
ワイヤ電極切断装置
【課題】簡単な構造によって切断刃の長寿命化を図ることができるワイヤ電極切断装置、該切断装置の固定刃本体、電極ガイド、および固定刃の提供を目的とする。
【解決手段】不規則方向に排出される放電済みワイヤ電極1の排出領域2のほぼ全域に対応して配置され、排出電極1を支承可能な複数の凹凸状の支承部3を備えた固定刃4と、
排出方向により自然選択された支承部3の一に支承された排出電極1を剪断する可動刃5とを有してワイヤ電極切断装置を構成する。
【解決手段】不規則方向に排出される放電済みワイヤ電極1の排出領域2のほぼ全域に対応して配置され、排出電極1を支承可能な複数の凹凸状の支承部3を備えた固定刃4と、
排出方向により自然選択された支承部3の一に支承された排出電極1を剪断する可動刃5とを有してワイヤ電極切断装置を構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はワイヤ電極切断装置に関するもので、より詳細には、ワイヤカット放電加工機の放電済みワイヤ電極の切断装置に関するものである。
【背景技術】
【0002】
従来、ワイヤ電極切断装置としては、特許文献1に記載されたものが知られている。この従来例において、ワイヤ放電加工機のローラから排出された使用済みワイヤ電極は、筒状の揺動ガイド内を通った後、固定刃と回転刃に挟まれて先端から順次ほぼ所定長に切断される。上記揺動ガイドは往復動によりワイヤ電極を固定刃の刃渡り方向に案内して固定刃と回転刃におけるワイヤ切断点を順次変更し、これらの寿命を向上させる。
【特許文献1】特開平11-216619号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記従来例は、揺動ガイドを揺動させるために支軸やロッド、軸受、アーム、およびクランク軸などを組み付けることから、構造が複雑であり、製造やメンテナンスに手間がかかるとともに故障を惹起しやすいという欠点を有する。
【0004】
本発明は、かかる欠点を解消すべくなされたものであって、簡単な構造によって切断刃の長寿命化を図ることができるワイヤ電極切断装置、該切断装置の固定刃本体、電極ガイド、および固定刃の提供を目的とする。
【課題を解決するための手段】
【0005】
本発明によれば上記目的は、
不規則方向に排出される放電済みワイヤ電極1の排出領域2のほぼ全域に対応して配置され、排出電極1を支承可能な複数の凹凸状の支承部3、3・・を備えた固定刃4と、
排出方向により自然選択された支承部3の一に支承された排出電極1を剪断する可動刃5とを有するワイヤ電極切断装置を提供することにより達成される。
【0006】
本発明によればワイヤ電極切断装置は、不規則方向に排出される放電済みワイヤ電極1を固定刃4と可動刃5により剪断する。固定刃4には放電済みワイヤ電極1を支承する複数の支承部3、3・・が形成され、この複数の支承部3、3・・は不規則方向に排出される排出電極1の排出領域2のほぼ全域、すなわち排出電極1の多様な排出軌跡のほぼ全てに対応して配置され、排出経路に応じた位置で排出電極1を支承する。したがって、不規則方向に排出される排出電極1をその排出方向に応じて自然選択される一の支承部3で支承して剪断することにより、固定刃4における排出電極1切断部位をランダムにすることができることから、摩耗や変形を分散して固定刃4の長寿命化を図ることができる。また、固定刃4の排出電極1切断部位がランダムになることで、固定刃4に対する可動刃5の相対移動を一定軌道にするだけで、可動刃5における排出電極1切断部位も同時にランダムにすることができ、固定刃4と可動刃5の双方の切断刃を容易に長寿命化することができる。
【0007】
また、上記排出電極1の不規則方向への排出性は、放電済みワイヤ電極1の一般的な排出条件や使用条件により確保することが可能である。すなわち、一般に、放電済みワイヤ電極1はワイヤ放電加工機においてローラに挟み付けられて送り出され、排出されるために、排出電極1はローラによって片持ち状態で支持され、走行方向が不安定になる。加えて、放電済みワイヤ電極1は、ボビンにコイル状に巻回されていたことにより巻き癖がある上に、張り渡された状態でプーリ等に接触することによる変形や、放電による損傷などが複合して多様な応力が残留していることから、その残留応力によって走行方向が不規則に変化しやすく、不規則方向に蛇行しやすい。したがって、放電済みワイヤ電極1の上記不規則方向に排出される性格をそのまま活用することで、特段の揺動機構などを設けることなく、簡単な構造によって固定刃4等の切断刃を長寿命化することができる。
【0008】
上述した支承部3は、凹凸状、例えば鋸歯状や櫛状、波状等に形成されることでその凹部に係合、係止させて排出電極1を支承し、以降の走行方向をほぼ安定させて排出電極1を保持、あるいは拘束することが可能である。この支承部3は、前述したように排出電極1の排出領域2のほぼ全域に対応して、すなわち、様々な排出軌跡の排出電極1を支承できるように少なくともほぼ全ての排出軌跡を横断するように形成されていればよく、上述したように固定刃4に設けるほか、可動刃5側に設けたり、あるいはこれらの上流側や下流側に形成することも可能である。なお、切断刃における排出電極1切断部位のランダム性や剪断面に対する排出電極1の進入角度の精度を高めるために、支承部3は、剪断面になるべく近い位置に配置することが望ましい。
【0009】
また、支承部3の配列は、排出電極1切断部位の分散効率を高めるために切断刃の刃線と同一方向で、かつ刃渡りのほぼ全長に対応する長さであることが望ましく、また、直線状であってもよいが、放電済みワイヤ電極1の排出領域2を囲うように曲線状に並べた場合には、排出領域2を一定範囲内に制限して装置の小型化を図ることができる。各支承部3の配列ピッチや凹部の幅、深さ、排出電極1の排出方向に対応する長さなどについては、切断刃の摩耗の進行状況や排出電極1の支承状態等を考慮して適宜決定することが可能である。
【0010】
