
ポリウレタンフォーム製ブラジャーパッド及びその製造方法
【課題】折れシワが発生したり、衣服越しに不自然なふくらみが出るのを回避するとともに、通気性に優れたパッドを得ることを課題とする。
【解決手段】装着したときに胸部の下部側に位置する厚肉部7と、この厚肉部7と一体的で,装着したときに胸部の上部側に位置し、厚肉部7と比べて薄い薄肉部8とを具備し、厚肉部7は、中芯用ポリウレタンフォームと、この中芯用ポリウレタンフォームの外側に夫々配置された表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成され、薄肉部8は、表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成されていることを特徴とするポリウレタンフォーム製ブラジャーパッド9。
【解決手段】装着したときに胸部の下部側に位置する厚肉部7と、この厚肉部7と一体的で,装着したときに胸部の上部側に位置し、厚肉部7と比べて薄い薄肉部8とを具備し、厚肉部7は、中芯用ポリウレタンフォームと、この中芯用ポリウレタンフォームの外側に夫々配置された表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成され、薄肉部8は、表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成されていることを特徴とするポリウレタンフォーム製ブラジャーパッド9。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、厚肉部とこの厚肉部に比べて薄い薄肉部を有し、薄肉部の柔軟性と全体的な通気性を確保したポリウレタンフォーム製ブラジャーパット及びその製造方法に関する。
【背景技術】
【0002】
従来、軟質ポリウレタンフォームを熱成型して所定の形状にする方法は、形状の自由度が高く、各種デザインに適用できることから、ブラジャーパッドに広く使用されている。ところで、ブラジャーパッドにおいては、パッド下部を他の箇所に比べて部分的に厚い厚肉部とすることで、胸部のボリューム感を出したり、きれいな形状を保持することが実施されている。
特許文献1には、部分的にポリウレタンフォームの厚みが異なる板状品を熱圧縮成型することで、薄肉部の硬さを低減する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−88520号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
厚肉部を有した従来のブラジャーパッドにおいて、厚肉部を有する形状を成型する場合、ポリウレタンフォームの成型前の原反厚みを大きくする必要がある。しかし、原反厚みが大きいポリウレタンフォームを成型した場合、薄肉部が高圧縮状態になることで硬くなってしまい、ブラジャーとして使用した時にその部分に違和感があったり、動いた時に折れシワが発生しやすく、衣服越しに不自然なふくらみが出てしまうという問題があった。また、厚いポリウレタンフォームを圧縮成型するため、通気性が損なわれてムレやすくなってしまうという問題があった。また、一般的にポリウレタンフォーム表面はすべりが悪く、ブラジャー本体への装着が困難なため、通常ポリウレタンフォームの両面にはトリコット等の布地が接着されている。しかし、特許文献1の方法だと布地との接着を一つ一つに実施する必要があり、工数がかかりシワ等の不具合が発生し易いという問題があった。
【0005】
本発明はこうした事情を考慮してなされたもので、折れシワが発生したり、衣服越しに不自然なふくらみが出るのを回避するとともに、通気性に優れたポリウレタンフォーム製ブラジャーパッド及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るポリウレタンフォーム製ブラジャーパッドは、身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドにおいて、装着したときに胸部の下部側に位置する厚肉部と、この厚肉部と一体的で,装着したときに胸部の上部側に位置し、前記厚肉部と比べて薄い薄肉部とを具備し、厚肉部は、中芯用ポリウレタンフォームと、この中芯用ポリウレタンフォームの外側に夫々配置された表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成され、薄肉部は、表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成されていることを特徴とする。
【0007】
また、本発明に係るポリウレタンフォーム製ブラジャーパッドの製造方法は、身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドの製造方法において、厚肉部形成予定部及び薄肉部形成予定部を含むブラジャーパッド全体の表面を構成する布地を外側にラミネートした表層用ポリウレタンフォーム間で、厚肉部形成予定部に、中芯用ポリウレタンフォームを配置して積層体を形成する工程と、カップ状の雌金型とカップ状の雄金型間に前記積層体を配置する工程と、熱プレス成型加工して厚肉部及びこの厚肉部と比べて薄い薄肉部を一体的に形成する工程とを具備することを特徴とする。
【発明の効果】
【0008】
本発明によれば、折れシワが発生したり、衣服越しに不自然なふくらみが出るのを回避するとともに、通気性に優れたポリウレタンフォーム製ブラジャーパッドが得られる。
【図面の簡単な説明】
【0009】
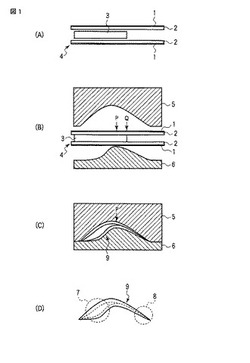
【図1】本発明に係るポリウレタンフォーム製ブラジャーパッドの製造方法を工程順に示す説明図。
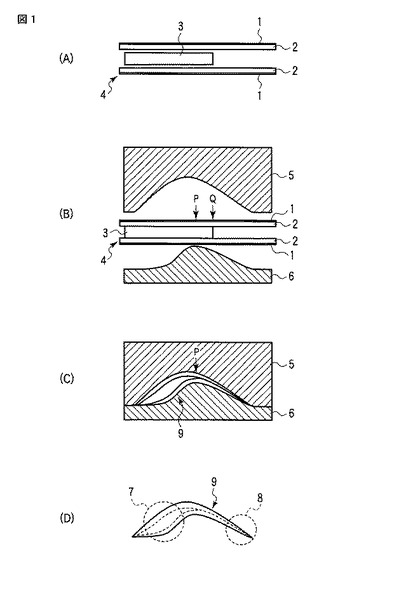
【図2】ポリウレタンフォーム製ブラジャーパッドの説明図。
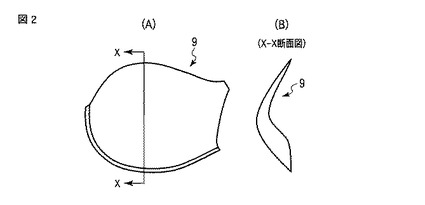
