
ポリエチレン系樹脂組成物、ポリエチレン系樹脂フィルム、およびポリエチレン系樹脂手袋
【課題】押出し加工性や熱溶着性、そして熱溶着強度、装着時のフィット性などがさらに改善されたポリエチレン系樹脂組成物、ポリエチレン系樹脂フィルムおよびポリエチレン系樹脂手袋を提供する。
【解決手段】成分(A)60〜90重量%および成分(B)40〜10重量%に、適量のアンチブロッキング剤とスリップ剤を配合してなり、成分(A)は、密度が890〜920kg/m3のメタロセン系直鎖状低密度ポリエチレンであり、成分(B)は、密度が910〜925kg/m3の低密度ポリエチレンであるポリエチレン系樹脂組成物、このポリエチレン系樹脂組成物からなるポリエチレン系樹脂フィルムおよびこのポリエチレン系樹脂フィルムからなるポリエチレン系樹脂手袋Aにある。
【解決手段】成分(A)60〜90重量%および成分(B)40〜10重量%に、適量のアンチブロッキング剤とスリップ剤を配合してなり、成分(A)は、密度が890〜920kg/m3のメタロセン系直鎖状低密度ポリエチレンであり、成分(B)は、密度が910〜925kg/m3の低密度ポリエチレンであるポリエチレン系樹脂組成物、このポリエチレン系樹脂組成物からなるポリエチレン系樹脂フィルムおよびこのポリエチレン系樹脂フィルムからなるポリエチレン系樹脂手袋Aにある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエチレン系樹脂組成物、このポリエチレン系樹脂組成物を用いたTダイ法によって得られるポリエチレン系樹脂フィルム、およびこのポリエチレン系樹脂フィルムを用いた熱切断によって得られるポリエチレン系樹脂手袋に関する。
【背景技術】
【0002】
ポリエチレン系樹脂組成物またはこの組成物の用途のひとつにポリエチレン系樹脂フィルムがあり、さらにこのフィルムの代表的な用途としてポリエチレン系樹脂包装用フィルム、あるいはポリエチレン系樹脂手袋がある。
ポリエチレン系樹脂手袋は、台所、工場、食料品店、ホテル、病院などで簡易的に使用される使い捨ての手袋である。
このポリエチレン系樹脂手袋は、主に、2枚のポリエチレン系樹脂フィルムを重ね合わせ、手形に合わせて熱溶着、切断することにより、手首部分を開放させた状態で得られる。熱溶着、切断は、重ね合わせた2枚のフィルムの上に手袋型(金型)を載置し、手袋型の輪郭に沿って行われる(例えば、特許文献1などを参照)。
【0003】
特許文献1に記載のポリエチレン系樹脂手袋は、エチレンと炭素原子3〜12個のα−オレフィンを重合して得られる、下記の(A−1)〜(A−4)の性質を有するエチレン・α−オレフィン共重合体(A)成分1〜99重量%および、下記の(B−1)及び(B−2)の性質を有する含酸素エチレン系共重合体(B)成分99〜1重量%からなるポリエチレン系樹脂組成物から得られるポリエチレン系樹脂フィルムを、2枚重ね合わせた熱溶着、切断によって製造されている。
エチレン・α−オレフィン共重合体(A)成分:
(A−1)メルトフローレート(MFR):0.1〜50g/10分
(A−2)密度(d):880〜935Kg/m3
(A−3)下記(式1)から得られる組成分布変動係数Cxが0.5以下
Cx=σ/SCBave. (式1)
(式中、σは組成分布の標準偏差、SCBave.は炭素原子1000個(1000C)当たりの短鎖分岐数の平均値(1/1000C)を表わす。)
(A−4)冷キシレン可溶部の重量割合a(重量%)と密度(d)が下記(式2)の関係を有すること
a<4.8×10-5×(950−d)3 +10-6×(950-d)4+1 (式2)
から得られるエチレンとα−オレフィンの共重合体である。
含酸素エチレン系共重合体(B)成分:
