
中空パネル
【課題】 強度や剛性に優れ、かつ、折り曲げ加工や曲面加工が可能で、パネル重量の増大も抑制でき、断熱性、吸音性にも優れた、建材や芯材等に好適な中空パネルを提供する。
【解決手段】 中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネル1であって、コア材が、中空状に膨出する複数の突起11aが形成されたキャップシート11からなり、コア材の表裏両面に積層される外装材が、キャップシート11の突起11aの開口側に積層されるバックシート12と、当該キャップシート11の突起11aの頂面側に積層されるライナーシート13とからなり、キャップシート11が合成樹脂からなるとともに、バックシート12及び/又はライナーシート13が金属からなる構成としてある。
【解決手段】 中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネル1であって、コア材が、中空状に膨出する複数の突起11aが形成されたキャップシート11からなり、コア材の表裏両面に積層される外装材が、キャップシート11の突起11aの開口側に積層されるバックシート12と、当該キャップシート11の突起11aの頂面側に積層されるライナーシート13とからなり、キャップシート11が合成樹脂からなるとともに、バックシート12及び/又はライナーシート13が金属からなる構成としてある。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルに関し、特に、強度に優れ、かつ、折り曲げ加工や曲面加工が可能で、断熱性、吸音性にも優れた、建材や芯材等に好適な中空パネルに関する。
【背景技術】
【0002】
一般に、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルが知られている。
この種の中空パネルは、例えば建築物の壁面や床,天井等を構成する建材として、また、自動車,列車等の車両のドアやボディの芯材として、広く使用されている。
このような中空パネルとして、パネルの強度や剛性を高めるために、コア材を金属製のハニカム構造等によって構成することがある。
【0003】
例えば、特許文献1には、金属製のハニカム構造のコア材の両面に面板を張り付けた「ハニカムパネル」が提案されている。
また、特許文献2には、グラスウール板を山形状凹凸面体に成形したコア材の表裏に炭酸カルシウム発泡板を貼着した「建築用パネル板」が提案されている。
このようにコア材を金属製のハニカム構造や凹凸構造とすることで、中空パネルの中空構成を維持しつつ、パネル全体の強度や剛性を高めることが可能であった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4022578号公報
【特許文献2】特許第2912527号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、以上のようにコア材を金属製のハニカム構造等とした中空パネルでは、パネルの強度や剛性が向上するとしても、逆にパネルを折り曲げたり曲面加工することができなくなるという問題があった。ハニカム構造体は、その構造上から、基本的に折り曲げたり曲面状にすることは困難であり、特に金属製のハニカム構造の場合、そのような折り曲げ加工・曲面加工は不可能であった。
このため、強度や剛性を得るためにコア材として金属製のハニカム構造等を採用することは、中空パネルとしての加工容易性や汎用性,拡張性を損なうものであった。
【0006】
また、中空パネルのコア材を金属により形成すると、パネル全体の重量が大きくなってしまい、中空パネルの特徴の一つである軽量性という特性が失われ、パネルの運搬性や作業性等も損なわれるおそれがあった。
さらに、コア材が金属製のハニカム構造等からなる中空パネルでは、例えば気泡パネル・気泡ボードと呼ばれるコア材が気泡構造を有する中空パネルのような断熱性や吸音性がなく、中空パネルとしての用途・使用局面が限定されるという問題もあった。
【0007】
本発明は、上述した従来の問題を解決するために提案されたものであり、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであって、強度や剛性に優れ、かつ、折り曲げ加工や曲面加工が可能で、パネル重量の増大も抑制でき、断熱性、吸音性にも優れた、建材や芯材等に好適な中空パネルの提供を目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため本発明の中空パネルは、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであって、コア材が、中空状に膨出する複数の突起が形成されたキャップシートからなり、コア材の表裏両面に積層される外装材が、キャップシートの突起の開口側に積層されるバックシートと、当該キャップシートの突起の頂面側に積層されるライナーシートとからなり、キャップシートが合成樹脂からなるとともに、バックシート及び/又はライナーシートが金属からなる構成としてある。
【0009】
このような構成からなる本発明の中空パネルによれば、まず、中空パネルを構成するコア材として、多数の突起が形成されたキャップシートを備えており、このキャップシートの突起開口側にバックシートが積層されることで、突起が封止・密封されて気泡として形成される所謂気泡ボード・気泡シートを構成するようになっている。気泡シートは、密封された多数の気泡が緩衝部材として耐衝撃性・緩衝性を有するとともに、気体が封止された気泡による断熱・吸音効果があり、パネル全体として断熱性・吸音性に優れた中空パネルを実現することができる。
また、このようなキャップシートに備えられる複数の気泡は、各気泡同士が所定間隔で離間しており、キャップシート自体は可撓性・柔軟性を有しており、このようなキャップシートをコア材とすることで、中空パネル自体も一定の可撓性・柔軟性を有することになり、中空パネルは折り曲げ加工や曲面加工が可能となる。
さらに、合成樹脂製のキャップシートは、軽量かつ柔軟で、耐水性や耐久性、保温性にも優れ、水洗い等も可能で、繰り返し使用することが可能となる。
【0010】
そして、本発明では、以上のようなキャップシートを合成樹脂により形成するとともに、このキャップシートの両面に積層されるバックシート及びライナーシートからなる外装材を、例えば鉄,アルミニウム,ステンレス等の金属からなる金属板によって構成するようにしてある。
合成樹脂からなるキャップシートは、可撓性・柔軟性に優れるとともに、金属製のハニカム構造体などと比較して非常に軽量なものとなり、中空パネル全体の重量が増大することを抑制乃至防止することができる。
また、キャップシートの両面に積層されるバックシート及びライナーシートからなる外装材を金属板とすることにより、金属板自体の剛性・強度により、中空パネル全体の強度や剛性が高められることになり、パネル全体が樹脂製や紙製の中空パネルと比較して、剛性及び強度に優れた中空パネルを実現することができる。
さらに、金属板自体は曲面加工や折り曲げ加工が可能な可撓性・可塑性を有しており、合成樹脂製のキャップシートと一体となって折り曲げ・曲面加工等が可能となる。
【発明の効果】
【0011】
以上のように、本発明によれば、空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルとして、強度や剛性に優れ、かつ、折り曲げ加工や曲面加工が可能で、パネル重量の増大も抑制でき、断熱性、吸音性にも優れた、建材や芯材等に好適な中空パネルを提供することができる。
【図面の簡単な説明】
【0012】
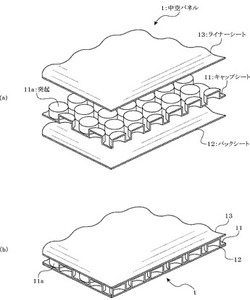
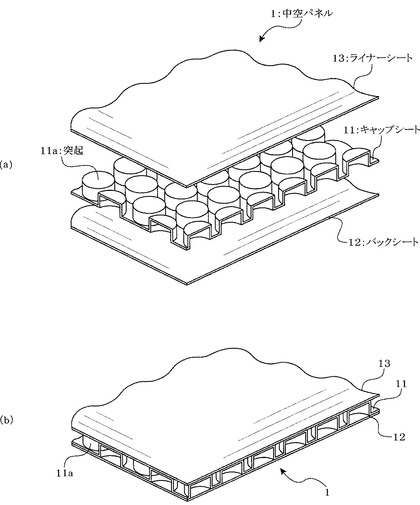
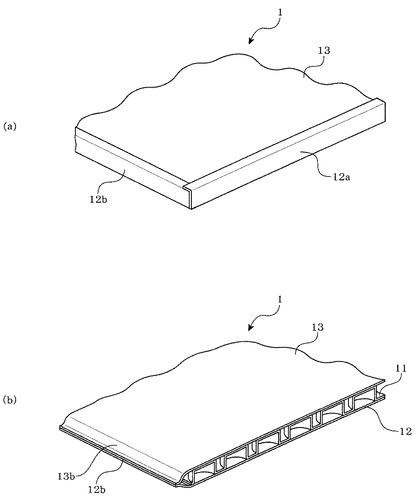
【図1】本発明の一実施形態に係る中空パネルを示すパネル端部の外観斜視図であり、(a)はキャップシートとバックシート及びライナーシートが積層される前の状態、(b)はキャップシートとバックシート及びライナーシートが積層・固着された状態を示している。
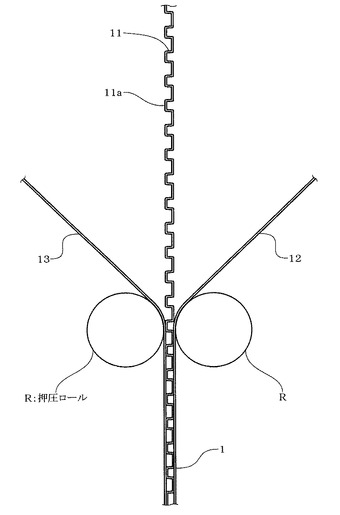
【図2】本発明の一実施形態に係る中空パネルの製造工程の一例を模式的に示す説明図である。
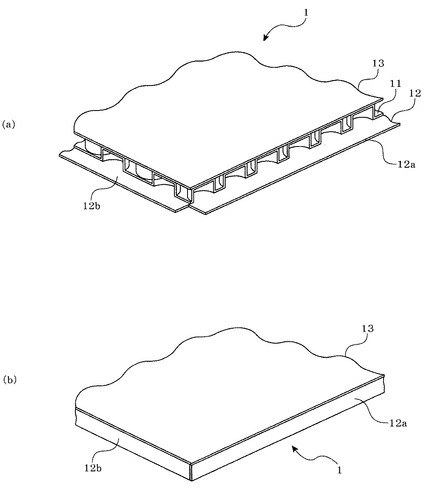
【図3】本発明の一実施形態に係る中空パネルにおいて、バックシートの縁部によってパネル端面を封止する場合の例を示すパネル端部の外観斜視図であり、(a)はパネル端面を封止する前の状態、(b)はパネル端面を封止した状態を示している。
【図4】本発明の一実施形態に係る中空パネルにおいてパネル端面を封止する場合の他の例を示すパネル端部の外観斜視図であり、(a)はパネル端面をバックシートの縁部によって封止した状態、(b)はバックシート及びライナーシートの縁部をプレス加工することでパネル端面を封止した状態を示している。
【図5】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、切り込み(ハーフカット)加工された折り部が形成されたパネルの要部平面を示している。
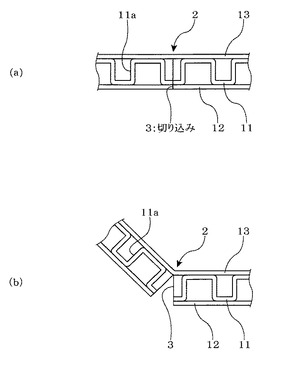
【図6】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、折り部が切り込み(ハーフカット)加工された図5のA−A断面を示す断面図である。
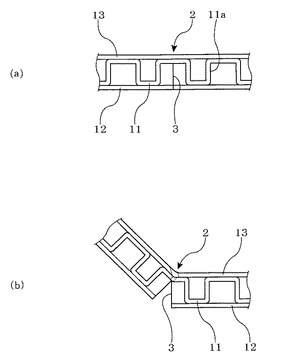
【図7】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、折り部が切り込み(ハーフカット)加工された図5のB−B断面を示す断面図である。
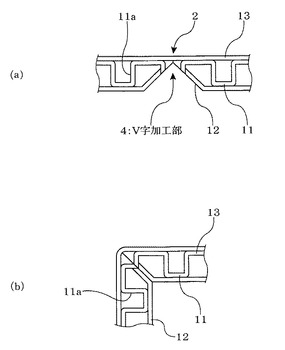