【図3】本発明に係るポリウレタンフォーム製ブラジャーパッドを製造するために使用される積層体の変形例の説明図。
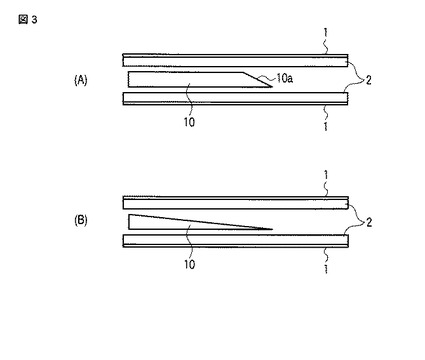
【図4】比較例に係るポリウレタンフォーム製ブラジャーパッドの製造方法を工程順に示す説明図。
【図5】通気性を評価するためのブラジャーパッドの説明図。
【図6】図5のブラジャーパッドの詳細な説明図。
【図7】図5のブラジャーパッドを製造するための製造方法を工程順に示す説明図。
【発明を実施するための形態】
【0010】
次に、本発明に係るポリウレタンフォーム製ブラジャーパッドについて更に詳しく説明する。
本発明において、表層用ポリウレタンフォームの表面に使用される布地としては、織物、編物を使用することができるが、形状的に伸びが必要な場合は編物を使用することが好ましい。特に、トリコットを好適に使用できる。布地の材質としては、ナイロン、ポリエステル、アクリル等の合成繊維、コットン等の天然繊維、あるいはそれらの混紡品を使用できる。布地の目付け量は、20〜200g/m2,好ましくは30〜100g/m2である。
【0011】
表層用ポリウレタンフォームは、厚みが2〜7mm、密度が14〜40kg/m2、好ましくは16〜30kg/m2で、25%ILD硬さ(indentation hardness)が20〜180N,好ましくは30〜90Nのものを使用することができる。中芯用ポリウレタンフォームは、厚さが5〜20mm、密度が14〜50kg/m2、好ましくは16〜40kg/m2で、25%ILD硬さが20〜300N,胸部の形状保持効果を強くしたい場合は90N以上のものを使用することが好ましい。表層用ポリウレタンフォームとして柔軟なポリウレタンフォームを使用し、中芯用ポリウレタンフォームとして表層用ポリウレタンフォームより硬度が高めのポリウレタンフォームを使用することにより、身体に接する部分ではソフト感を持たせて良好な感触を実現できるとともに、胸部の形状矯正効果を高くすることが実現できる。
【0012】
前記表層用ポリウレタンフォーム及び中芯用ポリウレタンフォームは、できるだけ高通気タイプのものを使用することが好ましい。高通気タイプのポリウレタンフォームとしては、セルの粗いポリウレタンフォームにおいてセル膜を除去した無膜フォームが知られているが、フォーム表面の凹凸が成型後にも残るため、表層用に使用すると、表面凹凸が発生して外観上問題となることがある。但し、中芯用ポリウレタンフォームは、外観上の問題がないため、無膜フォームを好適に使用することができる。無膜フォームとしては、スラブ発泡したセル数が40ヶ/25mm以下、好ましくは20ヶ/25mm以下の粗いセルを有する軟質ポリウレタンフォームをチャンバー内に入れ、ウレタンフォームを形成するセルの内部ガスを水素と酸素に置換した後、着火により爆発させ、その熱と爆風でセルの膜を除去したものを使用することができる。
【0013】
表層用ポリウレタンフォームとして通気性の高いポリウレタンフォームを使用し、かつ中芯用ポリウレタンフォームとして無膜フォームを使用することにより、通気性の非常に高いパッドが得られる。また、中芯用ポリウレタンフォームのみ無膜フォームを使用することにより、外観的に表面の平滑性が高く品質の良好なパッドが得られる。更に、表層用ポリウレタンフォームと中芯用ポリウレタンフォームとは、熱圧縮時の加熱によりお互いが自己接着するため、接着剤塗布の工数が不要となり、接着剤塗布による作業環境の心配がない。さらには、ブラジャーとして装着した際も身体に影響を与える化学物質が出ないため、安全性の点でも良好である。また、接着剤がウレタンフォームに含浸して薄肉部が硬くなることも対策できる。
【0014】
本発明において、表層用ポリウレタンフォーム間に位置する中芯用ポリウレタンフォームの,厚肉部形成予定部と薄肉形成予定部の境界部付近の端部に、厚肉部形成予定部から薄肉部形成予定部側に向って薄くなるようにテーパをつけたものを使用することが好ましい。これにより、製品化した際、厚肉部と薄肉部の境界部において硬さが急激に変化することなく、硬さが自然に徐変するパッドが得られる。
【0015】
次に、本発明に係るポリウレタンフォーム製ブラジャーパッドの製造方法について、図面を参照して説明する。
(実施例1)
図1(A)〜(D)を参照する。
まず、片面にフレームラミネートでトリコット表皮1を連続的にラミネートした厚さ5mmのシート状のポリウレタンフォーム2,2を用意した。次に、これらのポリウレタンフォーム2,2間でかつ製品としたときに下部2/3に相当する位置に、表皮1が外側に位置する状態で厚さ10mmのシート状の中芯用ポリウレタンフォーム3を配置させ、積層体4とした(図1(A)参照)。但し、ポリウレタンフォーム同士を積層する際に、接着剤や粘着剤は使用しない。ここで、ポリウレタンフォーム2及び中芯用ポリウレタンフォーム3としては、夫々密度25kg/m3,25%ILD硬さ80N,通気度250cc/cm2/sec(厚み10mmで測定)の高通気度タイプのフォームを用いた。
【0016】
つづいて、図示しない熱圧縮装置に装着したカップ状の雌金型5とカップ状の雄金型6間に、装着したときに中芯用ポリウレタンフォーム3が下部側に位置するように前記積層体4を配置した(図1(B)参照)。ここで、雄金型6と雌金型5を重ね合わせた際に、厚肉部から薄肉部となる位置Pよりも中芯の端部Qは薄肉側にある。
【0017】
次に、雌金型5と雄金型6を用いて220℃で1分50秒間熱プレス成型した(図1(C)参照)。その結果、図1(D)に示すように、装着したときに胸部の下部側に位置する厚肉部7と、この厚肉部7と一体的に形成され,装着したときに胸部の上部側に位置し、前記厚肉部7と比べて薄くかつ柔軟性を有する薄肉部8からなるブラジャーパッド9を製造した。ここで、ブラジャーパッド9は図2(A),(B)に示すとおりであり、図2(A)は平面図、図2(B)は図2(A)のX−X線に沿う断面図を示す。