(B−1)メルトフローレート(MFR):0.01〜50g/10分
(B−2)共重合体(B)成分のコモノマー含量b(重量%)と該ポリエチレン系樹脂組成物に含まれる共重合体(B)成分の重量割合WB(重量%)が下記(式3)の関係を有すること
50>b>0.2×WB+10 (式3)にある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−105252号公報(段落番号0033参照)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示されている従来技術のポリエチレン系樹脂組成物からなるポリエチレン系樹脂フィルムを、2枚重ね合わせた熱溶着によって形成されるポリエチレン系樹脂手袋は、熱溶着強度(ヒートシール強度)が不十分で、しかも、柔軟性(延伸性)などに劣るために、手に装着したときの感触やフィット性が悪い。
また、手に装着したときフィット性が悪いために、手から抜け外れ易く、手指の動きに追従し難く、特に、細かい作業がし難いなどの使い勝手が悪く、満足できるものではなかった。
【0006】
そこで、本発明は、前記課題を解消するために創案されたものであり、押出し加工性や熱溶着性、そして熱溶着強度、装着時のフィット性などがさらに改善されるポリエチレン系樹脂組成物、ポリエチレン系樹脂フィルムおよびポリエチレン系樹脂手袋を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、長年にわたり鋭意研究を重ねた結果、前記課題を解決することができることを見出し、本発明を完成させるに至ったものである。
すなわち、本発明は、
下記の成分(A)および成分(B)に、適量のアンチブロッキング剤とスリップ剤を配合してなることを特徴とする押出し成形用ポリエチレン系樹脂組成物に係るものである。
成分(A)は、密度が890〜920kg/m3のメタロセン系直鎖状低密度ポリエチレン60〜90重量%、
成分(B)は、密度が910〜925kg/m3の低密度ポリエチレン40〜10重量%である。
【0008】
また、本発明は、前記のポリエチレン系樹脂組成物を用いたTダイ法によって厚さが15〜40μmに押出し成形されるポリエチレン系樹脂フィルムに係るものである。
また、前記のTダイ法による押出し成形直後に、冷却ロールとニップルロールとによってシボ加工が施されていることをさらに特徴とするポリエチレン系樹脂フィルムに係るものである。
【0009】
さらに、本発明は、前記のポリエチレン系樹脂フィルムを2枚重ね合わせて得られるポリエチレン系樹脂手袋に係るものである。つまり、ポリエチレン系樹脂フィルムを2枚重ね合わせて、手袋型の輪郭に沿ってフィルムを熱溶着、切断することにより、手首部分を開放させたポリエチレン系樹脂手袋が得られる。
【発明の効果】
【0010】
本発明によれば、押出し加工性に優れ、かつ、熱溶着性(ヒートシール性)、熱溶着強度(ヒートシール強度)に優れ、そして柔軟性(延伸性)などが良好なポリエチレン系樹脂組成物が得られ、このポリエチレン系樹脂組成物を用いて抗張力と滑り性などが満足するポリエチレン系樹脂フィルムが得られる。
そして、このポリエチレン系樹脂フィルムを用いて、装着時のフィット性が改善され、手から抜け外れ難く、柔軟で手指の動きに対して高い追従性を有するポリエチレン系樹脂手袋が得られる。
【図面の簡単な説明】
【0011】
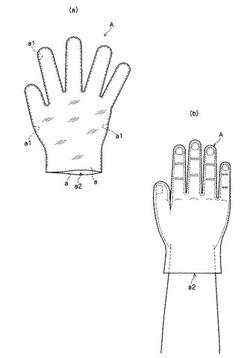
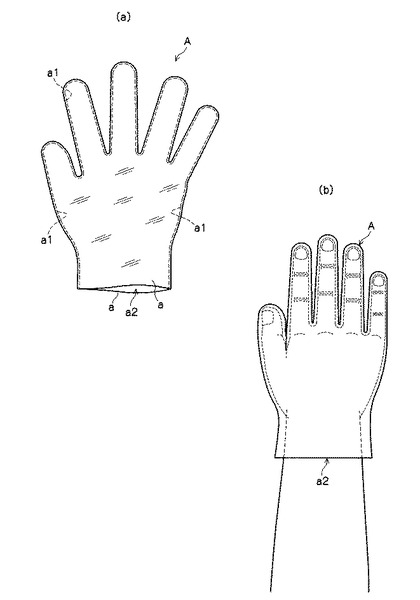
【図1】(a)は、本発明に係るポリエチレン系樹脂手袋を示す平面図であり、(b)は、同手袋の装着状態を示す平面図である。
