
マット、マットの製造方法、及び、排ガス浄化装置
【課題】 従来とは異なるマットを提供すること。
【解決手段】 無機繊維を含み、第1の主面及び第2の主面を備えるマットであって、上記無機繊維が互いに絡み合って構成され、上記第1の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、上記無機繊維が互いに絡み合って構成され、上記第2の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なることを特徴とするマット。
【解決手段】 無機繊維を含み、第1の主面及び第2の主面を備えるマットであって、上記無機繊維が互いに絡み合って構成され、上記第1の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、上記無機繊維が互いに絡み合って構成され、上記第2の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なることを特徴とするマット。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マット、マットの製造方法、及び、排ガス浄化装置に関する。
【背景技術】
【0002】
従来、シリカ繊維又はアルミナ繊維等の無機繊維を圧縮してなる不織布状のマットが知られており、この不織布状のマットは耐熱性や弾性(反発力)等の特性に優れているため、種々の用途に使用されている。
【0003】
例えば、不織布状のマットは、排ガス浄化装置の構成部材として使用されている。
具体的に説明すると、一般的な排ガス浄化装置は、円柱状の排ガス処理体、該排ガス処理体を収容する円筒状のケーシング、及び、排ガス処理体とケーシングとの間に配設されるマット状の保持シール材から構成されており、上述した不織布状のマットは、この保持シール材を構成する部材として使用されている。
なお、保持シール材は、不織布状のマットを所定形状に切断する切断工程等を経て作製される。
【0004】
一般に、保持シール材の幅方向に平行な端面のうち、一方の端面には凸部が形成されており、他方の端面には、保持シール材を円柱状の排ガス処理体に巻き付けて端面同士を当接させた際に凸部と嵌合する形状の凹部が形成されている(図19参照)。
保持シール材が排ガス処理体とケーシングとの間に配設される際には、凸部と凹部とが嵌合するように、保持シール材が排ガス処理体の外周に巻き付けられる。
【0005】
不織布状で反発力を有するマットから構成された保持シール材は、所定の保持力を有している。そのため、上記排ガス浄化装置では、排ガス処理体が保持シール材によりケーシング内の所定の位置にしっかりと保持される。また、保持シール材が排ガス処理体とケーシングとの間に配設されているので、振動等が加えられても排ガス処理体がケーシングと接触しにくくなり、また、排ガス処理体とケーシングとの間からは排ガスが漏れにくくなる。
【0006】
係る保持シール材に用いるマットとして、特許文献1には、アルミナ繊維からなるマットに有機バインダ溶液を含浸させた後、これを乾燥工程に供して圧縮状態で熱風乾燥させることにより製造されるバインダマットが開示されている。
製造されたバインダマットは所定形状に切断され、保持シール材が作製される。
【0007】
また、従来、無機繊維からなる素地マットに対してニードリング処理を施す技術が知られている。ニードリング処理とは、ニードル等の繊維交絡手段を素地マットに対して抜き差しすることをいう。ニードリング処理を施すことにより、無機繊維が3次元的に交絡するため、マットの形状を保持することができる。
特許文献2〜4には、このようなニードリング処理について記載されている。
【0008】
特許文献2には、アルミナ繊維前駆体を圧縮してなる前駆体シートに、複数のバーブ(返し)が形成されたバーブニードルを前駆体シートの厚み方向に抜き差しするバーブニードリング処理を施すことが開示されている。
【0009】
特許文献3に開示されているマットは、ニードリング処理により形成された交絡部の密度範囲を調整することにより、製造される。これにより、強度と反発力の両特性を最適化することを図っている。
【0010】
特許文献4には、ニードリング処理により形成された交絡部が列状に並んでいる保持シール材が開示されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平9−946号公報
【特許文献2】特開昭62−56348号公報
【特許文献3】特開2007−292040号公報
【特許文献4】特開2001−65337号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
上述した特許文献4には、交絡部によって形成される列の方向として、2つの方向が図示されている。本明細書において、当該2つの方向を、X方向及びY方向と呼ぶ。
【0013】
ここで、X方向及びY方向について説明する。
図19(a)及び図19(b)は、従来(特許文献4)の保持シール材の一例を模式的に示す斜視図である。
図19(a)に示す従来の保持シール材300では、交絡部301によって、X方向の列が形成されている。本明細書において、「X方向の列が形成される」場合とは、X方向に隣接する2つの交絡部301の間隔D1が、Y方向に隣接する2つの交絡部301の間隔D2よりも狭い場合である。
一方、図19(b)に示す従来の保持シール材310では、交絡部311によって、Y方向の列が形成されている。本明細書において、「Y方向の列が形成される」場合とは、Y方向に隣接する2つの交絡部311の間隔D2が、X方向に隣接する2つの交絡部311の間隔D1よりも狭い場合である。
【0014】
また、X方向とは、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と垂直となるような方向である。すなわち、X方向とは、排ガス処理体の長手方向に平行な方向である。Y方向とは、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と平行となるような方向である。すなわち、Y方向とは、排ガス処理体の長手方向に垂直な方向である。
【0015】
本発明者が保持シール材に関し鋭意検討したところ、X方向の列を形成するように交絡部が並んでいる保持シール材、及び、Y方向の列を形成するように交絡部が並んでいる従来の保持シール材には、以下のような問題点があることを見出した。
なお、本明細書において、X方向の列を形成するように交絡部が並んでいる保持シール材(図19(a)に示す従来の保持シール材300)を、保持シール材Xとも言う。また、Y方向の列を形成するように交絡部が並んでいる保持シール材(図19(b)に示す従来の保持シール材310)を、保持シール材Yとも言う。
【0016】
図20(a)は、従来の保持シール材Xの一部を模式的に示す説明図である。
図20(b)は、従来の保持シール材Yの一部を模式的に示す説明図である。
従来の保持シール材Xにおいては、交絡部301がX方向の列を形成するように並んでいる。図20(a)は、この様子を点線により示している。
従来の保持シール材Yにおいては、交絡部311がY方向の列を形成するように並んでいる。図20(b)は、この様子を点線により示している。
【0017】
なお、図19(a)に示す従来の保持シール材Xと図19(b)に示す保持シール材Yとは何れも、第1の主面(304a及び314a)、並びに、第1の主面(304a及び314a)の反対側に位置する第2の主面(304b及び314b)を備える。保持シール材Xは、第1の主面側においても、第2の主面側においても、交絡部301が、X方向の列を形成するように並んでいる。また、従来の保持シール材Yは、第1の主面側においても、第2の主面側においても、交絡部311が、Y方向の列を形成するように並んでいる。
【0018】
従来の保持シール材Xにおける交絡部301は、X方向に相対的に高密度に形成されている。このことに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部301によって折り目が形成されるため、そのような巻き付けの作業を行いやすくなる。
これに対して、従来の保持シール材Yにおける交絡部311は、Y方向に相対的に高密度に形成されている。このことに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部301によって形成されるような折り目は存在しないため、そのような巻き付けの作業を行いにくいという問題がある。
【0019】
また、従来の保持シール材Yでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、交絡部311が高密度に形成されている。従って、保持シール材が伸びる方向に繊維の絡合した部分が多く存在するため、保持シール材が伸びにくく、切れにくい。
これに対して、従来の保持シール材Xでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)とは異なりX方向に、交絡部301が高密度に形成されている。従って、保持シール材が伸びる方向に繊維の絡合した部分があまり存在しないため、保持シール材が伸びやすく、切れやすいという問題がある。
【0020】
図21(a)及び図21(b)は、従来のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
通常、保持シール材は、ニードリング処理を施されたマット400から打ち抜かれることにより得られる。
図21(a)及び図21(b)に示すように、マット400においては、マット400の幅方向(図21(a)及び図21(b)中、両矢印で示す向き)に垂直な方向の列を形成するように、交絡部が並んでいる。
【0021】
図21(a)に示すように、従来の保持シール材Yは、その短辺方向がマット400の幅方向と平行となるように、マット400から打ち抜かれることにより得られる。その際、マット400から保持シール材Yを打ち抜いた後に残る端材が少なく、歩留まりが高い。
これに対して、図21(b)に示すように、従来の保持シール材Xは、その長辺方向がマット400の幅方向と平行となるように、マット400から打ち抜かれることにより得られる。その際、マット400から保持シール材Xを打ち抜いた後に残る端材が多く、歩留まりが低いという問題がある。
【0022】
図22は、圧入方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
保持シール材を使用した排ガス浄化装置を製造する方法として、保持シール材を巻き付けた排ガス処理体をケーシングへ圧入する方法が挙げられる。
この方法によると、保持シール材310を巻き付けた排ガス処理体600をケーシング700の開口面の一方から押し込み、排ガス処理体600を所定の位置に装着することにより、排ガス浄化装置が製造される。図22に示すように、ケーシング700の端部の内径よりも一方の端部の内径が若干小さく、保持シール材310を含めた排ガス処理体の外径よりも他方の端部の内径が充分に大きいテーパー状の円筒体からなる圧入治具710を使用してもよい。
【0023】
ここで、上述したように、従来の保持シール材Xでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、保持シール材が伸びやすいため、変形しやすい。従って、上記圧入方式により、従来の保持シール材Xを排ガス処理体とケーシングとの間に配設する際には、シワができにくい。
これに対して、上述したように、従来の保持シール材Yでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、保持シール材が伸びにくいため、保持シール材の変形が少ない。従って、上記圧入方式により、保持シール材Yを排ガス処理体とケーシングとの間に配設する際には、シワができやすいという問題がある。
【0024】
図23は、クラムシェル方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
クラムシェル方式では、ケーシング部材700a及び700bが使用される。ケーシング部材700a及び700bは、相互に向かい合わせた際に一対のケーシング700が完成されるように、ケーシング700が分割されたものである。ケーシング部材700a及び700bの何れか一方のケーシング部材に排ガス処理体600を設置した後、他方のケーシング部材を組み合わせ、さらにケーシング部材700a及び700bをフランジ部701a及び701bで溶接してケーシング700とすることにより、排ガス処理体600が所定の位置に装着された排ガス浄化装置500を得ることができる。
【0025】
ここで、上述したように、従来の保持シール材Xを排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部301によって折り目が形成される。従って、従来の保持シール材Xは、排ガス処理体への密着性が悪く、上記クラムシェル方式により、保持シール材Xを排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間から、保持シール材がはみ出てしまう可能性があるという問題がある。
【課題を解決するための手段】
【0026】
以上のように、従来の保持シール材Xにも、従来の保持シール材Yにも何らかの問題点があることを、本発明者は見出した。そして、この点に鑑み、本発明者は、このような課題を解決すべく、本発明を完成させた。すなわち、本発明者は、巻き付けの作業性がよく、伸びにくく切れにくく、歩留まりが高く、圧入時にシワができにくく、ケーシング部材の間からはみ出にくいマットを得るために、本発明を完成させた。
【0027】
すなわち、請求項1に記載のマットは、
無機繊維を含み、第1の主面及び第2の主面を備えるマットであって、
上記無機繊維が互いに絡み合って構成され、上記第1の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、
上記無機繊維が互いに絡み合って構成され、上記第2の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、
上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なることを特徴とする。
【0028】
請求項1に記載のマットは、第1交絡部群と第2交絡部群とを備える。
第1交絡部群は、第1交絡部が複数個列状に並ぶことにより構成される。第2交絡部群は、第2交絡部が複数個列状に並ぶことにより構成される。
第1交絡部と第2交絡部とは何れも、無機繊維が互いに絡み合って構成される。
第1交絡部は、マットの備える主面のうち第1の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って形成されている。第2交絡部は、マットの備える主面のうち第2の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って形成されている。
【0029】
ここで、図1(a)、図1(b)、図2−1(a)、図2−1(b)、及び、図2−2(c)を用いて、第1交絡部群と第2交絡部群について説明する。
図1(a)は、本発明のマットに係る第1交絡部群を模式的に示す説明図である。
図1(b)は、本発明のマットに係る第1交絡部群の一部を模式的に示す説明図である。
図2−1(a)は、本発明のマットに係る第2交絡部群を模式的に示す説明図である。
図2−1(b)は、本発明のマットに係る第2交絡部群の一部を模式的に示す説明図である。
図2−2(c)は、本発明のマットに係る第2交絡部群を模式的に示す説明図である。
【0030】
図1(a)では、第1交絡部11aが複数個列状に並んでいる様子を示している。
「第1交絡部11aが複数個列状に並んでいる」とは、「マット上に複数の帯が設定されており、各帯の中で複数個の第1交絡部11aが列を形成している」ことを言う。
【0031】
第1交絡部11aが属する帯は、マットの長辺15aの一部と、マットの長辺15bの一部と、2本の直線とによって囲まれた領域である。
図1(a)に示すように、長辺15aと長辺15bとが平行である場合、上記2本の直線は、マットの長辺(長辺15a及び長辺15b)に対して垂直な直線である。
第1交絡部11aが属する帯(図1(a)に示す帯)を、第1帯と呼ぶ。
上記長辺15aの一部の長さ及び上記長辺15bの一部の長さを、第1帯の幅と呼ぶこととする。第1帯の幅は6mmである。
【0032】
図1(a)に示す例では、各第1帯に属する複数個の第1交絡部11aは、一直線上に並んでいる。
本発明においては、或る第1帯に複数個の第1交絡部が属するとき、それらの第1交絡部が一直線上に並んでいる場合の他、それらの第1交絡部が一直線上に並んでいない場合(図1(b)参照)であっても、それらの第1交絡部は「列を形成する」ものとして取り扱う。
【0033】
同様に、図2−1(a)では、第2交絡部13aが複数個列状に並んでいる様子を示している。
「第2交絡部13aが複数個列状に並んでいる」とは、「マット上に複数の帯が設定されており、各帯の中で複数個の第2交絡部13aが列を形成している」ことを言う。
【0034】
第2交絡部13aが属する帯は、マットの幅方向の辺と、2本の直線とによって囲まれた領域である。
図2−1(a)に示すように、マットの長辺16aと長辺16bとが平行である場合、上記2本の直線は、マットの長辺(長辺16a及び長辺16b)に対して平行な直線である。
第2交絡部13aが属する帯(図2−1(a)に示す帯)を、第2帯と呼ぶ。
上記マットの幅方向の辺の長さを、第2帯の幅と呼ぶこととする。第2帯の幅は6mmである。
【0035】
図2−1(a)に示す例では、各第2帯に属する複数個の第2交絡部13aは、一直線上に並んでいる。
本発明においては、或る第2帯に複数個の第2交絡部が属するとき、それらの第2交絡部が一直線上に並んでいる場合の他、それらの第2交絡部が一直線上に並んでいない場合(図2−1(b)参照)であっても、それらの第2交絡部は「列を形成する」ものとして取り扱う。
【0036】
なお、第1交絡部群と第2交絡部群とは、以下のように区別される。
例えば、図2−1(a)に示す態様でマット上に交絡部が存在する場合、当該マット状に存在する複数の交絡部は、第2交絡部群を構成するのであって、第1交絡部群を構成するのではない。
これについては以下のように説明することができる。
【0037】
図2−1(a)に示す態様でマット上に交絡部が存在する場合、図2−1(a)のように、マットの長辺に対して平行な方向の帯を設定することができる一方で、図2−2(c)のように、マットの長辺に対して垂直な方向の帯を設定することもできる。
このような場合、以下のようにして、当該複数の交絡部が第1交絡部群を構成するものであるか、第2交絡部群を構成するものであるか、を決定する。
【0038】
すなわち、マットの長辺に対して平行な方向の帯(図2−1(a)参照)に属する交絡部の密度と、マットの長辺に対して垂直な方向の帯(図2−2(c)参照)に属する交絡部の密度とを比較したときに、交絡部の密度が大きい方の帯を特定する。
そして、交絡部の密度が大きい方の帯がマットの長辺に対して垂直な方向の帯であるとき、当該複数の交絡部は、第1交絡部群を構成するものであると決定される。一方、交絡部の密度が大きい方の帯がマットの長辺に対して平行な方向の帯であるとき、当該複数の交絡部は、第2交絡部群を構成するものであると決定される。
【0039】
以上、本発明における第1交絡部群と第2交絡部群について説明した。
【0040】
上述した従来の保持シール材Xは、第1の主面側においても、第2の主面側においても、交絡部が、X方向の列を形成するように並んでいる。また、従来の保持シール材Yは、第1の主面側においても、第2の主面側においても、交絡部が、Y方向の列を形成するように並んでいる。
これに対し、本発明の請求項1に記載のマットによれば、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なっている。
【0041】
ここで、第1交絡部が図1(a)のように並んでおり、第2交絡部が図2−1(a)のように並んでいる場合、「第1交絡部群によって形成される列の方向」及び「第2交絡部群によって形成される列の方向」は、以下のように定義することができる。
【0042】
図1(a)に示すように、各帯に属する複数個の第1交絡部が、マットの長辺に対して垂直な方向に一直線上に並んでいる場合、「第1交絡部群によって形成される列の方向」は、マットの長辺に対して垂直な方向である。
また、図2−1(a)に示すように、各帯に属する複数個の第2交絡部が、マットの長辺に対して平行な方向に一直線上に並んでいる場合、「第2交絡部群によって形成される列の方向」は、マットの長辺に対して平行な方向である。
【0043】
以上、「第1交絡部群によって形成される列の方向」及び「第2交絡部群によって形成される列の方向」について説明した。
【0044】
このように、本発明の請求項1に記載のマットによれば、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なっている。従って、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのうち、何れか一方をX方向に近い方向とすることにより、マットを排ガス処理体の外周に巻き付ける作業を行う際、当該方向に並んだ交絡部によって折り目を形成することができるため、そのような巻き付けの作業を行いやすくなる。
すなわち、従来の保持シール材Yの有していた「保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部によって形成されるような折り目が存在しないため、巻き付けの作業を行いにくい」という問題を解消することができる。
【0045】
また、本発明の請求項1に記載のマットによれば、第1の主面側と第2の主面側とのうち何れか一方の側では、マットを排ガス処理体の外周に巻き付ける際にマットが伸びる方向(すなわち、Y方向)に、交絡部が比較的高密度に形成されている。図2(a)に示したように、交絡部がY方向(マットの長辺方向)の列を形成するように並んでいる場合等を、例として挙げることができる。従って、マットが伸びる方向に繊維の絡合した部分が多く存在するため、マットが伸びにくく、切れにくい。
すなわち、従来の保持シール材Xの有していた「保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)とは異なりX方向に交絡部が高密度に形成されており、保持シール材が伸びる方向に繊維の絡合した部分があまり存在しないため、保持シール材が伸びやすく、切れやすい」という問題を解消することができる。
【0046】
図3は、本発明のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
本発明の請求項1に記載のマットによれば、図3に示すように、マットから保持シール材を打ち抜く際、異なる方向から打ち抜いても、同じ保持シール材を得ることができるため、端材を少なくすることができ、歩留まりを向上させることができる。
すなわち、従来の保持シール材Xの有していた「その長辺方向がマットの幅方向と平行となるようにマットから打ち抜かれる際、マットから保持シール材を打ち抜いた後に残る端材が多く、歩留まりが低い」という問題(図21(b)参照)を解消することができる。
【0047】
また、本発明の請求項1に記載のマットによれば、第1の主面側と第2の主面側とのうち何れか一方の側では、マットを排ガス処理体の外周に巻き付ける際にマットが伸びる方向(すなわち、Y方向)に、交絡部が高密度に形成されていないため、マットが伸びやすく、変形しやすい。従って、圧入方式により、マットを排ガス処理体とケーシングとの間に配設する際に、シワができにくい。
すなわち、従来の保持シール材Yの有していた「保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、保持シール材が伸びにくいため、保持シール材の変形が少なく、圧入方式により、保持シール材を排ガス処理体とケーシングとの間に配設する際に、シワができやすい」という問題を解消することができる(効果(A)と呼ぶ)。
【0048】
また、本発明の請求項1に記載のマットによれば、X方向に近い方向に交絡部が形成された側の主面を排ガス処理体と接合させる面として、排ガス処理体に巻きつけることにより、当該方向に並んだ複数の交絡部によって形成された折り目を内向きにすることができる。従って、クラムシェル方式により、マットを排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間からマットがはみ出てしまうことを防止することができる。
すなわち、従来の保持シール材Xの有していた「X方向に並んだ複数の交絡部によって折り目が形成されるため、排ガス処理体への密着性が悪く、クラムシェル方式により、保持シール材を排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間から、保持シール材がはみ出てしまう可能性がある」という問題を解消することができる(効果(B)と呼ぶ)。
本発明の請求項1に記載のマットによれば、上記効果(A)及び上記効果(B)を同時に奏することが可能である。
【0049】
本発明の請求項2に記載のマットにおいては、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である。
これにより、上記効果を好適に享受することができる。
【0050】
本発明の請求項3に記載のマットにおいては、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、85°〜90°である。
これにより、上記効果をより好適に享受することができる。
【0051】
本発明の請求項4に記載のマットは、さらに有機結合材を含む。
有機結合材が含まれたマットが高温に曝されると、有機結合材が分解して無機繊維の接着が解除されて膨張する。
従って、有機結合材が含まれたマットを使用した保持シール材を排ガス浄化装置に用いると、排ガス浄化装置の使用時には、高温の排ガスにより有機結合材が分解し、無機繊維の接着が解除され、保持シール材が膨張するので、高い保持力を発揮することができる。
【0052】
本発明の請求項5に記載のマットにおいては、上記無機繊維が、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種である。
これらの無機繊維は耐熱性等の特性に優れているので、これらの無機繊維からなるマット及び該マットを使用した保持シール材は耐熱性や保持力等に優れる。
また、マットを構成する無機繊維に生体溶解性繊維が含まれる場合には、マットの取り扱い時に生体溶解性繊維が飛散して体内に取り込まれたとしても溶解し、体外に排出されることになるため、人体に対する安全性に優れる。
【0053】
本発明の請求項6に記載のマットの製造方法は、
無機繊維を含むマットの製造方法であって、
前記マットの製造方法は、第1の主面及び第2の主面を備える前駆体シートに対して、ニードリング処理を施す工程を含み、
前記ニードリング処理を施す工程は、
列状に並ぶように上記第1の主面上に存在する複数の点のそれぞれから、上記第1の主面と上記第2の主面との間に存在する点まで、ニードルを打ち込む第1ニードリング工程と、
列状に並ぶように上記第2の主面上に存在する複数の点のそれぞれから、上記第1の主面と上記第2の主面との間に存在する点まで、ニードルを打ち込む第2ニードリング工程とを含み、
上記第1ニードリング工程によりニードルが打ち込まれる上記第1の主面上の複数の点によって形成される列の方向と、上記第2ニードリング工程によりニードルが打ち込まれる上記第2の主面上の複数の点によって形成される列の方向とが異なることを特徴とする。
【0054】
本発明の請求項6に記載のマットの製造方法は、第1ニードリング工程と第2ニードリング工程とを含む。
第1ニードリング工程は、列状に並ぶように第1の主面上に存在する複数の点のそれぞれから、第1の主面と第2の主面との間に存在する点まで、ニードルを打ち込む工程である。これにより、無機繊維が互いに絡み合って構成され、第1の主面上の点から第1の主面と第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群が形成される。
第2ニードリング工程は、列状に並ぶように第2の主面上に存在する複数の点のそれぞれから、第1の主面と第2の主面との間に存在する点まで、ニードルを打ち込む工程である。これにより、無機繊維が互いに絡み合って構成され、第2の主面上の点から第1の主面と第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群が形成される。
また、第1ニードリング工程によりニードルが打ち込まれる第1の主面上の複数の点によって形成される列の方向と、第2ニードリング工程によりニードルが打ち込まれる第2の主面上の複数の点によって形成される列の方向とが異なる。従って、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なることとなる。