さらに、排出電極1の支承は、排出電極1をその排出方向によって直接各支承部3の凹部内に進入させて行うことも可能であるが、凹部の開放端側に排出された排出電極1を走行させ、剪断時に可動刃5によって凹部内に押し込めることにより行うこともできる。すなわち、剪断方向に移動する可動刃5によって排出電極1を剪断方向の凹部内に移動させることにより、排出電極1を排出方向に対応した位置に配置される一の凹部により支承させることができる。
【0011】
なお、上述した可動刃5の移動は、並進運動、回転運動のいずれであってもよい。また、ワイヤ放電加工機の排出機構と上記支承部3との間の距離をより長く設定することは、ワイヤ電極1の排出方向を支承部3の選択に効果的に反映させるために望ましく、この場合、長手方向に漸次縮径する漏斗状のガイド開口6を支承部3の上流側に設けることにより、予測が困難なワイヤ電極1の排出領域2を容易に設定することができる。
【発明の効果】
【0012】
以上の説明から明らかなように、本発明によれば、簡単な構造によって切断刃の長寿命化を図ることができるために、ワイヤ放電加工装置のより長時間の連続運転を可能にすることができる。また、切断刃の摩耗等に起因するトラブルの発生を低減して連続運転時の信頼性を高めることができるために、例えば、無人の夜間連続自動運転時におけるワイヤ放電加工装置管理者の負担軽減を図ることができる。
【0013】
さらに、切断刃におけるワイヤ切断部位を分散させることにより、ワイヤ回収箱内へのワイヤ片の飛散状態をより均質にすることができるために、ワイヤ回収箱のワイヤ収容量を実質的に増大させ、ワイヤ回収箱の小型化やワイヤ回収頻度の減少による連続運転の長時間化に寄与することができる。
【発明を実施するための最良の形態】
【0014】
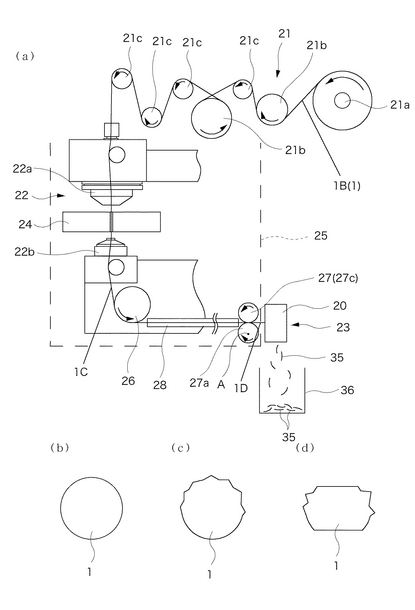
図1ないし図4に本発明の実施の形態を示す。この実施の形態において、ワイヤ電極切断装置はワイヤ切断ユニット20としてワイヤ放電加工装置に組み込まれてワイヤ放電加工装置の一部を構成する。ワイヤ放電加工装置は、図1(a)に概略を示すように、供給部21と、放電加工部22と、上記ワイヤ切断ユニット20が組み込まれる排出部23とを有し、供給部21から供給されるワイヤ電極1を排出部23まで走行させて走行経路上に配置される放電加工部22で放電させることによって被加工物24を加工する。
【0015】
供給部21は、図1(a)に示すように、ワイヤ電極1を巻回収納したボビン21a、テンション調整プーリ21b、およびガイドプーリ21cを有し、ボビン21aから巻き解されて引き出されるワイヤ電極1に対してテンション調整プーリ21bによって所定のテンションを与え、また、ガイドプーリ21cによって走行方向を放電加工部22へとガイドする。なお、上記ボビン21aには20kg程度のワイヤ電極1が収納される。
【0016】
放電加工部22は、図示しないテーブル上に載置された被加工物24に対してワイヤ電極1を上下方向に走行させ、ワイヤ電極1からの放電によって被加工物24を加熱して加工するもので、上記テーブルは水平面上で直交するX軸Y軸方向の移動をNC制御される。ワイヤ電極1は図1(a)に示すように被加工物24を間に挟むようにして上ガイド22aと下ガイド22bの2点で支えられ、各ガイド22a、22bに形成される図示しない給電子により通電されて上下ガイド22a、22b間で放電するるとともに、各ガイド22a、22bの平面上で直交するU、V2軸の駆動機構により傾きを制御される。なお、図1(a)において点線で示す25は加工液漕であり、内部は加工液である水が満たされて上記被加工物24が浸漬される。上記下ガイド22bに送られたワイヤ電極1はガイドプーリ26を介して排出部23に搬送される。
【0017】
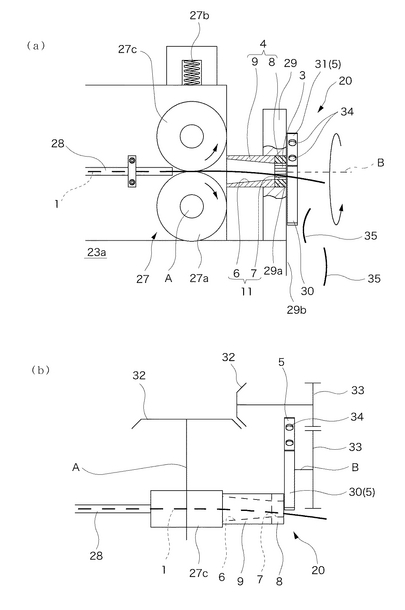
排出部23は、ワイヤ電極1を駆動させる駆動部27の下流側にワイヤ切断ユニット20を配置して形成される。駆動部27は、図1(a)および図2に示すように、図外のモータに接続された回転軸A周りに回転駆動されるフィードローラ27aと、このフィードローラ27aに対して加圧バネ27bによって押し付けられて従動回転するピンチローラ27cとを有し、フィードローラ27aとピンチローラ27cの間でワイヤ電極1を挟み付けて搬送する。なお、図1(a)等において28はワイヤ電極1を内部に挿通させてフィードローラ27aとピンチローラ27cの間隙へと案内するパイプである。フィードローラ27aとピンチローラ27cの間を通過したワイヤ電極1はワイヤ切断ユニット20へと送り出される。
【0018】
ワイヤ切断ユニット20は、図2ないし図4に示すように、固定刃4と可動刃5によりワイヤ電極1を挟み付けてその先端から順次剪断するもので、排出部23のケーシング23aから立設される取付基部29に固定される固定刃4と、取付基部29に回転自在に取り付けられる可動刃5とを有する。固定刃4は、固定刃本体8とガイドパイプ(電極ガイド9)をアッセンブリして略円筒状に形成され、ワイヤ電極1が挿通される開口部(連通開口11)を備える。
【0019】
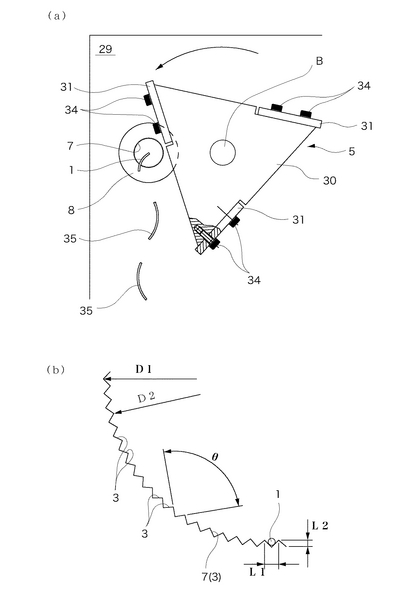
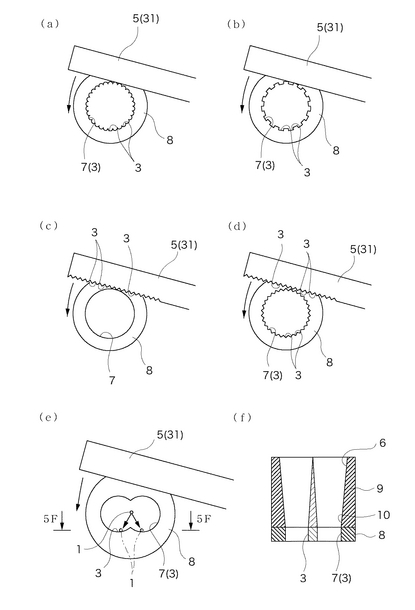
上記固定刃本体8は超硬合金をリング形状に加工したもので、ワイヤが蛇行可能な程度の広さを備えた電極挿通開口7を有する。この電極挿通開口7の周縁は全周に渡って鋸歯状に形成される。図3(b)に示すように、電極挿通開口7は72個の鋸歯を備えて直径が鋸歯の底部間(図3(b)におけるD1)で20mm程度、尖端間(図3(b)におけるD2)で19mm程度であり、また、各鋸歯間の凹部(支承部3)は、開き角(図3(b)におけるθ)が凡そ90度で、幅(図3(b)におけるL1)が凡そ0.8mm、深さ(図3(b)におけるL2)が凡そ0.5mmに形成される。
【0020】
ガイドパイプ9は、外径が上記固定刃本体8とほぼ等しい略円筒形状であり、内部にガイド開口6を備える。ガイド開口6は長手方向に漸次縮径する截頭円錐形状であり、その小径部10は固定刃本体8の電極挿通開口7とほぼ同寸に形成される。
【0021】