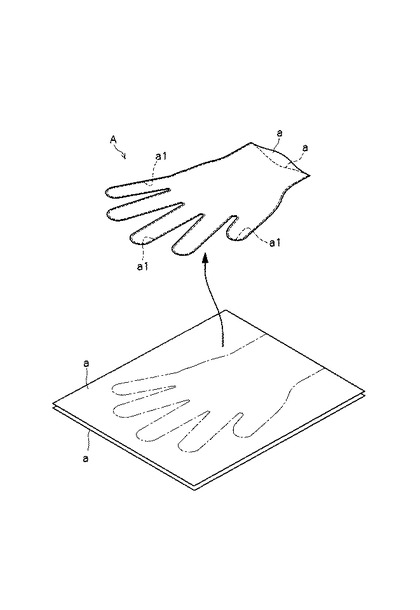
【図2】重ね合わせた2枚のポリエチレン系樹脂フィルムから手袋を打ち抜いた状態を示す斜視図である。
【発明を実施するための形態】
【0012】
[ポリエチレン系樹脂組成物の説明]
本発明に係るポリエチレン系樹脂組成物は、成分(A)のメタロセン系直鎖状低密度ポリエチレン(メタロセンLL)および成分(B)の低密度ポリエチレン(LDPE)に、適量のアンチブロッキング剤とスリップ剤を配合調製して得られる。
【0013】
[成分(A)と成分(B)の密度]
本発明に係るポリエチレン系樹脂組成物において、成分(A)として用いられるメタロセン系直鎖状低密度ポリエチレンは、JIS−K7112による密度が890〜920kg/m3の範囲内であることが好ましい。
また、成分(B)として用いられる低密度ポリエチレンは、JIS−K7112による密度が910〜925kg/m3の範囲内であることが好ましい。
【0014】
[成分(A)と成分(B)の配合割合]
本発明のポリエチレン系樹脂組成物において、成分(A)と成分(B)の配合割合は、成分(A)が60〜90重量%に対し、成分(B)が40〜10重量%であることが、本発明を成立させる上で重要である。
その理由は、成分(A)の配合量が60重量%未満では、強度が不十分になり、90重量%を超えると、ヒートシール性が悪く、ブロッキング性も悪くなるからである。
一方、成分(B)の配合量が10重量%未満では、ヒートシール性が悪くなり、40重量%を超えると、強度が不十分になるからである。
したがって、本発明では、成分(A)の配合量は60〜90%であることが重要であり、好ましくは60〜80重量%である。成分(B)の配合量は40〜10重量%であることが重要であり、好ましく30〜20重量%である。
【実施例】
【0015】
[ポリエチレン系樹脂組成物の製造]
次に、本発明を実施例および比較例に基づいてさらに具体的に説明するが、本発明は、これらの実施例によってなんら限定されるものではない。
[実施例1〜5および比較例1〜5]
表1に示す実施例1〜5の配合量にて成分(A)と成分(B)、および添加剤としてシリカやタイルなどのアンチブロッキング剤とスリップ剤をそれぞれ配合し、単軸20mmφの押出し機にて、200℃の成形温度で溶融混練し造粒することによって、実施例1〜5の配合量の成分(A)と成分(B)からなるペレット状やブロック状などで所望な大きさを有する樹脂組成物を得た。
【0016】
[ポリエチレン系樹脂組成物の物性評価]
樹脂組成物の物性評価は、表1の実施例1〜5および比較例1〜5の各配合量からなる各組成物のサンプルを1号ダンベルでそれぞれ作成し、ストログラフにより引っ張り速度500mm/minで引っ張り抗張力を測定する。抗張力10N/10min以上を良好と評価し、その結果を表1に示す。
【0017】
[ポリエチレン系樹脂フィルムの成形]
前記ペレット状の樹脂組成物を用いたポリエチレン系樹脂フィルム(以後、単にフィルムと称する)の成形について説明する。フィルムは、Tダイ法による押出し成形によって厚さが15〜50μmのサンプルとする。
【0018】
そして、本実施例では、前記のTダイ法による押出し成形による成形直後(フィルムがTダイから引き取られた直後)におけるフィルムに図示省略の冷却ロールとニップルロールとによってシボ加工が施されるようにしている。
【0019】
[押出し加工性の評価]
押出し加工性の評価は、前記のTダイ成形による生産時において、以下の3段階に分けて評価し、得られた評価結果を表1に示す。
○:生産時フィルムが切れ難い
△:生産時フィルムが切れ易い
×:生産時フィルムが頻繁に切れる
【0020】
[フィルムの評価]