【0018】
(実施例2)
実施例1と比べ、中芯用ポリウレタンフォームとして無膜粗大セルタイプのポリウレタンフォームを用いた以外は、実施例1と同様にしてブラジャーパッドを製造した。ここで、無膜粗大セルタイプのポリウレタンフォームとは、密度30kg/m3,25%ILD硬さ100N,通気度400cc/cm2/sec(厚み10mmで測定)、セル数15ヶ/25mmのフォームを示す。
【0019】
(実施例3)
実施例1と比べ、中芯用ポリウレタンフォームとして、図3(A)のようにテーパ10aが形成された無膜粗大セルタイプのポリウレタンフォーム10を用いた以外は、実施例1と同様にしてブラジャーパッドを製造した。無膜粗大セルタイプのポリウレタンフォームの性状は実施例2で用いたフォームと同様である。また、前記ポリウレタンフォーム10のテーパ10aは、厚肉部形成予定部と薄肉部形成予定部の境界部から薄肉形成予定部寄りの端部で、厚肉部形成予定部から薄肉部形成予定部側に向って厚みが徐々に薄くなるようになっている。
【0020】
(比較例1)
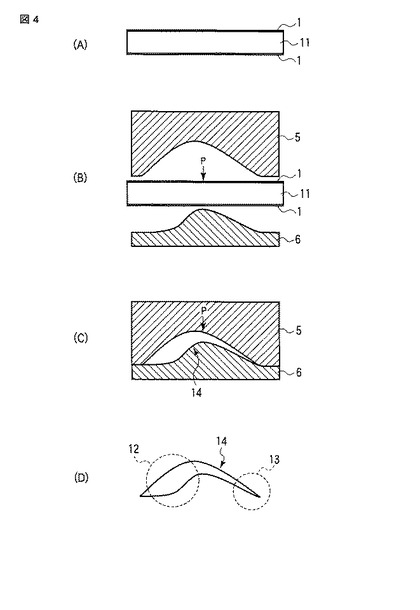
比較例1に係るポリウレタン製ブラジャーパッドの製造方法について図4(A)〜(D)を参照して説明する。なお、図1と同部材は同符番を付して説明を省略する。
まず、両面にフレームラミネートでトリコット表皮1をラミネートした厚さ20mmのシート状のポリウレタンフォーム11を用意した(図4(A)参照)。ここで、ポリウレタンフォーム11としては、密度25kg/m3,25%ILD硬さ140N,通気度60cc/cm2/sec(厚み10mmで測定)の汎用タイプのポリウレタンフォームを用いた。
つづいて、前記ポリウレタンフォーム11をカップ状の雌金型5とカップ状の雄金型6間に配置した(図1(B)参照)。次に、雌金型5と雄金型6を用いて220℃で1分50秒間熱プレス成型した(図1(C)参照)。その結果、図4(D)に示すように、装着したときに胸部の下側に位置する厚肉部12と、この厚肉部12と一体的に形成され,装着したときに胸部の上側に位置し、前記厚肉部12と比べて薄い薄肉部13からなるブラジャーパッド14を製造した。
【0021】
(比較例2)
比較例1と比べ、シート状のポリウレタンフォームとして高通気度タイプ(実施例1と同様)のポリウレタンフォームを用いた以外は、比較例1と同様にしてブラジャーパッドを製造した。
【0022】
下記表1は、上記実施例1〜3及び比較例1,2に係るブラジャーパッドの通気性、薄肉部の柔軟性、胸部形状保持性及び硬さ除変性についてまとめた結果を示す。但し、これらの特性の評価方法は次のとおりである。
通気性:息吹きにより空気透過性を評価するもので、息吹きの抵抗度を官能評価した。
薄肉部の柔軟性:薄肉部を触感により官能評価した。
胸部形状保持性:実際に装着した際の、胸部形状矯正効果を外観で目視評価した。
硬さ徐変性:中芯がある部分とない部分の境界部の硬さ変化を触感により官能評価した。
【表1】

【0023】
表1より、次の点が明らかになった。中芯用ウレタンフォームを使用しない比較例1,2においては、通気性の点で通気抵抗が比較的大きく、薄肉部も強圧縮されて比較的硬い風合いのパッドしか得られなかった。これに対し、トリコット表皮をラミネートした高通気度タイプのポリウレタンフォーム間の厚肉部形成予定部等に、高通気度タイプの中芯用ウレタンフォームを配置して熱プレス成型した実施例1によれば、通気抵抗が小さく、かつ薄肉部が柔らかく、曲げた時に屈曲に対して柔軟に対応できるパッドが得られた。また、表層用ポリウレタンフォームにトリコット表皮を連続的にラミネートした構成にすることにより、布地と良好な生産性で一体化することができ、しわによる不具合のないパッドが得られた。
【0024】
また、中芯用ウレタンフォームとして無膜粗大セルタイプのものを用いた実施例2においては、通気性、薄肉部の柔軟性の点で優れている他、実施例1と比べて胸部形状保持性の点でも十分であるパッドが得られた。更に、端部にテーパを有した中芯用ウレタンフォームを用いた実施例3においては、通気性、薄肉部の柔軟性の点で優れている他、実施例1,2と比べて硬さ徐変性の点でも優れたパッドが得られた。なお、実施例1〜3のパッドの場合、接着剤等を使用しなくとも各ポリウレタンフォーム同士は必要十分に接着するため、洗濯しても外観上変形を起こさないことが確認できた。
【0025】
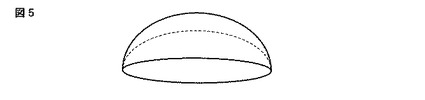
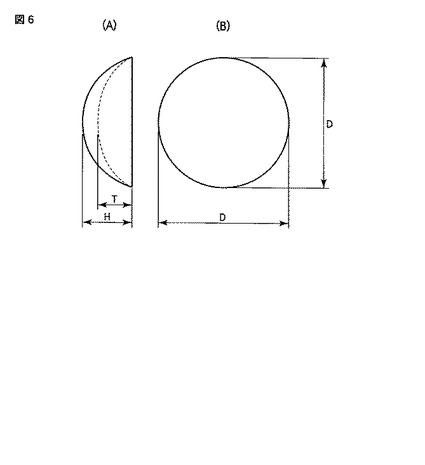
次に、パッドの通気性を定量的に評価するために、図5、図6(A),(B)に示すようにおわん型形状のパッドを用いて試験(試験例1〜4)を行った結果について説明する。ここで、図5はパッドの外観図、図6(A)はパッドの側面図、図6(B)は図6(A)の平面図を示す。また、図6中、パッドの直径(D)は130mm、高さ(H)は60mm、この高さからパッドの中央部の厚みを引いた差(T)は40mmである。図5、図6から明らかのように、パッドは中心部から周辺部に向かうにつれて徐々に厚みが薄くなるように構成されている。
【0026】
(試験例1)
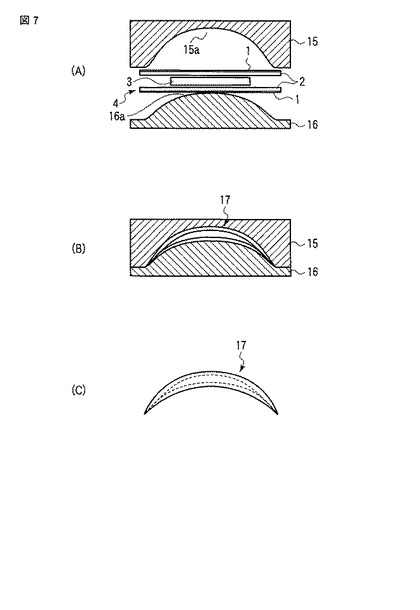
試験例1に係るポリウレタン製ブラジャーパッドの製造方法について図7(A)〜(D)を参照して説明する。
まず、片面にフレームラミネートでトリコット表皮1をラミネートした厚さ5mmのシート状のポリウレタンフォーム2,2を用意する。次に、これらのポリウレタンフォーム2,2間でかつ製品としたときに中央部の位置に相当する箇所に、表皮1が外側に位置する状態で厚さ12mm、直径が90mmのシート状でかつ円形の中芯用ポリウレタンフォーム3を配置させ、通気性評価用試験片17とした。但し、ポリウレタンフォーム同士を積層する際に、接着剤や粘着剤は使用しない。また、ポリウレタンフォーム2及び中芯用ポリウレタンフォーム3としては、実施例1と同様に高通気度タイプのフォームを用いた。