すなわち、本発明の請求項6に記載のマットの製造方法によれば、本発明の請求項1に記載のマットを製造することができる。
【0055】
本発明の請求項7に記載のマットの製造方法においては、上記第1ニードリング工程によりニードルが打ち込まれる上記第1の主面上の複数の点によって形成される列の方向と、上記第2ニードリング工程によりニードルが打ち込まれる上記第2の主面上の複数の点によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である。
これにより、本発明の請求項2に記載のマットを製造することができる。
【0056】
本発明の請求項8に記載のマットの製造方法は、
無機繊維を含むマットの製造方法であって、
主面α及び主面βを備え、且つ、上記無機繊維が互いに絡み合って構成され、上記主面α上の点から上記主面βに向けて形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群を備える第1の貼合前マットと、主面γ及び主面δを備え、且つ、上記無機繊維が互いに絡み合って構成され、上記主面γ上の点から上記主面δに向けて形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群を備える第2の貼合前マットとを準備する工程と、
上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なるように、上記第1の貼合前マットの備える上記主面βと上記第2の貼合前マットの備える上記主面δとを接合させることにより、上記第1の貼合前マットと上記第2の貼合前マットとを貼り合わせる貼合工程とを含むことを特徴とする。
【0057】
本発明の請求項8に記載のマットの製造方法によれば、まず、第1の貼合前マットと第2の貼合前マットとが準備される。
第1の貼合前マットは、無機繊維が互いに絡み合って構成され、主面α上の点から主面βに向けて形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群を備える。第1の貼合前マットは、無機繊維が互いに絡み合って構成され、主面γ上の点から主面δに向けて形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群を備える。
次に、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なるように、第1の貼合前マットの備える主面βと第2の貼合前マットの備える主面δとを接合させることにより、第1の貼合前マットと第2の貼合前マットとが貼り合わせられる。
本発明の請求項8に記載のマットの製造方法によれば、本発明の請求項1に記載のマットを製造することができる。
【0058】
本発明の請求項9に記載のマットの製造方法においては、上記貼合工程は、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°となるように、上記第1の貼合前マットと上記第2の貼合前マットとを貼り合わせる。
これにより、本発明の請求項2に記載のマットを製造することができる。
【0059】
本発明の請求項10に記載の排ガス浄化装置は、
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、本発明の請求項1〜5のいずれかに記載のマットであることを特徴とする。
【0060】
本発明の請求項11に記載の排ガス浄化装置は、
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、本発明の請求項6〜9のいずれかに記載のマットの製造方法で製造されたマットであることを特徴とする。
【図面の簡単な説明】
【0061】
【図1】図1(a)は、本発明のマットに係る第1交絡部群を模式的に示す説明図である。図1(b)は、本発明のマットに係る第1交絡部群の一部を模式的に示す説明図である。
【図2−1】図2−1(a)は、本発明のマットに係る第2交絡部群を模式的に示す説明図であり、図2−1(b)は、本発明のマットに係る第2交絡部群の一部を模式的に示す説明図である。
【図2−2】図2−2(c)は、本発明のマットに係る第2交絡部群を模式的に示す説明図である。
【図3】図3は、本発明のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
【図4】図4は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
【図5】図5(a)は、図4に示すマットのA−A線断面図であり、図5(b)は、図4に示すマットのB−B線断面図である。
【図6】図6(a)及び図6(b)は、本発明の第1実施形態に係るマットを使用した保持シール材の一例を模式的に示す斜視図である。
【図7】図7(a)は、本発明の第1実施形態に係る排ガス浄化装置を模式的に示す斜視図であり、図7(b)は、図7(a)に示す排ガス浄化装置のC−C線断面図である。
【図8】図8(a)は、図7(a)に示した排ガス浄化装置を構成する排ガス処理体を模式的に示す斜視図であり、図8(b)は、図7(a)に示した排ガス浄化装置を構成するケーシングを模式的に示す斜視図である。
【図9】図9(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図9(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのD−D線断面図である。
【図10】図10(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図10(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのE−E線断面図である。
【図11】図11は、本発明の一実施形態に係るマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
【図12】図12は、本発明の第1実施形態に係る排ガス浄化装置を構成する保持シール材、排ガス処理体及びケーシングを用いて排ガス浄化装置を製造する様子を模式的に説明する斜視図である。
【図13】図13(a)は、本発明の一実施形態に係る第1の貼合前マットの一例を模式的に示す斜視図である。図13(b)は、図13(a)に示す第1の貼合前マットのF−F線断面図である。
【図14】図14(a)は、本発明の一実施形態に係る第2の貼合前マットの一例を模式的に示す斜視図である。図14(b)は、図14(a)に示す第2の貼合前マットのG−G線断面図である。
【図15】図15(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図15(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのH−H線断面図である。
【図16】図16は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
【図17】図17(a)は、図16に示すマットのI−I線断面図であり、図17(b)は、図16に示すマットのJ−J線断面図である。
【図18】図18は、本発明の一実施形態に係る排ガス浄化装置に係わり、排ガス処理体の外周に補助シールを巻き付けた様子を模式的に示す斜視図である。
【図19】図19(a)及び図19(b)は、従来の保持シール材の一例を模式的に示す斜視図である。
【図20】図20(a)は、従来の保持シール材Xの一部を模式的に示す説明図である。図20(b)は、従来の保持シール材Yの一部を模式的に示す説明図である。
【図21】図21(a)及び図21(b)は、従来のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
【図22】図22は、圧入方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
【図23】図23は、クラムシェル方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
【発明を実施するための形態】
【0062】
(第1実施形態)
以下、本発明のマット、マットの製造方法及び排ガス浄化装置の一実施形態について図面を参照しながら説明する。
【0063】
図4は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
図5(a)は、図4に示すマットのA−A線断面図であり、図5(b)は、図4に示すマットのB−B線断面図である。
【0064】
図4に示すように、マット20は、第1の主面30aと、第1の主面30aに対向して位置する第2の主面30bとを有している。
また、マット20は、第1長側面31aと、第1長側面31aに対向して位置する第2長側面31bとを有している。
また、マット20は、第1短側面32aと、第1短側面32aに対向して位置する第2短側面32bとを有している。
【0065】
第1の主面30aは、第1長辺35aと第1長辺35bとを備える。第2の主面30bは、第2長辺36aと第2長辺36bとを備える。第1長辺35a、第1長辺35b、第2長辺36a、及び、第2長辺36bを、本明細書では、単に長辺とも言う。
本実施形態において、各長辺は互いに平行である。もっとも、本発明において、各長辺は厳密に平行となっている必要はなく、互いに略平行であればよい。略平行とは、2つの長辺のなす角度のうち小さい方の角度が0°〜5°であることを言う。
【0066】
図5(a)に示すように、第1の主面30a上には、複数の第1交絡始点21aが存在する。また、第1の主面30aと第2の主面30bとの間には、複数の第1交絡終点21bが存在する。
そして、第1交絡始点21aから第1交絡終点21bに亘って、第1交絡部21が形成されている。
第1交絡始点21aから第1交絡終点21bまでの距離は、マット20の厚さTの半分である。
【0067】
図5(b)に示すように、第2の主面30b上には、複数の第2交絡始点22aが存在する。また、第1の主面30aと第2の主面30bとの間には、複数の第2交絡終点22bが存在する。
そして、第2交絡始点22aから第2交絡終点22bに亘って、第2交絡部22が形成されている。
第2交絡始点22aから第2交絡終点22bまでの距離は、マット20の厚さTの半分である。
【0068】
本実施形態では、第1交絡始点21aから第1交絡終点21bまでの距離と、第2交絡始点22aから第2交絡終点22bまでの距離とが等しい場合について説明した。もっとも、本発明において、第1交絡始点から第1交絡終点までの距離T1と、第2交絡始点から第2交絡終点までの距離T2とは、異なっていてもよい。
本発明においては、マットの厚さをTとしたとき、T1≧T×0.1、T2≧T×0.1となることが望ましく、T1≧T×0.3、T2≧T×0.3となることがより望ましい。また、T1≦T×0.9、T2≦T×0.9となることが望ましく、T1≦T×0.7、T2≦T×0.7となることがより望ましい。
T1<T×0.1、又は、T2<T×0.1の場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。また、T1>T×0.9、又は、T2>T×0.9の場合にも、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
また、本発明においては、各第1交絡部におけるT1は、互いに等しくてもよいし、異なっていてもよい。また、各第2交絡部におけるT2も、互いに等しくてもよいし、異なっていてもよい。
【0069】
第1交絡部21及び第2交絡部22以外の部分(以下、単に、交絡部非形成領域ともいう)33では、無機繊維23が比較的緩く絡み合っており、不織布状を呈している。
一方、第1交絡部21及び第2交絡部22では、交絡部非形成領域33を構成する無機繊維23に比べて無機繊維24が互いに緻密に絡み合っている。
互いに緻密に絡み合った無機繊維24により、マット20が厚み方向に沿って縫い付けられたような状態になっており、第1交絡部21及び第2交絡部22を中心として、マット20の嵩が適度に低くなっている。
【0070】
図4に示すように、第1交絡部21は、マット20の長手方向に垂直な方向に、一直線上に並んでいる。第1交絡部群によって形成される列の方向は、マット20の長手方向に垂直な方向である。
また、第2交絡部22は、マット20の長手方向に平行な方向に、一直線上に並んでいる。第2交絡部群によって形成される列の方向は、マット20の長手方向に平行な方向である。
従って、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度は、90°である。
このように、本実施形態では、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度θが90°であることとしている。もっとも、本発明において、θは90°に限定されない。θは、60°〜90°であることが望ましく、85°〜90°であることがより望ましく、90°であることが最も望ましい。θが60°未満である場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
【0071】
図4に示すマット20の形状は、所定の長さ(図4中、両矢印Lで示す)、幅(図4中、両矢印Wで示す)及び厚さ(図4中、両矢印Tで示す)を有する平面視略矩形状である。
【0072】
マット20の大きさは、特に限定されないが、長さ100〜10000mm×幅100〜1500mm×厚さ5〜30mmの範囲であることが望ましい。
【0073】
マット20は、無機繊維23、24が互いに絡み合って構成されている。
上記無機繊維は、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種の無機繊維から構成されていることが望ましい。
【0074】
アルミナ繊維には、アルミナ以外に、例えば、CaO、MgO、ZrO2等の添加剤が含まれていてもよい。
アルミナ−シリカ繊維の組成比としては、重量比で、Al2O3:SiO2=60:40〜80:20であることが望ましく、Al2O3:SiO2=70:30〜74:26であることがより望ましい。
シリカ繊維には、シリカ以外に、例えば、CaO、MgO、ZrO2等の添加剤が含まれていてもよい。
【0075】
上記生体溶解性繊維は、アルカリ金属化合物、アルカリ土類金属化合物、及び、ホウ素化合物からなる群から選ばれた少なくとも一種の化合物からなる無機繊維である。
生体溶解性繊維は、人体に取り込まれても溶解しやすいので、生体溶解性繊維が互いに絡み合って構成されたマットは人体に対する安全性に優れている。
【0076】
具体的な生体溶解性繊維の組成は、シリカ60〜85重量%、並びに、アルカリ金属化合物、アルカリ土類金属化合物及びホウ素化合物からなる群より選ばれる少なくとも1種の化合物15〜40重量%を含む組成が挙げられる。
上記シリカとは、SiO又はSiO2である。
また、上記アルカリ金属化合物としては、例えば、Na、Kの酸化物等が挙げられ、上記アルカリ土類金属化合物としては、Mg、Ca、Baの酸化物等が挙げられる。上記ホウ素化合物としては、Bの酸化物等が挙げられる。
【0077】
上記シリカの含有量が、60重量%未満では、ガラス溶融法では作製しにくく、繊維化しにくい。また、構造的にもろく、生理食塩水に溶け易くなりすぎる傾向にある。
一方、85重量%を超えると、生理食塩水に溶けにくくなりすぎる傾向にある。
なお、シリカの含有量は、SiO2に換算して算出したものである。
【0078】
また、アルカリ金属化合物、アルカリ土類金属化合物及びホウ素化合物からなる群より選ばれる少なくとも1種の化合物の含有量が、15重量%未満では、生理食塩水に溶けにくくなりすぎる傾向にある。
一方、40重量%を超えると、ガラス溶融法では作製しにくく、繊維化しにくい。また、構造的にもろく、生理食塩水に溶け易くなりすぎる傾向にある。
【0079】
上記無機繊維の生理食塩水に対する溶解度は、30ppm以上であることが望ましい。上記溶解度が30ppm未満では、無機繊維が体内に取り込まれた場合に、体外へ排出されにくく、健康上好ましくないからである。
なお、溶解度は、下記方法で測定することができる。
【0080】
(a)まず、2.5gの無機繊維を蒸留水中に、食品用ブレンダーを用いて懸濁させた後、静置して無機繊維を沈殿させ、さらにデカンテーションにより上澄み液を除去した後、110℃で乾燥することにより、残りの液体を除去し、無機繊維試料を調製する。
【0081】
(b)塩化ナトリウム6.780g、塩化アンモニウム0.540g、炭酸水素ナトリウム2.270g、リン酸水素二ナトリウム0.170g、クエン酸ナトリウム二水和物0.060g、グリシン0.450g、及び、硫酸(比重1.84)0.050gを蒸留水で1リットル(l)に希釈し、生理食塩水溶液を調製する。
【0082】
(c)(a)で調製した無機繊維試料0.50gと(b)で調製した生理食塩水溶液25cm3とを遠心チューブに入れ、良く振盪した後、37℃、20サイクル/分の振盪インキュベータで5時間処理する。
その後、遠心チューブを取り出し、4500rpmで、5分間遠心分離し、その上澄みを注射器で取り出す。
【0083】
(d)次に、上記上澄み液をフィルタ(0.45μmセルロースニトレートメンブレンフィルタ)で濾過し、得られた試料について、原子吸光分析により、シリカ、酸化カルシウム及び酸化マグネシウムの生理食塩水溶液に対する溶解度を測定する。
【0084】
無機繊維の平均繊維長は、3.5mm以上、100mm以下であることが望ましい。
無機繊維の平均繊維長が3.5mm未満であると、無機繊維の繊維長が短すぎて、ニードリングによる交絡が不十分となる。一方、無機繊維の平均繊維長が100mmを超えると、無機繊維の繊維長が長すぎて、マットの作製時における無機繊維の取り扱い性が低下する。
【0085】
無機繊維の平均繊維径は、3〜10μmであることが望ましい。無機繊維23、24の平均繊維径が3〜10μmであると、無機繊維23、24の強度及び柔軟性が充分に高く、マット20のせん断強度を向上させることができる。
無機繊維の平均繊維径が3μm未満であると、無機繊維の引張強度が不十分となる。一方、無機繊維の平均繊維径が10μmを超えると、無機繊維の柔軟性が不十分となる。
【0086】
第1交絡部21及び第2交絡部22の合計の形成密度(以下の説明では、「交絡部」には、「第1交絡部」と「第2交絡部」とが含まれることとする)は、1〜60個/cm2であることが望ましい。交絡部の形成密度がこの範囲であると、マット20のせん断強度がより高くなり、嵩が適度に低くなるからである。
これに対して、交絡部の形成密度が1個/cm2未満であると、単位面積あたりに形成された交絡部の数が少なすぎて、せん断強度が低くなりやすく、嵩が低くなりにくい。
また、交絡部の形成密度が60個/cm2を超えると、単位面積あたりに形成された交絡部の数が多すぎるため、マットの嵩が低くなりすぎて反発力が低下しやすくなる。また、ニードリング処理で細かく裁断されてしまった無機繊維が多く含まれることになり、マットのせん断強度が低くなりやすい。
なお、交絡部の形成密度とは、第1の主面及び第2の主面に略平行な平面に沿って、第1の主面付近及び第2の主面付近で、マットを厚み方向に切断し、得られた各主断面を目視又は拡大鏡で観察した場合に確認される、各主断面の1cm2あたりに形成された交絡部の個数の合計のことをいう。
【0087】
1の第1交絡始点21aとそれに最近接する他の第1交絡始点21aとの最短距離、及び、1の第2交絡始点22aとそれに最近接する他の第2交絡始点22aとの最短距離(以下の説明では、「第1交絡始点」と「第2交絡始点」とを区別せず、単に、「交絡始点」ともいうこととする)は、1mm〜10mmであることが望ましい。1の交絡始点とそれに最近接する他の交絡始点との最短距離が1mm〜10mmであると、交絡部が密に集まりすぎず、マット20のせん断強度が充分に高くなりやすく、嵩が適度に低くなりやすいからである。
これに対して、1の交絡始点とそれに最近接する他の交絡始点との最短距離が10mmを超えると、単位面積あたりに形成された交絡部の数が少なすぎて、せん断強度が低くなりやすく、嵩がそれほど低くなりにくい。
また、上記最短距離が1mm未満であると、単位面積あたりに形成された交絡部の数が多すぎるため、マットの嵩が低くなりすぎて反発力が低下しやすくなる。また、ニードリング処理で細かく裁断されてしまった無機繊維が多く含まれることになり、マットのせん断強度が低くなりやすい。
なお、本実施形態において、1の交絡始点とそれに最近接する他の交絡始点との最短距離は、全て等しい。
【0088】
交絡始点の直径は、0.1mm〜2mmであることが望ましい。
交絡始点の直径が上記範囲にあると、交絡始点の直径が大きすぎないため、マット20のせん断強度が充分に高くなりやすい。
これに対して、交絡始点の直径が2mmを超えると、交絡始点及び交絡部を構成する無機繊維が粗な状態となり、マットのせん断強度が低くなりやすい。
また、交絡始点の直径が0.1mm未満であると、交絡部で無機繊維が充分に絡み合わないことがあり、マットのせん断強度が低くなりやすく、嵩が充分に低くなりにくい。
【0089】
マット20の目付量(単位面積あたりの重量)は、900〜3000g/m2であることが望ましい。
マット20の目付量が900g/m2未満であると、ニードリングによる交絡効果が得られ難い。一方、マット20の目付量が3000g/m2を超えると、ニードリングによる厚み制御効果が得られ難い。
マット20の目付量は、1500〜2800g/m2であることがより望ましい。
また、マット20の密度は、0.08〜0.20g/cm3であることが望ましい。
マット20の密度が0.08g/cm3未満であると、保持シール材として十分な反発力が得られない。一方、マット20の密度が0.20g/cm3を超えると、保持シール材として排ガス処理体とケーシングとの間に配設された時、繊維の圧壊を起こす。
マット20の密度は、0.10〜0.15g/cm3であることがより望ましい。
【0090】
マット20は、有機バインダ(有機結合材)を含んでいてもよい。
有機バインダが含まれたマット(以下、単に、バインダマットともいう)を使用した保持シール材を排ガス浄化装置に用いると、排ガス浄化装置の使用時には、高温の排ガスにより有機バインダが分解し、無機繊維の接着が解除され、保持シール材が膨張するので、高い保持力を発揮することができる。
【0091】
なお、有機バインダは、例えば、アクリル系樹脂、アクリルゴム等のゴム、カルボキシメチルセルロース又はポリビニルアルコール等の水溶性有機重合体、スチレン樹脂等の熱可塑性樹脂、エポキシ樹脂等の熱硬化性樹脂等であってもよい。これらの中では、アクリルゴム、アクリロニトリル−ブタジエンゴム、スチレン−ブタジエンゴムが特に望ましい。
【0092】
バインダマット全体に含まれる有機バインダの合計量は、バインダマット全体の重量の0.5〜20重量%であることが望ましい。バインダマット全体に含まれる有機バインダの合計量がこの範囲であると、バインダマットを構成する無機繊維同士をより強固に接着することができるので、バインダマットの強度を向上させることができるからである。また、バインダマットの嵩を適度に低くしやすくできるからである。
一方、バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の0.5重量%未満であると、有機バインダの量が少なすぎて、無機繊維が飛散しやすくなり、バインダマットの強度が低下しやすくなる。
また、バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の20重量%を超えると、バインダマットを使用した保持シール材を排ガス浄化装置に用いた場合に、排出される排ガス中の有機成分の量が増加することになるので、環境に負荷がかかりやすくなる。
【0093】
次に、本実施形態に係るマットを使用した保持シール材及び排ガス浄化装置の構成について、図面を用いて説明する。
【0094】
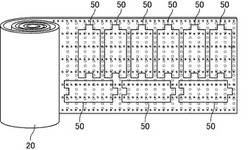
図6(a)及び図6(b)は、本発明の第1実施形態に係るマットを使用した保持シール材の一例を模式的に示す斜視図である。
図6(a)は、1の方向から保持シール材を見たときの図であり、図6(b)は、他の方向から保持シール材を見たときの図である。
【0095】
図6(a)及び図6(b)に示す本実施形態に係る保持シール材50は、上述したマット20を所定形状に切断することにより製造される。
【0096】
図6(a)及び図6(b)に示す本実施形態に係る保持シール材50の形状は、所定の長さ(図6(a)及び図6(b)中、矢印L’で示す)、幅(図6(a)及び図6(b)中、矢印W’で示す)及び厚さ(図6(a)及び図6(b)中、矢印T’で示す)を有する平面視略矩形状である。
また、保持シール材50の幅方向に平行な端面53a、53bのうち、一方の端面53aには、凸部54aが形成されており、他方の端面53bには、保持シール材50を丸めて端面53aと端面53bとを当接させた際に凸部54aと嵌合する形状の凹部54bが形成されている。
【0097】
保持シール材50全体に含まれる有機バインダの合計量は、保持シール材50全体の重量の0.5〜20重量%であることが望ましい。保持シール材全体に含まれる有機バインダの合計量がこの範囲であると、保持シール材を構成する無機繊維同士をより強固に接着することができるので、保持シール材の強度を向上させることができるからである。また、保持シール材の嵩を適度に低くしやすくできるからである。
一方、保持シール材全体に含まれる有機バインダの合計量が、保持シール材全体の重量の0.5重量%未満であると、有機バインダの量が少なすぎて、無機繊維が飛散しやすくなり、保持シール材の強度が低下しやすくなる。
また、保持シール材全体に含まれる有機バインダの合計量が、保持シール材全体の重量の20重量%を超えると、保持シール材を排ガス浄化装置に用いた場合に、排出される排ガス中の有機成分の量が増加することになるので、環境に負荷がかかりやすくなる。
【0098】
保持シール材50の大きさは、長さ200〜1000mm×幅50〜500mm×厚さ5〜30mmであることが望ましい。
【0099】
図6(a)に示すように、第1交絡部51は、第1の主面60a側において、保持シール材50の幅方向W’に平行な方向に、一直線上に並んでいる。第1交絡部群によって形成される列の方向は、保持シール材50の幅方向W’に平行な方向である。
また、図6(b)に示すように、第2交絡部52は、第2の主面60b側において、保持シール材50の長さ方向L’に平行な方向に、一直線上に並んでいる。第2交絡部群によって形成される列の方向は、保持シール材50の長さ方向L’に平行な方向である。
保持シール材50の幅方向W’と長さ方向L’とは直交するため、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度は、90°である。
【0100】
また、保持シール材50の幅方向W’は、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と垂直となるような方向であり、排ガス処理体の長手方向に平行な方向である。すなわち、保持シール材50の幅方向W’は、上述したX方向である。
また、保持シール材50の長さ方向L’は、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と平行となるような方向であり、排ガス処理体の長手方向に垂直な方向である。すなわち、保持シール材50の長さ方向L’は、上述したY方向である。
【0101】
保持シール材50は、例えば、排ガス浄化装置に好適に使用することができる。
保持シール材50を用いた排ガス浄化装置の構成について、図面を用いて説明する。
【0102】
図7(a)は、本発明の第1実施形態に係る排ガス浄化装置を模式的に示す斜視図であり、図7(b)は、図7(a)に示す排ガス浄化装置のC−C線断面図である。
図8(a)は、図7(a)に示した排ガス浄化装置を構成する排ガス処理体を模式的に示す斜視図であり、図8(b)は、図7(a)に示した排ガス浄化装置を構成するケーシングを模式的に示す斜視図である。
【0103】
図7(a)、図7(b)、及び、図8(a)に示すように、本実施形態に係る排ガス浄化装置70は、多数のセル81がセル壁82を隔てて長手方向に並設された柱状の排ガス処理体80と、排ガス処理体80を収容するケーシング90と、排ガス処理体80とケーシング90との間に配設され、排ガス処理体80を保持する本実施形態に係る保持シール材50とから構成されている。
なお、保持シール材50の構成については、既に述べているので省略する。
また、ケーシング90の端部には、必要に応じて、内燃機関から排出された排ガスを導入する導入管と排ガス浄化装置を通過した排ガスが外部に排出される排出管とが接続されていてもよい。
【0104】
図8(a)に示すように、本実施形態に係る排ガス処理体80は、主に多孔質セラミックからなり、その形状は略円柱状である。また、排ガス処理体80の外周には、排ガス処理体80の外周部を補強したり、形状を整えたり、排ガス処理体80の断熱性を向上させたりする目的で、コート層84が設けられている。
