
ロボットアーク溶接のアークスタート制御方法
【課題】 溶接開始に際して、溶接ロボットのマニュピュレータに取り付けられた溶接トーチ4から送給される溶接ワイヤ1を被溶接物2に一旦接触させた後に引き離し、この引き離しによって初期アーク3aを発生させた後に定常アーク3bへと移行させるロボットアーク溶接のアークスタート制御方法において、前記溶接ワイヤ1の引き離しを後退送給によって行った場合、送給方向の反転に時間がかかるために、タクトタイムが長くなり、かつ、アークスタート部分の溶接品質が悪くなることがある。
【解決手段】 本発明は、前記溶接ワイヤ1の引き離しを、前記溶接トーチ4の後退移動によって行う、ことを特徴とするロボットアーク溶接のアークスタート制御方法である。
【解決手段】 本発明は、前記溶接ワイヤ1の引き離しを、前記溶接トーチ4の後退移動によって行う、ことを特徴とするロボットアーク溶接のアークスタート制御方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接ワイヤを被溶接物へ近づけて接触させた後に、反転して溶接ワイヤを被溶接物から離して初期アークを発生させ、再び溶接ワイヤを被溶接物へ近づける方向に送給して定常のアークへと移行させるロボットアーク溶接のアークスタート制御方法に関する。
【背景技術】
【0002】
溶接電源装置によって溶接電圧を印加して溶接ワイヤと被溶接物との間にアークを発生させると共に、溶接ロボットのマニュピュレータに取り付けられた溶接トーチを移動させて溶接する消耗電極式のロボットアーク溶接において、
溶接開始信号が外部から入力されると、マニュピュレータを移動させることによって溶接トーチを予め教示された溶接開始位置Spまで移動させた後に停止状態のままで、ワイヤ送給モータを正回転させて溶接ワイヤを被溶接物へ前進送給し、続けて溶接ワイヤが被溶接物に接触したことを判別するとワイヤ送給モータを逆回転させて溶接ワイヤを後退送給し、同時に小電流値の初期電流Isを通電し、続けて後退送給によって溶接ワイヤが被溶接物から離れて初期アークが発生すると溶接ワイヤを定常の送給速度Wsで再び前進送給すると共に定常の溶接電流Icを通電し、同時に溶接トーチを上記の停止状態から予め教示された溶接方向への移動に切り換えることによって定常のアークに移行させるアークスタート制御方法が従来から知られている。以下、この従来技術のアークスタート制御方法について、図面を参照して説明する。
【0003】
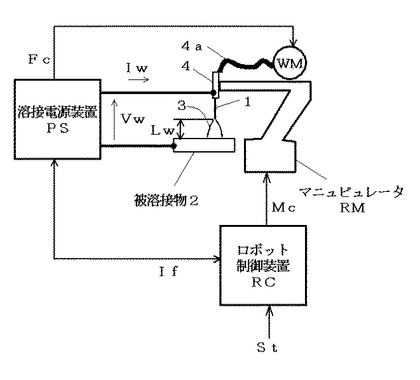
図10は、従来技術のロボットアーク溶接装置の構成図である。以下、同図を参照して説明する。
ロボット制御装置RCは、溶接開始信号Stが外部から入力されると、マニュピュレータRMの動作制御を行う動作制御信号Mcを出力すると共に、図11で後述する電圧設定信号Vs、定常の送給速度設定信号Ws及び出力開始信号Onによって形成されるインターフェース信号Ifを溶接電源装置PSへ送信する。
マニュピュレータRMは、ワイヤ送給モータWM及び溶接トーチ4を搭載して、上記の動作制御信号Mcに従って溶接トーチ4の先端位置(TCP)を予め教示された動作軌跡に沿って移動させる。溶接ワイヤ1は、上記のワイヤ送給モータWMと上記の溶接トーチ4の本体との間をつなぐ長さ1.5[m]程度のコイルライナ4aの中を通って送給される。
【0004】
溶接電源装置PSは、上記のインターフェース信号Ifを受信して、溶接トーチ4の先端に装着されたコンタクトチップを介して溶接ワイヤ1に溶接電圧Vwを給電して、溶接ワイヤ1と被溶接物2との間にアーク3を発生させて溶接電流Iwを通電する。同様に、この溶接電源装置PSは、送給制御信号Fcを出力して、上記のワイヤ送給モータWMの回転方向及び回転速度を制御する。溶接ワイヤ1の先端と被溶接物2との距離がワイヤ先端・被溶接物間距離Lw[mm]であり、したがってこのワイヤ先端・被溶接物間距離Lwはアーク発生中はアーク長と同一になる。
【0005】
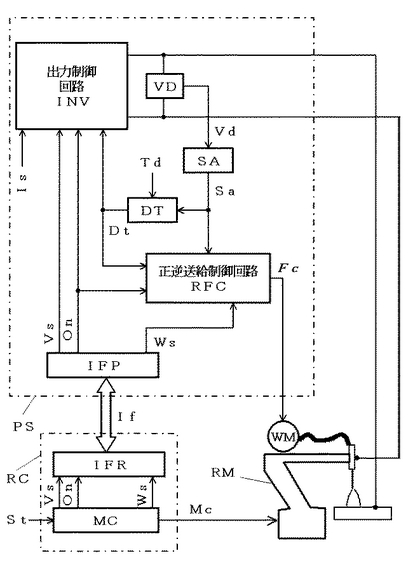
図11は、図10で上述したロボット制御装置RC及び溶接電源装置PSのブロック図である。以下、同図を参照して、各回路ブロックについて説明する。
ロボット制御装置RCは、以下の回路ブロックから構成される。動作制御回路MCは、溶接開始信号Stが入力されると、マニュピュレータRMを予め教示された動作軌跡に沿って移動させる動作制御信号McをマニュピュレータRMの各軸のモータへ出力する。同時に、この動作制御回路MCは、電圧設定信号Vs、定常の送給速度設定信号Ws及び出力開始信号Onをロボットインターフェース回路IFRへ出力する。ロボットインターフェース回路IFRは、上記の3つの信号から形成されるインターフェース信号Ifを溶接電源装置PSへ送信する。
【0006】
他方、溶接電源装置PSは、以下の回路ブロックから構成される。電圧検出回路VDは、溶接電圧Vwを検出して、電圧検出信号Vdを出力する。短絡/アーク判別回路SAは、上記の電圧検出信号Vdを入力として、溶接ワイヤと被溶接物との間が接触状態のときは短絡信号(Highレベル)を、アーク発生状態のときはアーク発生信号(Lowレベル)を、短絡/アーク判別信号Saとして出力する。遅延回路DTは、初期アーク発生後に再び前進送給へと切り換えるタイミングを遅延するために、上記の短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点から予め定めた遅延時間Tdの間だけHighレベルとなる遅延信号Dtを出力する。
【0007】
溶接電源インターフェース回路IFPは、上記のインターフェース信号Ifを受信して、電圧設定信号Vs、定常の送給速度設定信号Ws及び出力開始信号Onを出力する。正逆送給制御回路RFCは、上記の出力開始信号Onが入力(Highレベル)されると、溶接ワイヤを被溶接物へ前進送給し、続けて上記の短絡/アーク判別信号Saが短絡信号になると溶接ワイヤを被溶接物から後退送給し、続けて上記の遅延信号DtがHighレベルからLowレベルへ変化すると再び溶接ワイヤを被溶接物へ上記の定常の送給速度設定信号Wsに相当する送給速度で前進送給するための送給制御信号Fcを出力する。ワイヤ送給モータWMは、上記の送給制御信号Fcに従って溶接ワイヤを前進送給又は後退送給する。
【0008】
出力制御回路INVは、商用電源(通常は3相200V)を入力として、インバータ制御、サイリスタ位相制御等によって、アークを安定に維持するために適した溶接電圧及び溶接電流を出力する。この出力制御回路INVは、上記の出力開始信号Onが入力された時点から上記の遅延信号DtがHighレベルからLowレベルへ変化する時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0009】
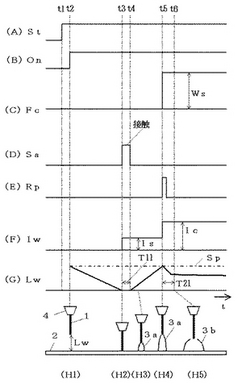
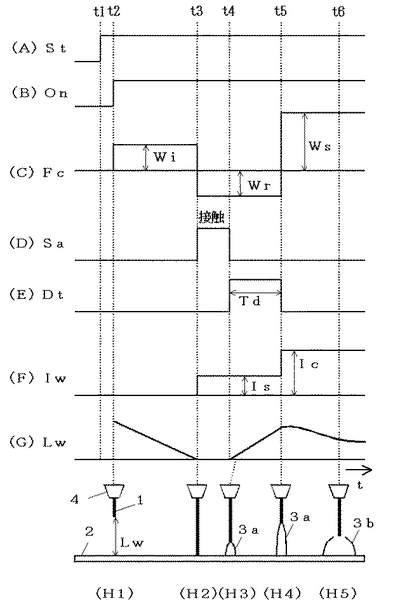
図12は、図11で上述したロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は遅延信号Dtの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。以下、同図を参照して説明する。
【0010】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力(Highレベル)されると、マニュピュレータに取り付けられた溶接トーチ4を移動させて、時刻t2において溶接トーチ4は予め教示された溶接開始位置Spに到着して停止する。
【0011】
(2)時刻t2〜t3の期間
時刻t2において、溶接トーチ4が溶接開始位置Spに到着すると、同図(B)に示すように、前述した動作制御回路Mcから出力開始信号Onが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは予め定めた正の値の初期送給速度設定値Wiとなり、同図(H1)に示すように、溶接ワイヤ1は被溶接物2へ初期送給速度で前進送給される。なお、送給制御信号Fcが正の値のときは前進送給となり、負の値のときは後退送給となる。同時に、前述した出力制御回路INVは定電流特性又は垂下特性を形成して出力しているが、この期間中は溶接ワイヤ1と被溶接物2とは離れており無負荷状態にあるために、無負荷電圧が印加する。
また、時刻t2〜t3の期間中は、上記の前進送給によって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に短くなる。
【0012】
(3)時刻t3〜t4の期間
時刻t3において、同図(H2)に示すように、上記(2)項の前進送給によって溶接ワイヤ1が被溶接物2に接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。これに応じて、同図(C)に示すように、送給制御信号Fcは予め定めた負の値の後退送給速度設定値Wrとなり、溶接ワイヤ1は被溶接物2から後退送給速度で後退送給される。同時に、同図(F)に示すように、(2)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。この初期電流Isの値は、数[A]〜数十[A]程度の小電流値に設定される。
また、時刻t3〜t4の期間中は、前述したワイヤ送給モータWMが正回転(前進送給)から逆回転(後退送給)へ反転するためのモータ応答遅れ時間が発生する。さらに、前述したコイルライナの曲がりによる遊び分を後退送給によってキャンセルするための遊び分応答遅れ時間も発生する。このために、この期間中は、溶接ワイヤ1と被溶接物2とは接触状態のままであり、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは0[mm]のままである。
【0013】
(4)時刻t4〜t5の期間
時刻t4直後において、同図(H3)に示すように、上記(3)項の後退送給によって溶接ワイヤ1と被溶接物2とが離れると、上記の初期電流Isが通電する初期アーク3aが発生する。また、初期アーク3aが発生した時刻t4から前述した遅延時間Tdが経過する時刻t5までの間は、同図(E)に示すように、遅延信号DtはHighレベルのままである。そして、この間は、同図(H4)に示すように、上記の初期アーク発生状態3aを維持したままで後退送給を継続する。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に長くなる。
【0014】
(5)時刻t5以降の期間
時刻t5において、同図(E)に示すように、遅延信号DtがHighレベルからLowレベルへ変化すると、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ定常の送給速度で再び前進送給される。同時に、前述した出力制御回路INVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧は上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。同時に、溶接トーチ4を停止状態から予め教示された溶接方向への移動に切り換える。
【0015】
しかしながら、この時刻t5においても、前述した時刻t3〜t4期間中と同様に、モータ応答遅れ時間及び遊び分応答遅れ時間が発生する(時刻t5〜t6)。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは、時刻t6において定常のアーク長に収束し、同図(H4)に示す時刻t5の初期アーク3aから同図(H5)に示す時刻t6の定常のアーク3bへと移行する。
【0016】
【特許文献1】特開昭56−6784号公報
【特許文献2】特開昭56−9062号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
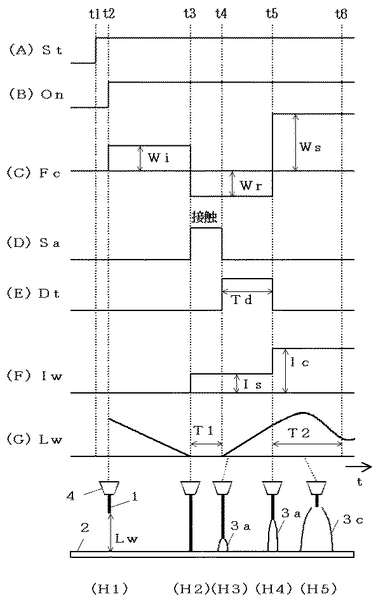
図13は、従来技術の解決課題を説明するための前述した図12に相当するタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は遅延信号Dtの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t3〜t4及び時刻t5〜t6以外の期間の動作は、前述した図12のときと同様であるのでその説明は省略する。以下、同図の時刻t3〜t4及び時刻t5〜t6の両期間について、同図を参照して説明する。
【0018】
(1)時刻t3〜t4の期間(第1の応答遅れ時間T1)
