーベック係数は正の値を示すようになる。またCr,Mn,Mo,WはVよりも右側にある元素で、置換によりゼーべック係数は負の値を示すようになる。
これら置換元素のうちTi,Cr,Mnはいずれも原材料コストを下げ、かつゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
また、それ以外の元素は原材料コストをさほど上げることなく効果的にゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
【0033】
Alに置換する元素M3としては、上記に示した元素の内Si,Ga,Ge,Sn,Sbからなる群から選ばれた1以上の元素が望ましい。
このうちSi,Ge,Sn,Sbは電子の割合が増加してゼーベック係数は負の値を示すようになる。
Siは原材料コストを下げ、かつゼーベック係数を増大させあるいは電気抵抗率および熱伝導率を減少させる作用がある。
また、それ以外の元素は原材料コストをさほど上げることなく効果的にゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
【0034】
Fe2VAlの化学量論組成では、(価電子濃度)=[(Feのモル分率=0.5)×(Feの価電子数8)+(Vのモル分率=0.25)×(Vの価電子数3)+(Alのモル分率=0.25)×(Alの価電子数5)]=6であり、p型とn型の境界であるためゼーベック係数は低い。
高い熱電特性を得るには価電子濃度が6からわずかに大きい、若しくは小さい必要があるため、Feを置換する元素の量a、Vを置換する元素の量b、Alを置換する元素の量cのうち、少なくとも1つ以上は0より大きいことが好ましく、より好ましくは0.004以上である。
但し価電子濃度が6から大きくずれるとゼーベック係数は低下するため、置換最大量はaが0.2以下、bおよびcが0.4以下であることが必要である。
【0035】
次に請求項1,請求項2の熱電材料を製造する請求項3の製造方法では、上記式(1)で表されるFe2VAl基ホイスラー化合物が得られるように配合された原料を溶解する溶解工程と、溶解により得られた溶湯を急冷凝固し、粉末を製造する粉末製造工程と、得られた粉末を冷間プレスして圧粉体を得る冷間プレス工程と、圧粉体を焼結させる焼結工程と、を含んで熱電材料を製造する。
そして冷間プレス工程では、有機バインダ無添加で若しくは0.2質量%以下の小量添加の下で粉末を冷間プレスする。
【0036】
このように粉末を冷間プレスするに際し、粉末に対し有機バインダを無添加とするか、若しくは添加するとしても0.2質量%以下の小量とすることで、粉末を焼結して成る熱電材料、詳しくはFe2VAl基ホイスラー化合物母材内のCを0.15%以下の微量とし易くなる。
併せてNもまた含有量を微量とし、C,O,Nの合計量を0.30%以下の微量とし易くなる。
かかる請求項3の製造方法によれば、従来の鋳造方法による製造方法に比べて、歩留り高く、安価に熱電材料を製造することができる。また短時間にて熱電材料を製造することが可能となる。
尚、有機バインダとしてはPVB(ポリビニルブチノール)で代表されるポリビニル系樹脂の他にアクリル系樹脂,エポキシ系樹脂,ポリイミド樹脂,シリコーン樹脂等を用いることができる。
【0037】
この請求項3の製造方法において、原料及び溶解工程における溶解方法は特に限定されないが、溶解に際しては不純物元素量の増加を防ぐために、0.1気圧以下の減圧、真空又は不活性雰囲気下若しくは溶湯が直接大気に触れない処理の下で行うのが好ましい。
【0038】
溶解工程の後の粉末製造工程において、粉末化の手段としては溶湯を水冷銅ロール上に注湯して急冷により合金箔片を作成し、その後これを粉砕して粉末とする方法や、溶湯をノズルから流出させて溶湯流にガス噴霧、例えば窒素,アルゴン,ヘリウムの何れか1種若しくは2種以上による高圧ガス噴射を行い、溶湯を粉末化するガスアトマイズ法、或いは溶湯に対して水流ジェットを作用させて粉末化する水アトマイズ法その他の方法を用いることができる。
【0039】
ここで水アトマイズ法の場合、得られた粉末の形状は上記の冷間プレスによる仮成形に適した異形状粉であり、粉末を異形状化するための機械粉砕の工程を省くことができ、従ってその機械粉砕に起因して粉末中に含有される不純物の低減及び製造コスト削減が可能である利点がある。
【0040】
一方で粉末化の過程で粉末中にO,N等の不純物が含有され易い。この場合、噴霧においてガスとの併用や、回収において低温乾燥を実施する等により、粉末表面の不純物を低減するようになすことが好ましい。
【0041】
これら種々の粉末化の手段のうち不純物元素の付着を抑制できる観点でガスアトマイズ法が特に好適である。
ここでガスアトマイズ法にて溶湯を粉末化した場合にO,Nの不純物含有を少なくすることのできる理由は、ガス中の活性な酸素の量を低くでき、また回収まで乾燥雰囲気で冷却可能且つ回収後に乾燥等の工程が不要であることによる。
【0042】
請求項3の製造方法では、粉末製造工程の後において粉末を冷間プレスして仮成形し、圧粉体を得る冷間プレス工程を行う。
後の焼結工程に先立って、このような冷間プレス工程を行うことの意味は次の点にある。
例えば焼結をホットプレスにて行うにしても、無加圧焼結を行うにしても、予め圧粉体としておくことで製造ラインでのハンドリングがし易くなる。
またホットプレスにて焼結を行う際、粉末ままでは加熱状態の型に直接粉末を入れるのが技術的に困難であり、更に粉末を入れてから加熱されるまでのエネルギーと時間のロスが大きい。
一方無加圧焼結を行う場合、粉末ままでは活性な表面が型や雰囲気と長時間触れることから不純物の混入を招いてしまう。更に粉末ままで無加圧焼結すると変寸量が大きいが、予め圧粉体とし密度を高めた上で燒結することで変寸量を低減することができる。また、短時間で焼結が進行する。
【0043】
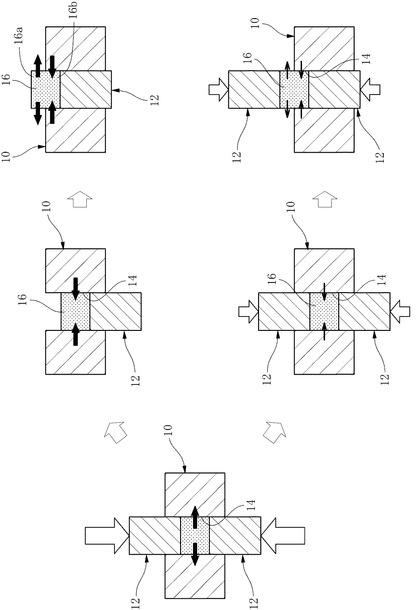
冷間プレスの方法としては様々な方法を用い得るが、ここでは図1に示す方法を用いるのが好適である。
図1において、10はダイス型,12はダイス型10の孔14内に互いに図中上下逆向きに挿入された一対のパンチ型である。
この図1に示す冷間プレス成形では、図中上側のパンチ型12を上方に後退させた状態で、ダイス型10の孔14内に粉末を装填し、その後上側のパンチ型12を下向きに移動させて、ダイス型10の孔14内で一対のパンチ型12によって粉末を図中上下方向に圧縮し、粉末を仮成形体としての圧粉体16とする。
【0044】
圧粉体16を成形した後の脱型工程では、通常は、図1の上段に示すように先ず一対のパンチ型12の一方、ここでは上側のパンチ型12を図中上方に後退移動させて、ダイス型10の孔14内から抜き出しておき、その後ダイス型10を下側のパンチ型12に対して図中下方に相対移動させて、圧粉体16を孔14内から取り出す。
【0045】
このとき、予め粉末に十分な量で有機バインダが加えられていた場合、即ち粉末が有機バインダにて十分に結合された状態にあるときには、圧粉体16の脱型に際して圧粉体16に割れが発生するといったことを防ぐことができるが、有機バインダが無添加か、或いは添加してあってもその量が小量である場合には、脱型に際して圧粉体16に割れが生じ易い。
【0046】
詳しくは、一対のパンチ型12にて粉末を所定の加圧力(荷重)で加圧したとき、その加圧によってダイス型10が孔14を拡げる方向に変形を生じる。
そのため、一方のパンチ型12を後退させて加圧力を除いたとき即ち除荷したときに、ダイス型10がスプリングバックを起して孔14を小さくする方向にダイス型10が収縮変形する。
【0047】
従ってその状態でダイス型10を相対的に移動させたとき、図1の上段右図に示しているように、圧粉体16の一部(図中上部16a)がダイス型10から露出してダイス型10による圧力から開放されると、圧粉体16の、ダイス型10から露出し圧力開放された上部16aが拡張しようとする。
【0048】
一方ダイス型10の内部に収まっている下部16bは、依然としてダイス型10の収縮方向に加圧されているため、ダイス型10から露出した上部16aと、ダイス型10内に収まっている下部16bとの境界部に大きな歪,応力が発生し、圧粉体16がその境界部でパンチ型12によるプレス方向と直角を成す面に割れを生じてしまう。
