
位置補正機能付き作業機械
【課題】高い剛性を維持するとともに、ツールホルダに取り付けられる道具を、前記ツールホルダの径方向にミクロンオーダで高精度に位置補正することを可能にする。
【解決手段】工作機械10は、スピンドル16と一体的に回転可能なツールホルダ20と、一端が前記ツールホルダ20に固着される一方、他端に刃工具22a、22bが取り付けられる開放端部24aを形成するリング形状を有する弾性ホルダ部24と、端部が前記弾性ホルダ部24の軸方向外方の突出するとともに、前記ツールホルダ20に対して相対的に軸方向に移動可能な作動軸部材26と、前記作動軸部材26に連結され、前記作動軸部材26の移動動作を、前記開放端部24aの径方向の拡縮動作に変換させる変換機構28と、前記作動軸部材26を前記軸方向に移動させる移動機構30とを備える。
【解決手段】工作機械10は、スピンドル16と一体的に回転可能なツールホルダ20と、一端が前記ツールホルダ20に固着される一方、他端に刃工具22a、22bが取り付けられる開放端部24aを形成するリング形状を有する弾性ホルダ部24と、端部が前記弾性ホルダ部24の軸方向外方の突出するとともに、前記ツールホルダ20に対して相対的に軸方向に移動可能な作動軸部材26と、前記作動軸部材26に連結され、前記作動軸部材26の移動動作を、前記開放端部24aの径方向の拡縮動作に変換させる変換機構28と、前記作動軸部材26を前記軸方向に移動させる移動機構30とを備える。
【発明の詳細な説明】
【技術分野】
本発明は、スピンドルと一体的に回転可能なツールホルダに、道具が取り付けられる位置補正機能付き作業機械に関する。
【背景技術】
一般的に、ツールホルダに取り付けられた道具、例えば、加工工具を介してワークに加工処理を施す工作機械(作業機械)が種々使用されている。例えば、エンジンブロックを構成するシリンダのボーリング加工は、内筒径寸法をミクロンオーダで高精度に加工する必要がある。
ところが、例えば、自動車のエンジンでは、量産工程で同一の刃先により加工を行うと、CBN工具等の硬質工具であっても、前記刃先に摩耗が発生する。従って、工具の刃先は、摩耗により加工径が小さくなるため、一定の穴径を維持するように、補正機能を有する補正ツールホルダが採用されている。
例えば、特許文献1に開示されている工作機の刃先位置調整装置が知られている。この特許文献1は、ワークに対して、X、Y、Z軸駆動モータを制御して、スピンドル先端の刃具による加工を行う工作機であって、スピンドルをスピンドルヘッドに回転自在に支持し、スピンドルには先端に工具ホルダを着脱自在に装着し、その工具ホルダは、スピンドル回転軸心から偏心した位置に調整軸を回転自在に備え、その調整軸を回動することで、工具ホルダに半径方向に位置変位可能に設けてある刃具の半径方向刃先位置を調整するように構成されている工作機において、工作機の固定側に調整軸と係脱する回転阻止部材を設け、スピンドルヘッドを、前記X、Y軸駆動モータでスピンドル軸線と直交するX、Y軸方向に移動するようにし、回転阻止部材に調整軸を係止した状態で、スピンドルヘッドをX、Y軸方向に制御して調整軸の軸線回りにスピンドルを旋回させる制御手段を備えている。
【先行技術文献】
【特許文献】
【特許文献1】 特開2002−36009号公報
【発明の概要】
【発明が解決しようとする課題】
しかしながら、上記の特許文献1では、工具ホルダ本体にスリットが設けられており、弾性変形することによって刃先位置を調整するように構成されている。このため、工具ホルダ自体の剛性が低下するという問題がある。
本発明はこの種の加工装置において、高い剛性を維持するとともに、ツールホルダに取り付けられる道具を、前記ツールホルダの径方向にミクロンオーダで高精度に位置補正することが可能な位置補正機能付き作業機械を提供することを目的とする。
【課題を解決するための手段】
本発明に係る位置補正機能付き作業機械は、スピンドルと一体的に回転可能なツールホルダと、一端が前記ツールホルダに固着される一方、他端に道具が取り付けられる開放端部を形成するリング形状を有する弾性ホルダ部と、端部が前記弾性ホルダ部の軸方向外方の突出するとともに、前記ツールホルダに対して相対的に軸方向に移動可能な作動軸部材と、前記作動軸部材に連結され、前記作動軸部材の移動動作を、前記開放端部の径方向の拡縮動作に変換させる変換機構と、前記作動軸部材を前記軸方向に移動させる移動機構とを備えている。
移動機構は、作動軸部材に設けられる第1ピストンを有する油圧アクチュエータと、前記油圧アクチュエータに油圧経路を介して連通するとともに、前記第1ピストンよりも小径な第2ピストンを設け、前記第2ピストンの移動作用下に前記第1ピストンを前記軸方向に移動させる油圧発生部とを備えている。
また、油圧発生部は、ツールホルダの外部から第2ピストンを押圧するために、前記第2ピストンに設けられる押圧部と、前記押圧部を前記ツールホルダの外部に向かって付勢するスプリングとを備えることが好ましい。
さらに、油圧アクチュエータは、第1ピストンにより分割される第1油圧室及び第2油圧室を有し、油圧発生部は、第1の油圧経路を介して前記第1油圧室に連通し、作動軸部材を軸方向の一方に移動させる第1の油圧発生部と、第2の油圧経路を介して前記第2油圧室に連通し、前記作動軸部材を前記軸方向の他方に移動させる第2の油圧発生部とを備えることが好ましい。
さらにまた、第1油圧室及び第2油圧室は、第1の油圧路及び第2の油圧路を介して油タンクに連通するとともに、第1の前記油圧路は、第1の油圧発生部が操作される際に閉塞される一方、第2の前記油圧路は、第2の油圧発生部が操作される際に閉塞されることが好ましい。
また、変換機構は、弾性ホルダ部の内方に配置され、前記弾性ホルダ部の軸方向に進退することにより開放端部を径方向に拡縮自在なテーパ部材を備え、前記テーパ部材は、断面円形状又は断面矩形状を有することが好ましい。
さらに、この作業機械は、油圧発生部を外部から操作する操作機構を備え、前記操作機構は、第2ピストンを押圧する押圧部材と、前記押圧部材を前記第2ピストンに向かって付勢するスプリングとを備えることが好ましい。
さらにまた、この作業機械は、ツールホルダ内に設けられ、作動軸部材の原点位置を検出する位置検出センサと、前記ツールホルダに着脱自在であり、前記位置検出センサからの信号を受けて前記作動軸部材が原点位置に配置されたか否かを表示する表示部とを備えることが好ましい。
【発明の効果】
本発明に係る位置補正機能付き作業機械では、油圧発生部を構成する第2ピストンが押圧(操作)されると、この油圧発生部内の油圧が加圧される。加圧された油圧は、油圧経路を通って油圧アクチュエータに送られる。
その際、油圧アクチュエータを構成する第1ピストンは、第2ピストンよりも大径に設定されている。このため、第2ピストンには、第1ピストンとの面積比による油圧の増圧分が作用し、前記第1ピストンが比較的小さな力で押圧されても、前記第2ピストンには、油圧を介して大きな力が作用する。
従って、変換機構と弾性ホルダ部との間に大きな摩擦力が作用していても、第1ピストンを比較的小さな力で押圧することにより、前記変換機構を所望の量だけ確実に補正移動させることができる。これにより、高い剛性を維持するとともに、ツールホルダに取り付けられる道具を、前記ツールホルダの径方向にミクロンオーダで高精度に位置補正することが可能になる。
【図面の簡単な説明】
【図1】 本発明の第1の実施形態に係る位置補正機能付き作業機械である工作機械の斜視説明図である。
【図2】 前記工作機械の要部断面説明図である。
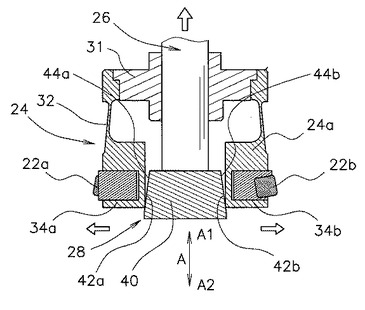
【図3】 前記工作機械を構成する弾性ホルダ部の正面説明図である。
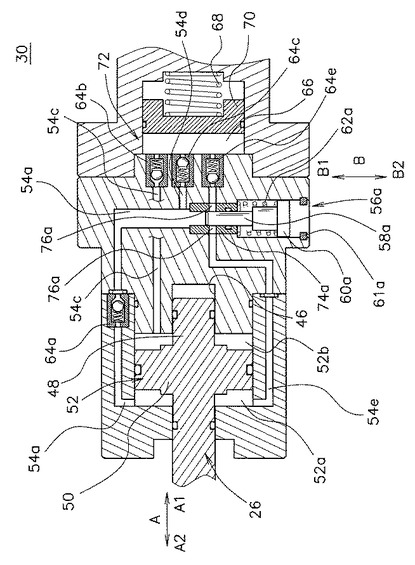
【図4】 前記工作機械を構成するツールホルダの第1の油圧発生部を要部とする断面説明図である。
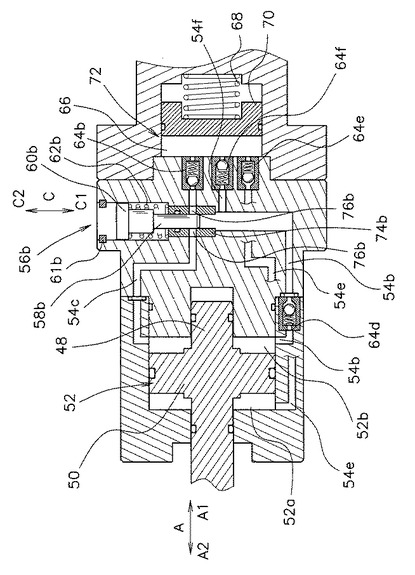
【図5】 前記工作機械を構成するツールホルダの第2の油圧発生部を要部とする断面説明図である。
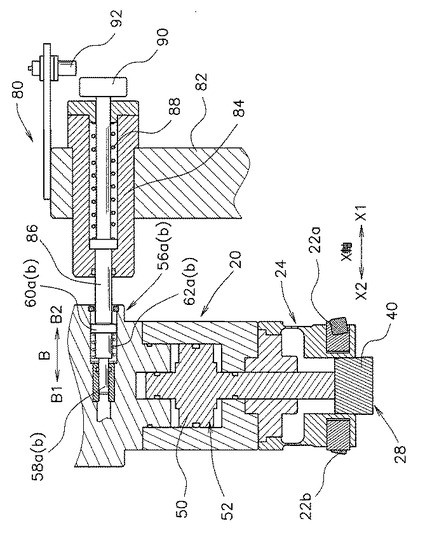
【図6】 前記工作機械を構成する操作機構の説明図である。
【図7】 刃工具の補正を説明する側面図である。
【図8】 前記刃工具の補正を説明する正面図である。
【図9】 手動操作による補正の動作説明図である。
