
ロータリーシャッタ
【課題】ロータリーシャッタのシャッタ開口部の大きさ及び形状を等しくして、シャッタ開口部を通過する光の光量を常に一定にすることが出来るロータリーシャッタを得る。
【解決手段】複数の同じ大きさの円盤形状であるブランクは同軸状に並べられて1つの円筒を形成し、パンチング加工により窓部が穿孔される。円筒から得られる2枚の円盤は同軸状に積層される。第1の円盤と第2の円盤は、第1の円盤に穿設された第1の窓部320が第2の円盤に穿設された第2の窓部430と対応するように、そして第1の円盤に穿設された第2の窓部330が、第2の円盤に穿設された第1の窓部420と対応するように互いの中心Oで軸支される。シャッタ開口部220、230の大きさ及び形状は、より小さい面積を有する窓部により決定される。第1及び第2の窓部の大きさ及び形状に誤差が生じても、シャッタ開口部220、230は同じ大きさ及び形状を有する。
【解決手段】複数の同じ大きさの円盤形状であるブランクは同軸状に並べられて1つの円筒を形成し、パンチング加工により窓部が穿孔される。円筒から得られる2枚の円盤は同軸状に積層される。第1の円盤と第2の円盤は、第1の円盤に穿設された第1の窓部320が第2の円盤に穿設された第2の窓部430と対応するように、そして第1の円盤に穿設された第2の窓部330が、第2の円盤に穿設された第1の窓部420と対応するように互いの中心Oで軸支される。シャッタ開口部220、230の大きさ及び形状は、より小さい面積を有する窓部により決定される。第1及び第2の窓部の大きさ及び形状に誤差が生じても、シャッタ開口部220、230は同じ大きさ及び形状を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はロータリーシャッタに関する。
【背景技術】
【0002】
ロータリーシャッタは、例えば内視鏡装置が備える光源装置の光路上に設けられ、内視鏡に供給される照明光の光量を調節するために用いられる。
【0003】
内視鏡装置はファイバスコープと、ファイバスコープに接続されるビデオスコープと、ビデオスコープ内部に設けられる光源装置とから主に構成される。光源装置はファイバスコープに接続されて、照明光をファイバスコープに出力する。ファイバスコープは照明光を観察対象物に照射し、ファイバスコープは観察対象物からの反射光をビデオスコープに伝達する。反射光はビデオスコープが備える撮像素子により電気信号に変換される。電気信号は信号処理回路により情報処理されてモニタに画像として表示される。
【0004】
ロータリーシャッタは2つの円盤を同軸状に重合して形成される。2つの円盤にはそれぞれ2つの窓部が設けられる。2つの円盤は互いの2つの窓部がそれぞれ対応した位置となるように重合される。2つの窓部が重合することによりシャッタ開口部が形成される。シャッタ開口部の開口面積は、一方の円盤を他方の円盤に対して円盤の軸回りにずらすことにより調節される。
【0005】
光源装置から照射される照明光の光量はロータリーシャッタにより調節される。光源装置からファイバスコープまでの照明光の光路上にはシャッタ開口部が位置する。ロータリーシャッタの中心にはモータがその回転軸を同軸とするように取り付けられる。これによりロータリーシャッタはその中心を軸に回転し、撮像素子から出力される電気信号のタイミングに合わせて光路の遮断、開放を繰り返す。シャッタ開口部の開口面積は制御されて、電気信号の1フレームにおける照明光の光量を調節する。
【0006】
光量の調節を正確に行うため、モータドライバから送信される信号によってロータリーシャッタを一定速度で回転するように制御する電子内視鏡装置が知られている(特許文献1)。
