
リン酸エステルを含む放射性廃液の処理方法
【課題】リン酸エステルを含む放射性廃液を穏和な条件で効率よく分解できる処理方法を提供すること。
【解決手段】本発明の放射性廃液の処理方法は、リン酸エステルを含む放射性廃液の処理方法であって、前記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と過酸化水素とを添加し、前記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、前記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする。
【解決手段】本発明の放射性廃液の処理方法は、リン酸エステルを含む放射性廃液の処理方法であって、前記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と過酸化水素とを添加し、前記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、前記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リン酸エステルを含む放射性廃液の処理方法に関する。
【背景技術】
【0002】
我が国では、原子力発電が地球温暖化とエネルギー安定供給に貢献しており、これを基幹電源と位置づけて着実に推進していくことを国策とし、使用済み燃料を再処理して回収されるプルトニウム、ウラン等を有効利用することを基本方針としている。国内の再処理工場では、使用済燃料を硝酸に溶解し、リン酸トリブチル(TBP)をn−ドデカン(n−D)で希釈した有機溶媒と接触させることによりウランとプルトニウムを抽出・回収する、いわゆるピューレックス法を採用している。有機溶媒は、使用しているうちに放射線分解または酸による加水分解等により劣化し、リン酸ジブチル(DBP)、リン酸モノブチル(MBP)およびリン酸のような劣化生成物を含有するようになる。これらの劣化生成物は、ウラン、プルトニウムおよび核分裂生成物と錯体を形成し、除染係数の低下、ウラン、プルトニウムの損失、界面沈殿物(クラッド)の形成等、抽出、逆抽出に悪い影響を及ぼす。特にDBPは、ウラン、プルトニウム、ジルコニウム等と安定な錯体を作り、有機溶媒中に残存し、抽出性能を著しく低下させるため十分に除去しなければならない。
【0003】
このようなことから、有機溶媒の性能を回復し、有機溶媒をリサイクルして使用することを目的に、溶媒洗浄工程が設けられている。ここで、溶媒洗浄工程とは、水酸化ナトリウムと炭酸ナトリウムのアルカリ溶液と硝酸を用いて劣化生成物を除去する工程である。当該工程ではDBP等の劣化生成物と放射能を含有する廃液(アルカリ廃液)が発生する。アルカリ廃液は、濃縮した後に高レベル濃縮廃液と混合され、高レベルガラス固化設備においてガラス固化される(固化工程)。当該工程においては、DBPが金属類と不溶解性の錯体を形成して貯槽内に堆積することや、溶融炉の温度管理に影響するなどの問題が懸念されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平7−23920号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
有機物を含有する廃液の処理技術の中で、湿式酸化法は他の方法に比べ穏和な条件で廃液を処理でき、かつ、処理プロセスを簡略化できる点で有望である。しかしながら、湿式酸化法で最も一般的な鉄イオン触媒を用いると、DBPとの間でFe(DBP)3等の不溶性錯体を形成して沈殿することが懸念されるため(W.Davis,Jr. and D.O.Rester,J.Inorg.Nucl.Chem.,1968,30,3317−3324)、鉄イオン触媒の使用は困難であると考えられる。また、類似の処理技術として特許文献1では、鉄イオンの代わりに金属銅粉末触媒を用いる方法が提案されている。しかしながら、この場合は、反応槽に添加した金属銅粉末等が沈殿物として残留するため、別途沈殿物の処理が必要になる。更に、特許文献1ではDBPによる不溶性錯体の生成に着眼した処理方法は開示されていない。
【0006】
前記のような実情から、DBPやMBP等の劣化生成物を含む放射性廃液を穏和な条件で効率良く分解し、かつ、沈殿物の分離を必要としない処理方法の開発が望まれる。
なお、TBPおよびその劣化生成物以外を含む放射性廃液の処理、いいかえるとその他のリン酸エステルを含む放射性廃液の処理においても、上述したように穏和な条件で効率よく行える処理方法の開発が望まれている。
【0007】
したがって、本発明の目的は、リン酸エステルを含む放射性廃液を穏和な条件で効率よく分解できる処理方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、たとえば、リン酸エステルを含む放射性廃液の処理方法であって、上記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、上記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、上記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする放射性廃液の処理方法に関する。
【発明の効果】
【0009】
本発明の処理方法によれば、リン酸エステルを含む放射性廃液を穏和な条件で安全に効率よく分解できる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明のリン酸エステルを含む放射性廃液の処理方法を説明するための図である。
【発明を実施するための形態】
【0011】
本発明は、リン酸エステルを含む放射性廃液の処理方法に関する。
本発明で処理される放射性廃液は、溶媒洗浄工程から発生する。
ピューレックス法による上記ウランおよびプルトニウムの抽出過程においては、一般的に、まず、使用済燃料を硝酸に溶解し、この硝酸溶液と、リン酸トリブチル(TBP)および希釈剤としてn−ドデカンを含む有機溶媒とを接触させて、ウランおよびプルトニウムを有機溶媒側に抽出する。次いで、この有機溶媒と希硝酸水とを接触させ、ウランおよびプルトニウムを希硝酸水側に抽出する。この抽出過程で使用された有機溶媒には、TBPのほか、放射線分解や酸による加水分解等によりTBPが劣化したリン酸ジブチル(DBP)、リン酸モノブチル(MBP)、リン酸などの劣化生成物が含まれてくる。溶媒洗浄工程では、水酸化ナトリウムと炭酸ナトリウムのアルカリ溶液と硝酸を用いて劣化生成物の除去を行い、有機溶媒を再生してリサイクルしている。そのため、当該工程からはDBP等の劣化生成物と放射能を含有するアルカリ廃液が発生する。本発明では、放射性廃液としてアルカリ廃液を処理することができる。
【0012】
このため、本発明にて処理する放射性廃液中のリン酸エステルとしては、通常リン酸トリブチル、リン酸ジブチルおよびリン酸モノブチルからなる群の少なくとも一種が含まれる。
【0013】
本発明で処理される放射性廃液には、リン酸エステルは通常1〜1000mmol/Lの濃度で含まれている。
本発明は、上記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、触媒となる上記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、上記リン酸エステルを酸化分解(湿式酸化分解)する酸化分解処理工程を含む。
【0014】
銅塩としては、一価または二価の銅イオンを生成し得る銅塩、たとえば塩化銅、硫酸銅、硝酸銅、塩基性炭酸銅などの無機の銅塩が挙げられる。これらは無水物であっても水和物であってもよい。これらは単独で用いても二種以上組み合わせて用いてもよい。放射性廃液に硝酸が含まれている場合は、硝酸銅が好適に用いられる。
【0015】
銅塩は、そのまま放射性廃液に添加してもよく、予め銅塩から生成した銅イオンを含む溶液(銅イオン含有溶液)として放射性廃液に添加してもよい。上記溶液としては、たとえば水に銅塩を添加して得られる水溶液が挙げられ、通常該水溶液中では銅塩は解離し、銅イオンが生成している。
【0016】
分解反応を速やかに行う観点からは、銅塩または銅イオン含有溶液は以下の量で用いることが好ましい。すなわち、銅塩および廃液の合計中または銅イオン含有溶液および廃液の合計中に、銅イオン濃度が1〜100mmol/L、より好ましくは5〜50mmol/Lの割合となるように銅塩および/または銅イオン含有溶液を用いることが好ましい。