図12の説明の項で前述したように、時刻t3において、同図(H2)に示すように、溶接ワイヤ1と被溶接物2とが接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化して、溶接ワイヤ1は前進送給から反転して後退送給に切り換わる。このときに、図11に示すワイヤ送給モータWMが、前進送給の正回転から後退送給の逆回転に切り換わるためのモータ応答遅れ時間が発生する。さらに、前述したように、ワイヤ送給モータWMと溶接トーチ本体とをつなぐコイルライナの曲がりによる遊び分を後退送給によってキャンセルするための遊び分応答遅れ時間が発生する。この遊び分応答遅れ時間は、コイルライナの長さ、種々の溶接姿勢に起因するコイルライナの曲がりの程度等によってその時間長さは大きく変化する。上記のモータ応答遅れ時間と遊び分応答遅れ時間とが加算されて第1の応答遅れ時間T1となる。
この第1の応答遅れ時間T1経過後の時刻t4の直後において、同図(H3)に示すように、本来の後退送給によって溶接ワイヤ1と被溶接物2とが離れて初期アーク3aが発生し、同図(G)に示すように、それ以降ワイヤ先端・被溶接物間距離Lwが徐々に長くなる。通常、上記の第1の応答遅れ時間T1は300〜500[ms]程度である。
【0019】
(2)時刻t5〜t6の期間(第2の応答遅れ時間T2)
時刻t5において、同図(H4)に示すように、初期アーク発生状態を維持したままで、同図(E)に示すように、遅延信号DtがHighレベルからLowレベルに変化すると、溶接ワイヤ1は後退送給から反転して前進送給に切り換わる。このときも上記(1)項と同様に、ワイヤ送給モータWMが後退送給の逆回転から前進送給の正回転に切り換わるためのモータ応答遅れ時間が発生する。さらに、コイルライナの曲がりによる遊び分を前進送給によってキャンセルするための遊び分応答遅れ時間が発生する。上記のモータ応答遅れ時間と遊び分応答遅れ時間とが加算されて第2の応答遅れ時間T2となる。通常、この第2の応答遅れ時間T2も300〜500[ms]程度である。
【0020】
第1の解決課題は、以下のとおりである。上記の時刻t5〜t6の第2の応答遅れ時間T2期間中は、同図(F)に示すように、初期電流Isよりも大きな電流値の定常の溶接電流Icが通電しているが、他方、溶接ワイヤの送給速度は上記の応答遅れ時間によって定常値よりも小さな過渡的な値となっている。このために、定常の溶接電流Icによる溶融速度が過渡的な送給速度よりも大きくなるために、同図(G)に示すように、アーク長(ワイヤ先端・被溶接物間距離Lw)が時刻t5以後も長くなり、同図(H5)に示すように、過大なアーク長のアーク3cによって溶け落ち、ビード不良等の溶接欠陥が生じる。以下、この第1の解決課題を、応答遅れ時間中のアーク長増長による溶接不良という。
【0021】
さらに、第2の解決課題は、以下のとおりである。上述した第1の応答遅れ時間T1と第2の応答遅れ時間T2との加算値の応答遅れ時間T1+T2は、600〜1000[ms]となる。この不要な時間がアークスタート毎に必要となる。一般的に、機械部品、自動車部品等の溶接においては、数秒程度の短時間だけアークを発生させる溶接を多数個所行う場合が多い。このような短時間多数回溶接において、アークスタート毎に600〜1000[ms]も余分な時間が必要なことは、生産性が悪くなる。以下、この解決課題を、応答遅れ時間による生産性の低下という。
【0022】
そこで、本発明では、上述した応答遅れ時間中のアーク長増長による溶接不良の発生を防止し、かつ、応答遅れ時間による生産性の低下も防止し、かつ、良好なアークスタートを実現することができるロボットアーク溶接のアークスタート制御方法を提供する。
【課題を解決するための手段】
【0023】
上述した課題を解決するために、第1の発明は、溶接開始に際して、溶接ロボットのマニュピュレータに取り付けられた溶接トーチから送給される溶接ワイヤを被溶接物に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるロボットアーク溶接のアークスタート制御方法において、
前記溶接ワイヤの引き離しを、前記溶接トーチの後退移動によって行う、ことを特徴とするロボットアーク溶接のアークスタート制御方法である。
【0024】
第2の発明は、前記溶接トーチの後退移動を、ワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達するまで行う、ことを特徴とする第1の発明記載のロボットアーク溶接のアークスタート制御方法である.
【発明の効果】
【0025】
本発明のアークスタート制御方法では、溶接トーチの後退移動開始時の第1の応答遅れ時間T11及び溶接ワイヤの前進送給開始時の第2の応答遅れ時間T21を短縮することができるので、応答遅れ時間中のアーク長増長による溶接不良及び応答遅れ時間による生産性の低下を防止することができると共に、常に良好なアークスタートを行うことができる。
さらに、第2の発明では、上記の効果に加えて、最初に溶接トーチが溶接開始位置Spに到着したときのワイヤ先端・被溶接物間距離Lwが非常に短い場合又は接触している場合でも、適正な後退距離設定値Lsに達するまで後退移動が継続されるので、後退距離が短いことによって生じる初期アークの不発生及び発生直後の消滅によるアークスタート不良を防止することができる。
【発明を実施するための最良の形態】
【0026】
以下、図面を参照して本発明の実施の形態について説明する。
【0027】
本発明の実施の形態の一例は、図2に示すように、
同図(A)に示すように、外部から溶接開始信号Stが入力されると、溶接トーチ4を予め教示された溶接開始位置Spに移動させて、
上記溶接開始位置Spに到達後(時刻t2)は、上記溶接トーチ4を略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物2に近づけていき、
同図(D)に示すように、ワイヤ先端が被溶接物2に接触したことを判別(時刻t3)すると、予め定めた小電流値の初期電流Isを通電すると共に、上記溶接トーチ4を略溶接ワイヤの送給方向とは逆方向に移動させてワイヤ先端を被溶接物2から遠ざける後退移動を行い、
上記後退移動によってワイヤ先端と被溶接物2とが離れると(時刻t4)、同図(H3)に示すように、上記初期電流Isが通電する初期アーク3aが発生して、
上記初期アーク発生状態3aを維持したままで上記後退移動を継続し、上記溶接トーチ4が上記溶接開始位置Spに復帰すると(時刻t5)、上記後退移動から予め教示された溶接方向への移動に切り換えて、同時に溶接ワイヤ1の送給を開始すると共に、定常の溶接電流Icを通電することによって、同図(H4)に示す初期アーク発生状態3aから同図(H5)に示す定常のアーク発生状態3bへと円滑に移行させるロボットアーク溶接のアークスタート制御方法である。
【0028】
[実施例1]
実施例1の発明は、ロボットアーク溶接において、
(1)溶接開始信号が入力されると、溶接トーチを予め教示された溶接開始位置Spに移動させた後に、
(2)溶接トーチを略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物に近づけていき、
(3)ワイヤ先端が被溶接物に接触すると、予め定めた小電流値の初期電流Isを通電すると共に、溶接トーチを略溶接ワイヤの送給方向とは逆方向に移動させてワイヤ先端を被溶接物から遠ざける後退移動を行い、
(4)上記後退移動によってワイヤ先端と被溶接物とが離れると、上記初期電流Isが通電する初期アークが発生して、上記初期アーク発生状態を維持したままで上記後退移動を継続して、
(5)溶接トーチが上記溶接開始位置Spに復帰すると、上記後退移動から予め教示された溶接方向への移動に切り換えて、同時に、溶接ワイヤの送給を開始すると共に定常の溶接電流Icを通電するアークスタート制御方法である。以下、実施例1の発明について、図面を参照して説明する。
【0029】
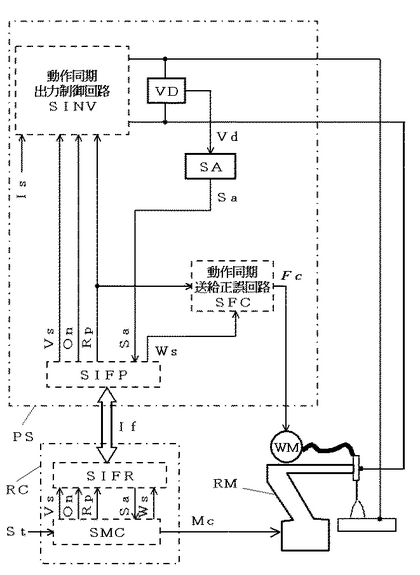
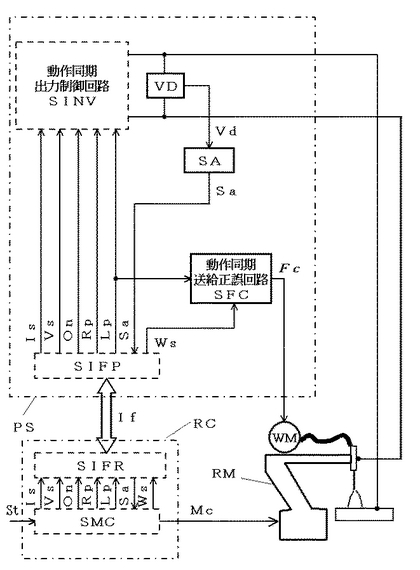
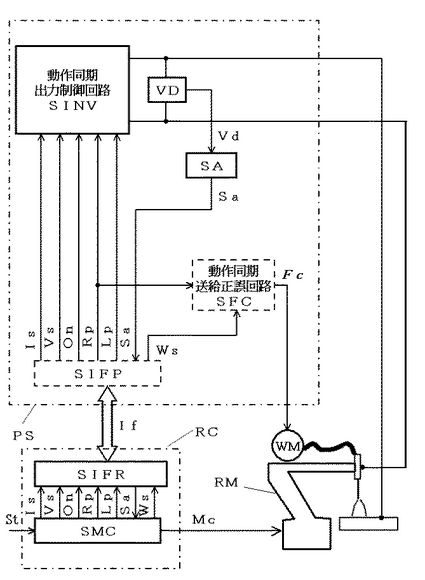
図1は、実施例1のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図11と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図11とは異なる回路ブロックである、動作同期動作制御回路SMC、動作同期ロボットインターフェース回路SIFR、動作同期溶接電源インターフェース回路SIFP、動作同期送給制御回路SFC及び動作同期出力制御回路SINVについて説明する。
【0030】
動作同期動作制御回路SMCは、溶接開始信号Stが外部から入力されると、予め定めた電圧設定信号Vs及び定常の送給速度設定信号Wsを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着後すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、溶接開始位置Spに復帰すると、復帰信号Rpを出力すると共にマニュピュレータRMを教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0031】
動作同期ロボットインターフェース回路SIFRは、上記の電圧設定信号Vs、定常の送給速度設定信号Ws、出力開始信号On、短絡/アーク判別信号Sa及び復帰信号Rpの5つの信号から形成されるインターフェース信号Ifを溶接電源装置PSとの間で通信する。
【0032】
動作同期溶接電源インターフェース回路SIFPは、上記の5つの信号から形成されるインターフェース信号Ifをロボット制御装置RCとの間で通信する。動作同期送給制御回路SFCは、上記の復帰信号Rpが入力されると、上記の定常の送給速度設定信号Wsに相当する送給速度で溶接ワイヤを前進送給する送給制御信号Fcを出力する。動作同期出力制御回路SINVは、上記の出力開始信号Onが入力された時点から上記の復帰信号Rpが入力される時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0033】
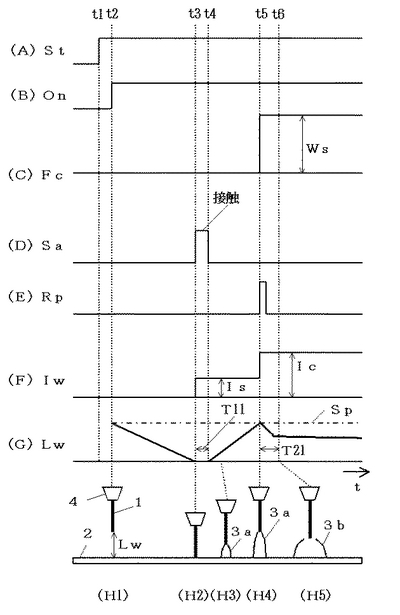
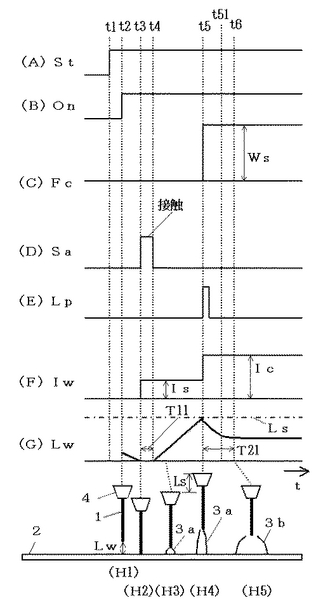
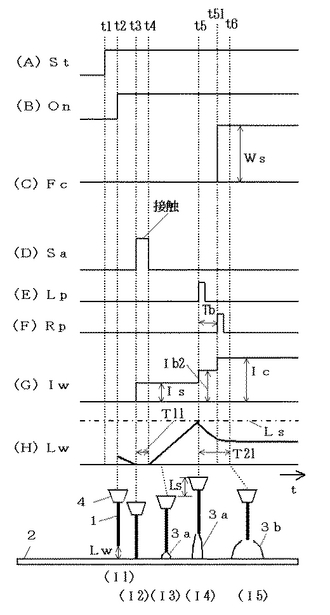
図2は、図1で上述した実施例1のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は復帰信号Rpの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図においては、前述した図11(E)及び図12(E)の遅延信号Dtが復帰信号Rpに代わっている。以下、同図を参照して説明する。
【0034】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力(Highレベル)されると、マニュピュレータに搭載された溶接トーチ4を移動させて、同図(H1)に示すように、時刻t2において溶接トーチ4は予め教示された溶接開始位置Spへ到着して停止する。
【0035】
(2)時刻t2〜t3の期間
時刻t2において、溶接トーチ4が溶接開始位置Spに到着すると、同図(B)に示すように、前述した動作同期動作制御回路SMCから出力開始信号Onが出力(Highレベル)される。これに応じて、溶接ワイヤ1の送給を停止したままで、前述した動作同期出力制御回路SINVは定電流特性又は垂下特性を形成して出力するが、この期間中は溶接ワイヤ1と被溶接物2とは離れており無負荷状態にあるために、無負荷電圧が印加する。同時に、溶接トーチ4を略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物2へ近づけていく。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に短くなる。
【0036】
(3)時刻t3〜t4の期間
時刻t3において、同図(H2)に示すように、上記(2)項の溶接トーチ4の移動によってワイヤ先端が被溶接物2に接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。この変化に応じて、溶接トーチ4は略溶接ワイヤの送給方向とは逆方向に後退移動される。同時に、同図(F)に示すように、(2)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。
また、時刻t3〜t4の期間中、溶接トーチ4は後退移動されているが、マニュピュレータのモータの応答遅れ時間による第1の応答遅れ時間T11によって、溶接ワイヤ1と被溶接物2とは接触状態のままである。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは0[mm]のままである。しかしながら、上記の第1の応答遅れ時間T11は、図13の説明の項で前述したモータ応答遅れ時間と遊び分応答遅れ時間の加算値である第1の応答遅れ時間T1よりも短い時間であり、通常、その値は100[ms]以下程度である。