【0049】
そこでこのような冷間プレスを行うに際して、図1の下段に示すように圧粉体16を脱型する際、一対のパンチ型12にて圧粉体16を挟み込み、これを一定の加圧状態としておく。即ち圧粉体16に対して残圧を付与しておく。
そしてその状態でダイス型10をパンチ型12に対して相対移動させ、圧粉体16をダイス型10から露出させるようにする。
そしてその後において、パンチ型12を離間方向に移動させ、圧粉体16を脱型するようにすると良い。
【0050】
この請求項4の方法に従って圧粉体16を脱型するようにすれば、一対のパンチ型12による圧粉体16の加圧により、ダイス型10が元に戻ろうとする力即ちダイス型10の収縮方向の力を抑制することができる。
【0051】
従ってその後ダイス型10をパンチ型12に対し相対移動させ、圧粉体16をダイス型10から一部露出させた状態としても、圧粉体16における上部16aと下部16bとの境界部で大きな歪み及び応力が生じるのを抑制でき、従って粉末に有機バインダが添加されていなかったり、或いは添加量が少なかった場合であっても、脱型に際して圧粉体16が割れを生じるのを有効に防ぐことが可能となる。
【0052】
以上のように圧粉体16に対して残圧をかける理由は、冷間プレスにより拡張したダイス型10の孔14が、加圧力の消失により収縮し、その際に生ずる収縮圧力に対して抵抗するためであるが、その残圧が大き過ぎるとダイス型10との摩擦力が大きくなり過ぎて、ダイス型10を円滑に移動及びパンチ型12から引き抜けなくなる。
一方で残圧が小さ過ぎるとダイス型10の収縮圧力に抵抗できなくなり、圧粉体16に割れを生ぜしめてしまう。
従ってその残圧の強さは適当な強さとしておくことが望ましい。ここでは粉末を圧縮し圧粉体とする際のプレス荷重の0.1〜30%の残圧をかけるようにしておくのが好適である。
【0053】
残圧がその下限値よりも低過ぎると圧粉体16にプレス方向と垂直方向に割れが発生し、焼結後の熱電材料の特性を不安定にし、また欠陥品の増加を招く。
他方残圧が高過ぎると圧粉体16にプレス方向に沿って割れが入り易く、残圧が低過ぎるときと同様に焼結後の熱電材料の特性を不安定とし、また欠陥品の増加を招く。
尚、圧粉体16成形のための冷間プレスは2000MPa以下の低圧で実施するのが好ましい。2000MPa以上の高圧をかけると型がかじるばかりでなく、除荷時のダイス型10のスプリングバックが大きくなって、圧粉体16が割れ易くなる。
【0054】
尚この冷間プレス工程を行うのに際して、請求項5に従い事前に機械粉砕により粉末を異形状化しておくことが望ましい。
特にガスアトマイズ粉のような球状の粉末であると粉末粒子同士が引掛かり難く、粉末粒子が滑り易いために圧粉体を良好な成形形状に成形し難い。
そこで予め粉末を機械粉砕により異形状化しておけば、粉末の粒子同士の引掛かりが良くなり、冷間プレス工程にて仮成形体としての圧粉体を成形したときに、これを良好な成形形状に成形し且つ保持し易くなる。
尚その際の機械粉砕は、不活性ガス雰囲気中で2時間以内の短時間の機械粉砕としておくことが好ましい。
【0055】
長時間の機械粉砕は、粉砕により発生する熱により粉末を高温活性状態とし、また機械粉砕により生じた粉末の新生面に雰囲気中に残存するO,Nが吸着され易い。更に粉砕容器及びメディアからの汚染が進行し、且つ粉末の成分が容器に吸収されることでホイスラー化合物即ち合金成分にずれが生じ易くなる。
【0056】
請求項3の製造方法では、冷間プレス工程の後において圧粉体を焼結させる焼結工程を行う。
尚、冷間プレス成形に際して粉末に有機バインダが添加してある場合には、焼結工程に先立って有機バインダを除去するための脱脂工程を実施することが望ましい。
その脱脂条件としては、真空中で条件探索をした結果、400℃以上600℃未満の温度範囲で脱脂を行ったときにCとOの量が少なく、脱脂が十分で良好であった。
尚時間の条件については、加熱温度の高低に応じて適宜定めることができる。
【0057】
上記焼結工程では、圧粉体を融点よりも低い温度で加熱し焼結を行う。その際の焼結方法として、加熱時の均熱性の観点から無加圧焼結、加熱によりある程度焼結を進行させた後、鍛造により短時間でする焼結鍛造、或いは加圧状態で加熱を行うホットプレスによる焼結等を行うことができる。
焼結の際の加熱温度としては1300℃以下が好ましく、また加熱時間は48時間以下の短時間が好ましい。
加熱温度が高いと炭化物,窒化物,酸化物の粗大化による周囲の金属成分の欠乏層が拡大する原因となり、ミクロ的な特性の劣化が生じるためにマクロ的な特性も低下する。
尚この焼結に際して、焼結を促進するために通電を行うようにしても良い。
【図面の簡単な説明】
【0058】
【図1】冷間プレス方法の一例を示す概略図である。
【図2】ホイスラー化合物母材中に含有するCとP.F.との関係を示した図である。
【実施例】
【0059】
(A)<検討I>(冷間プレスのプレス圧,残圧の有無,バインダ量の検討)
表1及び表2に示す目的の組成となるように所定量の原料を秤量し、1torr以下で真空引きした後に0.5気圧の減圧Ar雰囲気中、耐火物坩堝内で高周波誘導加熱にて溶解した後に、タンディッシュを通じてArガス噴霧中に注ぎ、急冷凝固してガスアトマイズ粉末を得た。
粉末を得るためのアトマイズ条件として、噴霧ガス圧を2〜4MPa,噴霧ガス流量10〜100L/分,注湯ノズル口径2.5〜6mmとした。
【0060】
金属粉末合計10〜50gを500gのクロム鋼製ボールと共に遊星ボールミルにより容器内をAr雰囲気にして密閉し、300rpm,1時間以内(表1,表2では30min)の条件で機械粉砕を行い、圧粉体用の粉末を製造した。
プレス圧,残圧(残圧の大きさはプレス圧100MPaのとき20MPa。プレス圧1000MPaのときは残圧100MPa)の有無,バインダ量を変えて冷間プレスによる圧粉体の成形の可否を調査した。
尚、冷間プレスはステアリン酸リチウムを潤滑剤としてダイス型に塗布し、機械粉砕した粉末の冷間プレス成形を行った。型は10mm×30mm角形状で30gの粉末を圧粉した。
結果が表1及び表2に示してある。尚表1はn型熱電材料についての結果を、表2はp型熱電材料についての結果を示している。
【0061】
【表1】

【0062】
【表2】
【0063】
その結果、プレス圧が10MPaのときは残圧,バインダの有無に拘らず目的の仮成形体としての圧粉体が得られなかった。
プレス圧が100MPa,1000MPaでは、何れの場合にもバインダを1%添加した粉末では残圧が無くても成形できたが、バインダが0.4%以下では残圧が無いと成形ができなかった。
尚プレス圧が100MPa以上では、プレス圧の大小に拘らず成形の可否の結果は同様であった。
【0064】
<検討II>(脱脂条件の検討)
バインダを使用して仮成形した圧粉体について、真空中で脱脂を行い脱脂条件を条件探索した。
結果が表3に示してある。
尚この表3では、脱脂条件の良し悪しを判定し易くするために、バインダを0.40%と多く添加したものについて検討を行った。
表3では、400℃で2時間,500℃で30分,500℃で2hの条件の下で脱脂を行ったときにCとOの量が少なく、脱脂が十分であった。
尚ここでは圧粉体表面に付着しているC,O,Nも含めて分析している。分析はLECO(社)製TC600を使用して残留したバインダごと行った。脱脂が不十分なものは残留バインダによりC,O,Nが高くなる。
【0065】
【表3】
【0066】
(B)(熱電特性に与えるバインダ量,機械粉砕時間の影響の検討)
上記と同様にして、表4,表5に示す組成の粉末の圧粉体を冷間プレス成形した。尚、冷間プレス成形ではステアリン酸リチウムを潤滑剤としてダイス型に塗布し、パンチ圧100MPa以上で冷間プレスを実施し、1〜100MPaの残圧を残しながらダイスを抜くことにより、割れを生ぜしめることなく圧粉体を採取した。
その際にバインダを無添加或いはバインダ添加量を種々変化させて圧粉体を成形した。
そしてその後、バインダを添加したものについては脱脂(脱脂の条件は真空中500℃で30分)を行い、その後に各例ともに無加圧焼結を行った。