【0017】
過酸化水素は、処理する放射性廃液の量に応じて適宜好ましい量で添加すればよいが、2〜70w/v%の過酸化水素水として添加することが好ましく、30〜70w/v%の過酸化水素水として添加することがより好ましい。
【0018】
分解反応を速やかに行う観点からは、過酸化水素を、リン酸エステル1molに対して上記過酸化水素が10〜500mol、より好ましくは50〜300molの割合となるように放射性廃液に添加することが好ましい。
【0019】
放射性廃液に上記銅塩または上記銅イオン含有溶液および過酸化水素を添加すると、得られた反応液中では、下記式(1)および(2)に示される反応により、上記銅塩から生成した銅イオンまたは上記銅イオン含有溶液に含まれる銅イオンと、過酸化水素水とが反応して、ヒドロキシラジカルが発生する(たとえばA.C.Mello−Filho and R.Meneghini,Mutation Res.,1991,251,109−113参照)。このヒドロキシラジカルは、リン酸エステルが炭酸ガス(CO2)となるまで分解できる。このように、酸化分解処理工程では、上記銅塩から生成した銅イオンの存在下、上記リン酸エステルが酸化分解される。
【0020】
Cu2+ + H2O2 → Cu+ + O2- + 2H+ (1)
Cu+ + H2O2 → Cu2+ + HO- + HO・ (2)
酸化分解処理工程は、銅塩または銅イオン含有溶液と過酸化水素とが添加された放射性廃液(反応液)の温度を20〜60℃、好ましくは40〜60℃として行う。本発明では、銅塩を用いているため、比較的低温の温和な条件で上記リン酸エステルを酸化分解できる。
【0021】
なお、反応液には、pH調整を行うために、硫酸等の酸や水酸化ナトリウム等のアルカリを必要に応じて添加してもよい。酸やアルカリの添加は、酸化分解処理工程を開始する前から該工程の終了後までの間、いつの時点で行ってもよい。
【0022】
本発明の酸化分解処理工程において、反応液のpHは、通常1〜3となっている。また、本発明では、リン酸エステルの酸化分解処理が進むにつれてpHの変化はほとんど見られず、pHは通常1〜3である。ところで、酸化分解処理が進むpHは通常1〜5であり、また、酸化分解処理が最も効率良く進行するpHは通常1〜3である。したがって、本発明の酸化分解処理工程ではpH調整を行わなくてもすむ場合が多い。
【0023】
さらに、本発明の酸化分解処理工程では、リン酸エステルの分解が穏やかに進行するため、分解反応時の泡立ちがほとんど見られず、消泡剤を添加しなくてもすむ場合が多い。これは、運転上の安全性が重要視される放射性廃液の処理において特に好ましい。ただし、本発明において消泡剤の添加を妨げるものではない。
【0024】
放射性廃液中のリン酸エステルの分解が完了したか否かは、TOC(全有機炭素)の測定により確認できる。放射性廃液の処理として、TOCの分解率が70%以上、より好ましくは75%以上となった場合は、リン酸エステルの分解が完了したとみなすことができる。
【0025】
リン酸エステルの分解が完了した後、処理済みの放射性廃液(リン酸エステルの分解が完了した反応液)は、通常固化工程等の次工程に送られる。次工程に送る際、必要に応じてアルカリを供給して、処理済みの放射性廃液を中和してもよい。本発明の酸化分解処理工程では水酸化銅等の沈殿物は生成しないため、処理済みの放射性廃液と沈殿物とを分離することなく、そのまま次工程を行うことができる。
【0026】
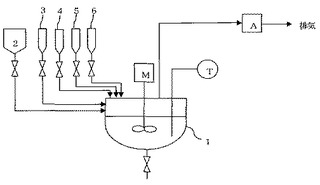
より具体的には、本発明では、たとえば図1に示す処理装置が使用される。
図1の処理装置は、リン酸エステルを湿式酸化分解するための反応槽1と、反応槽1に接続されており、該反応槽1に、放射性廃液を供給するための放射性廃液の供給タンク2、過酸化水素を供給するための過酸化水素の供給タンク3、および触媒(具体的には銅塩または銅塩から生成した銅イオンを含む溶液)を供給するための触媒の供給タンク4と、反応槽1に接続されており、該反応槽1に、酸を必要に応じて供給するための酸の供給タンク5、およびアルカリを必要に応じて供給するためのアルカリの供給タンク6とから構成される。また、反応槽1には、酸化分解中の放射性廃液を攪拌するための攪拌機Mおよび酸化分解中の放射性廃液の温度をモニターするための温度計Tが備えられている。さらに、必要に応じて、放射性廃液の分解処理に伴い発生する排ガスを分析するガス分析計Aを具備することができる。
【0027】
本発明の処理方法は、たとえば銅塩から調製した銅イオン含有溶液を用いる態様では、図1の処理装置を用いて以下のように行われる。まず、反応槽1に放射性廃液の供給タンク2から放射性廃液を供給する。次いで、反応槽1に触媒の供給タンク4から銅イオン含有溶液を供給し、過酸化水素の供給タンク3から過酸化水素水を供給する。なお、放射性廃液、過酸化水素および銅イオン含有溶液の供給順序は、上記に限定されず任意の順で供給してもよい。ここで、放射性廃液に添加する銅イオン含有溶液の量、および放射性廃液中のリン酸エステルと過酸化水素との割合が上述した好ましい範囲となるように、放射性廃液、銅イオン含有溶液および過酸化水素水を供給することが望ましい。
【0028】
過酸化水素水および銅イオン含有溶液が添加された放射性廃液(本明細書において反応液ともいう)のpHは通常1〜3である。pHがこの範囲にあるとリン酸エステルの酸化分解は速やかに進むため、この場合は酸の供給タンク5から酸を供給する必要はない。しかしながら、上記放射性廃液のpHが3を超える場合は、pHを1〜3に調整するため、酸の供給タンク5から酸を供給することが好ましい。
【0029】
また、過酸化水素水および銅イオン含有溶液が添加された放射性廃液の温度は通常20〜60℃、好ましくは20〜40℃であるが、温度が該範囲にない場合はヒーターまたはクーラーにより、この反応液の温度を通常20〜60℃、好ましくは40〜60℃に調節する。
【0030】
過酸化水素水および銅イオン含有溶液が添加された放射性廃液では、上記式(1)および(2)の反応がおこり、ヒドロキシラジカルが発生し、これによりリン酸エステルの酸化分解が開始する。攪拌機Mにより上記反応液を攪拌しながらリン酸エステルの酸化分解を行うことが好ましい。前記酸化分解により生じたガスは、反応槽1から排気される。この際、ガス分析計Aにより前記排ガスをモニターし、排ガス中の炭酸ガスの濃度および発生量を測定することが好ましい。
【0031】
また、リン酸エステルの酸化分解処理工程中、温度が上記範囲を保っているか温度計Tによりモニターし、上記範囲から外れている場合は加熱温度を調節する。
なお、本発明の処理方法では、リン酸エステルの酸化分解処理工程中にpHはほとんど変化しないため、通常pHを調整する必要は生じない。また、リン酸エステルの酸化分解処理工程中に発泡はほとんど見られないため、通常反応槽1に消泡剤は添加しなくてもよい。また、前記分解処理工程では、酸化銅、水酸化銅等の沈殿物は生成しないため、処理済みの反応液と沈殿物とを分離することなく、そのまま次工程を行うことができる。
【0032】
リン酸エステルの分解が完了したことをTOC(全有機炭素)の測定により確認した後、必要に応じてアルカリの供給タンク6からアルカリを供給して、処理済みの反応液を中和してもよい。処理済みの反応液は、通常固化工程等の次工程に送られる。
【0033】
なお、銅塩をそのまま用いる態様では、図1の処理装置を用いる場合は、上記説明において、反応槽1に、触媒の供給タンク4から銅イオン含有溶液を供給する代わりに、銅塩を直接供給すればよい。
【0034】
以上のように、本発明の処理方法によれば、20〜60℃といった比較的低温の温和な条件でリン酸エステルを酸化分解することができる。また、酸化分解中に発泡もほとんど見られず、穏やかに安全に廃液処理が行える。これは、安全性が最重要となる放射性廃液の処理において非常に有利である。
【0035】
また、本発明では、分解反応が進む際にも酸化銅や水酸化銅等の沈殿物は生成しない。この原因は、銅イオンの供給源として銅塩を用いたことにより酸化分解中のpH上昇が抑えられるためである。これにより、酸化分解処理工程後に沈殿物の分離工程を設けずにすみ、酸化分解処理済みの放射性廃液に対してすぐに固化工程等を行うことができる。
【0036】