【0037】
(4)時刻t4〜t5の期間
時刻t4において、同図(H3)に示すように、上記(3)項の後退移動によって、ワイヤ先端と被溶接物2とが離れると、上記の初期電流Isが通電する初期アーク3aが発生する。また、初期アーク3aが発生した時刻t4から溶接トーチ4が溶接開始位置Spに復帰する時刻t5までの間は、上記の後退移動を継続する。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に長くなる。
【0038】
(5)時刻t5以降の期間
時刻t5において、上記(4)項の後退移動によって溶接トーチ4が溶接開始位置Spに復帰すると、同図(E)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給される。同時に、前述した動作同期出力制御回路SINVは、電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧Vwは上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。同時に、溶接トーチ4は予め教示された溶接方向に移動を開始する。
【0039】
時刻t5において、溶接トーチ4を後退移動から溶接方向への移動に切り換えるためのマニュピュレータのモータの応答遅れ時間と、ワイヤ送給モータの応答遅れ時間とが発生する。しかしながら、マニュピュレータは移動方向が変化するだけであるので、これによる応答遅れ時間は短い。他方、ワイヤ送給モータは、従来技術のように逆回転から正回転への反転ではなく、正回転の開始のみであるので、これによる応答遅れ時間は短い。したがって、上記の加算値である本発明の第2の応答遅れ時間T21は、従来技術の第2の応答遅れ時間T2よりも短くなり、通常、その値は100[ms]以下である。このために、時刻t5〜t6の短い期間T21の経過後に、同図(H4)に示す初期アーク3aから同図(H5)に示す定常のアーク3bへと円滑に移行するので、前述した応答遅れ時間中のアーク長増長による溶接不良は発生しない。さらに、本発明の合計の応答遅れ時間T11+T21は、従来技術の応答遅れ時間T1+T2に比べて1/3〜1/5以下の時間であるので、応答遅れ時間による生産性の低下も防止することができる。
【0040】
[実施例2]
実施例2の発明は、
(1)実施例1の発明における初期アーク発生状態を維持したままでの溶接トーチの後退移動によって、ワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、上記の後退移動から溶接開始位置Spへの復帰移動に切り換えて、同時に溶接ワイヤの送給を開始すると共に定常の溶接電流Icを通電し、
(2)溶接トーチが溶接開始位置Spに復帰すると、上記の復帰移動から予め教示された溶接方向への移動に切り換えるアークスタート制御方法である。以下、実施例2の発明について、図面を参照して説明する。
【0041】
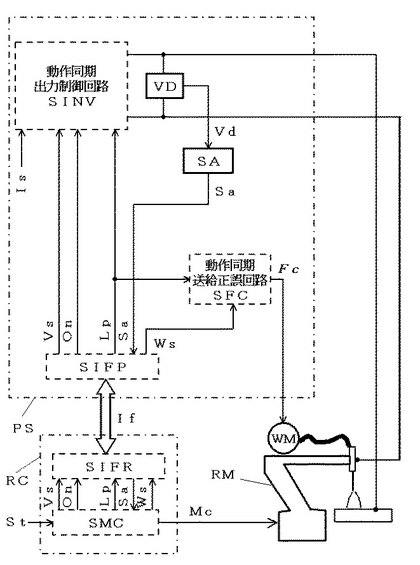
図3は、実施例2のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図1と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図1とは異なる回路ブロックである、動作同期動作制御回路SMC、動作同期ロボットインターフェース回路SIFR、動作同期溶接電源インターフェース回路SIFP、動作同期送給制御回路SFC及び動作同期出力制御回路SINVについて説明する。
【0042】
実施例2の動作同期動作制御回路SMCは、溶接開始信号Stが外部から入力されると、予め定めた電圧設定信号Vs及び定常の送給速度設定信号Wsを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、実施例1とは異なり上記の後退移動によってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、後退距離一致信号Lpを出力すると共にマニュピュレータRMを上記の溶接開始位置Spに復帰移動させ、溶接開始位置Spに復帰後は教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0043】
実施例2の動作同期ロボットインターフェース回路SIFRは、上記の電圧設定信号Vs、定常の送給速度設定信号Ws、出力開始信号On、短絡/アーク判別信号Sa及び実施例1とは異なる後退距離一致信号Lpの5つの信号から形成されるインターフェース信号Ifを溶接電源装置PSとの間で通信する。
【0044】
実施例2の動作同期溶接電源インターフェース回路SIFPは、上記の5つの信号から形成されるインターフェース信号Ifをロボット制御装置RCとの間で通信する。実施例2の動作同期送給制御回路SFCは、上記の後退距離一致信号Lpが入力されると、上記の定常の送給速度設定信号Wsに相当する送給速度で溶接ワイヤを前進送給する送給制御信号Fcを出力する。実施例2の動作同期出力制御回路SINVは、上記の出力開始信号Onが入力された時点から上記の後退距離一致信号Lpが入力される時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0045】
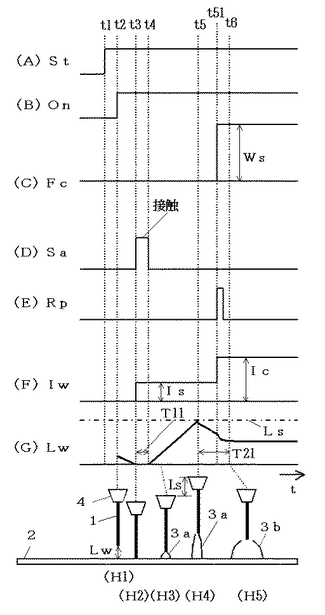
図4は、図3で上述した実施例2のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、実施例1とは異なり同図(E)は後退距離一致信号Lpの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図においては、実施例2の独自の効果を示すために、溶接トーチ4が最初に溶接開始位置Spに到達したときのワイヤ先端・被溶接物間距離Lwが、約3[mm]未満又は0[mm](接触)と非常に短い場合である。以下、同図を参照して説明する。
【0046】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力(Highレベル)されると、マニュピュレータに搭載された溶接トーチ4を移動させて、同図(H1)に示すように、時刻t2において溶接トーチ4は予め教示された溶接開始位置Spへ到着して停止する。
【0047】
(2)時刻t2〜t3の期間
時刻t2において、溶接トーチ4が溶接開始位置Spに到着すると、同図(B)に示すように、前述した動作同期動作制御回路SMCから出力開始信号Onが出力(Highレベル)される。これに応じて、溶接ワイヤ1の送給を停止したままで、前述した動作同期出力制御回路SINVは定電流特性又は垂下特性を形成して出力するが、この期間中は溶接ワイヤ1と被溶接物2とは離れており無負荷状態にあるために、無負荷電圧が印加する。同時に、溶接トーチ4を略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物2へ近づけていく。このとき、前述したように、時刻t2のワイヤ先端・被溶接物間距離Lwは非常に短いために、同図(G)に示すように、短時間で0[mm]になる。
【0048】
(3)時刻t3〜t4の期間
時刻t3において、同図(H2)に示すように、上記(2)項の溶接トーチ4の移動によってワイヤ先端が被溶接物2に接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。この変化に応じて、溶接トーチ4は略溶接ワイヤの送給方向とは逆方向に後退移動される。同時に、同図(F)に示すように、(2)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。
また、時刻t3〜t4の期間中、溶接トーチ4は後退移動されているが、マニュピュレータのモータの応答遅れ時間による第1の応答遅れ時間T11によって、溶接ワイヤ1と被溶接物2とは接触状態のままである。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは0[mm]のままである。しかしながら、実施例1と同様に、上記の第1の応答遅れ時間T11は、図13の説明の項で前述したモータ応答遅れ時間と遊び分応答遅れ時間の加算値である第1の応答遅れ時間T1よりも短い時間であり、通常、その値は100[ms]以下程度である。
【0049】
(4)時刻t4〜t5の期間
時刻t4において、同図(H3)に示すように、上記(3)項の後退移動によってワイヤ先端と被溶接物2とが離れると、上記の初期電流Isが通電する初期アーク3aが発生する。また、初期アーク3aが発生した時刻t4からワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達する時刻t5までの間は、上記の後退移動を継続する。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に長くなり、時刻t5において後退距離設定値Lsと等しくなる。
【0050】
(5)時刻t5以降の期間
時刻t5において、上記(4)項の後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、同図(E)に示すように、後退距離一致信号Lpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給される。同時に、前述した動作同期出力制御回路SINVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧Vwは上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。同時に、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51に復帰した後に予め教示された溶接方向に移動を開始する。
【0051】
実施例1と同様に、時刻t5において、溶接トーチ4を後退移動かた溶接開始位置Spへの復帰移動を経て溶接方向への移動に切り換えるためのマニュピュレータのモータの応答遅れ時間と、ワイヤ送給モータの応答遅れ時間とが発生する。しかしながら、マニュピュレータは移動方向が変化するだけであるので、これによるモータ応答遅れ時間は短い。他方、ワイヤ送給モータは、従来技術のように逆回転から正回転へと反転するのではなく、正回転の開始のみであるので、これによる応答遅れ時間は短い。したがって、上記の加算値である本発明の第2の応答遅れ時間T21は、従来技術の第2の応答遅れ時間T2よりも短くなり、通常、その値は100[ms]以下である。このために、時刻t5〜t6の短い期間T21の経過後に、同図(H4)に示す初期アーク3aから同図(H5)に示す定常のアーク3bへと円滑に移行するので、前述した応答遅れ時間中のアーク長増長による溶接不良は発生しない。さらに、本発明の合計の応答遅れ時間T11+T21は、従来技術の応答遅れ時間T1+T2に比べて1/3〜1/5以下の時間であるので、応答遅れ時間による生産性の低下も防止することができる。
【0052】
さらに、実施例1では、後退移動は溶接開始位置Spに復帰するまで継続する。このために、最初に溶接開始位置Spに到着したときのワイヤ先端・被溶接物間距離Lwが非常に短い場合又は接触している場合には、適正な距離の後退移動を行うことができないために、初期アーク3aが全く発生しない現象又は発生しても再接触によって消滅する現象が生じて、不良なアークスタートとなる場合がある。他方、実施例2では、最初に溶接開始位置Spに到着したときのワイヤ先端・被溶接物間距離Lwが非常に短い場合ても又は接触している場合ても、適正な後退距離設定値Lsに達するまで確実に後退移動が継続されるので、上記のような問題は生じない。
【0053】
[実施例3]
実施例3の発明は、上述した実施例2の発明における溶接ワイヤの送給開始及び定常の溶接電流Icの通電開始を、復帰移動によって溶接トーチが溶接開始位置Spに復帰した時点から行うアークスタート制御方法である。以下、実施例3の発明について、図面を参照して説明する。
【0054】
実施例3のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図は、前述した図1において動作同期動作制御回路SMCを以下のように変更した構成となり、それ以外は同一である。以下、実施例3の動作同期動作制御回路SMCについて説明する。
実施例3の動作同期動作制御回路SMCは、溶接開始信号Stが入力されると、予め定めた電圧設定信号Vs及び送給速度設定信号Wsを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着後すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、上記の後退移動によってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、マニュピュレータRMを上記の溶接開始位置Spに復帰移動させ、溶接開始位置Spに復帰すると、復帰信号Rpを出力すると共に、マニュピュレータを教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0055】