【特許文献1】特開2006−110149号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、ロータリーシャッタは2つの窓部を有する2枚の円盤を重合して成るため、円盤毎に設けられる2つの窓部の大きさ及び形状が異なると、2つのシャッタ開口部の大きさ及び形状が等しくならない。2つのシャッタ開口部の大きさ及び形状が異なると、それぞれのシャッタ開口部を通過する照明光の光量が等しくならない。そのため撮像素子が受光する画像の光量が一定とならず、画質が低下するという問題がある。
【0008】
本発明は、この問題を解決するためになされたものであり、ロータリーシャッタのシャッタ開口部の大きさ及び形状を等しくして、シャッタ開口部を通過する光の光量を常に一定にすることが出来るロータリーシャッタを得ることを目的とする。
【課題を解決するための手段】
【0009】
本発明における第1の発明によるロータリーシャッタは、第1及び第2の板状部材が積層されてから厚さ方向に穿孔される第1及び第2の窓部をそれぞれ備え、第1及び第2の板状部材は積層されてその平面に垂直な軸の周りに回動可能に軸支され、第1の板状部材に穿設された第1の窓部は、第2の板状部材に穿設された第2の窓部と対応するように位置し、第1の板状部材に穿設された第2の窓部は、第2の板状部材に穿設された第1の窓部と対応するように位置することを特徴とする。
【0010】
第1及び第2の板状部材は円盤形状であることが望ましい。
【0011】
第1及び第2の窓部は第1及び第2の板状部材の軸方向断面において扇型をなし、その扇型の円弧は第1及び第2の板状部材の円周と略並行に設けられることが好ましい。
【0012】
第1及び第2の窓部はパンチング加工により穿設されれば良く、第1及び第2の板状部材はステンレスから成るものであればなお良い。
【0013】
本発明における第2の発明によるロータリーシャッタの製造方法は、第1及び第2の板状部材を積層するステップと、第1及び第2の板状部材の厚さ方向に第1及び第2の窓部を穿孔するステップと、第1の板状部材に穿設された第1の窓部が、第2の板状部材に穿設された第2の窓部と対応するように位置し、第1の板状部材に穿設された第2の窓部が、第2の板状部材に穿設された第1の窓部と対応して位置するように、第1の板状部材と第2の板状部材とを積層してその平面に垂直な軸の周りに回動可能に軸支するステップとを備えることを特徴とする。
【発明の効果】
【0014】
本発明によれば、ロータリーシャッタのシャッタ開口部の大きさ及び形状を等しくして、シャッタ開口部を通過する光の光量を常に一定にすることが出来るロータリーシャッタを得ることができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施形態について添付図面を参照して説明する。
【0016】
本発明によるロータリーシャッタの一実施形態について図1及び図2を用いて説明する。
【0017】
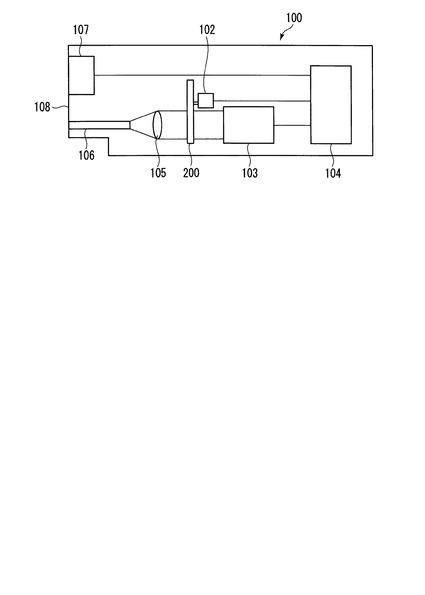
ロータリーシャッタ200はビデオスコープ100内部の光源装置103と導光ファイバ106との間の光路に設けられる。光源装置103は、ビデオスコープ100の制御を行うシステムコントローラ104からの指示により照明光を生じる。照明光はロータリーシャッタ200により遮光及び開放され、レンズ105に導光される。レンズ105は導光ファイバ106に照明光を集光する。導光ファイバ106はファイバスコープ接続部108に照明光を伝達する。ファイバスコープ接続部108には図示しないファイバスコープが接続される。ファイバスコープは照明光を観察対象物に照射し、観察対象物からの反射光をCCD107へ伝達する。CCD107は反射光を電気信号に変換し、システム制御部に転送する。転送された電気信号は画像として図示しないモニタに表示される。ユーザはモニタに表示された画像により観察対象物の観察を行う。