また、廃液中のリン酸エステルの濃度が高い場合も、沈殿物は生成せず、分解反応が進む。
このように、本発明の処理方法によれば、放射性廃液を、穏やかに安全にかつ効率よく分解処理できる。
【0037】
これに対して、実施例で後述するように、本発明の放射性廃液の処理方法において、触媒として銅塩の代わりに鉄塩を用いると、酸化分解中に激しく発泡するため、安全に廃液処理が行えない。また、酸化分解中に沈殿が生成する。これは鉄塩から生成する鉄イオンが廃液中のDBPとFe(DBP)3等の不溶性錯体を形成することによると考えられる。このように、鉄塩を用いる場合はDBPの分解自体が阻害される。また、前記沈殿物を分離する工程が必要となる。
【0038】
また、廃液中のリン酸エステルの濃度が高いと、さらに鉄イオンが多量の不溶性錯体を形成して沈殿するため、鉄イオン触媒が著しく消尽し、分解処理工程の途中でリン酸エステルの分解が進まなくなることも考えられる。この場合、リン酸エステルの酸化分解を進めるためには、大量の鉄塩の添加を余儀なくされる。また、分解処理を促進するために高温で反応を行えば発泡が激しくなる恐れもある。
【0039】
さらに、本発明の放射性廃液の処理方法において、触媒として銅塩の代わりに銅粉末を用いる場合も、酸化分解中に発泡するため、安全に廃液処理が行えない。また、酸化分解中に溶液のpHが上昇し、水酸化物等の沈殿が生じる恐れがある。比較例2に後述するように、酸化分解処理工程後、分解処理済みの溶液中には、分解に使われず残存している銅粉末のほか、酸化銅や水酸化銅の沈殿物が含まれており、これらを分離する工程が必要となる。
【0040】
また、廃液中のリン酸エステルの濃度が高いと、酸化分解に伴うpHの上昇により、水酸化銅の沈殿が促進されることも考えられる。そのため、酸化分解を効率良く進めるためには、沈殿により消尽する銅粉末触媒を補うために大量の銅粉末触媒の添加の必要や、高温での反応を行うことを余儀なくされ、発泡が激しくなる恐れもある。また、酸化分解に伴ってさらにpHが上昇すると、酸化分解が進まなくなる領域となることも懸念される。
【0041】
一方、本発明の処理方法によれば、上述のように鉄塩触媒や銅粉末触媒を用いたときの問題が解決できる。
なお、上記ではリン酸エステルとして、TBPおよびその劣化生成物を含む放射性廃液の処理について説明したが、本発明においては、TBPおよびその劣化生成物以外のリン酸エステルを含む放射性廃液の処理についても、同様に穏和な条件で効率よく行える。また、本発明の処理方法は、リン酸エステルを含む生活排水や工業排水の処理にも適用できる。
【0042】
以上より、本発明はたとえば以下の(1)〜(3)に関する。
(1)リン酸エステルを含む放射性廃液の処理方法であって、上記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、上記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、上記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする放射性廃液の処理方法。
本発明の処理方法によれば、リン酸エステルを含む放射性廃液を穏和な条件で安全に効率よく分解できる。
【0043】
(2)上記リン酸エステルが、リン酸トリブチル、リン酸ジブチルおよびリン酸モノブチルからなる群の少なくとも一種を含むことを特徴とする(1)に記載の放射性廃液の処理方法。
このように、本発明の処理方法は、使用済燃料から再利用のためにウランおよびプルトニウムを抽出する過程で排出される放射性廃液の処理に好適に用いられる。
【0044】
(3)上記酸化分解処理工程が、40〜60℃の温度範囲で行われることを特徴とする(1)または(2)に記載の放射性廃液の処理方法。
本発明の処理方法によれば、40〜60℃のような穏和な条件においても放射性廃液を分解処理できる。
【実施例】
【0045】
[実施例1]
TBPの劣化生成物として、DBP(濃度22mmol/L)と、MBP(濃度18mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.2Lと、触媒の供給タンク4から硝酸銅三水和物塩の水溶液(濃度40mmol/L)0.2Lとを供給した後、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより60℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1〜2の間で推移した。
【0046】
DBPおよびMBPの分解率を評価するため、TOC(全有機炭素)を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから2日後の反応液(試験後)について測定を行った。
【0047】
また、銅イオン触媒の沈殿を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから2日後の反応液(試験後)について測定を行った。
【0048】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。また、本明細書において「触媒を供給した直後」とは、反応槽1に、触媒を供給した直後であって、過酸化水素を供給する前を意味する。
【0049】
[比較例1]
TBPの劣化生成物として、DBP(濃度22mmol/L)と、MBP(濃度18mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.2Lを供給した後、触媒の供給タンク4から硫酸第一鉄七水和物塩の水溶液(濃度20mmol/L)0.2Lと、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより60℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1〜2の間で推移した。
【0050】
DBPおよびMBPの分解率を評価するため、TOCを測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから0.5時間後の反応液(試験後)について測定を行った。
【0051】
また、鉄イオン触媒の沈殿を評価するため、廃液中の鉄イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから0.5時間後の反応液(試験後)について測定を行った。
【0052】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、鉄イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。
【0053】
以上のようにして得られた実施例1および比較例1における廃液のTOC濃度と銅または鉄イオン濃度の測定結果を表1に示す。また、酸化分解処理工程中の廃液の発泡についての観察結果も表1に示す。
【0054】
表1に示すように、実施例1では、酸化分解試験によりTOC濃度が80%以上減少しており、DBPおよびMBPが効率良く分解していることが示唆された。また、試験前後における廃液中の銅イオン濃度が変化していないことから、銅イオン触媒は沈殿せず、溶存状態を保っていることが示唆された。さらに、分解試験中、廃液の発泡はほとんど見られず、酸化分解反応が穏やかに進行することが認められた。
【0055】
一方、比較例1の方法では、TOC濃度が95%以上減少したが、同時に、鉄イオン濃度が80%以上減少し、多量の沈殿物の生成が認められた。上記沈殿物は、Fe(DBP)3等の不溶性錯体であると考えられるため、TOC濃度の減少は、実質的には上記不溶性錯体の形成に起因すると考えられる。したがって、比較例1では、本発明の目的である、リン酸エステルの分解処理を達成することが困難である。また、上記錯体の形成および、または鉄イオン触媒と過酸化水素との反応により、廃液が激しく発泡する様子が認められた。上記の如き発泡は、安全性が最重要である放射性廃液の処理においては不適切であり、実用上不利益が生じる。
【0056】
[実施例2]
TBPの劣化生成物として、DBP(濃度11mmol/L)と、MBP(濃度9mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.4Lと、硝酸銅三水和物塩8mmoLとを供給した後、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより40℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の硝酸性廃液のpHは、pH=1〜2の間で推移した。