図5は、上述した実施例3のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、実施例2とは異なり同図(E)は復帰信号Rpの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t5以前の動作は前述した図4のときと同様であるので、それらの期間の説明は省略する。以下、図4とは異なる時刻t5以降の期間について説明する。
【0056】
時刻t5以降の期間
時刻t5において、後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51において溶接開始位置Spに復帰すると、同図(E)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給される。同時に、前述した動作同期出力制御回路SINVは、電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧Vwは上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。
【0057】
[実施例4]
実施例4の発明は、実施例2の発明における復帰移動がワイヤ先端・被溶接物間距離Lwを短くする方向への移動であるときは、この復帰移動期間Tb中は定常の溶接電流Icよりも大きな電流値の移行電流Ib1を通電するアークスタート制御方法である。以下、実施例4の発明について、図面を参照して説明する。
【0058】
図6は、実施例4のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図3と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図3とは異なる回路ブロックである、動作同期動作制御回路SMC、動作同期ロボットインターフェース回路SIFR、動作同期溶接電源インターフェース回路SIFP及び動作同期出力制御回路SINVについて説明する。
【0059】
実施例4の動作同期動作制御回路SMCは、溶接開始信号Stが入力されると、予め定めた電圧設定信号Vs、定常の送給速度設定信号Ws及び実施例2にはない初期電流設定信号Isを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着後すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、上記の後退移動によってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、後退距離一致信号Lpを出力すると共に、溶接開始位置Spへの復帰移動がワイヤ先端・被溶接物間距離Lwを短くする方向への移動であるときは上記の初期電流設定信号Isの値を予め定めた移行電流値Ibに修正して出力し、同時にマニュピュレータRMを上記の溶接開始位置Spに復帰移動させ、溶接開始位置Spに復帰すると、復帰信号Rpを出力し、それ以降はマニュピュレータRMを教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0060】
実施例4の動作同期ロボットインターフェース回路SIFRは、上記の電圧設定信号Vs、定常の送給速度設定信号Ws、出力開始信号On、短絡/アーク判別信号Sa、後退距離一致信号Lp、実施例2とは異なる初期電流設定信号Is及び復帰信号Rpの7つの信号から形成されるインターフェース信号Ifを溶接電源装置PSとの間で通信する。
【0061】
実施例4の動作同期溶接電源インターフェース回路SIFPは、上記の7つの信号から形成されるインターフェース信号Ifをロボット制御装置RCとの間で通信する。実施例4の動作同期出力制御回路SINVは、上記の出力開始信号Onが入力された時点から上記の復帰信号Rpが入力される時点までの間は上記の初期電流設定信号Isに相当する電流を通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0062】
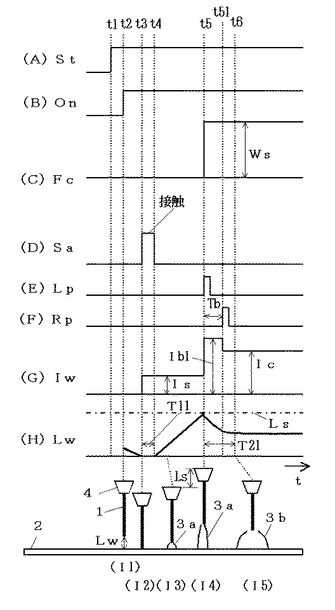
図7は、上述した実施例4のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は後退距離一致信号Lpの時間変化を示し、実施例2とは異なり同図(F)は復帰信号Rpの時間変化を示し、同図(G)は溶接電流Iwの時間変化を示し、同図(H)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(I1)〜(I5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t5以前の動作は前述した図4のときと同様であるので、それらの期間の説明は省略する。以下、図4とは異なる時刻t5以降の期間について説明する。
【0063】
時刻t5以降の期間
時刻t5において、後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、同図(E)に示すように、後退距離一致信号Lpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり溶接ワイヤ1は被溶接物2へ前進送給されると共に、同図(G)に示すように、溶接電流Iwは初期電流Isから移行電流Ib1へ変化する。同時に、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51において溶接開始位置Spに復帰すると、同図(F)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、前述した動作同期出力制御回路SINVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧は上記の電圧設定信号Vsに相当する値となると共に、同図(G)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。
【0064】
時刻t5〜t51の復帰移動期間Tb中は、定常の送給速度Wsによる前進送給及びワイヤ先端・被溶接物間距離Lwを短くする方向への復帰移動の加算によって、ワイヤ先端は定常の送給速度Wsよりも速い速度で被溶接物に近づく。このために、定常の溶接電流Icよりも大きな値に予め定めた移行電流Ib2を通電することによって、ワイヤ先端が被溶接物へ突っ込んで接触し不良なアークスタートになることを防止することができる。
【0065】
[実施例5]
実施例5の発明は、実施例2の発明における復帰移動がワイヤ先端・被溶接物間距離Lwを短くする方向への移動であるときは、上記の復帰移動期間Tb中は溶接ワイヤの送給を停止したままで復帰移動速度に対応して予め定めた移行電流Ib2を通電し、溶接トーチが溶接開始位置Spに復帰後は、溶接ワイヤの送給を開始すると共に定常の溶接電流Icを通電するアークスタート制御方法である。以下、実施例5の発明について、図面を参照して説明する。
【0066】
図8は、実施例5のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図6と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図6とは異なる回路ブロックである、動作同期送給制御回路SFCについて説明する。
【0067】
実施例5の動作同期送給制御回路SFCは、復帰信号Rpが入力されると、定常の送給速度設定信号Wsに相当する送給速度で溶接ワイヤを前進送給する送給制御信号Fcを出力する。
【0068】
図9は、上述した実施例5のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は後退距離一致信号Lpの時間変化を示し、実施例2とは異なり同図(F)は復帰信号Rpの時間変化を示し、同図(G)は溶接電流Iwの時間変化を示し、同図(H)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(I1)〜(I5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t5以前の動作は前述した図4のときと同様であるので、それらの期間の説明は省略する。以下、図4とは異なる時刻t5以降の期間について説明する。
【0069】
時刻t5以降の期間
時刻t5において、後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、同図(E)に示すように、後退距離一致信号Lpが出力(Highレベル)される。これに応じて、同図(G)に示すように、溶接電流Iwは初期電流Isから移行電流Ib2へ変化する。同時に、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51において溶接開始位置Spに復帰すると、同図(F)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給されると共に、前述したように動作同期出力制御回路SINVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧は電圧設定信号Vsに相当する値となり、同図(G)に示すように、上記の定送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。
【0070】
時刻t5〜t51の復帰移動期間Tb中は、溶接ワイヤの送給は停止したままであるが、ワイヤ先端・被溶接物間距離Lwを短くする方向への復帰移動によって、ワイヤ先端は被溶接物に近づく。このために、この復帰移動の速度に対応して予め定めた移行電流Ib2を通電することによって、ワイヤ先端が被溶接物へ突っ込んで接触し不良なアークスタートになることを防止することができる。
【0071】
上述した実施例においては、溶接トーチの移動手段として溶接ロボットのマニュピュレータを使用する場合について説明した。しかし、略溶接ワイヤの送給方向の上下方向及び溶接方向の左右方向に、溶接トーチ又は被溶接物又はそれら両方を移動させることが可能な自動台車、NC加工機に使用されるX−Yテーブル等を使用して、本発明を実施することもできる。
【図面の簡単な説明】
【0072】
【図1】実施例1のブロック図である。
【図2】実施例1の各信号のタイミングチャートである。
【図3】実施例2のブロック図である。
【図4】実施例2の各信号のタイミングチャートである。
【図5】実施例3の各信号のタイミングチャートである。
【図6】実施例4のブロック図である。
【図7】実施例4の各信号のタイミングチャートである。
【図8】実施例5のブロック図である。
【図9】実施例5の各信号のタイミングチャートである。
【図10】従来技術のロボットアーク溶接装置の構成図である。
【図11】従来装置のブロック図である。
【図12】従来装置の各信号のタイミングチャートである。
【図13】従来技術の解決課題を示すタイミングチャートである。
【符号の説明】
【0073】
1 溶接ワイヤ
2 被溶接物
3 アーク
3a 初期アーク(発生状態)
3b 定常のアーク(発生状態)
3c 過大なアーク長のアーク
4 溶接トーチ
4a コイルライナ
DT 遅延回路
Dt 遅延信号
Fc 送給制御信号
Ib 移行電流
If インターフェース信号
IFP 溶接電源インターフェース回路
IFR ロボットインターフェース回路
INV 出力制御回路
Is 初期電流(設定信号)
Iw 溶接電流
Lp 後退距離一致信号
Ls 後退距離設定値
Lw ワイヤ先端・被溶接物間距離
MC 動作制御回路
Mc 動作制御信号
On 出力開始信号
PS 溶接電源装置
RC ロボット制御装置
RFC 正逆送給制御回路
RM マニュピュレータ
Rp 復帰信号
SA 短絡/アーク判別回路
Sa 短絡/アーク判別信号
SFC 動作同期送給制御回路
SIFP 動作同期溶接電源インターフェース回路
SIFR 動作同期ロボットインターフェース回路
SINV 動作同期出力制御回路
SMC 動作同期動作制御回路
Sp 溶接開始位置
St 溶接開始信号
T1、T11 第1の応答遅れ時間
T2、T21 第2の応答遅れ時間
Tb 復帰移動期間
Td 遅延時間
VD 電圧検出回路
Vd 電圧検出信号
Vs 電圧設定信号
Vw 溶接電圧
Wi 初期送給速度設定値
WM ワイヤ送給モータ
Wr 後退送給速度設定値
Ws 定常の送給速度(設定信号)
【技術分野】
【0001】
本発明は、溶接ワイヤを被溶接物へ近づけて接触させた後に、反転して溶接ワイヤを被溶接物から離して初期アークを発生させ、再び溶接ワイヤを被溶接物へ近づける方向に送給して定常のアークへと移行させるロボットアーク溶接のアークスタート制御方法に関する。