上記固定刃4は、ガイドパイプ9のガイド開口6小径部10側に固定刃本体8を固定して形成され、固定刃本体8側を放出側、ガイド開口6側を導入側として該導入側を上流側である駆動部27に向けて取付基部29の取付孔29a内に嵌合固定される(図2(a)参照)。この固定状態において、固定刃4の放出側端面は取付基部29の下流側壁面29bとほぼ同一面上に位置し、また、開口部11は上記フィードローラ27aとピンチローラ27cの共通接線上、すなわちフィード・ピンチローラ27c間を搬送されるワイヤ電極1の延長線上を中心として配置され、駆動部27から排出されたワイヤ電極1を導入側から導入して放出側から放出させる。
【0022】
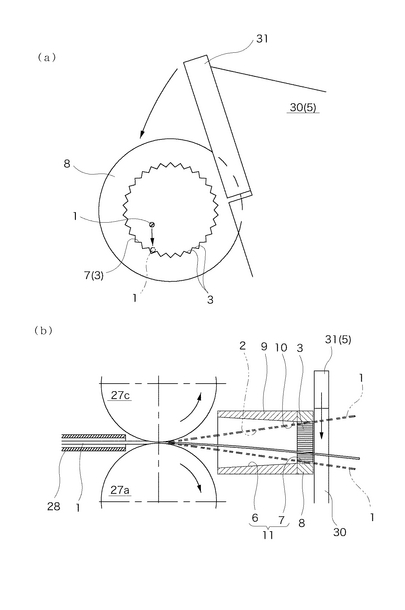
可動刃5は、図3(a)に示すように、取付基部29に対して回転自在に取り付けられる略三角形状のロータ30と、このロータ30の各角部に着脱自在に取り付けられる超硬合金からなるスローアウェイチップ31とを有する。上記ロータ30は、図2(a)に示すように、取付基部29に対して直交方向に配置される枢軸Bに枢支され、取付基部29の下流側壁面29bに沿って上記開口部11の開口方向に対してほぼ直交方向に旋回駆動する。このロータ30の旋回は、図2(b)に示すように、上述したフィードローラ27aの回転軸Aにかさ歯車32,32、平歯車33、33を介して枢軸Bを連結させ、フィードローラ27aの回転駆動力を伝達させることによってなされる。なお、図2および図3(a)において34はスローアウェイチップ31をロータ30に固定するねじである。また、可動刃5の取付基部29側端面と取付基部29の下流側壁面29b、すなわち固定刃4の放出側端面との間には、剪断を良好にするための微細クリアランスが設定される。
【0023】
以上のワイヤ放電加工装置において使用されるワイヤ電極1は、直径0.2mmで、例えば合金等の表面に真鍮をコーティングして形成される。上述したように下流側においてフィードローラ27aとピンチローラ27cの間に挟み付けられて搬送されるワイヤ電極1は、図1(a)に示すように、ボビン21aから引き出されてテンション調整プーリ21bおよびガイドプーリ21cを介して被加工物24の上方まで導かれた後、上ガイド22aと下ガイド22bの間を下方に向かって走行して加工液中において被加工物24に近接し、放電を行う。下流側からフィードローラ27a等により引っ張られ、上流側でテンション調整プーリ21bにより適宜の張力が与えられることにより、ワイヤ電極1は、上ガイド22aと下ガイド22bの間において垂直姿勢等を維持し、テンション調整プーリ21bとフィードローラ27a等との間で張り渡される。
【0024】
放電後のワイヤ電極1は、フィードローラ27a等により送り出されてワイヤ切断ユニット20へと排出され、ワイヤ切断ユニット20において先端から順次10mmないし20mm程度のほぼ一定の長さのワイヤ片35に切断される。ワイヤ電極1には加工液槽25内を走行したためにやや水分が付着しているが、長手方向に対して直交方向で高速回転する可動刃5に剪断され、吹き飛ばされて、下方に配置されるワイヤ回収箱36へと自然落下して堆積する。
【0025】
上記走行過程におけるワイヤ電極1の状態を図1( b)ないし図1(d)に示す。図1(b)に示すように、ボビン21aから引き出されたときのワイヤ電極1は、新品であるために断面が対称形である真円であるが、放電加工後には図1(c)に示すように被加工物24に面した側が損傷して変形してしまうとともにやや痩せて非対称になり、さらに、駆動部27通過後には、図1(d)に示すようにフィードローラ27aとピンチローラ27cにより上記放電痕を含めて強制的に押し潰されて非対称な扁平形状になってしまう。また、ボビン21aに巻回収納されていたことで本来的に巻き癖があるとともに、上記放電以降の断面形状はワイヤ電極1の長さ方向にも不定形になるために、テンションが与えられなくなるフィードローラ27a等の下流側、すなわちフィードローラ27a等から排出された放電済みワイヤ電極1は、長さ方向と断面方向とに生じる不規則なひずみによってランダムな方向、間隔で蛇行する。
【0026】
ワイヤ電極1のフィードローラ27a下流側における走行状態と、ワイヤ切断ユニット20による切断過程を図3および図4を参照して説明する。フィードローラ27a等から排出されるワイヤ電極1は、図4(b)において2点鎖線で示すように、上述したひずみにより小さい曲率で湾曲し、走行軌跡の範囲(排出領域2)がフィードローラ27a等から下流側に向かって漸次拡大する。これに対応して、フィードローラ27a等による排出位置と固定刃4の導入端との間隔が調整されることで、固定刃本体8の電極挿通開口7のほぼ全域に上記走行軌跡の範囲2が重なるように設定される。これによりフィードローラ27a等から排出されるワイヤ電極1は、ガイドパイプ9のガイド開口6内に挿入され、次いで固定刃本体8の電極挿通開口7内の任意の位置を通って固定刃4の開口部11を通過する。
【0027】
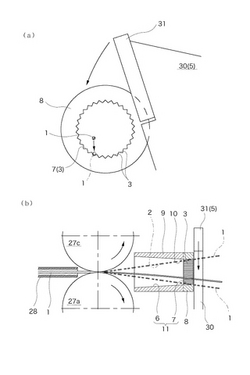
開口部11内の任意の位置を通過したワイヤ電極1は、固定刃4の放出端、すなわち固定刃本体8のガイドパイプ9反対端面から開口部11の外方に放出されると、放出方向に対してほぼ直交方向に高速回転する可動刃5のスローアウェイチップ31と接触し、スローアウェイチップ31の先端縁とこれに対向する電極挿通開口7の終端縁との間に挟まれることにより剪断される。上述したように電極挿通開口7は周縁が鋸歯状に形成され、ワイヤ電極1は移動する可動刃5に接触することで可動刃5の移動方向に押されるために、剪断時のワイヤ電極1はいずれか一の鋸歯の低い部分、すなわちいずれか一の凹部3に係合し、剪断面に対して直交姿勢に拘束された状態で剪断される。上記ワイヤ電極1が電極挿通開口7の周縁に接しない位置、すなわち剪断面状において電極挿通開口7の中心近傍に位置する場合には、図4(a)に矢印で示すように、剪断時に可動刃5によって剪断面上で押されて原位置から可動刃5回転方向、すなわちほぼ下方に移動し、この移動方向に配置される任意の一の凹部3に係合する。
【0028】