また、排ガス処理体80の各々のセルにおけるいずれか一方の端部は、封止材83によって目封じされている。
なお、排ガス処理体80としては、例えば、コージェライト又はチタン酸アルミニウム等からなり、図8(a)に示したように一体的に形成されたものであってもよい。また、炭化ケイ素又はケイ素含有炭化ケイ素等からなり、多数のセルがセル壁を隔てて長手方向に並設された柱状のハニカム焼成体を主にセラミックを含む接着材層を介して複数個結束してなる排ガス処理体であってもよい。
【0105】
ケーシング90について説明する。図8(b)に示すケーシング90は、主にステンレス等の金属からなり、その形状は、略円筒状である。また、その内径は、排ガス処理体80に保持シール材50が巻き付けられた状態の巻付体の直径より若干短くなっており、その長さは、排ガス処理体80の長手方向における長さと略同一となっている。
【0106】
なお、ケーシングの材質は、耐熱性を有する金属であれば、上述したステンレスに限られず、アルミニウム、鉄等の金属類であってもよい。
また、上記ケーシングとしては、略円筒状のケーシングを長手方向に沿って複数のケーシング片に分割したケーシング(即ちクラムシェル)、長手方向に沿って延びるスリット(開口部)を1箇所にのみ有する断面C字状又はU字状の円筒状のケーシング、排ガス処理体に巻き付けられた保持シール材の外周に巻き締められることにより円筒状のケーシングとなる金属板等であってもよい。
【0107】
上述した構成を有する排ガス浄化装置70で排ガスが浄化される理由について、図7(b)を用いて以下に説明する。
図7(b)に示したように、内燃機関から排出され、排ガス浄化装置70に流入した排ガス(図7(b)中、排ガスをGで示し、排ガスの流れを矢印で示す)は、排ガス処理体80の排ガス流入側端面80aに開口した一のセル81に流入し、セル81を隔てるセル壁82を通過する。この際、排ガス中のパティキュレートマター(以下、単にPMともいう)がセル壁82で捕集され、排ガスが浄化されることとなる。浄化された排ガスは、排ガス流出側端面80bに開口した他のセル81から流出し、外部に排出される。
【0108】
次に、本実施形態に係るマットを製造する方法と、製造したマットを使用して保持シール材を作製する方法と、作製した保持シール材を使用して排ガス浄化装置を製造する方法について説明する。
【0109】
本実施形態に係るマットは、以下の工程(1)〜(4)を経て製造する。
ここでは、アルミナ−シリカ繊維を含んでなるマットを製造する場合について説明するが、本実施形態に係るマットを構成する無機繊維については、アルミナ−シリカ繊維に限られるものではなく、上述したアルミナ繊維等の種々の組成の無機繊維であってもよい。
【0110】
(1)紡糸工程
Al含有量、及び、AlとClとの原子比が所定の値となるように調製された塩基性塩化アルミニウム水溶液に、焼成後の無機繊維における組成比が、Al2O3:SiO2=60:40〜80:20(重量比)となるようにシリカゾルを添加する。さらに、成形性向上を目的として有機重合体を適量添加して混合液を調製する。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して所定の平均繊維径を有する無機繊維前駆体を作製する。
ブローイング法とは、エアーノズルから吹き出す高速のガス流(空気流)の中に、紡糸用混合物供給用ノズルから押し出される紡糸用混合物を供給することによって無機繊維前駆体の紡糸を行う方法のことをいう。
【0111】
(2)圧縮工程
次に、無機繊維前駆体をクロスレイヤー法により積層して所定の大きさの前駆体シートを作製する。
クロスレイヤー法では、一定方向に搬送駆動するベルトコンベアと、ベルトコンベアの搬送駆動方向に対して直交する方向にベルトコンベア上を往復移動可能であって、薄層シート状に圧縮された無機繊維前駆体(前駆体ウェブ)を供給するアームとから構成された積層装置を使用する。
この積層装置を使用してクロスレイヤー法により前駆体シートを作製する場合には、まず、ベルトコンベアを搬送駆動させる。この状態で、ベルトコンベアの搬送駆動方向に対して直交する方向にアームを往復移動させながら、前駆体ウェブをアームからベルトコンベア上に連続して供給する。そうすると、前駆体ウェブは、ベルトコンベア上で複数回折り畳まれて積層されながら、ベルトコンベアにより一定の方向に連続して搬送される。積層された前駆体ウェブの長さが取り扱いに適した適当な長さになったところで切断し、所定の大きさの前駆体シートを作製する。
クロスレイヤー法により作製された前駆体シートでは、大部分の無機繊維前駆体が第1の主面及び第2の主面に略平行な方向に沿って配列し、互いに緩く絡み合うことになる。
【0112】
(3)ニードリング工程
ニードリング工程では、下記する図9(a)及び図10(a)に示すニードリング装置を使用してニードリング処理を行う。
【0113】
図9(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図9(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのD−D線断面図である。
図10(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図10(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのE−E線断面図である。
【0114】
図9(a)に示すニードリング装置100は、前駆体シート1xを支持可能な載置面111を有する支持板110と、支持板110の載置面111に対向して設けられており、突き刺し方向(前駆体シート1xの厚さ方向、図9(a)及び図9(b)中、両矢印T’’で示す方向)に往復移動可能なピストン112の先端に取り付けられたニードル板120とから構成されている。
ニードル板120の支持板110に対向する対向面122には、複数のニードル121が所定の間隔で取り付けられており、剣山様の形状を呈している。
ニードル121は、細く先の尖ったニードルであり、該ニードル表面にバーブ(返し)が形成されている。
【0115】
ニードル121は、所定の間隔を置いて支持板110の幅方向W’’に沿って一直線上に整列しており、ニードル列141が複数形成されている。複数のニードル列141は、互いに平行である。また、幅方向W’’に隣接する2つのニードル121間の距離は、全て等しく、隣接する2つのニードル列141間の距離も、全て等しい。幅方向W’’に隣接する2つのニードル121間の距離は、隣接する2つのニードル列141間の距離よりも狭い。
【0116】
前駆体シート1xは、第1の主面10x、第1の主面10xに対向して位置する第2の主面10y、第1長側面11x、第1長側面11xに対向して位置する第2長側面11y、第1短側面12x、及び、第1短側面12xに対向して位置する第2短側面(図示せず)を有しており、焼成することにより無機繊維に転換される無機繊維前駆体113が互いに絡み合って構成されたシートである。
【0117】
係るニードリング装置100を使用してニードリング処理を行う場合には、(3−1)第1ニードリング工程、及び、(3−2)第2ニードリング工程を経る。
【0118】
(3−1)第1ニードリング工程
まず、前駆体シート1xの幅方向とニードル列141とが平行になるように、支持板110の載置面111に前駆体シート1xを設置する(図9(a)参照)。
次に、ニードル板120を前駆体シート1xの厚さ方向に沿って上下させる。
すると、図9(b)に示すように、前駆体シート1xの第1の主面10xから、第1の主面10xと第2の主面10yの中間地点までニードル121が挿入され、挿入されたニードル121が前駆体シート1xから引き抜かれる。これにより、第1交絡部前駆体が形成される。第1交絡部前駆体は、前駆体シート1xを焼成することにより、第1交絡部に転換される。
【0119】
(3−2)第2ニードリング工程
続いて、前駆体シート1xを裏返し、前駆体シート1xの幅方向とニードル列141とが垂直になるように、支持板110の載置面111に前駆体シート1xを設置する(図10(a)参照)。
なお、図10(a)に示すニードリング装置100は、図9(a)に示すニードリング装置100と同じニードリング装置であり、図9(a)と図10(a)とは、同じニードリング装置100を互いに異なる方向から見た図である。
次に、ニードル板120を前駆体シート1xの厚さ方向に沿って上下させる。
すると、図10(b)に示すように、前駆体シート1xの第2の主面10yから、第1の主面10xと第2の主面10yの中間地点までニードル121が挿入され、挿入されたニードル121が前駆体シート1xから引き抜かれる。これにより、第2交絡部前駆体が形成される。第2交絡部前駆体は、前駆体シート1xを焼成することにより、第2交絡部に転換される。
なお、図10(b)では、第1交絡部前駆体を破線により示しているが、実際には、E−E線断面図において、第1交絡部前駆体が見えることはない。
【0120】
以上、(3−1)第1ニードリング工程、及び、(3−2)第2ニードリング工程により、前駆体シート1xに、第1交絡部前駆体と第2交絡部前駆体とが形成され、ニードリング処理が完了する。そして、第1交絡部前駆体によって形成される列と第2交絡部前駆体によって形成される列とは直交する。
このようにして、ニードリング前駆体シートを作製する。
【0121】
本実施形態に係る第2ニードリング工程では、前駆体シート1xを裏返した後、前駆体シート1xの幅方向とニードル列141とが垂直になるように、支持板110の載置面111に前駆体シート1xを設置する場合について説明した。
もっとも、本発明における第2ニードリング工程は、この例に限定されない。本発明における第2ニードリング工程においては、前駆体シートを裏返した後、支持板の載置面に前駆体シートを設置する際、前駆体シートの幅方向とニードル列の方向とを適宜異ならせることにより、第1交絡部前駆体によって形成される列の方向と、第2交絡部前駆体によって形成される列の方向とを、適宜異ならせることができる。
その際、前駆体シートの幅方向とニードル列の方向とのなす角度のうち小さい方の角度を、60°〜90°とすることが望ましく、85°〜90°とすることがより望ましく、本実施形態のように90°とすることが最も望ましい。前駆体シートの幅方向とニードル列の方向とのなす角度のうち小さい方の角度が60°未満である場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
【0122】
(4)焼成工程
続いて、得られたニードリング前駆体シートを、最高温度約1000〜約1600℃で焼成することにより無機繊維前駆体を無機繊維に転換し、本実施形態に係るマットを製造する。
【0123】
(5)成形切断工程
作製されたマットを保持シール材として使用する場合には、製造したマットを切断して所定の大きさを有する保持シール材を作製する。
この際、ピストンの先端に取り付けられており、上下方向に往復運動可能な打ち抜き板と、打ち抜き板と対向し、マットを載置可能な載置板とを備える打ち抜き装置を使用する。
【0124】
打ち抜き板には、製造する保持シール材の外形に対応する形状の打ち抜き刃と、伸縮自在なゴム等からなる弾性部材とが固定されている。また、載置板には、打ち抜き板が載置板に接近した場合に、打ち抜き刃が載置板と接触しないよう、打ち抜き刃に対応する位置に貫通孔が設けられている。
【0125】
このような打ち抜き装置を用いて保持シール材を打ち抜く場合には、載置板上にマットを載置し、打ち抜き板を上下方向に運動させる。
すると、弾性部材がマットに押し付けられてマットの厚さ方向に収縮し、これと同時に、打ち抜き刃がマットの一方の主面側からマットの内部に侵入し、打ち抜き刃がマットを貫通する。
これにより、図6(a)及び図6(b)に示したような所定形状の保持シール材が打ち抜かれ、保持シール材が作製される。
なお、本実施形態において、マットの端に近い領域は、重量分布が不均一となっている可能性があるため、マットの端から50〜100mmの範囲内の領域は、使用しないことが望ましい。
【0126】
本実施形態では、マットから保持シール材を打ち抜く際、異なる方向から打ち抜いても、略同一の保持シール材を得ることができる。
これについて、図11を用いて説明する。
【0127】
図11は、本発明の一実施形態に係るマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
保持シール材50aは、その長手方向がマット20の幅方向と垂直となるように、マット20から打ち抜かれることにより得られる。保持シール材50bは、その長手方向がマット20の幅方向と平行となるように、マット20から打ち抜かれることにより得られる。
【0128】
ここで、マット20には、第1交絡部21と第2交絡部22とが形成されている。第1交絡部21は、マット20の幅方向と平行な方向に列を形成するように並んでいる。第2交絡部22は、マット20の幅方向と垂直な方向に列を形成するように並んでいる。
従って、保持シール材50aと保持シール材50bとは、略同一の保持シール材50である。
なお、マット20における第1交絡部21が、保持シール材50aにおける第1交絡部51となり、マット20における第2交絡部22が、保持シール材50aにおける第1交絡部52となる。また、マット20における第1交絡部21が、保持シール材50bにおける第2交絡部52となり、マット20における第2交絡部22が、保持シール材50bにおける第1交絡部51となる。
【0129】
以上のようにして作製されるマット20は、本発明におけるマットに相当し、保持シール材50も本発明におけるマットに相当する。本発明におけるマットは、下記保持シール材を打ち抜くことが可能なものであってもよいし、下記保持シール材自体であってもよい。
【0130】
上記保持シール材は、
無機繊維を含み、第1の主面及び第2の主面を備える保持シール材であって、
上記無機繊維が互いに絡み合って構成され、上記第1の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、
上記無機繊維が互いに絡み合って構成され、上記第2の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、
上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なることを特徴とする。
【0131】
工程(5)を経て作製した保持シール材を使用して排ガス浄化装置を製造する場合には、作製した保持シール材を下記工程(6)に供することにより行ってもよい。
以下に排ガス浄化装置を製造する工程(6)について、図面を用いて説明する。
図12は、本発明の第1実施形態に係る排ガス浄化装置を構成する保持シール材、排ガス処理体及びケーシングを用いて排ガス浄化装置を製造する様子を模式的に説明する斜視図である。
【0132】
(6)圧入工程
円柱形状の排ガス処理体(ハニカムフィルタ)80の外周に上記工程(5)で作製した保持シール材50を凸部54aと凹部54bとが嵌合するようにして巻き付ける。そして、図12に示したように、保持シール材50を巻き付けた排ガス処理体80を所定の大きさを有する円筒状であって、主に金属等からなるケーシング90に圧入する。
なお、圧入に際しては、ケーシングの端部の内径よりも一方の端部の内径が若干小さく、保持シール材を含めた排ガス処理体の外径よりも他方の端部の内径が充分に大きいテーパー状の円筒体からなる圧入治具を使用してもよい。
また、このような圧入方式ではなく、上述したクラムシェル方式により、保持シール材50を排ガス処理体80とケーシング90との間に配設してもよい。
以上の工程を経て、図7(a)及び図7(b)に示す本実施形態に係る排ガス浄化装置70を作製する。
【0133】
以下、本発明の第1実施形態に係るマット20、及び、マット20の製造方法の効果を列挙する。
【0134】
(1)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、第1交絡部群によって形成される列の方向がX方向である。従って、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、当該方向に並んだ交絡部によって折り目を形成することができるため、そのような巻き付けの作業を行いやすい。
【0135】
(2)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、第2の主面側では、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、交絡部が高密度に形成されている。従って、保持シール材が伸びる方向に繊維の絡合した部分が多く存在するため、保持シール材が伸びにくく、切れにくい。
【0136】
(3)本実施形態に係るマットによれば、マットから保持シール材を打ち抜く際、異なる方向から打ち抜いても、同じ保持シール材を得ることができる。従って、端材を少なくすることができ、歩留まりを向上させることができる。
【0137】
(4)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、第1の主面側では、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、交絡部が高密度に形成されていないため、保持シール材が伸びやすく、変形しやすい。従って、圧入方式により、保持シール材を排ガス処理体とケーシングとの間に配設する際に、シワができにくい。
【0138】
(5)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、X方向に交絡部が形成された側の主面を排ガス処理体と接合させる面として、排ガス処理体に巻きつけることにより、当該方向に並んだ複数の交絡部によって形成された折り目を内向きにすることができる。従って、クラムシェル方式により、保持シール材を排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間から保持シール材がはみ出てしまうことを防止することができる。
本実施形態に係る保持シール材によれば、上述した効果(4)を奏すると同時に、本効果(5)を奏することが可能である。
【0139】
(6)本実施形態に係るマットは、有機結合材を含んでいるため、排ガス浄化装置の使用時には、高温の排ガスにより有機結合材が分解し、無機繊維の接着が解除され、保持シール材が膨張するので、高い保持力を発揮することができる。
【0140】
(7)本実施形態に係るマットを構成する無機繊維は、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種である。
これらの無機繊維は耐熱性等の特性に優れているので、保持シール材は耐熱性や保持力等に優れる。
また、マットを構成する無機繊維に生体溶解性繊維が含まれる場合には、保持シール材の取り扱い時に生体溶解性繊維が飛散して体内に取り込まれたとしても溶解し、体外に排出されることになるため、人体に対する安全性に優れる。
【0141】
(8)本実施形態に係るマットの製造方法では、上述した構成及び効果を有する本実施形態に係るマットを好適に製造することができる。
【実施例】
【0142】
(実施例1)
以下の工程(1)〜(4)を経ることにより、第1実施形態に係るマットを製造した。
(1)紡糸工程
Al含有量が70g/lであり、Al:Cl=1:1.8(原子比)となるように調製した塩基性塩化アルミニウム水溶液に対して、焼成後の無機繊維における組成比が、Al2O3:SiO2=72:28(重量比)となるようにシリカゾルを配合し、さらに、有機重合体(ポリビニルアルコール)を適量添加して混合液を調製した。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して無機繊維前駆体を作製した。
無機繊維前駆体の平均繊維長は100mmであり、平均繊維径は8.0μmであった。
【0143】
(2)圧縮工程
上記工程(1)で得られた無機繊維前駆体をクロスレイヤー法により圧縮し、所定の大きさの連続した前駆体シートを作製した。
【0144】
(3)ニードリング工程
図9(a)及び図10(a)に示したニードリング装置と略同様の構成を有するニードリング装置を準備した。
次に、前駆体シートの幅方向とニードル列とが平行になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第1の主面から、第1の主面と第2の主面の中間地点までニードルを挿入させた後、ニードルを前駆体シートから引き抜いた。
続いて、前駆体シートを裏返し、前駆体シートの幅方向とニードル列とが垂直になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第2の主面から、第1の主面と第2の主面の中間地点までニードルを挿入させた後、ニードルを前駆体シートから引き抜いた。
このようにして、ニードリング前駆体シートを作製した。
【0145】
(4)焼成工程
続いて、ニードリング前駆体シートを最高温度1250℃で焼成することにより、無機繊維前駆体を無機繊維に転換し、第1実施形態に係るマットを製造した。
製造したマットは、アルミナ−シリカ繊維が互いに絡み合って構成されており、単位面積あたりの重量は1050g/m2であった。
マットの大きさは、長さ1000mm×幅700mm×厚さ7mmであった。
マットの密度(嵩密度)は、0.15g/cm3であった。
また、第1の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って、第1交絡部が形成されていた。また、第2の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って、第2交絡部が形成されていた。
第1交絡部群によって形成される列と、第2交絡部群によって形成される列とは、直交していた。
1の第1交絡部とそれに最近接する他の第1交絡部との最短距離は、全て等しく、5mmであった。また、1の第2交絡部とそれに最近接する他の第2交絡部との最短距離も、全て等しく、5mmであった。
【0146】
さらに、以下の工程(5)〜(8)を経ることにより、第1実施形態に係る排ガス浄化装置を製造した。
【0147】
(5)成形切断工程
打ち抜き装置を用いて、上記工程(1)〜(4)により製造したマットから保持シール材を打ち抜いた。その際、保持シール材の長手方向がマットの幅方向と垂直となるように、マットから保持シール材を打ち抜くとともに、保持シール材の長手方向がマットの幅方向と平行となるように、マットから保持シール材を打ち抜いた(図3及び図11参照)。
上述したように、長手方向がマットの幅方向と垂直となるように打ち抜かれた保持シール材と、長手方向がマットの幅方向と平行となるように打ち抜かれた保持シール材とは、同一の保持シール材であった。
保持シール材の大きさは、長さ310mm×幅110mm×厚さ7mmであった。
なお、マットの端に近い領域は、重量分布が不均一となっている可能性があるため、マットの端から100mmの範囲内の領域は、使用しないこととした。
【0148】
このようにしてマットから打ち抜かれた保持シール材において、一方の主面側には複数の第1交絡部が列状に並び、他方の主面側には複数の第2交絡部が列状に並んでいた。第1交絡部群によって形成される列の方向は、保持シール材の幅方向に平行な方向であり、第2交絡部群によって形成される列の方向は、保持シール材の長さ方向に平行な方向であった。保持シール材の幅方向と長さ方向とは直交していた。すなわち、第1交絡部群によって形成される列の方向はX方向であり、第2交絡部群によって形成される列の方向はY方向であった。
【0149】
(6)巻付工程
上記(5)成形切断工程によりマットから打ち抜かれた保持シール材には、幅方向に平行な端面のうち一方の端面に凸部が形成されており、他方の端面に凹部が形成されていた。当該凸部と凹部とが嵌合するように、保持シール材を排ガス処理体の外周に巻き付けた。その際、X方向の列を形成するように交絡部が並んでいる主面が外側になるようにした。
【0150】
図18は、本発明の一実施形態に係る排ガス浄化装置に係わり、排ガス処理体の外周に補助シールを巻き付けた様子を模式的に示す斜視図である。
なお、巻き付けの作業を行う前に、図18に示すように、排ガス処理体80の外周に、補助シール95を巻き付けた。補助シールは、粘着テープからなるものである。補助シールを巻き付けた排ガス処理体の外周に保持シール材を巻き付けると、補助シールの表面が保持シール材と接着した。これにより、いったん排ガス処理体の外周に巻き付けた保持シール材が、解けてしまうのを防止することができた。
【0151】
(7a)圧入工程
上記(6)巻付工程により保持シール材を巻き付けた排ガス処理体を、圧入方式により、ケーシングに圧入した(図12及び図22参照)。
【0152】
(7b)クラムシェル工程
上記(6)巻付工程により保持シール材を巻き付けた排ガス処理体を、クラムシェル方式により、ケーシングの内部に配置した(図23参照)。
【0153】
(実施例2)
実施例1における(6)巻付工程において、保持シール材を排ガス処理体の外周に巻き付ける際、Y方向の列を形成するように交絡部が並んでいる主面が外側になるようにした点以外は、実施例1と同様にして、マット及び排ガス浄化装置を製造した。
【0154】
(比較例1)
実施例1における(3)ニードリング工程の代わりに下記(3′)ニードリング工程を経た点、及び、実施例1における(5)成形切断工程の代わりに下記(5′)成形切断工程を経た点以外は、実施例1と同様にして、マット及び排ガス浄化装置を製造した。
【0155】
(3′)ニードリング工程
図15(a)に示したニードリング装置と略同様の構成を有するニードリング装置を準備した。
次に、前駆体シートの幅方向とニードル列とが平行になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第1の主面から第2の主面までニードルを貫通させた後、ニードルを前駆体シートから引き抜いた。
このようにして、ニードリング前駆体シートを作製した。
【0156】
(5′)成形切断工程
打ち抜き装置を用いて、マットから保持シール材を打ち抜いた。その際、保持シール材の長手方向がマットの幅方向と垂直となるように、マットから保持シール材を打ち抜いた。
このようにしてマットから打ち抜かれた保持シール材においては、第1の主面上の点から第2の主面上の点に亘って形成された交絡部が複数存在した。交絡部群によって形成される列の方向は、保持シール材の幅方向に平行な方向であった。保持シール材の幅方向と長さ方向とは直交していた。すなわち、交絡部群によって形成される列の方向はX方向であった。
【0157】
なお、比較例1における保持シール材では、いずれの主面においてもX方向の列を形成するように、交絡部が並んでいる。従って、(6)巻付工程において保持シール材を排ガス処理体の外周に巻き付ける際、いずれの主面を外側にしても、X方向の列を形成するように交絡部が並んでいる主面が外側になる。
【0158】
(比較例2)
比較例1における(5′)成形切断工程の代わりに下記(5′′)成形切断工程を経た点以外は、比較例1と同様にして、マット及び排ガス浄化装置を製造した。
【0159】
(5′′)成形切断工程
打ち抜き装置を用いて、マットから保持シール材を打ち抜いた。その際、保持シール材の長手方向がマットの幅方向と平行となるように、マットから保持シール材を打ち抜いた。
このようにしてマットから打ち抜かれた保持シール材においては、第1の主面上の点から第2の主面上の点に亘って形成された交絡部が複数存在した。交絡部群によって形成される列の方向は、保持シール材の幅方向に垂直な方向であった。保持シール材の幅方向と長さ方向とは直交していた。すなわち、交絡部群によって形成される列の方向はY方向であった。
【0160】
なお、比較例2における保持シール材では、いずれの主面においてもY方向の列を形成するように、交絡部が並んでいる。従って、(6)巻付工程において保持シール材を排ガス処理体の外周に巻き付ける際、いずれの主面を外側にしても、Y方向の列を形成するように交絡部が並んでいる主面が外側になる。
【0161】
(比較例3)
実施例1における(3)ニードリング工程の代わりに下記(3′′)ニードリング工程を経た点以外は、実施例1と同様にして、マット及び排ガス浄化装置を製造した。
【0162】
(3′′)ニードリング工程
図15(a)に示したニードリング装置と略同様の構成を有するニードリング装置を準備した。
次に、前駆体シートの幅方向とニードル列とが平行になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第1の主面から第2の主面までニードルを貫通させた後、ニードルを前駆体シートから引き抜いた。
続いて、前駆体シートを裏返し、前駆体シートの幅方向とニードル列とが垂直になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第2の主面から第1の主面までニードルを貫通させた後、ニードルを前駆体シートから引き抜いた。
このようにして、ニードリング前駆体シートを作製した。
【0163】