評価1:抗張力
この抗張力は、1号ダンベルおよび引張り速度500mm/minで実施し、得られた測定結果を表1に示す。ここでは、10(N/10mm)以上が良いと判定する評価で行った。
評価2:滑り性(静止摩擦係数 単位μs)
この滑り性は、インフレーション加工して得られた筒状フィルムを切り開いて加工時に外に面していた面の静止摩擦係数(μs)をJIS−K−7125に従った測定にて行い、その結果を表1に示す。ここでは、傾斜法により、0.3以下が良いと判定する評価で行った。
【0021】
[ポリエチレン系樹脂手袋の説明]
つぎに、前記のTダイ法によって厚さが25μに押出し成形され、シボ加工が施されているポリエチレン系樹脂フィルム(以後、単に「フィルム」と称する)を用いて得られるポリエチレン系樹脂手袋1について説明する。
図1は、本発明に係るポリエチレン系樹脂手袋を示す平面図および同手袋の装着状態を示す平面図であり、図2は、重ね合わせた2枚のポリエチレン系樹脂フィルムから手袋を打ち抜いた状態を示す斜視図である。
ポリエチレン系樹脂手袋(以後、単に「手袋」と称する)1は、図2に示すように、フィルム2を2枚重ね合わせ、この2枚のフィルム2を加熱した図示省略の手袋型(切断型)を用いて手形状に切断するとともに、手袋型の手形輪郭に沿う2枚のフィルム2の周縁部同士を熱溶着することにより製造される。
つまり、加熱された手袋型によって重ね合わせた2枚のフィルム2を手形状に打ち抜くことによって、図1の(a)に示すように、外周縁が溶着縁部1aとなって一体に溶着され、手首部分を開放させた開口部1bとする手袋1が得られる。
これにより、図1の(b)に示すように、開口部1bから手を差し入れて使用者の手に装着されるようになっている。
【0022】
[熱溶着性(ヒートシール温度範囲)の評価]
つぎに、前記の手法によって手袋1が製造されるときの熱溶着性(ヒートシール性)について説明する。
2枚のフィルムを重ねて合わせて手袋型(金型)の手形輪郭に沿わせて熱溶着(ヒートシール)する。このとき、良好な熱溶着性(ヒートシール性)が得られる適正温度を確認するために手袋型の温度(熱)を10°刻みで変えて試験を行い、それぞれの温度で得られたサンプル手袋を、以下の3段階に分けて評価し、得られた結果を表1に示す。
○:30℃以上の温度範囲
△:20℃の温度範囲
×:10℃以下の温度範囲
【0023】
[フィット性の評価]
前記の熱溶着性の評価で得られたサンプル手袋を、20代〜50代の男女30人にそれぞれ装着してもらい、以下の3段階に分けて評価し、得られた評価結果を表1に示す。
○:違和感が全く無し
△:少し違和感がある
×:違和感がある
【0024】
【表1】

【0025】
本発明は前記の実施例に限定されるものでなく、特許請求の範囲に記載された発明の要旨を逸脱しない範囲内での種々、設計変更した形態を技術的範囲に含むものである。
【産業上の利用可能性】
【0026】
本発明のポリエチレン系樹脂フィルムは、食品包装用フィルムとして利用することができる。また、ポリエチレン系樹脂手袋は、家庭、工場、食料品店、ホテル、病院、実験室、各種外食産業などで簡易的に使用される使い捨ての手袋として利用されるものでる。
【符号の説明】
【0027】
1 ポリエチレン系樹脂手袋
2 ポリエチレン系樹脂フィルム
1a 溶着縁部
1b 開口部
【技術分野】
【0001】
本発明は、ポリエチレン系樹脂組成物、このポリエチレン系樹脂組成物を用いたTダイ法によって得られるポリエチレン系樹脂フィルム、およびこのポリエチレン系樹脂フィルムを用いた熱切断によって得られるポリエチレン系樹脂手袋に関する。
【背景技術】
【0002】