【0057】
DBPおよびMBPの分解率を評価するため、TOCを測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから14日後の硝酸性廃液(試験後)について測定を行った。
【0058】
また、銅イオン触媒の沈殿を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから14日後の反応液(試験後)について測定を行った。
【0059】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。
【0060】
[比較例2]
TBPの劣化生成物として、DBP(濃度11mmol/L)と、MBP(濃度9mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.4Lを供給した後、銅粉末8mmoLと、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の硝酸性廃液の温度はヒーターにより40℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1.5〜3の間で推移した。
【0061】
DBPおよびMBPの分解率を評価するため、TOCを測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから5日後の反応液(試験後)について測定を行った。
【0062】
また、銅粉末触媒の残存量を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから5日後の反応液(試験後)について測定を行った。
【0063】
さらに、廃液中に生じた沈殿物を調査するため、酸化分解処理後の廃液をろ過し、ろ滓を水洗・乾燥処理した後、粉末X線回折により分析した。
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。また、粉末X線回折は、Rigaku製粉末X線回折装置RINT−2000を用いて実施した。
【0064】
以上のようにして得られた実施例2および比較例2における廃液のTOC濃度と銅イオン濃度の測定結果を表2に示す。また、酸化分解処理工程中の廃液の発泡についての観察結果も表2に示す。
【0065】
表2に示すように、実施例2および比較例2では、酸化分解試験によりTOC濃度が75%以上減少しており、DBPおよびMBPが効率良く分解していることが示唆された。また、実施例2では試験の前後において廃液中の銅イオン濃度が変化しなかったが、比較例2では、触媒を銅粉末として添加するため、試験前の銅イオン濃度はゼロであった。その後、DBP等の分解に伴い、可溶性の銅化合物(たとえばリン酸銅)が生じるため、廃液中の銅イオン濃度が増加したと考えられる。ところが、試験後の廃液を調査すると、淡青色の粉末が生じていることが確認できた。粉末X線回折によれば、前記粉末は、銅、酸化銅および水酸化銅を主成分とする化合物であった。これは、比較例2では、銅粉末触媒が未反応のまま残留し得ることに加え、不溶性の酸化銅および水酸化銅が生じることを示唆している。また、比較例2では、DBP等の分解により、反応液のpHが1.5(初期値)から3.0まで上昇していた。このpHの上昇は、DBP等の分解量が増大するにしたがい大きくなるため、多量の廃液ないしDBP等の濃度が濃い廃液を分解処理した場合、不溶性の水酸化銅が更に多量に生じる恐れがある。そのような場合、廃液中に添加した銅粉末触媒が消尽するため、DBP等の分解反応が進まなくなることが懸念される。
【0066】
なお、比較例2では、廃液に添加した銅粉末がすべて溶存状態になった場合、銅イオンの濃度は1300mg/Lになると見積られるが、表2に示すように、試験後に検出された廃液中の銅イオン濃度は700mg/Lであった。これは、初期に添加した銅粉末の約45%が銅、酸化銅または水酸化銅として廃液中に沈殿していることを示している。
【0067】
[実施例3]
TBPの劣化生成物として、DBP(濃度100mmol/L)を含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.1Lと、触媒の供給タンク4から硝酸銅三水和物塩の水溶液(濃度40mmol/L)0.1Lとを供給した後、過酸化水素の供給タンク3から35重量%過酸化水素水0.2Lを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより60℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1〜2の間で推移した。
【0068】
DBPおよびMBPの分解率を評価するため、TOC(全有機炭素)を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから6日後の反応液(試験後)について測定を行った。
【0069】
また、銅イオン触媒の沈殿を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから6日後の反応液(試験後)について測定を行った。
【0070】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。
【0071】
以上のようにして得られた実施例3における廃液のTOC濃度と銅イオン濃度の測定結果を表3に示す。また、酸化分解処理工程中の廃液の発泡についての観察結果も表3に示す。
【0072】
表3に示すように、実施例3では、酸化分解試験によりTOC濃度が80%以上減少しており、DBPが効率良く分解していることが示唆された。また、試験前後における廃液中の銅イオン濃度が変化していないことから、銅イオン触媒は沈殿せず、溶存状態を保っていることが示唆された。さらに、分解試験中、廃液の発泡はほとんど見られず、酸化分解反応が穏やかに進行することが認められた。
【0073】
また、実施例3では、反応液のpHは常時1〜2の間で推移した。これは、実施例1に比べて高濃度のリン酸エステルを含む廃液を分解処理した場合でも、銅イオン触媒の効果により廃液のpHの変動が効果的に抑制され、安定的な分解処理が可能であることを示している。
【0074】
【表1】

【0075】
【表2】
【0076】
【表3】
【産業上の利用可能性】
【0077】
実施例の結果より明らかなように、本発明は、60℃以下の温度条件においても、DBPやMBPを含む硝酸性廃液などの放射性廃液を効率良く酸化分解することができる。とりわけ、廃液の発泡がほとんど起こらない穏和な条件で酸化分解できる点は、安全性が最重要となる放射性廃液の処理にとって非常に有利である。
【0078】
また、本発明は、廃液の湿式酸化を行った後でも銅イオン濃度が減少せず、銅イオン触媒が沈殿しないことが示唆されている。したがって、従来の湿式酸化法の課題であった沈殿物の発生およびその処理に係る負荷を劇的に低減できる。この点は、本発明の処理方法を、有機リン酸エステルを含む放射性廃液の処理のみならず、一般の生活排水や工業排水の処理に適用する際にも有利である。
【0079】
以上のように、本発明は、放射性廃液の安全な処理に大きく貢献し、ひいては、我が国の重要な課題である使用済燃料の再処理システムの確立にも貢献することができる。
【符号の説明】
【0080】
1: 反応槽
2: 廃液のタンク
3: 過酸化水素の供給タンク
4: 触媒の供給タンク
5: 酸の供給タンク
6: アルカリの供給タンク
M: 攪拌機
T: 温度計
A: ガス分析計
【技術分野】
【0001】
本発明は、リン酸エステルを含む放射性廃液の処理方法に関する。
【背景技術】
【0002】