尚焼結条件は、温度1200℃,時間16時間の条件で実施した。尚焼結は真空中にて行った。
【0067】
得られた焼結体(熱電材料)についてC,O,Nの分析を行うとともに、ゼーベック係数,電気抵抗率,出力因子(P.F.(パワーファクター))の特性測定を行った。
ここでC,O,Nの分析は上記の分析装置LECO(社)製TC600を使用して行った。
またゼーベック係数,電気抵抗率,P.F.等の熱電特性の測定は以下のようにして行った。
【0068】
焼結体から3mm×3mm×15mmの棒状の試料を切り出し、アルバック理工製 ZEM3-M8を使用して343K,0.1気圧の減圧He中にて試料の中心から試料の長さ方向に2〜4mm程度離れた2点に1〜20℃だけ温度差ΔTを与えたときの電圧Vを3点測定して、そのときのΔTとVを最小二乗法によりV=aΔT+b(a,bは定数)で示したときのaの値をゼーベック係数とした。
また同時に両端に電流を流したときの試料中の電圧を測定することで電気抵抗を測定し、電圧測定端子間の距離と試料の断面積とから電気抵抗率を算出した。
結果が出力因子(P.F.)とともに表4及び表5に示してある。ここで表4はn型熱電材料についての結果を、表5はp型熱電材料についての結果を示している。
尚表中CPとあるのは冷間プレスを表している。
【0069】
【表4】
【0070】
【表5】
【0071】
表4及び表5の結果において、バインダのPVBの量が多くなるほどCの量が多く、熱電特性は悪化して行くが、バインダの量を0.20%以下とした場合にはCの量が0.15%よりも少なく、その特性は良好であった。即ちゼーベック係数の絶対値が、表4に示すn型熱電材料では80μV/K以上、表5に示すp型熱電材料では50μV/K以上で何れも高い値を示した。
尚Cの量が0.15%よりも少ない実施例1,実施例2,実施例3及び実施例4,実施例5,実施例6については、C+O+Nの量も本発明の下限値である0.3%よりも低い。
【0072】
このようにバインダのPVBの量を多くすることで熱電特性が悪化するのは、脱脂中に粉末表面と反応したCが熱電材料中のVと化合物を形成して材料中のV量を減らし、Fe2VAl基ホイスラー化合物が最適な成分組成から外れたことによるものと考えられる。
【0073】
尚ここでは、粉砕時間が30minの粉末ままのもの,更に機械粉砕時間を10hと長くした粉末ままのもの,更に純Fe,純Al,FeVの各粉末を長時間機械粉砕即ちメカニカルアロイング(MA)による粉末冶金法にて製造した粉末についても、熱電特性とC,O,N量との関係を調査した(表中の参考例)。その結果、機械粉砕時間が長いものはO量が容器に吸着されて減少する一方、Cの量が増大した。
またその粉末を用いて冷間プレス、焼結を行ったものについては(比較例3,比較例4)熱電特性も劣ったものであった。
尚、機械粉砕粉(150hでMA処理したもの)と、その焼結体とのC,O,Nの分析結果から、焼結後にC,Nは僅かに減少するが、Oは僅かに増加している(粉砕時間を10hとしたものについても同様)。
これは真空中に僅かに存在するOとCNとが反応してC,Nが減少する一方、材料表面からOを吸着することでOが増加したものと考えられるが、その量は僅かである。
【0074】
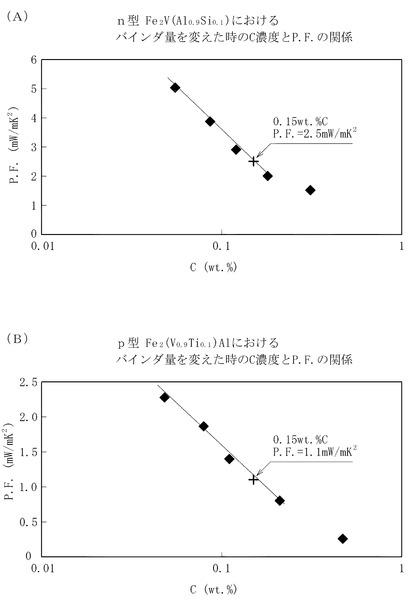
図2に、ホイスラー化合物母材内に含有されるCとP.F.との関係が示してある。
図に示しているようにCの含有量が減少すると、ほぼこれに比例してP.F.の値が高くなっていることが見て取れる。
尚この図2の結果は、Fe2V(Al0.9Si0.1)(n型)及びFe2(V0.9Ti0.1)Al(p型)について、他の条件を等しくしてバインダ量だけを変えたときのC濃度とP.F.との関係を求めてこれを表したものである。
【0075】
(C)(熱電特性に及ぼすバインダ種の影響の検討)
次に、表6及び表7に示すようにバインダ種を種々変えて、バインダ種の熱電特性及びホイスラー化合物母材内のC,O,N等に及ぼす影響を検討した。
結果が表6及び表7に示してある。ここで表6はn型熱電材料についての結果を、表7はp型熱電材料についての結果をそれぞれ示している。
【0076】
【表6】
【0077】
【表7】
【0078】
この結果では、PVB同様にCが主元素であるビスフェノールA型(BPA型)エポキシ樹脂では、特性およびC,O,N量もPVB同様の傾向を示す。
ポリ―N−ビニルアセトアミドは、Nも含まれるためPVBと比較してCが少なくNが増えた。熱電特性に関してはPVBと同様の傾向を示した。これはNもCと同様にVと化合物を形成するためである。
これらのことから、バインダ種よりもバインダの量により材料中の成分が変化して特性を劣化させることが分かる。
【0079】
(D)(微量酸素中の脱脂による影響の検討)
一方、1000ppm程度の微量酸素雰囲気中で脱脂することによりC,Nを低減させた材料の特性も調査した。
結果が表8及び表9に示してある。ここで表8はn型熱電材料についての結果を、表9はp型熱電材料についての結果をそれぞれ示している。
これら表8,表9の結果から分かるように、酸素雰囲気中で脱脂することによりC,Nの量は減少するものの、その代わりにOの量が増え、こちらも特性が劣化した。
以上のことから、熱電特性は単にCだけでなく、C+O+Nの量によっても影響されることが分かる。
【0080】
【表8】
【0081】
【表9】
【0082】
(E)(組成変化による影響の検討)
表10に、ホイスラー化合物の組成を種々変えて熱電材料のC,O,Nの分析を行い、また熱電特性の測定を行った。
尚表中短時間粉砕とあるのは、30分間機械粉砕した粉末を用いたことを意味している。
この表の結果でも、C及びC+O+Nが本発明の上限値よりも低いもの(低いホイスラー型熱電材料)は、何れも良好な熱電特性を有する。即ちゼーベック係数の絶対値が、n型熱電材料では何れも80μV/K以上、p型熱電材料では50μV/K以上であり、何れも高い値を示した。
C及びC+O+Nが本発明の上下限値よりも低いものはP.F.がn型で2.5mW/mK2以上、p型で1.2mW/mK2以上であり、特性は良好である。
【0083】
【表10】
【0084】
以上本発明の実施例を詳述したがこれはあくまで一例示であり、本発明はその趣旨を逸脱しない範囲において種々変更を加えた態様で実施可能である。
【技術分野】
【0001】
この発明は、Fe2VAl基ホイスラー化合物にて構成されるホイスラー型鉄系熱電材料及びその製造方法に関する。
【背景技術】
【0002】
熱電材料(熱電変換材料)は熱エネルギーを電気エネルギーに(若しくはその逆に)変換する機能を持った材料で、この熱電材料に温度差を与えると高温部と低温部との間にゼーべック効果にて電位差(電圧)を生ぜしめる。
従って熱電材料に温度差を与えることで電力を得ることができる。
【0003】
熱電材料を用いた熱電発電では、火力発電所でタービンを回して発電するのと異なって直接熱エネルギーを電気エネルギーに変換することができ、工場や自動車等から個々に出る廃熱を有効利用して発電することができ、またこの熱電発電では発電機等の可動部分を要しないので騒音や振動を生ぜしめず、メンテナンスフリーであり、更に200℃以下の低い温度でも発電が可能である等の利点を有することから将来への期待が高まっている。
【0004】
従来、熱電材料にはBi-Te系等の化合物半導体,Co系酸化物セラミックス,Co-Sb系等のスクッテルダイト化合物,Zr-Ni-Sn等のハーフホイスラー化合物,Fe2VAl等のホイスラー化合物(Fe2VAl基合金)等が知られており、その熱電物性はゼーベック係数S,電気抵抗率ρ,熱伝導率κからなる性能指数Z=S2/ρκで表される。この性能指数Zが大きいほどエネルギー変換効率の高い有利な材料となる。
【0005】
ここでゼーべック係数Sは、単位温度差(1Kの温度差)当り発生する熱起電力の大きさを表す。ゼーべック係数は電子がキャリアの場合には負(n型)、正孔がキャリアの場合には正(p型)となる。p型とn型の熱電材料の両端部を導電材料で繋げると熱電素子となる。p型とn型の熱電材料の組合せでは、ゼーべック係数の符号が逆となるので発生する起電力は大きくなる。