【0027】
つづいて、通気性評価用試験片17をカップ状の雌金型15とカップ状の雄金型16間に配置した(図7(A)参照)。ここで、雌金型15は、中央部で最も窪んだ湾曲した凹部15aを有した構成になっている。一方、雄金型16は、中央部で最も突出する湾曲した凸部16aを有する構成になっている。次に、雌金型15と雄金型16を用いて220℃で1分50秒間熱プレス成型した(図7(B)参照)。その結果、図7(C)に示すように、装着したときに胸部の中央部で厚く、その端部に向かうにつれて徐々に薄くなる試験品としての通気性評価用試験片17を製造した。
【0028】
(試験例2)
試験例1と比べ、中芯用ポリウレタンフォームとして無膜粗大セルタイプのポリウレタンフォームを用いた以外は、試験例1と同様にして試験品としてのブラジャーパッドを製造した。ここで、無膜粗大セルタイプのポリウレタンフォームは、実施例2で用いたフォームと同様である。
【0029】
(試験例3)
試験例1と比べ、トリコット表皮をラミネートした厚さ22mmのシート状のポリウレタンフォームとして比較例1と同様の汎用タイプのフォームを用いること、及び中芯用ポリウレタンフォームを用いない以外は、試験例1と同様にして試験品としてのブラジャーパッドを製造した。
【0030】
(試験例4)
試験例3と比べ、トリコット表皮をラミネートした厚さ22mmのシート状のポリウレタンフォームとして実施例1と同様の高通気度タイプのフォームを用いること以外は、試験例3と同様にして試験品としてのブラジャーパッドを製造した。
【0031】
下記表2は、上記試験例1〜4に係るブラジャーパッドの通気性、薄肉部(端部)の柔軟性についてまとめた結果を示す。但し、通気性は、JIS K 6400−7 B法に準拠して、成型品そのものを試験片とし、試験片の中央部と試験機の開口部中心とを合わせるようにセットして測定した。なお、薄肉部の柔軟性は触感による官能評価を示す。
【表2】
【0032】
なお、表2において、「構成1」とは、厚み22mmのポリウレタンフォームシートの両面にトリコット表皮をフレームラミネートで接着したものを示す。「構成2」とは、厚み5mmのポリウレタンフォームシートの片面にトリコット表皮をラミネートしたもの2枚間に、厚み12mmの中芯用ポリウレタンフォームシートを挟み、表皮が上下とも外側に位置し、中芯用ポリウレタンフォームシートが中央部に位置するように積層したものを示す。
表2より、本発明のパッドに対応する試験例1,2に係るパッドは、比較例のパッドに対応する試験例3,4のパッドに比べて通気性に優れかつ薄肉部が柔らかくなることが確認された。
【0033】
なお、本発明は、上記実施形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上記実施形態に開示されている複数の構成要素の適宜な組み合せにより種々の発明を形成できる。例えば、実施形態に示される全構成要素から幾つかの構成要素を削除してもよい。更に、異なる実施形態に亘る構成要素を適宜組み合せてもよい。
【0034】
具体的には、上記実施例では成型用金型により220℃、1分50秒の条件下で熱プレス成型によりパッドを製造する場合について述べたが、これに限らず、200℃〜220℃で30秒〜4分の条件下で熱プレス成型することにより製造することができる。また、布地もトリコット表皮に限定されず、他の布地を使用することができる。更に、トリコット表皮の表層用ポリウレタンフォームへのラミネートもフレームラミネートに限らず、ボンディングラミネート、ドライラミネート等でラミネートしてもよい。更には、上記実施例では、中芯用ポリウレタンフォームとして図3(A)に示すようにテーパを有したフォームについて述べたが、これに限らず、図3(B)に示すように、厚肉部形成予定部から該厚肉部形成予定部と薄肉部形成予定部付近に向って厚みが徐々に薄くなる断面が三角形形状の中芯用ポリウレタンフォームを用いてもよい。
【符号の説明】
【0035】
1…トリコット表皮(布地)、2…表層用ポリウレタンフォーム、3,10…中芯用ポリウレタンフォーム、4…積層体、5,15…雌金型、6,16…雄金型、7…厚肉部、8…薄肉部、9…ブラジャーパッド,17…通気性評価用試験片。
【技術分野】
【0001】
本発明は、厚肉部とこの厚肉部に比べて薄い薄肉部を有し、薄肉部の柔軟性と全体的な通気性を確保したポリウレタンフォーム製ブラジャーパット及びその製造方法に関する。
【背景技術】
【0002】
従来、軟質ポリウレタンフォームを熱成型して所定の形状にする方法は、形状の自由度が高く、各種デザインに適用できることから、ブラジャーパッドに広く使用されている。ところで、ブラジャーパッドにおいては、パッド下部を他の箇所に比べて部分的に厚い厚肉部とすることで、胸部のボリューム感を出したり、きれいな形状を保持することが実施されている。
特許文献1には、部分的にポリウレタンフォームの厚みが異なる板状品を熱圧縮成型することで、薄肉部の硬さを低減する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−88520号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
厚肉部を有した従来のブラジャーパッドにおいて、厚肉部を有する形状を成型する場合、ポリウレタンフォームの成型前の原反厚みを大きくする必要がある。しかし、原反厚みが大きいポリウレタンフォームを成型した場合、薄肉部が高圧縮状態になることで硬くなってしまい、ブラジャーとして使用した時にその部分に違和感があったり、動いた時に折れシワが発生しやすく、衣服越しに不自然なふくらみが出てしまうという問題があった。また、厚いポリウレタンフォームを圧縮成型するため、通気性が損なわれてムレやすくなってしまうという問題があった。また、一般的にポリウレタンフォーム表面はすべりが悪く、ブラジャー本体への装着が困難なため、通常ポリウレタンフォームの両面にはトリコット等の布地が接着されている。しかし、特許文献1の方法だと布地との接着を一つ一つに実施する必要があり、工数がかかりシワ等の不具合が発生し易いという問題があった。
