
人工軽量骨材の製造方法
【目的】人工軽量骨材の強度の向上を図る。
【構成】原料粒子Gに発泡剤粒子Fを加えて造粒し生ペレットPを形成する工程と、該生ペレットPを焼成発泡させる工程と、を備えた人工軽量骨材の製造方法であって、前記生ペレットPに含まれる原料粒子Gの15重量%ふるい通過径が85重量%ふるい通過径の1/4以上であるところの狭い粒度分布にする。
【構成】原料粒子Gに発泡剤粒子Fを加えて造粒し生ペレットPを形成する工程と、該生ペレットPを焼成発泡させる工程と、を備えた人工軽量骨材の製造方法であって、前記生ペレットPに含まれる原料粒子Gの15重量%ふるい通過径が85重量%ふるい通過径の1/4以上であるところの狭い粒度分布にする。
【発明の詳細な説明】
【0001】
【産業上の利用分野】この発明は、人工軽量骨材の製造方法に関するものである。
【0002】
【従来の技術】人工軽量骨材は、天然骨材に比べ軽いので人工軽量骨材を用いたコンクリ−トやコンクリ−ト建材は軽量となる。そのため、作業性において有利であるとともに、高層化建築物の重量を軽く出来るので、構造の面においても大へん有利である。
【0003】従来の人工軽量骨材は頁炭、石炭灰、火山ガラス質鉱物等の原料に発泡剤及び粘着剤を加えて造粒し、1000°C〜1300°Cにて焼成発泡させることにより形成している。
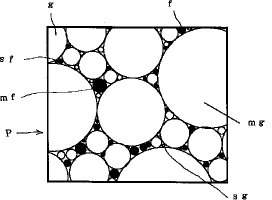
【0004】従来例の人工軽量骨材の製造方法では、造粒された生ペレットPの断面は、図11に示す状態で原料粒子gと発泡剤粒子fとが混合されている。この原料粒子g及び発泡剤粒子fは、それぞれ微細なものsg、sfから粗大なものmg、mfを広範囲で含む広い粒度分布のもので混合されており、図から明らかなように、原料粒子のうちの微小粒子sgは、発泡剤粒子の粗粒なものmfと粒径が重複しているので、発泡剤粒子は空間的に不均一となっている。
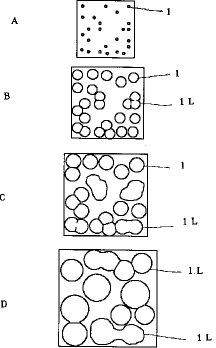
【0005】このような生ペレットPを焼成発泡させると、図12Aに示すように、気泡1の発生位置が不均一になるとともに、該気泡1が成長するに従い、図12B〜図12Dの様に拡大しながら変形し、接近する気泡同志が合体して長い気泡1Lとなる。
【0006】
【発明が解決しようとする課題】ところが、このような長い気泡1Lは「割れ目」と似た構造をしているので、圧縮強度の低下の原因となる。そのため、従来の人工軽量骨材はその強度が小さかったのである。
【0007】この発明は、上記事情に鑑み、人工軽量骨材の強度の向上を図ることを目的とする。
【0008】
【課題を解決するための手段】本発明者は、前述のように人工軽量骨材の強度が小さい原因を究明すると共に、その強度を大きくするには長い気泡の発生を防止すれば良いことを知った。
【0009】そこで、この長い気泡の発生を防止する方法について研究したところ、生ペレットに含まれる原料粒子の大きさをなるべくそろえること、即ち、狭い粒度分布にすれば広い粒度分布の場合と比べて強度上有意な差を得ることがわかった。そこで、本発明者は、本発明を次の様に構成することにより、前記目的の達成を図ろうとするものである。
【0010】原料に発泡剤を加えて造粒し生ペレットを形成する工程と、該生ペレットを焼成発泡させる工程と、からなる人工軽量骨材の製造方法において、前記生ペレットに含まれる原料粒子の15重量%ふるい通過径が85重量%ふるい通過径の1/4以上である狭い粒度分布にしたことを特徴とする人工軽量骨材の製造方法
【0011】
【作 用】生ペレットを焼成発泡させると、大部分の気泡の発生位置が空間的に均一となる。そのため、各気泡は隣接する他の気泡と合体することなく独立性を維持しながら成長し、ほぼ同一形状の球状体となる。