上記性能指数のうちS2/ρは出力因子(パワーファクターP.F.)で、熱電材料として取出し得る最大電力の指標となる。
【0006】
現在、300℃程度までの熱電材料ではBi-Te系熱電材料が優れているが、このBi-Te系熱電材料の場合、Teが希少且つ高価な元素であり、製造コストが高くなる上に有害元素であるため、限られた部位にしか使用されていないのが実情である。
そこでBi-Te系熱電材料の代替として、有害且つ希少元素を含まず、資源的な制約の少ない鉄系熱電材料として、比較的安価な元素で構成されたFe2VAl基ホイスラー化合物が注目されている。
【0007】
Fe2VAlはFe,V,Alを他の元素で部分置換することで価電子濃度を制御することができる。Fe2VAlは化学式当りの総価電子数が24で1原子当りの平均価電子数、つまり価電子濃度は6であるが、Fe,V,Alを他の元素で部分置換することで価電子濃度を6よりも大きくし(この場合にはn型の熱電材料となる)、或いは逆に6よりも小さくする(この場合にはp型の熱電材料となる)ことができる。
また置換する元素を異ならせたり置換量を変えることで価電子濃度を種々に変化させ制御することができる。
Fe2VAl基ホイスラー化合物は、このような元素の部分置換やその組成を化学量論組成からずらすことによって、室温においてBi-Te系熱電材料に匹敵する出力因子を示し、低温における熱電材料の候補として期待されている。
【0008】
このFe2VAl基のホイスラー型鉄系熱電材料の製造方法として、従来、鋳造法による製造方法が知られている。
例えば下記特許文献1,特許文献2に鋳造方法によりFe2VAl基のホイスラー型鉄系熱電材料を製造する点が開示されている。
【0009】
鋳造法は、熱電材料を直接製造することができるが偏析が大きいため、偏析除去のための鋳造後の均質化熱処理が必要で且つ処理に時間を要し、また粒界が単純な直線形状且つ大きくなるために、粒界脆性を呈して粒界破断を起し易く、粒界破断に起因して加工・成形工程における歩留りが低下してしまう問題がある。
更に材料が硬質の材料であるために、研削・切断の際に長時間を要することが問題となる。
【0010】
他の製造方法として、通電焼結(SPS:放電プラズマ焼結)による方法も従来知られている。
例えば下記特許文献3に、通電焼結による製造方法が開示されている。
この通電焼結では、一対のパンチ型をダイス型内部に挿入して熱電材料の粉末を加圧し、その加圧状態でパンチ電極間にパルス電流を流し、粉末を数分程度の短時間で焼結する。
【0011】
この通電焼結による方法は、短時間で粉末の焼結を終えることができる特徴を有するが、一方で焼結を短時間で行うために、更にはダイス型やパンチ型等の型のロットの違いや使用回数等により、焼結温度がばらつき易いためロット間で焼結状態にばらつきが生じるといった問題がある。
【0012】
以上の外、Fe2VAl基のホイスラー型鉄系熱電材料の製造方法として、Fe2VAl基ホイスラー化合物の粉末を冷間プレスして一旦圧粉体となし、その圧粉体を無加圧焼結・ホットプレス等の手段にて焼結することが考えられる。
ここで粉末を冷間プレスにて圧粉体とする際、通常は粉末に有機バインダを加えて混合し、その状態で粉末を冷間プレスする。そのようにしないと、圧粉体を良好な成形形状で得られないことによる。
【0013】
しかしながら、本発明者がこのようにして粉末を冷間プレスし、圧粉体とした後に焼結処理を行ってFe2VAl基のホイスラー型鉄系熱電材料を製造したところ、得られた熱電材料は特性の悪いものであった。
【0014】
そこでその特性悪化の原因を探るべく、得られた熱電材料を調べたところ、熱電材料中に、詳しくはFe2VAlホイスラー化合物母材内部に多くのCが含有されていること、またその多量のC含有によって炭化物が多く生成していることが認められた。
このホイスラー化合物母材内に含有された多くのC及び炭化物は、冷間プレス成形に際して粉末に加えた有機バインダに由来するものであることも併せて判明した。
熱電材料の特性の悪化は、Fe2VAl基ホイスラー化合物母材内に多く含まれたCによるものと考えられる。
【0015】
特許文献1,特許文献2には、Cを有用な成分として捉え、これを熱電材料中に積極的に添加する点が記載されている。
これら特許文献1,特許文献2に記載のものでは、このようにCを積極的に添加することで炭化物がマトリックス中に分散し、そのことによって熱電材料の電気抵抗率が低下し、これにより熱電特性が向上するとしている。
【0016】
ところで、CはIVb族に属する元素であるものの、同じくIVb族に属する元素であるSiやGe等がFe2VAlのAlと一部置換することのできる置換型の元素であるのと異なって、Cの場合には侵入型の元素で置換型の元素ではなく、Alと置換する能力を有しないため、SiやGe等のように置換によってFe2VAlの電子濃度に影響を与える有用な元素とはならない。
【0017】
却ってCは、Fe2VAlのVや、Vの一部と置換したTi等と炭化物を形成することで、ホイスラー型原子配列を成しているVやTi等を、その正規の配列位置から除いて(抜いて)しまう。言わばV等を食ってしまう。このためFe2VAlの組成が狙いとする組成からずれてしまう。
そしてそのことが、Cを多く含有することによって、得られた熱電材料の特性が悪化したものと考えられる。
【0018】
尚、上記の通電焼結に用いられる通電焼結装置は、従来ダイス型,パンチ型として黒鉛が用いられており、従ってこのような黒鉛の型を用いて通電焼結をする場合においても、Fe2VAl基ホイスラー化合物母材(合金母材)内部にCが含有されてしまう可能性があり、その場合においても熱電材料の特性は悪化してしまう。
【先行技術文献】
【特許文献】
【0019】
【特許文献1】特開2007−227755号公報
【特許文献2】特開2007−227756号公報
【特許文献3】特開2008−21982号公報
【発明の概要】
【発明が解決しようとする課題】
【0020】
本発明は以上のような事情を背景とし、C含有に起因して熱電材料の特性が悪化する問題を解決し、熱電特性に優れたFe2VAl基のホイスラー型熱電材料を提供すること、及びその熱電特性に優れたFe2VAl基のホイスラー型熱電材料を短い時間で且つ安価で歩留り良く製造することのできる製造方法を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0021】
而して請求項1は熱電材料に関するもので、下記式(1)で表されるFe2VAl基ホイスラー化合物にて構成され、該ホイスラー化合物の母材内に不可避的不純物として含まれるCが0.15質量%以下で、C+O+Nが0.30質量%以下に規制されて成ることを特徴とする。
(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)
但し、M1は3d,4d,5d遷移金属元素(Feを除く)からなる群から選ばれた1種以上の元素、M2は3d,4d,5d遷移金属元素(Vを除く)からなる群から選ばれた1種以上の元素、M3はIIIb(Alを除く),IVb(但しCを除く),Vb(但しNを除く)族元素からなる群から選ばれた1種以上の元素で、a≦0.2,b≦0.4,c≦0.4,|x|≦0.2,|y|≦0.2である。
【0022】
請求項2は熱電材料の製造方法に関するもので、前記M1がCo,Ni,Cuからなる群から選ばれた1種以上の元素、前記M2がTi,Zr,Ta,Cr,Mn,Mo,Wからなる群から選ばれた1種以上の元素、前記M3がSi,Ga,Ge,Sn,Sbからなる群から選ばれた1種以上の元素、であることを特徴とする。
【0023】
請求項3は、請求項1,2の何れかに記載のホイスラー型鉄系熱電材料の製造方法であって、前記式(1)で表されるFe2VAl基ホイスラー化合物が得られるように配合された原料を溶解する溶解工程と、該溶解により得られた溶湯を急冷凝固し、粉末を製造する粉末製造工程と、該粉末を冷間プレスして圧粉体を得る冷間プレス工程と、該圧粉体を焼結させる焼結工程と、を含み、前記冷間プレス工程では、有機バインダ無添加で若しくは粉末基準で該有機バインダを0.2質量%以下の小量加えて粉末を冷間プレスすることを特徴とする。
【0024】