【0018】
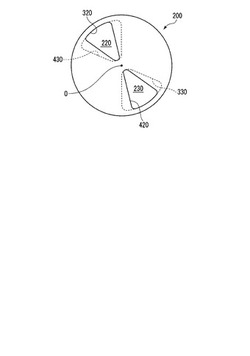
照明光の遮光及び開放は、シャッタ開口部220、230を有するロータリーシャッタ200が回転することにより行われる。中心Oにはモータ102の回転軸が同軸に取り付けられ、ロータリーシャッタ200を回転させる。照明光の光路上にはシャッタ開口部220、230が位置し、シャッタ開口部220、230がロータリーシャッタ200の中心軸回りに回転することにより、光路を遮光及び開放する。
【0019】
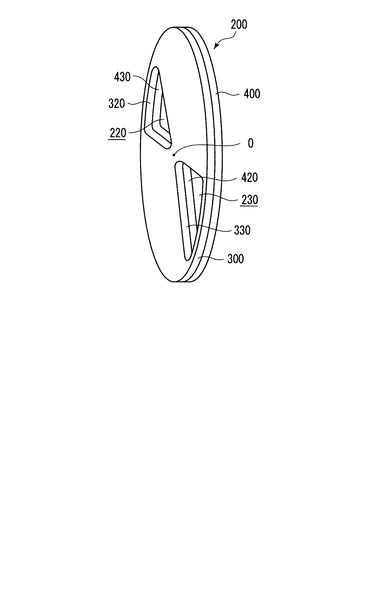
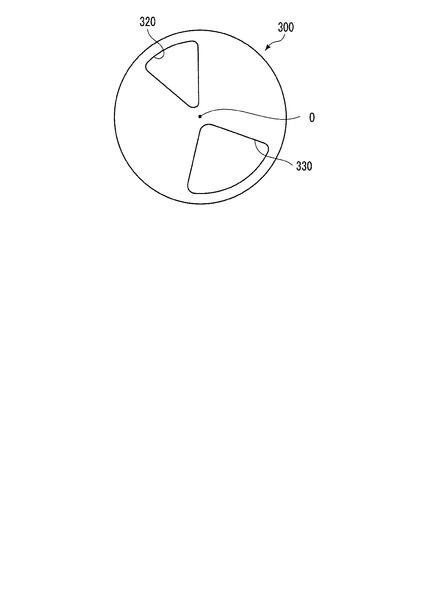
ロータリーシャッタ200は2枚の円盤300、400を同軸状に重合し、中心を軸支されることにより形成される。2枚の円盤300、400は、平行な2つの円形状の平面を円筒で接続した形状であり、扇型の窓部が2つずつ設けられる。第1の円盤300に設けられた2つの窓部320、330は、第2の円盤400に設けられた2つの窓部430、420とそれぞれ対応する位置となるように重合される。2つの窓部が対応した位置に設けられることによりシャッタ開口部220、230が形成される。シャッタ開口部220、230の大きさ及び形状は、第1の円盤300を第2の円盤400に対して円盤の軸回りにずらして調節される。
【0020】
次にロータリーシャッタ200の製造方法の一実施形態について図3から図6を用いて説明する。2つの窓部における大きさの違いを示すため、窓部の大きさは誇張して示される。
【0021】
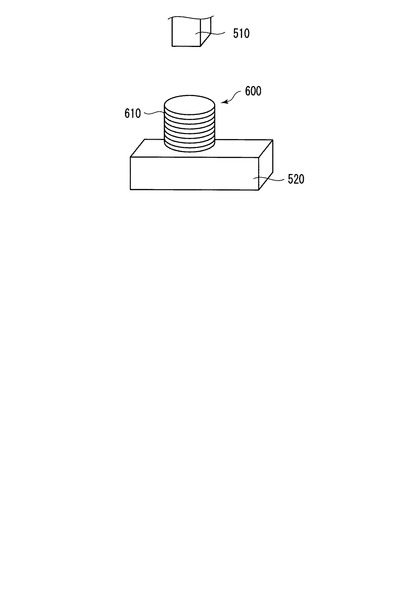
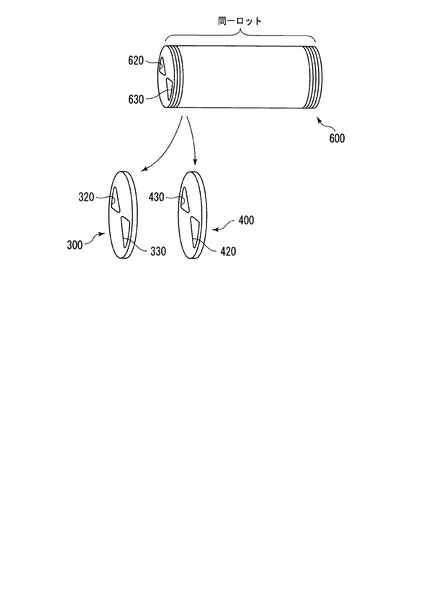
初めに、第1及び第2の円盤300、400を作製する。まず複数の同じ大きさの円盤形状であるブランク610が用意される。ブランク610はステンレスから成る。ブランク610は同軸状に並べられて1つの円筒600を形成する。
【0022】
円筒600にはパンチング加工により窓部620、630が穿孔される。パンチング加工では、円筒600は台座520に対してその軸を垂直にして固定される。軸方向であって台座520の反対側から円筒600に向けてプレス機によりパンチ刃510が下ろされる。パンチ刃510は円筒に扇型の窓部を2つ穿孔する。穿孔された2つの窓部620、630は第1及び第2の円盤300、400において、第1の窓部320、420と第2の窓部330、430を成す。その後円筒600は、複数の円盤610へと分解される。これにより複数の円盤610が作製される。
【0023】
1回の穿孔作業により造られた複数の円盤610は1ロットとして取り扱われる。1つのロータリーシャッタ200を作製するために用いられる2枚の円盤は、この1ロットから選択される。
【0024】
1ロットから選択された2枚の円盤は第1及び第2の円盤300、400として、同軸状に積層される。
【0025】
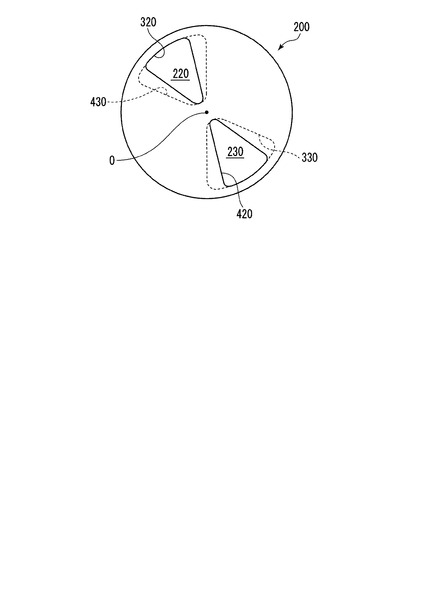
第1の円盤300と第2の円盤400は、第1の円盤300に穿設された第1の窓部320が第2の円盤400に穿設された第2の窓部430と対応するように、そして第1の円盤300に穿設された第2の窓部330が、第2の円盤400に穿設された第1の窓部420と対応するように積層される。そして、第1の円盤300と第2の円盤400は互いの中心Oでモータの回転軸に軸支される。