したがって、固定刃4および可動刃5におけるワイヤ電極1の剪断部位は、上記一の凹部3と、この凹部3に対向するスローアウェイチップ31の刃線上の任意の一部分になり、この剪断部位は、可動刃5の刃線に対向する位置に配置される凹部3の数だけ変化する。そしてこの変化は、ワイヤ電極1が、剪断面上において、上記複数の凹部3から可動刃5の回転軌道に沿って伸びる複数の移動軌跡のうちのいずれの移動軌跡上にあるかにより決定され、この剪断面上における位置は、上述したように、ひずみによって走行経路の範囲内をランダムに走行するワイヤ電極1自身によってランダムに変化する。
【0029】
また、先端が切断された後のワイヤ電極1は、その弾性により元の走行軌道上に復帰し、回転するスローアウェイチップ31の開口部11からの退避とともにフィードローラ27aの送り出しによって再度不規則に蛇行して開口部11から放出される。このとき、上記走行軌道が剪断面上において凹部3の外方であれば、ワイヤ電極1は一旦凹部3外に移動し、次いで、次のスローアウェイチップ31の開口部11下流側の通過に伴って、再度任意の一の凹部3、すなわち剪断面においてワイヤ電極1が可動刃5の回転方向に異なる位置の移動軌跡をとる場合には、前回係合した凹部3とは異なる凹部3に押し込まれて拘束され、剪断される。なお、凹部3が摩耗等により使用できなくなった場合には、固定刃本体8を径方向に180度回転させるだけで、ワイヤ電極1を係合させる凹部3を固定刃本体8の周方向に異ならせることができる。
【0030】
なお、以上の実施の形態においては、電極挿通開口7の周縁を鋸歯状にする場合、すなわち固定刃4における連続する複数の歯を三角形に形成する場合を示したが、図5(a)や(b)に示すように、歯の形状は、円弧状(花びら状)や四角形など適宜に変更することが可能である。また、図5(c)に示すように、上記連続する複数の歯を可動刃5側に設けたり、図5(d)に示すように固定刃4と可動刃5の双方に設けてもよい。さらに、図5(e)および(f)に示すように、電極挿通開口7からガイド開口6へと連続するように開口部11の周縁を区画することも可能である。
【0031】
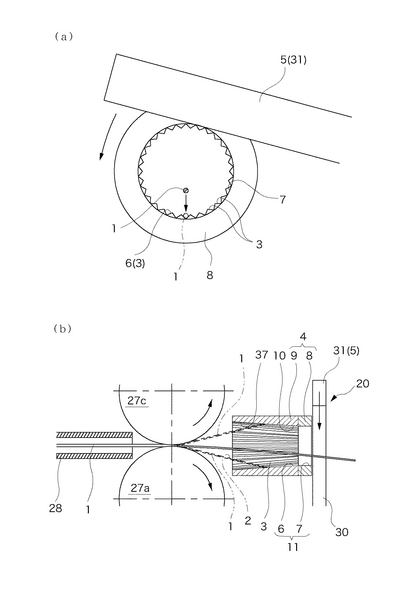
図6に本発明の他の実施の形態を示す。なお、この実施の形態において上述した実施の形態と同一の要素には同一の符号を付して説明を省略する。この実施の形態においては、鋸歯が固定刃本体8に代えてガイドパイプ9にのみ形成され、したがって電極挿通開口7に代えてガイド開口6にのみ内周歯が形成される。また、フィードローラ27a等のワイヤ電極1排出位置と固定刃4の導入端との間隔は、ワイヤ電極1の走行軌跡の範囲2がガイド開口6の大径部37の範囲内、すなわち小径部10よりも大きい範囲になるように調整され、ガイド開口6内において走行軌跡の範囲2が走行方向に沿って集束されて電極挿通開口7に進入するように設定される。
【0032】
したがって、フィードローラ27a等から排出されたワイヤ電極1は、ガイド開口6の中心近傍を通り、あるいはその内壁に接触して走行方向が矯正され、放出部から放出される。放出電極は、この後、前述した実施の形態同様、回転するスローアウェイチップ31により回転方向に押されて移動し、ガイド開口6内の任意の一の凹部3に拘束された状態で切断される。
【0033】
なお、以上の実施の形態においてはワイヤ径が0.2mmのワイヤ電極1を使用する場合を示したが、鋸歯のサイズ等適宜変更することにより、より大径あるいは細径のワイヤ電極1を使用することも可能である。また、ワイヤ放電加工装置の加工液や加工液の被加工物24へ供給方法などは適宜に変更することが可能である。
【図面の簡単な説明】
【0034】
【図1】ワイヤ放電加工装置を示す図で、(a)は全体の概略図、(b)ないし(D)は(a)の1Bないし1Dの点におけるワイヤ電極の状態を説明する概略断面図である。
【図2】本発明を示す図で、(a)は一部を破断した要部側面図、(b)は可動刃の駆動機構を説明する平面図である。
【図3】可動刃および固定刃を示す図で、(a)は正面図、(b)は電極挿通開口の要部平面図である。
【図4】剪断時におけるワイヤ電極の状態を説明する図で、(a)は正面図、(b)は要部断面の側面図である。
【図5】本発明の変形例を示す図で、(a)は固定刃本体の内周縁を波状に形成したときの正面図、(b)は固定刃本体の内周縁を櫛状に形成したときの正面図、(c)はスローアウェイチップの刃線を鋸歯状にしたときの正面図、(d)は固定刃本体とスローアウェイチップの双方に鋸歯を形成したときの正面図、(e)はガイド開口に固定刃本体と連続する内周縁の区画を施したときの正面図、(f)は(e)の5F-5F線断面図である。
【図6】本発明の他の実施の形態を示す図で、(a)は要部正面図、(b)は要部側面図で一部を破断したものである。
【符号の説明】
【0035】
1 ワイヤ電極(排出電極、放出電極)
2 排出領域
3 支承部
4 固定刃
5 可動刃
6 ガイド開口
7 電極挿通開口
8 固定刃本体
9 電極ガイド
10 小径部
11 連通開口
【技術分野】
【0001】
本発明はワイヤ電極切断装置に関するもので、より詳細には、ワイヤカット放電加工機の放電済みワイヤ電極の切断装置に関するものである。
【背景技術】
【0002】
従来、ワイヤ電極切断装置としては、特許文献1に記載されたものが知られている。この従来例において、ワイヤ放電加工機のローラから排出された使用済みワイヤ電極は、筒状の揺動ガイド内を通った後、固定刃と回転刃に挟まれて先端から順次ほぼ所定長に切断される。上記揺動ガイドは往復動によりワイヤ電極を固定刃の刃渡り方向に案内して固定刃と回転刃におけるワイヤ切断点を順次変更し、これらの寿命を向上させる。
【特許文献1】特開平11-216619号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記従来例は、揺動ガイドを揺動させるために支軸やロッド、軸受、アーム、およびクランク軸などを組み付けることから、構造が複雑であり、製造やメンテナンスに手間がかかるとともに故障を惹起しやすいという欠点を有する。
【0004】
本発明は、かかる欠点を解消すべくなされたものであって、簡単な構造によって切断刃の長寿命化を図ることができるワイヤ電極切断装置、該切断装置の固定刃本体、電極ガイド、および固定刃の提供を目的とする。
【課題を解決するための手段】
【0005】
本発明によれば上記目的は、