我が国では、原子力発電が地球温暖化とエネルギー安定供給に貢献しており、これを基幹電源と位置づけて着実に推進していくことを国策とし、使用済み燃料を再処理して回収されるプルトニウム、ウラン等を有効利用することを基本方針としている。国内の再処理工場では、使用済燃料を硝酸に溶解し、リン酸トリブチル(TBP)をn−ドデカン(n−D)で希釈した有機溶媒と接触させることによりウランとプルトニウムを抽出・回収する、いわゆるピューレックス法を採用している。有機溶媒は、使用しているうちに放射線分解または酸による加水分解等により劣化し、リン酸ジブチル(DBP)、リン酸モノブチル(MBP)およびリン酸のような劣化生成物を含有するようになる。これらの劣化生成物は、ウラン、プルトニウムおよび核分裂生成物と錯体を形成し、除染係数の低下、ウラン、プルトニウムの損失、界面沈殿物(クラッド)の形成等、抽出、逆抽出に悪い影響を及ぼす。特にDBPは、ウラン、プルトニウム、ジルコニウム等と安定な錯体を作り、有機溶媒中に残存し、抽出性能を著しく低下させるため十分に除去しなければならない。
【0003】
このようなことから、有機溶媒の性能を回復し、有機溶媒をリサイクルして使用することを目的に、溶媒洗浄工程が設けられている。ここで、溶媒洗浄工程とは、水酸化ナトリウムと炭酸ナトリウムのアルカリ溶液と硝酸を用いて劣化生成物を除去する工程である。当該工程ではDBP等の劣化生成物と放射能を含有する廃液(アルカリ廃液)が発生する。アルカリ廃液は、濃縮した後に高レベル濃縮廃液と混合され、高レベルガラス固化設備においてガラス固化される(固化工程)。当該工程においては、DBPが金属類と不溶解性の錯体を形成して貯槽内に堆積することや、溶融炉の温度管理に影響するなどの問題が懸念されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平7−23920号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
有機物を含有する廃液の処理技術の中で、湿式酸化法は他の方法に比べ穏和な条件で廃液を処理でき、かつ、処理プロセスを簡略化できる点で有望である。しかしながら、湿式酸化法で最も一般的な鉄イオン触媒を用いると、DBPとの間でFe(DBP)3等の不溶性錯体を形成して沈殿することが懸念されるため(W.Davis,Jr. and D.O.Rester,J.Inorg.Nucl.Chem.,1968,30,3317−3324)、鉄イオン触媒の使用は困難であると考えられる。また、類似の処理技術として特許文献1では、鉄イオンの代わりに金属銅粉末触媒を用いる方法が提案されている。しかしながら、この場合は、反応槽に添加した金属銅粉末等が沈殿物として残留するため、別途沈殿物の処理が必要になる。更に、特許文献1ではDBPによる不溶性錯体の生成に着眼した処理方法は開示されていない。
【0006】
前記のような実情から、DBPやMBP等の劣化生成物を含む放射性廃液を穏和な条件で効率良く分解し、かつ、沈殿物の分離を必要としない処理方法の開発が望まれる。
なお、TBPおよびその劣化生成物以外を含む放射性廃液の処理、いいかえるとその他のリン酸エステルを含む放射性廃液の処理においても、上述したように穏和な条件で効率よく行える処理方法の開発が望まれている。
【0007】
したがって、本発明の目的は、リン酸エステルを含む放射性廃液を穏和な条件で効率よく分解できる処理方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、たとえば、リン酸エステルを含む放射性廃液の処理方法であって、上記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、上記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、上記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする放射性廃液の処理方法に関する。
【発明の効果】
【0009】
本発明の処理方法によれば、リン酸エステルを含む放射性廃液を穏和な条件で安全に効率よく分解できる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明のリン酸エステルを含む放射性廃液の処理方法を説明するための図である。
【発明を実施するための形態】
【0011】
本発明は、リン酸エステルを含む放射性廃液の処理方法に関する。
本発明で処理される放射性廃液は、溶媒洗浄工程から発生する。
ピューレックス法による上記ウランおよびプルトニウムの抽出過程においては、一般的に、まず、使用済燃料を硝酸に溶解し、この硝酸溶液と、リン酸トリブチル(TBP)および希釈剤としてn−ドデカンを含む有機溶媒とを接触させて、ウランおよびプルトニウムを有機溶媒側に抽出する。次いで、この有機溶媒と希硝酸水とを接触させ、ウランおよびプルトニウムを希硝酸水側に抽出する。この抽出過程で使用された有機溶媒には、TBPのほか、放射線分解や酸による加水分解等によりTBPが劣化したリン酸ジブチル(DBP)、リン酸モノブチル(MBP)、リン酸などの劣化生成物が含まれてくる。溶媒洗浄工程では、水酸化ナトリウムと炭酸ナトリウムのアルカリ溶液と硝酸を用いて劣化生成物の除去を行い、有機溶媒を再生してリサイクルしている。そのため、当該工程からはDBP等の劣化生成物と放射能を含有するアルカリ廃液が発生する。本発明では、放射性廃液としてアルカリ廃液を処理することができる。
【0012】
このため、本発明にて処理する放射性廃液中のリン酸エステルとしては、通常リン酸トリブチル、リン酸ジブチルおよびリン酸モノブチルからなる群の少なくとも一種が含まれる。
【0013】
本発明で処理される放射性廃液には、リン酸エステルは通常1〜1000mmol/Lの濃度で含まれている。
本発明は、上記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、触媒となる上記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、上記リン酸エステルを酸化分解(湿式酸化分解)する酸化分解処理工程を含む。
【0014】
銅塩としては、一価または二価の銅イオンを生成し得る銅塩、たとえば塩化銅、硫酸銅、硝酸銅、塩基性炭酸銅などの無機の銅塩が挙げられる。これらは無水物であっても水和物であってもよい。これらは単独で用いても二種以上組み合わせて用いてもよい。放射性廃液に硝酸が含まれている場合は、硝酸銅が好適に用いられる。
【0015】
銅塩は、そのまま放射性廃液に添加してもよく、予め銅塩から生成した銅イオンを含む溶液(銅イオン含有溶液)として放射性廃液に添加してもよい。上記溶液としては、たとえば水に銅塩を添加して得られる水溶液が挙げられ、通常該水溶液中では銅塩は解離し、銅イオンが生成している。
【0016】
分解反応を速やかに行う観点からは、銅塩または銅イオン含有溶液は以下の量で用いることが好ましい。すなわち、銅塩および廃液の合計中または銅イオン含有溶液および廃液の合計中に、銅イオン濃度が1〜100mmol/L、より好ましくは5〜50mmol/Lの割合となるように銅塩および/または銅イオン含有溶液を用いることが好ましい。
【0017】
過酸化水素は、処理する放射性廃液の量に応じて適宜好ましい量で添加すればよいが、2〜70w/v%の過酸化水素水として添加することが好ましく、30〜70w/v%の過酸化水素水として添加することがより好ましい。
【0018】
分解反応を速やかに行う観点からは、過酸化水素を、リン酸エステル1molに対して上記過酸化水素が10〜500mol、より好ましくは50〜300molの割合となるように放射性廃液に添加することが好ましい。
【0019】
放射性廃液に上記銅塩または上記銅イオン含有溶液および過酸化水素を添加すると、得られた反応液中では、下記式(1)および(2)に示される反応により、上記銅塩から生成した銅イオンまたは上記銅イオン含有溶液に含まれる銅イオンと、過酸化水素水とが反応して、ヒドロキシラジカルが発生する(たとえばA.C.Mello−Filho and R.Meneghini,Mutation Res.,1991,251,109−113参照)。このヒドロキシラジカルは、リン酸エステルが炭酸ガス(CO2)となるまで分解できる。このように、酸化分解処理工程では、上記銅塩から生成した銅イオンの存在下、上記リン酸エステルが酸化分解される。
【0020】
Cu2+ + H2O2 → Cu+ + O2- + 2H+ (1)
Cu+ + H2O2 → Cu2+ + HO- + HO・ (2)
酸化分解処理工程は、銅塩または銅イオン含有溶液と過酸化水素とが添加された放射性廃液(反応液)の温度を20〜60℃、好ましくは40〜60℃として行う。本発明では、銅塩を用いているため、比較的低温の温和な条件で上記リン酸エステルを酸化分解できる。