【図8】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、折り部がV字加工されている場合を示している。
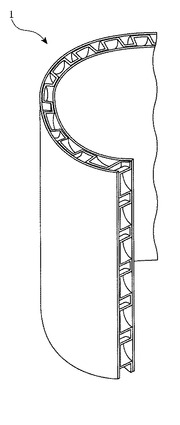
【図9】本発明の一実施形態に係る中空パネルが曲面加工された状態を示す外観斜視図である。
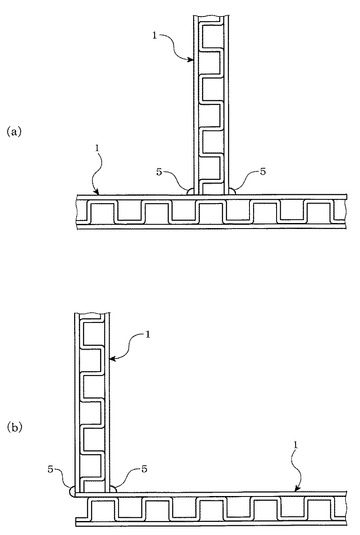
【図10】本発明の一実施形態に係る中空パネルが溶接により接合された状態を示す溶接部分の要部側面図で、(a)は二枚の中空パネルがT字形状に溶接された状態、(b)は同じくL字形状に溶接された状態を示している。
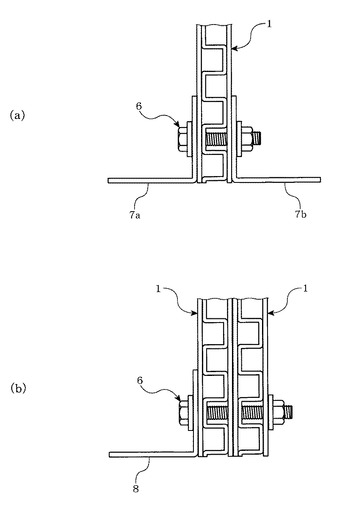
【図11】本発明の一実施形態に係る中空パネルにボルトを介して他の器具等が取り付けられる状態を示す器具取付部分の要部側面図であり、(a)は中空パネルの両面にパネル立設用の器具がボルトで固定された状態、(b)は二枚の中空パネルがボルトによって一体的に固定されつつパネル片側にパネル立設用の器具が取り付けられた状態を示している。
【発明を実施するための形態】
【0013】
以下、本発明に係る中空パネルの実施形態について、図面を参照して説明する。
図1は、本発明の一実施形態に係る中空パネルを示すパネル端部の外観斜視図であり、(a)はキャップシートとバックシート及びライナーシートが積層される前の状態、(b)はキャップシートとバックシート及びライナーシートが積層・固着された状態を示している。
同図に示すように、本実施形態に係る中空パネル1は、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであり、所定形状(例えば矩形状)に形成されている。
【0014】
[中空パネル]
具体的には、本実施形態に係る中空パネル1は、コア材を構成するキャップシート11と、このキャップシート11の両面に積層される外装材となるバックシート12及びライナーシート13とを備えた三層構造のパネル材となっている。
キャップシート11は、シート材の全面にわたって所定間隔で中空状に膨出する複数の突起11aが形成されたシートである。
バックシート12は、キャップシート11の突起11aの開口側に積層されるシートである。
ライナーシート13は、キャップシート11の突起11aの頂面側に積層されるシートである。
【0015】
バックシート12がキャップシート11に積層されることにより、キャップシート11に形成された突起11aは、突起内に空気が封入された状態で密閉・封止されて気泡が形成され、所謂気泡ボード・気泡シートとして構成される。
また、ライナーシート13がキャップシート11に積層されることにより、複数の突起11aの頂面がライナーシート13によって覆われて、複数の突起による凹凸・隙間が覆われた平面状のシート材が構成されることになる。
また、バックシート12及びライナーシート13によって挟持された状態のキャップシート11は、複数の突起11aの間に空間が存在しており、この空間が空気層として機能することになる。
このような構成からなる中空パネル1は、気泡ボート、気泡シート等とも呼ばれ、独立した多数の気泡内に空気が封入されて、断熱性,吸音性,耐衝撃性等に優れており、そのような断熱性,吸音性,耐衝撃性等が必要となる建築物や構造物などに用いる建材・芯材として用いることができる。
【0016】
そして、以上のような三層構造からなる気泡ボードを構成する中空パネル1について、本実施形態では、キャップシート11が合成樹脂からなるとともに、バックシート12とライナーシート13が金属からなる構成としてある。
具体的には、図1(a),(b)に示すように、中空構造をなすための立体加工が施されたコア材となるキャップシート11が合成樹脂製であり、このキャップシート11からなるコア材の表裏両面に積層される平板状の外装材となるバックシート12及びライナーシート13が、金属製の板状部材、例えば鋼板や銅板,ステンレス板,アルミ合金板,亜鉛合金板等の金属板によって構成されている。
【0017】
合成樹脂からなるキャップシート11は、可撓性・柔軟性に優れるとともに、金属製のハニカム構造体などと比較して非常に軽量なものとなり、中空パネル全体の重量が増大することを抑制乃至防止することができる。
また、キャップシート11の両面に積層される外装材となるバックシート12及びライナーシート13を金属板とすることにより、金属板自体の剛性・強度により、中空パネル1全体の強度や剛性が高められることになり、パネル全体が樹脂製や紙製の中空パネルと比較して、剛性及び強度に優れた中空パネルを実現することができる。
そして、バックシート12及びライナーシート13を構成する金属板自体は、曲面加工や折り曲げ加工が可能な可撓性・可塑性を有しており、合成樹脂製のキャップシート11と一体となって折り曲げ・曲面加工等が可能となる(図6〜9参照)。
【0018】
ここで、キャップシート11を形成する材料樹脂としては、例えば、ポリプロピレン,ポリエチレン等のポリオレフィン系樹脂、ポリスチレン等のポリスチレン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂、ナイロン等のポリアミド系樹脂などを挙げることができる。但し、これらに限定はされない。
【0019】
また、バックシート12及びライナーシート13を形成する金属としては、例えば、鉄,アルミニウム,ステンレス,銅、その他の合金などを挙げることができる。
但し、金属の種類はこれらに限定はされるものではない。
また、バックシート12及びライナーシート13を形成する金属板として、表面をメッキ処理した金属板を使用することもできる。
さらに、バックシート12及びライナーシート13を形成する金属板は、板面に孔を形成した所謂パンチングメタルや金網を使用することもできる。
【0020】
なお、バックシート12及びライナーシート13は、双方ともに金属製とすることができるが、中空パネル1について所望の強度や剛性が得られれば、少なくともいずれか一方のみを金属製とすることもできる。例えば、バックシート12を金属製とし、ライナーシート13をキャップシート11と同様の合成樹脂製とすることができ、また、ライナーシート13を金属製とし、バックシート12をキャップシート11と同様の合成樹脂製とすることもできる。
中空パネル1の用途やコスト等を考慮して、所望のパネル強度・剛性が確保できれば、少なくともバックシート12又はライナーシート13のいずれかを金属製とすればよい。
【0021】
このような本実施形態に係る中空パネル1は、まず合成樹脂製のキャップシート11については、例えば図示しない多数のキャビティ孔が設けられた成形ロールの外周面に、シート状に連続して繰り出される溶融樹脂を接触させて中空状に膨出する多数の突起11aを真空成形することによってキャップシート11を形成することができる。
また、金属製のバックシート12及びライナーシート13については、例えば圧延加工によって所定の厚みと大きさの金属板を形成することができる。
【0022】
そして、このように形成したキャップシート11とバックシート12及びライナーシート13は、例えば図2に示すように、所定の製造ライン上において、突起が形成されたキャップシート11の表裏面にバックシート12及びライナーシート13を積層することにより、一体的な中空パネル1として製造することができる。
図2に示す例では、予め突起11aが形成されたキャップシート11と、薄板状に形成されたバックシート12及びライナーシート13が、別々のラインで搬送され、押圧ローラRによって押圧されて一体的に積層されて中空パネル1が製造されるようになっている。
【0023】
ここで、キャップシート11とバックシート12及びライナーシート13は、一体的に積層・固着されて一枚の中空パネル1を形成するようになっている。
具体的には、キャップシート11とバックシート12及びライナーシート13は、融着により、又は接着剤を用いて一体的に固着することができる。
例えば、図2に示した例において、キャップシート11とバックシート12,ライナーシート13が押圧ローラRで加圧されて積層される場合に、キャップシート11を図示しない加熱ローラで加熱して溶融させることで、キャップシート11を突起11aの開口側に供給されたバックシート12と突起11aの頂面側に供給されたライナーシート13とで挟み込み、熱融着によりキャップシート11をバックシート12,ライナーシート13に融着・固着させることができる。また、バックシート12,ライナーシート13を加熱しておき、バックシート12,ライナーシート13自体によってキャップシート11を溶融させて熱融着させることもできる。
【0024】
また、キャップシート11の表裏両面に接着剤を塗布しておき、接着剤を介してバックシート12及びライナーシート13と一体的に接着・固着することもできる。
例えば、図2に示す例において、押圧ローラRに至る前工程において、キャップシート11の表裏両面に接着剤を塗布することにより、押圧ローラRによって加圧されたバックシート12及びライナーシート13とキャップシート11を接着剤を介して固着することができる。また、接着剤はバックシート12及びライナーシート13側に塗布することもできる。
ここで、接着剤としては、樹脂製のキャップシート11と金属製のバックシート12,ライナーシート13を固着できるものであればよく、例えばエポキシ系,フェノール系,ポリウレタン系等の熱硬化性接着剤を使用することができる。
【0025】
なお、以上のような中空パネル1は、パネルの用途や使用局面等に応じて任意の大きさに形成することができ、キャップシート11の突起11aの数や大きさも任意に設定することができる。また、中空パネル1を切り出すことで、施工現場等において任意の大きさ・形状の中空パネル1を形成することができる。
例えば、中空パネル1を建材として使用する場合、一般的な建材の基準単位の大きさ(例えばサブロク板の大きさ)に形成・裁断等することができる。