請求項4は、請求項3において、前記冷間プレス工程では、ダイスの孔内に一対のパンチを互いに対向する状態に挿入し、該一対のパンチの相対接近運動により該ダイスの孔内に装填した前記粉末を圧粉し、仮成形した後に仮成形体である圧粉体を脱型するようにし、該脱型の工程では、前記一対のパンチにより前記圧粉体を挟み付け、該圧粉体に残圧を付与した状態で、該圧粉体が該ダイスの前記孔から抜け出る位置まで該ダイスを前記パンチに沿って相対移動させ、その後において該パンチから該圧粉体を取り出すことを特徴とする。
【0025】
請求項5は、請求項3,4の何れかにおいて、前記冷間プレス工程に先立って、粉末を異形状化するための機械粉砕を行うことを特徴とする。
【発明の作用・効果】
【0026】
以上のように本発明は、Fe2VAl基ホイスラー化合物母材内に含まれるCが、Fe2VAl基ホイスラー化合物における結晶構造の骨格をなすV等の元素と結合して、これを結晶構造の定位置から除いてしまい、Fe2VAlの組成を狙いの組成からずれた組成として、熱電材料の熱電特性を悪化させてしまうとの知見の下に、ホイスラー化合物母材内のCを0.15%(質量%、以下同様)以下の微量に規制したものである。
【0027】
本発明では、また、Fe2VAl基ホイスラー化合物母材内に含有されるC,O,Nを合計量で0.30%以下の微量とする。
O,NもまたFe2VAl基ホイスラー化合物におけるV,Al或いはそれらの置換元素と結合して母相成分を変化させ、熱電特性を悪化させる。
そこで本発明では、C単独の規制と併せてC,O,Nの合計量を0.30質量%以下の微量に規制する。
これにより、後に明らかにされるようにFe2VAl基のホイスラー型熱電材料の熱電特性を従来に増して高めることができる。
【0028】
本発明では、Fe2VAl基ホイスラー化合物(合金)として以下を対象とする。
(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)
ここでM1はFeを置換する元素で、3d,4d,5d遷移金属元素(Feを除く)から成る群から選ばれた1種以上の元素であり、式中a≦0.2である。
M2はVを置換する元素で、3d,4d,5d遷移金属元素(Vを除く)の群から選ばれた1種以上の元素であり、式中b≦0.4である。
M3はAlを置換する元素で、IIIb(Alを除く),IVb(Cを除く),Vb(Nを除く)族元素から成る群から選ばれた1種以上の元素であり、式中c≦0.4である。
【0029】
これらの元素を置換して下記の式(2)で示される価電子濃度を制御することで、ホイスラー化合物の熱電材料のゼーベック係数を制御することができる。
(価電子濃度)=Σ[(元素のモル分率)×(価電子数)]・・・式(2)
式(1)中添え字のxおよびyは化学量論組成からのずれを示す。ホイスラー化合物はある程度化学量論組成から外れてもその構造を保つことができ、高いゼーベック係数を保つことができる。
本発明に係る熱電材料では、|x|および|y|を増やすことにより材料に軟化および延性を持たせることができ、材料の焼結および成形を容易にすることができる。
但し|x|および|y|が高すぎるとホイスラー構造が不安定になり、ゼーベック係数が低下するので|x|,|y|は何れも0.2以下とする。
【0030】
元素置換によりゼーベック係数の絶対値を大きくできること、電気抵抗率、熱伝導度を抑制できること、特に重元素を添加することで熱伝導率を著しく抑制できることは知られている(例えば特開平2004−253618に開示)。このため原料コストのかからない元素を添加することは、熱電特性の向上に有効である。
【0031】
Fe2VAlのFeサイトに置換する元素M1としては、上記に示した元素の内Co,Ni,Cuからなる群から選ばれた1以上の元素が好ましい。
これら元素Co,Ni,Cuは何れも周期表でFeよりも右側にある元素で、Feサイトの一部をこれら元素で置換すると合金全体の総価電指数が増加し、キャリアに占める電子の割合が増加してゼーペック係数は負の値を示すようになる。
これらの元素は何れも原材料コストをさほど上げることなく効果的にゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
【0032】
Vサイトに置換する元素M2としては、上記に示した元素の内Ti,Zr,Ta,Cr,Mn,Mo,Wからなる群から選ばれた何れか1以上の元素であることが望ましい。
このうちTiとZrは周期表でVよりも左側にある元素で、これらでVを部分置換すると総価電子数は減少し、キャリアに占める正孔の割合が増加してゼーベック係数は正の値を示すようになる。またCr,Mn,Mo,WはVよりも右側にある元素で、置換によりゼーべック係数は負の値を示すようになる。
これら置換元素のうちTi,Cr,Mnはいずれも原材料コストを下げ、かつゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
また、それ以外の元素は原材料コストをさほど上げることなく効果的にゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
【0033】
Alに置換する元素M3としては、上記に示した元素の内Si,Ga,Ge,Sn,Sbからなる群から選ばれた1以上の元素が望ましい。
このうちSi,Ge,Sn,Sbは電子の割合が増加してゼーベック係数は負の値を示すようになる。
Siは原材料コストを下げ、かつゼーベック係数を増大させあるいは電気抵抗率および熱伝導率を減少させる作用がある。
また、それ以外の元素は原材料コストをさほど上げることなく効果的にゼーベック係数を増大させあるいは電気抵抗率若しくは熱伝導率を減少させる作用がある。
【0034】
Fe2VAlの化学量論組成では、(価電子濃度)=[(Feのモル分率=0.5)×(Feの価電子数8)+(Vのモル分率=0.25)×(Vの価電子数3)+(Alのモル分率=0.25)×(Alの価電子数5)]=6であり、p型とn型の境界であるためゼーベック係数は低い。
高い熱電特性を得るには価電子濃度が6からわずかに大きい、若しくは小さい必要があるため、Feを置換する元素の量a、Vを置換する元素の量b、Alを置換する元素の量cのうち、少なくとも1つ以上は0より大きいことが好ましく、より好ましくは0.004以上である。
但し価電子濃度が6から大きくずれるとゼーベック係数は低下するため、置換最大量はaが0.2以下、bおよびcが0.4以下であることが必要である。
【0035】
次に請求項1,請求項2の熱電材料を製造する請求項3の製造方法では、上記式(1)で表されるFe2VAl基ホイスラー化合物が得られるように配合された原料を溶解する溶解工程と、溶解により得られた溶湯を急冷凝固し、粉末を製造する粉末製造工程と、得られた粉末を冷間プレスして圧粉体を得る冷間プレス工程と、圧粉体を焼結させる焼結工程と、を含んで熱電材料を製造する。
そして冷間プレス工程では、有機バインダ無添加で若しくは0.2質量%以下の小量添加の下で粉末を冷間プレスする。
【0036】
このように粉末を冷間プレスするに際し、粉末に対し有機バインダを無添加とするか、若しくは添加するとしても0.2質量%以下の小量とすることで、粉末を焼結して成る熱電材料、詳しくはFe2VAl基ホイスラー化合物母材内のCを0.15%以下の微量とし易くなる。
併せてNもまた含有量を微量とし、C,O,Nの合計量を0.30%以下の微量とし易くなる。
かかる請求項3の製造方法によれば、従来の鋳造方法による製造方法に比べて、歩留り高く、安価に熱電材料を製造することができる。また短時間にて熱電材料を製造することが可能となる。
尚、有機バインダとしてはPVB(ポリビニルブチノール)で代表されるポリビニル系樹脂の他にアクリル系樹脂,エポキシ系樹脂,ポリイミド樹脂,シリコーン樹脂等を用いることができる。
【0037】
この請求項3の製造方法において、原料及び溶解工程における溶解方法は特に限定されないが、溶解に際しては不純物元素量の増加を防ぐために、0.1気圧以下の減圧、真空又は不活性雰囲気下若しくは溶湯が直接大気に触れない処理の下で行うのが好ましい。
【0038】