【0012】
【実施例】この発明の実施例を添付図面に基ずいて説明する。この発明の人工軽量骨材用原料として、流紋岩、石英安山岩及びこれらの火山灰、火山軽石などの火山ガラスに富む物質、赤泥、頁岩、膨張頁岩、粘土、土砂、フライアッシュ、都市ゴミ焼却灰等の産業廃棄物などが用いられる。 この原料は、粉砕分級等により15重量%ふるい通過径が85重量%ふるい通過径(以下通過径比という)の1/4以上とする狭い粒度分布の原料粒子に調整される。通過径比が1/4以下となると、発泡剤粒子が空間的に不均一になる割合が多くなり好ましくない。ここでふるい通過径とは、例えば、原料の15重量%がふるい網を通過するときの網の目開きに相当する粒子径をいう。
【0013】この原料粒子に発泡剤粒子を添加しミキサで混合する。この発泡剤として、炭化珪素、炭素、炭酸カルシウム、硫酸カルシウム等公知のものが原料の溶融温度を考慮して用いられるが、流紋岩、抗火石を原料とするときは、炭化珪素が原料の溶融温度においてもっとも良く発泡作用をするので好ましい。この発泡剤粒子も原料粒子と同様に狭い粒度分布とするのが好ましく、又、平均粒子径は原料粒子の平均粒子径の約1/5以下に調整するのが好ましい。
【0014】この発泡剤の添加量は、原料に対し0.1〜5重量%添加される。このように微細にすると、該発泡剤粒子は、後述の生ペレット内で均一に分散されるようになる。尚、発泡剤の他、粘土、ベントナイト、水ガラス等公知の粘着材を適宜組み合わせて添加することができる。
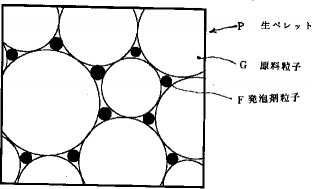
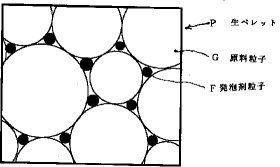
【0015】次に、造粒機により水を噴射しながら、生ペレットPを形成する。この生ペレットPにおける原料粒子Gと発泡剤粒子Fとは、それぞれ前述の狭い粒度分布をとり、断面が図1に示す状態となる。即ち、この発泡剤粒子Fは、原料粒子G間の空隙に入り込み均一に分布している。
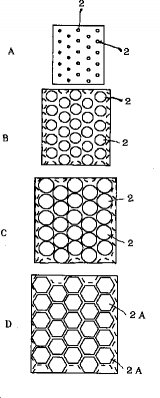
【0016】生ペレット4を乾燥させた後、ロータリキルンに投入し、1000〜1250℃で加熱し焼成発泡させる。そうすると、図2Aに示す様に、気泡2の発生位置が均等となるとともに該気泡2が成長するに従い、図2B〜図2Dの様に拡大しながら変形する。この時、各気泡2はほぼ等しい間隔をあけて互いに隣接するため、隣り合う気泡同志が合体しないので、長い気泡となることはない。即ち、各気泡2は、互いに独立に成長しながらほぼ同形状の球状体2Aとなる。
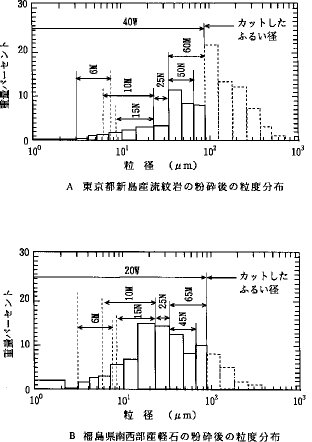
【0017】次に、実験例1について説明する。原料として、東京都新島に産する流紋岩および福島県南西部に広く分布する火山軽石をボールミルで粉砕して用いた。この原料を図3A、Bに示す様に篩で88μm以上をカットした後、広い粒度分布(W)、やや狭い粒度分布(M)、狭い粒度分布(N)のものに調整した。
【0018】図3A、Bにおいて、横軸は原料の粒径(μm)、縦軸は各粒径の全体に占める割合Wt(%)を示す。Wは通過径比が1/4以下の広い粒度分布を意味し、Wの前の数字は平均粒径を示す。
【0019】又、M、Nはいずれも通過径比が1/4以上であり、さらに最小粒子径が最大粒子径に対してMは1/4〜2/5程度のやや狭い粒度分布、Nは2/5〜3.5/5程度の狭い粒度分布を意味する。
【0020】なお、粒径22μm以上は、水フルイにより分級し、粒径22μmより小さいものについては水ヒ法により分級すると共に、一部については乾式篩で分級し、湿式分級試料との比較を行った。