また、中空パネル1を製造するにあたり、キャップシート11,バックシート12,ライナーシート13のそれぞれの厚みは、中空パネル1に要求される強度、剛性などを考慮して適宜調整することができる。通常は、各シートの厚みは、例えば100μm〜1.5mm程度とすることができる。
【0026】
[パネルの端面封止]
以上のようなキャップシート11,バックシート12,ライナーシート13の三層のシート材が積層された中空パネル1は、パネル縁部の端面がバックシート12の厚み(突起11aの高さ)の分だけ開放されている(図1(b)参照)。
このようなパネル端面が開放された状態であっても、中空パネル1を使用することは妨げられるものではないが、パネル端面を面材等で覆って封止することで、中空パネル1の内部空間を閉鎖・密閉することができ、中空パネルとしての断熱性や吸音性・保温性を更に向上させることができる。また、中空パネル1の内部に異物が侵入してしまう等の不都合も防止できる。
また、パネル端面が封止・密閉されることで、中空パネル1の内部空間に空気や液体を充填・循環等させることが可能となり、中空パネル1を一種のラジエーターとして機能させることができ、冷却手段・加温手段等して構成することが可能となる。
【0027】
そこで、本実施形態の中空パネル1では、パネル端面の開放部を封止・密閉することができるようになっている。
具体的には、本実施形態では、図3に示すように、バックシート12の外形を、キャップシート11及びライナーシート13よりもパネル厚み分(突起高さ分)だけ大きく形成し、このバックシート12の縁部12aが、キャップシート11側に折り曲げられることにより、中空板材の開放した縁部端面が封止されるようにしてある(図3(b)参照)。
このようにすると、バックシート12の縁部12aを折り曲げるだけでパネル端面を封止することができ、別途封止部材等を用意することなく、簡易かつ迅速にパネル端面を閉鎖・封止することができる。
【0028】
また、このようにバックシート12の縁部12aを折り曲げてパネル端面を封止することで、バックシート12の縁部12aとライナーシート13の縁部とが隣接して対向又は当接することになるので、金属板同士のバックシート12及びライナーシート13の縁部を溶接により接合・封止することができる。
これによって、パネル端面の封止をより完全な密封状態とすることができ、中空パネル1の断熱性や吸音性をより向上させることができ、また、中空パネル1を上述したラジエーターとして使用する場合にも好適となる。
【0029】
なお、上述した図3に示す例では、バックシート12の縁部を延設して折り曲げるようにしてあるが、これをライナーシート13側の縁部を延設・折り曲げするようにしても同様であることは言うまでもない。
また、バックシート12とライナーシート13の双方について、縁部を延設・折り曲げるようにすることもできる。この場合、バックシート12とライナーシート13を同じ大きさにすることができるので、バックシート12及びライナーシート13を同形・同大の金属板で構成できるので、製造工程の負担が軽減されることになる。また、この場合、バックシート12とライナーシート13の縁部同士を折り曲げて重ね合わせることもできるので、上述したバックシート12とライナーシート13の溶接等の接合作業を省略することも可能となる。
【0030】
さらに、図4(a)に示すように、バックシート12(又はライナーシート13)の縁部を延設して折り曲げる場合に、折り曲げられる縁部12aの長さをパネル厚み分(突起高さ分)よりも大きく形成することで、縁部12aをキャップシート11側に折り曲げつつ、更にライナーシート13側に折り曲げることが可能となる。
このようにすると、折り曲げられたバックシート12(又はライナーシート13)の縁部をライナーシート13(又はバックシート12)側に重ね合わせて折り曲げることができるので、中空パネル1の端面封止の密閉度を高めることができ、バックシート12とライナーシート13の溶接も省略可能となる。
【0031】
なお、中空パネル1の端面封止の方法としては、上述した形態に限定されるものではなく、他の方法で実現することもできる。
例えば、図4(b)に示すように、バックシート12及びライナーシート13の外形をキャップシート11よりも大きく形成し、バックシート12及びライナーシート13の縁部をキャップシート11側にプレス加工することにより、パネル端面を封止することができる。このようにすると、プレス加工を行うだけで所謂イルカ型と呼ばれる端面封止を施すことができるので、製造工程が容易となり、作業性を向上させることができる。
なお、この場合も、プレスしたバックシート12及びライナーシート13の縁部は溶接・融着することができることは勿論である。
【0032】
また、上記以外にも、例えば、パネル端面の開放形状に対応した帯状の封止材を用意して、熱融着などによって取り付けるようにしてもよい。
なお、以上のような中空パネル1の端面封止は、パネルの縁部全周の全ての端面に行うこともでき、また、必要に応じて、パネルの一部の端面のみに行うこともできる。
また、上述した異なる端面封止の構造を組み合わせて実施することも勿論可能である。
【0033】
[折り部]
以上のような中空パネル1に対しては、中空板材の所定の部位に切り込みを入れることによって、当該中空板材が折り曲げ可能な箇所(折り部)を形成することができる。
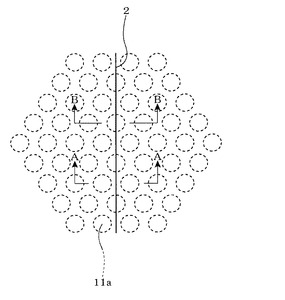
具体的には、本実施形態では、図5に示すように、所定の加工を施すことにより折り部2を形成して、中空パネル1を折り曲げ可能にすることができる。
折り部2は、所定の形状に形成された中空パネル1の所定箇所に切り込み(ハーフカット)加工を入れて形成することができ、これによって折り部2に沿って中空パネル1を折り曲げ可能に構成することができる。
【0034】
折り部2を形成する際に切り込み(ハーフカット)を入れるのは、中空パネル1のバックシート12側、ライナーシート13側のいずれであってもよい。
図5〜6に示す例では、中空パネル1のバックシート12側に切り込み3を入れることによって折り部2を形成している。これによって、中空パネル1は切れ込み3を入れたバックシート12側からライナーシート13側に折り曲げ可能となる。従って、中空パネル1は、切れ込み3が形成されている面と反対側に向かって折り曲げられることになる。従って、中空パネル1を折り曲げたい方向と反対側のシート(バックシート12又はライナーシート13)に切り込み3を入れて折り部を2形成すればよい。
【0035】
ここで、図5は、図1に示した中空パネル1をバックシート12側から見た拡大図であり、図5のA−A断面図を図6(a)に示し、当該部位を折り部2で折り曲げた状態を図6(b)に示す。同様に、図5のB−B断面図を図7(a)に示し、当該部位を折り部2で折り曲げた状態を図7(b)に示す。
これらの図に示すように、突起11aがない部位では、キャップシート11とバックシート12との融着部を切断するように切り込み3を入れ(図6(a)参照)、ライナーシート13のみが屈曲して折り部2が形成されるようになる(図6(b)参照)。
これに対して、突起11aがある部位では、バックシート12と突起11aの側壁部とを切断するように切り込み3を入れ(図7(a)参照)、ライナーシート13に突起11aの頂面が融着された部分が屈曲して折り部2が形成されるようになる(図7(b)参照)。
【0036】
これにより、折り部2は、ライナーシート13のみからなる部分と、ライナーシート13に突起11aの頂面が融着されて二重構造となっている部分とが交互に配置されて形成されることになる。したがって、中空パネル1に切り込み3を入れて形成された折り部2は、ライナーシート13に突起11aの頂面が融着された二重構造となっている部分によって部分的に補強されて、折り部2の曲げ易さを損なわない程度に強度が高められている。すなわち、折り部2を補強するために、例えば、折り部2を形成しようとする部位にシート材を積層して二重構造としただけでは、折り部2が折り曲げにくくなるおそれがあるが、上記のような本実施形態の折り部2のように構成することで、折り部2が部分的に二重構造となるため、その曲げ易さを損なうことなく適度に折り部2が補強されることになる。
【0037】
なお、曲げ易さを損なうことなく折り部2の強度をさらに高めるために、例えば、ポリエチレン系樹脂フィルムなどのような柔軟なフィルム材等を中空パネル1に積層することもできる。
このとき、バックシート12側に切り込み3を入れて折り部2を形成するのであれば、ライナーシート13側の面、すなわち、切り込み3を入れる側とは反対側の面に、必要に応じて接着剤を介するなどして当該フィルム材等を積層することができる。
【0038】
なお、特に図示しないが、中空パネル1のライナーシート13側から切り込み3を入れて折り部2を形成する場合には、突起11aがない部位では、ライナーシート13を切断するように切り込み3を入れ、キャップシート11とバックシート12との融着部が屈曲して折り部2を形成することになる。一方、突起11aがある部位では、ライナーシート13に突起11aの頂面が融着された部分と突起11aの側壁部とを切断するように切り込み3を入れ、バックシート12が屈曲して折り部2を形成することになる。
いずれにしても、形成された折り部2は、バックシート12のみからなる部分と、バックシート12にキャップシート11が融着されて二重構造となっている部分とが交互に配置されて形成されることになり、折り部2が部分的に二重構造となって、その曲げ易さを損なうことなく適度に折り部2が補強されることになる。
【0039】
また、以上のような切り込み加工による折り部2以外にも、中空パネル1を折り曲げ可能な構成とすることができる。
例えば図8に示すようなV字加工を施すことにより中空パネル1に折り部2を形成することができる。
図8は、上述した図6に対応する中空パネル1(中空パネル1)の断面図であり、図6で示した切り込み3に換えてV字加工部4を形成したものである。
【0040】