ポリエチレン系樹脂組成物またはこの組成物の用途のひとつにポリエチレン系樹脂フィルムがあり、さらにこのフィルムの代表的な用途としてポリエチレン系樹脂包装用フィルム、あるいはポリエチレン系樹脂手袋がある。
ポリエチレン系樹脂手袋は、台所、工場、食料品店、ホテル、病院などで簡易的に使用される使い捨ての手袋である。
このポリエチレン系樹脂手袋は、主に、2枚のポリエチレン系樹脂フィルムを重ね合わせ、手形に合わせて熱溶着、切断することにより、手首部分を開放させた状態で得られる。熱溶着、切断は、重ね合わせた2枚のフィルムの上に手袋型(金型)を載置し、手袋型の輪郭に沿って行われる(例えば、特許文献1などを参照)。
【0003】
特許文献1に記載のポリエチレン系樹脂手袋は、エチレンと炭素原子3〜12個のα−オレフィンを重合して得られる、下記の(A−1)〜(A−4)の性質を有するエチレン・α−オレフィン共重合体(A)成分1〜99重量%および、下記の(B−1)及び(B−2)の性質を有する含酸素エチレン系共重合体(B)成分99〜1重量%からなるポリエチレン系樹脂組成物から得られるポリエチレン系樹脂フィルムを、2枚重ね合わせた熱溶着、切断によって製造されている。
エチレン・α−オレフィン共重合体(A)成分:
(A−1)メルトフローレート(MFR):0.1〜50g/10分
(A−2)密度(d):880〜935Kg/m3
(A−3)下記(式1)から得られる組成分布変動係数Cxが0.5以下
Cx=σ/SCBave. (式1)
(式中、σは組成分布の標準偏差、SCBave.は炭素原子1000個(1000C)当たりの短鎖分岐数の平均値(1/1000C)を表わす。)
(A−4)冷キシレン可溶部の重量割合a(重量%)と密度(d)が下記(式2)の関係を有すること
a<4.8×10-5×(950−d)3 +10-6×(950-d)4+1 (式2)
から得られるエチレンとα−オレフィンの共重合体である。
含酸素エチレン系共重合体(B)成分:
(B−1)メルトフローレート(MFR):0.01〜50g/10分
(B−2)共重合体(B)成分のコモノマー含量b(重量%)と該ポリエチレン系樹脂組成物に含まれる共重合体(B)成分の重量割合WB(重量%)が下記(式3)の関係を有すること
50>b>0.2×WB+10 (式3)にある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−105252号公報(段落番号0033参照)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示されている従来技術のポリエチレン系樹脂組成物からなるポリエチレン系樹脂フィルムを、2枚重ね合わせた熱溶着によって形成されるポリエチレン系樹脂手袋は、熱溶着強度(ヒートシール強度)が不十分で、しかも、柔軟性(延伸性)などに劣るために、手に装着したときの感触やフィット性が悪い。
また、手に装着したときフィット性が悪いために、手から抜け外れ易く、手指の動きに追従し難く、特に、細かい作業がし難いなどの使い勝手が悪く、満足できるものではなかった。
【0006】
そこで、本発明は、前記課題を解消するために創案されたものであり、押出し加工性や熱溶着性、そして熱溶着強度、装着時のフィット性などがさらに改善されるポリエチレン系樹脂組成物、ポリエチレン系樹脂フィルムおよびポリエチレン系樹脂手袋を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、長年にわたり鋭意研究を重ねた結果、前記課題を解決することができることを見出し、本発明を完成させるに至ったものである。
すなわち、本発明は、
下記の成分(A)および成分(B)に、適量のアンチブロッキング剤とスリップ剤を配合してなることを特徴とする押出し成形用ポリエチレン系樹脂組成物に係るものである。