比較例3における保持シール材では、第1の主面上の点から第2の主面上の点に亘って形成された交絡部が複数存在した。当該複数の交絡部は、X方向の列を形成するように並んでいる交絡部群と、Y方向の列を形成するように並んでいる交絡部群とから構成されていた。
【0164】
なお、比較例3における保持シール材では、いずれの主面においてもX方向の列及びY方向の列を形成するように、交絡部が並んでいる。従って、(6)巻付工程において保持シール材を排ガス処理体の外周に巻き付ける際、いずれの主面を外側にしても、X方向の列及びY方向の列を形成するように交絡部が並んでいる主面が外側になる。
【0165】
実施例1及び2、並びに、比較例1〜3について、以下の試験及び評価を行った。
【0166】
(引張強度測定試験及び破断伸度測定試験)
まず、製造したマットを、平面視寸法で長さ150mm×幅25mmに打ち抜き、試験用サンプルとした。その際、実施例1及び2、並びに、比較例1及び3では、試験用サンプルの長手方向がマットの幅方向と垂直となるように、マットから試験用サンプルを打ち抜いた。比較例2では、試験用サンプルの長手方向がマットの幅方向と平行となるように、マットから試験用サンプルを打ち抜いた。
得られた試験用サンプルを引張強度測定装置にセットした。具体的には、試験用サンプルの上下各50mmを持ちしろとして、試験用サンプルを固定した。すなわち、試験用サンプルの長さ方向における両端を固定した、
そして、試験用サンプルの長さ方向における一端を、上方へ速度10mm/minで引っ張り、試験用サンプルを破断させた。
引っ張った際の最大荷重を引張強度(坪量換算強度(N/AD1050))として測定した。また、破断した際の試験用サンプルの長さ方向への伸び率(平均破断伸度)を測定した。その測定結果を表1に示す。
また、引張強度を「○」又は「×」で評価した。その評価結果を表2に示す。表2中、「引張強度」の項目における「○」は、引張強度が良好であることを示し、「引張強度」の項目における「×」は、引張強度が不良であることを示す。上記坪量換算強度が140以上の場合、「引張強度」を「○」とし、上記坪量換算強度が140未満の場合、「引張強度」を「×」として、評価を行った。
なお、引張強度は、マットの強度を表しており、マットの割れにくさの指標でもある。また、平均破断伸度は、巻き付け性に関わる値であり、平均破断伸度が大きいほど巻き付けの作業が行いやすくなるといえる。
【0167】
【表1】

【0168】
(巻き付け性評価)
上記(6)巻付工程における巻き付けの作業の行いやすさを、「○」又は「×」で評価した。その評価結果を表2に示す。表2中、「巻き付け性」の項目における「○」は、巻き付け性が良好であることを示し、「巻き付け性」の項目における「×」は、巻き付け性が不良であることを示す。X方向に並んだ複数の交絡部によって適切に折り目が形成された場合、「巻き付け性」を「○」とし、そのような折り目が適切に形成されなかった場合、「巻き付け性」を「×」として、評価を行った。
【0169】
【表2】
【0170】
表2に示すように、実施例1及び2における「引張強度」の評価は、比較例1における「引張強度」の評価よりも高かった。
また、実施例1及び2における「巻き付け性」の評価は、比較例2及び3における「巻き付け性」の評価よりも高かった。
以下、各評価結果について、具体的に説明する。
【0171】
比較例1では、「引張強度」の評価が低い。これは、保持シール材が伸びる方向(すなわち、Y方向)に繊維の絡合した部分があまり存在しないため、保持シール材が伸びやすく切れやすいためであると考えられる(表1参照)。
これに対し、実施例1及び2における「引張強度」の評価は、比較例1における「引張強度」の評価よりも高い。これは、保持シール材が伸びる方向(すなわち、Y方向)に繊維の絡合した部分が比較的多く存在するため、保持シール材が伸びにくく切れにくいためであると考えられる。
【0172】
比較例2及び3では、「巻き付け性」の評価が低い。これは、X方向の列を形成するように並ぶ交絡部群が存在しないか、又は、X方向の列を形成するように並ぶ交絡部群だけではなくY方向の列を形成するように並ぶ交絡部群も存在することに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部によって形成されるような折り目が存在しないか、又は、そのような折り目が形成されにくいためであると考えられる。
これに対し、実施例1及び2における「巻き付け性」の評価は、比較例2及び3における「巻き付け性」の評価よりも高い。これは、第1の主面側と第2の主面側とのうち何れか一方の側では、Y方向の列を形成するように並ぶ交絡部群は存在せずX方向の列を形成するように並ぶ交絡部群のみが存在することに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部によって折り目が形成されやすいためであると考えられる。
【0173】
(第2実施形態)
本発明におけるマットの製造方法は、第1実施形態に係るマットの製造方法に限定されない。
以下に示す方法によっても、本発明におけるマットを製造することができる。
【0174】
(I)マット準備工程
まず、第1の貼合前マットと第2の貼合前マットとを準備する。
図13(a)及び図13(b)、並びに、図14(a)及び図14(b)を用いて、第1の貼合前マットと第2の貼合前マットとについて説明する。
【0175】
図13(a)は、本発明の一実施形態に係る第1の貼合前マットの一例を模式的に示す斜視図である。
図13(b)は、図13(a)に示す第1の貼合前マットのF−F線断面図である。
【0176】
図13(a)に示すように、第1の貼合前マット200は、主面α(図13(a)中、210aで示す)と、主面α(210a)に対向して位置する主面β(図13(a)中、210bで示す)とを有している。
また、第1の貼合前マット200は、第1長側面211aと、第1長側面211aに対向して位置する第2長側面211bとを有している。
また、第1の貼合前マット200は、第1短側面212aと、第1短側面212aに対向して位置する第2短側面212bとを有している。
【0177】
図13(b)に示すように、主面α(210a)上には、複数の第1交絡始点201aが存在する。また、主面α(210a)と主面β(210b)との間には、複数の第1交絡終点201bが存在する。
そして、第1交絡始点201aから第1交絡終点201bに亘って、第1交絡部201が形成されている。
第1交絡始点201aから第1交絡終点201bまでの距離は、第1の貼合前マット200の厚さT/2の半分である。
【0178】
図13(a)に示すように、第1交絡部201は、第1の貼合前マット200の長手方向に垂直な方向に、一直線上に並んでいる。第1交絡部群によって形成される列の方向は、第1の貼合前マット200の長手方向に垂直な方向である。
【0179】
第1の貼合前マット200のその他の構成については、マット20の構成と同様であるので、ここでの説明は省略する。ただ、第1の貼合前マット200には、マット20と異なり、第2交絡部は形成されていない。
【0180】
図14(a)は、本発明の一実施形態に係る第2の貼合前マットの一例を模式的に示す斜視図である。
図14(b)は、図14(a)に示す第2の貼合前マットのG−G線断面図である。
【0181】
図14(a)に示すように、第2の貼合前マット220は、主面γ(図14(a)中、230aで示す)と、主面γ(230a)に対向して位置する主面δ(図14(a)中、230bで示す)とを有している。
また、第2の貼合前マット220は、第1長側面231aと、第1長側面231aに対向して位置する第2長側面231bとを有している。
また、第2の貼合前マット220は、第1短側面232aと、第1短側面232aに対向して位置する第2短側面232bとを有している。
【0182】
図14(b)に示すように、主面γ(230a)上には、複数の第2交絡始点221aが存在する。また、主面δ(230b)上には、複数の第2交絡終点221bが存在する。
そして、第2交絡始点221aから第2交絡終点221bに亘って、第2交絡部221が形成されている。
第2交絡始点221aから第2交絡終点221bまでの距離は、第2の貼合前マット220の厚さT/2である。
【0183】
図14(a)に示すように、第2交絡部221は、第2の貼合前マット220の長手方向に平行な方向に、一直線上に並んでいる。第2交絡部群によって形成される列の方向は、第2の貼合前マット220の長手方向に平行な方向である。
【0184】
第2の貼合前マット220のその他の構成については、マット20の構成と同様であるので、ここでの説明は省略する。ただ、第2の貼合前マット220には、マット20と異なり、第1交絡部は形成されていない。
【0185】
第1の貼合前マットは、上記(1)紡糸工程、(2)圧縮工程、(3−1)第1ニードリング工程、及び、(4)焼成工程、を経て製造することができる。
一方、第2の貼合前マットは、上記(1)紡糸工程、(2)圧縮工程、(3′)第3ニードリング工程、及び、(4)焼成工程、を経て製造することができる。
【0186】
ここで、(3′)第3ニードリング工程について説明する。
図15(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図15(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのH−H線断面図である。
【0187】
図15(a)に示すニードリング装置250は、前駆体シート151xを支持可能な載置面261を有する支持板260と、支持板260の載置面261に対向して設けられており、突き刺し方向(前駆体シート151xの厚さ方向、図15(a)及び図15(b)中、両矢印T’’で示す方向)に往復移動可能なピストン262の先端に取り付けられたニードル板270とから構成されている。
ニードル板270の支持板260に対向する対向面272には、複数のニードル271が所定の間隔で取り付けられており、剣山様の形状を呈している。
ニードル271は、細く先の尖ったニードルであり、該ニードル表面にバーブ(返し)が形成されている。
【0188】
ニードル271は、所定の間隔を置いて支持板260の幅方向W’’に沿って一直線上に整列しており、ニードル列291が複数形成されている。複数のニードル列291は、互いに平行である。また、幅方向W’’に隣接する2つのニードル271間の距離は、全て等しく、隣接する2つのニードル列291間の距離も、全て等しい。幅方向W’’に隣接する2つのニードル271間の距離は、隣接する2つのニードル列291間の距離よりも狭い。
【0189】
前駆体シート151xは、第1の主面160x、第1の主面160xに対向して位置する第2の主面160y、第1長側面161x、第1長側面161xに対向して位置する第2長側面161y、第1短側面162x、及び、第1短側面162xに対向して位置する第2短側面(図示せず)を有しており、焼成することにより無機繊維に転換される無機繊維前駆体263が互いに絡み合って構成されたシートである。
【0190】
支持板260には、ニードル板270のニードル271が貫通可能な位置に貫通孔263が設けられている。
そのため、ニードル板270が支持板260に接近した場合には、ニードル271が貫通孔263を貫通するので、載置面261と対向面272とが接触する程度にまでニードル板270を支持板260に近づけることができる。
【0191】
係るニードリング装置250を使用してニードリング処理を行う場合には、まず、図15(a)に示すように、支持板260の載置面261にシート151xを設置する。
次に、ニードル板270をシート151xの厚さ方向に沿って上下させる。
すると、図15(b)に示すように、シート151xの第1の主面160xから第2の主面160yまでニードル271が貫通し、貫通したニードル271がシート151xから引き抜かれることによりニードリング処理が完了する。
これにより、ニードリング前駆体シートを作製する。
【0192】
(I)マット準備工程では、以上で説明した第1の貼合前マットと第2の貼合前マットとを準備する。
第2実施形態では、第1交絡終点201bが主面α(210a)と主面β(210b)との間に形成されており(図13(b)参照)、第2交絡終点221bが主面δ(230b)上に形成されている(図14(b)参照)場合について説明した。
すなわち、第2実施形態において、第1交絡部201は、主面α(210a)上の点から主面α(210a)と主面β(210b)との間に存在する点に亘って形成されている。また、第2交絡部221は、主面γ(230a)上の点から主面δ(230b)上の点に亘って形成されている。
【0193】
もっとも、本発明において、第1の貼合前マットの備える第1交絡部及び第2の貼合前マットの備える第2交絡部は、この例に限定されない。
本発明においては、第1交絡部が主面α上の点から主面β上の点に亘って形成されており、第2交絡部が主面γ上の点から主面γと主面δとの間に存在する点に亘って形成されていてもよい。
また、第1交絡部が主面α上の点から主面αと主面βとの間に存在する点に亘って形成されており、第2交絡部が主面γ上の点から主面γと主面δとの間に存在する点に亘って形成されていてもよい。
また、第1交絡部が主面α上の点から主面β上の点に亘って形成されており、第2交絡部が主面γ上の点から主面δ上の点に亘って形成されていてもよい。
【0194】
(II)貼合工程
続いて、上記(I)マット準備工程で準備した第1の貼合前マット200の備える主面β(210b)と、第2の貼合前マット220の備える主面δ(230b)(又は主面γ(230a))とを、接着剤や両面テープ等の接着手段を用いて貼り合わせる。
その際、第1交絡部群によって形成される列と第2交絡部群によって形成される列とが直交するように、第1の貼合前マット200と第2の貼合前マット220とを貼り合わせる。
本実施形態では、第1の貼合前マット200の大きさと第2の貼合前マット220の大きさとが同じである。従って、第1の貼合前マット200の備える長側面と第2の貼合前マット220の備える長側面とが同一平面となり、第1の貼合前マット200の備える短側面と第2の貼合前マット220の備える短側面とが同一平面となるように、第1の貼合前マット200と第2の貼合前マット220とを貼り合わせればよい。
その結果、第1実施形態に係るマット20と略同様のマットが製造される。
【0195】
本実施形態に係る貼合工程では、第1交絡部群によって形成される列と第2交絡部群によって形成される列とが直交するように、第1の貼合前マット200と第2の貼合前マット220とを貼り合わせる場合について説明した。
もっとも、本発明における貼合工程は、この例に限定されない。本発明における貼合工程においては、第1の貼合前マットと第2の貼合前マットとを貼り合わせる際、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度を、60°〜90°とすることが望ましく、85°〜90°とすることがより望ましく、本実施形態のように90°とすることが最も望ましい。第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が60°未満である場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
【0196】
図16は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
図17(a)は、図16に示すマットのI−I線断面図であり、図17(b)は、図16に示すマットのJ−J線断面図である。
【0197】
図16では、第2実施形態に係るマット240を示している。
図16に示すように、マット240は、第1の主面245aと、第1の主面245aに対向して位置する第2の主面245bとを有している。
また、マット240は、第1長側面246aと、第1長側面246aに対向して位置する第2長側面246bとを有している。
また、マット240は、第1短側面247aと、第1短側面247aに対向して位置する第2短側面247bとを有している。
【0198】
図17(a)に示すように、第1の主面245a上には、複数の第1交絡始点241aが存在する。また、第1の主面245aと第2の主面245bとの間には、複数の第1交絡終点241bが存在する。
そして、第1交絡始点241aから第1交絡終点241bに亘って、第1交絡部241が形成されている。
第1交絡始点241aから第1交絡終点241bまでの距離は、マット240の厚さTの4分の1である。
【0199】
図17(b)に示すように、第2の主面245b上には、複数の第2交絡始点242aが存在する。また、第1の主面245aと第2の主面245bとの間には、複数の第2交絡終点242bが存在する。
そして、第2交絡始点242aから第2交絡終点242bに亘って、第2交絡部242が形成されている。
第2交絡始点242aから第2交絡終点242bまでの距離は、マット240の厚さTの半分である。
【0200】
マット240は、上記(II)貼合工程において第1の貼合前マット200と第2の貼合前マット220とを貼り合わせることにより製造される。
【0201】
第1の貼合前マット200における主面α(210a)が、マット240における第1の主面245aとなり、第2の貼合前マット220における主面γ(230a)が、マット240における第2の主面245bとなる。
また、第1の貼合前マット200における第1交絡部201が、マット240における第1交絡部241となり、第2の貼合前マット220における第2交絡部221が、マット240における第2交絡部242となる。
【0202】
なお、本発明において、第1交絡部が主面α上の点から主面β上の点に亘って形成されている場合、主面αと主面βとを特に区別せず、主面αのことを主面βとも呼ぶ。また、第2交絡部が主面γ上の点から主面δ上の点に亘って形成されている場合、主面γと主面δとを特に区別せず、主面γのことを主面δとも呼ぶ。
【0203】
本実施形態に係るマットも、第1実施形態に係るマットと同様、(1)〜(6)の効果を奏する。
また、本実施形態に係るマットの製造方法では、上述した構成及び効果を有する本実施形態に係るマットを好適に製造することができる。
(その他の実施形態)
【0204】
本発明のマットは、本発明の第1実施形態で説明したように、バインダマットであってもよく、バインダマットを作製する場合には、次の工程(A)〜(C)を行うことにより作製してもよい。
【0205】
(A)含浸工程
まず、本発明の第1実施形態で説明した有機バインダを含む有機バインダ溶液を準備する。
そして、有機バインダ溶液を、焼成工程を経て製造したマット全体にフローコート等により均一に含浸させることで、含浸マットを作製する。
なお、有機バインダ溶液は、水や有機溶媒等の溶媒に上記有機バインダを溶解させたり、水等の分散媒に上記有機バインダを分散させることにより作製することができる。
また、有機バインダ溶液の濃度については、後の工程を経て作製されるバインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の0.5〜20重量%となるように適宜調整することが望ましい。バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の0.5重量%未満であると、マットの嵩高さを抑制することができない。一方、バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の20重量%を超えると、マットが硬くなり巻き付け性を損なう。
【0206】
(B)吸引工程
次に、含浸マットから、吸引装置等を用いて過剰な有機バインダ溶液を吸引除去する。
なお、吸引工程については、必ずしも行う必要はなく、例えば、含浸マットに含まれる有機バインダ溶液の量が少ないのであれば、含浸工程の後、得られた含浸マットを下記乾燥工程に直接供してもよい。
【0207】
(C)乾燥工程
その後、含浸マットに残留した有機バインダ溶液に含まれる溶媒等を、熱風乾燥機等を用いて含浸マットを圧縮しながら揮発させる。
これにより、バインダマットを作製する。
【0208】
本発明のマットは、膨張材をさらに含んでいてもよい。
膨張材が含まれたマットを使用した保持シール材では、排ガス浄化装置の使用時における高温の排ガスにより膨張材が膨張するので、高い保持力を発揮することができる。
膨張材としては、例えば、膨張性バーミキュライト、ベントナイト、膨張性黒鉛等が挙げられる。
【0209】
本発明のマットの製造方法では、無機繊維前駆体を積層することにより作製した前駆体シートを使用している。
しかしながら、この前駆体シートに代えて、無機繊維からなる前駆体シート(以下、無機繊維シートともいう)を使用してもよい。例えば、本発明の第1実施形態におけるニードリング工程(3)で使用した前駆体シートの代わりに無機繊維シートを使用しても、本発明のマットを製造することができる。
【0210】
上記無機繊維シートは、本発明の第1実施形態で説明した無機繊維前駆体を積層してなる前駆体シートを焼成することにより作製してもよい。
また、上記無機繊維シートは、遠心法等を利用して作製することもできる。
遠心法を利用する場合には、まず、周壁に多数の小孔が形成された回転可能な円筒体を加熱しつつ、高速で回転させ、円筒体内に溶融シリカや溶融アルミナ等の溶融原料を供給し、供給した溶融原料を遠心力により上記小孔を介して外部に吐出させ、吐出された溶融原料を円筒体の周辺部に設けられたバーナーで加熱することにより延伸させ、延伸した繊維状の溶融原料を冷却することにより無機繊維を作製する。
作製された無機繊維を圧縮することにより、無機繊維シートを作製することができる。
無機繊維シートを構成する無機繊維としては、上述した本発明のマットを構成する無機繊維と同様の構成(種類、組成、平均繊維長、平均繊維径等)を有する無機繊維を使用することができる。
【0211】
本発明の排ガス浄化装置を構成する排ガス処理体には触媒を担持させてもよい。
触媒としては、例えば、白金、パラジウム、ロジウム等の貴金属、カリウム、ナトリウム等のアルカリ金属、バリウム等のアルカリ土類金属、又は、CeO2等の金属酸化物等が挙げられる。これらの触媒は、単独で用いてもよいし、2種以上併用してもよい。
【0212】
上記排ガス処理体に触媒を担持させる方法としては、触媒が含まれた溶液を排ガス処理体に含浸させた後に加熱する方法の他に、排ガス処理体の表面にアルミナ膜からなる触媒担持層を形成し、このアルミナ膜に触媒を担持させる方法等が挙げられる。
【0213】
本発明のマットは、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なることが必須の構成要素である。
また、本発明のマットの製造方法は、第1ニードリング工程によりニードルが打ち込まれる第1の主面上の複数の点によって形成される列の方向と、第2ニードリング工程によりニードルが打ち込まれる第2の主面上の複数の点によって形成される列の方向とが異なること、又は、第1の貼合前マットの備える第1交絡部群によって形成される列の方向と、第2の貼合前マットの備える第2交絡部群によって形成される列の方向とが異なるように、第1の貼合前マットの備える主面βと第2の貼合前マットの備える主面δとを貼り合わせることにより、第1の貼合前マットと第2の貼合前マットとを貼り合わせること、が必須の構成要素である。
係る必須の構成要素に、第1実施形態、第2実施形態、及び、その他の実施形態で詳述した種々の構成(例えば、無機繊維の組成、無機繊維の繊維長等)を適宜組み合わせることにより所望の効果を得ることができる。
【符号の説明】
【0214】
20 マット
21 第1交絡部
22 第2交絡部
30a 第1の主面
30b 第2の主面
23、24 無機繊維
1x 前駆体シート
10x 第1の主面
10y 第2の主面
121 ニードル
200 第1の貼合前マット
201 第1交絡部
210a 主面α
210b 主面β
220 第2の貼合前マット
221 第2交絡部
230a 主面γ
230b 主面δ
240 マット
【技術分野】
【0001】
本発明は、マット、マットの製造方法、及び、排ガス浄化装置に関する。
【背景技術】
【0002】
従来、シリカ繊維又はアルミナ繊維等の無機繊維を圧縮してなる不織布状のマットが知られており、この不織布状のマットは耐熱性や弾性(反発力)等の特性に優れているため、種々の用途に使用されている。
【0003】
例えば、不織布状のマットは、排ガス浄化装置の構成部材として使用されている。
具体的に説明すると、一般的な排ガス浄化装置は、円柱状の排ガス処理体、該排ガス処理体を収容する円筒状のケーシング、及び、排ガス処理体とケーシングとの間に配設されるマット状の保持シール材から構成されており、上述した不織布状のマットは、この保持シール材を構成する部材として使用されている。
なお、保持シール材は、不織布状のマットを所定形状に切断する切断工程等を経て作製される。
【0004】
一般に、保持シール材の幅方向に平行な端面のうち、一方の端面には凸部が形成されており、他方の端面には、保持シール材を円柱状の排ガス処理体に巻き付けて端面同士を当接させた際に凸部と嵌合する形状の凹部が形成されている(図19参照)。
保持シール材が排ガス処理体とケーシングとの間に配設される際には、凸部と凹部とが嵌合するように、保持シール材が排ガス処理体の外周に巻き付けられる。
【0005】
不織布状で反発力を有するマットから構成された保持シール材は、所定の保持力を有している。そのため、上記排ガス浄化装置では、排ガス処理体が保持シール材によりケーシング内の所定の位置にしっかりと保持される。また、保持シール材が排ガス処理体とケーシングとの間に配設されているので、振動等が加えられても排ガス処理体がケーシングと接触しにくくなり、また、排ガス処理体とケーシングとの間からは排ガスが漏れにくくなる。
【0006】
係る保持シール材に用いるマットとして、特許文献1には、アルミナ繊維からなるマットに有機バインダ溶液を含浸させた後、これを乾燥工程に供して圧縮状態で熱風乾燥させることにより製造されるバインダマットが開示されている。
製造されたバインダマットは所定形状に切断され、保持シール材が作製される。
【0007】
また、従来、無機繊維からなる素地マットに対してニードリング処理を施す技術が知られている。ニードリング処理とは、ニードル等の繊維交絡手段を素地マットに対して抜き差しすることをいう。ニードリング処理を施すことにより、無機繊維が3次元的に交絡するため、マットの形状を保持することができる。
特許文献2〜4には、このようなニードリング処理について記載されている。
【0008】
特許文献2には、アルミナ繊維前駆体を圧縮してなる前駆体シートに、複数のバーブ(返し)が形成されたバーブニードルを前駆体シートの厚み方向に抜き差しするバーブニードリング処理を施すことが開示されている。
【0009】
特許文献3に開示されているマットは、ニードリング処理により形成された交絡部の密度範囲を調整することにより、製造される。これにより、強度と反発力の両特性を最適化することを図っている。
【0010】
特許文献4には、ニードリング処理により形成された交絡部が列状に並んでいる保持シール材が開示されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平9−946号公報
【特許文献2】特開昭62−56348号公報
【特許文献3】特開2007−292040号公報
【特許文献4】特開2001−65337号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
上述した特許文献4には、交絡部によって形成される列の方向として、2つの方向が図示されている。本明細書において、当該2つの方向を、X方向及びY方向と呼ぶ。
【0013】
ここで、X方向及びY方向について説明する。
図19(a)及び図19(b)は、従来(特許文献4)の保持シール材の一例を模式的に示す斜視図である。
図19(a)に示す従来の保持シール材300では、交絡部301によって、X方向の列が形成されている。本明細書において、「X方向の列が形成される」場合とは、X方向に隣接する2つの交絡部301の間隔D1が、Y方向に隣接する2つの交絡部301の間隔D2よりも狭い場合である。
一方、図19(b)に示す従来の保持シール材310では、交絡部311によって、Y方向の列が形成されている。本明細書において、「Y方向の列が形成される」場合とは、Y方向に隣接する2つの交絡部311の間隔D2が、X方向に隣接する2つの交絡部311の間隔D1よりも狭い場合である。
【0014】
また、X方向とは、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と垂直となるような方向である。すなわち、X方向とは、排ガス処理体の長手方向に平行な方向である。Y方向とは、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と平行となるような方向である。すなわち、Y方向とは、排ガス処理体の長手方向に垂直な方向である。
【0015】
本発明者が保持シール材に関し鋭意検討したところ、X方向の列を形成するように交絡部が並んでいる保持シール材、及び、Y方向の列を形成するように交絡部が並んでいる従来の保持シール材には、以下のような問題点があることを見出した。