【背景技術】
【0002】
溶接電源装置によって溶接電圧を印加して溶接ワイヤと被溶接物との間にアークを発生させると共に、溶接ロボットのマニュピュレータに取り付けられた溶接トーチを移動させて溶接する消耗電極式のロボットアーク溶接において、
溶接開始信号が外部から入力されると、マニュピュレータを移動させることによって溶接トーチを予め教示された溶接開始位置Spまで移動させた後に停止状態のままで、ワイヤ送給モータを正回転させて溶接ワイヤを被溶接物へ前進送給し、続けて溶接ワイヤが被溶接物に接触したことを判別するとワイヤ送給モータを逆回転させて溶接ワイヤを後退送給し、同時に小電流値の初期電流Isを通電し、続けて後退送給によって溶接ワイヤが被溶接物から離れて初期アークが発生すると溶接ワイヤを定常の送給速度Wsで再び前進送給すると共に定常の溶接電流Icを通電し、同時に溶接トーチを上記の停止状態から予め教示された溶接方向への移動に切り換えることによって定常のアークに移行させるアークスタート制御方法が従来から知られている。以下、この従来技術のアークスタート制御方法について、図面を参照して説明する。
【0003】
図10は、従来技術のロボットアーク溶接装置の構成図である。以下、同図を参照して説明する。
ロボット制御装置RCは、溶接開始信号Stが外部から入力されると、マニュピュレータRMの動作制御を行う動作制御信号Mcを出力すると共に、図11で後述する電圧設定信号Vs、定常の送給速度設定信号Ws及び出力開始信号Onによって形成されるインターフェース信号Ifを溶接電源装置PSへ送信する。
マニュピュレータRMは、ワイヤ送給モータWM及び溶接トーチ4を搭載して、上記の動作制御信号Mcに従って溶接トーチ4の先端位置(TCP)を予め教示された動作軌跡に沿って移動させる。溶接ワイヤ1は、上記のワイヤ送給モータWMと上記の溶接トーチ4の本体との間をつなぐ長さ1.5[m]程度のコイルライナ4aの中を通って送給される。
【0004】
溶接電源装置PSは、上記のインターフェース信号Ifを受信して、溶接トーチ4の先端に装着されたコンタクトチップを介して溶接ワイヤ1に溶接電圧Vwを給電して、溶接ワイヤ1と被溶接物2との間にアーク3を発生させて溶接電流Iwを通電する。同様に、この溶接電源装置PSは、送給制御信号Fcを出力して、上記のワイヤ送給モータWMの回転方向及び回転速度を制御する。溶接ワイヤ1の先端と被溶接物2との距離がワイヤ先端・被溶接物間距離Lw[mm]であり、したがってこのワイヤ先端・被溶接物間距離Lwはアーク発生中はアーク長と同一になる。
【0005】
図11は、図10で上述したロボット制御装置RC及び溶接電源装置PSのブロック図である。以下、同図を参照して、各回路ブロックについて説明する。
ロボット制御装置RCは、以下の回路ブロックから構成される。動作制御回路MCは、溶接開始信号Stが入力されると、マニュピュレータRMを予め教示された動作軌跡に沿って移動させる動作制御信号McをマニュピュレータRMの各軸のモータへ出力する。同時に、この動作制御回路MCは、電圧設定信号Vs、定常の送給速度設定信号Ws及び出力開始信号Onをロボットインターフェース回路IFRへ出力する。ロボットインターフェース回路IFRは、上記の3つの信号から形成されるインターフェース信号Ifを溶接電源装置PSへ送信する。
【0006】
他方、溶接電源装置PSは、以下の回路ブロックから構成される。電圧検出回路VDは、溶接電圧Vwを検出して、電圧検出信号Vdを出力する。短絡/アーク判別回路SAは、上記の電圧検出信号Vdを入力として、溶接ワイヤと被溶接物との間が接触状態のときは短絡信号(Highレベル)を、アーク発生状態のときはアーク発生信号(Lowレベル)を、短絡/アーク判別信号Saとして出力する。遅延回路DTは、初期アーク発生後に再び前進送給へと切り換えるタイミングを遅延するために、上記の短絡/アーク判別信号Saが短絡信号からアーク発生信号に変化した時点から予め定めた遅延時間Tdの間だけHighレベルとなる遅延信号Dtを出力する。
【0007】
溶接電源インターフェース回路IFPは、上記のインターフェース信号Ifを受信して、電圧設定信号Vs、定常の送給速度設定信号Ws及び出力開始信号Onを出力する。正逆送給制御回路RFCは、上記の出力開始信号Onが入力(Highレベル)されると、溶接ワイヤを被溶接物へ前進送給し、続けて上記の短絡/アーク判別信号Saが短絡信号になると溶接ワイヤを被溶接物から後退送給し、続けて上記の遅延信号DtがHighレベルからLowレベルへ変化すると再び溶接ワイヤを被溶接物へ上記の定常の送給速度設定信号Wsに相当する送給速度で前進送給するための送給制御信号Fcを出力する。ワイヤ送給モータWMは、上記の送給制御信号Fcに従って溶接ワイヤを前進送給又は後退送給する。
【0008】
出力制御回路INVは、商用電源(通常は3相200V)を入力として、インバータ制御、サイリスタ位相制御等によって、アークを安定に維持するために適した溶接電圧及び溶接電流を出力する。この出力制御回路INVは、上記の出力開始信号Onが入力された時点から上記の遅延信号DtがHighレベルからLowレベルへ変化する時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0009】
図12は、図11で上述したロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は遅延信号Dtの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。以下、同図を参照して説明する。
【0010】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力(Highレベル)されると、マニュピュレータに取り付けられた溶接トーチ4を移動させて、時刻t2において溶接トーチ4は予め教示された溶接開始位置Spに到着して停止する。
【0011】
(2)時刻t2〜t3の期間
時刻t2において、溶接トーチ4が溶接開始位置Spに到着すると、同図(B)に示すように、前述した動作制御回路Mcから出力開始信号Onが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは予め定めた正の値の初期送給速度設定値Wiとなり、同図(H1)に示すように、溶接ワイヤ1は被溶接物2へ初期送給速度で前進送給される。なお、送給制御信号Fcが正の値のときは前進送給となり、負の値のときは後退送給となる。同時に、前述した出力制御回路INVは定電流特性又は垂下特性を形成して出力しているが、この期間中は溶接ワイヤ1と被溶接物2とは離れており無負荷状態にあるために、無負荷電圧が印加する。
また、時刻t2〜t3の期間中は、上記の前進送給によって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に短くなる。
【0012】
(3)時刻t3〜t4の期間
時刻t3において、同図(H2)に示すように、上記(2)項の前進送給によって溶接ワイヤ1が被溶接物2に接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。これに応じて、同図(C)に示すように、送給制御信号Fcは予め定めた負の値の後退送給速度設定値Wrとなり、溶接ワイヤ1は被溶接物2から後退送給速度で後退送給される。同時に、同図(F)に示すように、(2)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。この初期電流Isの値は、数[A]〜数十[A]程度の小電流値に設定される。
また、時刻t3〜t4の期間中は、前述したワイヤ送給モータWMが正回転(前進送給)から逆回転(後退送給)へ反転するためのモータ応答遅れ時間が発生する。さらに、前述したコイルライナの曲がりによる遊び分を後退送給によってキャンセルするための遊び分応答遅れ時間も発生する。このために、この期間中は、溶接ワイヤ1と被溶接物2とは接触状態のままであり、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは0[mm]のままである。
【0013】
(4)時刻t4〜t5の期間
時刻t4直後において、同図(H3)に示すように、上記(3)項の後退送給によって溶接ワイヤ1と被溶接物2とが離れると、上記の初期電流Isが通電する初期アーク3aが発生する。また、初期アーク3aが発生した時刻t4から前述した遅延時間Tdが経過する時刻t5までの間は、同図(E)に示すように、遅延信号DtはHighレベルのままである。そして、この間は、同図(H4)に示すように、上記の初期アーク発生状態3aを維持したままで後退送給を継続する。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に長くなる。
【0014】
(5)時刻t5以降の期間
時刻t5において、同図(E)に示すように、遅延信号DtがHighレベルからLowレベルへ変化すると、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ定常の送給速度で再び前進送給される。同時に、前述した出力制御回路INVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧は上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。同時に、溶接トーチ4を停止状態から予め教示された溶接方向への移動に切り換える。
【0015】
しかしながら、この時刻t5においても、前述した時刻t3〜t4期間中と同様に、モータ応答遅れ時間及び遊び分応答遅れ時間が発生する(時刻t5〜t6)。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは、時刻t6において定常のアーク長に収束し、同図(H4)に示す時刻t5の初期アーク3aから同図(H5)に示す時刻t6の定常のアーク3bへと移行する。
【0016】
【特許文献1】特開昭56−6784号公報
【特許文献2】特開昭56−9062号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
図13は、従来技術の解決課題を説明するための前述した図12に相当するタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は遅延信号Dtの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t3〜t4及び時刻t5〜t6以外の期間の動作は、前述した図12のときと同様であるのでその説明は省略する。以下、同図の時刻t3〜t4及び時刻t5〜t6の両期間について、同図を参照して説明する。
【0018】
(1)時刻t3〜t4の期間(第1の応答遅れ時間T1)
図12の説明の項で前述したように、時刻t3において、同図(H2)に示すように、溶接ワイヤ1と被溶接物2とが接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化して、溶接ワイヤ1は前進送給から反転して後退送給に切り換わる。このときに、図11に示すワイヤ送給モータWMが、前進送給の正回転から後退送給の逆回転に切り換わるためのモータ応答遅れ時間が発生する。さらに、前述したように、ワイヤ送給モータWMと溶接トーチ本体とをつなぐコイルライナの曲がりによる遊び分を後退送給によってキャンセルするための遊び分応答遅れ時間が発生する。この遊び分応答遅れ時間は、コイルライナの長さ、種々の溶接姿勢に起因するコイルライナの曲がりの程度等によってその時間長さは大きく変化する。上記のモータ応答遅れ時間と遊び分応答遅れ時間とが加算されて第1の応答遅れ時間T1となる。
この第1の応答遅れ時間T1経過後の時刻t4の直後において、同図(H3)に示すように、本来の後退送給によって溶接ワイヤ1と被溶接物2とが離れて初期アーク3aが発生し、同図(G)に示すように、それ以降ワイヤ先端・被溶接物間距離Lwが徐々に長くなる。通常、上記の第1の応答遅れ時間T1は300〜500[ms]程度である。
【0019】
(2)時刻t5〜t6の期間(第2の応答遅れ時間T2)
時刻t5において、同図(H4)に示すように、初期アーク発生状態を維持したままで、同図(E)に示すように、遅延信号DtがHighレベルからLowレベルに変化すると、溶接ワイヤ1は後退送給から反転して前進送給に切り換わる。このときも上記(1)項と同様に、ワイヤ送給モータWMが後退送給の逆回転から前進送給の正回転に切り換わるためのモータ応答遅れ時間が発生する。さらに、コイルライナの曲がりによる遊び分を前進送給によってキャンセルするための遊び分応答遅れ時間が発生する。上記のモータ応答遅れ時間と遊び分応答遅れ時間とが加算されて第2の応答遅れ時間T2となる。通常、この第2の応答遅れ時間T2も300〜500[ms]程度である。