成分(A)は、密度が890〜920kg/m3のメタロセン系直鎖状低密度ポリエチレン60〜90重量%、
成分(B)は、密度が910〜925kg/m3の低密度ポリエチレン40〜10重量%である。
【0008】
また、本発明は、前記のポリエチレン系樹脂組成物を用いたTダイ法によって厚さが15〜40μmに押出し成形されるポリエチレン系樹脂フィルムに係るものである。
また、前記のTダイ法による押出し成形直後に、冷却ロールとニップルロールとによってシボ加工が施されていることをさらに特徴とするポリエチレン系樹脂フィルムに係るものである。
【0009】
さらに、本発明は、前記のポリエチレン系樹脂フィルムを2枚重ね合わせて得られるポリエチレン系樹脂手袋に係るものである。つまり、ポリエチレン系樹脂フィルムを2枚重ね合わせて、手袋型の輪郭に沿ってフィルムを熱溶着、切断することにより、手首部分を開放させたポリエチレン系樹脂手袋が得られる。
【発明の効果】
【0010】
本発明によれば、押出し加工性に優れ、かつ、熱溶着性(ヒートシール性)、熱溶着強度(ヒートシール強度)に優れ、そして柔軟性(延伸性)などが良好なポリエチレン系樹脂組成物が得られ、このポリエチレン系樹脂組成物を用いて抗張力と滑り性などが満足するポリエチレン系樹脂フィルムが得られる。
そして、このポリエチレン系樹脂フィルムを用いて、装着時のフィット性が改善され、手から抜け外れ難く、柔軟で手指の動きに対して高い追従性を有するポリエチレン系樹脂手袋が得られる。
【図面の簡単な説明】
【0011】
【図1】(a)は、本発明に係るポリエチレン系樹脂手袋を示す平面図であり、(b)は、同手袋の装着状態を示す平面図である。
【図2】重ね合わせた2枚のポリエチレン系樹脂フィルムから手袋を打ち抜いた状態を示す斜視図である。
【発明を実施するための形態】
【0012】
[ポリエチレン系樹脂組成物の説明]
本発明に係るポリエチレン系樹脂組成物は、成分(A)のメタロセン系直鎖状低密度ポリエチレン(メタロセンLL)および成分(B)の低密度ポリエチレン(LDPE)に、適量のアンチブロッキング剤とスリップ剤を配合調製して得られる。
【0013】
[成分(A)と成分(B)の密度]
本発明に係るポリエチレン系樹脂組成物において、成分(A)として用いられるメタロセン系直鎖状低密度ポリエチレンは、JIS−K7112による密度が890〜920kg/m3の範囲内であることが好ましい。
また、成分(B)として用いられる低密度ポリエチレンは、JIS−K7112による密度が910〜925kg/m3の範囲内であることが好ましい。
【0014】
[成分(A)と成分(B)の配合割合]
本発明のポリエチレン系樹脂組成物において、成分(A)と成分(B)の配合割合は、成分(A)が60〜90重量%に対し、成分(B)が40〜10重量%であることが、本発明を成立させる上で重要である。
その理由は、成分(A)の配合量が60重量%未満では、強度が不十分になり、90重量%を超えると、ヒートシール性が悪く、ブロッキング性も悪くなるからである。
一方、成分(B)の配合量が10重量%未満では、ヒートシール性が悪くなり、40重量%を超えると、強度が不十分になるからである。
したがって、本発明では、成分(A)の配合量は60〜90%であることが重要であり、好ましくは60〜80重量%である。成分(B)の配合量は40〜10重量%であることが重要であり、好ましく30〜20重量%である。
【実施例】
【0015】
[ポリエチレン系樹脂組成物の製造]
次に、本発明を実施例および比較例に基づいてさらに具体的に説明するが、本発明は、これらの実施例によってなんら限定されるものではない。
[実施例1〜5および比較例1〜5]