なお、本明細書において、X方向の列を形成するように交絡部が並んでいる保持シール材(図19(a)に示す従来の保持シール材300)を、保持シール材Xとも言う。また、Y方向の列を形成するように交絡部が並んでいる保持シール材(図19(b)に示す従来の保持シール材310)を、保持シール材Yとも言う。
【0016】
図20(a)は、従来の保持シール材Xの一部を模式的に示す説明図である。
図20(b)は、従来の保持シール材Yの一部を模式的に示す説明図である。
従来の保持シール材Xにおいては、交絡部301がX方向の列を形成するように並んでいる。図20(a)は、この様子を点線により示している。
従来の保持シール材Yにおいては、交絡部311がY方向の列を形成するように並んでいる。図20(b)は、この様子を点線により示している。
【0017】
なお、図19(a)に示す従来の保持シール材Xと図19(b)に示す保持シール材Yとは何れも、第1の主面(304a及び314a)、並びに、第1の主面(304a及び314a)の反対側に位置する第2の主面(304b及び314b)を備える。保持シール材Xは、第1の主面側においても、第2の主面側においても、交絡部301が、X方向の列を形成するように並んでいる。また、従来の保持シール材Yは、第1の主面側においても、第2の主面側においても、交絡部311が、Y方向の列を形成するように並んでいる。
【0018】
従来の保持シール材Xにおける交絡部301は、X方向に相対的に高密度に形成されている。このことに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部301によって折り目が形成されるため、そのような巻き付けの作業を行いやすくなる。
これに対して、従来の保持シール材Yにおける交絡部311は、Y方向に相対的に高密度に形成されている。このことに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部301によって形成されるような折り目は存在しないため、そのような巻き付けの作業を行いにくいという問題がある。
【0019】
また、従来の保持シール材Yでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、交絡部311が高密度に形成されている。従って、保持シール材が伸びる方向に繊維の絡合した部分が多く存在するため、保持シール材が伸びにくく、切れにくい。
これに対して、従来の保持シール材Xでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)とは異なりX方向に、交絡部301が高密度に形成されている。従って、保持シール材が伸びる方向に繊維の絡合した部分があまり存在しないため、保持シール材が伸びやすく、切れやすいという問題がある。
【0020】
図21(a)及び図21(b)は、従来のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
通常、保持シール材は、ニードリング処理を施されたマット400から打ち抜かれることにより得られる。
図21(a)及び図21(b)に示すように、マット400においては、マット400の幅方向(図21(a)及び図21(b)中、両矢印で示す向き)に垂直な方向の列を形成するように、交絡部が並んでいる。
【0021】
図21(a)に示すように、従来の保持シール材Yは、その短辺方向がマット400の幅方向と平行となるように、マット400から打ち抜かれることにより得られる。その際、マット400から保持シール材Yを打ち抜いた後に残る端材が少なく、歩留まりが高い。
これに対して、図21(b)に示すように、従来の保持シール材Xは、その長辺方向がマット400の幅方向と平行となるように、マット400から打ち抜かれることにより得られる。その際、マット400から保持シール材Xを打ち抜いた後に残る端材が多く、歩留まりが低いという問題がある。
【0022】
図22は、圧入方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
保持シール材を使用した排ガス浄化装置を製造する方法として、保持シール材を巻き付けた排ガス処理体をケーシングへ圧入する方法が挙げられる。
この方法によると、保持シール材310を巻き付けた排ガス処理体600をケーシング700の開口面の一方から押し込み、排ガス処理体600を所定の位置に装着することにより、排ガス浄化装置が製造される。図22に示すように、ケーシング700の端部の内径よりも一方の端部の内径が若干小さく、保持シール材310を含めた排ガス処理体の外径よりも他方の端部の内径が充分に大きいテーパー状の円筒体からなる圧入治具710を使用してもよい。
【0023】
ここで、上述したように、従来の保持シール材Xでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、保持シール材が伸びやすいため、変形しやすい。従って、上記圧入方式により、従来の保持シール材Xを排ガス処理体とケーシングとの間に配設する際には、シワができにくい。
これに対して、上述したように、従来の保持シール材Yでは、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、保持シール材が伸びにくいため、保持シール材の変形が少ない。従って、上記圧入方式により、保持シール材Yを排ガス処理体とケーシングとの間に配設する際には、シワができやすいという問題がある。
【0024】
図23は、クラムシェル方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
クラムシェル方式では、ケーシング部材700a及び700bが使用される。ケーシング部材700a及び700bは、相互に向かい合わせた際に一対のケーシング700が完成されるように、ケーシング700が分割されたものである。ケーシング部材700a及び700bの何れか一方のケーシング部材に排ガス処理体600を設置した後、他方のケーシング部材を組み合わせ、さらにケーシング部材700a及び700bをフランジ部701a及び701bで溶接してケーシング700とすることにより、排ガス処理体600が所定の位置に装着された排ガス浄化装置500を得ることができる。
【0025】
ここで、上述したように、従来の保持シール材Xを排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部301によって折り目が形成される。従って、従来の保持シール材Xは、排ガス処理体への密着性が悪く、上記クラムシェル方式により、保持シール材Xを排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間から、保持シール材がはみ出てしまう可能性があるという問題がある。
【課題を解決するための手段】
【0026】
以上のように、従来の保持シール材Xにも、従来の保持シール材Yにも何らかの問題点があることを、本発明者は見出した。そして、この点に鑑み、本発明者は、このような課題を解決すべく、本発明を完成させた。すなわち、本発明者は、巻き付けの作業性がよく、伸びにくく切れにくく、歩留まりが高く、圧入時にシワができにくく、ケーシング部材の間からはみ出にくいマットを得るために、本発明を完成させた。
【0027】
すなわち、請求項1に記載のマットは、
無機繊維を含み、第1の主面及び第2の主面を備えるマットであって、
上記無機繊維が互いに絡み合って構成され、上記第1の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、
上記無機繊維が互いに絡み合って構成され、上記第2の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、
上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なることを特徴とする。
【0028】
請求項1に記載のマットは、第1交絡部群と第2交絡部群とを備える。
第1交絡部群は、第1交絡部が複数個列状に並ぶことにより構成される。第2交絡部群は、第2交絡部が複数個列状に並ぶことにより構成される。
第1交絡部と第2交絡部とは何れも、無機繊維が互いに絡み合って構成される。
第1交絡部は、マットの備える主面のうち第1の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って形成されている。第2交絡部は、マットの備える主面のうち第2の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って形成されている。
【0029】
ここで、図1(a)、図1(b)、図2−1(a)、図2−1(b)、及び、図2−2(c)を用いて、第1交絡部群と第2交絡部群について説明する。
図1(a)は、本発明のマットに係る第1交絡部群を模式的に示す説明図である。
図1(b)は、本発明のマットに係る第1交絡部群の一部を模式的に示す説明図である。
図2−1(a)は、本発明のマットに係る第2交絡部群を模式的に示す説明図である。
図2−1(b)は、本発明のマットに係る第2交絡部群の一部を模式的に示す説明図である。
図2−2(c)は、本発明のマットに係る第2交絡部群を模式的に示す説明図である。
【0030】
図1(a)では、第1交絡部11aが複数個列状に並んでいる様子を示している。
「第1交絡部11aが複数個列状に並んでいる」とは、「マット上に複数の帯が設定されており、各帯の中で複数個の第1交絡部11aが列を形成している」ことを言う。
【0031】
第1交絡部11aが属する帯は、マットの長辺15aの一部と、マットの長辺15bの一部と、2本の直線とによって囲まれた領域である。
図1(a)に示すように、長辺15aと長辺15bとが平行である場合、上記2本の直線は、マットの長辺(長辺15a及び長辺15b)に対して垂直な直線である。
第1交絡部11aが属する帯(図1(a)に示す帯)を、第1帯と呼ぶ。
上記長辺15aの一部の長さ及び上記長辺15bの一部の長さを、第1帯の幅と呼ぶこととする。第1帯の幅は6mmである。
【0032】
図1(a)に示す例では、各第1帯に属する複数個の第1交絡部11aは、一直線上に並んでいる。
本発明においては、或る第1帯に複数個の第1交絡部が属するとき、それらの第1交絡部が一直線上に並んでいる場合の他、それらの第1交絡部が一直線上に並んでいない場合(図1(b)参照)であっても、それらの第1交絡部は「列を形成する」ものとして取り扱う。
【0033】
同様に、図2−1(a)では、第2交絡部13aが複数個列状に並んでいる様子を示している。
「第2交絡部13aが複数個列状に並んでいる」とは、「マット上に複数の帯が設定されており、各帯の中で複数個の第2交絡部13aが列を形成している」ことを言う。
【0034】
第2交絡部13aが属する帯は、マットの幅方向の辺と、2本の直線とによって囲まれた領域である。
図2−1(a)に示すように、マットの長辺16aと長辺16bとが平行である場合、上記2本の直線は、マットの長辺(長辺16a及び長辺16b)に対して平行な直線である。
第2交絡部13aが属する帯(図2−1(a)に示す帯)を、第2帯と呼ぶ。
上記マットの幅方向の辺の長さを、第2帯の幅と呼ぶこととする。第2帯の幅は6mmである。
【0035】
図2−1(a)に示す例では、各第2帯に属する複数個の第2交絡部13aは、一直線上に並んでいる。
本発明においては、或る第2帯に複数個の第2交絡部が属するとき、それらの第2交絡部が一直線上に並んでいる場合の他、それらの第2交絡部が一直線上に並んでいない場合(図2−1(b)参照)であっても、それらの第2交絡部は「列を形成する」ものとして取り扱う。
【0036】
なお、第1交絡部群と第2交絡部群とは、以下のように区別される。
例えば、図2−1(a)に示す態様でマット上に交絡部が存在する場合、当該マット状に存在する複数の交絡部は、第2交絡部群を構成するのであって、第1交絡部群を構成するのではない。
これについては以下のように説明することができる。
【0037】
図2−1(a)に示す態様でマット上に交絡部が存在する場合、図2−1(a)のように、マットの長辺に対して平行な方向の帯を設定することができる一方で、図2−2(c)のように、マットの長辺に対して垂直な方向の帯を設定することもできる。
このような場合、以下のようにして、当該複数の交絡部が第1交絡部群を構成するものであるか、第2交絡部群を構成するものであるか、を決定する。
【0038】
すなわち、マットの長辺に対して平行な方向の帯(図2−1(a)参照)に属する交絡部の密度と、マットの長辺に対して垂直な方向の帯(図2−2(c)参照)に属する交絡部の密度とを比較したときに、交絡部の密度が大きい方の帯を特定する。
そして、交絡部の密度が大きい方の帯がマットの長辺に対して垂直な方向の帯であるとき、当該複数の交絡部は、第1交絡部群を構成するものであると決定される。一方、交絡部の密度が大きい方の帯がマットの長辺に対して平行な方向の帯であるとき、当該複数の交絡部は、第2交絡部群を構成するものであると決定される。
【0039】
以上、本発明における第1交絡部群と第2交絡部群について説明した。
【0040】
上述した従来の保持シール材Xは、第1の主面側においても、第2の主面側においても、交絡部が、X方向の列を形成するように並んでいる。また、従来の保持シール材Yは、第1の主面側においても、第2の主面側においても、交絡部が、Y方向の列を形成するように並んでいる。
これに対し、本発明の請求項1に記載のマットによれば、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なっている。
【0041】
ここで、第1交絡部が図1(a)のように並んでおり、第2交絡部が図2−1(a)のように並んでいる場合、「第1交絡部群によって形成される列の方向」及び「第2交絡部群によって形成される列の方向」は、以下のように定義することができる。
【0042】
図1(a)に示すように、各帯に属する複数個の第1交絡部が、マットの長辺に対して垂直な方向に一直線上に並んでいる場合、「第1交絡部群によって形成される列の方向」は、マットの長辺に対して垂直な方向である。
また、図2−1(a)に示すように、各帯に属する複数個の第2交絡部が、マットの長辺に対して平行な方向に一直線上に並んでいる場合、「第2交絡部群によって形成される列の方向」は、マットの長辺に対して平行な方向である。
【0043】
以上、「第1交絡部群によって形成される列の方向」及び「第2交絡部群によって形成される列の方向」について説明した。
【0044】
このように、本発明の請求項1に記載のマットによれば、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なっている。従って、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのうち、何れか一方をX方向に近い方向とすることにより、マットを排ガス処理体の外周に巻き付ける作業を行う際、当該方向に並んだ交絡部によって折り目を形成することができるため、そのような巻き付けの作業を行いやすくなる。
すなわち、従来の保持シール材Yの有していた「保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部によって形成されるような折り目が存在しないため、巻き付けの作業を行いにくい」という問題を解消することができる。
【0045】
また、本発明の請求項1に記載のマットによれば、第1の主面側と第2の主面側とのうち何れか一方の側では、マットを排ガス処理体の外周に巻き付ける際にマットが伸びる方向(すなわち、Y方向)に、交絡部が比較的高密度に形成されている。図2(a)に示したように、交絡部がY方向(マットの長辺方向)の列を形成するように並んでいる場合等を、例として挙げることができる。従って、マットが伸びる方向に繊維の絡合した部分が多く存在するため、マットが伸びにくく、切れにくい。
すなわち、従来の保持シール材Xの有していた「保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)とは異なりX方向に交絡部が高密度に形成されており、保持シール材が伸びる方向に繊維の絡合した部分があまり存在しないため、保持シール材が伸びやすく、切れやすい」という問題を解消することができる。
【0046】
図3は、本発明のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
本発明の請求項1に記載のマットによれば、図3に示すように、マットから保持シール材を打ち抜く際、異なる方向から打ち抜いても、同じ保持シール材を得ることができるため、端材を少なくすることができ、歩留まりを向上させることができる。
すなわち、従来の保持シール材Xの有していた「その長辺方向がマットの幅方向と平行となるようにマットから打ち抜かれる際、マットから保持シール材を打ち抜いた後に残る端材が多く、歩留まりが低い」という問題(図21(b)参照)を解消することができる。
【0047】
また、本発明の請求項1に記載のマットによれば、第1の主面側と第2の主面側とのうち何れか一方の側では、マットを排ガス処理体の外周に巻き付ける際にマットが伸びる方向(すなわち、Y方向)に、交絡部が高密度に形成されていないため、マットが伸びやすく、変形しやすい。従って、圧入方式により、マットを排ガス処理体とケーシングとの間に配設する際に、シワができにくい。
すなわち、従来の保持シール材Yの有していた「保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、保持シール材が伸びにくいため、保持シール材の変形が少なく、圧入方式により、保持シール材を排ガス処理体とケーシングとの間に配設する際に、シワができやすい」という問題を解消することができる(効果(A)と呼ぶ)。
【0048】
また、本発明の請求項1に記載のマットによれば、X方向に近い方向に交絡部が形成された側の主面を排ガス処理体と接合させる面として、排ガス処理体に巻きつけることにより、当該方向に並んだ複数の交絡部によって形成された折り目を内向きにすることができる。従って、クラムシェル方式により、マットを排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間からマットがはみ出てしまうことを防止することができる。
すなわち、従来の保持シール材Xの有していた「X方向に並んだ複数の交絡部によって折り目が形成されるため、排ガス処理体への密着性が悪く、クラムシェル方式により、保持シール材を排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間から、保持シール材がはみ出てしまう可能性がある」という問題を解消することができる(効果(B)と呼ぶ)。
本発明の請求項1に記載のマットによれば、上記効果(A)及び上記効果(B)を同時に奏することが可能である。
【0049】
本発明の請求項2に記載のマットにおいては、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である。
これにより、上記効果を好適に享受することができる。
【0050】
本発明の請求項3に記載のマットにおいては、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、85°〜90°である。
これにより、上記効果をより好適に享受することができる。
【0051】
本発明の請求項4に記載のマットは、さらに有機結合材を含む。
有機結合材が含まれたマットが高温に曝されると、有機結合材が分解して無機繊維の接着が解除されて膨張する。
従って、有機結合材が含まれたマットを使用した保持シール材を排ガス浄化装置に用いると、排ガス浄化装置の使用時には、高温の排ガスにより有機結合材が分解し、無機繊維の接着が解除され、保持シール材が膨張するので、高い保持力を発揮することができる。
【0052】
本発明の請求項5に記載のマットにおいては、上記無機繊維が、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種である。
これらの無機繊維は耐熱性等の特性に優れているので、これらの無機繊維からなるマット及び該マットを使用した保持シール材は耐熱性や保持力等に優れる。
また、マットを構成する無機繊維に生体溶解性繊維が含まれる場合には、マットの取り扱い時に生体溶解性繊維が飛散して体内に取り込まれたとしても溶解し、体外に排出されることになるため、人体に対する安全性に優れる。
【0053】
本発明の請求項6に記載のマットの製造方法は、
無機繊維を含むマットの製造方法であって、
前記マットの製造方法は、第1の主面及び第2の主面を備える前駆体シートに対して、ニードリング処理を施す工程を含み、
前記ニードリング処理を施す工程は、
列状に並ぶように上記第1の主面上に存在する複数の点のそれぞれから、上記第1の主面と上記第2の主面との間に存在する点まで、ニードルを打ち込む第1ニードリング工程と、
列状に並ぶように上記第2の主面上に存在する複数の点のそれぞれから、上記第1の主面と上記第2の主面との間に存在する点まで、ニードルを打ち込む第2ニードリング工程とを含み、
上記第1ニードリング工程によりニードルが打ち込まれる上記第1の主面上の複数の点によって形成される列の方向と、上記第2ニードリング工程によりニードルが打ち込まれる上記第2の主面上の複数の点によって形成される列の方向とが異なることを特徴とする。
【0054】
本発明の請求項6に記載のマットの製造方法は、第1ニードリング工程と第2ニードリング工程とを含む。
第1ニードリング工程は、列状に並ぶように第1の主面上に存在する複数の点のそれぞれから、第1の主面と第2の主面との間に存在する点まで、ニードルを打ち込む工程である。これにより、無機繊維が互いに絡み合って構成され、第1の主面上の点から第1の主面と第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群が形成される。
第2ニードリング工程は、列状に並ぶように第2の主面上に存在する複数の点のそれぞれから、第1の主面と第2の主面との間に存在する点まで、ニードルを打ち込む工程である。これにより、無機繊維が互いに絡み合って構成され、第2の主面上の点から第1の主面と第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群が形成される。
また、第1ニードリング工程によりニードルが打ち込まれる第1の主面上の複数の点によって形成される列の方向と、第2ニードリング工程によりニードルが打ち込まれる第2の主面上の複数の点によって形成される列の方向とが異なる。従って、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なることとなる。
すなわち、本発明の請求項6に記載のマットの製造方法によれば、本発明の請求項1に記載のマットを製造することができる。
【0055】
本発明の請求項7に記載のマットの製造方法においては、上記第1ニードリング工程によりニードルが打ち込まれる上記第1の主面上の複数の点によって形成される列の方向と、上記第2ニードリング工程によりニードルが打ち込まれる上記第2の主面上の複数の点によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である。
これにより、本発明の請求項2に記載のマットを製造することができる。
【0056】
本発明の請求項8に記載のマットの製造方法は、
無機繊維を含むマットの製造方法であって、
主面α及び主面βを備え、且つ、上記無機繊維が互いに絡み合って構成され、上記主面α上の点から上記主面βに向けて形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群を備える第1の貼合前マットと、主面γ及び主面δを備え、且つ、上記無機繊維が互いに絡み合って構成され、上記主面γ上の点から上記主面δに向けて形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群を備える第2の貼合前マットとを準備する工程と、
上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なるように、上記第1の貼合前マットの備える上記主面βと上記第2の貼合前マットの備える上記主面δとを接合させることにより、上記第1の貼合前マットと上記第2の貼合前マットとを貼り合わせる貼合工程とを含むことを特徴とする。
【0057】
本発明の請求項8に記載のマットの製造方法によれば、まず、第1の貼合前マットと第2の貼合前マットとが準備される。
第1の貼合前マットは、無機繊維が互いに絡み合って構成され、主面α上の点から主面βに向けて形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群を備える。第1の貼合前マットは、無機繊維が互いに絡み合って構成され、主面γ上の点から主面δに向けて形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群を備える。
次に、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なるように、第1の貼合前マットの備える主面βと第2の貼合前マットの備える主面δとを接合させることにより、第1の貼合前マットと第2の貼合前マットとが貼り合わせられる。
本発明の請求項8に記載のマットの製造方法によれば、本発明の請求項1に記載のマットを製造することができる。
【0058】
本発明の請求項9に記載のマットの製造方法においては、上記貼合工程は、上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°となるように、上記第1の貼合前マットと上記第2の貼合前マットとを貼り合わせる。
これにより、本発明の請求項2に記載のマットを製造することができる。
【0059】
本発明の請求項10に記載の排ガス浄化装置は、
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、本発明の請求項1〜5のいずれかに記載のマットであることを特徴とする。
【0060】
本発明の請求項11に記載の排ガス浄化装置は、
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、本発明の請求項6〜9のいずれかに記載のマットの製造方法で製造されたマットであることを特徴とする。
【図面の簡単な説明】
【0061】
【図1】図1(a)は、本発明のマットに係る第1交絡部群を模式的に示す説明図である。図1(b)は、本発明のマットに係る第1交絡部群の一部を模式的に示す説明図である。
【図2−1】図2−1(a)は、本発明のマットに係る第2交絡部群を模式的に示す説明図であり、図2−1(b)は、本発明のマットに係る第2交絡部群の一部を模式的に示す説明図である。
【図2−2】図2−2(c)は、本発明のマットに係る第2交絡部群を模式的に示す説明図である。
【図3】図3は、本発明のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
【図4】図4は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
【図5】図5(a)は、図4に示すマットのA−A線断面図であり、図5(b)は、図4に示すマットのB−B線断面図である。
【図6】図6(a)及び図6(b)は、本発明の第1実施形態に係るマットを使用した保持シール材の一例を模式的に示す斜視図である。
【図7】図7(a)は、本発明の第1実施形態に係る排ガス浄化装置を模式的に示す斜視図であり、図7(b)は、図7(a)に示す排ガス浄化装置のC−C線断面図である。
【図8】図8(a)は、図7(a)に示した排ガス浄化装置を構成する排ガス処理体を模式的に示す斜視図であり、図8(b)は、図7(a)に示した排ガス浄化装置を構成するケーシングを模式的に示す斜視図である。
【図9】図9(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図9(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのD−D線断面図である。
【図10】図10(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図10(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのE−E線断面図である。
【図11】図11は、本発明の一実施形態に係るマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
【図12】図12は、本発明の第1実施形態に係る排ガス浄化装置を構成する保持シール材、排ガス処理体及びケーシングを用いて排ガス浄化装置を製造する様子を模式的に説明する斜視図である。
【図13】図13(a)は、本発明の一実施形態に係る第1の貼合前マットの一例を模式的に示す斜視図である。図13(b)は、図13(a)に示す第1の貼合前マットのF−F線断面図である。
【図14】図14(a)は、本発明の一実施形態に係る第2の貼合前マットの一例を模式的に示す斜視図である。図14(b)は、図14(a)に示す第2の貼合前マットのG−G線断面図である。