不規則方向に排出される放電済みワイヤ電極1の排出領域2のほぼ全域に対応して配置され、排出電極1を支承可能な複数の凹凸状の支承部3、3・・を備えた固定刃4と、
排出方向により自然選択された支承部3の一に支承された排出電極1を剪断する可動刃5とを有するワイヤ電極切断装置を提供することにより達成される。
【0006】
本発明によればワイヤ電極切断装置は、不規則方向に排出される放電済みワイヤ電極1を固定刃4と可動刃5により剪断する。固定刃4には放電済みワイヤ電極1を支承する複数の支承部3、3・・が形成され、この複数の支承部3、3・・は不規則方向に排出される排出電極1の排出領域2のほぼ全域、すなわち排出電極1の多様な排出軌跡のほぼ全てに対応して配置され、排出経路に応じた位置で排出電極1を支承する。したがって、不規則方向に排出される排出電極1をその排出方向に応じて自然選択される一の支承部3で支承して剪断することにより、固定刃4における排出電極1切断部位をランダムにすることができることから、摩耗や変形を分散して固定刃4の長寿命化を図ることができる。また、固定刃4の排出電極1切断部位がランダムになることで、固定刃4に対する可動刃5の相対移動を一定軌道にするだけで、可動刃5における排出電極1切断部位も同時にランダムにすることができ、固定刃4と可動刃5の双方の切断刃を容易に長寿命化することができる。
【0007】
また、上記排出電極1の不規則方向への排出性は、放電済みワイヤ電極1の一般的な排出条件や使用条件により確保することが可能である。すなわち、一般に、放電済みワイヤ電極1はワイヤ放電加工機においてローラに挟み付けられて送り出され、排出されるために、排出電極1はローラによって片持ち状態で支持され、走行方向が不安定になる。加えて、放電済みワイヤ電極1は、ボビンにコイル状に巻回されていたことにより巻き癖がある上に、張り渡された状態でプーリ等に接触することによる変形や、放電による損傷などが複合して多様な応力が残留していることから、その残留応力によって走行方向が不規則に変化しやすく、不規則方向に蛇行しやすい。したがって、放電済みワイヤ電極1の上記不規則方向に排出される性格をそのまま活用することで、特段の揺動機構などを設けることなく、簡単な構造によって固定刃4等の切断刃を長寿命化することができる。
【0008】
上述した支承部3は、凹凸状、例えば鋸歯状や櫛状、波状等に形成されることでその凹部に係合、係止させて排出電極1を支承し、以降の走行方向をほぼ安定させて排出電極1を保持、あるいは拘束することが可能である。この支承部3は、前述したように排出電極1の排出領域2のほぼ全域に対応して、すなわち、様々な排出軌跡の排出電極1を支承できるように少なくともほぼ全ての排出軌跡を横断するように形成されていればよく、上述したように固定刃4に設けるほか、可動刃5側に設けたり、あるいはこれらの上流側や下流側に形成することも可能である。なお、切断刃における排出電極1切断部位のランダム性や剪断面に対する排出電極1の進入角度の精度を高めるために、支承部3は、剪断面になるべく近い位置に配置することが望ましい。
【0009】
また、支承部3の配列は、排出電極1切断部位の分散効率を高めるために切断刃の刃線と同一方向で、かつ刃渡りのほぼ全長に対応する長さであることが望ましく、また、直線状であってもよいが、放電済みワイヤ電極1の排出領域2を囲うように曲線状に並べた場合には、排出領域2を一定範囲内に制限して装置の小型化を図ることができる。各支承部3の配列ピッチや凹部の幅、深さ、排出電極1の排出方向に対応する長さなどについては、切断刃の摩耗の進行状況や排出電極1の支承状態等を考慮して適宜決定することが可能である。
【0010】
さらに、排出電極1の支承は、排出電極1をその排出方向によって直接各支承部3の凹部内に進入させて行うことも可能であるが、凹部の開放端側に排出された排出電極1を走行させ、剪断時に可動刃5によって凹部内に押し込めることにより行うこともできる。すなわち、剪断方向に移動する可動刃5によって排出電極1を剪断方向の凹部内に移動させることにより、排出電極1を排出方向に対応した位置に配置される一の凹部により支承させることができる。
【0011】
なお、上述した可動刃5の移動は、並進運動、回転運動のいずれであってもよい。また、ワイヤ放電加工機の排出機構と上記支承部3との間の距離をより長く設定することは、ワイヤ電極1の排出方向を支承部3の選択に効果的に反映させるために望ましく、この場合、長手方向に漸次縮径する漏斗状のガイド開口6を支承部3の上流側に設けることにより、予測が困難なワイヤ電極1の排出領域2を容易に設定することができる。
【発明の効果】
【0012】
以上の説明から明らかなように、本発明によれば、簡単な構造によって切断刃の長寿命化を図ることができるために、ワイヤ放電加工装置のより長時間の連続運転を可能にすることができる。また、切断刃の摩耗等に起因するトラブルの発生を低減して連続運転時の信頼性を高めることができるために、例えば、無人の夜間連続自動運転時におけるワイヤ放電加工装置管理者の負担軽減を図ることができる。
【0013】
さらに、切断刃におけるワイヤ切断部位を分散させることにより、ワイヤ回収箱内へのワイヤ片の飛散状態をより均質にすることができるために、ワイヤ回収箱のワイヤ収容量を実質的に増大させ、ワイヤ回収箱の小型化やワイヤ回収頻度の減少による連続運転の長時間化に寄与することができる。
【発明を実施するための最良の形態】
【0014】
図1ないし図4に本発明の実施の形態を示す。この実施の形態において、ワイヤ電極切断装置はワイヤ切断ユニット20としてワイヤ放電加工装置に組み込まれてワイヤ放電加工装置の一部を構成する。ワイヤ放電加工装置は、図1(a)に概略を示すように、供給部21と、放電加工部22と、上記ワイヤ切断ユニット20が組み込まれる排出部23とを有し、供給部21から供給されるワイヤ電極1を排出部23まで走行させて走行経路上に配置される放電加工部22で放電させることによって被加工物24を加工する。
【0015】