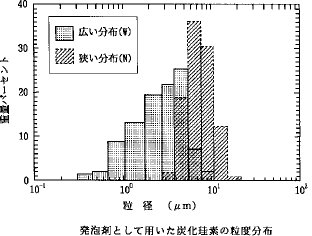
【0021】発泡剤としては図4に示すように2種の粒度分布を有するSiCを用いた。ここで、Wは前記通過径比が1/4以下の広い粒度分布を、Nはそれが1/4以上の狭い粒度分布をもっている。これらの発泡剤を各種の濃度で前記各種の粒度分布をもつ原料と混合し、約20%の水で混練し、生ペレットを造粒し、および約20×20×40の角柱に成型し、これらを1160−1250℃で5分間焼成した。
【0022】これらの混合・焼成条件を示すと表1になる。
【0023】
【表1】

【0024】昇温速度は、室温から1100℃までは20℃/min、1100℃から発泡温度までは10℃/minとした。焼成後のペレットの形状は真球ではないので、圧壊強度から真の強度を推定すると誤差が大きくなるので、焼成後の角柱状の試料をセラミック研削機で約20×20×40のテストピースに成型し、強度測定の為の試料とした。研削後、試料の体積と絶乾重量からその試料の比重を測定した。
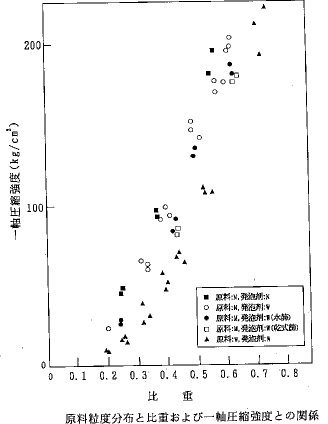
【0025】そして、各テストピースの比重と一軸圧縮強度(kg/cm2 )との関係を測定したところ、図5に示す結果となった。この図において、横軸は比重、縦軸は一軸圧縮強度(kg/cm2 )を示す。
【0026】この図から明らかなように、原料粒度分布が狭くなればなるほど、強度が大きくなることが分かる。さらに発泡剤の粒径が狭く、かつ原料粒径の1/5−1/10程度であるともっとも大きい強度を示している。また、乾式分級の原料を用いた試料では、湿式分級のものに比べて若干は強度が小さくなるものの、広い粒度分布のものよりは大きい強度を示している。これらの結果をまとめてグラフ化して示すと図6のようになる。
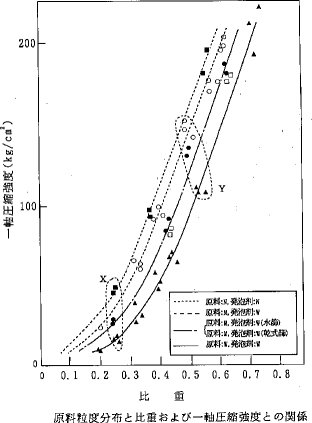
【0027】このグラフから比重が小さくなればなるほど狭い粒度分布のものと広い粒度分布のものの強度の比が大きくなっている。これは、比重が小さいほど気泡の占める割合が大きくなるので、広い粒度分布のものほど気泡の合体する頻度が高くなり、強度が低下する原因となるためである。
【0028】表1に示した粒度条件とこのグラフとをみると、原料の通過径比が1/4以上であれば、広い粒度分布の原料より有意な強度差を示していることが分かる。例えば、比重0.25(X)付近では原料粒子及び発泡剤が共に狭い粒度分布であるNNがWの3倍以上であり、比重0.5(Y)付近では1.5倍以上である。なお、一軸圧縮強度試験に用いた試料は研削のため試料表面に形成された気泡が少なくガラスに富む部分がなくなっているので、同一条件で焼成したペレットの比重よりは小さい値を示している。
【0029】次に、気泡の形状と強度に関する実験例2について説明する。即ち、粒度分布の狭い原料粒子で形成した人工軽量骨材のうち、ほぼ同比重の骨材(テストピース)について、気泡のゆがみの程度を画像処理で測定し、強度との関係を求めたところ図7に示す結果となった。
【0030】図7において、横軸は気泡の短軸と長軸の比、縦軸は一軸圧縮強度(Kg/cm2 )を示し、又、Xは比重0.24〜0.25のテストピース、Yは比重0.48〜0.53のテストピースをそれぞれ示す。
【0031】この図から明らかな様に、気泡の短軸/長軸が1に近ずき、気泡のゆがみの程度が小さくなる程、換言すると原料粒子の粒度分布が狭い程気泡のゆがみの程度が小さく、強度が大きくなることがわかる。
【0032】例えば、Xの短軸/長軸が0.43、0.77の時、強度はそれぞれ12kg/cm2 、52kg/cm2 、又、Yの短軸/長軸が0.63、0.78の時強度はそれぞれ108kg/cm2 、144kg/cm2 であり、ゆがみの程度により著しく強度に差が生じることがわかる。