【図15】図15(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図15(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのH−H線断面図である。
【図16】図16は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
【図17】図17(a)は、図16に示すマットのI−I線断面図であり、図17(b)は、図16に示すマットのJ−J線断面図である。
【図18】図18は、本発明の一実施形態に係る排ガス浄化装置に係わり、排ガス処理体の外周に補助シールを巻き付けた様子を模式的に示す斜視図である。
【図19】図19(a)及び図19(b)は、従来の保持シール材の一例を模式的に示す斜視図である。
【図20】図20(a)は、従来の保持シール材Xの一部を模式的に示す説明図である。図20(b)は、従来の保持シール材Yの一部を模式的に示す説明図である。
【図21】図21(a)及び図21(b)は、従来のマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
【図22】図22は、圧入方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
【図23】図23は、クラムシェル方式により、従来の保持シール材を排ガス処理体とケーシングとの間に配設する様子を模式的に示す斜視図である。
【発明を実施するための形態】
【0062】
(第1実施形態)
以下、本発明のマット、マットの製造方法及び排ガス浄化装置の一実施形態について図面を参照しながら説明する。
【0063】
図4は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
図5(a)は、図4に示すマットのA−A線断面図であり、図5(b)は、図4に示すマットのB−B線断面図である。
【0064】
図4に示すように、マット20は、第1の主面30aと、第1の主面30aに対向して位置する第2の主面30bとを有している。
また、マット20は、第1長側面31aと、第1長側面31aに対向して位置する第2長側面31bとを有している。
また、マット20は、第1短側面32aと、第1短側面32aに対向して位置する第2短側面32bとを有している。
【0065】
第1の主面30aは、第1長辺35aと第1長辺35bとを備える。第2の主面30bは、第2長辺36aと第2長辺36bとを備える。第1長辺35a、第1長辺35b、第2長辺36a、及び、第2長辺36bを、本明細書では、単に長辺とも言う。
本実施形態において、各長辺は互いに平行である。もっとも、本発明において、各長辺は厳密に平行となっている必要はなく、互いに略平行であればよい。略平行とは、2つの長辺のなす角度のうち小さい方の角度が0°〜5°であることを言う。
【0066】
図5(a)に示すように、第1の主面30a上には、複数の第1交絡始点21aが存在する。また、第1の主面30aと第2の主面30bとの間には、複数の第1交絡終点21bが存在する。
そして、第1交絡始点21aから第1交絡終点21bに亘って、第1交絡部21が形成されている。
第1交絡始点21aから第1交絡終点21bまでの距離は、マット20の厚さTの半分である。
【0067】
図5(b)に示すように、第2の主面30b上には、複数の第2交絡始点22aが存在する。また、第1の主面30aと第2の主面30bとの間には、複数の第2交絡終点22bが存在する。
そして、第2交絡始点22aから第2交絡終点22bに亘って、第2交絡部22が形成されている。
第2交絡始点22aから第2交絡終点22bまでの距離は、マット20の厚さTの半分である。
【0068】
本実施形態では、第1交絡始点21aから第1交絡終点21bまでの距離と、第2交絡始点22aから第2交絡終点22bまでの距離とが等しい場合について説明した。もっとも、本発明において、第1交絡始点から第1交絡終点までの距離T1と、第2交絡始点から第2交絡終点までの距離T2とは、異なっていてもよい。
本発明においては、マットの厚さをTとしたとき、T1≧T×0.1、T2≧T×0.1となることが望ましく、T1≧T×0.3、T2≧T×0.3となることがより望ましい。また、T1≦T×0.9、T2≦T×0.9となることが望ましく、T1≦T×0.7、T2≦T×0.7となることがより望ましい。
T1<T×0.1、又は、T2<T×0.1の場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。また、T1>T×0.9、又は、T2>T×0.9の場合にも、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
また、本発明においては、各第1交絡部におけるT1は、互いに等しくてもよいし、異なっていてもよい。また、各第2交絡部におけるT2も、互いに等しくてもよいし、異なっていてもよい。
【0069】
第1交絡部21及び第2交絡部22以外の部分(以下、単に、交絡部非形成領域ともいう)33では、無機繊維23が比較的緩く絡み合っており、不織布状を呈している。
一方、第1交絡部21及び第2交絡部22では、交絡部非形成領域33を構成する無機繊維23に比べて無機繊維24が互いに緻密に絡み合っている。
互いに緻密に絡み合った無機繊維24により、マット20が厚み方向に沿って縫い付けられたような状態になっており、第1交絡部21及び第2交絡部22を中心として、マット20の嵩が適度に低くなっている。
【0070】
図4に示すように、第1交絡部21は、マット20の長手方向に垂直な方向に、一直線上に並んでいる。第1交絡部群によって形成される列の方向は、マット20の長手方向に垂直な方向である。
また、第2交絡部22は、マット20の長手方向に平行な方向に、一直線上に並んでいる。第2交絡部群によって形成される列の方向は、マット20の長手方向に平行な方向である。
従って、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度は、90°である。
このように、本実施形態では、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度θが90°であることとしている。もっとも、本発明において、θは90°に限定されない。θは、60°〜90°であることが望ましく、85°〜90°であることがより望ましく、90°であることが最も望ましい。θが60°未満である場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
【0071】
図4に示すマット20の形状は、所定の長さ(図4中、両矢印Lで示す)、幅(図4中、両矢印Wで示す)及び厚さ(図4中、両矢印Tで示す)を有する平面視略矩形状である。
【0072】
マット20の大きさは、特に限定されないが、長さ100〜10000mm×幅100〜1500mm×厚さ5〜30mmの範囲であることが望ましい。
【0073】
マット20は、無機繊維23、24が互いに絡み合って構成されている。
上記無機繊維は、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種の無機繊維から構成されていることが望ましい。
【0074】
アルミナ繊維には、アルミナ以外に、例えば、CaO、MgO、ZrO2等の添加剤が含まれていてもよい。
アルミナ−シリカ繊維の組成比としては、重量比で、Al2O3:SiO2=60:40〜80:20であることが望ましく、Al2O3:SiO2=70:30〜74:26であることがより望ましい。
シリカ繊維には、シリカ以外に、例えば、CaO、MgO、ZrO2等の添加剤が含まれていてもよい。
【0075】
上記生体溶解性繊維は、アルカリ金属化合物、アルカリ土類金属化合物、及び、ホウ素化合物からなる群から選ばれた少なくとも一種の化合物からなる無機繊維である。
生体溶解性繊維は、人体に取り込まれても溶解しやすいので、生体溶解性繊維が互いに絡み合って構成されたマットは人体に対する安全性に優れている。
【0076】
具体的な生体溶解性繊維の組成は、シリカ60〜85重量%、並びに、アルカリ金属化合物、アルカリ土類金属化合物及びホウ素化合物からなる群より選ばれる少なくとも1種の化合物15〜40重量%を含む組成が挙げられる。
上記シリカとは、SiO又はSiO2である。
また、上記アルカリ金属化合物としては、例えば、Na、Kの酸化物等が挙げられ、上記アルカリ土類金属化合物としては、Mg、Ca、Baの酸化物等が挙げられる。上記ホウ素化合物としては、Bの酸化物等が挙げられる。
【0077】
上記シリカの含有量が、60重量%未満では、ガラス溶融法では作製しにくく、繊維化しにくい。また、構造的にもろく、生理食塩水に溶け易くなりすぎる傾向にある。
一方、85重量%を超えると、生理食塩水に溶けにくくなりすぎる傾向にある。
なお、シリカの含有量は、SiO2に換算して算出したものである。
【0078】
また、アルカリ金属化合物、アルカリ土類金属化合物及びホウ素化合物からなる群より選ばれる少なくとも1種の化合物の含有量が、15重量%未満では、生理食塩水に溶けにくくなりすぎる傾向にある。
一方、40重量%を超えると、ガラス溶融法では作製しにくく、繊維化しにくい。また、構造的にもろく、生理食塩水に溶け易くなりすぎる傾向にある。
【0079】
上記無機繊維の生理食塩水に対する溶解度は、30ppm以上であることが望ましい。上記溶解度が30ppm未満では、無機繊維が体内に取り込まれた場合に、体外へ排出されにくく、健康上好ましくないからである。
なお、溶解度は、下記方法で測定することができる。
【0080】
(a)まず、2.5gの無機繊維を蒸留水中に、食品用ブレンダーを用いて懸濁させた後、静置して無機繊維を沈殿させ、さらにデカンテーションにより上澄み液を除去した後、110℃で乾燥することにより、残りの液体を除去し、無機繊維試料を調製する。
【0081】
(b)塩化ナトリウム6.780g、塩化アンモニウム0.540g、炭酸水素ナトリウム2.270g、リン酸水素二ナトリウム0.170g、クエン酸ナトリウム二水和物0.060g、グリシン0.450g、及び、硫酸(比重1.84)0.050gを蒸留水で1リットル(l)に希釈し、生理食塩水溶液を調製する。
【0082】
(c)(a)で調製した無機繊維試料0.50gと(b)で調製した生理食塩水溶液25cm3とを遠心チューブに入れ、良く振盪した後、37℃、20サイクル/分の振盪インキュベータで5時間処理する。
その後、遠心チューブを取り出し、4500rpmで、5分間遠心分離し、その上澄みを注射器で取り出す。
【0083】
(d)次に、上記上澄み液をフィルタ(0.45μmセルロースニトレートメンブレンフィルタ)で濾過し、得られた試料について、原子吸光分析により、シリカ、酸化カルシウム及び酸化マグネシウムの生理食塩水溶液に対する溶解度を測定する。
【0084】
無機繊維の平均繊維長は、3.5mm以上、100mm以下であることが望ましい。
無機繊維の平均繊維長が3.5mm未満であると、無機繊維の繊維長が短すぎて、ニードリングによる交絡が不十分となる。一方、無機繊維の平均繊維長が100mmを超えると、無機繊維の繊維長が長すぎて、マットの作製時における無機繊維の取り扱い性が低下する。
【0085】
無機繊維の平均繊維径は、3〜10μmであることが望ましい。無機繊維23、24の平均繊維径が3〜10μmであると、無機繊維23、24の強度及び柔軟性が充分に高く、マット20のせん断強度を向上させることができる。
無機繊維の平均繊維径が3μm未満であると、無機繊維の引張強度が不十分となる。一方、無機繊維の平均繊維径が10μmを超えると、無機繊維の柔軟性が不十分となる。
【0086】
第1交絡部21及び第2交絡部22の合計の形成密度(以下の説明では、「交絡部」には、「第1交絡部」と「第2交絡部」とが含まれることとする)は、1〜60個/cm2であることが望ましい。交絡部の形成密度がこの範囲であると、マット20のせん断強度がより高くなり、嵩が適度に低くなるからである。
これに対して、交絡部の形成密度が1個/cm2未満であると、単位面積あたりに形成された交絡部の数が少なすぎて、せん断強度が低くなりやすく、嵩が低くなりにくい。
また、交絡部の形成密度が60個/cm2を超えると、単位面積あたりに形成された交絡部の数が多すぎるため、マットの嵩が低くなりすぎて反発力が低下しやすくなる。また、ニードリング処理で細かく裁断されてしまった無機繊維が多く含まれることになり、マットのせん断強度が低くなりやすい。
なお、交絡部の形成密度とは、第1の主面及び第2の主面に略平行な平面に沿って、第1の主面付近及び第2の主面付近で、マットを厚み方向に切断し、得られた各主断面を目視又は拡大鏡で観察した場合に確認される、各主断面の1cm2あたりに形成された交絡部の個数の合計のことをいう。
【0087】
1の第1交絡始点21aとそれに最近接する他の第1交絡始点21aとの最短距離、及び、1の第2交絡始点22aとそれに最近接する他の第2交絡始点22aとの最短距離(以下の説明では、「第1交絡始点」と「第2交絡始点」とを区別せず、単に、「交絡始点」ともいうこととする)は、1mm〜10mmであることが望ましい。1の交絡始点とそれに最近接する他の交絡始点との最短距離が1mm〜10mmであると、交絡部が密に集まりすぎず、マット20のせん断強度が充分に高くなりやすく、嵩が適度に低くなりやすいからである。
これに対して、1の交絡始点とそれに最近接する他の交絡始点との最短距離が10mmを超えると、単位面積あたりに形成された交絡部の数が少なすぎて、せん断強度が低くなりやすく、嵩がそれほど低くなりにくい。
また、上記最短距離が1mm未満であると、単位面積あたりに形成された交絡部の数が多すぎるため、マットの嵩が低くなりすぎて反発力が低下しやすくなる。また、ニードリング処理で細かく裁断されてしまった無機繊維が多く含まれることになり、マットのせん断強度が低くなりやすい。
なお、本実施形態において、1の交絡始点とそれに最近接する他の交絡始点との最短距離は、全て等しい。
【0088】
交絡始点の直径は、0.1mm〜2mmであることが望ましい。
交絡始点の直径が上記範囲にあると、交絡始点の直径が大きすぎないため、マット20のせん断強度が充分に高くなりやすい。
これに対して、交絡始点の直径が2mmを超えると、交絡始点及び交絡部を構成する無機繊維が粗な状態となり、マットのせん断強度が低くなりやすい。
また、交絡始点の直径が0.1mm未満であると、交絡部で無機繊維が充分に絡み合わないことがあり、マットのせん断強度が低くなりやすく、嵩が充分に低くなりにくい。
【0089】
マット20の目付量(単位面積あたりの重量)は、900〜3000g/m2であることが望ましい。
マット20の目付量が900g/m2未満であると、ニードリングによる交絡効果が得られ難い。一方、マット20の目付量が3000g/m2を超えると、ニードリングによる厚み制御効果が得られ難い。
マット20の目付量は、1500〜2800g/m2であることがより望ましい。
また、マット20の密度は、0.08〜0.20g/cm3であることが望ましい。
マット20の密度が0.08g/cm3未満であると、保持シール材として十分な反発力が得られない。一方、マット20の密度が0.20g/cm3を超えると、保持シール材として排ガス処理体とケーシングとの間に配設された時、繊維の圧壊を起こす。
マット20の密度は、0.10〜0.15g/cm3であることがより望ましい。
【0090】
マット20は、有機バインダ(有機結合材)を含んでいてもよい。
有機バインダが含まれたマット(以下、単に、バインダマットともいう)を使用した保持シール材を排ガス浄化装置に用いると、排ガス浄化装置の使用時には、高温の排ガスにより有機バインダが分解し、無機繊維の接着が解除され、保持シール材が膨張するので、高い保持力を発揮することができる。
【0091】
なお、有機バインダは、例えば、アクリル系樹脂、アクリルゴム等のゴム、カルボキシメチルセルロース又はポリビニルアルコール等の水溶性有機重合体、スチレン樹脂等の熱可塑性樹脂、エポキシ樹脂等の熱硬化性樹脂等であってもよい。これらの中では、アクリルゴム、アクリロニトリル−ブタジエンゴム、スチレン−ブタジエンゴムが特に望ましい。
【0092】
バインダマット全体に含まれる有機バインダの合計量は、バインダマット全体の重量の0.5〜20重量%であることが望ましい。バインダマット全体に含まれる有機バインダの合計量がこの範囲であると、バインダマットを構成する無機繊維同士をより強固に接着することができるので、バインダマットの強度を向上させることができるからである。また、バインダマットの嵩を適度に低くしやすくできるからである。
一方、バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の0.5重量%未満であると、有機バインダの量が少なすぎて、無機繊維が飛散しやすくなり、バインダマットの強度が低下しやすくなる。
また、バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の20重量%を超えると、バインダマットを使用した保持シール材を排ガス浄化装置に用いた場合に、排出される排ガス中の有機成分の量が増加することになるので、環境に負荷がかかりやすくなる。
【0093】
次に、本実施形態に係るマットを使用した保持シール材及び排ガス浄化装置の構成について、図面を用いて説明する。
【0094】
図6(a)及び図6(b)は、本発明の第1実施形態に係るマットを使用した保持シール材の一例を模式的に示す斜視図である。
図6(a)は、1の方向から保持シール材を見たときの図であり、図6(b)は、他の方向から保持シール材を見たときの図である。
【0095】
図6(a)及び図6(b)に示す本実施形態に係る保持シール材50は、上述したマット20を所定形状に切断することにより製造される。
【0096】
図6(a)及び図6(b)に示す本実施形態に係る保持シール材50の形状は、所定の長さ(図6(a)及び図6(b)中、矢印L’で示す)、幅(図6(a)及び図6(b)中、矢印W’で示す)及び厚さ(図6(a)及び図6(b)中、矢印T’で示す)を有する平面視略矩形状である。
また、保持シール材50の幅方向に平行な端面53a、53bのうち、一方の端面53aには、凸部54aが形成されており、他方の端面53bには、保持シール材50を丸めて端面53aと端面53bとを当接させた際に凸部54aと嵌合する形状の凹部54bが形成されている。
【0097】
保持シール材50全体に含まれる有機バインダの合計量は、保持シール材50全体の重量の0.5〜20重量%であることが望ましい。保持シール材全体に含まれる有機バインダの合計量がこの範囲であると、保持シール材を構成する無機繊維同士をより強固に接着することができるので、保持シール材の強度を向上させることができるからである。また、保持シール材の嵩を適度に低くしやすくできるからである。
一方、保持シール材全体に含まれる有機バインダの合計量が、保持シール材全体の重量の0.5重量%未満であると、有機バインダの量が少なすぎて、無機繊維が飛散しやすくなり、保持シール材の強度が低下しやすくなる。
また、保持シール材全体に含まれる有機バインダの合計量が、保持シール材全体の重量の20重量%を超えると、保持シール材を排ガス浄化装置に用いた場合に、排出される排ガス中の有機成分の量が増加することになるので、環境に負荷がかかりやすくなる。
【0098】
保持シール材50の大きさは、長さ200〜1000mm×幅50〜500mm×厚さ5〜30mmであることが望ましい。
【0099】
図6(a)に示すように、第1交絡部51は、第1の主面60a側において、保持シール材50の幅方向W’に平行な方向に、一直線上に並んでいる。第1交絡部群によって形成される列の方向は、保持シール材50の幅方向W’に平行な方向である。
また、図6(b)に示すように、第2交絡部52は、第2の主面60b側において、保持シール材50の長さ方向L’に平行な方向に、一直線上に並んでいる。第2交絡部群によって形成される列の方向は、保持シール材50の長さ方向L’に平行な方向である。
保持シール材50の幅方向W’と長さ方向L’とは直交するため、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度は、90°である。
【0100】
また、保持シール材50の幅方向W’は、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と垂直となるような方向であり、排ガス処理体の長手方向に平行な方向である。すなわち、保持シール材50の幅方向W’は、上述したX方向である。
また、保持シール材50の長さ方向L’は、排ガス処理体とケーシングとの間に保持シール材が配設された際に、排ガス処理体の曲面方向と平行となるような方向であり、排ガス処理体の長手方向に垂直な方向である。すなわち、保持シール材50の長さ方向L’は、上述したY方向である。
【0101】
保持シール材50は、例えば、排ガス浄化装置に好適に使用することができる。
保持シール材50を用いた排ガス浄化装置の構成について、図面を用いて説明する。
【0102】
図7(a)は、本発明の第1実施形態に係る排ガス浄化装置を模式的に示す斜視図であり、図7(b)は、図7(a)に示す排ガス浄化装置のC−C線断面図である。
図8(a)は、図7(a)に示した排ガス浄化装置を構成する排ガス処理体を模式的に示す斜視図であり、図8(b)は、図7(a)に示した排ガス浄化装置を構成するケーシングを模式的に示す斜視図である。
【0103】
図7(a)、図7(b)、及び、図8(a)に示すように、本実施形態に係る排ガス浄化装置70は、多数のセル81がセル壁82を隔てて長手方向に並設された柱状の排ガス処理体80と、排ガス処理体80を収容するケーシング90と、排ガス処理体80とケーシング90との間に配設され、排ガス処理体80を保持する本実施形態に係る保持シール材50とから構成されている。
なお、保持シール材50の構成については、既に述べているので省略する。
また、ケーシング90の端部には、必要に応じて、内燃機関から排出された排ガスを導入する導入管と排ガス浄化装置を通過した排ガスが外部に排出される排出管とが接続されていてもよい。
【0104】
図8(a)に示すように、本実施形態に係る排ガス処理体80は、主に多孔質セラミックからなり、その形状は略円柱状である。また、排ガス処理体80の外周には、排ガス処理体80の外周部を補強したり、形状を整えたり、排ガス処理体80の断熱性を向上させたりする目的で、コート層84が設けられている。
また、排ガス処理体80の各々のセルにおけるいずれか一方の端部は、封止材83によって目封じされている。
なお、排ガス処理体80としては、例えば、コージェライト又はチタン酸アルミニウム等からなり、図8(a)に示したように一体的に形成されたものであってもよい。また、炭化ケイ素又はケイ素含有炭化ケイ素等からなり、多数のセルがセル壁を隔てて長手方向に並設された柱状のハニカム焼成体を主にセラミックを含む接着材層を介して複数個結束してなる排ガス処理体であってもよい。
【0105】
ケーシング90について説明する。図8(b)に示すケーシング90は、主にステンレス等の金属からなり、その形状は、略円筒状である。また、その内径は、排ガス処理体80に保持シール材50が巻き付けられた状態の巻付体の直径より若干短くなっており、その長さは、排ガス処理体80の長手方向における長さと略同一となっている。
【0106】
なお、ケーシングの材質は、耐熱性を有する金属であれば、上述したステンレスに限られず、アルミニウム、鉄等の金属類であってもよい。
また、上記ケーシングとしては、略円筒状のケーシングを長手方向に沿って複数のケーシング片に分割したケーシング(即ちクラムシェル)、長手方向に沿って延びるスリット(開口部)を1箇所にのみ有する断面C字状又はU字状の円筒状のケーシング、排ガス処理体に巻き付けられた保持シール材の外周に巻き締められることにより円筒状のケーシングとなる金属板等であってもよい。
【0107】
上述した構成を有する排ガス浄化装置70で排ガスが浄化される理由について、図7(b)を用いて以下に説明する。
図7(b)に示したように、内燃機関から排出され、排ガス浄化装置70に流入した排ガス(図7(b)中、排ガスをGで示し、排ガスの流れを矢印で示す)は、排ガス処理体80の排ガス流入側端面80aに開口した一のセル81に流入し、セル81を隔てるセル壁82を通過する。この際、排ガス中のパティキュレートマター(以下、単にPMともいう)がセル壁82で捕集され、排ガスが浄化されることとなる。浄化された排ガスは、排ガス流出側端面80bに開口した他のセル81から流出し、外部に排出される。
【0108】
次に、本実施形態に係るマットを製造する方法と、製造したマットを使用して保持シール材を作製する方法と、作製した保持シール材を使用して排ガス浄化装置を製造する方法について説明する。
【0109】
本実施形態に係るマットは、以下の工程(1)〜(4)を経て製造する。
ここでは、アルミナ−シリカ繊維を含んでなるマットを製造する場合について説明するが、本実施形態に係るマットを構成する無機繊維については、アルミナ−シリカ繊維に限られるものではなく、上述したアルミナ繊維等の種々の組成の無機繊維であってもよい。
【0110】
(1)紡糸工程
Al含有量、及び、AlとClとの原子比が所定の値となるように調製された塩基性塩化アルミニウム水溶液に、焼成後の無機繊維における組成比が、Al2O3:SiO2=60:40〜80:20(重量比)となるようにシリカゾルを添加する。さらに、成形性向上を目的として有機重合体を適量添加して混合液を調製する。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して所定の平均繊維径を有する無機繊維前駆体を作製する。
ブローイング法とは、エアーノズルから吹き出す高速のガス流(空気流)の中に、紡糸用混合物供給用ノズルから押し出される紡糸用混合物を供給することによって無機繊維前駆体の紡糸を行う方法のことをいう。
【0111】
(2)圧縮工程
次に、無機繊維前駆体をクロスレイヤー法により積層して所定の大きさの前駆体シートを作製する。
クロスレイヤー法では、一定方向に搬送駆動するベルトコンベアと、ベルトコンベアの搬送駆動方向に対して直交する方向にベルトコンベア上を往復移動可能であって、薄層シート状に圧縮された無機繊維前駆体(前駆体ウェブ)を供給するアームとから構成された積層装置を使用する。
この積層装置を使用してクロスレイヤー法により前駆体シートを作製する場合には、まず、ベルトコンベアを搬送駆動させる。この状態で、ベルトコンベアの搬送駆動方向に対して直交する方向にアームを往復移動させながら、前駆体ウェブをアームからベルトコンベア上に連続して供給する。そうすると、前駆体ウェブは、ベルトコンベア上で複数回折り畳まれて積層されながら、ベルトコンベアにより一定の方向に連続して搬送される。積層された前駆体ウェブの長さが取り扱いに適した適当な長さになったところで切断し、所定の大きさの前駆体シートを作製する。
クロスレイヤー法により作製された前駆体シートでは、大部分の無機繊維前駆体が第1の主面及び第2の主面に略平行な方向に沿って配列し、互いに緩く絡み合うことになる。
【0112】
(3)ニードリング工程
ニードリング工程では、下記する図9(a)及び図10(a)に示すニードリング装置を使用してニードリング処理を行う。
【0113】
図9(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図9(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのD−D線断面図である。
図10(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図10(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのE−E線断面図である。
【0114】
図9(a)に示すニードリング装置100は、前駆体シート1xを支持可能な載置面111を有する支持板110と、支持板110の載置面111に対向して設けられており、突き刺し方向(前駆体シート1xの厚さ方向、図9(a)及び図9(b)中、両矢印T’’で示す方向)に往復移動可能なピストン112の先端に取り付けられたニードル板120とから構成されている。
ニードル板120の支持板110に対向する対向面122には、複数のニードル121が所定の間隔で取り付けられており、剣山様の形状を呈している。
ニードル121は、細く先の尖ったニードルであり、該ニードル表面にバーブ(返し)が形成されている。
【0115】
ニードル121は、所定の間隔を置いて支持板110の幅方向W’’に沿って一直線上に整列しており、ニードル列141が複数形成されている。複数のニードル列141は、互いに平行である。また、幅方向W’’に隣接する2つのニードル121間の距離は、全て等しく、隣接する2つのニードル列141間の距離も、全て等しい。幅方向W’’に隣接する2つのニードル121間の距離は、隣接する2つのニードル列141間の距離よりも狭い。
【0116】