【0026】
第1の窓部320、420と第2の窓部430、330は第1及び第2のシャッタ開口部220、230を形成する。第1及び第2のシャッタ開口部220、230の大きさ及び形状は、第1の円盤300に対して第2の円盤400を互いの中心O回りにずらすことにより調節される。
【0027】
パンチング加工により形成される第1及び第2の窓部320、420、330、430は、加工誤差によりわずかに大きさ及び形状が異なる。そのため、第1の窓部どうしが対応するように第1及び第2の円盤300、400を重合して第1及び第2のシャッタ開口部220、230を形成すると、第1及び第2のシャッタ開口部220、230には大きさ及び形状の相異が生じる。
【0028】
ロータリーシャッタ200は、第1及び第2の窓部が対応するように第1及び第2の円盤300、400が重合される。そのため、第1及び第2の窓部により形成される第1及び第2のシャッタ開口部220、230の大きさ及び形状は、軸方向に小さい面積を有する窓部に依存して決定される。そのため、第1及び第2の窓部の大きさ及び形状に誤差が生じていても、第1及び第2のシャッタ開口部220、230は同じ大きさ及び形状を有する。
【0029】
これにより、第1及び第2のシャッタ開口部220、230を通過する光の光量を常に一定にして、CCDが生成する画像の画質を向上することが出来る。
【0030】
なお、円盤に設けられる窓部は扇型に限定されず、円形や長方形等の光路の遮断及び開放に適した形状であればよい。
【0031】
また、窓部を設ける手段はパンチング加工に限られず、窓部を設けるに適した公知の手段を用いても良い。
【0032】
第1及び第2の円盤300、400はステンレスから成るものでなくても良く、ロータリーシャッタ200に適した強度を有する材料から成るものでもよい。
【0033】
第1及び第2の円盤300、400として、一方の円盤が裏返されてから他方の円盤と同軸状に積層されても良い。すなわち、穿孔したときに同じ方向を向いていた面が接触して同軸状に積層される。
【図面の簡単な説明】
【0034】
【図1】内視鏡装置に用いられるビデオスコープのブロック図である。
【図2】ロータリーシャッタの斜視図である。
【図3】複数のブランクから成る円筒に窓部を設ける装置の概略図である。
【図4】穿孔された円筒の斜視図である。
【図5】第1又は第2の円盤の平面図である。
【図6】ロータリーシャッタの平面図である。
【符号の説明】
【0035】
100 ビデオスコープ
103 光源装置
104 システム制御部
110 ロータリーシャッタ
220 第1のシャッタ開口部
230 第2のシャッタ開口部
300 第1の円盤
400 第2の円盤
【技術分野】
【0001】
本発明はロータリーシャッタに関する。
【背景技術】
【0002】
ロータリーシャッタは、例えば内視鏡装置が備える光源装置の光路上に設けられ、内視鏡に供給される照明光の光量を調節するために用いられる。
【0003】
内視鏡装置はファイバスコープと、ファイバスコープに接続されるビデオスコープと、ビデオスコープ内部に設けられる光源装置とから主に構成される。光源装置はファイバスコープに接続されて、照明光をファイバスコープに出力する。ファイバスコープは照明光を観察対象物に照射し、ファイバスコープは観察対象物からの反射光をビデオスコープに伝達する。反射光はビデオスコープが備える撮像素子により電気信号に変換される。電気信号は信号処理回路により情報処理されてモニタに画像として表示される。
【0004】