供給部21は、図1(a)に示すように、ワイヤ電極1を巻回収納したボビン21a、テンション調整プーリ21b、およびガイドプーリ21cを有し、ボビン21aから巻き解されて引き出されるワイヤ電極1に対してテンション調整プーリ21bによって所定のテンションを与え、また、ガイドプーリ21cによって走行方向を放電加工部22へとガイドする。なお、上記ボビン21aには20kg程度のワイヤ電極1が収納される。
【0016】
放電加工部22は、図示しないテーブル上に載置された被加工物24に対してワイヤ電極1を上下方向に走行させ、ワイヤ電極1からの放電によって被加工物24を加熱して加工するもので、上記テーブルは水平面上で直交するX軸Y軸方向の移動をNC制御される。ワイヤ電極1は図1(a)に示すように被加工物24を間に挟むようにして上ガイド22aと下ガイド22bの2点で支えられ、各ガイド22a、22bに形成される図示しない給電子により通電されて上下ガイド22a、22b間で放電するるとともに、各ガイド22a、22bの平面上で直交するU、V2軸の駆動機構により傾きを制御される。なお、図1(a)において点線で示す25は加工液漕であり、内部は加工液である水が満たされて上記被加工物24が浸漬される。上記下ガイド22bに送られたワイヤ電極1はガイドプーリ26を介して排出部23に搬送される。
【0017】
排出部23は、ワイヤ電極1を駆動させる駆動部27の下流側にワイヤ切断ユニット20を配置して形成される。駆動部27は、図1(a)および図2に示すように、図外のモータに接続された回転軸A周りに回転駆動されるフィードローラ27aと、このフィードローラ27aに対して加圧バネ27bによって押し付けられて従動回転するピンチローラ27cとを有し、フィードローラ27aとピンチローラ27cの間でワイヤ電極1を挟み付けて搬送する。なお、図1(a)等において28はワイヤ電極1を内部に挿通させてフィードローラ27aとピンチローラ27cの間隙へと案内するパイプである。フィードローラ27aとピンチローラ27cの間を通過したワイヤ電極1はワイヤ切断ユニット20へと送り出される。
【0018】
ワイヤ切断ユニット20は、図2ないし図4に示すように、固定刃4と可動刃5によりワイヤ電極1を挟み付けてその先端から順次剪断するもので、排出部23のケーシング23aから立設される取付基部29に固定される固定刃4と、取付基部29に回転自在に取り付けられる可動刃5とを有する。固定刃4は、固定刃本体8とガイドパイプ(電極ガイド9)をアッセンブリして略円筒状に形成され、ワイヤ電極1が挿通される開口部(連通開口11)を備える。
【0019】
上記固定刃本体8は超硬合金をリング形状に加工したもので、ワイヤが蛇行可能な程度の広さを備えた電極挿通開口7を有する。この電極挿通開口7の周縁は全周に渡って鋸歯状に形成される。図3(b)に示すように、電極挿通開口7は72個の鋸歯を備えて直径が鋸歯の底部間(図3(b)におけるD1)で20mm程度、尖端間(図3(b)におけるD2)で19mm程度であり、また、各鋸歯間の凹部(支承部3)は、開き角(図3(b)におけるθ)が凡そ90度で、幅(図3(b)におけるL1)が凡そ0.8mm、深さ(図3(b)におけるL2)が凡そ0.5mmに形成される。
【0020】
ガイドパイプ9は、外径が上記固定刃本体8とほぼ等しい略円筒形状であり、内部にガイド開口6を備える。ガイド開口6は長手方向に漸次縮径する截頭円錐形状であり、その小径部10は固定刃本体8の電極挿通開口7とほぼ同寸に形成される。
【0021】
上記固定刃4は、ガイドパイプ9のガイド開口6小径部10側に固定刃本体8を固定して形成され、固定刃本体8側を放出側、ガイド開口6側を導入側として該導入側を上流側である駆動部27に向けて取付基部29の取付孔29a内に嵌合固定される(図2(a)参照)。この固定状態において、固定刃4の放出側端面は取付基部29の下流側壁面29bとほぼ同一面上に位置し、また、開口部11は上記フィードローラ27aとピンチローラ27cの共通接線上、すなわちフィード・ピンチローラ27c間を搬送されるワイヤ電極1の延長線上を中心として配置され、駆動部27から排出されたワイヤ電極1を導入側から導入して放出側から放出させる。
【0022】
可動刃5は、図3(a)に示すように、取付基部29に対して回転自在に取り付けられる略三角形状のロータ30と、このロータ30の各角部に着脱自在に取り付けられる超硬合金からなるスローアウェイチップ31とを有する。上記ロータ30は、図2(a)に示すように、取付基部29に対して直交方向に配置される枢軸Bに枢支され、取付基部29の下流側壁面29bに沿って上記開口部11の開口方向に対してほぼ直交方向に旋回駆動する。このロータ30の旋回は、図2(b)に示すように、上述したフィードローラ27aの回転軸Aにかさ歯車32,32、平歯車33、33を介して枢軸Bを連結させ、フィードローラ27aの回転駆動力を伝達させることによってなされる。なお、図2および図3(a)において34はスローアウェイチップ31をロータ30に固定するねじである。また、可動刃5の取付基部29側端面と取付基部29の下流側壁面29b、すなわち固定刃4の放出側端面との間には、剪断を良好にするための微細クリアランスが設定される。
【0023】
以上のワイヤ放電加工装置において使用されるワイヤ電極1は、直径0.2mmで、例えば合金等の表面に真鍮をコーティングして形成される。上述したように下流側においてフィードローラ27aとピンチローラ27cの間に挟み付けられて搬送されるワイヤ電極1は、図1(a)に示すように、ボビン21aから引き出されてテンション調整プーリ21bおよびガイドプーリ21cを介して被加工物24の上方まで導かれた後、上ガイド22aと下ガイド22bの間を下方に向かって走行して加工液中において被加工物24に近接し、放電を行う。下流側からフィードローラ27a等により引っ張られ、上流側でテンション調整プーリ21bにより適宜の張力が与えられることにより、ワイヤ電極1は、上ガイド22aと下ガイド22bの間において垂直姿勢等を維持し、テンション調整プーリ21bとフィードローラ27a等との間で張り渡される。
【0024】
放電後のワイヤ電極1は、フィードローラ27a等により送り出されてワイヤ切断ユニット20へと排出され、ワイヤ切断ユニット20において先端から順次10mmないし20mm程度のほぼ一定の長さのワイヤ片35に切断される。ワイヤ電極1には加工液槽25内を走行したためにやや水分が付着しているが、長手方向に対して直交方向で高速回転する可動刃5に剪断され、吹き飛ばされて、下方に配置されるワイヤ回収箱36へと自然落下して堆積する。