前駆体シート1xは、第1の主面10x、第1の主面10xに対向して位置する第2の主面10y、第1長側面11x、第1長側面11xに対向して位置する第2長側面11y、第1短側面12x、及び、第1短側面12xに対向して位置する第2短側面(図示せず)を有しており、焼成することにより無機繊維に転換される無機繊維前駆体113が互いに絡み合って構成されたシートである。
【0117】
係るニードリング装置100を使用してニードリング処理を行う場合には、(3−1)第1ニードリング工程、及び、(3−2)第2ニードリング工程を経る。
【0118】
(3−1)第1ニードリング工程
まず、前駆体シート1xの幅方向とニードル列141とが平行になるように、支持板110の載置面111に前駆体シート1xを設置する(図9(a)参照)。
次に、ニードル板120を前駆体シート1xの厚さ方向に沿って上下させる。
すると、図9(b)に示すように、前駆体シート1xの第1の主面10xから、第1の主面10xと第2の主面10yの中間地点までニードル121が挿入され、挿入されたニードル121が前駆体シート1xから引き抜かれる。これにより、第1交絡部前駆体が形成される。第1交絡部前駆体は、前駆体シート1xを焼成することにより、第1交絡部に転換される。
【0119】
(3−2)第2ニードリング工程
続いて、前駆体シート1xを裏返し、前駆体シート1xの幅方向とニードル列141とが垂直になるように、支持板110の載置面111に前駆体シート1xを設置する(図10(a)参照)。
なお、図10(a)に示すニードリング装置100は、図9(a)に示すニードリング装置100と同じニードリング装置であり、図9(a)と図10(a)とは、同じニードリング装置100を互いに異なる方向から見た図である。
次に、ニードル板120を前駆体シート1xの厚さ方向に沿って上下させる。
すると、図10(b)に示すように、前駆体シート1xの第2の主面10yから、第1の主面10xと第2の主面10yの中間地点までニードル121が挿入され、挿入されたニードル121が前駆体シート1xから引き抜かれる。これにより、第2交絡部前駆体が形成される。第2交絡部前駆体は、前駆体シート1xを焼成することにより、第2交絡部に転換される。
なお、図10(b)では、第1交絡部前駆体を破線により示しているが、実際には、E−E線断面図において、第1交絡部前駆体が見えることはない。
【0120】
以上、(3−1)第1ニードリング工程、及び、(3−2)第2ニードリング工程により、前駆体シート1xに、第1交絡部前駆体と第2交絡部前駆体とが形成され、ニードリング処理が完了する。そして、第1交絡部前駆体によって形成される列と第2交絡部前駆体によって形成される列とは直交する。
このようにして、ニードリング前駆体シートを作製する。
【0121】
本実施形態に係る第2ニードリング工程では、前駆体シート1xを裏返した後、前駆体シート1xの幅方向とニードル列141とが垂直になるように、支持板110の載置面111に前駆体シート1xを設置する場合について説明した。
もっとも、本発明における第2ニードリング工程は、この例に限定されない。本発明における第2ニードリング工程においては、前駆体シートを裏返した後、支持板の載置面に前駆体シートを設置する際、前駆体シートの幅方向とニードル列の方向とを適宜異ならせることにより、第1交絡部前駆体によって形成される列の方向と、第2交絡部前駆体によって形成される列の方向とを、適宜異ならせることができる。
その際、前駆体シートの幅方向とニードル列の方向とのなす角度のうち小さい方の角度を、60°〜90°とすることが望ましく、85°〜90°とすることがより望ましく、本実施形態のように90°とすることが最も望ましい。前駆体シートの幅方向とニードル列の方向とのなす角度のうち小さい方の角度が60°未満である場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
【0122】
(4)焼成工程
続いて、得られたニードリング前駆体シートを、最高温度約1000〜約1600℃で焼成することにより無機繊維前駆体を無機繊維に転換し、本実施形態に係るマットを製造する。
【0123】
(5)成形切断工程
作製されたマットを保持シール材として使用する場合には、製造したマットを切断して所定の大きさを有する保持シール材を作製する。
この際、ピストンの先端に取り付けられており、上下方向に往復運動可能な打ち抜き板と、打ち抜き板と対向し、マットを載置可能な載置板とを備える打ち抜き装置を使用する。
【0124】
打ち抜き板には、製造する保持シール材の外形に対応する形状の打ち抜き刃と、伸縮自在なゴム等からなる弾性部材とが固定されている。また、載置板には、打ち抜き板が載置板に接近した場合に、打ち抜き刃が載置板と接触しないよう、打ち抜き刃に対応する位置に貫通孔が設けられている。
【0125】
このような打ち抜き装置を用いて保持シール材を打ち抜く場合には、載置板上にマットを載置し、打ち抜き板を上下方向に運動させる。
すると、弾性部材がマットに押し付けられてマットの厚さ方向に収縮し、これと同時に、打ち抜き刃がマットの一方の主面側からマットの内部に侵入し、打ち抜き刃がマットを貫通する。
これにより、図6(a)及び図6(b)に示したような所定形状の保持シール材が打ち抜かれ、保持シール材が作製される。
なお、本実施形態において、マットの端に近い領域は、重量分布が不均一となっている可能性があるため、マットの端から50〜100mmの範囲内の領域は、使用しないことが望ましい。
【0126】
本実施形態では、マットから保持シール材を打ち抜く際、異なる方向から打ち抜いても、略同一の保持シール材を得ることができる。
これについて、図11を用いて説明する。
【0127】
図11は、本発明の一実施形態に係るマットから保持シール材を打ち抜く様子を模式的に示す説明図である。
保持シール材50aは、その長手方向がマット20の幅方向と垂直となるように、マット20から打ち抜かれることにより得られる。保持シール材50bは、その長手方向がマット20の幅方向と平行となるように、マット20から打ち抜かれることにより得られる。
【0128】
ここで、マット20には、第1交絡部21と第2交絡部22とが形成されている。第1交絡部21は、マット20の幅方向と平行な方向に列を形成するように並んでいる。第2交絡部22は、マット20の幅方向と垂直な方向に列を形成するように並んでいる。
従って、保持シール材50aと保持シール材50bとは、略同一の保持シール材50である。
なお、マット20における第1交絡部21が、保持シール材50aにおける第1交絡部51となり、マット20における第2交絡部22が、保持シール材50aにおける第1交絡部52となる。また、マット20における第1交絡部21が、保持シール材50bにおける第2交絡部52となり、マット20における第2交絡部22が、保持シール材50bにおける第1交絡部51となる。
【0129】
以上のようにして作製されるマット20は、本発明におけるマットに相当し、保持シール材50も本発明におけるマットに相当する。本発明におけるマットは、下記保持シール材を打ち抜くことが可能なものであってもよいし、下記保持シール材自体であってもよい。
【0130】
上記保持シール材は、
無機繊維を含み、第1の主面及び第2の主面を備える保持シール材であって、
上記無機繊維が互いに絡み合って構成され、上記第1の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、
上記無機繊維が互いに絡み合って構成され、上記第2の主面上の点から上記第1の主面と上記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、
上記第1交絡部群によって形成される列の方向と、上記第2交絡部群によって形成される列の方向とが異なることを特徴とする。
【0131】
工程(5)を経て作製した保持シール材を使用して排ガス浄化装置を製造する場合には、作製した保持シール材を下記工程(6)に供することにより行ってもよい。
以下に排ガス浄化装置を製造する工程(6)について、図面を用いて説明する。
図12は、本発明の第1実施形態に係る排ガス浄化装置を構成する保持シール材、排ガス処理体及びケーシングを用いて排ガス浄化装置を製造する様子を模式的に説明する斜視図である。
【0132】
(6)圧入工程
円柱形状の排ガス処理体(ハニカムフィルタ)80の外周に上記工程(5)で作製した保持シール材50を凸部54aと凹部54bとが嵌合するようにして巻き付ける。そして、図12に示したように、保持シール材50を巻き付けた排ガス処理体80を所定の大きさを有する円筒状であって、主に金属等からなるケーシング90に圧入する。
なお、圧入に際しては、ケーシングの端部の内径よりも一方の端部の内径が若干小さく、保持シール材を含めた排ガス処理体の外径よりも他方の端部の内径が充分に大きいテーパー状の円筒体からなる圧入治具を使用してもよい。
また、このような圧入方式ではなく、上述したクラムシェル方式により、保持シール材50を排ガス処理体80とケーシング90との間に配設してもよい。
以上の工程を経て、図7(a)及び図7(b)に示す本実施形態に係る排ガス浄化装置70を作製する。
【0133】
以下、本発明の第1実施形態に係るマット20、及び、マット20の製造方法の効果を列挙する。
【0134】
(1)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、第1交絡部群によって形成される列の方向がX方向である。従って、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、当該方向に並んだ交絡部によって折り目を形成することができるため、そのような巻き付けの作業を行いやすい。
【0135】
(2)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、第2の主面側では、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、交絡部が高密度に形成されている。従って、保持シール材が伸びる方向に繊維の絡合した部分が多く存在するため、保持シール材が伸びにくく、切れにくい。
【0136】
(3)本実施形態に係るマットによれば、マットから保持シール材を打ち抜く際、異なる方向から打ち抜いても、同じ保持シール材を得ることができる。従って、端材を少なくすることができ、歩留まりを向上させることができる。
【0137】
(4)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、第1の主面側では、保持シール材を排ガス処理体の外周に巻き付ける際に保持シール材が伸びる方向(すなわち、Y方向)に、交絡部が高密度に形成されていないため、保持シール材が伸びやすく、変形しやすい。従って、圧入方式により、保持シール材を排ガス処理体とケーシングとの間に配設する際に、シワができにくい。
【0138】
(5)本実施形態に係るマットによれば、本実施形態に係る保持シール材を打ち抜くことができる。そして、本実施形態に係る保持シール材によれば、X方向に交絡部が形成された側の主面を排ガス処理体と接合させる面として、排ガス処理体に巻きつけることにより、当該方向に並んだ複数の交絡部によって形成された折り目を内向きにすることができる。従って、クラムシェル方式により、保持シール材を排ガス処理体とケーシングとの間に配設する場合、ケーシング部材の間から保持シール材がはみ出てしまうことを防止することができる。
本実施形態に係る保持シール材によれば、上述した効果(4)を奏すると同時に、本効果(5)を奏することが可能である。
【0139】
(6)本実施形態に係るマットは、有機結合材を含んでいるため、排ガス浄化装置の使用時には、高温の排ガスにより有機結合材が分解し、無機繊維の接着が解除され、保持シール材が膨張するので、高い保持力を発揮することができる。
【0140】
(7)本実施形態に係るマットを構成する無機繊維は、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種である。
これらの無機繊維は耐熱性等の特性に優れているので、保持シール材は耐熱性や保持力等に優れる。
また、マットを構成する無機繊維に生体溶解性繊維が含まれる場合には、保持シール材の取り扱い時に生体溶解性繊維が飛散して体内に取り込まれたとしても溶解し、体外に排出されることになるため、人体に対する安全性に優れる。
【0141】
(8)本実施形態に係るマットの製造方法では、上述した構成及び効果を有する本実施形態に係るマットを好適に製造することができる。
【実施例】
【0142】
(実施例1)
以下の工程(1)〜(4)を経ることにより、第1実施形態に係るマットを製造した。
(1)紡糸工程
Al含有量が70g/lであり、Al:Cl=1:1.8(原子比)となるように調製した塩基性塩化アルミニウム水溶液に対して、焼成後の無機繊維における組成比が、Al2O3:SiO2=72:28(重量比)となるようにシリカゾルを配合し、さらに、有機重合体(ポリビニルアルコール)を適量添加して混合液を調製した。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して無機繊維前駆体を作製した。
無機繊維前駆体の平均繊維長は100mmであり、平均繊維径は8.0μmであった。
【0143】
(2)圧縮工程
上記工程(1)で得られた無機繊維前駆体をクロスレイヤー法により圧縮し、所定の大きさの連続した前駆体シートを作製した。
【0144】
(3)ニードリング工程
図9(a)及び図10(a)に示したニードリング装置と略同様の構成を有するニードリング装置を準備した。
次に、前駆体シートの幅方向とニードル列とが平行になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第1の主面から、第1の主面と第2の主面の中間地点までニードルを挿入させた後、ニードルを前駆体シートから引き抜いた。
続いて、前駆体シートを裏返し、前駆体シートの幅方向とニードル列とが垂直になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第2の主面から、第1の主面と第2の主面の中間地点までニードルを挿入させた後、ニードルを前駆体シートから引き抜いた。
このようにして、ニードリング前駆体シートを作製した。
【0145】
(4)焼成工程
続いて、ニードリング前駆体シートを最高温度1250℃で焼成することにより、無機繊維前駆体を無機繊維に転換し、第1実施形態に係るマットを製造した。
製造したマットは、アルミナ−シリカ繊維が互いに絡み合って構成されており、単位面積あたりの重量は1050g/m2であった。
マットの大きさは、長さ1000mm×幅700mm×厚さ7mmであった。
マットの密度(嵩密度)は、0.15g/cm3であった。
また、第1の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って、第1交絡部が形成されていた。また、第2の主面上の点から、第1の主面と第2の主面との間に存在する点に亘って、第2交絡部が形成されていた。
第1交絡部群によって形成される列と、第2交絡部群によって形成される列とは、直交していた。
1の第1交絡部とそれに最近接する他の第1交絡部との最短距離は、全て等しく、5mmであった。また、1の第2交絡部とそれに最近接する他の第2交絡部との最短距離も、全て等しく、5mmであった。
【0146】
さらに、以下の工程(5)〜(8)を経ることにより、第1実施形態に係る排ガス浄化装置を製造した。
【0147】
(5)成形切断工程
打ち抜き装置を用いて、上記工程(1)〜(4)により製造したマットから保持シール材を打ち抜いた。その際、保持シール材の長手方向がマットの幅方向と垂直となるように、マットから保持シール材を打ち抜くとともに、保持シール材の長手方向がマットの幅方向と平行となるように、マットから保持シール材を打ち抜いた(図3及び図11参照)。
上述したように、長手方向がマットの幅方向と垂直となるように打ち抜かれた保持シール材と、長手方向がマットの幅方向と平行となるように打ち抜かれた保持シール材とは、同一の保持シール材であった。
保持シール材の大きさは、長さ310mm×幅110mm×厚さ7mmであった。
なお、マットの端に近い領域は、重量分布が不均一となっている可能性があるため、マットの端から100mmの範囲内の領域は、使用しないこととした。
【0148】
このようにしてマットから打ち抜かれた保持シール材において、一方の主面側には複数の第1交絡部が列状に並び、他方の主面側には複数の第2交絡部が列状に並んでいた。第1交絡部群によって形成される列の方向は、保持シール材の幅方向に平行な方向であり、第2交絡部群によって形成される列の方向は、保持シール材の長さ方向に平行な方向であった。保持シール材の幅方向と長さ方向とは直交していた。すなわち、第1交絡部群によって形成される列の方向はX方向であり、第2交絡部群によって形成される列の方向はY方向であった。
【0149】
(6)巻付工程
上記(5)成形切断工程によりマットから打ち抜かれた保持シール材には、幅方向に平行な端面のうち一方の端面に凸部が形成されており、他方の端面に凹部が形成されていた。当該凸部と凹部とが嵌合するように、保持シール材を排ガス処理体の外周に巻き付けた。その際、X方向の列を形成するように交絡部が並んでいる主面が外側になるようにした。
【0150】
図18は、本発明の一実施形態に係る排ガス浄化装置に係わり、排ガス処理体の外周に補助シールを巻き付けた様子を模式的に示す斜視図である。
なお、巻き付けの作業を行う前に、図18に示すように、排ガス処理体80の外周に、補助シール95を巻き付けた。補助シールは、粘着テープからなるものである。補助シールを巻き付けた排ガス処理体の外周に保持シール材を巻き付けると、補助シールの表面が保持シール材と接着した。これにより、いったん排ガス処理体の外周に巻き付けた保持シール材が、解けてしまうのを防止することができた。
【0151】
(7a)圧入工程
上記(6)巻付工程により保持シール材を巻き付けた排ガス処理体を、圧入方式により、ケーシングに圧入した(図12及び図22参照)。
【0152】
(7b)クラムシェル工程
上記(6)巻付工程により保持シール材を巻き付けた排ガス処理体を、クラムシェル方式により、ケーシングの内部に配置した(図23参照)。
【0153】
(実施例2)
実施例1における(6)巻付工程において、保持シール材を排ガス処理体の外周に巻き付ける際、Y方向の列を形成するように交絡部が並んでいる主面が外側になるようにした点以外は、実施例1と同様にして、マット及び排ガス浄化装置を製造した。
【0154】
(比較例1)
実施例1における(3)ニードリング工程の代わりに下記(3′)ニードリング工程を経た点、及び、実施例1における(5)成形切断工程の代わりに下記(5′)成形切断工程を経た点以外は、実施例1と同様にして、マット及び排ガス浄化装置を製造した。
【0155】
(3′)ニードリング工程
図15(a)に示したニードリング装置と略同様の構成を有するニードリング装置を準備した。
次に、前駆体シートの幅方向とニードル列とが平行になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第1の主面から第2の主面までニードルを貫通させた後、ニードルを前駆体シートから引き抜いた。
このようにして、ニードリング前駆体シートを作製した。
【0156】
(5′)成形切断工程
打ち抜き装置を用いて、マットから保持シール材を打ち抜いた。その際、保持シール材の長手方向がマットの幅方向と垂直となるように、マットから保持シール材を打ち抜いた。
このようにしてマットから打ち抜かれた保持シール材においては、第1の主面上の点から第2の主面上の点に亘って形成された交絡部が複数存在した。交絡部群によって形成される列の方向は、保持シール材の幅方向に平行な方向であった。保持シール材の幅方向と長さ方向とは直交していた。すなわち、交絡部群によって形成される列の方向はX方向であった。
【0157】
なお、比較例1における保持シール材では、いずれの主面においてもX方向の列を形成するように、交絡部が並んでいる。従って、(6)巻付工程において保持シール材を排ガス処理体の外周に巻き付ける際、いずれの主面を外側にしても、X方向の列を形成するように交絡部が並んでいる主面が外側になる。
【0158】
(比較例2)
比較例1における(5′)成形切断工程の代わりに下記(5′′)成形切断工程を経た点以外は、比較例1と同様にして、マット及び排ガス浄化装置を製造した。
【0159】
(5′′)成形切断工程
打ち抜き装置を用いて、マットから保持シール材を打ち抜いた。その際、保持シール材の長手方向がマットの幅方向と平行となるように、マットから保持シール材を打ち抜いた。
このようにしてマットから打ち抜かれた保持シール材においては、第1の主面上の点から第2の主面上の点に亘って形成された交絡部が複数存在した。交絡部群によって形成される列の方向は、保持シール材の幅方向に垂直な方向であった。保持シール材の幅方向と長さ方向とは直交していた。すなわち、交絡部群によって形成される列の方向はY方向であった。
【0160】
なお、比較例2における保持シール材では、いずれの主面においてもY方向の列を形成するように、交絡部が並んでいる。従って、(6)巻付工程において保持シール材を排ガス処理体の外周に巻き付ける際、いずれの主面を外側にしても、Y方向の列を形成するように交絡部が並んでいる主面が外側になる。
【0161】
(比較例3)
実施例1における(3)ニードリング工程の代わりに下記(3′′)ニードリング工程を経た点以外は、実施例1と同様にして、マット及び排ガス浄化装置を製造した。
【0162】
(3′′)ニードリング工程
図15(a)に示したニードリング装置と略同様の構成を有するニードリング装置を準備した。
次に、前駆体シートの幅方向とニードル列とが平行になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第1の主面から第2の主面までニードルを貫通させた後、ニードルを前駆体シートから引き抜いた。
続いて、前駆体シートを裏返し、前駆体シートの幅方向とニードル列とが垂直になるように、支持板の載置面に前駆体シートを設置した。
そして、支持板及び前駆体シートの上方に位置するニードル板を、前駆体シートの厚さ方向に沿って下降させることにより、第2の主面から第1の主面までニードルを貫通させた後、ニードルを前駆体シートから引き抜いた。
このようにして、ニードリング前駆体シートを作製した。
【0163】
比較例3における保持シール材では、第1の主面上の点から第2の主面上の点に亘って形成された交絡部が複数存在した。当該複数の交絡部は、X方向の列を形成するように並んでいる交絡部群と、Y方向の列を形成するように並んでいる交絡部群とから構成されていた。
【0164】
なお、比較例3における保持シール材では、いずれの主面においてもX方向の列及びY方向の列を形成するように、交絡部が並んでいる。従って、(6)巻付工程において保持シール材を排ガス処理体の外周に巻き付ける際、いずれの主面を外側にしても、X方向の列及びY方向の列を形成するように交絡部が並んでいる主面が外側になる。
【0165】
実施例1及び2、並びに、比較例1〜3について、以下の試験及び評価を行った。
【0166】
(引張強度測定試験及び破断伸度測定試験)
まず、製造したマットを、平面視寸法で長さ150mm×幅25mmに打ち抜き、試験用サンプルとした。その際、実施例1及び2、並びに、比較例1及び3では、試験用サンプルの長手方向がマットの幅方向と垂直となるように、マットから試験用サンプルを打ち抜いた。比較例2では、試験用サンプルの長手方向がマットの幅方向と平行となるように、マットから試験用サンプルを打ち抜いた。
得られた試験用サンプルを引張強度測定装置にセットした。具体的には、試験用サンプルの上下各50mmを持ちしろとして、試験用サンプルを固定した。すなわち、試験用サンプルの長さ方向における両端を固定した、
そして、試験用サンプルの長さ方向における一端を、上方へ速度10mm/minで引っ張り、試験用サンプルを破断させた。
引っ張った際の最大荷重を引張強度(坪量換算強度(N/AD1050))として測定した。また、破断した際の試験用サンプルの長さ方向への伸び率(平均破断伸度)を測定した。その測定結果を表1に示す。
また、引張強度を「○」又は「×」で評価した。その評価結果を表2に示す。表2中、「引張強度」の項目における「○」は、引張強度が良好であることを示し、「引張強度」の項目における「×」は、引張強度が不良であることを示す。上記坪量換算強度が140以上の場合、「引張強度」を「○」とし、上記坪量換算強度が140未満の場合、「引張強度」を「×」として、評価を行った。
なお、引張強度は、マットの強度を表しており、マットの割れにくさの指標でもある。また、平均破断伸度は、巻き付け性に関わる値であり、平均破断伸度が大きいほど巻き付けの作業が行いやすくなるといえる。
【0167】
【表1】
【0168】
(巻き付け性評価)
上記(6)巻付工程における巻き付けの作業の行いやすさを、「○」又は「×」で評価した。その評価結果を表2に示す。表2中、「巻き付け性」の項目における「○」は、巻き付け性が良好であることを示し、「巻き付け性」の項目における「×」は、巻き付け性が不良であることを示す。X方向に並んだ複数の交絡部によって適切に折り目が形成された場合、「巻き付け性」を「○」とし、そのような折り目が適切に形成されなかった場合、「巻き付け性」を「×」として、評価を行った。
【0169】
【表2】
【0170】
表2に示すように、実施例1及び2における「引張強度」の評価は、比較例1における「引張強度」の評価よりも高かった。
また、実施例1及び2における「巻き付け性」の評価は、比較例2及び3における「巻き付け性」の評価よりも高かった。
以下、各評価結果について、具体的に説明する。
【0171】
比較例1では、「引張強度」の評価が低い。これは、保持シール材が伸びる方向(すなわち、Y方向)に繊維の絡合した部分があまり存在しないため、保持シール材が伸びやすく切れやすいためであると考えられる(表1参照)。
これに対し、実施例1及び2における「引張強度」の評価は、比較例1における「引張強度」の評価よりも高い。これは、保持シール材が伸びる方向(すなわち、Y方向)に繊維の絡合した部分が比較的多く存在するため、保持シール材が伸びにくく切れにくいためであると考えられる。
【0172】
比較例2及び3では、「巻き付け性」の評価が低い。これは、X方向の列を形成するように並ぶ交絡部群が存在しないか、又は、X方向の列を形成するように並ぶ交絡部群だけではなくY方向の列を形成するように並ぶ交絡部群も存在することに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部によって形成されるような折り目が存在しないか、又は、そのような折り目が形成されにくいためであると考えられる。
これに対し、実施例1及び2における「巻き付け性」の評価は、比較例2及び3における「巻き付け性」の評価よりも高い。これは、第1の主面側と第2の主面側とのうち何れか一方の側では、Y方向の列を形成するように並ぶ交絡部群は存在せずX方向の列を形成するように並ぶ交絡部群のみが存在することに起因して、保持シール材を排ガス処理体の外周に巻き付ける作業を行う際、X方向に並んだ複数の交絡部によって折り目が形成されやすいためであると考えられる。
【0173】
(第2実施形態)
本発明におけるマットの製造方法は、第1実施形態に係るマットの製造方法に限定されない。
以下に示す方法によっても、本発明におけるマットを製造することができる。
【0174】
(I)マット準備工程
まず、第1の貼合前マットと第2の貼合前マットとを準備する。
図13(a)及び図13(b)、並びに、図14(a)及び図14(b)を用いて、第1の貼合前マットと第2の貼合前マットとについて説明する。
【0175】
図13(a)は、本発明の一実施形態に係る第1の貼合前マットの一例を模式的に示す斜視図である。
図13(b)は、図13(a)に示す第1の貼合前マットのF−F線断面図である。
【0176】
図13(a)に示すように、第1の貼合前マット200は、主面α(図13(a)中、210aで示す)と、主面α(210a)に対向して位置する主面β(図13(a)中、210bで示す)とを有している。
また、第1の貼合前マット200は、第1長側面211aと、第1長側面211aに対向して位置する第2長側面211bとを有している。
また、第1の貼合前マット200は、第1短側面212aと、第1短側面212aに対向して位置する第2短側面212bとを有している。
【0177】
図13(b)に示すように、主面α(210a)上には、複数の第1交絡始点201aが存在する。また、主面α(210a)と主面β(210b)との間には、複数の第1交絡終点201bが存在する。
そして、第1交絡始点201aから第1交絡終点201bに亘って、第1交絡部201が形成されている。
第1交絡始点201aから第1交絡終点201bまでの距離は、第1の貼合前マット200の厚さT/2の半分である。
【0178】
図13(a)に示すように、第1交絡部201は、第1の貼合前マット200の長手方向に垂直な方向に、一直線上に並んでいる。第1交絡部群によって形成される列の方向は、第1の貼合前マット200の長手方向に垂直な方向である。