【図10】 補正動作による前記刃工具の移動量の確認を行う際の説明図である。
【図11】 ツールホルダの原位置検出構造の説明図である。
【図12】 本発明の第2の実施形態に係る工作機械の要部断面説明図である。
【図13】 前記工作機械を構成する弾性ホルダ部の正面説明図である。
【発明を実施するための形態】
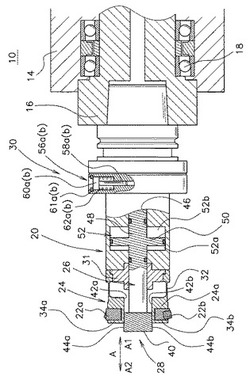
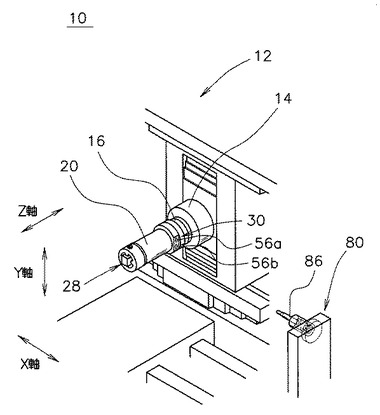
図1に示すように、本発明の第1の実施形態に係る位置補正機能付き作業機械である工作機械10は、本体部12を備え、この本体部12には、主軸ハウジング14がX軸方向、Y軸方向及びZ軸方向に摺動可能に装着される。図2に示すように、主軸ハウジング14には、スピンドル(主軸)16がベアリング18を介して回転可能に設けられると、前記スピンドル16には、ツールホルダ(補正ツールホルダ)20が着脱自在に取り付けられる。
ツールホルダ20には、一端が前記ツールホルダ20に固着される一方、他端に道具、例えば、刃工具22a、22bが取り付けられる開放端部24aを形成するリング形状の弾性ホルダ部24と、端部が前記弾性ホルダ部24の軸方向(矢印A方向)外方の突出するとともに、前記ツールホルダ20に対して相対的に軸方向に移動可能な作動軸部材26と、前記作動軸部材26に連結され、前記作動軸部材26の移動動作を、前記開放端部24aの径方向の拡縮動作に変換させる変換機構28と、前記作動軸部材26を前記軸方向に移動させる移動機構30とが装着される。
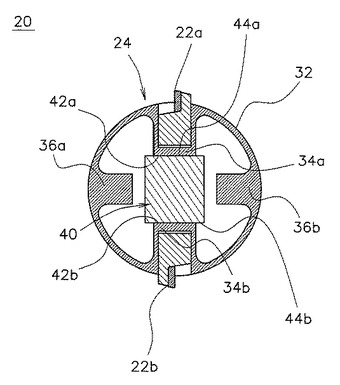
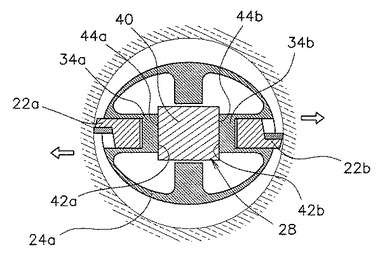
弾性ホルダ部24は、図2に示すように、ツールホルダ20の先端に固着される基台部31を設ける。基台部31には、リング体32が設けられるとともに、前記リング体32の開放端部24a側の端部には、刃工具22a、22bが交換自在に取り付けられるバンク部(変形頂点部)34a、34bと、前記バンク部34a、34bと直交する膨出部36a、36bとが形成される(図3参照)。
作動軸部材26の端部に連結される変換機構28は、弾性ホルダ部24の内方に配置され、前記作動軸部材26が軸方向に進退することにより、開放端部24aを径方向に拡縮自在なテーパ部材40を備える。テーパ部材40は、断面矩形状を有し、弾性ホルダ部24を構成するバンク部34a、34bのコンタクト面42a、42bに摺接するテーパ面44a、44bを設ける(図2及び図3参照)。
図4に示すように、移動機構30は、作動軸部材26に設けられる大径ピストン(第1ピストン)50を有する油圧シリンダ部(油圧アクチュエータ)52を備える。作動軸部材26は、大径ピストン50を一体成形するとともに、ガイド穴46に摺動自在に嵌合するロッド部48を設ける。
油圧シリンダ部52は、大径ピストン50により第1油圧室52a及び第2油圧室52bが分割形成される。第1油圧室52aは、第1の油圧経路54aを介して第1の油圧発生部56aに連通する一方、第2油圧室52bは、第2の油圧経路54bを介して第2の油圧発生部56bに連通する(図5参照)。
第1の油圧発生部56aは、図4に示すように、大径ピストン50よりも小径な小径ピストン(第2ピストン)58aを有し、この小径ピストン58aには、ツールホルダ20の外部から前記小径ピストン58aを押圧するためのプッシュボタン(押圧部)60aが設けられる。プッシュボタン60aには、前記プッシュボタン60aをツールホルダ20の外方に向かって、すなわち、ストッパ61aが設けられている原位置に付勢するリターンスプリング62aが当接する。
第1の油圧経路54aには、第1油圧発生部56aから第1油圧室52aへの油圧の流れのみを許容するチェック弁64aが配設される。第2油圧室52bには、第1油圧室52aに油圧が供給された際、前記第2油圧室52b内の油圧を油タンク66に排出するための第3の油圧経路54cが連通する。
第3の油圧経路54cには、油タンク66からの油の逆流を阻止するためにチェック弁64bが配設される。油タンク66と第1の油圧経路54aとは、第4の油圧経路54dを介して連通するとともに、前記油タンク66への逆流を阻止するためにチェック弁64cが配設される。油タンク66は、スプリング68に付勢されて摺動自在な摺動壁70を介してタンク室72を形成する。
第2の油圧発生部56bは、上記の第1の油圧発生部56aと同様に構成されており、同一の構成要素には同一の参照符号を付して、その詳細な説明は省略する。
図5に示すように、第2の油圧経路54bには、第2油圧発生部56bから第2油圧室52bへの油圧の流れのみを許容するチェック弁64dが配設される。第1油圧室52aには、第2油圧室52bに油圧が供給された際、前記第1油圧室52a内の油圧を油タンク66に排出するための第5の油圧経路54eが連通する。
第5の油圧経路54eには、油タンク66からの油の逆流を阻止するためにチェック弁64eが配設される。油タンク66と第2の油圧経路54bとは、第6の油圧経路54fを介して連通するとともに、前記油タンク66への逆流を阻止するためにチェック弁64fが配設される。
第5の油圧経路54e(第1の油圧路)は、第1の油圧発生部56aが操作される際に閉塞される一方、第3の油圧経路54c(第2の前記油圧路)は、第2の油圧発生部56bが操作される際に閉塞される。具体的には、図4に示すように、第1の油圧発生部56aは、第1の油圧経路54aに配設されて小径ピストン58aが摺動自在に嵌合するスリーブ74aを設けるとともに、前記スリーブ74aには、第5の油圧経路54eに連通する孔部76aが軸方向に貫通する。小径ピストン58aが原位置に配置される際、孔部76aが開放される一方、前記小径ピストン58aが操作される際、前記孔部76aが閉塞される。
図5に示すように、第2の油圧発生部56bは、第2の油圧経路54bに配設されて小径ピストン58bが摺動自在に嵌合するスリーブ74bを設けるとともに、前記スリーブ74bには、第3の油圧経路54cに連通する孔部76bが軸方向に貫通する。小径ピストン58bが原位置に配置される際、孔部76bが開放される一方、前記小径ピストン58bが操作される際、前記孔部76bが閉塞される。
図1に示すように、ツールホルダ20の外部には、第1及び第2油圧発生部56a、56bを外部から操作する操作機構80を備える。操作機構80は、図6に示すように、支持板部材82にハウジング84が装着されるとともに、前記ハウジング84内には、小径ピストン58a、58bを押圧する押圧ロッド(押圧部材)86が配設される。ハウジング84内には、押圧ロッド86を小径ピストン58a、58bに向かって付勢するスプリング88が設けられる。押圧ロッド86の後端部には、フランジ90が形成される一方、支持板部材82には、前記フランジ90を検出する近接センサ92が取り付けられる。
このように構成される第1の実施形態に係る工作機械10の動作について、以下に説明する。
先ず、第1油圧室52a及び第2油圧室52bと、第1の油圧経路54a〜第6の油圧経路54fと、油タンク66とには、それぞれ油が充填されている。そして、刃工具22a、22bの刃先が磨耗した際には、変換機構28を介して前記刃工具22a、22bを径方向外方に位置調整(補正)する。
具体的には、図4に示すように、第1の油圧発生部56aを構成するプッシュボタン60aが、矢印B1方向に押圧されると、第1の油圧経路54a内の油圧が上昇し、チェック弁64aが開放されて油圧シリンダ部52の第1油圧室52aに油が供給される。油圧シリンダ部52は、大径ピストン50が小径ピストン58aに比べて十分に大きな面積に設定されており、前記大径ピストン50は、面積比によって上昇された油圧により押し込まれた油量の体積分だけ、矢印A1方向に移動する。
大径ピストン50の移動により、第2油圧室52bの容積が縮小すると、この第2油圧室52bの内部の油圧が上昇する。従って、第3の油圧経路54cに配設されたチェック弁64bが開放され、第2油圧室52b内の油が油タンク66に導入される。その際、第1油圧室52aに連通する第5の油圧経路54eは、スリーブ74aに形成されている孔部76aが小径ピストン58aに閉塞されるため、油タンク66から遮断されている。このため、第1油圧室52aからの油圧抜けを阻止することができる。