【0025】
上記走行過程におけるワイヤ電極1の状態を図1( b)ないし図1(d)に示す。図1(b)に示すように、ボビン21aから引き出されたときのワイヤ電極1は、新品であるために断面が対称形である真円であるが、放電加工後には図1(c)に示すように被加工物24に面した側が損傷して変形してしまうとともにやや痩せて非対称になり、さらに、駆動部27通過後には、図1(d)に示すようにフィードローラ27aとピンチローラ27cにより上記放電痕を含めて強制的に押し潰されて非対称な扁平形状になってしまう。また、ボビン21aに巻回収納されていたことで本来的に巻き癖があるとともに、上記放電以降の断面形状はワイヤ電極1の長さ方向にも不定形になるために、テンションが与えられなくなるフィードローラ27a等の下流側、すなわちフィードローラ27a等から排出された放電済みワイヤ電極1は、長さ方向と断面方向とに生じる不規則なひずみによってランダムな方向、間隔で蛇行する。
【0026】
ワイヤ電極1のフィードローラ27a下流側における走行状態と、ワイヤ切断ユニット20による切断過程を図3および図4を参照して説明する。フィードローラ27a等から排出されるワイヤ電極1は、図4(b)において2点鎖線で示すように、上述したひずみにより小さい曲率で湾曲し、走行軌跡の範囲(排出領域2)がフィードローラ27a等から下流側に向かって漸次拡大する。これに対応して、フィードローラ27a等による排出位置と固定刃4の導入端との間隔が調整されることで、固定刃本体8の電極挿通開口7のほぼ全域に上記走行軌跡の範囲2が重なるように設定される。これによりフィードローラ27a等から排出されるワイヤ電極1は、ガイドパイプ9のガイド開口6内に挿入され、次いで固定刃本体8の電極挿通開口7内の任意の位置を通って固定刃4の開口部11を通過する。
【0027】
開口部11内の任意の位置を通過したワイヤ電極1は、固定刃4の放出端、すなわち固定刃本体8のガイドパイプ9反対端面から開口部11の外方に放出されると、放出方向に対してほぼ直交方向に高速回転する可動刃5のスローアウェイチップ31と接触し、スローアウェイチップ31の先端縁とこれに対向する電極挿通開口7の終端縁との間に挟まれることにより剪断される。上述したように電極挿通開口7は周縁が鋸歯状に形成され、ワイヤ電極1は移動する可動刃5に接触することで可動刃5の移動方向に押されるために、剪断時のワイヤ電極1はいずれか一の鋸歯の低い部分、すなわちいずれか一の凹部3に係合し、剪断面に対して直交姿勢に拘束された状態で剪断される。上記ワイヤ電極1が電極挿通開口7の周縁に接しない位置、すなわち剪断面状において電極挿通開口7の中心近傍に位置する場合には、図4(a)に矢印で示すように、剪断時に可動刃5によって剪断面上で押されて原位置から可動刃5回転方向、すなわちほぼ下方に移動し、この移動方向に配置される任意の一の凹部3に係合する。
【0028】
したがって、固定刃4および可動刃5におけるワイヤ電極1の剪断部位は、上記一の凹部3と、この凹部3に対向するスローアウェイチップ31の刃線上の任意の一部分になり、この剪断部位は、可動刃5の刃線に対向する位置に配置される凹部3の数だけ変化する。そしてこの変化は、ワイヤ電極1が、剪断面上において、上記複数の凹部3から可動刃5の回転軌道に沿って伸びる複数の移動軌跡のうちのいずれの移動軌跡上にあるかにより決定され、この剪断面上における位置は、上述したように、ひずみによって走行経路の範囲内をランダムに走行するワイヤ電極1自身によってランダムに変化する。
【0029】
また、先端が切断された後のワイヤ電極1は、その弾性により元の走行軌道上に復帰し、回転するスローアウェイチップ31の開口部11からの退避とともにフィードローラ27aの送り出しによって再度不規則に蛇行して開口部11から放出される。このとき、上記走行軌道が剪断面上において凹部3の外方であれば、ワイヤ電極1は一旦凹部3外に移動し、次いで、次のスローアウェイチップ31の開口部11下流側の通過に伴って、再度任意の一の凹部3、すなわち剪断面においてワイヤ電極1が可動刃5の回転方向に異なる位置の移動軌跡をとる場合には、前回係合した凹部3とは異なる凹部3に押し込まれて拘束され、剪断される。なお、凹部3が摩耗等により使用できなくなった場合には、固定刃本体8を径方向に180度回転させるだけで、ワイヤ電極1を係合させる凹部3を固定刃本体8の周方向に異ならせることができる。
【0030】
なお、以上の実施の形態においては、電極挿通開口7の周縁を鋸歯状にする場合、すなわち固定刃4における連続する複数の歯を三角形に形成する場合を示したが、図5(a)や(b)に示すように、歯の形状は、円弧状(花びら状)や四角形など適宜に変更することが可能である。また、図5(c)に示すように、上記連続する複数の歯を可動刃5側に設けたり、図5(d)に示すように固定刃4と可動刃5の双方に設けてもよい。さらに、図5(e)および(f)に示すように、電極挿通開口7からガイド開口6へと連続するように開口部11の周縁を区画することも可能である。
【0031】
図6に本発明の他の実施の形態を示す。なお、この実施の形態において上述した実施の形態と同一の要素には同一の符号を付して説明を省略する。この実施の形態においては、鋸歯が固定刃本体8に代えてガイドパイプ9にのみ形成され、したがって電極挿通開口7に代えてガイド開口6にのみ内周歯が形成される。また、フィードローラ27a等のワイヤ電極1排出位置と固定刃4の導入端との間隔は、ワイヤ電極1の走行軌跡の範囲2がガイド開口6の大径部37の範囲内、すなわち小径部10よりも大きい範囲になるように調整され、ガイド開口6内において走行軌跡の範囲2が走行方向に沿って集束されて電極挿通開口7に進入するように設定される。
【0032】
したがって、フィードローラ27a等から排出されたワイヤ電極1は、ガイド開口6の中心近傍を通り、あるいはその内壁に接触して走行方向が矯正され、放出部から放出される。放出電極は、この後、前述した実施の形態同様、回転するスローアウェイチップ31により回転方向に押されて移動し、ガイド開口6内の任意の一の凹部3に拘束された状態で切断される。