【0021】
なお、反応液には、pH調整を行うために、硫酸等の酸や水酸化ナトリウム等のアルカリを必要に応じて添加してもよい。酸やアルカリの添加は、酸化分解処理工程を開始する前から該工程の終了後までの間、いつの時点で行ってもよい。
【0022】
本発明の酸化分解処理工程において、反応液のpHは、通常1〜3となっている。また、本発明では、リン酸エステルの酸化分解処理が進むにつれてpHの変化はほとんど見られず、pHは通常1〜3である。ところで、酸化分解処理が進むpHは通常1〜5であり、また、酸化分解処理が最も効率良く進行するpHは通常1〜3である。したがって、本発明の酸化分解処理工程ではpH調整を行わなくてもすむ場合が多い。
【0023】
さらに、本発明の酸化分解処理工程では、リン酸エステルの分解が穏やかに進行するため、分解反応時の泡立ちがほとんど見られず、消泡剤を添加しなくてもすむ場合が多い。これは、運転上の安全性が重要視される放射性廃液の処理において特に好ましい。ただし、本発明において消泡剤の添加を妨げるものではない。
【0024】
放射性廃液中のリン酸エステルの分解が完了したか否かは、TOC(全有機炭素)の測定により確認できる。放射性廃液の処理として、TOCの分解率が70%以上、より好ましくは75%以上となった場合は、リン酸エステルの分解が完了したとみなすことができる。
【0025】
リン酸エステルの分解が完了した後、処理済みの放射性廃液(リン酸エステルの分解が完了した反応液)は、通常固化工程等の次工程に送られる。次工程に送る際、必要に応じてアルカリを供給して、処理済みの放射性廃液を中和してもよい。本発明の酸化分解処理工程では水酸化銅等の沈殿物は生成しないため、処理済みの放射性廃液と沈殿物とを分離することなく、そのまま次工程を行うことができる。
【0026】
より具体的には、本発明では、たとえば図1に示す処理装置が使用される。
図1の処理装置は、リン酸エステルを湿式酸化分解するための反応槽1と、反応槽1に接続されており、該反応槽1に、放射性廃液を供給するための放射性廃液の供給タンク2、過酸化水素を供給するための過酸化水素の供給タンク3、および触媒(具体的には銅塩または銅塩から生成した銅イオンを含む溶液)を供給するための触媒の供給タンク4と、反応槽1に接続されており、該反応槽1に、酸を必要に応じて供給するための酸の供給タンク5、およびアルカリを必要に応じて供給するためのアルカリの供給タンク6とから構成される。また、反応槽1には、酸化分解中の放射性廃液を攪拌するための攪拌機Mおよび酸化分解中の放射性廃液の温度をモニターするための温度計Tが備えられている。さらに、必要に応じて、放射性廃液の分解処理に伴い発生する排ガスを分析するガス分析計Aを具備することができる。
【0027】
本発明の処理方法は、たとえば銅塩から調製した銅イオン含有溶液を用いる態様では、図1の処理装置を用いて以下のように行われる。まず、反応槽1に放射性廃液の供給タンク2から放射性廃液を供給する。次いで、反応槽1に触媒の供給タンク4から銅イオン含有溶液を供給し、過酸化水素の供給タンク3から過酸化水素水を供給する。なお、放射性廃液、過酸化水素および銅イオン含有溶液の供給順序は、上記に限定されず任意の順で供給してもよい。ここで、放射性廃液に添加する銅イオン含有溶液の量、および放射性廃液中のリン酸エステルと過酸化水素との割合が上述した好ましい範囲となるように、放射性廃液、銅イオン含有溶液および過酸化水素水を供給することが望ましい。
【0028】
過酸化水素水および銅イオン含有溶液が添加された放射性廃液(本明細書において反応液ともいう)のpHは通常1〜3である。pHがこの範囲にあるとリン酸エステルの酸化分解は速やかに進むため、この場合は酸の供給タンク5から酸を供給する必要はない。しかしながら、上記放射性廃液のpHが3を超える場合は、pHを1〜3に調整するため、酸の供給タンク5から酸を供給することが好ましい。
【0029】
また、過酸化水素水および銅イオン含有溶液が添加された放射性廃液の温度は通常20〜60℃、好ましくは20〜40℃であるが、温度が該範囲にない場合はヒーターまたはクーラーにより、この反応液の温度を通常20〜60℃、好ましくは40〜60℃に調節する。
【0030】
過酸化水素水および銅イオン含有溶液が添加された放射性廃液では、上記式(1)および(2)の反応がおこり、ヒドロキシラジカルが発生し、これによりリン酸エステルの酸化分解が開始する。攪拌機Mにより上記反応液を攪拌しながらリン酸エステルの酸化分解を行うことが好ましい。前記酸化分解により生じたガスは、反応槽1から排気される。この際、ガス分析計Aにより前記排ガスをモニターし、排ガス中の炭酸ガスの濃度および発生量を測定することが好ましい。
【0031】
また、リン酸エステルの酸化分解処理工程中、温度が上記範囲を保っているか温度計Tによりモニターし、上記範囲から外れている場合は加熱温度を調節する。
なお、本発明の処理方法では、リン酸エステルの酸化分解処理工程中にpHはほとんど変化しないため、通常pHを調整する必要は生じない。また、リン酸エステルの酸化分解処理工程中に発泡はほとんど見られないため、通常反応槽1に消泡剤は添加しなくてもよい。また、前記分解処理工程では、酸化銅、水酸化銅等の沈殿物は生成しないため、処理済みの反応液と沈殿物とを分離することなく、そのまま次工程を行うことができる。
【0032】
リン酸エステルの分解が完了したことをTOC(全有機炭素)の測定により確認した後、必要に応じてアルカリの供給タンク6からアルカリを供給して、処理済みの反応液を中和してもよい。処理済みの反応液は、通常固化工程等の次工程に送られる。
【0033】
なお、銅塩をそのまま用いる態様では、図1の処理装置を用いる場合は、上記説明において、反応槽1に、触媒の供給タンク4から銅イオン含有溶液を供給する代わりに、銅塩を直接供給すればよい。
【0034】
以上のように、本発明の処理方法によれば、20〜60℃といった比較的低温の温和な条件でリン酸エステルを酸化分解することができる。また、酸化分解中に発泡もほとんど見られず、穏やかに安全に廃液処理が行える。これは、安全性が最重要となる放射性廃液の処理において非常に有利である。
【0035】
また、本発明では、分解反応が進む際にも酸化銅や水酸化銅等の沈殿物は生成しない。この原因は、銅イオンの供給源として銅塩を用いたことにより酸化分解中のpH上昇が抑えられるためである。これにより、酸化分解処理工程後に沈殿物の分離工程を設けずにすみ、酸化分解処理済みの放射性廃液に対してすぐに固化工程等を行うことができる。
【0036】
また、廃液中のリン酸エステルの濃度が高い場合も、沈殿物は生成せず、分解反応が進む。
このように、本発明の処理方法によれば、放射性廃液を、穏やかに安全にかつ効率よく分解処理できる。
【0037】
これに対して、実施例で後述するように、本発明の放射性廃液の処理方法において、触媒として銅塩の代わりに鉄塩を用いると、酸化分解中に激しく発泡するため、安全に廃液処理が行えない。また、酸化分解中に沈殿が生成する。これは鉄塩から生成する鉄イオンが廃液中のDBPとFe(DBP)3等の不溶性錯体を形成することによると考えられる。このように、鉄塩を用いる場合はDBPの分解自体が阻害される。また、前記沈殿物を分離する工程が必要となる。
【0038】
また、廃液中のリン酸エステルの濃度が高いと、さらに鉄イオンが多量の不溶性錯体を形成して沈殿するため、鉄イオン触媒が著しく消尽し、分解処理工程の途中でリン酸エステルの分解が進まなくなることも考えられる。この場合、リン酸エステルの酸化分解を進めるためには、大量の鉄塩の添加を余儀なくされる。また、分解処理を促進するために高温で反応を行えば発泡が激しくなる恐れもある。
【0039】
さらに、本発明の放射性廃液の処理方法において、触媒として銅塩の代わりに銅粉末を用いる場合も、酸化分解中に発泡するため、安全に廃液処理が行えない。また、酸化分解中に溶液のpHが上昇し、水酸化物等の沈殿が生じる恐れがある。比較例2に後述するように、酸化分解処理工程後、分解処理済みの溶液中には、分解に使われず残存している銅粉末のほか、酸化銅や水酸化銅の沈殿物が含まれており、これらを分離する工程が必要となる。
【0040】
また、廃液中のリン酸エステルの濃度が高いと、酸化分解に伴うpHの上昇により、水酸化銅の沈殿が促進されることも考えられる。そのため、酸化分解を効率良く進めるためには、沈殿により消尽する銅粉末触媒を補うために大量の銅粉末触媒の添加の必要や、高温での反応を行うことを余儀なくされ、発泡が激しくなる恐れもある。また、酸化分解に伴ってさらにpHが上昇すると、酸化分解が進まなくなる領域となることも懸念される。