【0179】
第1の貼合前マット200のその他の構成については、マット20の構成と同様であるので、ここでの説明は省略する。ただ、第1の貼合前マット200には、マット20と異なり、第2交絡部は形成されていない。
【0180】
図14(a)は、本発明の一実施形態に係る第2の貼合前マットの一例を模式的に示す斜視図である。
図14(b)は、図14(a)に示す第2の貼合前マットのG−G線断面図である。
【0181】
図14(a)に示すように、第2の貼合前マット220は、主面γ(図14(a)中、230aで示す)と、主面γ(230a)に対向して位置する主面δ(図14(a)中、230bで示す)とを有している。
また、第2の貼合前マット220は、第1長側面231aと、第1長側面231aに対向して位置する第2長側面231bとを有している。
また、第2の貼合前マット220は、第1短側面232aと、第1短側面232aに対向して位置する第2短側面232bとを有している。
【0182】
図14(b)に示すように、主面γ(230a)上には、複数の第2交絡始点221aが存在する。また、主面δ(230b)上には、複数の第2交絡終点221bが存在する。
そして、第2交絡始点221aから第2交絡終点221bに亘って、第2交絡部221が形成されている。
第2交絡始点221aから第2交絡終点221bまでの距離は、第2の貼合前マット220の厚さT/2である。
【0183】
図14(a)に示すように、第2交絡部221は、第2の貼合前マット220の長手方向に平行な方向に、一直線上に並んでいる。第2交絡部群によって形成される列の方向は、第2の貼合前マット220の長手方向に平行な方向である。
【0184】
第2の貼合前マット220のその他の構成については、マット20の構成と同様であるので、ここでの説明は省略する。ただ、第2の貼合前マット220には、マット20と異なり、第1交絡部は形成されていない。
【0185】
第1の貼合前マットは、上記(1)紡糸工程、(2)圧縮工程、(3−1)第1ニードリング工程、及び、(4)焼成工程、を経て製造することができる。
一方、第2の貼合前マットは、上記(1)紡糸工程、(2)圧縮工程、(3′)第3ニードリング工程、及び、(4)焼成工程、を経て製造することができる。
【0186】
ここで、(3′)第3ニードリング工程について説明する。
図15(a)は、本実施形態に係るマットの製造方法で使用するニードリング装置と前駆体シートとを模式的に示す斜視図であり、図15(b)は、本実施形態に係るマットの製造方法に係わる前駆体シートにニードルを挿した場合におけるニードリング装置及び前駆体シートのH−H線断面図である。
【0187】
図15(a)に示すニードリング装置250は、前駆体シート151xを支持可能な載置面261を有する支持板260と、支持板260の載置面261に対向して設けられており、突き刺し方向(前駆体シート151xの厚さ方向、図15(a)及び図15(b)中、両矢印T’’で示す方向)に往復移動可能なピストン262の先端に取り付けられたニードル板270とから構成されている。
ニードル板270の支持板260に対向する対向面272には、複数のニードル271が所定の間隔で取り付けられており、剣山様の形状を呈している。
ニードル271は、細く先の尖ったニードルであり、該ニードル表面にバーブ(返し)が形成されている。
【0188】
ニードル271は、所定の間隔を置いて支持板260の幅方向W’’に沿って一直線上に整列しており、ニードル列291が複数形成されている。複数のニードル列291は、互いに平行である。また、幅方向W’’に隣接する2つのニードル271間の距離は、全て等しく、隣接する2つのニードル列291間の距離も、全て等しい。幅方向W’’に隣接する2つのニードル271間の距離は、隣接する2つのニードル列291間の距離よりも狭い。
【0189】
前駆体シート151xは、第1の主面160x、第1の主面160xに対向して位置する第2の主面160y、第1長側面161x、第1長側面161xに対向して位置する第2長側面161y、第1短側面162x、及び、第1短側面162xに対向して位置する第2短側面(図示せず)を有しており、焼成することにより無機繊維に転換される無機繊維前駆体263が互いに絡み合って構成されたシートである。
【0190】
支持板260には、ニードル板270のニードル271が貫通可能な位置に貫通孔263が設けられている。
そのため、ニードル板270が支持板260に接近した場合には、ニードル271が貫通孔263を貫通するので、載置面261と対向面272とが接触する程度にまでニードル板270を支持板260に近づけることができる。
【0191】
係るニードリング装置250を使用してニードリング処理を行う場合には、まず、図15(a)に示すように、支持板260の載置面261にシート151xを設置する。
次に、ニードル板270をシート151xの厚さ方向に沿って上下させる。
すると、図15(b)に示すように、シート151xの第1の主面160xから第2の主面160yまでニードル271が貫通し、貫通したニードル271がシート151xから引き抜かれることによりニードリング処理が完了する。
これにより、ニードリング前駆体シートを作製する。
【0192】
(I)マット準備工程では、以上で説明した第1の貼合前マットと第2の貼合前マットとを準備する。
第2実施形態では、第1交絡終点201bが主面α(210a)と主面β(210b)との間に形成されており(図13(b)参照)、第2交絡終点221bが主面δ(230b)上に形成されている(図14(b)参照)場合について説明した。
すなわち、第2実施形態において、第1交絡部201は、主面α(210a)上の点から主面α(210a)と主面β(210b)との間に存在する点に亘って形成されている。また、第2交絡部221は、主面γ(230a)上の点から主面δ(230b)上の点に亘って形成されている。
【0193】
もっとも、本発明において、第1の貼合前マットの備える第1交絡部及び第2の貼合前マットの備える第2交絡部は、この例に限定されない。
本発明においては、第1交絡部が主面α上の点から主面β上の点に亘って形成されており、第2交絡部が主面γ上の点から主面γと主面δとの間に存在する点に亘って形成されていてもよい。
また、第1交絡部が主面α上の点から主面αと主面βとの間に存在する点に亘って形成されており、第2交絡部が主面γ上の点から主面γと主面δとの間に存在する点に亘って形成されていてもよい。
また、第1交絡部が主面α上の点から主面β上の点に亘って形成されており、第2交絡部が主面γ上の点から主面δ上の点に亘って形成されていてもよい。
【0194】
(II)貼合工程
続いて、上記(I)マット準備工程で準備した第1の貼合前マット200の備える主面β(210b)と、第2の貼合前マット220の備える主面δ(230b)(又は主面γ(230a))とを、接着剤や両面テープ等の接着手段を用いて貼り合わせる。
その際、第1交絡部群によって形成される列と第2交絡部群によって形成される列とが直交するように、第1の貼合前マット200と第2の貼合前マット220とを貼り合わせる。
本実施形態では、第1の貼合前マット200の大きさと第2の貼合前マット220の大きさとが同じである。従って、第1の貼合前マット200の備える長側面と第2の貼合前マット220の備える長側面とが同一平面となり、第1の貼合前マット200の備える短側面と第2の貼合前マット220の備える短側面とが同一平面となるように、第1の貼合前マット200と第2の貼合前マット220とを貼り合わせればよい。
その結果、第1実施形態に係るマット20と略同様のマットが製造される。
【0195】
本実施形態に係る貼合工程では、第1交絡部群によって形成される列と第2交絡部群によって形成される列とが直交するように、第1の貼合前マット200と第2の貼合前マット220とを貼り合わせる場合について説明した。
もっとも、本発明における貼合工程は、この例に限定されない。本発明における貼合工程においては、第1の貼合前マットと第2の貼合前マットとを貼り合わせる際、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度を、60°〜90°とすることが望ましく、85°〜90°とすることがより望ましく、本実施形態のように90°とすることが最も望ましい。第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が60°未満である場合には、上述したような、従来技術の抱える問題点を充分に解決することができない可能性がある。
【0196】
図16は、本発明の一実施形態に係るマットの一例を模式的に示す斜視図である。
図17(a)は、図16に示すマットのI−I線断面図であり、図17(b)は、図16に示すマットのJ−J線断面図である。
【0197】
図16では、第2実施形態に係るマット240を示している。
図16に示すように、マット240は、第1の主面245aと、第1の主面245aに対向して位置する第2の主面245bとを有している。
また、マット240は、第1長側面246aと、第1長側面246aに対向して位置する第2長側面246bとを有している。
また、マット240は、第1短側面247aと、第1短側面247aに対向して位置する第2短側面247bとを有している。
【0198】
図17(a)に示すように、第1の主面245a上には、複数の第1交絡始点241aが存在する。また、第1の主面245aと第2の主面245bとの間には、複数の第1交絡終点241bが存在する。
そして、第1交絡始点241aから第1交絡終点241bに亘って、第1交絡部241が形成されている。
第1交絡始点241aから第1交絡終点241bまでの距離は、マット240の厚さTの4分の1である。
【0199】
図17(b)に示すように、第2の主面245b上には、複数の第2交絡始点242aが存在する。また、第1の主面245aと第2の主面245bとの間には、複数の第2交絡終点242bが存在する。
そして、第2交絡始点242aから第2交絡終点242bに亘って、第2交絡部242が形成されている。
第2交絡始点242aから第2交絡終点242bまでの距離は、マット240の厚さTの半分である。
【0200】
マット240は、上記(II)貼合工程において第1の貼合前マット200と第2の貼合前マット220とを貼り合わせることにより製造される。
【0201】
第1の貼合前マット200における主面α(210a)が、マット240における第1の主面245aとなり、第2の貼合前マット220における主面γ(230a)が、マット240における第2の主面245bとなる。
また、第1の貼合前マット200における第1交絡部201が、マット240における第1交絡部241となり、第2の貼合前マット220における第2交絡部221が、マット240における第2交絡部242となる。
【0202】
なお、本発明において、第1交絡部が主面α上の点から主面β上の点に亘って形成されている場合、主面αと主面βとを特に区別せず、主面αのことを主面βとも呼ぶ。また、第2交絡部が主面γ上の点から主面δ上の点に亘って形成されている場合、主面γと主面δとを特に区別せず、主面γのことを主面δとも呼ぶ。
【0203】
本実施形態に係るマットも、第1実施形態に係るマットと同様、(1)〜(6)の効果を奏する。
また、本実施形態に係るマットの製造方法では、上述した構成及び効果を有する本実施形態に係るマットを好適に製造することができる。
(その他の実施形態)
【0204】
本発明のマットは、本発明の第1実施形態で説明したように、バインダマットであってもよく、バインダマットを作製する場合には、次の工程(A)〜(C)を行うことにより作製してもよい。
【0205】
(A)含浸工程
まず、本発明の第1実施形態で説明した有機バインダを含む有機バインダ溶液を準備する。
そして、有機バインダ溶液を、焼成工程を経て製造したマット全体にフローコート等により均一に含浸させることで、含浸マットを作製する。
なお、有機バインダ溶液は、水や有機溶媒等の溶媒に上記有機バインダを溶解させたり、水等の分散媒に上記有機バインダを分散させることにより作製することができる。
また、有機バインダ溶液の濃度については、後の工程を経て作製されるバインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の0.5〜20重量%となるように適宜調整することが望ましい。バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の0.5重量%未満であると、マットの嵩高さを抑制することができない。一方、バインダマット全体に含まれる有機バインダの合計量が、バインダマット全体の重量の20重量%を超えると、マットが硬くなり巻き付け性を損なう。
【0206】
(B)吸引工程
次に、含浸マットから、吸引装置等を用いて過剰な有機バインダ溶液を吸引除去する。
なお、吸引工程については、必ずしも行う必要はなく、例えば、含浸マットに含まれる有機バインダ溶液の量が少ないのであれば、含浸工程の後、得られた含浸マットを下記乾燥工程に直接供してもよい。
【0207】
(C)乾燥工程
その後、含浸マットに残留した有機バインダ溶液に含まれる溶媒等を、熱風乾燥機等を用いて含浸マットを圧縮しながら揮発させる。
これにより、バインダマットを作製する。
【0208】
本発明のマットは、膨張材をさらに含んでいてもよい。
膨張材が含まれたマットを使用した保持シール材では、排ガス浄化装置の使用時における高温の排ガスにより膨張材が膨張するので、高い保持力を発揮することができる。
膨張材としては、例えば、膨張性バーミキュライト、ベントナイト、膨張性黒鉛等が挙げられる。
【0209】
本発明のマットの製造方法では、無機繊維前駆体を積層することにより作製した前駆体シートを使用している。
しかしながら、この前駆体シートに代えて、無機繊維からなる前駆体シート(以下、無機繊維シートともいう)を使用してもよい。例えば、本発明の第1実施形態におけるニードリング工程(3)で使用した前駆体シートの代わりに無機繊維シートを使用しても、本発明のマットを製造することができる。
【0210】
上記無機繊維シートは、本発明の第1実施形態で説明した無機繊維前駆体を積層してなる前駆体シートを焼成することにより作製してもよい。
また、上記無機繊維シートは、遠心法等を利用して作製することもできる。
遠心法を利用する場合には、まず、周壁に多数の小孔が形成された回転可能な円筒体を加熱しつつ、高速で回転させ、円筒体内に溶融シリカや溶融アルミナ等の溶融原料を供給し、供給した溶融原料を遠心力により上記小孔を介して外部に吐出させ、吐出された溶融原料を円筒体の周辺部に設けられたバーナーで加熱することにより延伸させ、延伸した繊維状の溶融原料を冷却することにより無機繊維を作製する。
作製された無機繊維を圧縮することにより、無機繊維シートを作製することができる。
無機繊維シートを構成する無機繊維としては、上述した本発明のマットを構成する無機繊維と同様の構成(種類、組成、平均繊維長、平均繊維径等)を有する無機繊維を使用することができる。
【0211】
本発明の排ガス浄化装置を構成する排ガス処理体には触媒を担持させてもよい。
触媒としては、例えば、白金、パラジウム、ロジウム等の貴金属、カリウム、ナトリウム等のアルカリ金属、バリウム等のアルカリ土類金属、又は、CeO2等の金属酸化物等が挙げられる。これらの触媒は、単独で用いてもよいし、2種以上併用してもよい。
【0212】
上記排ガス処理体に触媒を担持させる方法としては、触媒が含まれた溶液を排ガス処理体に含浸させた後に加熱する方法の他に、排ガス処理体の表面にアルミナ膜からなる触媒担持層を形成し、このアルミナ膜に触媒を担持させる方法等が挙げられる。
【0213】
本発明のマットは、第1交絡部群によって形成される列の方向と、第2交絡部群によって形成される列の方向とが異なることが必須の構成要素である。
また、本発明のマットの製造方法は、第1ニードリング工程によりニードルが打ち込まれる第1の主面上の複数の点によって形成される列の方向と、第2ニードリング工程によりニードルが打ち込まれる第2の主面上の複数の点によって形成される列の方向とが異なること、又は、第1の貼合前マットの備える第1交絡部群によって形成される列の方向と、第2の貼合前マットの備える第2交絡部群によって形成される列の方向とが異なるように、第1の貼合前マットの備える主面βと第2の貼合前マットの備える主面δとを貼り合わせることにより、第1の貼合前マットと第2の貼合前マットとを貼り合わせること、が必須の構成要素である。
係る必須の構成要素に、第1実施形態、第2実施形態、及び、その他の実施形態で詳述した種々の構成(例えば、無機繊維の組成、無機繊維の繊維長等)を適宜組み合わせることにより所望の効果を得ることができる。
【符号の説明】
【0214】
20 マット
21 第1交絡部
22 第2交絡部
30a 第1の主面
30b 第2の主面
23、24 無機繊維
1x 前駆体シート
10x 第1の主面
10y 第2の主面
121 ニードル
200 第1の貼合前マット
201 第1交絡部
210a 主面α
210b 主面β
220 第2の貼合前マット
221 第2交絡部
230a 主面γ
230b 主面δ
240 マット
【特許請求の範囲】
【請求項1】
無機繊維を含み、第1の主面及び第2の主面を備えるマットであって、
前記無機繊維が互いに絡み合って構成され、前記第1の主面上の点から前記第1の主面と前記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、
前記無機繊維が互いに絡み合って構成され、前記第2の主面上の点から前記第1の主面と前記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とが異なることを特徴とするマット。
【請求項2】
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である請求項1に記載のマット。
【請求項3】
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、85°〜90°である請求項2に記載のマット。
【請求項4】
さらに有機結合材を含む請求項1〜3のいずれかに記載のマット。
【請求項5】
前記無機繊維は、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種である請求項1〜4のいずれかに記載のマット。
【請求項6】
無機繊維を含むマットの製造方法であって、
前記マットの製造方法は、第1の主面及び第2の主面を備える前駆体シートに対して、ニードリング処理を施す工程を含み、
前記ニードリング処理を施す工程は、
列状に並ぶように前記第1の主面上に存在する複数の点のそれぞれから、前記第1の主面と前記第2の主面との間に存在する点まで、ニードルを打ち込む第1ニードリング工程と、
列状に並ぶように前記第2の主面上に存在する複数の点のそれぞれから、前記第1の主面と前記第2の主面との間に存在する点まで、ニードルを打ち込む第2ニードリング工程とを含み、
前記第1ニードリング工程によりニードルが打ち込まれる前記第1の主面上の複数の点によって形成される列の方向と、前記第2ニードリング工程によりニードルが打ち込まれる前記第2の主面上の複数の点によって形成される列の方向とが異なることを特徴とするマットの製造方法。
【請求項7】
前記第1ニードリング工程によりニードルが打ち込まれる前記第1の主面上の複数の点によって形成される列の方向と、前記第2ニードリング工程によりニードルが打ち込まれる前記第2の主面上の複数の点によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である請求項6に記載のマットの製造方法。
【請求項8】
無機繊維を含むマットの製造方法であって、
主面α及び主面βを備え、且つ、前記無機繊維が互いに絡み合って構成され、前記主面α上の点から前記主面βに向けて形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群を備える第1の貼合前マットと、主面γ及び主面δを備え、且つ、前記無機繊維が互いに絡み合って構成され、前記主面γ上の点から前記主面δに向けて形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群を備える第2の貼合前マットとを準備する工程と、
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とが異なるように、前記第1の貼合前マットの備える前記主面βと前記第2の貼合前マットの備える前記主面δとを貼り合わせることにより、前記第1の貼合前マットと前記第2の貼合前マットとを貼り合わせる貼合工程とを含むことを特徴とするマットの製造方法。
【請求項9】
前記貼合工程は、
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°となるように、前記第1の貼合前マットと前記第2の貼合前マットとを貼り合わせる請求項8に記載のマットの製造方法。
【請求項10】
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、請求項1〜5のいずれかに記載のマットであることを特徴とする排ガス浄化装置。
【請求項11】
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、請求項6〜9のいずれかに記載のマットの製造方法で製造されたマットであることを特徴とする排ガス浄化装置。
【請求項1】
無機繊維を含み、第1の主面及び第2の主面を備えるマットであって、
前記無機繊維が互いに絡み合って構成され、前記第1の主面上の点から前記第1の主面と前記第2の主面との間に存在する点に亘って形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群と、
前記無機繊維が互いに絡み合って構成され、前記第2の主面上の点から前記第1の主面と前記第2の主面との間に存在する点に亘って形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群とを備え、
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とが異なることを特徴とするマット。
【請求項2】
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である請求項1に記載のマット。
【請求項3】
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、85°〜90°である請求項2に記載のマット。
【請求項4】
さらに有機結合材を含む請求項1〜3のいずれかに記載のマット。
【請求項5】
前記無機繊維は、アルミナ繊維、セラミック繊維、アルミナ−シリカ繊維、シリカ繊維、ガラス繊維、及び、生体溶解性繊維からなる群より選択される少なくとも一種である請求項1〜4のいずれかに記載のマット。
【請求項6】
無機繊維を含むマットの製造方法であって、
前記マットの製造方法は、第1の主面及び第2の主面を備える前駆体シートに対して、ニードリング処理を施す工程を含み、
前記ニードリング処理を施す工程は、
列状に並ぶように前記第1の主面上に存在する複数の点のそれぞれから、前記第1の主面と前記第2の主面との間に存在する点まで、ニードルを打ち込む第1ニードリング工程と、
列状に並ぶように前記第2の主面上に存在する複数の点のそれぞれから、前記第1の主面と前記第2の主面との間に存在する点まで、ニードルを打ち込む第2ニードリング工程とを含み、
前記第1ニードリング工程によりニードルが打ち込まれる前記第1の主面上の複数の点によって形成される列の方向と、前記第2ニードリング工程によりニードルが打ち込まれる前記第2の主面上の複数の点によって形成される列の方向とが異なることを特徴とするマットの製造方法。
【請求項7】
前記第1ニードリング工程によりニードルが打ち込まれる前記第1の主面上の複数の点によって形成される列の方向と、前記第2ニードリング工程によりニードルが打ち込まれる前記第2の主面上の複数の点によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°である請求項6に記載のマットの製造方法。
【請求項8】
無機繊維を含むマットの製造方法であって、
主面α及び主面βを備え、且つ、前記無機繊維が互いに絡み合って構成され、前記主面α上の点から前記主面βに向けて形成された第1交絡部が複数個、列状に並ぶことにより構成された第1交絡部群を備える第1の貼合前マットと、主面γ及び主面δを備え、且つ、前記無機繊維が互いに絡み合って構成され、前記主面γ上の点から前記主面δに向けて形成された第2交絡部が複数個、列状に並ぶことにより構成された第2交絡部群を備える第2の貼合前マットとを準備する工程と、
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とが異なるように、前記第1の貼合前マットの備える前記主面βと前記第2の貼合前マットの備える前記主面δとを貼り合わせることにより、前記第1の貼合前マットと前記第2の貼合前マットとを貼り合わせる貼合工程とを含むことを特徴とするマットの製造方法。
【請求項9】
前記貼合工程は、
前記第1交絡部群によって形成される列の方向と、前記第2交絡部群によって形成される列の方向とのなす角度のうち、小さい方の角度が、60°〜90°となるように、前記第1の貼合前マットと前記第2の貼合前マットとを貼り合わせる請求項8に記載のマットの製造方法。
【請求項10】
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、請求項1〜5のいずれかに記載のマットであることを特徴とする排ガス浄化装置。
【請求項11】
排ガス処理体と、
前記排ガス処理体を収容するケーシングと、
前記排ガス処理体と前記ケーシングとの間に配設され、前記排ガス処理体を保持する保持シール材とからなる排ガス浄化装置であって、
前記保持シール材は、請求項6〜9のいずれかに記載のマットの製造方法で製造されたマットであることを特徴とする排ガス浄化装置。
【図1】

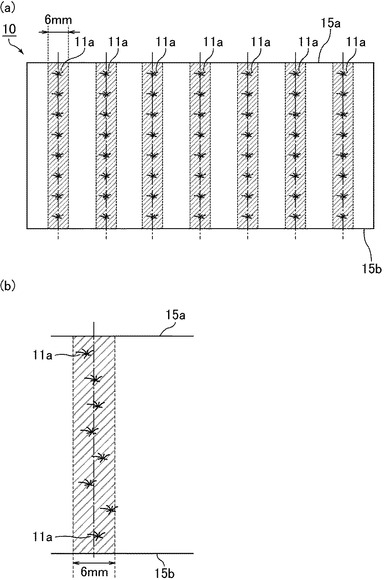
【図2−1】
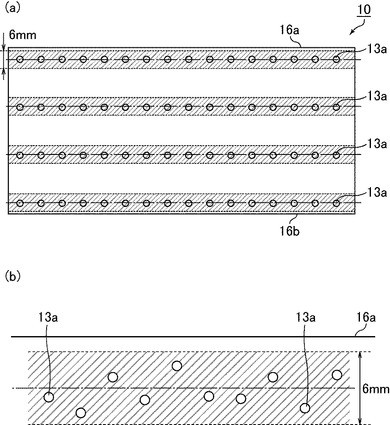
【図2−2】
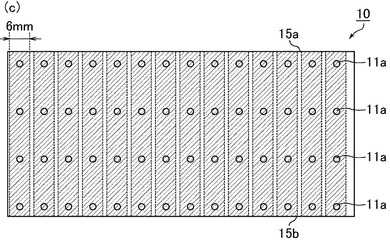
【図3】
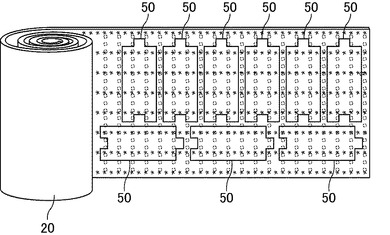
【図4】
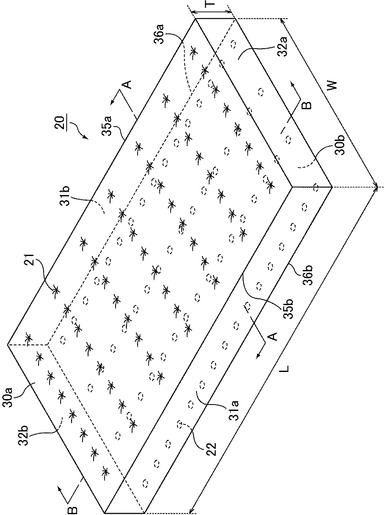
【図5】
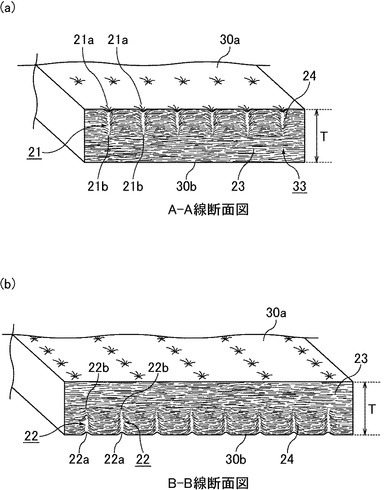
【図6】
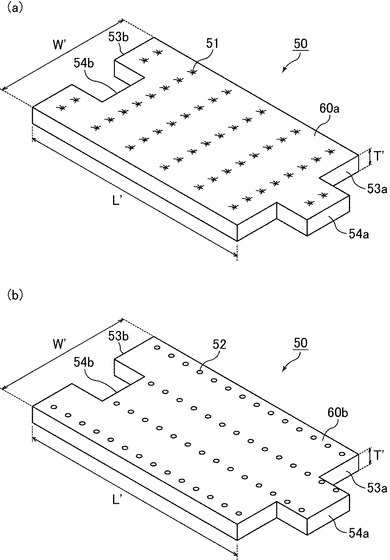
【図7】
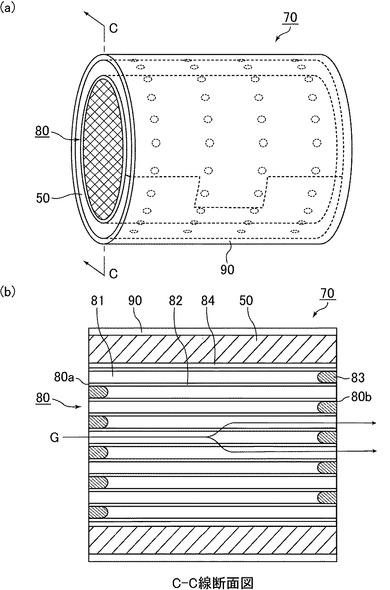
【図8】
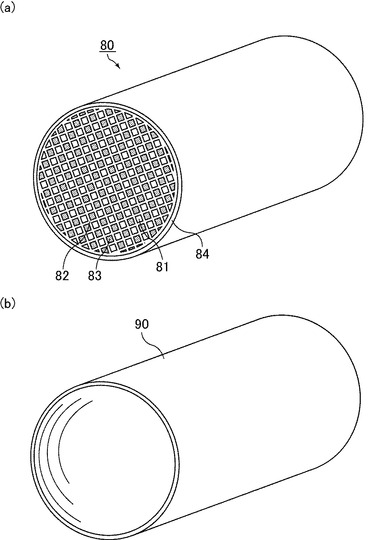
【図9】
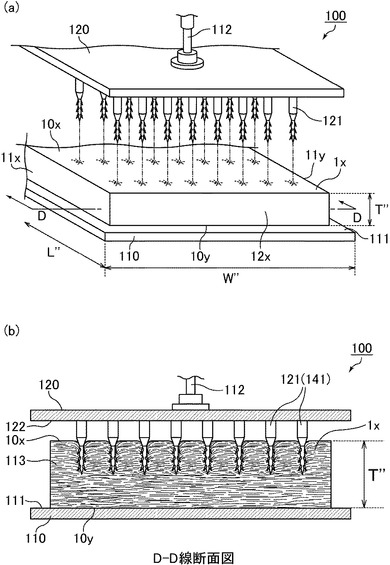
【図10】
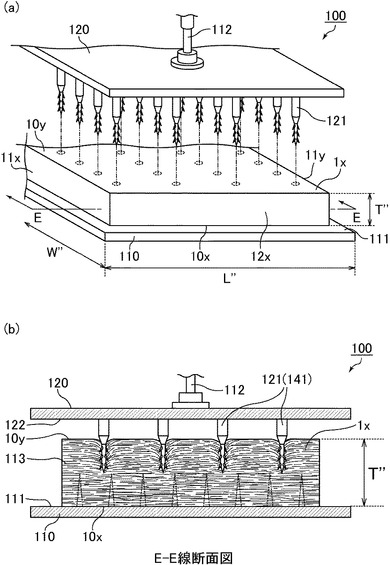
【図11】
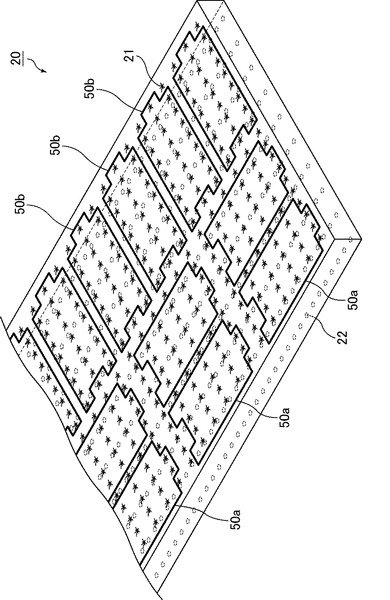
【図12】
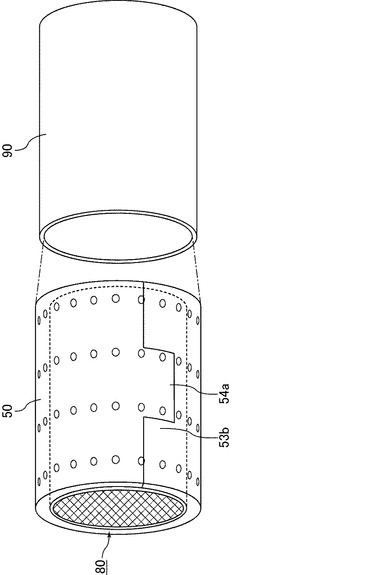
【図13】
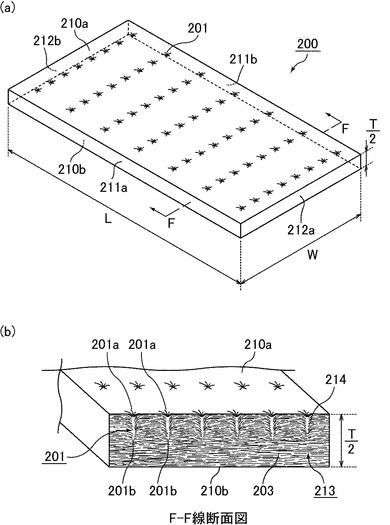
【図14】
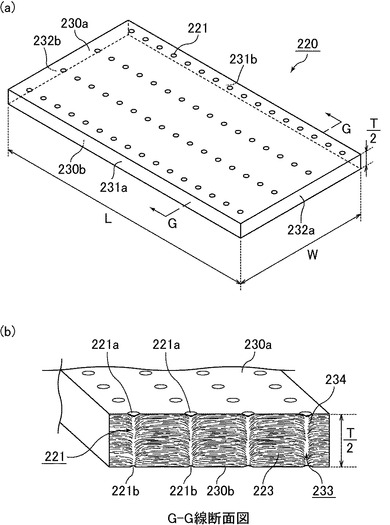
【図15】
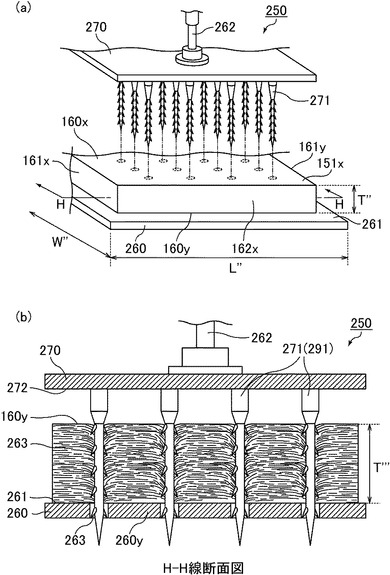
【図16】
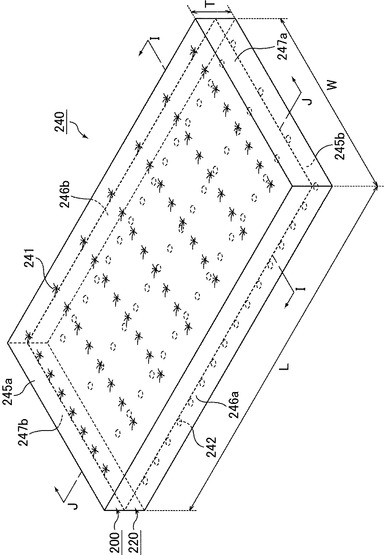
【図17】
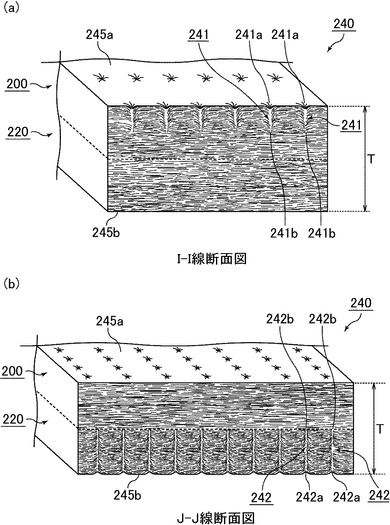
【図18】
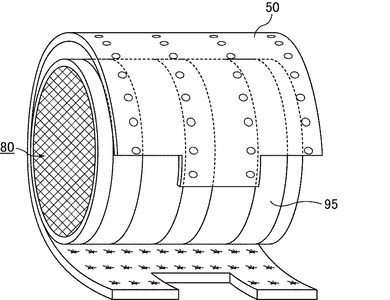
【図19】
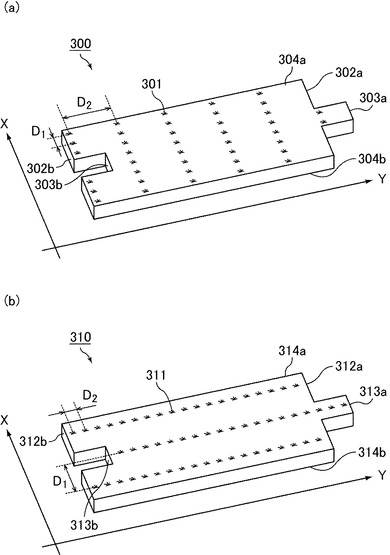
【図20】
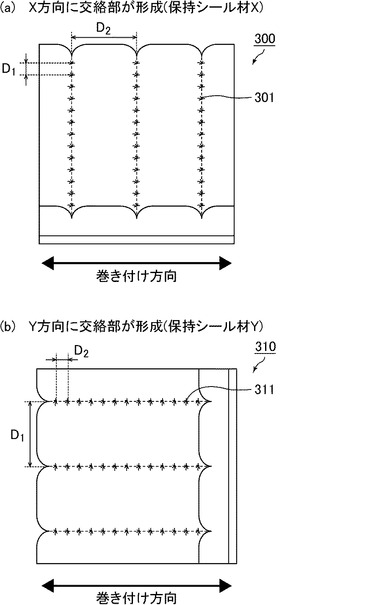
【図21】
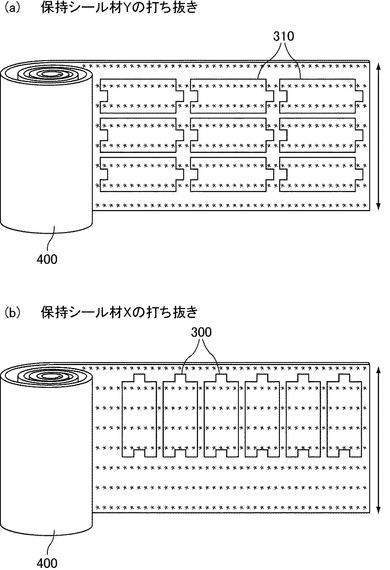
【図22】
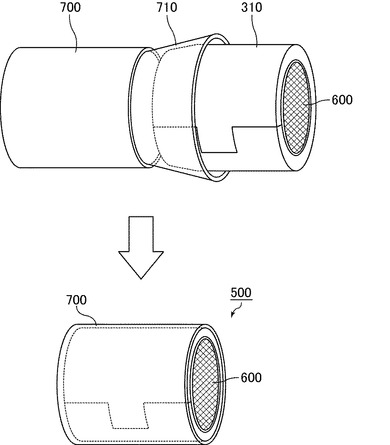
【図23】
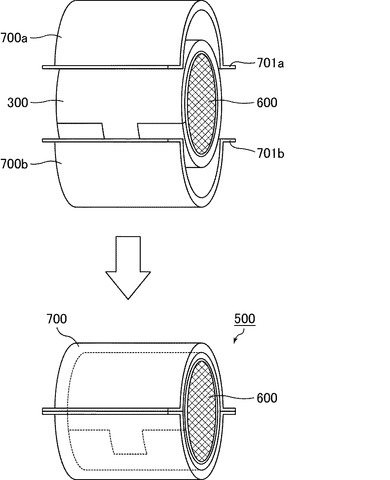
【図2−1】
【図2−2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2012−140886(P2012−140886A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−293616(P2010−293616)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
[ Back to top ]