【0033】なお、短軸/長軸は、0.70以上が好適であり、人工軽量骨材に要求される必要な強度を得ることができる。
【0034】以上、この実験例では、原料粒子及び発泡剤粒子の粒度分布調整にあたり、厳密な篩を用いたが、工業的規模の実施では、汎用の粉砕機、空気分級機等により前記通過径比が1/4以上に調整すれば良い。
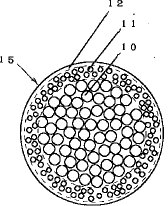
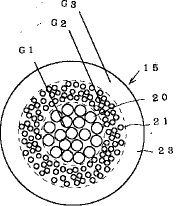
【0035】次に、原料粒子が狭い粒度分布の場合において、該粒子として細粒と粗粒とをそれぞれ用いて人工軽量骨材を形成した場合の発泡状態について説明する。細粒を用いると人工軽量骨材15は図8に示す様に、同心状の密度小部10、密度中部11、密度大分12に分離される。ただし、これらの間には明瞭な境界はなく漸移的であり、模式的に示したものである。
【0036】密度小部10は、発泡の顕著な部分でその気泡G1 は最も大きい。密度中部11は、密度小部10の気泡G1 より小さい気泡G2 の層である。密度大部12は気泡G3 が最も少なく、かつ、該気泡G3 の径は前記気泡G1 、G2 のそれよりも小さい。この密度大部12は3つの部分10〜12のうち最も薄い表皮層である。
【0037】又、粗粒を用いると、図9に示す様に同心状に密度小部20、密度中部21、密度大部22が形成される。密度小部20は、前記細粒の場合に比べ小さく、又、密度中部21、密度大部22は、前記細粒の場合に比べ厚い。密度大部22はペレットの粒径が大きくなっても厚さはほとんど変わらない。
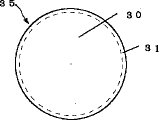
【0038】以上のことから原料粒度が粗くなる程気泡の少ない高密度の「表面層」が厚くなることがわかる。従って、人工軽量骨材を形成する時には、図10に示す様に、中心側部30を細粒な原料と発泡剤とで形成し、その外側部31を粗粒な原料と発泡剤とで形成した2層生ペレット35を用いると吸水率を下げ表層部の強度を高めることができる。
【0039】密度大部分はぺレットの大きさに関係なくほぼ同じ厚さを有するので、粗い原料は低比重の骨材や細骨材の原料としては必ずしも適していない。従って、超超軽量骨材や骨材粒子が小さくなるほど原料粒径は小さくする方が好ましい。
【0040】
【発明の効果】この発明は以上の様に構成したので、気泡の発生位置が均一となるとともに、各気泡は隣接する他の気泡と合体することなく独立して成長し、ほぼ同形状の球状体となる。そのため、従来例と異なり気泡に「割れ目」の構造が発生しないので、強度の大きな人工軽量骨材を得ることができる。
【図面の簡単な説明】
【図1】本発明の実施例を示す図で、生ペレットの断面拡大図である。
【図2】図1の発泡状態を示す断面図である。
【図3】原料粒子の粒度分布を示す図である。
【図4】発泡剤の粒度分布を示す図である。
【図5】原料粒度分布と比重及び一軸圧縮強度との関係を示す図である。
【図6】原料粒度分布と比重及び一軸圧縮強度との関係を示す図である。
【図7】気泡のアスペクト比と圧縮強度との関係を示す図である。
【図8】細粒な原料の発泡状態を示す断面拡大図である。
【図9】粗粒な原料の発泡状態を示す断面拡大図である。
【図10】二層ペレットを示す正面拡大図である。
【図11】従来例を示す図で、生ペレットの断面拡大図である。
【図12】従来例の発泡状態を示す断面図である。
【符号の説明】
F 発泡剤粒子
G 原料粒子
P 生ペレット
【0001】