表1に示す実施例1〜5の配合量にて成分(A)と成分(B)、および添加剤としてシリカやタイルなどのアンチブロッキング剤とスリップ剤をそれぞれ配合し、単軸20mmφの押出し機にて、200℃の成形温度で溶融混練し造粒することによって、実施例1〜5の配合量の成分(A)と成分(B)からなるペレット状やブロック状などで所望な大きさを有する樹脂組成物を得た。
【0016】
[ポリエチレン系樹脂組成物の物性評価]
樹脂組成物の物性評価は、表1の実施例1〜5および比較例1〜5の各配合量からなる各組成物のサンプルを1号ダンベルでそれぞれ作成し、ストログラフにより引っ張り速度500mm/minで引っ張り抗張力を測定する。抗張力10N/10min以上を良好と評価し、その結果を表1に示す。
【0017】
[ポリエチレン系樹脂フィルムの成形]
前記ペレット状の樹脂組成物を用いたポリエチレン系樹脂フィルム(以後、単にフィルムと称する)の成形について説明する。フィルムは、Tダイ法による押出し成形によって厚さが15〜50μmのサンプルとする。
【0018】
そして、本実施例では、前記のTダイ法による押出し成形による成形直後(フィルムがTダイから引き取られた直後)におけるフィルムに図示省略の冷却ロールとニップルロールとによってシボ加工が施されるようにしている。
【0019】
[押出し加工性の評価]
押出し加工性の評価は、前記のTダイ成形による生産時において、以下の3段階に分けて評価し、得られた評価結果を表1に示す。
○:生産時フィルムが切れ難い
△:生産時フィルムが切れ易い
×:生産時フィルムが頻繁に切れる
【0020】
[フィルムの評価]
評価1:抗張力
この抗張力は、1号ダンベルおよび引張り速度500mm/minで実施し、得られた測定結果を表1に示す。ここでは、10(N/10mm)以上が良いと判定する評価で行った。
評価2:滑り性(静止摩擦係数 単位μs)
この滑り性は、インフレーション加工して得られた筒状フィルムを切り開いて加工時に外に面していた面の静止摩擦係数(μs)をJIS−K−7125に従った測定にて行い、その結果を表1に示す。ここでは、傾斜法により、0.3以下が良いと判定する評価で行った。
【0021】
[ポリエチレン系樹脂手袋の説明]
つぎに、前記のTダイ法によって厚さが25μに押出し成形され、シボ加工が施されているポリエチレン系樹脂フィルム(以後、単に「フィルム」と称する)を用いて得られるポリエチレン系樹脂手袋1について説明する。
図1は、本発明に係るポリエチレン系樹脂手袋を示す平面図および同手袋の装着状態を示す平面図であり、図2は、重ね合わせた2枚のポリエチレン系樹脂フィルムから手袋を打ち抜いた状態を示す斜視図である。
ポリエチレン系樹脂手袋(以後、単に「手袋」と称する)1は、図2に示すように、フィルム2を2枚重ね合わせ、この2枚のフィルム2を加熱した図示省略の手袋型(切断型)を用いて手形状に切断するとともに、手袋型の手形輪郭に沿う2枚のフィルム2の周縁部同士を熱溶着することにより製造される。
つまり、加熱された手袋型によって重ね合わせた2枚のフィルム2を手形状に打ち抜くことによって、図1の(a)に示すように、外周縁が溶着縁部1aとなって一体に溶着され、手首部分を開放させた開口部1bとする手袋1が得られる。
これにより、図1の(b)に示すように、開口部1bから手を差し入れて使用者の手に装着されるようになっている。
【0022】
[熱溶着性(ヒートシール温度範囲)の評価]
つぎに、前記の手法によって手袋1が製造されるときの熱溶着性(ヒートシール性)について説明する。