【0033】
なお、以上の実施の形態においてはワイヤ径が0.2mmのワイヤ電極1を使用する場合を示したが、鋸歯のサイズ等適宜変更することにより、より大径あるいは細径のワイヤ電極1を使用することも可能である。また、ワイヤ放電加工装置の加工液や加工液の被加工物24へ供給方法などは適宜に変更することが可能である。
【図面の簡単な説明】
【0034】
【図1】ワイヤ放電加工装置を示す図で、(a)は全体の概略図、(b)ないし(D)は(a)の1Bないし1Dの点におけるワイヤ電極の状態を説明する概略断面図である。
【図2】本発明を示す図で、(a)は一部を破断した要部側面図、(b)は可動刃の駆動機構を説明する平面図である。
【図3】可動刃および固定刃を示す図で、(a)は正面図、(b)は電極挿通開口の要部平面図である。
【図4】剪断時におけるワイヤ電極の状態を説明する図で、(a)は正面図、(b)は要部断面の側面図である。
【図5】本発明の変形例を示す図で、(a)は固定刃本体の内周縁を波状に形成したときの正面図、(b)は固定刃本体の内周縁を櫛状に形成したときの正面図、(c)はスローアウェイチップの刃線を鋸歯状にしたときの正面図、(d)は固定刃本体とスローアウェイチップの双方に鋸歯を形成したときの正面図、(e)はガイド開口に固定刃本体と連続する内周縁の区画を施したときの正面図、(f)は(e)の5F-5F線断面図である。
【図6】本発明の他の実施の形態を示す図で、(a)は要部正面図、(b)は要部側面図で一部を破断したものである。
【符号の説明】
【0035】
1 ワイヤ電極(排出電極、放出電極)
2 排出領域
3 支承部
4 固定刃
5 可動刃
6 ガイド開口
7 電極挿通開口
8 固定刃本体
9 電極ガイド
10 小径部
11 連通開口
【特許請求の範囲】
【請求項1】
不規則方向に排出される放電済みワイヤ電極の排出領域のほぼ全域に対応して配置され、排出電極を支承可能な複数の凹凸状の支承部を備えた固定刃と、
排出方向により自然選択された支承部の一に支承された排出電極を剪断する可動刃とを有するワイヤ電極切断装置。
【請求項2】
前記支承部が固定刃に代えて可動刃に形成される請求項1記載のワイヤ電極切断装置。
【請求項3】
前記固定刃には、放電済みワイヤ電極の排出方向を一定範囲内に集束させる漏斗状のガイド開口が開設される請求項1または2記載のワイヤ電極切断装置。
【請求項4】
放電済みワイヤ電極を支承可能な複数の凹凸状の支承部が周縁部に形成された電極挿通開口が開設され、
該電極挿通開口内での挿通位置により自然選択された支承部の一に支承された放電済みワイヤ電極を可動刃と協働して剪断するワイヤ電極切断装置の固定刃本体。
【請求項5】
放電済みワイヤ電極を支承可能な複数の凹凸状の支承部を周縁部に備えた漏斗状のガイド開口が開設され、
挿入される放電済みワイヤ電極の進行方向を一定範囲内に集束させるとともに、ガイド開口内での挿通位置により剪断時に放電済みワイヤ電極を支承する一の支承部を自然選択させるワイヤ電極切断装置の電極ガイド。
【請求項6】
電極挿通開口を備える固定刃本体に漏斗状のガイド開口を備える電極ガイドをアッセンブリして前記電極挿通開口にガイド開口の小径部を連通させ、ガイド開口から挿入される放電済みワイヤ電極の電極挿通開口への進行方向を集束させるとともに、
該電極挿通開口から外部に放出される放出電極を支承可能な複数の凹凸状の支承部を前記連通開口の周縁部に備え、連通開口内での挿通位置により自然選択された支承部の一に支承された放出電極を可動刃と協働して剪断するワイヤ電極切断装置の固定刃。
【請求項1】
不規則方向に排出される放電済みワイヤ電極の排出領域のほぼ全域に対応して配置され、排出電極を支承可能な複数の凹凸状の支承部を備えた固定刃と、
排出方向により自然選択された支承部の一に支承された排出電極を剪断する可動刃とを有するワイヤ電極切断装置。
【請求項2】
前記支承部が固定刃に代えて可動刃に形成される請求項1記載のワイヤ電極切断装置。
【請求項3】
前記固定刃には、放電済みワイヤ電極の排出方向を一定範囲内に集束させる漏斗状のガイド開口が開設される請求項1または2記載のワイヤ電極切断装置。
【請求項4】
放電済みワイヤ電極を支承可能な複数の凹凸状の支承部が周縁部に形成された電極挿通開口が開設され、
該電極挿通開口内での挿通位置により自然選択された支承部の一に支承された放電済みワイヤ電極を可動刃と協働して剪断するワイヤ電極切断装置の固定刃本体。
【請求項5】
放電済みワイヤ電極を支承可能な複数の凹凸状の支承部を周縁部に備えた漏斗状のガイド開口が開設され、
挿入される放電済みワイヤ電極の進行方向を一定範囲内に集束させるとともに、ガイド開口内での挿通位置により剪断時に放電済みワイヤ電極を支承する一の支承部を自然選択させるワイヤ電極切断装置の電極ガイド。
【請求項6】
電極挿通開口を備える固定刃本体に漏斗状のガイド開口を備える電極ガイドをアッセンブリして前記電極挿通開口にガイド開口の小径部を連通させ、ガイド開口から挿入される放電済みワイヤ電極の電極挿通開口への進行方向を集束させるとともに、
該電極挿通開口から外部に放出される放出電極を支承可能な複数の凹凸状の支承部を前記連通開口の周縁部に備え、連通開口内での挿通位置により自然選択された支承部の一に支承された放出電極を可動刃と協働して剪断するワイヤ電極切断装置の固定刃。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−75949(P2006−75949A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−263520(P2004−263520)
【出願日】平成16年9月10日(2004.9.10)
【出願人】(000103703)オグラ宝石精機工業株式会社 (5)
【Fターム(参考)】
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月10日(2004.9.10)
【出願人】(000103703)オグラ宝石精機工業株式会社 (5)
【Fターム(参考)】
[ Back to top ]