【産業上の利用分野】この発明は、人工軽量骨材の製造方法に関するものである。
【0002】
【従来の技術】人工軽量骨材は、天然骨材に比べ軽いので人工軽量骨材を用いたコンクリ−トやコンクリ−ト建材は軽量となる。そのため、作業性において有利であるとともに、高層化建築物の重量を軽く出来るので、構造の面においても大へん有利である。
【0003】従来の人工軽量骨材は頁炭、石炭灰、火山ガラス質鉱物等の原料に発泡剤及び粘着剤を加えて造粒し、1000°C〜1300°Cにて焼成発泡させることにより形成している。
【0004】従来例の人工軽量骨材の製造方法では、造粒された生ペレットPの断面は、図11に示す状態で原料粒子gと発泡剤粒子fとが混合されている。この原料粒子g及び発泡剤粒子fは、それぞれ微細なものsg、sfから粗大なものmg、mfを広範囲で含む広い粒度分布のもので混合されており、図から明らかなように、原料粒子のうちの微小粒子sgは、発泡剤粒子の粗粒なものmfと粒径が重複しているので、発泡剤粒子は空間的に不均一となっている。
【0005】このような生ペレットPを焼成発泡させると、図12Aに示すように、気泡1の発生位置が不均一になるとともに、該気泡1が成長するに従い、図12B〜図12Dの様に拡大しながら変形し、接近する気泡同志が合体して長い気泡1Lとなる。
【0006】
【発明が解決しようとする課題】ところが、このような長い気泡1Lは「割れ目」と似た構造をしているので、圧縮強度の低下の原因となる。そのため、従来の人工軽量骨材はその強度が小さかったのである。
【0007】この発明は、上記事情に鑑み、人工軽量骨材の強度の向上を図ることを目的とする。
【0008】
【課題を解決するための手段】本発明者は、前述のように人工軽量骨材の強度が小さい原因を究明すると共に、その強度を大きくするには長い気泡の発生を防止すれば良いことを知った。
【0009】そこで、この長い気泡の発生を防止する方法について研究したところ、生ペレットに含まれる原料粒子の大きさをなるべくそろえること、即ち、狭い粒度分布にすれば広い粒度分布の場合と比べて強度上有意な差を得ることがわかった。そこで、本発明者は、本発明を次の様に構成することにより、前記目的の達成を図ろうとするものである。
【0010】原料に発泡剤を加えて造粒し生ペレットを形成する工程と、該生ペレットを焼成発泡させる工程と、からなる人工軽量骨材の製造方法において、前記生ペレットに含まれる原料粒子の15重量%ふるい通過径が85重量%ふるい通過径の1/4以上である狭い粒度分布にしたことを特徴とする人工軽量骨材の製造方法
【0011】
【作 用】生ペレットを焼成発泡させると、大部分の気泡の発生位置が空間的に均一となる。そのため、各気泡は隣接する他の気泡と合体することなく独立性を維持しながら成長し、ほぼ同一形状の球状体となる。
【0012】
【実施例】この発明の実施例を添付図面に基ずいて説明する。この発明の人工軽量骨材用原料として、流紋岩、石英安山岩及びこれらの火山灰、火山軽石などの火山ガラスに富む物質、赤泥、頁岩、膨張頁岩、粘土、土砂、フライアッシュ、都市ゴミ焼却灰等の産業廃棄物などが用いられる。 この原料は、粉砕分級等により15重量%ふるい通過径が85重量%ふるい通過径(以下通過径比という)の1/4以上とする狭い粒度分布の原料粒子に調整される。通過径比が1/4以下となると、発泡剤粒子が空間的に不均一になる割合が多くなり好ましくない。ここでふるい通過径とは、例えば、原料の15重量%がふるい網を通過するときの網の目開きに相当する粒子径をいう。