同図に示すV字加工部4は、中空パネル1には、加熱鏝を当てるなどして断面V字状に溶融して形成するものであり、このV字加工部4を設けることによって、図8(b)に示すように、中空パネル1はV字加工部4が設けられた側に折り曲げられるようになる。従って、この場合には、中空パネル1は、V字加工部4が形成されている面側に向かって折り曲げられることになるので、中空パネル1を折り曲げたい方向のシート(バックシート12又はライナーシート13)にV字加工部4を入れて折り部を2形成すればよい。
なお、このような溶融加工して形成されるV字加工部4は、中空パネル1の一部が線状に押し潰された状態となっており、V字加工部4で囲まれた範囲はパネル端面が封止され、パネル内に空気が封入されるようになる。このため、中空パネル1の端縁に端面封止構造(図3〜4参照)を設けなくても、当該範囲における気泡に空気が封入され、これによって中空パネル1の断熱性,吸音性等を向上させることができ、またパネル内部空間の気密性が確保される。
【0041】
また、以上のような折り曲げ加工(折り部2)を設けなくても、中空パネル1は、図9に示すように、パネル自体を曲面状に形成することができる。
本実施形態に係る中空パネル1は、コア材となるキャップシート11を合成樹脂によって形成してあり、コア材自体が可撓性・柔軟性に優れており、任意の方向に折り曲げることで曲面状にすることができる。
また、キャップシート11の両面に積層されるバックシート12及びライナーシート13も薄板状の金属板からなり、金属板自体が曲面変形可能となっている。
従って、中空パネル1を所定方向に折り曲げることで、キャップシート11とバックシート12及びライナーシート13が一体となって曲面状に変形でき、例えば円形状の壁面等の建材や芯材として、本実施形態の中空パネル1を適用・使用することができる。
【0042】
[溶接接合]
また、本実施形態に係る中空パネル1は、パネル外装材となるシート(バックシート12及びライナーシート13)が金属板により構成されているため、複数の中空パネル1を外装材となる金属板同士を溶接することで接合が可能となる。
例えば、図10(a)に示すように、2枚の中空パネル1を互いに直交するT字形状に配置し、一方のパネルの端面と他方のパネルの一表面とを溶接部5において溶接・融着することで接合することができる。
同様に、図10(b)に示すように、2枚の中空パネル1をL字形状に配置し、一方のパネルの端面と他方のパネルの一表面とを溶接部5において溶接・融着することで接合することができる。
このように、パネル外装材を金属板により構成した本実施形態の中空パネル1では、パネル同士を任意の配置・形状で溶接することができ、建材や芯材としてより汎用性・拡張性に優れたパネル材として提供することができる。
【0043】
[ボルト等による締結]
さらに、パネル外装材となるシート(バックシート12及びライナーシート13)を金属板により構成した本実施形態に係る中空パネル1では、外装材となるバックシート12及びライナーシート13を貫通してボルト等の締結具を締め込むことができ、ボルト等の脱着を繰り返したとしても、外装材となるバックシート12及びライナーシート13が劣化,損壊等することはない。
このため、中空パネル1にボルト等の締結具を使用することが可能となり、例えば任意の金具をボルト等によって締結・取付したり、複数の中空パネル1をボルトにより締結したりすることが可能となる。
【0044】
例えば、図11(a)に示すように、立設した中空パネル1の底部両面にパネル支持用の金具7a,7bを配設し、中空パネル1と金具7a,7bとをボルト6により一体的に締結することができる。これによって、中空パネル1は金具7a,7bによって立設状態で支持され、任意の設置箇所に立設・配置することができる。
同様に、図11(b)に示すように、2枚の中空パネル1を重ね合わせて配置し、パネルの底部一面側にパネル支持用の金具8を配設し、2枚の中空パネル1と金具8とをボルト6により一体的に締結するようなこともできる。
このように、パネル外装材を金属板により構成した本実施形態の中空パネル1では、ボルト等の締結具を使用してパネル同士を締結・接合したり、補助金具等を取り付けることができ、ボルト等による螺合・脱着を繰り返しても、金属製のパネル外装材が劣化・損壊することがなく、建材や芯材等に使用されるパネルとしての汎用性・拡張性を更に向上させることができる。
【0045】
以上説明したように、本実施形態に係る中空パネルによれば、まず、中空パネル1を構成するコア材として、多数の突起11aが形成されたキャップシート11を備えており、このキャップシート11の突起開口側にバックシート12が積層されることで、各突起11aが封止・密封されて気泡として形成される所謂気泡ボード・気泡シートを構成するようになっている。気泡シートは、密封された多数の気泡(突起11a)が緩衝部材として耐衝撃性・緩衝性を有するとともに、気体が封止された気泡による断熱・吸音効果があり、パネル全体として断熱性・吸音性に優れた中空パネルを実現することができる。
【0046】
また、このようなキャップシート11に備えられる複数の突起11aは、各突起同士が所定間隔で離間しており、キャップシート自体は可撓性・柔軟性を有しており、このようなキャップシート11をコア材とすることで、中空パネル自体も一定の可撓性・柔軟性を有することになり、中空パネル1は折り曲げ加工や曲面加工が可能となる。
さらに、合成樹脂製のキャップシート11は、軽量かつ柔軟で、耐水性や耐久性、保温性にも優れ、水洗い等も可能で、繰り返し使用することが可能となる。
【0047】
そして、本実施形態では、上記のようにキャップシート11を合成樹脂により形成するとともに、このキャップシート11の両面に積層されるバックシート12及びライナーシート13からなる外装材を、例えば鉄,アルミニウム,ステンレス等の金属からなる金属板によって構成するようにしてある。
合成樹脂からなるキャップシート11は、可撓性・柔軟性に優れるとともに、金属製のハニカム構造体などと比較して非常に軽量なものとなり、中空パネル全体の重量が増大することを抑制乃至防止することができる。
【0048】
また、キャップシート11の両面に積層されるバックシート12及びライナーシート13からなる外装材を金属板とすることにより、金属板自体の剛性・強度により、中空パネル全体の強度や剛性が高められることになり、パネル全体が樹脂製や紙製の中空パネルと比較して、剛性及び強度に優れた中空パネル1を実現することができる。さらに、金属板自体は曲面加工や折り曲げ加工が可能な可撓性・可塑性を有しており、合成樹脂製のキャップシート11と一体となって折り曲げ・曲面加工等が容易に行えるようになる。
【0049】
従って、本実施形態に係る中空パネル1によれば、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルとして、強度や剛性に優れ、かつ、折り曲げ加工や曲面加工が可能で、パネル重量の増大も抑制でき、断熱性、吸音性にも優れた中空パネルを実現することができる。
これによって、建材や芯材等に好適な中空パネルを提供することが可能となる。
【0050】
以上、本発明の中空パネルについて、好ましい実施形態を示して説明したが、本発明の中空パネルは、前述した実施形態にのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、上述した実施形態では、コア材となるキャップシート11を一層のみ備えているが、キャップシートは複数層備えるようにすることもできる。例えば二層のキャップシートを積層してコア材とすることができる。
【0051】
その場合、各キャップシートは、突起頂面側同士を対向させて配置することが好ましい。このようにすると、二層のキャップシートの突起を、バックシート及びライナーシートによってそれぞれ封止・密封することができ、二層のキャップシートの突起をそれぞれ気泡として機能させることができるようになる。
また、バックシート及びライナーシートからなる外装材についても、それぞれ複数層設けることも可能である。また、外装材の表面に更に樹脂層等を積層して、金属板からなる外装材をコーティングすることもできる。
【0052】
また、複数層のキャップシートを積層してコア材を構成する場合、各キャップシートに形成される突起は、大きさ(気泡の開口面積)や高さ(深さ)が異なるものであっても良い。
例えば、突起の大きさが倍異なる二つのキャップシート積層することができ、その場合、大きい突起の頂面に小さい突起の気泡開口側を搭載して積層するようにすることができる。
【産業上の利用可能性】
【0053】
本発明は、例えば建築物の壁面や床,天井等を構成する建材や、自動車,列車等の車両のドアやボディの芯材、スーパーマーケットのバックヤードに備えられる開閉自在なドアの芯材等として使用される中空パネルに好適に利用可能である。
【符号の説明】
【0054】
1 中空パネル
2 折り部
3 切り込み
4 V字加工
10 中空パネル
12 バックシート
11 キャップシート
11a 突起
13 ライナーシート
【技術分野】
【0001】
本発明は、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルに関し、特に、強度に優れ、かつ、折り曲げ加工や曲面加工が可能で、断熱性、吸音性にも優れた、建材や芯材等に好適な中空パネルに関する。
【背景技術】
【0002】
一般に、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルが知られている。
この種の中空パネルは、例えば建築物の壁面や床,天井等を構成する建材として、また、自動車,列車等の車両のドアやボディの芯材として、広く使用されている。
このような中空パネルとして、パネルの強度や剛性を高めるために、コア材を金属製のハニカム構造等によって構成することがある。
【0003】
例えば、特許文献1には、金属製のハニカム構造のコア材の両面に面板を張り付けた「ハニカムパネル」が提案されている。