【0005】
本発明はこうした事情を考慮してなされたもので、折れシワが発生したり、衣服越しに不自然なふくらみが出るのを回避するとともに、通気性に優れたポリウレタンフォーム製ブラジャーパッド及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るポリウレタンフォーム製ブラジャーパッドは、身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドにおいて、装着したときに胸部の下部側に位置する厚肉部と、この厚肉部と一体的で,装着したときに胸部の上部側に位置し、前記厚肉部と比べて薄い薄肉部とを具備し、厚肉部は、中芯用ポリウレタンフォームと、この中芯用ポリウレタンフォームの外側に夫々配置された表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成され、薄肉部は、表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成されていることを特徴とする。
【0007】
また、本発明に係るポリウレタンフォーム製ブラジャーパッドの製造方法は、身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドの製造方法において、厚肉部形成予定部及び薄肉部形成予定部を含むブラジャーパッド全体の表面を構成する布地を外側にラミネートした表層用ポリウレタンフォーム間で、厚肉部形成予定部に、中芯用ポリウレタンフォームを配置して積層体を形成する工程と、カップ状の雌金型とカップ状の雄金型間に前記積層体を配置する工程と、熱プレス成型加工して厚肉部及びこの厚肉部と比べて薄い薄肉部を一体的に形成する工程とを具備することを特徴とする。
【発明の効果】
【0008】
本発明によれば、折れシワが発生したり、衣服越しに不自然なふくらみが出るのを回避するとともに、通気性に優れたポリウレタンフォーム製ブラジャーパッドが得られる。
【図面の簡単な説明】
【0009】
【図1】本発明に係るポリウレタンフォーム製ブラジャーパッドの製造方法を工程順に示す説明図。
【図2】ポリウレタンフォーム製ブラジャーパッドの説明図。
【図3】本発明に係るポリウレタンフォーム製ブラジャーパッドを製造するために使用される積層体の変形例の説明図。
【図4】比較例に係るポリウレタンフォーム製ブラジャーパッドの製造方法を工程順に示す説明図。
【図5】通気性を評価するためのブラジャーパッドの説明図。
【図6】図5のブラジャーパッドの詳細な説明図。
【図7】図5のブラジャーパッドを製造するための製造方法を工程順に示す説明図。
【発明を実施するための形態】
【0010】
次に、本発明に係るポリウレタンフォーム製ブラジャーパッドについて更に詳しく説明する。
本発明において、表層用ポリウレタンフォームの表面に使用される布地としては、織物、編物を使用することができるが、形状的に伸びが必要な場合は編物を使用することが好ましい。特に、トリコットを好適に使用できる。布地の材質としては、ナイロン、ポリエステル、アクリル等の合成繊維、コットン等の天然繊維、あるいはそれらの混紡品を使用できる。布地の目付け量は、20〜200g/m2,好ましくは30〜100g/m2である。
【0011】
表層用ポリウレタンフォームは、厚みが2〜7mm、密度が14〜40kg/m2、好ましくは16〜30kg/m2で、25%ILD硬さ(indentation hardness)が20〜180N,好ましくは30〜90Nのものを使用することができる。中芯用ポリウレタンフォームは、厚さが5〜20mm、密度が14〜50kg/m2、好ましくは16〜40kg/m2で、25%ILD硬さが20〜300N,胸部の形状保持効果を強くしたい場合は90N以上のものを使用することが好ましい。表層用ポリウレタンフォームとして柔軟なポリウレタンフォームを使用し、中芯用ポリウレタンフォームとして表層用ポリウレタンフォームより硬度が高めのポリウレタンフォームを使用することにより、身体に接する部分ではソフト感を持たせて良好な感触を実現できるとともに、胸部の形状矯正効果を高くすることが実現できる。
【0012】
前記表層用ポリウレタンフォーム及び中芯用ポリウレタンフォームは、できるだけ高通気タイプのものを使用することが好ましい。高通気タイプのポリウレタンフォームとしては、セルの粗いポリウレタンフォームにおいてセル膜を除去した無膜フォームが知られているが、フォーム表面の凹凸が成型後にも残るため、表層用に使用すると、表面凹凸が発生して外観上問題となることがある。但し、中芯用ポリウレタンフォームは、外観上の問題がないため、無膜フォームを好適に使用することができる。無膜フォームとしては、スラブ発泡したセル数が40ヶ/25mm以下、好ましくは20ヶ/25mm以下の粗いセルを有する軟質ポリウレタンフォームをチャンバー内に入れ、ウレタンフォームを形成するセルの内部ガスを水素と酸素に置換した後、着火により爆発させ、その熱と爆風でセルの膜を除去したものを使用することができる。
【0013】
表層用ポリウレタンフォームとして通気性の高いポリウレタンフォームを使用し、かつ中芯用ポリウレタンフォームとして無膜フォームを使用することにより、通気性の非常に高いパッドが得られる。また、中芯用ポリウレタンフォームのみ無膜フォームを使用することにより、外観的に表面の平滑性が高く品質の良好なパッドが得られる。更に、表層用ポリウレタンフォームと中芯用ポリウレタンフォームとは、熱圧縮時の加熱によりお互いが自己接着するため、接着剤塗布の工数が不要となり、接着剤塗布による作業環境の心配がない。さらには、ブラジャーとして装着した際も身体に影響を与える化学物質が出ないため、安全性の点でも良好である。また、接着剤がウレタンフォームに含浸して薄肉部が硬くなることも対策できる。