【0013】この原料粒子に発泡剤粒子を添加しミキサで混合する。この発泡剤として、炭化珪素、炭素、炭酸カルシウム、硫酸カルシウム等公知のものが原料の溶融温度を考慮して用いられるが、流紋岩、抗火石を原料とするときは、炭化珪素が原料の溶融温度においてもっとも良く発泡作用をするので好ましい。この発泡剤粒子も原料粒子と同様に狭い粒度分布とするのが好ましく、又、平均粒子径は原料粒子の平均粒子径の約1/5以下に調整するのが好ましい。
【0014】この発泡剤の添加量は、原料に対し0.1〜5重量%添加される。このように微細にすると、該発泡剤粒子は、後述の生ペレット内で均一に分散されるようになる。尚、発泡剤の他、粘土、ベントナイト、水ガラス等公知の粘着材を適宜組み合わせて添加することができる。
【0015】次に、造粒機により水を噴射しながら、生ペレットPを形成する。この生ペレットPにおける原料粒子Gと発泡剤粒子Fとは、それぞれ前述の狭い粒度分布をとり、断面が図1に示す状態となる。即ち、この発泡剤粒子Fは、原料粒子G間の空隙に入り込み均一に分布している。
【0016】生ペレット4を乾燥させた後、ロータリキルンに投入し、1000〜1250℃で加熱し焼成発泡させる。そうすると、図2Aに示す様に、気泡2の発生位置が均等となるとともに該気泡2が成長するに従い、図2B〜図2Dの様に拡大しながら変形する。この時、各気泡2はほぼ等しい間隔をあけて互いに隣接するため、隣り合う気泡同志が合体しないので、長い気泡となることはない。即ち、各気泡2は、互いに独立に成長しながらほぼ同形状の球状体2Aとなる。
【0017】次に、実験例1について説明する。原料として、東京都新島に産する流紋岩および福島県南西部に広く分布する火山軽石をボールミルで粉砕して用いた。この原料を図3A、Bに示す様に篩で88μm以上をカットした後、広い粒度分布(W)、やや狭い粒度分布(M)、狭い粒度分布(N)のものに調整した。
【0018】図3A、Bにおいて、横軸は原料の粒径(μm)、縦軸は各粒径の全体に占める割合Wt(%)を示す。Wは通過径比が1/4以下の広い粒度分布を意味し、Wの前の数字は平均粒径を示す。
【0019】又、M、Nはいずれも通過径比が1/4以上であり、さらに最小粒子径が最大粒子径に対してMは1/4〜2/5程度のやや狭い粒度分布、Nは2/5〜3.5/5程度の狭い粒度分布を意味する。
【0020】なお、粒径22μm以上は、水フルイにより分級し、粒径22μmより小さいものについては水ヒ法により分級すると共に、一部については乾式篩で分級し、湿式分級試料との比較を行った。
【0021】発泡剤としては図4に示すように2種の粒度分布を有するSiCを用いた。ここで、Wは前記通過径比が1/4以下の広い粒度分布を、Nはそれが1/4以上の狭い粒度分布をもっている。これらの発泡剤を各種の濃度で前記各種の粒度分布をもつ原料と混合し、約20%の水で混練し、生ペレットを造粒し、および約20×20×40の角柱に成型し、これらを1160−1250℃で5分間焼成した。
【0022】これらの混合・焼成条件を示すと表1になる。
【0023】
【表1】
【0024】昇温速度は、室温から1100℃までは20℃/min、1100℃から発泡温度までは10℃/minとした。焼成後のペレットの形状は真球ではないので、圧壊強度から真の強度を推定すると誤差が大きくなるので、焼成後の角柱状の試料をセラミック研削機で約20×20×40のテストピースに成型し、強度測定の為の試料とした。研削後、試料の体積と絶乾重量からその試料の比重を測定した。
【0025】そして、各テストピースの比重と一軸圧縮強度(kg/cm2 )との関係を測定したところ、図5に示す結果となった。この図において、横軸は比重、縦軸は一軸圧縮強度(kg/cm2 )を示す。