また、特許文献2には、グラスウール板を山形状凹凸面体に成形したコア材の表裏に炭酸カルシウム発泡板を貼着した「建築用パネル板」が提案されている。
このようにコア材を金属製のハニカム構造や凹凸構造とすることで、中空パネルの中空構成を維持しつつ、パネル全体の強度や剛性を高めることが可能であった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4022578号公報
【特許文献2】特許第2912527号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、以上のようにコア材を金属製のハニカム構造等とした中空パネルでは、パネルの強度や剛性が向上するとしても、逆にパネルを折り曲げたり曲面加工することができなくなるという問題があった。ハニカム構造体は、その構造上から、基本的に折り曲げたり曲面状にすることは困難であり、特に金属製のハニカム構造の場合、そのような折り曲げ加工・曲面加工は不可能であった。
このため、強度や剛性を得るためにコア材として金属製のハニカム構造等を採用することは、中空パネルとしての加工容易性や汎用性,拡張性を損なうものであった。
【0006】
また、中空パネルのコア材を金属により形成すると、パネル全体の重量が大きくなってしまい、中空パネルの特徴の一つである軽量性という特性が失われ、パネルの運搬性や作業性等も損なわれるおそれがあった。
さらに、コア材が金属製のハニカム構造等からなる中空パネルでは、例えば気泡パネル・気泡ボードと呼ばれるコア材が気泡構造を有する中空パネルのような断熱性や吸音性がなく、中空パネルとしての用途・使用局面が限定されるという問題もあった。
【0007】
本発明は、上述した従来の問題を解決するために提案されたものであり、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであって、強度や剛性に優れ、かつ、折り曲げ加工や曲面加工が可能で、パネル重量の増大も抑制でき、断熱性、吸音性にも優れた、建材や芯材等に好適な中空パネルの提供を目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため本発明の中空パネルは、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであって、コア材が、中空状に膨出する複数の突起が形成されたキャップシートからなり、コア材の表裏両面に積層される外装材が、キャップシートの突起の開口側に積層されるバックシートと、当該キャップシートの突起の頂面側に積層されるライナーシートとからなり、キャップシートが合成樹脂からなるとともに、バックシート及び/又はライナーシートが金属からなる構成としてある。
【0009】
このような構成からなる本発明の中空パネルによれば、まず、中空パネルを構成するコア材として、多数の突起が形成されたキャップシートを備えており、このキャップシートの突起開口側にバックシートが積層されることで、突起が封止・密封されて気泡として形成される所謂気泡ボード・気泡シートを構成するようになっている。気泡シートは、密封された多数の気泡が緩衝部材として耐衝撃性・緩衝性を有するとともに、気体が封止された気泡による断熱・吸音効果があり、パネル全体として断熱性・吸音性に優れた中空パネルを実現することができる。
また、このようなキャップシートに備えられる複数の気泡は、各気泡同士が所定間隔で離間しており、キャップシート自体は可撓性・柔軟性を有しており、このようなキャップシートをコア材とすることで、中空パネル自体も一定の可撓性・柔軟性を有することになり、中空パネルは折り曲げ加工や曲面加工が可能となる。
さらに、合成樹脂製のキャップシートは、軽量かつ柔軟で、耐水性や耐久性、保温性にも優れ、水洗い等も可能で、繰り返し使用することが可能となる。
【0010】
そして、本発明では、以上のようなキャップシートを合成樹脂により形成するとともに、このキャップシートの両面に積層されるバックシート及びライナーシートからなる外装材を、例えば鉄,アルミニウム,ステンレス等の金属からなる金属板によって構成するようにしてある。
合成樹脂からなるキャップシートは、可撓性・柔軟性に優れるとともに、金属製のハニカム構造体などと比較して非常に軽量なものとなり、中空パネル全体の重量が増大することを抑制乃至防止することができる。
また、キャップシートの両面に積層されるバックシート及びライナーシートからなる外装材を金属板とすることにより、金属板自体の剛性・強度により、中空パネル全体の強度や剛性が高められることになり、パネル全体が樹脂製や紙製の中空パネルと比較して、剛性及び強度に優れた中空パネルを実現することができる。
さらに、金属板自体は曲面加工や折り曲げ加工が可能な可撓性・可塑性を有しており、合成樹脂製のキャップシートと一体となって折り曲げ・曲面加工等が可能となる。
【発明の効果】
【0011】
以上のように、本発明によれば、空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルとして、強度や剛性に優れ、かつ、折り曲げ加工や曲面加工が可能で、パネル重量の増大も抑制でき、断熱性、吸音性にも優れた、建材や芯材等に好適な中空パネルを提供することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の一実施形態に係る中空パネルを示すパネル端部の外観斜視図であり、(a)はキャップシートとバックシート及びライナーシートが積層される前の状態、(b)はキャップシートとバックシート及びライナーシートが積層・固着された状態を示している。
【図2】本発明の一実施形態に係る中空パネルの製造工程の一例を模式的に示す説明図である。
【図3】本発明の一実施形態に係る中空パネルにおいて、バックシートの縁部によってパネル端面を封止する場合の例を示すパネル端部の外観斜視図であり、(a)はパネル端面を封止する前の状態、(b)はパネル端面を封止した状態を示している。
【図4】本発明の一実施形態に係る中空パネルにおいてパネル端面を封止する場合の他の例を示すパネル端部の外観斜視図であり、(a)はパネル端面をバックシートの縁部によって封止した状態、(b)はバックシート及びライナーシートの縁部をプレス加工することでパネル端面を封止した状態を示している。
【図5】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、切り込み(ハーフカット)加工された折り部が形成されたパネルの要部平面を示している。
【図6】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、折り部が切り込み(ハーフカット)加工された図5のA−A断面を示す断面図である。
【図7】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、折り部が切り込み(ハーフカット)加工された図5のB−B断面を示す断面図である。
【図8】本発明の一実施形態に係る中空パネルの折り部の一例を示す説明図であり、折り部がV字加工されている場合を示している。
【図9】本発明の一実施形態に係る中空パネルが曲面加工された状態を示す外観斜視図である。
【図10】本発明の一実施形態に係る中空パネルが溶接により接合された状態を示す溶接部分の要部側面図で、(a)は二枚の中空パネルがT字形状に溶接された状態、(b)は同じくL字形状に溶接された状態を示している。
【図11】本発明の一実施形態に係る中空パネルにボルトを介して他の器具等が取り付けられる状態を示す器具取付部分の要部側面図であり、(a)は中空パネルの両面にパネル立設用の器具がボルトで固定された状態、(b)は二枚の中空パネルがボルトによって一体的に固定されつつパネル片側にパネル立設用の器具が取り付けられた状態を示している。
【発明を実施するための形態】
【0013】
以下、本発明に係る中空パネルの実施形態について、図面を参照して説明する。
図1は、本発明の一実施形態に係る中空パネルを示すパネル端部の外観斜視図であり、(a)はキャップシートとバックシート及びライナーシートが積層される前の状態、(b)はキャップシートとバックシート及びライナーシートが積層・固着された状態を示している。
同図に示すように、本実施形態に係る中空パネル1は、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであり、所定形状(例えば矩形状)に形成されている。
【0014】
[中空パネル]
具体的には、本実施形態に係る中空パネル1は、コア材を構成するキャップシート11と、このキャップシート11の両面に積層される外装材となるバックシート12及びライナーシート13とを備えた三層構造のパネル材となっている。
キャップシート11は、シート材の全面にわたって所定間隔で中空状に膨出する複数の突起11aが形成されたシートである。
バックシート12は、キャップシート11の突起11aの開口側に積層されるシートである。
ライナーシート13は、キャップシート11の突起11aの頂面側に積層されるシートである。
【0015】
バックシート12がキャップシート11に積層されることにより、キャップシート11に形成された突起11aは、突起内に空気が封入された状態で密閉・封止されて気泡が形成され、所謂気泡ボード・気泡シートとして構成される。
また、ライナーシート13がキャップシート11に積層されることにより、複数の突起11aの頂面がライナーシート13によって覆われて、複数の突起による凹凸・隙間が覆われた平面状のシート材が構成されることになる。
また、バックシート12及びライナーシート13によって挟持された状態のキャップシート11は、複数の突起11aの間に空間が存在しており、この空間が空気層として機能することになる。
このような構成からなる中空パネル1は、気泡ボート、気泡シート等とも呼ばれ、独立した多数の気泡内に空気が封入されて、断熱性,吸音性,耐衝撃性等に優れており、そのような断熱性,吸音性,耐衝撃性等が必要となる建築物や構造物などに用いる建材・芯材として用いることができる。