溶解工程の後の粉末製造工程において、粉末化の手段としては溶湯を水冷銅ロール上に注湯して急冷により合金箔片を作成し、その後これを粉砕して粉末とする方法や、溶湯をノズルから流出させて溶湯流にガス噴霧、例えば窒素,アルゴン,ヘリウムの何れか1種若しくは2種以上による高圧ガス噴射を行い、溶湯を粉末化するガスアトマイズ法、或いは溶湯に対して水流ジェットを作用させて粉末化する水アトマイズ法その他の方法を用いることができる。
【0039】
ここで水アトマイズ法の場合、得られた粉末の形状は上記の冷間プレスによる仮成形に適した異形状粉であり、粉末を異形状化するための機械粉砕の工程を省くことができ、従ってその機械粉砕に起因して粉末中に含有される不純物の低減及び製造コスト削減が可能である利点がある。
【0040】
一方で粉末化の過程で粉末中にO,N等の不純物が含有され易い。この場合、噴霧においてガスとの併用や、回収において低温乾燥を実施する等により、粉末表面の不純物を低減するようになすことが好ましい。
【0041】
これら種々の粉末化の手段のうち不純物元素の付着を抑制できる観点でガスアトマイズ法が特に好適である。
ここでガスアトマイズ法にて溶湯を粉末化した場合にO,Nの不純物含有を少なくすることのできる理由は、ガス中の活性な酸素の量を低くでき、また回収まで乾燥雰囲気で冷却可能且つ回収後に乾燥等の工程が不要であることによる。
【0042】
請求項3の製造方法では、粉末製造工程の後において粉末を冷間プレスして仮成形し、圧粉体を得る冷間プレス工程を行う。
後の焼結工程に先立って、このような冷間プレス工程を行うことの意味は次の点にある。
例えば焼結をホットプレスにて行うにしても、無加圧焼結を行うにしても、予め圧粉体としておくことで製造ラインでのハンドリングがし易くなる。
またホットプレスにて焼結を行う際、粉末ままでは加熱状態の型に直接粉末を入れるのが技術的に困難であり、更に粉末を入れてから加熱されるまでのエネルギーと時間のロスが大きい。
一方無加圧焼結を行う場合、粉末ままでは活性な表面が型や雰囲気と長時間触れることから不純物の混入を招いてしまう。更に粉末ままで無加圧焼結すると変寸量が大きいが、予め圧粉体とし密度を高めた上で燒結することで変寸量を低減することができる。また、短時間で焼結が進行する。
【0043】
冷間プレスの方法としては様々な方法を用い得るが、ここでは図1に示す方法を用いるのが好適である。
図1において、10はダイス型,12はダイス型10の孔14内に互いに図中上下逆向きに挿入された一対のパンチ型である。
この図1に示す冷間プレス成形では、図中上側のパンチ型12を上方に後退させた状態で、ダイス型10の孔14内に粉末を装填し、その後上側のパンチ型12を下向きに移動させて、ダイス型10の孔14内で一対のパンチ型12によって粉末を図中上下方向に圧縮し、粉末を仮成形体としての圧粉体16とする。
【0044】
圧粉体16を成形した後の脱型工程では、通常は、図1の上段に示すように先ず一対のパンチ型12の一方、ここでは上側のパンチ型12を図中上方に後退移動させて、ダイス型10の孔14内から抜き出しておき、その後ダイス型10を下側のパンチ型12に対して図中下方に相対移動させて、圧粉体16を孔14内から取り出す。
【0045】
このとき、予め粉末に十分な量で有機バインダが加えられていた場合、即ち粉末が有機バインダにて十分に結合された状態にあるときには、圧粉体16の脱型に際して圧粉体16に割れが発生するといったことを防ぐことができるが、有機バインダが無添加か、或いは添加してあってもその量が小量である場合には、脱型に際して圧粉体16に割れが生じ易い。
【0046】
詳しくは、一対のパンチ型12にて粉末を所定の加圧力(荷重)で加圧したとき、その加圧によってダイス型10が孔14を拡げる方向に変形を生じる。
そのため、一方のパンチ型12を後退させて加圧力を除いたとき即ち除荷したときに、ダイス型10がスプリングバックを起して孔14を小さくする方向にダイス型10が収縮変形する。
【0047】
従ってその状態でダイス型10を相対的に移動させたとき、図1の上段右図に示しているように、圧粉体16の一部(図中上部16a)がダイス型10から露出してダイス型10による圧力から開放されると、圧粉体16の、ダイス型10から露出し圧力開放された上部16aが拡張しようとする。
【0048】
一方ダイス型10の内部に収まっている下部16bは、依然としてダイス型10の収縮方向に加圧されているため、ダイス型10から露出した上部16aと、ダイス型10内に収まっている下部16bとの境界部に大きな歪,応力が発生し、圧粉体16がその境界部でパンチ型12によるプレス方向と直角を成す面に割れを生じてしまう。
【0049】
そこでこのような冷間プレスを行うに際して、図1の下段に示すように圧粉体16を脱型する際、一対のパンチ型12にて圧粉体16を挟み込み、これを一定の加圧状態としておく。即ち圧粉体16に対して残圧を付与しておく。
そしてその状態でダイス型10をパンチ型12に対して相対移動させ、圧粉体16をダイス型10から露出させるようにする。
そしてその後において、パンチ型12を離間方向に移動させ、圧粉体16を脱型するようにすると良い。
【0050】
この請求項4の方法に従って圧粉体16を脱型するようにすれば、一対のパンチ型12による圧粉体16の加圧により、ダイス型10が元に戻ろうとする力即ちダイス型10の収縮方向の力を抑制することができる。
【0051】
従ってその後ダイス型10をパンチ型12に対し相対移動させ、圧粉体16をダイス型10から一部露出させた状態としても、圧粉体16における上部16aと下部16bとの境界部で大きな歪み及び応力が生じるのを抑制でき、従って粉末に有機バインダが添加されていなかったり、或いは添加量が少なかった場合であっても、脱型に際して圧粉体16が割れを生じるのを有効に防ぐことが可能となる。
【0052】
以上のように圧粉体16に対して残圧をかける理由は、冷間プレスにより拡張したダイス型10の孔14が、加圧力の消失により収縮し、その際に生ずる収縮圧力に対して抵抗するためであるが、その残圧が大き過ぎるとダイス型10との摩擦力が大きくなり過ぎて、ダイス型10を円滑に移動及びパンチ型12から引き抜けなくなる。
一方で残圧が小さ過ぎるとダイス型10の収縮圧力に抵抗できなくなり、圧粉体16に割れを生ぜしめてしまう。
従ってその残圧の強さは適当な強さとしておくことが望ましい。ここでは粉末を圧縮し圧粉体とする際のプレス荷重の0.1〜30%の残圧をかけるようにしておくのが好適である。
【0053】
残圧がその下限値よりも低過ぎると圧粉体16にプレス方向と垂直方向に割れが発生し、焼結後の熱電材料の特性を不安定にし、また欠陥品の増加を招く。
他方残圧が高過ぎると圧粉体16にプレス方向に沿って割れが入り易く、残圧が低過ぎるときと同様に焼結後の熱電材料の特性を不安定とし、また欠陥品の増加を招く。
尚、圧粉体16成形のための冷間プレスは2000MPa以下の低圧で実施するのが好ましい。2000MPa以上の高圧をかけると型がかじるばかりでなく、除荷時のダイス型10のスプリングバックが大きくなって、圧粉体16が割れ易くなる。
【0054】
尚この冷間プレス工程を行うのに際して、請求項5に従い事前に機械粉砕により粉末を異形状化しておくことが望ましい。
特にガスアトマイズ粉のような球状の粉末であると粉末粒子同士が引掛かり難く、粉末粒子が滑り易いために圧粉体を良好な成形形状に成形し難い。
そこで予め粉末を機械粉砕により異形状化しておけば、粉末の粒子同士の引掛かりが良くなり、冷間プレス工程にて仮成形体としての圧粉体を成形したときに、これを良好な成形形状に成形し且つ保持し易くなる。
尚その際の機械粉砕は、不活性ガス雰囲気中で2時間以内の短時間の機械粉砕としておくことが好ましい。
【0055】
長時間の機械粉砕は、粉砕により発生する熱により粉末を高温活性状態とし、また機械粉砕により生じた粉末の新生面に雰囲気中に残存するO,Nが吸着され易い。更に粉砕容器及びメディアからの汚染が進行し、且つ粉末の成分が容器に吸収されることでホイスラー化合物即ち合金成分にずれが生じ易くなる。
【0056】
請求項3の製造方法では、冷間プレス工程の後において圧粉体を焼結させる焼結工程を行う。
尚、冷間プレス成形に際して粉末に有機バインダが添加してある場合には、焼結工程に先立って有機バインダを除去するための脱脂工程を実施することが望ましい。