【0014】
本発明において、表層用ポリウレタンフォーム間に位置する中芯用ポリウレタンフォームの,厚肉部形成予定部と薄肉形成予定部の境界部付近の端部に、厚肉部形成予定部から薄肉部形成予定部側に向って薄くなるようにテーパをつけたものを使用することが好ましい。これにより、製品化した際、厚肉部と薄肉部の境界部において硬さが急激に変化することなく、硬さが自然に徐変するパッドが得られる。
【0015】
次に、本発明に係るポリウレタンフォーム製ブラジャーパッドの製造方法について、図面を参照して説明する。
(実施例1)
図1(A)〜(D)を参照する。
まず、片面にフレームラミネートでトリコット表皮1を連続的にラミネートした厚さ5mmのシート状のポリウレタンフォーム2,2を用意した。次に、これらのポリウレタンフォーム2,2間でかつ製品としたときに下部2/3に相当する位置に、表皮1が外側に位置する状態で厚さ10mmのシート状の中芯用ポリウレタンフォーム3を配置させ、積層体4とした(図1(A)参照)。但し、ポリウレタンフォーム同士を積層する際に、接着剤や粘着剤は使用しない。ここで、ポリウレタンフォーム2及び中芯用ポリウレタンフォーム3としては、夫々密度25kg/m3,25%ILD硬さ80N,通気度250cc/cm2/sec(厚み10mmで測定)の高通気度タイプのフォームを用いた。
【0016】
つづいて、図示しない熱圧縮装置に装着したカップ状の雌金型5とカップ状の雄金型6間に、装着したときに中芯用ポリウレタンフォーム3が下部側に位置するように前記積層体4を配置した(図1(B)参照)。ここで、雄金型6と雌金型5を重ね合わせた際に、厚肉部から薄肉部となる位置Pよりも中芯の端部Qは薄肉側にある。
【0017】
次に、雌金型5と雄金型6を用いて220℃で1分50秒間熱プレス成型した(図1(C)参照)。その結果、図1(D)に示すように、装着したときに胸部の下部側に位置する厚肉部7と、この厚肉部7と一体的に形成され,装着したときに胸部の上部側に位置し、前記厚肉部7と比べて薄くかつ柔軟性を有する薄肉部8からなるブラジャーパッド9を製造した。ここで、ブラジャーパッド9は図2(A),(B)に示すとおりであり、図2(A)は平面図、図2(B)は図2(A)のX−X線に沿う断面図を示す。
【0018】
(実施例2)
実施例1と比べ、中芯用ポリウレタンフォームとして無膜粗大セルタイプのポリウレタンフォームを用いた以外は、実施例1と同様にしてブラジャーパッドを製造した。ここで、無膜粗大セルタイプのポリウレタンフォームとは、密度30kg/m3,25%ILD硬さ100N,通気度400cc/cm2/sec(厚み10mmで測定)、セル数15ヶ/25mmのフォームを示す。
【0019】
(実施例3)
実施例1と比べ、中芯用ポリウレタンフォームとして、図3(A)のようにテーパ10aが形成された無膜粗大セルタイプのポリウレタンフォーム10を用いた以外は、実施例1と同様にしてブラジャーパッドを製造した。無膜粗大セルタイプのポリウレタンフォームの性状は実施例2で用いたフォームと同様である。また、前記ポリウレタンフォーム10のテーパ10aは、厚肉部形成予定部と薄肉部形成予定部の境界部から薄肉形成予定部寄りの端部で、厚肉部形成予定部から薄肉部形成予定部側に向って厚みが徐々に薄くなるようになっている。
【0020】
(比較例1)
比較例1に係るポリウレタン製ブラジャーパッドの製造方法について図4(A)〜(D)を参照して説明する。なお、図1と同部材は同符番を付して説明を省略する。
まず、両面にフレームラミネートでトリコット表皮1をラミネートした厚さ20mmのシート状のポリウレタンフォーム11を用意した(図4(A)参照)。ここで、ポリウレタンフォーム11としては、密度25kg/m3,25%ILD硬さ140N,通気度60cc/cm2/sec(厚み10mmで測定)の汎用タイプのポリウレタンフォームを用いた。
つづいて、前記ポリウレタンフォーム11をカップ状の雌金型5とカップ状の雄金型6間に配置した(図1(B)参照)。次に、雌金型5と雄金型6を用いて220℃で1分50秒間熱プレス成型した(図1(C)参照)。その結果、図4(D)に示すように、装着したときに胸部の下側に位置する厚肉部12と、この厚肉部12と一体的に形成され,装着したときに胸部の上側に位置し、前記厚肉部12と比べて薄い薄肉部13からなるブラジャーパッド14を製造した。
【0021】
(比較例2)
比較例1と比べ、シート状のポリウレタンフォームとして高通気度タイプ(実施例1と同様)のポリウレタンフォームを用いた以外は、比較例1と同様にしてブラジャーパッドを製造した。
【0022】
下記表1は、上記実施例1〜3及び比較例1,2に係るブラジャーパッドの通気性、薄肉部の柔軟性、胸部形状保持性及び硬さ除変性についてまとめた結果を示す。但し、これらの特性の評価方法は次のとおりである。
通気性:息吹きにより空気透過性を評価するもので、息吹きの抵抗度を官能評価した。
薄肉部の柔軟性:薄肉部を触感により官能評価した。
胸部形状保持性:実際に装着した際の、胸部形状矯正効果を外観で目視評価した。
硬さ徐変性:中芯がある部分とない部分の境界部の硬さ変化を触感により官能評価した。
【表1】
【0023】
表1より、次の点が明らかになった。中芯用ウレタンフォームを使用しない比較例1,2においては、通気性の点で通気抵抗が比較的大きく、薄肉部も強圧縮されて比較的硬い風合いのパッドしか得られなかった。これに対し、トリコット表皮をラミネートした高通気度タイプのポリウレタンフォーム間の厚肉部形成予定部等に、高通気度タイプの中芯用ウレタンフォームを配置して熱プレス成型した実施例1によれば、通気抵抗が小さく、かつ薄肉部が柔らかく、曲げた時に屈曲に対して柔軟に対応できるパッドが得られた。また、表層用ポリウレタンフォームにトリコット表皮を連続的にラミネートした構成にすることにより、布地と良好な生産性で一体化することができ、しわによる不具合のないパッドが得られた。