2枚のフィルムを重ねて合わせて手袋型(金型)の手形輪郭に沿わせて熱溶着(ヒートシール)する。このとき、良好な熱溶着性(ヒートシール性)が得られる適正温度を確認するために手袋型の温度(熱)を10°刻みで変えて試験を行い、それぞれの温度で得られたサンプル手袋を、以下の3段階に分けて評価し、得られた結果を表1に示す。
○:30℃以上の温度範囲
△:20℃の温度範囲
×:10℃以下の温度範囲
【0023】
[フィット性の評価]
前記の熱溶着性の評価で得られたサンプル手袋を、20代〜50代の男女30人にそれぞれ装着してもらい、以下の3段階に分けて評価し、得られた評価結果を表1に示す。
○:違和感が全く無し
△:少し違和感がある
×:違和感がある
【0024】
【表1】
【0025】
本発明は前記の実施例に限定されるものでなく、特許請求の範囲に記載された発明の要旨を逸脱しない範囲内での種々、設計変更した形態を技術的範囲に含むものである。
【産業上の利用可能性】
【0026】
本発明のポリエチレン系樹脂フィルムは、食品包装用フィルムとして利用することができる。また、ポリエチレン系樹脂手袋は、家庭、工場、食料品店、ホテル、病院、実験室、各種外食産業などで簡易的に使用される使い捨ての手袋として利用されるものでる。
【符号の説明】
【0027】
1 ポリエチレン系樹脂手袋
2 ポリエチレン系樹脂フィルム
1a 溶着縁部
1b 開口部
【特許請求の範囲】
【請求項1】
下記の成分(A)および成分(B)に、適量のアンチブロッキング剤とスリップ剤を配合してなることを特徴とする押出し成形用ポリエチレン系樹脂組成物。
成分(A)は、密度が890〜920kg/m3のメタロセン系直鎖状低密度ポリエチレン60〜90重量%、
成分(B)は、密度が910〜925kg/m3の低密度ポリエチレン40〜10重量%
【請求項2】
請求項1に記載のポリエチレン系樹脂組成物を用いたTダイ法によって厚さが15〜40μmに押出し成形されているポリエチレン系樹脂フィルム。
【請求項3】
前記Tダイ法による押出し成形直後に、冷却ロールとニップルロールとによってシボ加工が施されている請求項2に記載のポリエチレン系樹脂フィルム。
【請求項4】
請求項2または請求項3に記載のポリエチレン系樹脂フィルムを2枚重ね合わせて得られるポリエチレン系樹脂手袋。
【請求項1】
下記の成分(A)および成分(B)に、適量のアンチブロッキング剤とスリップ剤を配合してなることを特徴とする押出し成形用ポリエチレン系樹脂組成物。
成分(A)は、密度が890〜920kg/m3のメタロセン系直鎖状低密度ポリエチレン60〜90重量%、
成分(B)は、密度が910〜925kg/m3の低密度ポリエチレン40〜10重量%
【請求項2】
請求項1に記載のポリエチレン系樹脂組成物を用いたTダイ法によって厚さが15〜40μmに押出し成形されているポリエチレン系樹脂フィルム。
【請求項3】
前記Tダイ法による押出し成形直後に、冷却ロールとニップルロールとによってシボ加工が施されている請求項2に記載のポリエチレン系樹脂フィルム。
【請求項4】
請求項2または請求項3に記載のポリエチレン系樹脂フィルムを2枚重ね合わせて得られるポリエチレン系樹脂手袋。
【図1】

【図2】
【図2】
【公開番号】特開2011−74281(P2011−74281A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−228697(P2009−228697)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000000550)オカモト株式会社 (118)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000000550)オカモト株式会社 (118)
【Fターム(参考)】
[ Back to top ]