その脱脂条件としては、真空中で条件探索をした結果、400℃以上600℃未満の温度範囲で脱脂を行ったときにCとOの量が少なく、脱脂が十分で良好であった。
尚時間の条件については、加熱温度の高低に応じて適宜定めることができる。
【0057】
上記焼結工程では、圧粉体を融点よりも低い温度で加熱し焼結を行う。その際の焼結方法として、加熱時の均熱性の観点から無加圧焼結、加熱によりある程度焼結を進行させた後、鍛造により短時間でする焼結鍛造、或いは加圧状態で加熱を行うホットプレスによる焼結等を行うことができる。
焼結の際の加熱温度としては1300℃以下が好ましく、また加熱時間は48時間以下の短時間が好ましい。
加熱温度が高いと炭化物,窒化物,酸化物の粗大化による周囲の金属成分の欠乏層が拡大する原因となり、ミクロ的な特性の劣化が生じるためにマクロ的な特性も低下する。
尚この焼結に際して、焼結を促進するために通電を行うようにしても良い。
【図面の簡単な説明】
【0058】
【図1】冷間プレス方法の一例を示す概略図である。
【図2】ホイスラー化合物母材中に含有するCとP.F.との関係を示した図である。
【実施例】
【0059】
(A)<検討I>(冷間プレスのプレス圧,残圧の有無,バインダ量の検討)
表1及び表2に示す目的の組成となるように所定量の原料を秤量し、1torr以下で真空引きした後に0.5気圧の減圧Ar雰囲気中、耐火物坩堝内で高周波誘導加熱にて溶解した後に、タンディッシュを通じてArガス噴霧中に注ぎ、急冷凝固してガスアトマイズ粉末を得た。
粉末を得るためのアトマイズ条件として、噴霧ガス圧を2〜4MPa,噴霧ガス流量10〜100L/分,注湯ノズル口径2.5〜6mmとした。
【0060】
金属粉末合計10〜50gを500gのクロム鋼製ボールと共に遊星ボールミルにより容器内をAr雰囲気にして密閉し、300rpm,1時間以内(表1,表2では30min)の条件で機械粉砕を行い、圧粉体用の粉末を製造した。
プレス圧,残圧(残圧の大きさはプレス圧100MPaのとき20MPa。プレス圧1000MPaのときは残圧100MPa)の有無,バインダ量を変えて冷間プレスによる圧粉体の成形の可否を調査した。
尚、冷間プレスはステアリン酸リチウムを潤滑剤としてダイス型に塗布し、機械粉砕した粉末の冷間プレス成形を行った。型は10mm×30mm角形状で30gの粉末を圧粉した。
結果が表1及び表2に示してある。尚表1はn型熱電材料についての結果を、表2はp型熱電材料についての結果を示している。
【0061】
【表1】
【0062】
【表2】
【0063】
その結果、プレス圧が10MPaのときは残圧,バインダの有無に拘らず目的の仮成形体としての圧粉体が得られなかった。
プレス圧が100MPa,1000MPaでは、何れの場合にもバインダを1%添加した粉末では残圧が無くても成形できたが、バインダが0.4%以下では残圧が無いと成形ができなかった。
尚プレス圧が100MPa以上では、プレス圧の大小に拘らず成形の可否の結果は同様であった。
【0064】
<検討II>(脱脂条件の検討)
バインダを使用して仮成形した圧粉体について、真空中で脱脂を行い脱脂条件を条件探索した。
結果が表3に示してある。
尚この表3では、脱脂条件の良し悪しを判定し易くするために、バインダを0.40%と多く添加したものについて検討を行った。
表3では、400℃で2時間,500℃で30分,500℃で2hの条件の下で脱脂を行ったときにCとOの量が少なく、脱脂が十分であった。
尚ここでは圧粉体表面に付着しているC,O,Nも含めて分析している。分析はLECO(社)製TC600を使用して残留したバインダごと行った。脱脂が不十分なものは残留バインダによりC,O,Nが高くなる。
【0065】
【表3】
【0066】
(B)(熱電特性に与えるバインダ量,機械粉砕時間の影響の検討)
上記と同様にして、表4,表5に示す組成の粉末の圧粉体を冷間プレス成形した。尚、冷間プレス成形ではステアリン酸リチウムを潤滑剤としてダイス型に塗布し、パンチ圧100MPa以上で冷間プレスを実施し、1〜100MPaの残圧を残しながらダイスを抜くことにより、割れを生ぜしめることなく圧粉体を採取した。
その際にバインダを無添加或いはバインダ添加量を種々変化させて圧粉体を成形した。
そしてその後、バインダを添加したものについては脱脂(脱脂の条件は真空中500℃で30分)を行い、その後に各例ともに無加圧焼結を行った。
尚焼結条件は、温度1200℃,時間16時間の条件で実施した。尚焼結は真空中にて行った。
【0067】
得られた焼結体(熱電材料)についてC,O,Nの分析を行うとともに、ゼーベック係数,電気抵抗率,出力因子(P.F.(パワーファクター))の特性測定を行った。
ここでC,O,Nの分析は上記の分析装置LECO(社)製TC600を使用して行った。
またゼーベック係数,電気抵抗率,P.F.等の熱電特性の測定は以下のようにして行った。
【0068】
焼結体から3mm×3mm×15mmの棒状の試料を切り出し、アルバック理工製 ZEM3-M8を使用して343K,0.1気圧の減圧He中にて試料の中心から試料の長さ方向に2〜4mm程度離れた2点に1〜20℃だけ温度差ΔTを与えたときの電圧Vを3点測定して、そのときのΔTとVを最小二乗法によりV=aΔT+b(a,bは定数)で示したときのaの値をゼーベック係数とした。
また同時に両端に電流を流したときの試料中の電圧を測定することで電気抵抗を測定し、電圧測定端子間の距離と試料の断面積とから電気抵抗率を算出した。
結果が出力因子(P.F.)とともに表4及び表5に示してある。ここで表4はn型熱電材料についての結果を、表5はp型熱電材料についての結果を示している。
尚表中CPとあるのは冷間プレスを表している。
【0069】
【表4】
【0070】
【表5】
【0071】
表4及び表5の結果において、バインダのPVBの量が多くなるほどCの量が多く、熱電特性は悪化して行くが、バインダの量を0.20%以下とした場合にはCの量が0.15%よりも少なく、その特性は良好であった。即ちゼーベック係数の絶対値が、表4に示すn型熱電材料では80μV/K以上、表5に示すp型熱電材料では50μV/K以上で何れも高い値を示した。
尚Cの量が0.15%よりも少ない実施例1,実施例2,実施例3及び実施例4,実施例5,実施例6については、C+O+Nの量も本発明の下限値である0.3%よりも低い。
【0072】
このようにバインダのPVBの量を多くすることで熱電特性が悪化するのは、脱脂中に粉末表面と反応したCが熱電材料中のVと化合物を形成して材料中のV量を減らし、Fe2VAl基ホイスラー化合物が最適な成分組成から外れたことによるものと考えられる。
【0073】
尚ここでは、粉砕時間が30minの粉末ままのもの,更に機械粉砕時間を10hと長くした粉末ままのもの,更に純Fe,純Al,FeVの各粉末を長時間機械粉砕即ちメカニカルアロイング(MA)による粉末冶金法にて製造した粉末についても、熱電特性とC,O,N量との関係を調査した(表中の参考例)。その結果、機械粉砕時間が長いものはO量が容器に吸着されて減少する一方、Cの量が増大した。
またその粉末を用いて冷間プレス、焼結を行ったものについては(比較例3,比較例4)熱電特性も劣ったものであった。
尚、機械粉砕粉(150hでMA処理したもの)と、その焼結体とのC,O,Nの分析結果から、焼結後にC,Nは僅かに減少するが、Oは僅かに増加している(粉砕時間を10hとしたものについても同様)。
これは真空中に僅かに存在するOとCNとが反応してC,Nが減少する一方、材料表面からOを吸着することでOが増加したものと考えられるが、その量は僅かである。
【0074】
図2に、ホイスラー化合物母材内に含有されるCとP.F.との関係が示してある。
図に示しているようにCの含有量が減少すると、ほぼこれに比例してP.F.の値が高くなっていることが見て取れる。
尚この図2の結果は、Fe2V(Al0.9Si0.1)(n型)及びFe2(V0.9Ti0.1)Al(p型)について、他の条件を等しくしてバインダ量だけを変えたときのC濃度とP.F.との関係を求めてこれを表したものである。
【0075】
(C)(熱電特性に及ぼすバインダ種の影響の検討)
次に、表6及び表7に示すようにバインダ種を種々変えて、バインダ種の熱電特性及びホイスラー化合物母材内のC,O,N等に及ぼす影響を検討した。