大径ピストン50が、矢印A1方向に移動すると、ツールホルダ20に装着されている作動軸部材26は、前記大径ピストン50と一体に軸方向(矢印A1方向)に移動する。図7に示すように、作動軸部材26の端部に連結された変換機構28は、矢印A1方向に移動し、テーパ部材40のテーパ面44a、44bは、弾性ホルダ部24を構成するバンク部34a、34bのコンタクト面42a、42bに摺接する。
これにより、開放端部24aは、テーパ部材40を介して強制的に楕円形状に弾性変形し、前記開放端部24aの2つの変形頂点部であるバンク部34a、34bに取り付けられている刃工具22a、22bは、半径外方に移動して加工径が拡大される(図7及び図8参照)。
図4に示すように、プッシュボタン60aへの押し込み力が開放されると、小径ピストン58aは、リターンスプリング62aの弾性力により原位置(ストッパ61aに当接する位置)に復帰する。ここで、第1の油圧経路54aでは、チェック弁64aと第1の油圧発生部56aとの間の油圧が一旦低下する。このため、チェック弁64aが閉塞されて、第1油圧室52a内の油が第1の油圧経路54aに逆流することを防止している。
一方、油タンク66では、スプリング68の付勢作用下に、タンク室72内が一定の油圧に維持されている。従って、第1の油圧経路54aの油圧が低下すると、チェック弁64cが開放されるため、油タンク66内の油は、第4の油圧経路54dを通って前記第1の油圧経路54aに供給される。これにより、油圧系内の圧力バランスが原状態に戻り、1回の補正動作が終了する。
弾性ホルダ部24は、十分に高いバネ定数を有しており、弾性変形が生じた状態では、テーパ部材40は、テーパ面44a、44bとコンタクト面42a、42bとによる強力な把握力を介して保持されている。このため、テーパ部材40は、小径ピストン58aの押し込みによる高い油圧で、矢印A1方向に寸動摺動した後は、その状態を自己保持する作用がある。
刃工具22a、22bを、適切な位置へさらに拡張させる必要がある時は、上記と同様に、小径ピストン58aを所定の回数だけ押し込み、前記刃工具22a、22bの位置を移動シフトさせた後に、加工を開始すればよい。
ここで、例えば、小径ピストン58aの外径を4mm(直径)、大径ピストン50の外径を50mm(直径)、作動軸部材26の軸部外径を22mm(直径)とする。そして、小径ピストン58aが、4mmだけ押し込まれると、第1油圧室52aには、50立方mmの油量が送られる。ピストン部の受圧面積は、1583平方mmであるので、大径ピストン50は、矢印A1方向に0.03mmだけ摺動する。
テーパ面44a、44bのテーパ角度を1/30とすると、刃工具22a、22bが取り付けられている弾性ホルダ部24は、径方向に0.001mmだけ拡大することになる。すなわち、小径ピストン58aが1回押し込まれることにより、刃工具22a、22bは、0.001mm(直径0.002mm)の径拡大が得られることになる。このように、刃工具22a、22bは、ミクロンオーダーの刃先調整が高精度に遂行される。
さらに、第1の実施形態では、小径ピストン58aと大径ピストン50の面積比は、126倍である。従って、例えば、30Nの力で小径ピストン58aを押すと、大径ピストン50を押し出す作用力は、3780Nに増力される。しかも、このパワーは、弾性ホルダ部24のコンタクト部にあるテーパ部材40の1/30のテーパ比で増力拡張されるため、前記弾性ホルダ部24を強制的に拡張するのに十分なパワーが得られる。
また、刃工具22a、22bを径方向内方に戻す際には、図5に示すように、第2の油圧発生部56bを構成するプッシュボタン60bが押圧される。このため、第2の油圧経路54b内の油圧が上昇し、チェック弁64dが開放されて油圧シリンダ部52の第2油圧室52bに油が供給される。
油圧シリンダ部52では、大径ピストン50は、面積比によって上昇された油圧により押し込まれた油量の体積分だけ、矢印A2方向に移動する。大径ピストン50の移動により、第1油圧室52aの容積が縮小すると、この第1油圧室52aの内部の油圧が上昇する。従って、第5の油圧経路54eに配設されたチェック弁64eが開放され、第1油圧室52a内の油が油タンク66に導入される。その際、第2油圧室52bに連通する第3の油圧経路54cは、スリーブ74bに形成されている孔部76bが小径ピストン58bに閉塞されるため、油タンク66から遮断されている。このため、第2油圧室52bからの油圧抜けを阻止することができる。
図2に示すように、大径ピストン50が、矢印A2方向に移動すると、ツールホルダ20に装着されている作動軸部材26は、前記大径ピストン50と一体に軸方向(矢印A2方向)に移動する。作動軸部材26の端部に連結された変換機構28は、矢印A2方向に移動し、テーパ部材40のテーパ面44a、44bは、弾性ホルダ部24を構成するバンク部34a、34bのコンタクト面42a、42bから離間する方向に摺接する。
これにより、開放端部24aは、自身の弾性力を介して径方向内方に弾性変形し、前記開放端部24aの2つの変形頂点部であるバンク部34a、34bに取り付けられている刃工具22a、22bは、半径内方に移動して加工径が縮小される。
プッシュボタン60bへの押し込み力が開放されると、図5に示すように、小径ピストン58bは、リターンスプリング62bの弾性力により原位置(ストッパ61bに当接する位置)に復帰する。ここで、第2の油圧経路54bでは、チェック弁64dと第2の油圧発生部56bとの間の油圧が一旦低下する。このため、チェック弁64dが閉塞されて、第2油圧室52b内の油が第2の油圧経路54bに逆流することを防止している。
一方、油タンク66では、スプリング68の付勢作用下に、タンク室72内が一定の油圧に維持されている。従って、第2の油圧経路54bの油圧が低下すると、チェック弁64fが開放されるため、油タンク66内の油は、第6の油圧経路54fを通って前記第2の油圧経路54bに供給される。これにより、油圧系内の圧力バランスが原状態に戻り、1回の補正動作が終了する。
上記の第1の油圧発生部56a及び第2の油圧発生部56bは、工作機械10のプログラム制御(NC制御)に沿って、操作機構80により自動的に操作される。工作機械10のスピンドル16は、オリエンテーション機能により特定位相でツールホルダ20の回転をロックすることが可能である。
そこで、オリエンテーション時において、ツールホルダ20の小径ピストン58a又は58bの軸動作方向と、押圧ロッド86の摺動軸とを同一方向に設置し、前記ツールホルダ20のいずれかのプッシュボタン60a、60bが前記押圧ロッド86により押されるように設定する。
なお、第1の油圧発生部56a及び第2の油圧発生部56bでは、同様に制御されるため、以下に前記第1の油圧発生部56aについてのみ説明し、前記第2の油圧発生部56bの説明は省略する。
ここで、プラス補正動作(拡径補正動作)を自動運転で行なうには、オリエンテーション後、図6に示すように、小径ピストン58aの軸と押圧ロッド86の軸とをNC制御により合わせて、ツールホルダ20を矢印X1方向に移動させる。そして、押圧ロッド86は、プッシュボタン60a介して小径ピストン58aをストロークエンドまで押し込ませる。これにより、プラス補正が行なわれる。
その際、押圧ロッド86の後方は、スプリング88により支持されている。このスプリング88は、小径ピストン58aの摺動作用力に対し、十分に強い剛性を有している。このため、小径ピストン58aをストロークエンドまで押し込むことができる。一方、プログラムエラー等でストロークエンド以上にツールホルダ20が矢印X1方向へ摺動した場合は、スプリング88が縮小し、その強制力を吸収する。従って、プログラムミス等があっても、安全弁としてスプリング88が機能するため、ツールホルダ20と押圧ロッド86との衝突を吸収することが可能になる。
また、押圧ロッド86とスプリング88とを、自動補正の動作確認として使うことができる。この形態では、スプリング88の弾性値を小径ピストン58aの作動摺動力より小さく設定し、前記小径ピストン58aを前記スプリング88のデッドエンドまで矢印X1方向に押し込む際、押圧ロッド86のフランジ90が近接スイッチ92を作動させ、補正動作が行われたことが確認できる。
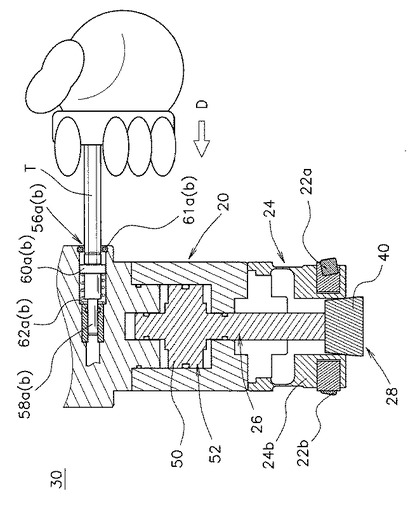