ロータリーシャッタは2つの円盤を同軸状に重合して形成される。2つの円盤にはそれぞれ2つの窓部が設けられる。2つの円盤は互いの2つの窓部がそれぞれ対応した位置となるように重合される。2つの窓部が重合することによりシャッタ開口部が形成される。シャッタ開口部の開口面積は、一方の円盤を他方の円盤に対して円盤の軸回りにずらすことにより調節される。
【0005】
光源装置から照射される照明光の光量はロータリーシャッタにより調節される。光源装置からファイバスコープまでの照明光の光路上にはシャッタ開口部が位置する。ロータリーシャッタの中心にはモータがその回転軸を同軸とするように取り付けられる。これによりロータリーシャッタはその中心を軸に回転し、撮像素子から出力される電気信号のタイミングに合わせて光路の遮断、開放を繰り返す。シャッタ開口部の開口面積は制御されて、電気信号の1フレームにおける照明光の光量を調節する。
【0006】
光量の調節を正確に行うため、モータドライバから送信される信号によってロータリーシャッタを一定速度で回転するように制御する電子内視鏡装置が知られている(特許文献1)。
【特許文献1】特開2006−110149号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、ロータリーシャッタは2つの窓部を有する2枚の円盤を重合して成るため、円盤毎に設けられる2つの窓部の大きさ及び形状が異なると、2つのシャッタ開口部の大きさ及び形状が等しくならない。2つのシャッタ開口部の大きさ及び形状が異なると、それぞれのシャッタ開口部を通過する照明光の光量が等しくならない。そのため撮像素子が受光する画像の光量が一定とならず、画質が低下するという問題がある。
【0008】
本発明は、この問題を解決するためになされたものであり、ロータリーシャッタのシャッタ開口部の大きさ及び形状を等しくして、シャッタ開口部を通過する光の光量を常に一定にすることが出来るロータリーシャッタを得ることを目的とする。
【課題を解決するための手段】
【0009】
本発明における第1の発明によるロータリーシャッタは、第1及び第2の板状部材が積層されてから厚さ方向に穿孔される第1及び第2の窓部をそれぞれ備え、第1及び第2の板状部材は積層されてその平面に垂直な軸の周りに回動可能に軸支され、第1の板状部材に穿設された第1の窓部は、第2の板状部材に穿設された第2の窓部と対応するように位置し、第1の板状部材に穿設された第2の窓部は、第2の板状部材に穿設された第1の窓部と対応するように位置することを特徴とする。
【0010】
第1及び第2の板状部材は円盤形状であることが望ましい。
【0011】
第1及び第2の窓部は第1及び第2の板状部材の軸方向断面において扇型をなし、その扇型の円弧は第1及び第2の板状部材の円周と略並行に設けられることが好ましい。
【0012】
第1及び第2の窓部はパンチング加工により穿設されれば良く、第1及び第2の板状部材はステンレスから成るものであればなお良い。
【0013】
本発明における第2の発明によるロータリーシャッタの製造方法は、第1及び第2の板状部材を積層するステップと、第1及び第2の板状部材の厚さ方向に第1及び第2の窓部を穿孔するステップと、第1の板状部材に穿設された第1の窓部が、第2の板状部材に穿設された第2の窓部と対応するように位置し、第1の板状部材に穿設された第2の窓部が、第2の板状部材に穿設された第1の窓部と対応して位置するように、第1の板状部材と第2の板状部材とを積層してその平面に垂直な軸の周りに回動可能に軸支するステップとを備えることを特徴とする。
【発明の効果】
【0014】
本発明によれば、ロータリーシャッタのシャッタ開口部の大きさ及び形状を等しくして、シャッタ開口部を通過する光の光量を常に一定にすることが出来るロータリーシャッタを得ることができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施形態について添付図面を参照して説明する。