結果が表6及び表7に示してある。ここで表6はn型熱電材料についての結果を、表7はp型熱電材料についての結果をそれぞれ示している。
【0076】
【表6】
【0077】
【表7】
【0078】
この結果では、PVB同様にCが主元素であるビスフェノールA型(BPA型)エポキシ樹脂では、特性およびC,O,N量もPVB同様の傾向を示す。
ポリ―N−ビニルアセトアミドは、Nも含まれるためPVBと比較してCが少なくNが増えた。熱電特性に関してはPVBと同様の傾向を示した。これはNもCと同様にVと化合物を形成するためである。
これらのことから、バインダ種よりもバインダの量により材料中の成分が変化して特性を劣化させることが分かる。
【0079】
(D)(微量酸素中の脱脂による影響の検討)
一方、1000ppm程度の微量酸素雰囲気中で脱脂することによりC,Nを低減させた材料の特性も調査した。
結果が表8及び表9に示してある。ここで表8はn型熱電材料についての結果を、表9はp型熱電材料についての結果をそれぞれ示している。
これら表8,表9の結果から分かるように、酸素雰囲気中で脱脂することによりC,Nの量は減少するものの、その代わりにOの量が増え、こちらも特性が劣化した。
以上のことから、熱電特性は単にCだけでなく、C+O+Nの量によっても影響されることが分かる。
【0080】
【表8】
【0081】
【表9】
【0082】
(E)(組成変化による影響の検討)
表10に、ホイスラー化合物の組成を種々変えて熱電材料のC,O,Nの分析を行い、また熱電特性の測定を行った。
尚表中短時間粉砕とあるのは、30分間機械粉砕した粉末を用いたことを意味している。
この表の結果でも、C及びC+O+Nが本発明の上限値よりも低いもの(低いホイスラー型熱電材料)は、何れも良好な熱電特性を有する。即ちゼーベック係数の絶対値が、n型熱電材料では何れも80μV/K以上、p型熱電材料では50μV/K以上であり、何れも高い値を示した。
C及びC+O+Nが本発明の上下限値よりも低いものはP.F.がn型で2.5mW/mK2以上、p型で1.2mW/mK2以上であり、特性は良好である。
【0083】
【表10】
【0084】
以上本発明の実施例を詳述したがこれはあくまで一例示であり、本発明はその趣旨を逸脱しない範囲において種々変更を加えた態様で実施可能である。
【特許請求の範囲】
【請求項1】
下記式(1)で表されるFe2VAl基ホイスラー化合物にて構成され、該ホイスラー化合物の母材内に不可避的不純物として含まれるCが0.15質量%以下で、C+O+Nが0.30質量%以下に規制されて成るホイスラー型鉄系熱電材料。
(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)
但し
M1は3d,4d,5d遷移金属元素(Feを除く)からなる群から選ばれた1種以上の元素、
M2は3d,4d,5d遷移金属元素(Vを除く)からなる群から選ばれた1種以上の元素、
M3はIIIb(Alを除く),IVb(但しCを除く),Vb(但しNを除く)族元素からなる群から選ばれた1種以上の元素で、
a≦0.2
b≦0.4
c≦0.4
|x|≦0.2
|y|≦0.2
である。
【請求項2】
前記M1がCo,Ni,Cuからなる群から選ばれた1種以上の元素、
前記M2がTi,Zr,Ta,Cr,Mn,Mo,Wからなる群から選ばれた1種以上の元素、
前記M3がSi,Ga,Ge,Sn,Sbからなる群から選ばれた1種以上の元素、
であるホイスラー型鉄系熱電材料の製造方法。
【請求項3】
請求項1,2の何れかに記載のホイスラー型鉄系熱電材料の製造方法であって、
前記式(1)で表されるFe2VAl基ホイスラー化合物が得られるように配合された原料を溶解する溶解工程と、
該溶解により得られた溶湯を急冷凝固し、粉末を製造する粉末製造工程と、
該粉末を冷間プレスして圧粉体を得る冷間プレス工程と、
該圧粉体を焼結させる焼結工程と、
を含み、前記冷間プレス工程では、有機バインダ無添加で若しくは粉末基準で該有機バインダを0.2質量%以下の小量加えて粉末を冷間プレスすることを特徴とするホイスラー型鉄系熱電材料の製造方法。
【請求項4】
請求項3において、前記冷間プレス工程では、ダイスの孔内に一対のパンチを互いに対向する状態に挿入し、該一対のパンチの相対接近運動により該ダイスの孔内に装填した前記粉末を圧粉し、仮成形した後に仮成形体である圧粉体を脱型するようにし、
該脱型の工程では、前記一対のパンチにより前記圧粉体を挟み付け、該圧粉体に残圧を付与した状態で、該圧粉体が該ダイスの前記孔から抜け出る位置まで該ダイスを前記パンチに沿って相対移動させ、その後において該パンチから該圧粉体を取り出すことを特徴とするホイスラー型鉄系熱電材料の製造方法。
【請求項5】
請求項3,4の何れかにおいて、前記冷間プレス工程に先立って、粉末を異形状化するための機械粉砕を行うことを特徴とするホイスラー型鉄系熱電材料の製造方法。
【請求項1】
下記式(1)で表されるFe2VAl基ホイスラー化合物にて構成され、該ホイスラー化合物の母材内に不可避的不純物として含まれるCが0.15質量%以下で、C+O+Nが0.30質量%以下に規制されて成るホイスラー型鉄系熱電材料。
(Fe1-aM1a)2−x−y(V1−bM2b)1+x(Al1−cM3c)1+y・・・式(1)
但し
M1は3d,4d,5d遷移金属元素(Feを除く)からなる群から選ばれた1種以上の元素、
M2は3d,4d,5d遷移金属元素(Vを除く)からなる群から選ばれた1種以上の元素、
M3はIIIb(Alを除く),IVb(但しCを除く),Vb(但しNを除く)族元素からなる群から選ばれた1種以上の元素で、
a≦0.2
b≦0.4
c≦0.4
|x|≦0.2
|y|≦0.2
である。
【請求項2】
前記M1がCo,Ni,Cuからなる群から選ばれた1種以上の元素、
前記M2がTi,Zr,Ta,Cr,Mn,Mo,Wからなる群から選ばれた1種以上の元素、
前記M3がSi,Ga,Ge,Sn,Sbからなる群から選ばれた1種以上の元素、
であるホイスラー型鉄系熱電材料の製造方法。
【請求項3】
請求項1,2の何れかに記載のホイスラー型鉄系熱電材料の製造方法であって、
前記式(1)で表されるFe2VAl基ホイスラー化合物が得られるように配合された原料を溶解する溶解工程と、
該溶解により得られた溶湯を急冷凝固し、粉末を製造する粉末製造工程と、
該粉末を冷間プレスして圧粉体を得る冷間プレス工程と、
該圧粉体を焼結させる焼結工程と、
を含み、前記冷間プレス工程では、有機バインダ無添加で若しくは粉末基準で該有機バインダを0.2質量%以下の小量加えて粉末を冷間プレスすることを特徴とするホイスラー型鉄系熱電材料の製造方法。
【請求項4】
請求項3において、前記冷間プレス工程では、ダイスの孔内に一対のパンチを互いに対向する状態に挿入し、該一対のパンチの相対接近運動により該ダイスの孔内に装填した前記粉末を圧粉し、仮成形した後に仮成形体である圧粉体を脱型するようにし、
該脱型の工程では、前記一対のパンチにより前記圧粉体を挟み付け、該圧粉体に残圧を付与した状態で、該圧粉体が該ダイスの前記孔から抜け出る位置まで該ダイスを前記パンチに沿って相対移動させ、その後において該パンチから該圧粉体を取り出すことを特徴とするホイスラー型鉄系熱電材料の製造方法。
【請求項5】
請求項3,4の何れかにおいて、前記冷間プレス工程に先立って、粉末を異形状化するための機械粉砕を行うことを特徴とするホイスラー型鉄系熱電材料の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−102002(P2013−102002A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−243919(P2011−243919)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000003713)大同特殊鋼株式会社 (916)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000003713)大同特殊鋼株式会社 (916)
【Fターム(参考)】
[ Back to top ]