さらにまた、第1の油圧発生部56a(第2の油圧発生部56bも同様)を手動操作により制御することも可能である。図9に示すように、ツールホルダ20の側面にあるプッシュボタン60aを、リターンスプリング62aの作用とストッパ61aで決まる待機状態(無負荷状態)位置から矢印D方向のストロークエンドまで押し込むことにより、一回の作動油量が決まる。手動による補正動作は、Tレンチ等や細長いアーバーT等を用いてプッシュボタン60aを押すことで行われる。
作動油量と補正移動量(=寸動量)は、相関関係を有しており、補正量は、小径ピストン58aを一回押す度に動く量と、その押す回数との積で決定される。例えば、一回の押し込みで補正量が2μm(直径)だけ動くとすると、6μm(直径)の補正をするには、プッシュボタン60aを3回押せばよい。
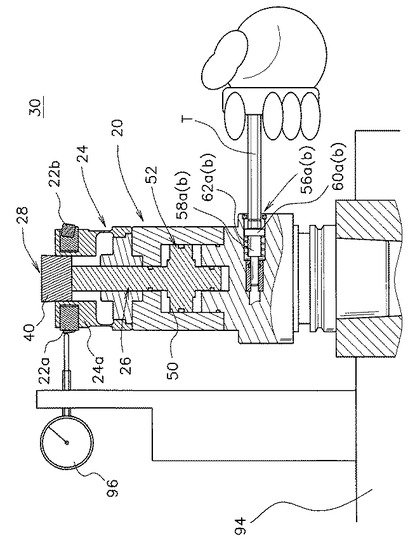
また、図10に示すように、ツールホルダ20をツールプリセッタ94上に載置し、刃工具22a(又は刃工具22b)の刃先にダイヤルゲージ96を配置させた状態で、プッシュボタン60a又は60bを押せば、補正動作による刃工具の移動量が確認される。
すなわち、ツールホルダ20をツールプリセッタ94上に載置して加工径のプリセット作業をする場合、プッシュボタン60a、60bは、軽い力で人の手で簡単に押せるので、プリセット作業に特別な機器を使う必要がなく、大変便利である。
ところで、ツールホルダ20をプリセットする際には、補正移動をスタートする基準となる正確なマーク位置(所謂、原位置)が設けられることが好ましい。プッシュボタン60a、60bを押し込む回数だけの管理では、補正移動を何回も繰り返していると、スタートする位置が少しずつ変わり、当初の位置からずれるおそれがある。
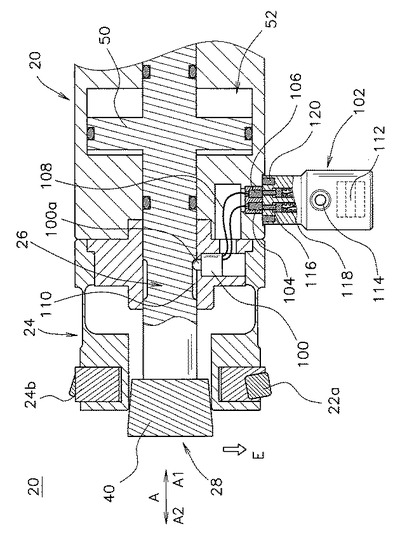
図11に示すように、作業機械10は、ツールホルダ20内に設けられ、作動軸部材26の原点位置を検出するマイクロスイッチ(位置検出センサ)100と、前記ツールホルダ20に着脱自在であり、前記マイクロスイッチ100からの信号を受けて前記作動軸部材26が原点位置に配置されたか否かを表示するポータブル型のランプユニット(表示部)102とを備える。
ツールホルダ20の側面には、平面状のコンタクト面を持つ絶縁体104が設けられ、前記絶縁体104に2つの導電性のコンタクトピン106が埋設される。コンタクトピン106からは、2本の電線108が取り出され、同じくツールホルダ20内に取り付けてあるマイクロスイッチ100の2つの端子と結線される。
マイクロスイッチ100には、コンタクト端100aが設けられ、このコンタクト端100aは、作動軸部材26の長溝110に摺動可能に係合する。マイクロスイッチ100は、ミクロン単位でオン/オフすることができる。
ランプユニット102は、絶縁体104に対向する平面を有するとともに、このランプユニット102には、電線(図示せず)により結ばれた乾電池112とLEDランプ114と2本の摺動ピン116とが設けられる。摺動ピン116は、スプリング118を介して進退可能である。ランプユニット102は、マグネット120を介してツールホルダ20の側面に絶縁体104と密着した状態で、保持される。
このような構成において、ツールホルダ20の作動軸部材26が、矢印A2方向に移動して補正のスタート位置に至ると、前記作動軸部材26の長溝110に配置されていたマイクロスイッチ100のコンタクト端100aは、矢印E方向に移動してマイクロスイッチ100の端子がONされる。このため、ポータブルランプユニット102の電気回路と電気結合ができ、LEDランプ114が点灯する。この点灯により、スタート位置が正確に確認できる。
一方、ツールホルダ20の作動軸部材26が矢印A1方向へ移動すると、マイクロスイッチ100がOFFになり、LEDランプ114が消える。このように、LEDランプ114のONとOFFとによって、スタート位置が外部から正確に確認することが可能になる。
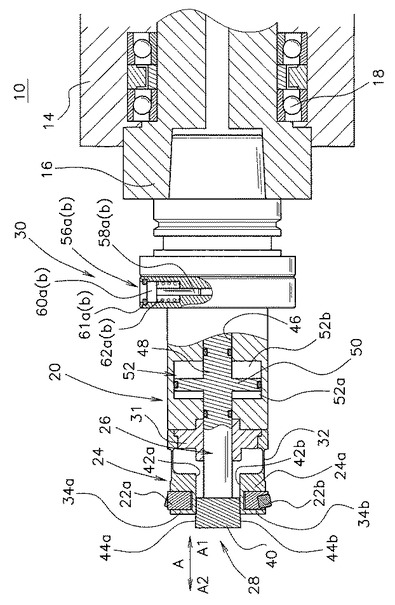
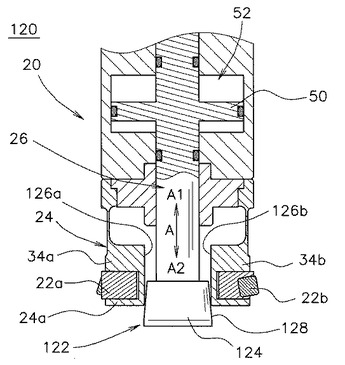
図12は、本発明の第2の実施形態に係る工作機械120の要部断面説明図である。なお、第1の実施形態に係る工作機械10と同一の構成要素には同一の参照符号を付して、その詳細な説明は省略する。
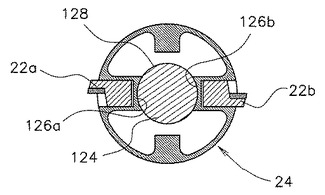
工作機械120では、作動軸部材26に連結され、前記作動軸部材26の移動動作を、開放端部24aの径方向の拡縮動作に変換させる変換機構122を備える。この変換機構122は、図12及び図13に示すように、弾性ホルダ部24の内方に配置され、前記弾性ホルダ部24の軸方向に進退することにより開放端部24aを径方向に拡縮自在なテーパ部材124を備える。テーパ部材124は、断面円形状を有し、弾性ホルダ部24を構成するバンク部34a、34bの円弧状コンタクト面126a、126bに摺接する円形状テーパ面128を設ける円錐形状に設定される。
従って、第2の実施形態では、断面矩形状のテーパ部材40に代えて、断面円形状のテーパ部材124を採用しており、上記の第1の実施形態と同様の効果が得られる。
【符号の説明】
10、120…工作機械 16…スピンドル
20…ツールホルダ 22a、22b…刃工具
24…弾性ホルダ部 24a…開放端部
26…作動軸部材 28、122…変換機構
30…移動機構 34a、34b…バンク部
40、124…テーパ部材
42a、42b、126a、126b…コンタクト面
44a、44b、128…テーパ面 50…大径ピストン
52…油圧シリンダ部 52a、52b…油圧室
54a〜54f…油圧経路 56a、56b…油圧発生部
58a、58b…小径ピストン 60a、60b…プッシュボタン
62a、62b…リターンスプリング 64a〜64f…チェック弁
66…油タンク 68…スプリング
74a、74b…スリーブ 80…操作機構
86…押圧ロッド 100…マイクロスイッチ
102…ランプユニット
【技術分野】
本発明は、スピンドルと一体的に回転可能なツールホルダに、道具が取り付けられる位置補正機能付き作業機械に関する。
【背景技術】
一般的に、ツールホルダに取り付けられた道具、例えば、加工工具を介してワークに加工処理を施す工作機械(作業機械)が種々使用されている。例えば、エンジンブロックを構成するシリンダのボーリング加工は、内筒径寸法をミクロンオーダで高精度に加工する必要がある。
ところが、例えば、自動車のエンジンでは、量産工程で同一の刃先により加工を行うと、CBN工具等の硬質工具であっても、前記刃先に摩耗が発生する。従って、工具の刃先は、摩耗により加工径が小さくなるため、一定の穴径を維持するように、補正機能を有する補正ツールホルダが採用されている。
例えば、特許文献1に開示されている工作機の刃先位置調整装置が知られている。この特許文献1は、ワークに対して、X、Y、Z軸駆動モータを制御して、スピンドル先端の刃具による加工を行う工作機であって、スピンドルをスピンドルヘッドに回転自在に支持し、スピンドルには先端に工具ホルダを着脱自在に装着し、その工具ホルダは、スピンドル回転軸心から偏心した位置に調整軸を回転自在に備え、その調整軸を回動することで、工具ホルダに半径方向に位置変位可能に設けてある刃具の半径方向刃先位置を調整するように構成されている工作機において、工作機の固定側に調整軸と係脱する回転阻止部材を設け、スピンドルヘッドを、前記X、Y軸駆動モータでスピンドル軸線と直交するX、Y軸方向に移動するようにし、回転阻止部材に調整軸を係止した状態で、スピンドルヘッドをX、Y軸方向に制御して調整軸の軸線回りにスピンドルを旋回させる制御手段を備えている。
【先行技術文献】
【特許文献】
【特許文献1】 特開2002−36009号公報
【発明の概要】
【発明が解決しようとする課題】
しかしながら、上記の特許文献1では、工具ホルダ本体にスリットが設けられており、弾性変形することによって刃先位置を調整するように構成されている。このため、工具ホルダ自体の剛性が低下するという問題がある。
本発明はこの種の加工装置において、高い剛性を維持するとともに、ツールホルダに取り付けられる道具を、前記ツールホルダの径方向にミクロンオーダで高精度に位置補正することが可能な位置補正機能付き作業機械を提供することを目的とする。
【課題を解決するための手段】