【0026】この図から明らかなように、原料粒度分布が狭くなればなるほど、強度が大きくなることが分かる。さらに発泡剤の粒径が狭く、かつ原料粒径の1/5−1/10程度であるともっとも大きい強度を示している。また、乾式分級の原料を用いた試料では、湿式分級のものに比べて若干は強度が小さくなるものの、広い粒度分布のものよりは大きい強度を示している。これらの結果をまとめてグラフ化して示すと図6のようになる。
【0027】このグラフから比重が小さくなればなるほど狭い粒度分布のものと広い粒度分布のものの強度の比が大きくなっている。これは、比重が小さいほど気泡の占める割合が大きくなるので、広い粒度分布のものほど気泡の合体する頻度が高くなり、強度が低下する原因となるためである。
【0028】表1に示した粒度条件とこのグラフとをみると、原料の通過径比が1/4以上であれば、広い粒度分布の原料より有意な強度差を示していることが分かる。例えば、比重0.25(X)付近では原料粒子及び発泡剤が共に狭い粒度分布であるNNがWの3倍以上であり、比重0.5(Y)付近では1.5倍以上である。なお、一軸圧縮強度試験に用いた試料は研削のため試料表面に形成された気泡が少なくガラスに富む部分がなくなっているので、同一条件で焼成したペレットの比重よりは小さい値を示している。
【0029】次に、気泡の形状と強度に関する実験例2について説明する。即ち、粒度分布の狭い原料粒子で形成した人工軽量骨材のうち、ほぼ同比重の骨材(テストピース)について、気泡のゆがみの程度を画像処理で測定し、強度との関係を求めたところ図7に示す結果となった。
【0030】図7において、横軸は気泡の短軸と長軸の比、縦軸は一軸圧縮強度(Kg/cm2 )を示し、又、Xは比重0.24〜0.25のテストピース、Yは比重0.48〜0.53のテストピースをそれぞれ示す。
【0031】この図から明らかな様に、気泡の短軸/長軸が1に近ずき、気泡のゆがみの程度が小さくなる程、換言すると原料粒子の粒度分布が狭い程気泡のゆがみの程度が小さく、強度が大きくなることがわかる。
【0032】例えば、Xの短軸/長軸が0.43、0.77の時、強度はそれぞれ12kg/cm2 、52kg/cm2 、又、Yの短軸/長軸が0.63、0.78の時強度はそれぞれ108kg/cm2 、144kg/cm2 であり、ゆがみの程度により著しく強度に差が生じることがわかる。
【0033】なお、短軸/長軸は、0.70以上が好適であり、人工軽量骨材に要求される必要な強度を得ることができる。
【0034】以上、この実験例では、原料粒子及び発泡剤粒子の粒度分布調整にあたり、厳密な篩を用いたが、工業的規模の実施では、汎用の粉砕機、空気分級機等により前記通過径比が1/4以上に調整すれば良い。
【0035】次に、原料粒子が狭い粒度分布の場合において、該粒子として細粒と粗粒とをそれぞれ用いて人工軽量骨材を形成した場合の発泡状態について説明する。細粒を用いると人工軽量骨材15は図8に示す様に、同心状の密度小部10、密度中部11、密度大分12に分離される。ただし、これらの間には明瞭な境界はなく漸移的であり、模式的に示したものである。
【0036】密度小部10は、発泡の顕著な部分でその気泡G1 は最も大きい。密度中部11は、密度小部10の気泡G1 より小さい気泡G2 の層である。密度大部12は気泡G3 が最も少なく、かつ、該気泡G3 の径は前記気泡G1 、G2 のそれよりも小さい。この密度大部12は3つの部分10〜12のうち最も薄い表皮層である。
【0037】又、粗粒を用いると、図9に示す様に同心状に密度小部20、密度中部21、密度大部22が形成される。密度小部20は、前記細粒の場合に比べ小さく、又、密度中部21、密度大部22は、前記細粒の場合に比べ厚い。密度大部22はペレットの粒径が大きくなっても厚さはほとんど変わらない。