【0016】
そして、以上のような三層構造からなる気泡ボードを構成する中空パネル1について、本実施形態では、キャップシート11が合成樹脂からなるとともに、バックシート12とライナーシート13が金属からなる構成としてある。
具体的には、図1(a),(b)に示すように、中空構造をなすための立体加工が施されたコア材となるキャップシート11が合成樹脂製であり、このキャップシート11からなるコア材の表裏両面に積層される平板状の外装材となるバックシート12及びライナーシート13が、金属製の板状部材、例えば鋼板や銅板,ステンレス板,アルミ合金板,亜鉛合金板等の金属板によって構成されている。
【0017】
合成樹脂からなるキャップシート11は、可撓性・柔軟性に優れるとともに、金属製のハニカム構造体などと比較して非常に軽量なものとなり、中空パネル全体の重量が増大することを抑制乃至防止することができる。
また、キャップシート11の両面に積層される外装材となるバックシート12及びライナーシート13を金属板とすることにより、金属板自体の剛性・強度により、中空パネル1全体の強度や剛性が高められることになり、パネル全体が樹脂製や紙製の中空パネルと比較して、剛性及び強度に優れた中空パネルを実現することができる。
そして、バックシート12及びライナーシート13を構成する金属板自体は、曲面加工や折り曲げ加工が可能な可撓性・可塑性を有しており、合成樹脂製のキャップシート11と一体となって折り曲げ・曲面加工等が可能となる(図6〜9参照)。
【0018】
ここで、キャップシート11を形成する材料樹脂としては、例えば、ポリプロピレン,ポリエチレン等のポリオレフィン系樹脂、ポリスチレン等のポリスチレン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂、ナイロン等のポリアミド系樹脂などを挙げることができる。但し、これらに限定はされない。
【0019】
また、バックシート12及びライナーシート13を形成する金属としては、例えば、鉄,アルミニウム,ステンレス,銅、その他の合金などを挙げることができる。
但し、金属の種類はこれらに限定はされるものではない。
また、バックシート12及びライナーシート13を形成する金属板として、表面をメッキ処理した金属板を使用することもできる。
さらに、バックシート12及びライナーシート13を形成する金属板は、板面に孔を形成した所謂パンチングメタルや金網を使用することもできる。
【0020】
なお、バックシート12及びライナーシート13は、双方ともに金属製とすることができるが、中空パネル1について所望の強度や剛性が得られれば、少なくともいずれか一方のみを金属製とすることもできる。例えば、バックシート12を金属製とし、ライナーシート13をキャップシート11と同様の合成樹脂製とすることができ、また、ライナーシート13を金属製とし、バックシート12をキャップシート11と同様の合成樹脂製とすることもできる。
中空パネル1の用途やコスト等を考慮して、所望のパネル強度・剛性が確保できれば、少なくともバックシート12又はライナーシート13のいずれかを金属製とすればよい。
【0021】
このような本実施形態に係る中空パネル1は、まず合成樹脂製のキャップシート11については、例えば図示しない多数のキャビティ孔が設けられた成形ロールの外周面に、シート状に連続して繰り出される溶融樹脂を接触させて中空状に膨出する多数の突起11aを真空成形することによってキャップシート11を形成することができる。
また、金属製のバックシート12及びライナーシート13については、例えば圧延加工によって所定の厚みと大きさの金属板を形成することができる。
【0022】
そして、このように形成したキャップシート11とバックシート12及びライナーシート13は、例えば図2に示すように、所定の製造ライン上において、突起が形成されたキャップシート11の表裏面にバックシート12及びライナーシート13を積層することにより、一体的な中空パネル1として製造することができる。
図2に示す例では、予め突起11aが形成されたキャップシート11と、薄板状に形成されたバックシート12及びライナーシート13が、別々のラインで搬送され、押圧ローラRによって押圧されて一体的に積層されて中空パネル1が製造されるようになっている。
【0023】
ここで、キャップシート11とバックシート12及びライナーシート13は、一体的に積層・固着されて一枚の中空パネル1を形成するようになっている。
具体的には、キャップシート11とバックシート12及びライナーシート13は、融着により、又は接着剤を用いて一体的に固着することができる。
例えば、図2に示した例において、キャップシート11とバックシート12,ライナーシート13が押圧ローラRで加圧されて積層される場合に、キャップシート11を図示しない加熱ローラで加熱して溶融させることで、キャップシート11を突起11aの開口側に供給されたバックシート12と突起11aの頂面側に供給されたライナーシート13とで挟み込み、熱融着によりキャップシート11をバックシート12,ライナーシート13に融着・固着させることができる。また、バックシート12,ライナーシート13を加熱しておき、バックシート12,ライナーシート13自体によってキャップシート11を溶融させて熱融着させることもできる。
【0024】
また、キャップシート11の表裏両面に接着剤を塗布しておき、接着剤を介してバックシート12及びライナーシート13と一体的に接着・固着することもできる。
例えば、図2に示す例において、押圧ローラRに至る前工程において、キャップシート11の表裏両面に接着剤を塗布することにより、押圧ローラRによって加圧されたバックシート12及びライナーシート13とキャップシート11を接着剤を介して固着することができる。また、接着剤はバックシート12及びライナーシート13側に塗布することもできる。
ここで、接着剤としては、樹脂製のキャップシート11と金属製のバックシート12,ライナーシート13を固着できるものであればよく、例えばエポキシ系,フェノール系,ポリウレタン系等の熱硬化性接着剤を使用することができる。
【0025】
なお、以上のような中空パネル1は、パネルの用途や使用局面等に応じて任意の大きさに形成することができ、キャップシート11の突起11aの数や大きさも任意に設定することができる。また、中空パネル1を切り出すことで、施工現場等において任意の大きさ・形状の中空パネル1を形成することができる。
例えば、中空パネル1を建材として使用する場合、一般的な建材の基準単位の大きさ(例えばサブロク板の大きさ)に形成・裁断等することができる。
また、中空パネル1を製造するにあたり、キャップシート11,バックシート12,ライナーシート13のそれぞれの厚みは、中空パネル1に要求される強度、剛性などを考慮して適宜調整することができる。通常は、各シートの厚みは、例えば100μm〜1.5mm程度とすることができる。
【0026】
[パネルの端面封止]
以上のようなキャップシート11,バックシート12,ライナーシート13の三層のシート材が積層された中空パネル1は、パネル縁部の端面がバックシート12の厚み(突起11aの高さ)の分だけ開放されている(図1(b)参照)。
このようなパネル端面が開放された状態であっても、中空パネル1を使用することは妨げられるものではないが、パネル端面を面材等で覆って封止することで、中空パネル1の内部空間を閉鎖・密閉することができ、中空パネルとしての断熱性や吸音性・保温性を更に向上させることができる。また、中空パネル1の内部に異物が侵入してしまう等の不都合も防止できる。
また、パネル端面が封止・密閉されることで、中空パネル1の内部空間に空気や液体を充填・循環等させることが可能となり、中空パネル1を一種のラジエーターとして機能させることができ、冷却手段・加温手段等して構成することが可能となる。
【0027】
そこで、本実施形態の中空パネル1では、パネル端面の開放部を封止・密閉することができるようになっている。
具体的には、本実施形態では、図3に示すように、バックシート12の外形を、キャップシート11及びライナーシート13よりもパネル厚み分(突起高さ分)だけ大きく形成し、このバックシート12の縁部12aが、キャップシート11側に折り曲げられることにより、中空板材の開放した縁部端面が封止されるようにしてある(図3(b)参照)。
このようにすると、バックシート12の縁部12aを折り曲げるだけでパネル端面を封止することができ、別途封止部材等を用意することなく、簡易かつ迅速にパネル端面を閉鎖・封止することができる。
【0028】
また、このようにバックシート12の縁部12aを折り曲げてパネル端面を封止することで、バックシート12の縁部12aとライナーシート13の縁部とが隣接して対向又は当接することになるので、金属板同士のバックシート12及びライナーシート13の縁部を溶接により接合・封止することができる。
これによって、パネル端面の封止をより完全な密封状態とすることができ、中空パネル1の断熱性や吸音性をより向上させることができ、また、中空パネル1を上述したラジエーターとして使用する場合にも好適となる。
【0029】
なお、上述した図3に示す例では、バックシート12の縁部を延設して折り曲げるようにしてあるが、これをライナーシート13側の縁部を延設・折り曲げするようにしても同様であることは言うまでもない。
また、バックシート12とライナーシート13の双方について、縁部を延設・折り曲げるようにすることもできる。この場合、バックシート12とライナーシート13を同じ大きさにすることができるので、バックシート12及びライナーシート13を同形・同大の金属板で構成できるので、製造工程の負担が軽減されることになる。また、この場合、バックシート12とライナーシート13の縁部同士を折り曲げて重ね合わせることもできるので、上述したバックシート12とライナーシート13の溶接等の接合作業を省略することも可能となる。
【0030】