本発明に係る位置補正機能付き作業機械は、スピンドルと一体的に回転可能なツールホルダと、一端が前記ツールホルダに固着される一方、他端に道具が取り付けられる開放端部を形成するリング形状を有する弾性ホルダ部と、端部が前記弾性ホルダ部の軸方向外方の突出するとともに、前記ツールホルダに対して相対的に軸方向に移動可能な作動軸部材と、前記作動軸部材に連結され、前記作動軸部材の移動動作を、前記開放端部の径方向の拡縮動作に変換させる変換機構と、前記作動軸部材を前記軸方向に移動させる移動機構とを備えている。
移動機構は、作動軸部材に設けられる第1ピストンを有する油圧アクチュエータと、前記油圧アクチュエータに油圧経路を介して連通するとともに、前記第1ピストンよりも小径な第2ピストンを設け、前記第2ピストンの移動作用下に前記第1ピストンを前記軸方向に移動させる油圧発生部とを備えている。
また、油圧発生部は、ツールホルダの外部から第2ピストンを押圧するために、前記第2ピストンに設けられる押圧部と、前記押圧部を前記ツールホルダの外部に向かって付勢するスプリングとを備えることが好ましい。
さらに、油圧アクチュエータは、第1ピストンにより分割される第1油圧室及び第2油圧室を有し、油圧発生部は、第1の油圧経路を介して前記第1油圧室に連通し、作動軸部材を軸方向の一方に移動させる第1の油圧発生部と、第2の油圧経路を介して前記第2油圧室に連通し、前記作動軸部材を前記軸方向の他方に移動させる第2の油圧発生部とを備えることが好ましい。
さらにまた、第1油圧室及び第2油圧室は、第1の油圧路及び第2の油圧路を介して油タンクに連通するとともに、第1の前記油圧路は、第1の油圧発生部が操作される際に閉塞される一方、第2の前記油圧路は、第2の油圧発生部が操作される際に閉塞されることが好ましい。
また、変換機構は、弾性ホルダ部の内方に配置され、前記弾性ホルダ部の軸方向に進退することにより開放端部を径方向に拡縮自在なテーパ部材を備え、前記テーパ部材は、断面円形状又は断面矩形状を有することが好ましい。
さらに、この作業機械は、油圧発生部を外部から操作する操作機構を備え、前記操作機構は、第2ピストンを押圧する押圧部材と、前記押圧部材を前記第2ピストンに向かって付勢するスプリングとを備えることが好ましい。
さらにまた、この作業機械は、ツールホルダ内に設けられ、作動軸部材の原点位置を検出する位置検出センサと、前記ツールホルダに着脱自在であり、前記位置検出センサからの信号を受けて前記作動軸部材が原点位置に配置されたか否かを表示する表示部とを備えることが好ましい。
【発明の効果】
本発明に係る位置補正機能付き作業機械では、油圧発生部を構成する第2ピストンが押圧(操作)されると、この油圧発生部内の油圧が加圧される。加圧された油圧は、油圧経路を通って油圧アクチュエータに送られる。
その際、油圧アクチュエータを構成する第1ピストンは、第2ピストンよりも大径に設定されている。このため、第2ピストンには、第1ピストンとの面積比による油圧の増圧分が作用し、前記第1ピストンが比較的小さな力で押圧されても、前記第2ピストンには、油圧を介して大きな力が作用する。
従って、変換機構と弾性ホルダ部との間に大きな摩擦力が作用していても、第1ピストンを比較的小さな力で押圧することにより、前記変換機構を所望の量だけ確実に補正移動させることができる。これにより、高い剛性を維持するとともに、ツールホルダに取り付けられる道具を、前記ツールホルダの径方向にミクロンオーダで高精度に位置補正することが可能になる。
【図面の簡単な説明】
【図1】 本発明の第1の実施形態に係る位置補正機能付き作業機械である工作機械の斜視説明図である。
【図2】 前記工作機械の要部断面説明図である。
【図3】 前記工作機械を構成する弾性ホルダ部の正面説明図である。
【図4】 前記工作機械を構成するツールホルダの第1の油圧発生部を要部とする断面説明図である。
【図5】 前記工作機械を構成するツールホルダの第2の油圧発生部を要部とする断面説明図である。
【図6】 前記工作機械を構成する操作機構の説明図である。
【図7】 刃工具の補正を説明する側面図である。
【図8】 前記刃工具の補正を説明する正面図である。
【図9】 手動操作による補正の動作説明図である。
【図10】 補正動作による前記刃工具の移動量の確認を行う際の説明図である。
【図11】 ツールホルダの原位置検出構造の説明図である。
【図12】 本発明の第2の実施形態に係る工作機械の要部断面説明図である。
【図13】 前記工作機械を構成する弾性ホルダ部の正面説明図である。
【発明を実施するための形態】
図1に示すように、本発明の第1の実施形態に係る位置補正機能付き作業機械である工作機械10は、本体部12を備え、この本体部12には、主軸ハウジング14がX軸方向、Y軸方向及びZ軸方向に摺動可能に装着される。図2に示すように、主軸ハウジング14には、スピンドル(主軸)16がベアリング18を介して回転可能に設けられると、前記スピンドル16には、ツールホルダ(補正ツールホルダ)20が着脱自在に取り付けられる。
ツールホルダ20には、一端が前記ツールホルダ20に固着される一方、他端に道具、例えば、刃工具22a、22bが取り付けられる開放端部24aを形成するリング形状の弾性ホルダ部24と、端部が前記弾性ホルダ部24の軸方向(矢印A方向)外方の突出するとともに、前記ツールホルダ20に対して相対的に軸方向に移動可能な作動軸部材26と、前記作動軸部材26に連結され、前記作動軸部材26の移動動作を、前記開放端部24aの径方向の拡縮動作に変換させる変換機構28と、前記作動軸部材26を前記軸方向に移動させる移動機構30とが装着される。
弾性ホルダ部24は、図2に示すように、ツールホルダ20の先端に固着される基台部31を設ける。基台部31には、リング体32が設けられるとともに、前記リング体32の開放端部24a側の端部には、刃工具22a、22bが交換自在に取り付けられるバンク部(変形頂点部)34a、34bと、前記バンク部34a、34bと直交する膨出部36a、36bとが形成される(図3参照)。
作動軸部材26の端部に連結される変換機構28は、弾性ホルダ部24の内方に配置され、前記作動軸部材26が軸方向に進退することにより、開放端部24aを径方向に拡縮自在なテーパ部材40を備える。テーパ部材40は、断面矩形状を有し、弾性ホルダ部24を構成するバンク部34a、34bのコンタクト面42a、42bに摺接するテーパ面44a、44bを設ける(図2及び図3参照)。
図4に示すように、移動機構30は、作動軸部材26に設けられる大径ピストン(第1ピストン)50を有する油圧シリンダ部(油圧アクチュエータ)52を備える。作動軸部材26は、大径ピストン50を一体成形するとともに、ガイド穴46に摺動自在に嵌合するロッド部48を設ける。
油圧シリンダ部52は、大径ピストン50により第1油圧室52a及び第2油圧室52bが分割形成される。第1油圧室52aは、第1の油圧経路54aを介して第1の油圧発生部56aに連通する一方、第2油圧室52bは、第2の油圧経路54bを介して第2の油圧発生部56bに連通する(図5参照)。
第1の油圧発生部56aは、図4に示すように、大径ピストン50よりも小径な小径ピストン(第2ピストン)58aを有し、この小径ピストン58aには、ツールホルダ20の外部から前記小径ピストン58aを押圧するためのプッシュボタン(押圧部)60aが設けられる。プッシュボタン60aには、前記プッシュボタン60aをツールホルダ20の外方に向かって、すなわち、ストッパ61aが設けられている原位置に付勢するリターンスプリング62aが当接する。
第1の油圧経路54aには、第1油圧発生部56aから第1油圧室52aへの油圧の流れのみを許容するチェック弁64aが配設される。第2油圧室52bには、第1油圧室52aに油圧が供給された際、前記第2油圧室52b内の油圧を油タンク66に排出するための第3の油圧経路54cが連通する。
第3の油圧経路54cには、油タンク66からの油の逆流を阻止するためにチェック弁64bが配設される。油タンク66と第1の油圧経路54aとは、第4の油圧経路54dを介して連通するとともに、前記油タンク66への逆流を阻止するためにチェック弁64cが配設される。油タンク66は、スプリング68に付勢されて摺動自在な摺動壁70を介してタンク室72を形成する。
第2の油圧発生部56bは、上記の第1の油圧発生部56aと同様に構成されており、同一の構成要素には同一の参照符号を付して、その詳細な説明は省略する。