【0016】
本発明によるロータリーシャッタの一実施形態について図1及び図2を用いて説明する。
【0017】
ロータリーシャッタ200はビデオスコープ100内部の光源装置103と導光ファイバ106との間の光路に設けられる。光源装置103は、ビデオスコープ100の制御を行うシステムコントローラ104からの指示により照明光を生じる。照明光はロータリーシャッタ200により遮光及び開放され、レンズ105に導光される。レンズ105は導光ファイバ106に照明光を集光する。導光ファイバ106はファイバスコープ接続部108に照明光を伝達する。ファイバスコープ接続部108には図示しないファイバスコープが接続される。ファイバスコープは照明光を観察対象物に照射し、観察対象物からの反射光をCCD107へ伝達する。CCD107は反射光を電気信号に変換し、システム制御部に転送する。転送された電気信号は画像として図示しないモニタに表示される。ユーザはモニタに表示された画像により観察対象物の観察を行う。
【0018】
照明光の遮光及び開放は、シャッタ開口部220、230を有するロータリーシャッタ200が回転することにより行われる。中心Oにはモータ102の回転軸が同軸に取り付けられ、ロータリーシャッタ200を回転させる。照明光の光路上にはシャッタ開口部220、230が位置し、シャッタ開口部220、230がロータリーシャッタ200の中心軸回りに回転することにより、光路を遮光及び開放する。
【0019】
ロータリーシャッタ200は2枚の円盤300、400を同軸状に重合し、中心を軸支されることにより形成される。2枚の円盤300、400は、平行な2つの円形状の平面を円筒で接続した形状であり、扇型の窓部が2つずつ設けられる。第1の円盤300に設けられた2つの窓部320、330は、第2の円盤400に設けられた2つの窓部430、420とそれぞれ対応する位置となるように重合される。2つの窓部が対応した位置に設けられることによりシャッタ開口部220、230が形成される。シャッタ開口部220、230の大きさ及び形状は、第1の円盤300を第2の円盤400に対して円盤の軸回りにずらして調節される。
【0020】
次にロータリーシャッタ200の製造方法の一実施形態について図3から図6を用いて説明する。2つの窓部における大きさの違いを示すため、窓部の大きさは誇張して示される。
【0021】
初めに、第1及び第2の円盤300、400を作製する。まず複数の同じ大きさの円盤形状であるブランク610が用意される。ブランク610はステンレスから成る。ブランク610は同軸状に並べられて1つの円筒600を形成する。
【0022】
円筒600にはパンチング加工により窓部620、630が穿孔される。パンチング加工では、円筒600は台座520に対してその軸を垂直にして固定される。軸方向であって台座520の反対側から円筒600に向けてプレス機によりパンチ刃510が下ろされる。パンチ刃510は円筒に扇型の窓部を2つ穿孔する。穿孔された2つの窓部620、630は第1及び第2の円盤300、400において、第1の窓部320、420と第2の窓部330、430を成す。その後円筒600は、複数の円盤610へと分解される。これにより複数の円盤610が作製される。
【0023】
1回の穿孔作業により造られた複数の円盤610は1ロットとして取り扱われる。1つのロータリーシャッタ200を作製するために用いられる2枚の円盤は、この1ロットから選択される。
【0024】
1ロットから選択された2枚の円盤は第1及び第2の円盤300、400として、同軸状に積層される。
【0025】