さらに、図4(a)に示すように、バックシート12(又はライナーシート13)の縁部を延設して折り曲げる場合に、折り曲げられる縁部12aの長さをパネル厚み分(突起高さ分)よりも大きく形成することで、縁部12aをキャップシート11側に折り曲げつつ、更にライナーシート13側に折り曲げることが可能となる。
このようにすると、折り曲げられたバックシート12(又はライナーシート13)の縁部をライナーシート13(又はバックシート12)側に重ね合わせて折り曲げることができるので、中空パネル1の端面封止の密閉度を高めることができ、バックシート12とライナーシート13の溶接も省略可能となる。
【0031】
なお、中空パネル1の端面封止の方法としては、上述した形態に限定されるものではなく、他の方法で実現することもできる。
例えば、図4(b)に示すように、バックシート12及びライナーシート13の外形をキャップシート11よりも大きく形成し、バックシート12及びライナーシート13の縁部をキャップシート11側にプレス加工することにより、パネル端面を封止することができる。このようにすると、プレス加工を行うだけで所謂イルカ型と呼ばれる端面封止を施すことができるので、製造工程が容易となり、作業性を向上させることができる。
なお、この場合も、プレスしたバックシート12及びライナーシート13の縁部は溶接・融着することができることは勿論である。
【0032】
また、上記以外にも、例えば、パネル端面の開放形状に対応した帯状の封止材を用意して、熱融着などによって取り付けるようにしてもよい。
なお、以上のような中空パネル1の端面封止は、パネルの縁部全周の全ての端面に行うこともでき、また、必要に応じて、パネルの一部の端面のみに行うこともできる。
また、上述した異なる端面封止の構造を組み合わせて実施することも勿論可能である。
【0033】
[折り部]
以上のような中空パネル1に対しては、中空板材の所定の部位に切り込みを入れることによって、当該中空板材が折り曲げ可能な箇所(折り部)を形成することができる。
具体的には、本実施形態では、図5に示すように、所定の加工を施すことにより折り部2を形成して、中空パネル1を折り曲げ可能にすることができる。
折り部2は、所定の形状に形成された中空パネル1の所定箇所に切り込み(ハーフカット)加工を入れて形成することができ、これによって折り部2に沿って中空パネル1を折り曲げ可能に構成することができる。
【0034】
折り部2を形成する際に切り込み(ハーフカット)を入れるのは、中空パネル1のバックシート12側、ライナーシート13側のいずれであってもよい。
図5〜6に示す例では、中空パネル1のバックシート12側に切り込み3を入れることによって折り部2を形成している。これによって、中空パネル1は切れ込み3を入れたバックシート12側からライナーシート13側に折り曲げ可能となる。従って、中空パネル1は、切れ込み3が形成されている面と反対側に向かって折り曲げられることになる。従って、中空パネル1を折り曲げたい方向と反対側のシート(バックシート12又はライナーシート13)に切り込み3を入れて折り部を2形成すればよい。
【0035】
ここで、図5は、図1に示した中空パネル1をバックシート12側から見た拡大図であり、図5のA−A断面図を図6(a)に示し、当該部位を折り部2で折り曲げた状態を図6(b)に示す。同様に、図5のB−B断面図を図7(a)に示し、当該部位を折り部2で折り曲げた状態を図7(b)に示す。
これらの図に示すように、突起11aがない部位では、キャップシート11とバックシート12との融着部を切断するように切り込み3を入れ(図6(a)参照)、ライナーシート13のみが屈曲して折り部2が形成されるようになる(図6(b)参照)。
これに対して、突起11aがある部位では、バックシート12と突起11aの側壁部とを切断するように切り込み3を入れ(図7(a)参照)、ライナーシート13に突起11aの頂面が融着された部分が屈曲して折り部2が形成されるようになる(図7(b)参照)。
【0036】
これにより、折り部2は、ライナーシート13のみからなる部分と、ライナーシート13に突起11aの頂面が融着されて二重構造となっている部分とが交互に配置されて形成されることになる。したがって、中空パネル1に切り込み3を入れて形成された折り部2は、ライナーシート13に突起11aの頂面が融着された二重構造となっている部分によって部分的に補強されて、折り部2の曲げ易さを損なわない程度に強度が高められている。すなわち、折り部2を補強するために、例えば、折り部2を形成しようとする部位にシート材を積層して二重構造としただけでは、折り部2が折り曲げにくくなるおそれがあるが、上記のような本実施形態の折り部2のように構成することで、折り部2が部分的に二重構造となるため、その曲げ易さを損なうことなく適度に折り部2が補強されることになる。
【0037】
なお、曲げ易さを損なうことなく折り部2の強度をさらに高めるために、例えば、ポリエチレン系樹脂フィルムなどのような柔軟なフィルム材等を中空パネル1に積層することもできる。
このとき、バックシート12側に切り込み3を入れて折り部2を形成するのであれば、ライナーシート13側の面、すなわち、切り込み3を入れる側とは反対側の面に、必要に応じて接着剤を介するなどして当該フィルム材等を積層することができる。
【0038】
なお、特に図示しないが、中空パネル1のライナーシート13側から切り込み3を入れて折り部2を形成する場合には、突起11aがない部位では、ライナーシート13を切断するように切り込み3を入れ、キャップシート11とバックシート12との融着部が屈曲して折り部2を形成することになる。一方、突起11aがある部位では、ライナーシート13に突起11aの頂面が融着された部分と突起11aの側壁部とを切断するように切り込み3を入れ、バックシート12が屈曲して折り部2を形成することになる。
いずれにしても、形成された折り部2は、バックシート12のみからなる部分と、バックシート12にキャップシート11が融着されて二重構造となっている部分とが交互に配置されて形成されることになり、折り部2が部分的に二重構造となって、その曲げ易さを損なうことなく適度に折り部2が補強されることになる。
【0039】
また、以上のような切り込み加工による折り部2以外にも、中空パネル1を折り曲げ可能な構成とすることができる。
例えば図8に示すようなV字加工を施すことにより中空パネル1に折り部2を形成することができる。
図8は、上述した図6に対応する中空パネル1(中空パネル1)の断面図であり、図6で示した切り込み3に換えてV字加工部4を形成したものである。
【0040】
同図に示すV字加工部4は、中空パネル1には、加熱鏝を当てるなどして断面V字状に溶融して形成するものであり、このV字加工部4を設けることによって、図8(b)に示すように、中空パネル1はV字加工部4が設けられた側に折り曲げられるようになる。従って、この場合には、中空パネル1は、V字加工部4が形成されている面側に向かって折り曲げられることになるので、中空パネル1を折り曲げたい方向のシート(バックシート12又はライナーシート13)にV字加工部4を入れて折り部を2形成すればよい。
なお、このような溶融加工して形成されるV字加工部4は、中空パネル1の一部が線状に押し潰された状態となっており、V字加工部4で囲まれた範囲はパネル端面が封止され、パネル内に空気が封入されるようになる。このため、中空パネル1の端縁に端面封止構造(図3〜4参照)を設けなくても、当該範囲における気泡に空気が封入され、これによって中空パネル1の断熱性,吸音性等を向上させることができ、またパネル内部空間の気密性が確保される。
【0041】
また、以上のような折り曲げ加工(折り部2)を設けなくても、中空パネル1は、図9に示すように、パネル自体を曲面状に形成することができる。
本実施形態に係る中空パネル1は、コア材となるキャップシート11を合成樹脂によって形成してあり、コア材自体が可撓性・柔軟性に優れており、任意の方向に折り曲げることで曲面状にすることができる。
また、キャップシート11の両面に積層されるバックシート12及びライナーシート13も薄板状の金属板からなり、金属板自体が曲面変形可能となっている。
従って、中空パネル1を所定方向に折り曲げることで、キャップシート11とバックシート12及びライナーシート13が一体となって曲面状に変形でき、例えば円形状の壁面等の建材や芯材として、本実施形態の中空パネル1を適用・使用することができる。
【0042】
[溶接接合]
また、本実施形態に係る中空パネル1は、パネル外装材となるシート(バックシート12及びライナーシート13)が金属板により構成されているため、複数の中空パネル1を外装材となる金属板同士を溶接することで接合が可能となる。
例えば、図10(a)に示すように、2枚の中空パネル1を互いに直交するT字形状に配置し、一方のパネルの端面と他方のパネルの一表面とを溶接部5において溶接・融着することで接合することができる。
同様に、図10(b)に示すように、2枚の中空パネル1をL字形状に配置し、一方のパネルの端面と他方のパネルの一表面とを溶接部5において溶接・融着することで接合することができる。
このように、パネル外装材を金属板により構成した本実施形態の中空パネル1では、パネル同士を任意の配置・形状で溶接することができ、建材や芯材としてより汎用性・拡張性に優れたパネル材として提供することができる。
【0043】
[ボルト等による締結]
さらに、パネル外装材となるシート(バックシート12及びライナーシート13)を金属板により構成した本実施形態に係る中空パネル1では、外装材となるバックシート12及びライナーシート13を貫通してボルト等の締結具を締め込むことができ、ボルト等の脱着を繰り返したとしても、外装材となるバックシート12及びライナーシート13が劣化,損壊等することはない。
このため、中空パネル1にボルト等の締結具を使用することが可能となり、例えば任意の金具をボルト等によって締結・取付したり、複数の中空パネル1をボルトにより締結したりすることが可能となる。
【0044】