【0041】
一方、本発明の処理方法によれば、上述のように鉄塩触媒や銅粉末触媒を用いたときの問題が解決できる。
なお、上記ではリン酸エステルとして、TBPおよびその劣化生成物を含む放射性廃液の処理について説明したが、本発明においては、TBPおよびその劣化生成物以外のリン酸エステルを含む放射性廃液の処理についても、同様に穏和な条件で効率よく行える。また、本発明の処理方法は、リン酸エステルを含む生活排水や工業排水の処理にも適用できる。
【0042】
以上より、本発明はたとえば以下の(1)〜(3)に関する。
(1)リン酸エステルを含む放射性廃液の処理方法であって、上記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、上記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、上記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする放射性廃液の処理方法。
本発明の処理方法によれば、リン酸エステルを含む放射性廃液を穏和な条件で安全に効率よく分解できる。
【0043】
(2)上記リン酸エステルが、リン酸トリブチル、リン酸ジブチルおよびリン酸モノブチルからなる群の少なくとも一種を含むことを特徴とする(1)に記載の放射性廃液の処理方法。
このように、本発明の処理方法は、使用済燃料から再利用のためにウランおよびプルトニウムを抽出する過程で排出される放射性廃液の処理に好適に用いられる。
【0044】
(3)上記酸化分解処理工程が、40〜60℃の温度範囲で行われることを特徴とする(1)または(2)に記載の放射性廃液の処理方法。
本発明の処理方法によれば、40〜60℃のような穏和な条件においても放射性廃液を分解処理できる。
【実施例】
【0045】
[実施例1]
TBPの劣化生成物として、DBP(濃度22mmol/L)と、MBP(濃度18mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.2Lと、触媒の供給タンク4から硝酸銅三水和物塩の水溶液(濃度40mmol/L)0.2Lとを供給した後、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより60℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1〜2の間で推移した。
【0046】
DBPおよびMBPの分解率を評価するため、TOC(全有機炭素)を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから2日後の反応液(試験後)について測定を行った。
【0047】
また、銅イオン触媒の沈殿を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから2日後の反応液(試験後)について測定を行った。
【0048】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。また、本明細書において「触媒を供給した直後」とは、反応槽1に、触媒を供給した直後であって、過酸化水素を供給する前を意味する。
【0049】
[比較例1]
TBPの劣化生成物として、DBP(濃度22mmol/L)と、MBP(濃度18mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.2Lを供給した後、触媒の供給タンク4から硫酸第一鉄七水和物塩の水溶液(濃度20mmol/L)0.2Lと、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより60℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1〜2の間で推移した。
【0050】
DBPおよびMBPの分解率を評価するため、TOCを測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから0.5時間後の反応液(試験後)について測定を行った。
【0051】
また、鉄イオン触媒の沈殿を評価するため、廃液中の鉄イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから0.5時間後の反応液(試験後)について測定を行った。
【0052】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、鉄イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。
【0053】
以上のようにして得られた実施例1および比較例1における廃液のTOC濃度と銅または鉄イオン濃度の測定結果を表1に示す。また、酸化分解処理工程中の廃液の発泡についての観察結果も表1に示す。
【0054】
表1に示すように、実施例1では、酸化分解試験によりTOC濃度が80%以上減少しており、DBPおよびMBPが効率良く分解していることが示唆された。また、試験前後における廃液中の銅イオン濃度が変化していないことから、銅イオン触媒は沈殿せず、溶存状態を保っていることが示唆された。さらに、分解試験中、廃液の発泡はほとんど見られず、酸化分解反応が穏やかに進行することが認められた。
【0055】
一方、比較例1の方法では、TOC濃度が95%以上減少したが、同時に、鉄イオン濃度が80%以上減少し、多量の沈殿物の生成が認められた。上記沈殿物は、Fe(DBP)3等の不溶性錯体であると考えられるため、TOC濃度の減少は、実質的には上記不溶性錯体の形成に起因すると考えられる。したがって、比較例1では、本発明の目的である、リン酸エステルの分解処理を達成することが困難である。また、上記錯体の形成および、または鉄イオン触媒と過酸化水素との反応により、廃液が激しく発泡する様子が認められた。上記の如き発泡は、安全性が最重要である放射性廃液の処理においては不適切であり、実用上不利益が生じる。
【0056】
[実施例2]
TBPの劣化生成物として、DBP(濃度11mmol/L)と、MBP(濃度9mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.4Lと、硝酸銅三水和物塩8mmoLとを供給した後、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより40℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の硝酸性廃液のpHは、pH=1〜2の間で推移した。
【0057】
DBPおよびMBPの分解率を評価するため、TOCを測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから14日後の硝酸性廃液(試験後)について測定を行った。
【0058】
また、銅イオン触媒の沈殿を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから14日後の反応液(試験後)について測定を行った。
【0059】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。
【0060】
[比較例2]
TBPの劣化生成物として、DBP(濃度11mmol/L)と、MBP(濃度9mmol/L)とを含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.4Lを供給した後、銅粉末8mmoLと、過酸化水素の供給タンク3から35重量%過酸化水素水0.14Lとを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の硝酸性廃液の温度はヒーターにより40℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1.5〜3の間で推移した。
【0061】
DBPおよびMBPの分解率を評価するため、TOCを測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから5日後の反応液(試験後)について測定を行った。
【0062】