【0020】
第1の解決課題は、以下のとおりである。上記の時刻t5〜t6の第2の応答遅れ時間T2期間中は、同図(F)に示すように、初期電流Isよりも大きな電流値の定常の溶接電流Icが通電しているが、他方、溶接ワイヤの送給速度は上記の応答遅れ時間によって定常値よりも小さな過渡的な値となっている。このために、定常の溶接電流Icによる溶融速度が過渡的な送給速度よりも大きくなるために、同図(G)に示すように、アーク長(ワイヤ先端・被溶接物間距離Lw)が時刻t5以後も長くなり、同図(H5)に示すように、過大なアーク長のアーク3cによって溶け落ち、ビード不良等の溶接欠陥が生じる。以下、この第1の解決課題を、応答遅れ時間中のアーク長増長による溶接不良という。
【0021】
さらに、第2の解決課題は、以下のとおりである。上述した第1の応答遅れ時間T1と第2の応答遅れ時間T2との加算値の応答遅れ時間T1+T2は、600〜1000[ms]となる。この不要な時間がアークスタート毎に必要となる。一般的に、機械部品、自動車部品等の溶接においては、数秒程度の短時間だけアークを発生させる溶接を多数個所行う場合が多い。このような短時間多数回溶接において、アークスタート毎に600〜1000[ms]も余分な時間が必要なことは、生産性が悪くなる。以下、この解決課題を、応答遅れ時間による生産性の低下という。
【0022】
そこで、本発明では、上述した応答遅れ時間中のアーク長増長による溶接不良の発生を防止し、かつ、応答遅れ時間による生産性の低下も防止し、かつ、良好なアークスタートを実現することができるロボットアーク溶接のアークスタート制御方法を提供する。
【課題を解決するための手段】
【0023】
上述した課題を解決するために、第1の発明は、溶接開始に際して、溶接ロボットのマニュピュレータに取り付けられた溶接トーチから送給される溶接ワイヤを被溶接物に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるロボットアーク溶接のアークスタート制御方法において、
前記溶接ワイヤの引き離しを、前記溶接トーチの後退移動によって行う、ことを特徴とするロボットアーク溶接のアークスタート制御方法である。
【0024】
第2の発明は、前記溶接トーチの後退移動を、ワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達するまで行う、ことを特徴とする第1の発明記載のロボットアーク溶接のアークスタート制御方法である.
【発明の効果】
【0025】
本発明のアークスタート制御方法では、溶接トーチの後退移動開始時の第1の応答遅れ時間T11及び溶接ワイヤの前進送給開始時の第2の応答遅れ時間T21を短縮することができるので、応答遅れ時間中のアーク長増長による溶接不良及び応答遅れ時間による生産性の低下を防止することができると共に、常に良好なアークスタートを行うことができる。
さらに、第2の発明では、上記の効果に加えて、最初に溶接トーチが溶接開始位置Spに到着したときのワイヤ先端・被溶接物間距離Lwが非常に短い場合又は接触している場合でも、適正な後退距離設定値Lsに達するまで後退移動が継続されるので、後退距離が短いことによって生じる初期アークの不発生及び発生直後の消滅によるアークスタート不良を防止することができる。
【発明を実施するための最良の形態】
【0026】
以下、図面を参照して本発明の実施の形態について説明する。
【0027】
本発明の実施の形態の一例は、図2に示すように、
同図(A)に示すように、外部から溶接開始信号Stが入力されると、溶接トーチ4を予め教示された溶接開始位置Spに移動させて、
上記溶接開始位置Spに到達後(時刻t2)は、上記溶接トーチ4を略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物2に近づけていき、
同図(D)に示すように、ワイヤ先端が被溶接物2に接触したことを判別(時刻t3)すると、予め定めた小電流値の初期電流Isを通電すると共に、上記溶接トーチ4を略溶接ワイヤの送給方向とは逆方向に移動させてワイヤ先端を被溶接物2から遠ざける後退移動を行い、
上記後退移動によってワイヤ先端と被溶接物2とが離れると(時刻t4)、同図(H3)に示すように、上記初期電流Isが通電する初期アーク3aが発生して、
上記初期アーク発生状態3aを維持したままで上記後退移動を継続し、上記溶接トーチ4が上記溶接開始位置Spに復帰すると(時刻t5)、上記後退移動から予め教示された溶接方向への移動に切り換えて、同時に溶接ワイヤ1の送給を開始すると共に、定常の溶接電流Icを通電することによって、同図(H4)に示す初期アーク発生状態3aから同図(H5)に示す定常のアーク発生状態3bへと円滑に移行させるロボットアーク溶接のアークスタート制御方法である。
【0028】
[実施例1]
実施例1の発明は、ロボットアーク溶接において、
(1)溶接開始信号が入力されると、溶接トーチを予め教示された溶接開始位置Spに移動させた後に、
(2)溶接トーチを略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物に近づけていき、
(3)ワイヤ先端が被溶接物に接触すると、予め定めた小電流値の初期電流Isを通電すると共に、溶接トーチを略溶接ワイヤの送給方向とは逆方向に移動させてワイヤ先端を被溶接物から遠ざける後退移動を行い、
(4)上記後退移動によってワイヤ先端と被溶接物とが離れると、上記初期電流Isが通電する初期アークが発生して、上記初期アーク発生状態を維持したままで上記後退移動を継続して、
(5)溶接トーチが上記溶接開始位置Spに復帰すると、上記後退移動から予め教示された溶接方向への移動に切り換えて、同時に、溶接ワイヤの送給を開始すると共に定常の溶接電流Icを通電するアークスタート制御方法である。以下、実施例1の発明について、図面を参照して説明する。
【0029】
図1は、実施例1のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図11と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図11とは異なる回路ブロックである、動作同期動作制御回路SMC、動作同期ロボットインターフェース回路SIFR、動作同期溶接電源インターフェース回路SIFP、動作同期送給制御回路SFC及び動作同期出力制御回路SINVについて説明する。
【0030】
動作同期動作制御回路SMCは、溶接開始信号Stが外部から入力されると、予め定めた電圧設定信号Vs及び定常の送給速度設定信号Wsを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着後すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、溶接開始位置Spに復帰すると、復帰信号Rpを出力すると共にマニュピュレータRMを教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0031】
動作同期ロボットインターフェース回路SIFRは、上記の電圧設定信号Vs、定常の送給速度設定信号Ws、出力開始信号On、短絡/アーク判別信号Sa及び復帰信号Rpの5つの信号から形成されるインターフェース信号Ifを溶接電源装置PSとの間で通信する。
【0032】
動作同期溶接電源インターフェース回路SIFPは、上記の5つの信号から形成されるインターフェース信号Ifをロボット制御装置RCとの間で通信する。動作同期送給制御回路SFCは、上記の復帰信号Rpが入力されると、上記の定常の送給速度設定信号Wsに相当する送給速度で溶接ワイヤを前進送給する送給制御信号Fcを出力する。動作同期出力制御回路SINVは、上記の出力開始信号Onが入力された時点から上記の復帰信号Rpが入力される時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0033】
図2は、図1で上述した実施例1のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は復帰信号Rpの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図においては、前述した図11(E)及び図12(E)の遅延信号Dtが復帰信号Rpに代わっている。以下、同図を参照して説明する。
【0034】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力(Highレベル)されると、マニュピュレータに搭載された溶接トーチ4を移動させて、同図(H1)に示すように、時刻t2において溶接トーチ4は予め教示された溶接開始位置Spへ到着して停止する。
【0035】
(2)時刻t2〜t3の期間
時刻t2において、溶接トーチ4が溶接開始位置Spに到着すると、同図(B)に示すように、前述した動作同期動作制御回路SMCから出力開始信号Onが出力(Highレベル)される。これに応じて、溶接ワイヤ1の送給を停止したままで、前述した動作同期出力制御回路SINVは定電流特性又は垂下特性を形成して出力するが、この期間中は溶接ワイヤ1と被溶接物2とは離れており無負荷状態にあるために、無負荷電圧が印加する。同時に、溶接トーチ4を略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物2へ近づけていく。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に短くなる。
【0036】
(3)時刻t3〜t4の期間
時刻t3において、同図(H2)に示すように、上記(2)項の溶接トーチ4の移動によってワイヤ先端が被溶接物2に接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。この変化に応じて、溶接トーチ4は略溶接ワイヤの送給方向とは逆方向に後退移動される。同時に、同図(F)に示すように、(2)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。
また、時刻t3〜t4の期間中、溶接トーチ4は後退移動されているが、マニュピュレータのモータの応答遅れ時間による第1の応答遅れ時間T11によって、溶接ワイヤ1と被溶接物2とは接触状態のままである。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは0[mm]のままである。しかしながら、上記の第1の応答遅れ時間T11は、図13の説明の項で前述したモータ応答遅れ時間と遊び分応答遅れ時間の加算値である第1の応答遅れ時間T1よりも短い時間であり、通常、その値は100[ms]以下程度である。
【0037】
(4)時刻t4〜t5の期間
時刻t4において、同図(H3)に示すように、上記(3)項の後退移動によって、ワイヤ先端と被溶接物2とが離れると、上記の初期電流Isが通電する初期アーク3aが発生する。また、初期アーク3aが発生した時刻t4から溶接トーチ4が溶接開始位置Spに復帰する時刻t5までの間は、上記の後退移動を継続する。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に長くなる。
【0038】
(5)時刻t5以降の期間
時刻t5において、上記(4)項の後退移動によって溶接トーチ4が溶接開始位置Spに復帰すると、同図(E)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給される。同時に、前述した動作同期出力制御回路SINVは、電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧Vwは上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。同時に、溶接トーチ4は予め教示された溶接方向に移動を開始する。
【0039】
時刻t5において、溶接トーチ4を後退移動から溶接方向への移動に切り換えるためのマニュピュレータのモータの応答遅れ時間と、ワイヤ送給モータの応答遅れ時間とが発生する。しかしながら、マニュピュレータは移動方向が変化するだけであるので、これによる応答遅れ時間は短い。他方、ワイヤ送給モータは、従来技術のように逆回転から正回転への反転ではなく、正回転の開始のみであるので、これによる応答遅れ時間は短い。したがって、上記の加算値である本発明の第2の応答遅れ時間T21は、従来技術の第2の応答遅れ時間T2よりも短くなり、通常、その値は100[ms]以下である。このために、時刻t5〜t6の短い期間T21の経過後に、同図(H4)に示す初期アーク3aから同図(H5)に示す定常のアーク3bへと円滑に移行するので、前述した応答遅れ時間中のアーク長増長による溶接不良は発生しない。さらに、本発明の合計の応答遅れ時間T11+T21は、従来技術の応答遅れ時間T1+T2に比べて1/3〜1/5以下の時間であるので、応答遅れ時間による生産性の低下も防止することができる。