図5に示すように、第2の油圧経路54bには、第2油圧発生部56bから第2油圧室52bへの油圧の流れのみを許容するチェック弁64dが配設される。第1油圧室52aには、第2油圧室52bに油圧が供給された際、前記第1油圧室52a内の油圧を油タンク66に排出するための第5の油圧経路54eが連通する。
第5の油圧経路54eには、油タンク66からの油の逆流を阻止するためにチェック弁64eが配設される。油タンク66と第2の油圧経路54bとは、第6の油圧経路54fを介して連通するとともに、前記油タンク66への逆流を阻止するためにチェック弁64fが配設される。
第5の油圧経路54e(第1の油圧路)は、第1の油圧発生部56aが操作される際に閉塞される一方、第3の油圧経路54c(第2の前記油圧路)は、第2の油圧発生部56bが操作される際に閉塞される。具体的には、図4に示すように、第1の油圧発生部56aは、第1の油圧経路54aに配設されて小径ピストン58aが摺動自在に嵌合するスリーブ74aを設けるとともに、前記スリーブ74aには、第5の油圧経路54eに連通する孔部76aが軸方向に貫通する。小径ピストン58aが原位置に配置される際、孔部76aが開放される一方、前記小径ピストン58aが操作される際、前記孔部76aが閉塞される。
図5に示すように、第2の油圧発生部56bは、第2の油圧経路54bに配設されて小径ピストン58bが摺動自在に嵌合するスリーブ74bを設けるとともに、前記スリーブ74bには、第3の油圧経路54cに連通する孔部76bが軸方向に貫通する。小径ピストン58bが原位置に配置される際、孔部76bが開放される一方、前記小径ピストン58bが操作される際、前記孔部76bが閉塞される。
図1に示すように、ツールホルダ20の外部には、第1及び第2油圧発生部56a、56bを外部から操作する操作機構80を備える。操作機構80は、図6に示すように、支持板部材82にハウジング84が装着されるとともに、前記ハウジング84内には、小径ピストン58a、58bを押圧する押圧ロッド(押圧部材)86が配設される。ハウジング84内には、押圧ロッド86を小径ピストン58a、58bに向かって付勢するスプリング88が設けられる。押圧ロッド86の後端部には、フランジ90が形成される一方、支持板部材82には、前記フランジ90を検出する近接センサ92が取り付けられる。
このように構成される第1の実施形態に係る工作機械10の動作について、以下に説明する。
先ず、第1油圧室52a及び第2油圧室52bと、第1の油圧経路54a〜第6の油圧経路54fと、油タンク66とには、それぞれ油が充填されている。そして、刃工具22a、22bの刃先が磨耗した際には、変換機構28を介して前記刃工具22a、22bを径方向外方に位置調整(補正)する。
具体的には、図4に示すように、第1の油圧発生部56aを構成するプッシュボタン60aが、矢印B1方向に押圧されると、第1の油圧経路54a内の油圧が上昇し、チェック弁64aが開放されて油圧シリンダ部52の第1油圧室52aに油が供給される。油圧シリンダ部52は、大径ピストン50が小径ピストン58aに比べて十分に大きな面積に設定されており、前記大径ピストン50は、面積比によって上昇された油圧により押し込まれた油量の体積分だけ、矢印A1方向に移動する。
大径ピストン50の移動により、第2油圧室52bの容積が縮小すると、この第2油圧室52bの内部の油圧が上昇する。従って、第3の油圧経路54cに配設されたチェック弁64bが開放され、第2油圧室52b内の油が油タンク66に導入される。その際、第1油圧室52aに連通する第5の油圧経路54eは、スリーブ74aに形成されている孔部76aが小径ピストン58aに閉塞されるため、油タンク66から遮断されている。このため、第1油圧室52aからの油圧抜けを阻止することができる。
大径ピストン50が、矢印A1方向に移動すると、ツールホルダ20に装着されている作動軸部材26は、前記大径ピストン50と一体に軸方向(矢印A1方向)に移動する。図7に示すように、作動軸部材26の端部に連結された変換機構28は、矢印A1方向に移動し、テーパ部材40のテーパ面44a、44bは、弾性ホルダ部24を構成するバンク部34a、34bのコンタクト面42a、42bに摺接する。
これにより、開放端部24aは、テーパ部材40を介して強制的に楕円形状に弾性変形し、前記開放端部24aの2つの変形頂点部であるバンク部34a、34bに取り付けられている刃工具22a、22bは、半径外方に移動して加工径が拡大される(図7及び図8参照)。
図4に示すように、プッシュボタン60aへの押し込み力が開放されると、小径ピストン58aは、リターンスプリング62aの弾性力により原位置(ストッパ61aに当接する位置)に復帰する。ここで、第1の油圧経路54aでは、チェック弁64aと第1の油圧発生部56aとの間の油圧が一旦低下する。このため、チェック弁64aが閉塞されて、第1油圧室52a内の油が第1の油圧経路54aに逆流することを防止している。
一方、油タンク66では、スプリング68の付勢作用下に、タンク室72内が一定の油圧に維持されている。従って、第1の油圧経路54aの油圧が低下すると、チェック弁64cが開放されるため、油タンク66内の油は、第4の油圧経路54dを通って前記第1の油圧経路54aに供給される。これにより、油圧系内の圧力バランスが原状態に戻り、1回の補正動作が終了する。
弾性ホルダ部24は、十分に高いバネ定数を有しており、弾性変形が生じた状態では、テーパ部材40は、テーパ面44a、44bとコンタクト面42a、42bとによる強力な把握力を介して保持されている。このため、テーパ部材40は、小径ピストン58aの押し込みによる高い油圧で、矢印A1方向に寸動摺動した後は、その状態を自己保持する作用がある。
刃工具22a、22bを、適切な位置へさらに拡張させる必要がある時は、上記と同様に、小径ピストン58aを所定の回数だけ押し込み、前記刃工具22a、22bの位置を移動シフトさせた後に、加工を開始すればよい。
ここで、例えば、小径ピストン58aの外径を4mm(直径)、大径ピストン50の外径を50mm(直径)、作動軸部材26の軸部外径を22mm(直径)とする。そして、小径ピストン58aが、4mmだけ押し込まれると、第1油圧室52aには、50立方mmの油量が送られる。ピストン部の受圧面積は、1583平方mmであるので、大径ピストン50は、矢印A1方向に0.03mmだけ摺動する。
テーパ面44a、44bのテーパ角度を1/30とすると、刃工具22a、22bが取り付けられている弾性ホルダ部24は、径方向に0.001mmだけ拡大することになる。すなわち、小径ピストン58aが1回押し込まれることにより、刃工具22a、22bは、0.001mm(直径0.002mm)の径拡大が得られることになる。このように、刃工具22a、22bは、ミクロンオーダーの刃先調整が高精度に遂行される。
さらに、第1の実施形態では、小径ピストン58aと大径ピストン50の面積比は、126倍である。従って、例えば、30Nの力で小径ピストン58aを押すと、大径ピストン50を押し出す作用力は、3780Nに増力される。しかも、このパワーは、弾性ホルダ部24のコンタクト部にあるテーパ部材40の1/30のテーパ比で増力拡張されるため、前記弾性ホルダ部24を強制的に拡張するのに十分なパワーが得られる。
また、刃工具22a、22bを径方向内方に戻す際には、図5に示すように、第2の油圧発生部56bを構成するプッシュボタン60bが押圧される。このため、第2の油圧経路54b内の油圧が上昇し、チェック弁64dが開放されて油圧シリンダ部52の第2油圧室52bに油が供給される。
油圧シリンダ部52では、大径ピストン50は、面積比によって上昇された油圧により押し込まれた油量の体積分だけ、矢印A2方向に移動する。大径ピストン50の移動により、第1油圧室52aの容積が縮小すると、この第1油圧室52aの内部の油圧が上昇する。従って、第5の油圧経路54eに配設されたチェック弁64eが開放され、第1油圧室52a内の油が油タンク66に導入される。その際、第2油圧室52bに連通する第3の油圧経路54cは、スリーブ74bに形成されている孔部76bが小径ピストン58bに閉塞されるため、油タンク66から遮断されている。このため、第2油圧室52bからの油圧抜けを阻止することができる。