【0024】
また、中芯用ウレタンフォームとして無膜粗大セルタイプのものを用いた実施例2においては、通気性、薄肉部の柔軟性の点で優れている他、実施例1と比べて胸部形状保持性の点でも十分であるパッドが得られた。更に、端部にテーパを有した中芯用ウレタンフォームを用いた実施例3においては、通気性、薄肉部の柔軟性の点で優れている他、実施例1,2と比べて硬さ徐変性の点でも優れたパッドが得られた。なお、実施例1〜3のパッドの場合、接着剤等を使用しなくとも各ポリウレタンフォーム同士は必要十分に接着するため、洗濯しても外観上変形を起こさないことが確認できた。
【0025】
次に、パッドの通気性を定量的に評価するために、図5、図6(A),(B)に示すようにおわん型形状のパッドを用いて試験(試験例1〜4)を行った結果について説明する。ここで、図5はパッドの外観図、図6(A)はパッドの側面図、図6(B)は図6(A)の平面図を示す。また、図6中、パッドの直径(D)は130mm、高さ(H)は60mm、この高さからパッドの中央部の厚みを引いた差(T)は40mmである。図5、図6から明らかのように、パッドは中心部から周辺部に向かうにつれて徐々に厚みが薄くなるように構成されている。
【0026】
(試験例1)
試験例1に係るポリウレタン製ブラジャーパッドの製造方法について図7(A)〜(D)を参照して説明する。
まず、片面にフレームラミネートでトリコット表皮1をラミネートした厚さ5mmのシート状のポリウレタンフォーム2,2を用意する。次に、これらのポリウレタンフォーム2,2間でかつ製品としたときに中央部の位置に相当する箇所に、表皮1が外側に位置する状態で厚さ12mm、直径が90mmのシート状でかつ円形の中芯用ポリウレタンフォーム3を配置させ、通気性評価用試験片17とした。但し、ポリウレタンフォーム同士を積層する際に、接着剤や粘着剤は使用しない。また、ポリウレタンフォーム2及び中芯用ポリウレタンフォーム3としては、実施例1と同様に高通気度タイプのフォームを用いた。
【0027】
つづいて、通気性評価用試験片17をカップ状の雌金型15とカップ状の雄金型16間に配置した(図7(A)参照)。ここで、雌金型15は、中央部で最も窪んだ湾曲した凹部15aを有した構成になっている。一方、雄金型16は、中央部で最も突出する湾曲した凸部16aを有する構成になっている。次に、雌金型15と雄金型16を用いて220℃で1分50秒間熱プレス成型した(図7(B)参照)。その結果、図7(C)に示すように、装着したときに胸部の中央部で厚く、その端部に向かうにつれて徐々に薄くなる試験品としての通気性評価用試験片17を製造した。
【0028】
(試験例2)
試験例1と比べ、中芯用ポリウレタンフォームとして無膜粗大セルタイプのポリウレタンフォームを用いた以外は、試験例1と同様にして試験品としてのブラジャーパッドを製造した。ここで、無膜粗大セルタイプのポリウレタンフォームは、実施例2で用いたフォームと同様である。
【0029】
(試験例3)
試験例1と比べ、トリコット表皮をラミネートした厚さ22mmのシート状のポリウレタンフォームとして比較例1と同様の汎用タイプのフォームを用いること、及び中芯用ポリウレタンフォームを用いない以外は、試験例1と同様にして試験品としてのブラジャーパッドを製造した。
【0030】
(試験例4)
試験例3と比べ、トリコット表皮をラミネートした厚さ22mmのシート状のポリウレタンフォームとして実施例1と同様の高通気度タイプのフォームを用いること以外は、試験例3と同様にして試験品としてのブラジャーパッドを製造した。
【0031】
下記表2は、上記試験例1〜4に係るブラジャーパッドの通気性、薄肉部(端部)の柔軟性についてまとめた結果を示す。但し、通気性は、JIS K 6400−7 B法に準拠して、成型品そのものを試験片とし、試験片の中央部と試験機の開口部中心とを合わせるようにセットして測定した。なお、薄肉部の柔軟性は触感による官能評価を示す。
【表2】
【0032】
なお、表2において、「構成1」とは、厚み22mmのポリウレタンフォームシートの両面にトリコット表皮をフレームラミネートで接着したものを示す。「構成2」とは、厚み5mmのポリウレタンフォームシートの片面にトリコット表皮をラミネートしたもの2枚間に、厚み12mmの中芯用ポリウレタンフォームシートを挟み、表皮が上下とも外側に位置し、中芯用ポリウレタンフォームシートが中央部に位置するように積層したものを示す。
表2より、本発明のパッドに対応する試験例1,2に係るパッドは、比較例のパッドに対応する試験例3,4のパッドに比べて通気性に優れかつ薄肉部が柔らかくなることが確認された。
【0033】
なお、本発明は、上記実施形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、上記実施形態に開示されている複数の構成要素の適宜な組み合せにより種々の発明を形成できる。例えば、実施形態に示される全構成要素から幾つかの構成要素を削除してもよい。更に、異なる実施形態に亘る構成要素を適宜組み合せてもよい。
【0034】
具体的には、上記実施例では成型用金型により220℃、1分50秒の条件下で熱プレス成型によりパッドを製造する場合について述べたが、これに限らず、200℃〜220℃で30秒〜4分の条件下で熱プレス成型することにより製造することができる。また、布地もトリコット表皮に限定されず、他の布地を使用することができる。更に、トリコット表皮の表層用ポリウレタンフォームへのラミネートもフレームラミネートに限らず、ボンディングラミネート、ドライラミネート等でラミネートしてもよい。更には、上記実施例では、中芯用ポリウレタンフォームとして図3(A)に示すようにテーパを有したフォームについて述べたが、これに限らず、図3(B)に示すように、厚肉部形成予定部から該厚肉部形成予定部と薄肉部形成予定部付近に向って厚みが徐々に薄くなる断面が三角形形状の中芯用ポリウレタンフォームを用いてもよい。