【0038】以上のことから原料粒度が粗くなる程気泡の少ない高密度の「表面層」が厚くなることがわかる。従って、人工軽量骨材を形成する時には、図10に示す様に、中心側部30を細粒な原料と発泡剤とで形成し、その外側部31を粗粒な原料と発泡剤とで形成した2層生ペレット35を用いると吸水率を下げ表層部の強度を高めることができる。
【0039】密度大部分はぺレットの大きさに関係なくほぼ同じ厚さを有するので、粗い原料は低比重の骨材や細骨材の原料としては必ずしも適していない。従って、超超軽量骨材や骨材粒子が小さくなるほど原料粒径は小さくする方が好ましい。
【0040】
【発明の効果】この発明は以上の様に構成したので、気泡の発生位置が均一となるとともに、各気泡は隣接する他の気泡と合体することなく独立して成長し、ほぼ同形状の球状体となる。そのため、従来例と異なり気泡に「割れ目」の構造が発生しないので、強度の大きな人工軽量骨材を得ることができる。
【図面の簡単な説明】
【図1】本発明の実施例を示す図で、生ペレットの断面拡大図である。
【図2】図1の発泡状態を示す断面図である。
【図3】原料粒子の粒度分布を示す図である。
【図4】発泡剤の粒度分布を示す図である。
【図5】原料粒度分布と比重及び一軸圧縮強度との関係を示す図である。
【図6】原料粒度分布と比重及び一軸圧縮強度との関係を示す図である。
【図7】気泡のアスペクト比と圧縮強度との関係を示す図である。
【図8】細粒な原料の発泡状態を示す断面拡大図である。
【図9】粗粒な原料の発泡状態を示す断面拡大図である。
【図10】二層ペレットを示す正面拡大図である。
【図11】従来例を示す図で、生ペレットの断面拡大図である。
【図12】従来例の発泡状態を示す断面図である。
【符号の説明】
F 発泡剤粒子
G 原料粒子
P 生ペレット
【特許請求の範囲】
【請求項1】原料に発泡剤を加えて造粒し生ペレットを形成する工程と、該生ペレットを焼成発泡させる工程と、からなる人工軽量骨材の製造方法において、前記生ペレットに含まれる原料粒子の15重量%ふるい通過径が85重量%ふるい通過径の1/4以上である狭い粒度分布にしたことを特徴とする人工軽量骨材の製造方法
【請求項2】発泡剤粒子の平均粒子径が、原料粒子の平均粒子径の略1/5以下であることを特徴とする請求項1記載の人工軽量骨材の製造方法
【請求項1】原料に発泡剤を加えて造粒し生ペレットを形成する工程と、該生ペレットを焼成発泡させる工程と、からなる人工軽量骨材の製造方法において、前記生ペレットに含まれる原料粒子の15重量%ふるい通過径が85重量%ふるい通過径の1/4以上である狭い粒度分布にしたことを特徴とする人工軽量骨材の製造方法
【請求項2】発泡剤粒子の平均粒子径が、原料粒子の平均粒子径の略1/5以下であることを特徴とする請求項1記載の人工軽量骨材の製造方法
【図1】

【図2】
【図7】

【図8】
【図9】
【図10】
【図3】
【図4】
【図5】
【図11】
【図6】
【図12】
【図2】
【図7】
【図8】
【図9】
【図10】
【図3】
【図4】
【図5】
【図11】
【図6】
【図12】
【公開番号】特開平6−191909
【公開日】平成6年(1994)7月12日
【国際特許分類】
【出願番号】特願平4−349027
【出願日】平成4年(1992)12月28日
【出願人】(000000240)小野田セメント株式会社 (1,449)
【出願人】(000002299)清水建設株式会社 (2,433)
【公開日】平成6年(1994)7月12日
【国際特許分類】
【出願日】平成4年(1992)12月28日
【出願人】(000000240)小野田セメント株式会社 (1,449)
【出願人】(000002299)清水建設株式会社 (2,433)
[ Back to top ]