図2に示すように、大径ピストン50が、矢印A2方向に移動すると、ツールホルダ20に装着されている作動軸部材26は、前記大径ピストン50と一体に軸方向(矢印A2方向)に移動する。作動軸部材26の端部に連結された変換機構28は、矢印A2方向に移動し、テーパ部材40のテーパ面44a、44bは、弾性ホルダ部24を構成するバンク部34a、34bのコンタクト面42a、42bから離間する方向に摺接する。
これにより、開放端部24aは、自身の弾性力を介して径方向内方に弾性変形し、前記開放端部24aの2つの変形頂点部であるバンク部34a、34bに取り付けられている刃工具22a、22bは、半径内方に移動して加工径が縮小される。
プッシュボタン60bへの押し込み力が開放されると、図5に示すように、小径ピストン58bは、リターンスプリング62bの弾性力により原位置(ストッパ61bに当接する位置)に復帰する。ここで、第2の油圧経路54bでは、チェック弁64dと第2の油圧発生部56bとの間の油圧が一旦低下する。このため、チェック弁64dが閉塞されて、第2油圧室52b内の油が第2の油圧経路54bに逆流することを防止している。
一方、油タンク66では、スプリング68の付勢作用下に、タンク室72内が一定の油圧に維持されている。従って、第2の油圧経路54bの油圧が低下すると、チェック弁64fが開放されるため、油タンク66内の油は、第6の油圧経路54fを通って前記第2の油圧経路54bに供給される。これにより、油圧系内の圧力バランスが原状態に戻り、1回の補正動作が終了する。
上記の第1の油圧発生部56a及び第2の油圧発生部56bは、工作機械10のプログラム制御(NC制御)に沿って、操作機構80により自動的に操作される。工作機械10のスピンドル16は、オリエンテーション機能により特定位相でツールホルダ20の回転をロックすることが可能である。
そこで、オリエンテーション時において、ツールホルダ20の小径ピストン58a又は58bの軸動作方向と、押圧ロッド86の摺動軸とを同一方向に設置し、前記ツールホルダ20のいずれかのプッシュボタン60a、60bが前記押圧ロッド86により押されるように設定する。
なお、第1の油圧発生部56a及び第2の油圧発生部56bでは、同様に制御されるため、以下に前記第1の油圧発生部56aについてのみ説明し、前記第2の油圧発生部56bの説明は省略する。
ここで、プラス補正動作(拡径補正動作)を自動運転で行なうには、オリエンテーション後、図6に示すように、小径ピストン58aの軸と押圧ロッド86の軸とをNC制御により合わせて、ツールホルダ20を矢印X1方向に移動させる。そして、押圧ロッド86は、プッシュボタン60a介して小径ピストン58aをストロークエンドまで押し込ませる。これにより、プラス補正が行なわれる。
その際、押圧ロッド86の後方は、スプリング88により支持されている。このスプリング88は、小径ピストン58aの摺動作用力に対し、十分に強い剛性を有している。このため、小径ピストン58aをストロークエンドまで押し込むことができる。一方、プログラムエラー等でストロークエンド以上にツールホルダ20が矢印X1方向へ摺動した場合は、スプリング88が縮小し、その強制力を吸収する。従って、プログラムミス等があっても、安全弁としてスプリング88が機能するため、ツールホルダ20と押圧ロッド86との衝突を吸収することが可能になる。
また、押圧ロッド86とスプリング88とを、自動補正の動作確認として使うことができる。この形態では、スプリング88の弾性値を小径ピストン58aの作動摺動力より小さく設定し、前記小径ピストン58aを前記スプリング88のデッドエンドまで矢印X1方向に押し込む際、押圧ロッド86のフランジ90が近接スイッチ92を作動させ、補正動作が行われたことが確認できる。
さらにまた、第1の油圧発生部56a(第2の油圧発生部56bも同様)を手動操作により制御することも可能である。図9に示すように、ツールホルダ20の側面にあるプッシュボタン60aを、リターンスプリング62aの作用とストッパ61aで決まる待機状態(無負荷状態)位置から矢印D方向のストロークエンドまで押し込むことにより、一回の作動油量が決まる。手動による補正動作は、Tレンチ等や細長いアーバーT等を用いてプッシュボタン60aを押すことで行われる。
作動油量と補正移動量(=寸動量)は、相関関係を有しており、補正量は、小径ピストン58aを一回押す度に動く量と、その押す回数との積で決定される。例えば、一回の押し込みで補正量が2μm(直径)だけ動くとすると、6μm(直径)の補正をするには、プッシュボタン60aを3回押せばよい。
また、図10に示すように、ツールホルダ20をツールプリセッタ94上に載置し、刃工具22a(又は刃工具22b)の刃先にダイヤルゲージ96を配置させた状態で、プッシュボタン60a又は60bを押せば、補正動作による刃工具の移動量が確認される。
すなわち、ツールホルダ20をツールプリセッタ94上に載置して加工径のプリセット作業をする場合、プッシュボタン60a、60bは、軽い力で人の手で簡単に押せるので、プリセット作業に特別な機器を使う必要がなく、大変便利である。
ところで、ツールホルダ20をプリセットする際には、補正移動をスタートする基準となる正確なマーク位置(所謂、原位置)が設けられることが好ましい。プッシュボタン60a、60bを押し込む回数だけの管理では、補正移動を何回も繰り返していると、スタートする位置が少しずつ変わり、当初の位置からずれるおそれがある。
図11に示すように、作業機械10は、ツールホルダ20内に設けられ、作動軸部材26の原点位置を検出するマイクロスイッチ(位置検出センサ)100と、前記ツールホルダ20に着脱自在であり、前記マイクロスイッチ100からの信号を受けて前記作動軸部材26が原点位置に配置されたか否かを表示するポータブル型のランプユニット(表示部)102とを備える。
ツールホルダ20の側面には、平面状のコンタクト面を持つ絶縁体104が設けられ、前記絶縁体104に2つの導電性のコンタクトピン106が埋設される。コンタクトピン106からは、2本の電線108が取り出され、同じくツールホルダ20内に取り付けてあるマイクロスイッチ100の2つの端子と結線される。
マイクロスイッチ100には、コンタクト端100aが設けられ、このコンタクト端100aは、作動軸部材26の長溝110に摺動可能に係合する。マイクロスイッチ100は、ミクロン単位でオン/オフすることができる。
ランプユニット102は、絶縁体104に対向する平面を有するとともに、このランプユニット102には、電線(図示せず)により結ばれた乾電池112とLEDランプ114と2本の摺動ピン116とが設けられる。摺動ピン116は、スプリング118を介して進退可能である。ランプユニット102は、マグネット120を介してツールホルダ20の側面に絶縁体104と密着した状態で、保持される。
このような構成において、ツールホルダ20の作動軸部材26が、矢印A2方向に移動して補正のスタート位置に至ると、前記作動軸部材26の長溝110に配置されていたマイクロスイッチ100のコンタクト端100aは、矢印E方向に移動してマイクロスイッチ100の端子がONされる。このため、ポータブルランプユニット102の電気回路と電気結合ができ、LEDランプ114が点灯する。この点灯により、スタート位置が正確に確認できる。
一方、ツールホルダ20の作動軸部材26が矢印A1方向へ移動すると、マイクロスイッチ100がOFFになり、LEDランプ114が消える。このように、LEDランプ114のONとOFFとによって、スタート位置が外部から正確に確認することが可能になる。
図12は、本発明の第2の実施形態に係る工作機械120の要部断面説明図である。なお、第1の実施形態に係る工作機械10と同一の構成要素には同一の参照符号を付して、その詳細な説明は省略する。
工作機械120では、作動軸部材26に連結され、前記作動軸部材26の移動動作を、開放端部24aの径方向の拡縮動作に変換させる変換機構122を備える。この変換機構122は、図12及び図13に示すように、弾性ホルダ部24の内方に配置され、前記弾性ホルダ部24の軸方向に進退することにより開放端部24aを径方向に拡縮自在なテーパ部材124を備える。テーパ部材124は、断面円形状を有し、弾性ホルダ部24を構成するバンク部34a、34bの円弧状コンタクト面126a、126bに摺接する円形状テーパ面128を設ける円錐形状に設定される。
従って、第2の実施形態では、断面矩形状のテーパ部材40に代えて、断面円形状のテーパ部材124を採用しており、上記の第1の実施形態と同様の効果が得られる。
【符号の説明】
10、120…工作機械 16…スピンドル