【0040】
[実施例2]
実施例2の発明は、
(1)実施例1の発明における初期アーク発生状態を維持したままでの溶接トーチの後退移動によって、ワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、上記の後退移動から溶接開始位置Spへの復帰移動に切り換えて、同時に溶接ワイヤの送給を開始すると共に定常の溶接電流Icを通電し、
(2)溶接トーチが溶接開始位置Spに復帰すると、上記の復帰移動から予め教示された溶接方向への移動に切り換えるアークスタート制御方法である。以下、実施例2の発明について、図面を参照して説明する。
【0041】
図3は、実施例2のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図1と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図1とは異なる回路ブロックである、動作同期動作制御回路SMC、動作同期ロボットインターフェース回路SIFR、動作同期溶接電源インターフェース回路SIFP、動作同期送給制御回路SFC及び動作同期出力制御回路SINVについて説明する。
【0042】
実施例2の動作同期動作制御回路SMCは、溶接開始信号Stが外部から入力されると、予め定めた電圧設定信号Vs及び定常の送給速度設定信号Wsを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、実施例1とは異なり上記の後退移動によってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、後退距離一致信号Lpを出力すると共にマニュピュレータRMを上記の溶接開始位置Spに復帰移動させ、溶接開始位置Spに復帰後は教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0043】
実施例2の動作同期ロボットインターフェース回路SIFRは、上記の電圧設定信号Vs、定常の送給速度設定信号Ws、出力開始信号On、短絡/アーク判別信号Sa及び実施例1とは異なる後退距離一致信号Lpの5つの信号から形成されるインターフェース信号Ifを溶接電源装置PSとの間で通信する。
【0044】
実施例2の動作同期溶接電源インターフェース回路SIFPは、上記の5つの信号から形成されるインターフェース信号Ifをロボット制御装置RCとの間で通信する。実施例2の動作同期送給制御回路SFCは、上記の後退距離一致信号Lpが入力されると、上記の定常の送給速度設定信号Wsに相当する送給速度で溶接ワイヤを前進送給する送給制御信号Fcを出力する。実施例2の動作同期出力制御回路SINVは、上記の出力開始信号Onが入力された時点から上記の後退距離一致信号Lpが入力される時点までの間は予め定めた小電流値の初期電流Isを通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0045】
図4は、図3で上述した実施例2のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、実施例1とは異なり同図(E)は後退距離一致信号Lpの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図においては、実施例2の独自の効果を示すために、溶接トーチ4が最初に溶接開始位置Spに到達したときのワイヤ先端・被溶接物間距離Lwが、約3[mm]未満又は0[mm](接触)と非常に短い場合である。以下、同図を参照して説明する。
【0046】
(1)時刻t1〜t2の期間
時刻t1において、同図(A)に示すように、溶接開始信号Stが外部から入力(Highレベル)されると、マニュピュレータに搭載された溶接トーチ4を移動させて、同図(H1)に示すように、時刻t2において溶接トーチ4は予め教示された溶接開始位置Spへ到着して停止する。
【0047】
(2)時刻t2〜t3の期間
時刻t2において、溶接トーチ4が溶接開始位置Spに到着すると、同図(B)に示すように、前述した動作同期動作制御回路SMCから出力開始信号Onが出力(Highレベル)される。これに応じて、溶接ワイヤ1の送給を停止したままで、前述した動作同期出力制御回路SINVは定電流特性又は垂下特性を形成して出力するが、この期間中は溶接ワイヤ1と被溶接物2とは離れており無負荷状態にあるために、無負荷電圧が印加する。同時に、溶接トーチ4を略溶接ワイヤの送給方向に移動させてワイヤ先端を被溶接物2へ近づけていく。このとき、前述したように、時刻t2のワイヤ先端・被溶接物間距離Lwは非常に短いために、同図(G)に示すように、短時間で0[mm]になる。
【0048】
(3)時刻t3〜t4の期間
時刻t3において、同図(H2)に示すように、上記(2)項の溶接トーチ4の移動によってワイヤ先端が被溶接物2に接触すると、同図(D)に示すように、短絡/アーク判別信号Saが短絡信号(Highレベル)に変化する。この変化に応じて、溶接トーチ4は略溶接ワイヤの送給方向とは逆方向に後退移動される。同時に、同図(F)に示すように、(2)項で上述した定電流特性又は垂下特性によって小電流値の初期電流Isが通電する。
また、時刻t3〜t4の期間中、溶接トーチ4は後退移動されているが、マニュピュレータのモータの応答遅れ時間による第1の応答遅れ時間T11によって、溶接ワイヤ1と被溶接物2とは接触状態のままである。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは0[mm]のままである。しかしながら、実施例1と同様に、上記の第1の応答遅れ時間T11は、図13の説明の項で前述したモータ応答遅れ時間と遊び分応答遅れ時間の加算値である第1の応答遅れ時間T1よりも短い時間であり、通常、その値は100[ms]以下程度である。
【0049】
(4)時刻t4〜t5の期間
時刻t4において、同図(H3)に示すように、上記(3)項の後退移動によってワイヤ先端と被溶接物2とが離れると、上記の初期電流Isが通電する初期アーク3aが発生する。また、初期アーク3aが発生した時刻t4からワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達する時刻t5までの間は、上記の後退移動を継続する。したがって、同図(G)に示すように、ワイヤ先端・被溶接物間距離Lwは徐々に長くなり、時刻t5において後退距離設定値Lsと等しくなる。
【0050】
(5)時刻t5以降の期間
時刻t5において、上記(4)項の後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、同図(E)に示すように、後退距離一致信号Lpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給される。同時に、前述した動作同期出力制御回路SINVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧Vwは上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。同時に、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51に復帰した後に予め教示された溶接方向に移動を開始する。
【0051】
実施例1と同様に、時刻t5において、溶接トーチ4を後退移動かた溶接開始位置Spへの復帰移動を経て溶接方向への移動に切り換えるためのマニュピュレータのモータの応答遅れ時間と、ワイヤ送給モータの応答遅れ時間とが発生する。しかしながら、マニュピュレータは移動方向が変化するだけであるので、これによるモータ応答遅れ時間は短い。他方、ワイヤ送給モータは、従来技術のように逆回転から正回転へと反転するのではなく、正回転の開始のみであるので、これによる応答遅れ時間は短い。したがって、上記の加算値である本発明の第2の応答遅れ時間T21は、従来技術の第2の応答遅れ時間T2よりも短くなり、通常、その値は100[ms]以下である。このために、時刻t5〜t6の短い期間T21の経過後に、同図(H4)に示す初期アーク3aから同図(H5)に示す定常のアーク3bへと円滑に移行するので、前述した応答遅れ時間中のアーク長増長による溶接不良は発生しない。さらに、本発明の合計の応答遅れ時間T11+T21は、従来技術の応答遅れ時間T1+T2に比べて1/3〜1/5以下の時間であるので、応答遅れ時間による生産性の低下も防止することができる。
【0052】
さらに、実施例1では、後退移動は溶接開始位置Spに復帰するまで継続する。このために、最初に溶接開始位置Spに到着したときのワイヤ先端・被溶接物間距離Lwが非常に短い場合又は接触している場合には、適正な距離の後退移動を行うことができないために、初期アーク3aが全く発生しない現象又は発生しても再接触によって消滅する現象が生じて、不良なアークスタートとなる場合がある。他方、実施例2では、最初に溶接開始位置Spに到着したときのワイヤ先端・被溶接物間距離Lwが非常に短い場合ても又は接触している場合ても、適正な後退距離設定値Lsに達するまで確実に後退移動が継続されるので、上記のような問題は生じない。
【0053】
[実施例3]
実施例3の発明は、上述した実施例2の発明における溶接ワイヤの送給開始及び定常の溶接電流Icの通電開始を、復帰移動によって溶接トーチが溶接開始位置Spに復帰した時点から行うアークスタート制御方法である。以下、実施例3の発明について、図面を参照して説明する。
【0054】
実施例3のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図は、前述した図1において動作同期動作制御回路SMCを以下のように変更した構成となり、それ以外は同一である。以下、実施例3の動作同期動作制御回路SMCについて説明する。
実施例3の動作同期動作制御回路SMCは、溶接開始信号Stが入力されると、予め定めた電圧設定信号Vs及び送給速度設定信号Wsを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着後すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、上記の後退移動によってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、マニュピュレータRMを上記の溶接開始位置Spに復帰移動させ、溶接開始位置Spに復帰すると、復帰信号Rpを出力すると共に、マニュピュレータを教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0055】
図5は、上述した実施例3のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、実施例2とは異なり同図(E)は復帰信号Rpの時間変化を示し、同図(F)は溶接電流Iwの時間変化を示し、同図(G)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(H1)〜(H5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t5以前の動作は前述した図4のときと同様であるので、それらの期間の説明は省略する。以下、図4とは異なる時刻t5以降の期間について説明する。
【0056】
時刻t5以降の期間
時刻t5において、後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51において溶接開始位置Spに復帰すると、同図(E)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給される。同時に、前述した動作同期出力制御回路SINVは、電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧Vwは上記の電圧設定信号Vsに相当する値となると共に、同図(F)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。
【0057】
[実施例4]
実施例4の発明は、実施例2の発明における復帰移動がワイヤ先端・被溶接物間距離Lwを短くする方向への移動であるときは、この復帰移動期間Tb中は定常の溶接電流Icよりも大きな電流値の移行電流Ib1を通電するアークスタート制御方法である。以下、実施例4の発明について、図面を参照して説明する。
【0058】
図6は、実施例4のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図3と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図3とは異なる回路ブロックである、動作同期動作制御回路SMC、動作同期ロボットインターフェース回路SIFR、動作同期溶接電源インターフェース回路SIFP及び動作同期出力制御回路SINVについて説明する。