また、銅粉末触媒の残存量を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから5日後の反応液(試験後)について測定を行った。
【0063】
さらに、廃液中に生じた沈殿物を調査するため、酸化分解処理後の廃液をろ過し、ろ滓を水洗・乾燥処理した後、粉末X線回折により分析した。
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。また、粉末X線回折は、Rigaku製粉末X線回折装置RINT−2000を用いて実施した。
【0064】
以上のようにして得られた実施例2および比較例2における廃液のTOC濃度と銅イオン濃度の測定結果を表2に示す。また、酸化分解処理工程中の廃液の発泡についての観察結果も表2に示す。
【0065】
表2に示すように、実施例2および比較例2では、酸化分解試験によりTOC濃度が75%以上減少しており、DBPおよびMBPが効率良く分解していることが示唆された。また、実施例2では試験の前後において廃液中の銅イオン濃度が変化しなかったが、比較例2では、触媒を銅粉末として添加するため、試験前の銅イオン濃度はゼロであった。その後、DBP等の分解に伴い、可溶性の銅化合物(たとえばリン酸銅)が生じるため、廃液中の銅イオン濃度が増加したと考えられる。ところが、試験後の廃液を調査すると、淡青色の粉末が生じていることが確認できた。粉末X線回折によれば、前記粉末は、銅、酸化銅および水酸化銅を主成分とする化合物であった。これは、比較例2では、銅粉末触媒が未反応のまま残留し得ることに加え、不溶性の酸化銅および水酸化銅が生じることを示唆している。また、比較例2では、DBP等の分解により、反応液のpHが1.5(初期値)から3.0まで上昇していた。このpHの上昇は、DBP等の分解量が増大するにしたがい大きくなるため、多量の廃液ないしDBP等の濃度が濃い廃液を分解処理した場合、不溶性の水酸化銅が更に多量に生じる恐れがある。そのような場合、廃液中に添加した銅粉末触媒が消尽するため、DBP等の分解反応が進まなくなることが懸念される。
【0066】
なお、比較例2では、廃液に添加した銅粉末がすべて溶存状態になった場合、銅イオンの濃度は1300mg/Lになると見積られるが、表2に示すように、試験後に検出された廃液中の銅イオン濃度は700mg/Lであった。これは、初期に添加した銅粉末の約45%が銅、酸化銅または水酸化銅として廃液中に沈殿していることを示している。
【0067】
[実施例3]
TBPの劣化生成物として、DBP(濃度100mmol/L)を含む硝酸性廃液に対して、図1の処理装置を用いて以下の条件で湿式酸化試験を行った。即ち、反応槽1に、放射性廃液の供給タンク2から硝酸性廃液0.1Lと、触媒の供給タンク4から硝酸銅三水和物塩の水溶液(濃度40mmol/L)0.1Lとを供給した後、過酸化水素の供給タンク3から35重量%過酸化水素水0.2Lを供給して、反応液の酸化分解処理工程を開始した。ここで反応槽1中の反応液の温度はヒーターにより60℃に保ちながら、また攪拌機Mにて攪拌しながら、リン酸エステルの酸化分解処理を行った。上記酸化分解処理工程において、反応槽1中の反応液のpHは、pH=1〜2の間で推移した。
【0068】
DBPおよびMBPの分解率を評価するため、TOC(全有機炭素)を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから6日後の反応液(試験後)について測定を行った。
【0069】
また、銅イオン触媒の沈殿を評価するため、廃液中の銅イオン濃度の変化を測定した。具体的には、触媒を供給した直後の硝酸性廃液(試験前)および酸化分解処理工程を開始してから6日後の反応液(試験後)について測定を行った。
【0070】
なお、TOCは、島津製作所製全有機体炭素計TOC−VCSNにより測定した。また、銅イオン濃度は、エスアイアイナノテクノロジー社製ICP発光分光分析装置SPS5520で測定した。
【0071】
以上のようにして得られた実施例3における廃液のTOC濃度と銅イオン濃度の測定結果を表3に示す。また、酸化分解処理工程中の廃液の発泡についての観察結果も表3に示す。
【0072】
表3に示すように、実施例3では、酸化分解試験によりTOC濃度が80%以上減少しており、DBPが効率良く分解していることが示唆された。また、試験前後における廃液中の銅イオン濃度が変化していないことから、銅イオン触媒は沈殿せず、溶存状態を保っていることが示唆された。さらに、分解試験中、廃液の発泡はほとんど見られず、酸化分解反応が穏やかに進行することが認められた。
【0073】
また、実施例3では、反応液のpHは常時1〜2の間で推移した。これは、実施例1に比べて高濃度のリン酸エステルを含む廃液を分解処理した場合でも、銅イオン触媒の効果により廃液のpHの変動が効果的に抑制され、安定的な分解処理が可能であることを示している。
【0074】
【表1】
【0075】
【表2】
【0076】
【表3】
【産業上の利用可能性】
【0077】
実施例の結果より明らかなように、本発明は、60℃以下の温度条件においても、DBPやMBPを含む硝酸性廃液などの放射性廃液を効率良く酸化分解することができる。とりわけ、廃液の発泡がほとんど起こらない穏和な条件で酸化分解できる点は、安全性が最重要となる放射性廃液の処理にとって非常に有利である。
【0078】
また、本発明は、廃液の湿式酸化を行った後でも銅イオン濃度が減少せず、銅イオン触媒が沈殿しないことが示唆されている。したがって、従来の湿式酸化法の課題であった沈殿物の発生およびその処理に係る負荷を劇的に低減できる。この点は、本発明の処理方法を、有機リン酸エステルを含む放射性廃液の処理のみならず、一般の生活排水や工業排水の処理に適用する際にも有利である。
【0079】
以上のように、本発明は、放射性廃液の安全な処理に大きく貢献し、ひいては、我が国の重要な課題である使用済燃料の再処理システムの確立にも貢献することができる。
【符号の説明】
【0080】
1: 反応槽
2: 廃液のタンク
3: 過酸化水素の供給タンク
4: 触媒の供給タンク
5: 酸の供給タンク
6: アルカリの供給タンク
M: 攪拌機
T: 温度計
A: ガス分析計
【特許請求の範囲】
【請求項1】
リン酸エステルを含む放射性廃液の処理方法であって、
前記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、前記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、前記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする放射性廃液の処理方法。
【請求項2】
前記リン酸エステルが、リン酸トリブチル、リン酸ジブチルおよびリン酸モノブチルからなる群の少なくとも一種を含むことを特徴とする請求項1に記載の放射性廃液の処理方法。
【請求項3】
前記酸化分解処理工程が、40〜60℃の温度範囲で行われることを特徴とする請求項1または2に記載の放射性廃液の処理方法。
【請求項1】
リン酸エステルを含む放射性廃液の処理方法であって、
前記放射性廃液に、銅イオンを生成し得る銅塩または銅塩から生成した銅イオンを含む溶液と、過酸化水素とを添加し、前記銅塩から生成した銅イオンの存在下、20〜60℃の温度範囲で、前記リン酸エステルを酸化分解する酸化分解処理工程を含むことを特徴とする放射性廃液の処理方法。
【請求項2】
前記リン酸エステルが、リン酸トリブチル、リン酸ジブチルおよびリン酸モノブチルからなる群の少なくとも一種を含むことを特徴とする請求項1に記載の放射性廃液の処理方法。
【請求項3】
前記酸化分解処理工程が、40〜60℃の温度範囲で行われることを特徴とする請求項1または2に記載の放射性廃液の処理方法。
【図1】

【公開番号】特開2012−198103(P2012−198103A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−62440(P2011−62440)
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000004411)日揮株式会社 (94)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000004411)日揮株式会社 (94)
[ Back to top ]