第1の円盤300と第2の円盤400は、第1の円盤300に穿設された第1の窓部320が第2の円盤400に穿設された第2の窓部430と対応するように、そして第1の円盤300に穿設された第2の窓部330が、第2の円盤400に穿設された第1の窓部420と対応するように積層される。そして、第1の円盤300と第2の円盤400は互いの中心Oでモータの回転軸に軸支される。
【0026】
第1の窓部320、420と第2の窓部430、330は第1及び第2のシャッタ開口部220、230を形成する。第1及び第2のシャッタ開口部220、230の大きさ及び形状は、第1の円盤300に対して第2の円盤400を互いの中心O回りにずらすことにより調節される。
【0027】
パンチング加工により形成される第1及び第2の窓部320、420、330、430は、加工誤差によりわずかに大きさ及び形状が異なる。そのため、第1の窓部どうしが対応するように第1及び第2の円盤300、400を重合して第1及び第2のシャッタ開口部220、230を形成すると、第1及び第2のシャッタ開口部220、230には大きさ及び形状の相異が生じる。
【0028】
ロータリーシャッタ200は、第1及び第2の窓部が対応するように第1及び第2の円盤300、400が重合される。そのため、第1及び第2の窓部により形成される第1及び第2のシャッタ開口部220、230の大きさ及び形状は、軸方向に小さい面積を有する窓部に依存して決定される。そのため、第1及び第2の窓部の大きさ及び形状に誤差が生じていても、第1及び第2のシャッタ開口部220、230は同じ大きさ及び形状を有する。
【0029】
これにより、第1及び第2のシャッタ開口部220、230を通過する光の光量を常に一定にして、CCDが生成する画像の画質を向上することが出来る。
【0030】
なお、円盤に設けられる窓部は扇型に限定されず、円形や長方形等の光路の遮断及び開放に適した形状であればよい。
【0031】
また、窓部を設ける手段はパンチング加工に限られず、窓部を設けるに適した公知の手段を用いても良い。
【0032】
第1及び第2の円盤300、400はステンレスから成るものでなくても良く、ロータリーシャッタ200に適した強度を有する材料から成るものでもよい。
【0033】
第1及び第2の円盤300、400として、一方の円盤が裏返されてから他方の円盤と同軸状に積層されても良い。すなわち、穿孔したときに同じ方向を向いていた面が接触して同軸状に積層される。
【図面の簡単な説明】
【0034】
【図1】内視鏡装置に用いられるビデオスコープのブロック図である。
【図2】ロータリーシャッタの斜視図である。
【図3】複数のブランクから成る円筒に窓部を設ける装置の概略図である。
【図4】穿孔された円筒の斜視図である。
【図5】第1又は第2の円盤の平面図である。
【図6】ロータリーシャッタの平面図である。
【符号の説明】
【0035】
100 ビデオスコープ
103 光源装置
104 システム制御部
110 ロータリーシャッタ
220 第1のシャッタ開口部
230 第2のシャッタ開口部
300 第1の円盤
400 第2の円盤
【特許請求の範囲】
【請求項1】
第1及び第2の板状部材は積層されてから厚さ方向に穿孔される第1及び第2の窓部をそれぞれ備え、
前記第1及び第2の板状部材は積層されてその平面に垂直な軸の周りに回動可能に軸支され、
前記第1の板状部材に穿設された前記第1の窓部は、前記第2の板状部材に穿設された前記第2の窓部と対応するように位置し、前記第1の板状部材に穿設された前記第2の窓部は、前記第2の板状部材に穿設された前記第1の窓部と対応するように位置することを特徴とするロータリーシャッタ。
【請求項2】
第1及び第2の板状部材は円盤形状であることを特徴とする請求項1に記載のロータリーシャッタ。