20…ツールホルダ 22a、22b…刃工具
24…弾性ホルダ部 24a…開放端部
26…作動軸部材 28、122…変換機構
30…移動機構 34a、34b…バンク部
40、124…テーパ部材
42a、42b、126a、126b…コンタクト面
44a、44b、128…テーパ面 50…大径ピストン
52…油圧シリンダ部 52a、52b…油圧室
54a〜54f…油圧経路 56a、56b…油圧発生部
58a、58b…小径ピストン 60a、60b…プッシュボタン
62a、62b…リターンスプリング 64a〜64f…チェック弁
66…油タンク 68…スプリング
74a、74b…スリーブ 80…操作機構
86…押圧ロッド 100…マイクロスイッチ
102…ランプユニット
【特許請求の範囲】
【請求項1】
スピンドルと一体的に回転可能なツールホルダと、
一端が前記ツールホルダに固着される一方、他端に道具が取り付けられる開放端部を形成するリング形状を有する弾性ホルダ部と、
端部が前記弾性ホルダ部の軸方向外方の突出するとともに、前記ツールホルダに対して相対的に軸方向に移動可能な作動軸部材と、
前記作動軸部材に連結され、前記作動軸部材の移動動作を、前記開放端部の径方向の拡縮動作に変換させる変換機構と、
前記作動軸部材を前記軸方向に移動させる移動機構と、
を備え、
前記移動機構は、前記作動軸部材に設けられる第1ピストンを有する油圧アクチュエータと、
前記油圧アクチュエータに油圧経路を介して連通するとともに、前記第1ピストンよりも小径な第2ピストンを設け、前記第2ピストンの移動作用下に前記第1ピストンを前記軸方向に移動させる油圧発生部と、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項2】
請求項1記載の作業機械において、前記油圧発生部は、前記ツールホルダの外部から前記第2ピストンを押圧するために、前記第2ピストンに設けられる押圧部と、
前記押圧部を前記ツールホルダの外部に向かって付勢するスプリングと、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項3】
請求項1又は2記載の作業機械において、前記油圧アクチュエータは、前記第1ピストンにより分割される第1油圧室及び第2油圧室を有し、
前記油圧発生部は、第1の前記油圧経路を介して前記第1油圧室に連通し、前記作動軸部材を前記軸方向の一方に移動させる第1の油圧発生部と、
第2の前記油圧経路を介して前記第2油圧室に連通し、前記作動軸部材を前記軸方向の他方に移動させる第2の油圧発生部と、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項4】
請求項3記載の作業機械において、前記第1油圧室及び前記第2油圧室は、第1の油圧路及び第2の油圧路を介して油タンクに連通するとともに、
第1の前記油圧路は、第1の前記油圧発生部が操作される際に閉塞される一方、
第2の前記油圧路は、第2の前記油圧発生部が操作される際に閉塞されることを特徴とする位置補正機能付き作業機械。
【請求項5】
請求項1〜4のいずれか1項に記載の作業機械において、前記変換機構は、前記弾性ホルダ部の内方に配置され、前記弾性ホルダ部の軸方向に進退することにより前記開放端部を径方向に拡縮自在なテーパ部材を備え、
前記テーパ部材は、断面円形状又は断面矩形状を有することを特徴とする位置補正機能付き作業機械。
【請求項6】
請求項1〜5のいずれか1項に記載の作業機械において、前記油圧発生部を外部から操作する操作機構を備え、
前記操作機構は、前記第2ピストンを押圧する押圧部材と、
前記押圧部材を前記第2ピストンに向かって付勢するスプリングと、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項7】
請求項1〜6のいずれか1項に記載の作業機械において、前記ツールホルダ内に設けられ、前記作動軸部材の原点位置を検出する位置検出センサと、
前記ツールホルダに着脱自在であり、前記位置検出センサからの信号を受けて前記作動軸部材が原点位置に配置されたか否かを表示する表示部と、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項1】
スピンドルと一体的に回転可能なツールホルダと、
一端が前記ツールホルダに固着される一方、他端に道具が取り付けられる開放端部を形成するリング形状を有する弾性ホルダ部と、
端部が前記弾性ホルダ部の軸方向外方の突出するとともに、前記ツールホルダに対して相対的に軸方向に移動可能な作動軸部材と、
前記作動軸部材に連結され、前記作動軸部材の移動動作を、前記開放端部の径方向の拡縮動作に変換させる変換機構と、
前記作動軸部材を前記軸方向に移動させる移動機構と、
を備え、
前記移動機構は、前記作動軸部材に設けられる第1ピストンを有する油圧アクチュエータと、
前記油圧アクチュエータに油圧経路を介して連通するとともに、前記第1ピストンよりも小径な第2ピストンを設け、前記第2ピストンの移動作用下に前記第1ピストンを前記軸方向に移動させる油圧発生部と、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項2】
請求項1記載の作業機械において、前記油圧発生部は、前記ツールホルダの外部から前記第2ピストンを押圧するために、前記第2ピストンに設けられる押圧部と、
前記押圧部を前記ツールホルダの外部に向かって付勢するスプリングと、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項3】
請求項1又は2記載の作業機械において、前記油圧アクチュエータは、前記第1ピストンにより分割される第1油圧室及び第2油圧室を有し、
前記油圧発生部は、第1の前記油圧経路を介して前記第1油圧室に連通し、前記作動軸部材を前記軸方向の一方に移動させる第1の油圧発生部と、
第2の前記油圧経路を介して前記第2油圧室に連通し、前記作動軸部材を前記軸方向の他方に移動させる第2の油圧発生部と、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項4】
請求項3記載の作業機械において、前記第1油圧室及び前記第2油圧室は、第1の油圧路及び第2の油圧路を介して油タンクに連通するとともに、
第1の前記油圧路は、第1の前記油圧発生部が操作される際に閉塞される一方、
第2の前記油圧路は、第2の前記油圧発生部が操作される際に閉塞されることを特徴とする位置補正機能付き作業機械。
【請求項5】
請求項1〜4のいずれか1項に記載の作業機械において、前記変換機構は、前記弾性ホルダ部の内方に配置され、前記弾性ホルダ部の軸方向に進退することにより前記開放端部を径方向に拡縮自在なテーパ部材を備え、
前記テーパ部材は、断面円形状又は断面矩形状を有することを特徴とする位置補正機能付き作業機械。
【請求項6】
請求項1〜5のいずれか1項に記載の作業機械において、前記油圧発生部を外部から操作する操作機構を備え、
前記操作機構は、前記第2ピストンを押圧する押圧部材と、
前記押圧部材を前記第2ピストンに向かって付勢するスプリングと、
を備えることを特徴とする位置補正機能付き作業機械。
【請求項7】
請求項1〜6のいずれか1項に記載の作業機械において、前記ツールホルダ内に設けられ、前記作動軸部材の原点位置を検出する位置検出センサと、
前記ツールホルダに着脱自在であり、前記位置検出センサからの信号を受けて前記作動軸部材が原点位置に配置されたか否かを表示する表示部と、
を備えることを特徴とする位置補正機能付き作業機械。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−247319(P2010−247319A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2009−117014(P2009−117014)
【出願日】平成21年4月16日(2009.4.16)
【出願人】(000102865)エヌティーエンジニアリング株式会社 (13)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成21年4月16日(2009.4.16)
【出願人】(000102865)エヌティーエンジニアリング株式会社 (13)
【Fターム(参考)】
[ Back to top ]