【0059】
実施例4の動作同期動作制御回路SMCは、溶接開始信号Stが入力されると、予め定めた電圧設定信号Vs、定常の送給速度設定信号Ws及び実施例2にはない初期電流設定信号Isを出力すると共に、マニュピュレータRM(溶接トーチ4)を溶接開始位置Spに移動させ、溶接開始位置Spに到着後すると、出力開始信号Onを出力すると共にマニュピュレータRMを略送給方向に移動させ、短絡/アーク判別信号Saが短絡信号になると、マニュピュレータRMを後退移動させ、上記の後退移動によってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達すると、後退距離一致信号Lpを出力すると共に、溶接開始位置Spへの復帰移動がワイヤ先端・被溶接物間距離Lwを短くする方向への移動であるときは上記の初期電流設定信号Isの値を予め定めた移行電流値Ibに修正して出力し、同時にマニュピュレータRMを上記の溶接開始位置Spに復帰移動させ、溶接開始位置Spに復帰すると、復帰信号Rpを出力し、それ以降はマニュピュレータRMを教示された溶接方向に移動させる動作制御信号Mcを出力する。
【0060】
実施例4の動作同期ロボットインターフェース回路SIFRは、上記の電圧設定信号Vs、定常の送給速度設定信号Ws、出力開始信号On、短絡/アーク判別信号Sa、後退距離一致信号Lp、実施例2とは異なる初期電流設定信号Is及び復帰信号Rpの7つの信号から形成されるインターフェース信号Ifを溶接電源装置PSとの間で通信する。
【0061】
実施例4の動作同期溶接電源インターフェース回路SIFPは、上記の7つの信号から形成されるインターフェース信号Ifをロボット制御装置RCとの間で通信する。実施例4の動作同期出力制御回路SINVは、上記の出力開始信号Onが入力された時点から上記の復帰信号Rpが入力される時点までの間は上記の初期電流設定信号Isに相当する電流を通電する定電流特性又は垂下特性を形成して出力し、それ以降は上記の定常の送給速度設定信号Wsに対応した定常の溶接電流Icを通電するための上記の電圧設定信号Vsに対応した定電圧特性を形成して出力する。
【0062】
図7は、上述した実施例4のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は後退距離一致信号Lpの時間変化を示し、実施例2とは異なり同図(F)は復帰信号Rpの時間変化を示し、同図(G)は溶接電流Iwの時間変化を示し、同図(H)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(I1)〜(I5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t5以前の動作は前述した図4のときと同様であるので、それらの期間の説明は省略する。以下、図4とは異なる時刻t5以降の期間について説明する。
【0063】
時刻t5以降の期間
時刻t5において、後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、同図(E)に示すように、後退距離一致信号Lpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり溶接ワイヤ1は被溶接物2へ前進送給されると共に、同図(G)に示すように、溶接電流Iwは初期電流Isから移行電流Ib1へ変化する。同時に、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51において溶接開始位置Spに復帰すると、同図(F)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、前述した動作同期出力制御回路SINVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧は上記の電圧設定信号Vsに相当する値となると共に、同図(G)に示すように、上記の定常の送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。
【0064】
時刻t5〜t51の復帰移動期間Tb中は、定常の送給速度Wsによる前進送給及びワイヤ先端・被溶接物間距離Lwを短くする方向への復帰移動の加算によって、ワイヤ先端は定常の送給速度Wsよりも速い速度で被溶接物に近づく。このために、定常の溶接電流Icよりも大きな値に予め定めた移行電流Ib2を通電することによって、ワイヤ先端が被溶接物へ突っ込んで接触し不良なアークスタートになることを防止することができる。
【0065】
[実施例5]
実施例5の発明は、実施例2の発明における復帰移動がワイヤ先端・被溶接物間距離Lwを短くする方向への移動であるときは、上記の復帰移動期間Tb中は溶接ワイヤの送給を停止したままで復帰移動速度に対応して予め定めた移行電流Ib2を通電し、溶接トーチが溶接開始位置Spに復帰後は、溶接ワイヤの送給を開始すると共に定常の溶接電流Icを通電するアークスタート制御方法である。以下、実施例5の発明について、図面を参照して説明する。
【0066】
図8は、実施例5のアークスタート制御方法を実施するためのロボット制御装置RC及び溶接電源装置PSのブロック図である。同図において、前述した図6と同一の回路ブロックには同一符号を付し、それらの説明は省略する。以下、点線で囲んだ図6とは異なる回路ブロックである、動作同期送給制御回路SFCについて説明する。
【0067】
実施例5の動作同期送給制御回路SFCは、復帰信号Rpが入力されると、定常の送給速度設定信号Wsに相当する送給速度で溶接ワイヤを前進送給する送給制御信号Fcを出力する。
【0068】
図9は、上述した実施例5のロボット制御装置RC及び溶接電源装置PSの各信号のタイミングチャートである。同図(A)は溶接開始信号Stの時間変化を示し、同図(B)は出力開始信号Onの時間変化を示し、同図(C)は送給制御信号Fcの時間変化を示し、同図(D)は短絡/アーク判別信号Saの時間変化を示し、同図(E)は後退距離一致信号Lpの時間変化を示し、実施例2とは異なり同図(F)は復帰信号Rpの時間変化を示し、同図(G)は溶接電流Iwの時間変化を示し、同図(H)はワイヤ先端・被溶接物間距離Lwの時間変化を示し、同図(I1)〜(I5)は各時刻における溶接ワイヤ1の送給状態を示す。同図において、時刻t5以前の動作は前述した図4のときと同様であるので、それらの期間の説明は省略する。以下、図4とは異なる時刻t5以降の期間について説明する。
【0069】
時刻t5以降の期間
時刻t5において、後退移動によってワイヤ先端・被溶接物間距離Lwが後退距離設定値Lsに達すると、同図(E)に示すように、後退距離一致信号Lpが出力(Highレベル)される。これに応じて、同図(G)に示すように、溶接電流Iwは初期電流Isから移行電流Ib2へ変化する。同時に、溶接トーチ4を溶接開始位置Spへ復帰移動させ、時刻t51において溶接開始位置Spに復帰すると、同図(F)に示すように、復帰信号Rpが出力(Highレベル)される。これに応じて、同図(C)に示すように、送給制御信号Fcは正の値の定常の送給速度設定信号Wsとなり、溶接ワイヤ1は被溶接物2へ前進送給されると共に、前述したように動作同期出力制御回路SINVは電圧設定信号Vsに対応する定電圧特性を形成するので、図示しない溶接電圧は電圧設定信号Vsに相当する値となり、同図(G)に示すように、上記の定送給速度Wsに対応した大電流値の定常の溶接電流Icが通電する。
【0070】
時刻t5〜t51の復帰移動期間Tb中は、溶接ワイヤの送給は停止したままであるが、ワイヤ先端・被溶接物間距離Lwを短くする方向への復帰移動によって、ワイヤ先端は被溶接物に近づく。このために、この復帰移動の速度に対応して予め定めた移行電流Ib2を通電することによって、ワイヤ先端が被溶接物へ突っ込んで接触し不良なアークスタートになることを防止することができる。
【0071】
上述した実施例においては、溶接トーチの移動手段として溶接ロボットのマニュピュレータを使用する場合について説明した。しかし、略溶接ワイヤの送給方向の上下方向及び溶接方向の左右方向に、溶接トーチ又は被溶接物又はそれら両方を移動させることが可能な自動台車、NC加工機に使用されるX−Yテーブル等を使用して、本発明を実施することもできる。
【図面の簡単な説明】
【0072】
【図1】実施例1のブロック図である。
【図2】実施例1の各信号のタイミングチャートである。
【図3】実施例2のブロック図である。
【図4】実施例2の各信号のタイミングチャートである。
【図5】実施例3の各信号のタイミングチャートである。
【図6】実施例4のブロック図である。
【図7】実施例4の各信号のタイミングチャートである。
【図8】実施例5のブロック図である。
【図9】実施例5の各信号のタイミングチャートである。
【図10】従来技術のロボットアーク溶接装置の構成図である。
【図11】従来装置のブロック図である。
【図12】従来装置の各信号のタイミングチャートである。
【図13】従来技術の解決課題を示すタイミングチャートである。
【符号の説明】
【0073】
1 溶接ワイヤ
2 被溶接物
3 アーク
3a 初期アーク(発生状態)
3b 定常のアーク(発生状態)
3c 過大なアーク長のアーク
4 溶接トーチ
4a コイルライナ
DT 遅延回路
Dt 遅延信号
Fc 送給制御信号
Ib 移行電流
If インターフェース信号
IFP 溶接電源インターフェース回路
IFR ロボットインターフェース回路
INV 出力制御回路
Is 初期電流(設定信号)
Iw 溶接電流
Lp 後退距離一致信号
Ls 後退距離設定値
Lw ワイヤ先端・被溶接物間距離
MC 動作制御回路
Mc 動作制御信号
On 出力開始信号
PS 溶接電源装置
RC ロボット制御装置
RFC 正逆送給制御回路
RM マニュピュレータ
Rp 復帰信号
SA 短絡/アーク判別回路
Sa 短絡/アーク判別信号
SFC 動作同期送給制御回路
SIFP 動作同期溶接電源インターフェース回路
SIFR 動作同期ロボットインターフェース回路
SINV 動作同期出力制御回路
SMC 動作同期動作制御回路
Sp 溶接開始位置
St 溶接開始信号
T1、T11 第1の応答遅れ時間
T2、T21 第2の応答遅れ時間
Tb 復帰移動期間
Td 遅延時間
VD 電圧検出回路
Vd 電圧検出信号
Vs 電圧設定信号
Vw 溶接電圧
Wi 初期送給速度設定値
WM ワイヤ送給モータ
Wr 後退送給速度設定値
Ws 定常の送給速度(設定信号)
【特許請求の範囲】
【請求項1】
溶接開始に際して、溶接ロボットのマニュピュレータに取り付けられた溶接トーチから送給される溶接ワイヤを被溶接物に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるロボットアーク溶接のアークスタート制御方法において、
前記溶接ワイヤの引き離しを、前記溶接トーチの後退移動によって行う、ことを特徴とするロボットアーク溶接のアークスタート制御方法。
【請求項2】
前記溶接トーチの後退移動を、ワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達するまで行う、ことを特徴とする請求項1記載のロボットアーク溶接のアークスタート制御方法.
【請求項1】
溶接開始に際して、溶接ロボットのマニュピュレータに取り付けられた溶接トーチから送給される溶接ワイヤを被溶接物に一旦接触させた後に引き離し、この引き離しによって初期アークを発生させた後に定常アークへと移行させるロボットアーク溶接のアークスタート制御方法において、
前記溶接ワイヤの引き離しを、前記溶接トーチの後退移動によって行う、ことを特徴とするロボットアーク溶接のアークスタート制御方法。
【請求項2】
前記溶接トーチの後退移動を、ワイヤ先端・被溶接物間距離が予め定めた後退距離設定値に達するまで行う、ことを特徴とする請求項1記載のロボットアーク溶接のアークスタート制御方法.
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2006−263822(P2006−263822A)
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願番号】特願2006−149565(P2006−149565)
【出願日】平成18年5月30日(2006.5.30)
【分割の表示】特願2001−999(P2001−999)の分割
【原出願日】平成13年1月9日(2001.1.9)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願日】平成18年5月30日(2006.5.30)
【分割の表示】特願2001−999(P2001−999)の分割
【原出願日】平成13年1月9日(2001.1.9)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]