【請求項3】
前記第1及び第2の窓部は前記第1及び第2の板状部材の軸方向断面において扇型をなし、その扇型の円弧は前記第1及び第2の板状部材の円周と略並行に設けられることを特徴とする請求項2に記載のロータリーシャッタ。
【請求項4】
前記第1及び第2の窓部はパンチング加工により穿設されることを特徴とする請求項1に記載のロータリーシャッタ。
【請求項5】
前記第1及び第2の板状部材はステンレスから成ることを特徴とする請求項1に記載のロータリーシャッタ。
【請求項6】
第1及び第2の板状部材を積層するステップと、
前記第1及び第2の板状部材の厚さ方向に第1及び第2の窓部を穿孔するステップと、
前記第1の板状部材に穿設された前記第1の窓部が、前記第2の板状部材に穿設された前記第2の窓部と対応するように位置し、前記第1の板状部材に穿設された前記第2の窓部が、前記第2の板状部材に穿設された前記第1の窓部と対応して位置するように、前記第1の板状部材と前記第2の板状部材とを積層してその平面に垂直な軸の周りに回動可能に軸支するステップとを備えることを特徴とするロータリーシャッタの製造方法。
【請求項1】
第1及び第2の板状部材は積層されてから厚さ方向に穿孔される第1及び第2の窓部をそれぞれ備え、
前記第1及び第2の板状部材は積層されてその平面に垂直な軸の周りに回動可能に軸支され、
前記第1の板状部材に穿設された前記第1の窓部は、前記第2の板状部材に穿設された前記第2の窓部と対応するように位置し、前記第1の板状部材に穿設された前記第2の窓部は、前記第2の板状部材に穿設された前記第1の窓部と対応するように位置することを特徴とするロータリーシャッタ。
【請求項2】
第1及び第2の板状部材は円盤形状であることを特徴とする請求項1に記載のロータリーシャッタ。
【請求項3】
前記第1及び第2の窓部は前記第1及び第2の板状部材の軸方向断面において扇型をなし、その扇型の円弧は前記第1及び第2の板状部材の円周と略並行に設けられることを特徴とする請求項2に記載のロータリーシャッタ。
【請求項4】
前記第1及び第2の窓部はパンチング加工により穿設されることを特徴とする請求項1に記載のロータリーシャッタ。
【請求項5】
前記第1及び第2の板状部材はステンレスから成ることを特徴とする請求項1に記載のロータリーシャッタ。
【請求項6】
第1及び第2の板状部材を積層するステップと、
前記第1及び第2の板状部材の厚さ方向に第1及び第2の窓部を穿孔するステップと、
前記第1の板状部材に穿設された前記第1の窓部が、前記第2の板状部材に穿設された前記第2の窓部と対応するように位置し、前記第1の板状部材に穿設された前記第2の窓部が、前記第2の板状部材に穿設された前記第1の窓部と対応して位置するように、前記第1の板状部材と前記第2の板状部材とを積層してその平面に垂直な軸の周りに回動可能に軸支するステップとを備えることを特徴とするロータリーシャッタの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−109992(P2008−109992A)
【公開日】平成20年5月15日(2008.5.15)
【国際特許分類】
【出願番号】特願2006−293811(P2006−293811)
【出願日】平成18年10月30日(2006.10.30)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
【公開日】平成20年5月15日(2008.5.15)
【国際特許分類】
【出願日】平成18年10月30日(2006.10.30)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
[ Back to top ]