例えば、図11(a)に示すように、立設した中空パネル1の底部両面にパネル支持用の金具7a,7bを配設し、中空パネル1と金具7a,7bとをボルト6により一体的に締結することができる。これによって、中空パネル1は金具7a,7bによって立設状態で支持され、任意の設置箇所に立設・配置することができる。
同様に、図11(b)に示すように、2枚の中空パネル1を重ね合わせて配置し、パネルの底部一面側にパネル支持用の金具8を配設し、2枚の中空パネル1と金具8とをボルト6により一体的に締結するようなこともできる。
このように、パネル外装材を金属板により構成した本実施形態の中空パネル1では、ボルト等の締結具を使用してパネル同士を締結・接合したり、補助金具等を取り付けることができ、ボルト等による螺合・脱着を繰り返しても、金属製のパネル外装材が劣化・損壊することがなく、建材や芯材等に使用されるパネルとしての汎用性・拡張性を更に向上させることができる。
【0045】
以上説明したように、本実施形態に係る中空パネルによれば、まず、中空パネル1を構成するコア材として、多数の突起11aが形成されたキャップシート11を備えており、このキャップシート11の突起開口側にバックシート12が積層されることで、各突起11aが封止・密封されて気泡として形成される所謂気泡ボード・気泡シートを構成するようになっている。気泡シートは、密封された多数の気泡(突起11a)が緩衝部材として耐衝撃性・緩衝性を有するとともに、気体が封止された気泡による断熱・吸音効果があり、パネル全体として断熱性・吸音性に優れた中空パネルを実現することができる。
【0046】
また、このようなキャップシート11に備えられる複数の突起11aは、各突起同士が所定間隔で離間しており、キャップシート自体は可撓性・柔軟性を有しており、このようなキャップシート11をコア材とすることで、中空パネル自体も一定の可撓性・柔軟性を有することになり、中空パネル1は折り曲げ加工や曲面加工が可能となる。
さらに、合成樹脂製のキャップシート11は、軽量かつ柔軟で、耐水性や耐久性、保温性にも優れ、水洗い等も可能で、繰り返し使用することが可能となる。
【0047】
そして、本実施形態では、上記のようにキャップシート11を合成樹脂により形成するとともに、このキャップシート11の両面に積層されるバックシート12及びライナーシート13からなる外装材を、例えば鉄,アルミニウム,ステンレス等の金属からなる金属板によって構成するようにしてある。
合成樹脂からなるキャップシート11は、可撓性・柔軟性に優れるとともに、金属製のハニカム構造体などと比較して非常に軽量なものとなり、中空パネル全体の重量が増大することを抑制乃至防止することができる。
【0048】
また、キャップシート11の両面に積層されるバックシート12及びライナーシート13からなる外装材を金属板とすることにより、金属板自体の剛性・強度により、中空パネル全体の強度や剛性が高められることになり、パネル全体が樹脂製や紙製の中空パネルと比較して、剛性及び強度に優れた中空パネル1を実現することができる。さらに、金属板自体は曲面加工や折り曲げ加工が可能な可撓性・可塑性を有しており、合成樹脂製のキャップシート11と一体となって折り曲げ・曲面加工等が容易に行えるようになる。
【0049】
従って、本実施形態に係る中空パネル1によれば、中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルとして、強度や剛性に優れ、かつ、折り曲げ加工や曲面加工が可能で、パネル重量の増大も抑制でき、断熱性、吸音性にも優れた中空パネルを実現することができる。
これによって、建材や芯材等に好適な中空パネルを提供することが可能となる。
【0050】
以上、本発明の中空パネルについて、好ましい実施形態を示して説明したが、本発明の中空パネルは、前述した実施形態にのみ限定されるものではなく、本発明の範囲で種々の変更実施が可能であることは言うまでもない。
例えば、上述した実施形態では、コア材となるキャップシート11を一層のみ備えているが、キャップシートは複数層備えるようにすることもできる。例えば二層のキャップシートを積層してコア材とすることができる。
【0051】
その場合、各キャップシートは、突起頂面側同士を対向させて配置することが好ましい。このようにすると、二層のキャップシートの突起を、バックシート及びライナーシートによってそれぞれ封止・密封することができ、二層のキャップシートの突起をそれぞれ気泡として機能させることができるようになる。
また、バックシート及びライナーシートからなる外装材についても、それぞれ複数層設けることも可能である。また、外装材の表面に更に樹脂層等を積層して、金属板からなる外装材をコーティングすることもできる。
【0052】
また、複数層のキャップシートを積層してコア材を構成する場合、各キャップシートに形成される突起は、大きさ(気泡の開口面積)や高さ(深さ)が異なるものであっても良い。
例えば、突起の大きさが倍異なる二つのキャップシート積層することができ、その場合、大きい突起の頂面に小さい突起の気泡開口側を搭載して積層するようにすることができる。
【産業上の利用可能性】
【0053】
本発明は、例えば建築物の壁面や床,天井等を構成する建材や、自動車,列車等の車両のドアやボディの芯材、スーパーマーケットのバックヤードに備えられる開閉自在なドアの芯材等として使用される中空パネルに好適に利用可能である。
【符号の説明】
【0054】
1 中空パネル
2 折り部
3 切り込み
4 V字加工
10 中空パネル
12 バックシート
11 キャップシート
11a 突起
13 ライナーシート
【特許請求の範囲】
【請求項1】
中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであって、
前記コア材が、中空状に膨出する複数の突起が形成されたキャップシートからなり、
前記コア材の表裏両面に積層される外装材が、前記キャップシートの突起の開口側に積層されるバックシートと、当該キャップシートの突起の頂面側に積層されるライナーシートとからなり、
前記キャップシートが合成樹脂からなるとともに、
前記バックシート及び/又はライナーシートが金属からなる
ことを特徴とする中空パネル。
【請求項2】
前記バックシート及び/又はライナーシートが、鉄、アルミニウム、又はステンレスからなる請求項1記載の中空パネル。
【請求項3】
前記キャップシートが、前記バックシート及び/又はライナーシートに融着されて固着される請求項1又は2記載の中空パネル。
【請求項4】
前記キャップシートが、前記バックシート及び/又はライナーシートに接着剤を介して固着される請求項1乃至3のいずれか一項記載の中空パネル。
【請求項5】
前記中空板材の開放した縁部端面の少なくとも一部が封止される請求項1乃至4のいずれか一項記載の中空パネル。
【請求項6】
前記バックシート及び/又はライナーシートの縁部が、前記キャップシート側に折り曲げられることにより、前記中空板材の開放した縁部端面が封止される請求項5記載の中空パネル。
【請求項7】
前記バックシート及びライナーシートの縁部が、前記キャップシート側にプレス加工されることにより、前記中空板材の開放した縁部端面が封止される請求項5又は6記載の中空パネル。
【請求項8】
前記中空板材の所定の部位に切り込みを入れることによって、当該中空板材が折り曲げ可能な折り部を形成した請求項1乃至7のいずれか一項記載の中空パネル。
【請求項1】
中空構造をなすための立体加工が施されたコア材の表裏両面に平板状の外装材を積層してなる中空板材からなる中空パネルであって、
前記コア材が、中空状に膨出する複数の突起が形成されたキャップシートからなり、
前記コア材の表裏両面に積層される外装材が、前記キャップシートの突起の開口側に積層されるバックシートと、当該キャップシートの突起の頂面側に積層されるライナーシートとからなり、
前記キャップシートが合成樹脂からなるとともに、
前記バックシート及び/又はライナーシートが金属からなる
ことを特徴とする中空パネル。
【請求項2】
前記バックシート及び/又はライナーシートが、鉄、アルミニウム、又はステンレスからなる請求項1記載の中空パネル。
【請求項3】
前記キャップシートが、前記バックシート及び/又はライナーシートに融着されて固着される請求項1又は2記載の中空パネル。
【請求項4】
前記キャップシートが、前記バックシート及び/又はライナーシートに接着剤を介して固着される請求項1乃至3のいずれか一項記載の中空パネル。
【請求項5】
前記中空板材の開放した縁部端面の少なくとも一部が封止される請求項1乃至4のいずれか一項記載の中空パネル。
【請求項6】
前記バックシート及び/又はライナーシートの縁部が、前記キャップシート側に折り曲げられることにより、前記中空板材の開放した縁部端面が封止される請求項5記載の中空パネル。
【請求項7】
前記バックシート及びライナーシートの縁部が、前記キャップシート側にプレス加工されることにより、前記中空板材の開放した縁部端面が封止される請求項5又は6記載の中空パネル。
【請求項8】
前記中空板材の所定の部位に切り込みを入れることによって、当該中空板材が折り曲げ可能な折り部を形成した請求項1乃至7のいずれか一項記載の中空パネル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−75451(P2013−75451A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−217110(P2011−217110)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000006839)日鐵住金建材株式会社 (371)
【出願人】(000199979)川上産業株式会社 (203)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000006839)日鐵住金建材株式会社 (371)
【出願人】(000199979)川上産業株式会社 (203)
【Fターム(参考)】
[ Back to top ]