【符号の説明】
【0035】
1…トリコット表皮(布地)、2…表層用ポリウレタンフォーム、3,10…中芯用ポリウレタンフォーム、4…積層体、5,15…雌金型、6,16…雄金型、7…厚肉部、8…薄肉部、9…ブラジャーパッド,17…通気性評価用試験片。
【特許請求の範囲】
【請求項1】
身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドにおいて、
装着したときに胸部の下部側に位置する厚肉部と、この厚肉部と一体的で,装着したときに胸部の上部側に位置し、前記厚肉部と比べて薄い薄肉部とを具備し、
厚肉部は、中芯用ポリウレタンフォームと、この中芯用ポリウレタンフォームの外側に夫々配置された表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成され、
薄肉部は、表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成されていることを特徴とするポリウレタンフォーム製ブラジャーパッド。
【請求項2】
身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドの製造方法において、
厚肉部形成予定部及び薄肉部形成予定部を含むブラジャーパッド全体の表面を構成する布地を外側にラミネートした表層用ポリウレタンフォーム間で、厚肉部形成予定部に、中芯用ポリウレタンフォームを配置して積層体を形成する工程と、カップ状の雌金型とカップ状の雄金型間に前記積層体を配置する工程と、熱プレス成型加工して厚肉部及びこの厚肉部と比べて薄い薄肉部を一体的に形成する工程とを具備することを特徴とするポリウレタンフォーム製ブラジャーパッドの製造方法。
【請求項3】
表層用ポリウレタンフォーム間に配置された中芯用ポリウレタンフォームの,厚肉部形成予定部と薄肉形成予定部の境界部付近の端部に、厚肉部形成予定部から薄肉部形成予定部側に向って薄くなるようにテーパをつけたことを特徴とする請求項2記載のポリウレタンフォーム製ブラジャーパッドの製造方法。
【請求項4】
表層用ポリウレタンフォーム間に配置された中芯用ポリウレタンフォームは、厚肉部形成予定部から該厚肉部形成予定部と薄肉部形成予定部付近に向って厚みが徐々に薄くなる断面が三角形形状のフォームであることを特徴とする請求項2記載のポリウレタンフォーム製ブラジャーパッドの製造方法。
【請求項5】
前記表層用ポリウレタンフォームは高通気度タイプのポリウレタンフォームであり、前記中芯用ポリウレタンフォームは高通気度タイプで無膜ポリウレタンフォームであることを特徴とする請求項2乃至4いずれか1項記載のポリウレタンフォーム製ブラジャーパッドの製造方法。
【請求項1】
身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドにおいて、
装着したときに胸部の下部側に位置する厚肉部と、この厚肉部と一体的で,装着したときに胸部の上部側に位置し、前記厚肉部と比べて薄い薄肉部とを具備し、
厚肉部は、中芯用ポリウレタンフォームと、この中芯用ポリウレタンフォームの外側に夫々配置された表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成され、
薄肉部は、表層用ポリウレタンフォームと、この表層用ポリウレタンフォームの外側に夫々ラミネートされた布地から構成されていることを特徴とするポリウレタンフォーム製ブラジャーパッド。
【請求項2】
身体の胸部に装着して使用されるブラジャーのカップ状のポリウレタンフォーム製ブラジャーパッドの製造方法において、
厚肉部形成予定部及び薄肉部形成予定部を含むブラジャーパッド全体の表面を構成する布地を外側にラミネートした表層用ポリウレタンフォーム間で、厚肉部形成予定部に、中芯用ポリウレタンフォームを配置して積層体を形成する工程と、カップ状の雌金型とカップ状の雄金型間に前記積層体を配置する工程と、熱プレス成型加工して厚肉部及びこの厚肉部と比べて薄い薄肉部を一体的に形成する工程とを具備することを特徴とするポリウレタンフォーム製ブラジャーパッドの製造方法。
【請求項3】
表層用ポリウレタンフォーム間に配置された中芯用ポリウレタンフォームの,厚肉部形成予定部と薄肉形成予定部の境界部付近の端部に、厚肉部形成予定部から薄肉部形成予定部側に向って薄くなるようにテーパをつけたことを特徴とする請求項2記載のポリウレタンフォーム製ブラジャーパッドの製造方法。
【請求項4】
表層用ポリウレタンフォーム間に配置された中芯用ポリウレタンフォームは、厚肉部形成予定部から該厚肉部形成予定部と薄肉部形成予定部付近に向って厚みが徐々に薄くなる断面が三角形形状のフォームであることを特徴とする請求項2記載のポリウレタンフォーム製ブラジャーパッドの製造方法。
【請求項5】
前記表層用ポリウレタンフォームは高通気度タイプのポリウレタンフォームであり、前記中芯用ポリウレタンフォームは高通気度タイプで無膜ポリウレタンフォームであることを特徴とする請求項2乃至4いずれか1項記載のポリウレタンフォーム製ブラジャーパッドの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−137275(P2011−137275A)
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願番号】特願2010−192(P2010−192)
【出願日】平成22年1月4日(2010.1.4)
【出願人】(000003425)株式会社東洋クオリティワン (18)
【Fターム(参考)】
【公開日】平成23年7月14日(2011.7.14)
【国際特許分類】
【出願日】平成22年1月4日(2010.1.4)
【出願人】(000003425)株式会社東洋クオリティワン (18)
【Fターム(参考)】
[ Back to top ]