
作業検査方法と作業装置
【課題】製品における多数の対象部分をロボットと人とで検査する場合に、ロボットによる作業と人による検査を、効率よく行え、かつ、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えるようにする。
【解決手段】ステップS1において、ロボットは、製品における多数の対象部分に対して順番に作業を行う。ステップS1が進行している時に、ステップS2において、ステップS1でロボットによる作業が行われた各対象部分を、人が検査する。ステップS3において、ステップS1で作業が行われた対象部分の数が、ステップS2で検査された対象部分の数よりも、第1の設定数だけ多くなったら、ステップS1の作業を停止する。
【解決手段】ステップS1において、ロボットは、製品における多数の対象部分に対して順番に作業を行う。ステップS1が進行している時に、ステップS2において、ステップS1でロボットによる作業が行われた各対象部分を、人が検査する。ステップS3において、ステップS1で作業が行われた対象部分の数が、ステップS2で検査された対象部分の数よりも、第1の設定数だけ多くなったら、ステップS1の作業を停止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製品における多数の対象部分に対して、ロボットによる作業と人による検査を行う作業検査方法に関する。また、本発明は、製品における多数の対象部分に対して、ロボットによる作業と人による検査とを並行して行うための作業装置に関する。
【背景技術】
【0002】
製品における多数の対象部分に対して、1つずつ順番に、ロボットによる作業と人による検査を行う場合がある。
1つの対象部分に対してロボットが作業を行い、次に、この対象部分を人が検査する。
その後、次の対象部分に対してロボットが作業を行い、次に、この対象部分を人が検査する。
すべての対象部分に対して、ロボットによる作業と人による検査が終わるまで、上述の作業と検査を繰り返す。
【0003】
上述のような作業と検査が行われる製品には、例えば、蒸気発生装置や熱交換機の管板がある。この場合、対象部分は、管板の各貫通孔に取り付けられたチューブである。管板は、例えば下記の特許文献1に記載されている。なお、後述する本発明の実施形態に関連して、チューブを管板に自動で溶接する装置が、下記の特許文献2に記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許3889925号
【特許文献2】特開平7−314133号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上述した方法では、人による検査が、効率の向上を妨げる要因になってしまう。ロボットによる作業は、自動で行われるので、作業に要する時間は一定である。これに対し、人による検査は、検査に要する時間が不定である。その結果、多数の対象部分に対して、ロボットによる作業と人による検査を行うと、人による検査が効率の向上を妨げてしまう。
【0006】
そのため、全ての対象部分に対して、まず、ロボットが作業を行い、その後、全ての対象部分を、人により検査することが考えられる。これにより、ロボットによる作業効率を高くすることができる。
この場合、多数の対象部分に対する作業が無駄になることがある。人による検査で、対象部分に対する作業の異常を発見した場合には、例えば、この対象部分に対するロボットによる作業をやり直す。従って、ロボットの作業に異常があった場合に、この異常を人による検査で確認せずに、全ての対象部分に対してロボットが作業を行うと、多数の対象部分に対して行った作業が無駄になる。
【0007】
そこで、本発明の目的は、製品における多数の対象部分をロボットと人とで検査する場合に、ロボットによる作業と人による検査を、効率よく行え、かつ、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えることができる作業検査方法と作業装置を提供することにある。
【課題を解決するための手段】
【0008】
上述した目的を達成するため、本発明によると、製品における多数の対象部分に対して、ロボットによる作業と人による検査を行う作業検査方法であって、
(A)ロボットは、多数の対象部分に対して順番に作業を行い、
(B)前記(A)が進行している時に、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
(C)前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)の作業を停止する、ことを特徴とする作業検査方法が提供される。
【0009】
本発明の好ましい実施形態によると、多数の対象部分は、蒸気発生装置または熱交換器における管板の多数の貫通孔にそれぞれ取り付けられた多数のチューブであり、
前記(A)において、ロボットは、チューブを管板に溶接する作業を行い、当該溶接の後に、ロボットは、当該溶接で形成された溶接部を撮像して画像データを取得するとともに、この画像データを表示装置に出力し、その後、次のチューブに対して溶接を開始し、
前記(B)では、人が、表示装置に表示された前記画像データを見て、前記溶接部が正常であるかを検査する。
【0010】
また、本発明の好ましい実施形態によると、前記(C)において、前記(A)を停止させた場合に、この状態で、前記(B)において、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
前記(A)で作業が行われた対象部分の数と、前記(B)で検査された対象部分の数との差が、第2の設定数以下になったら、前記(A)を再開させる。
【0011】
本発明の好ましい実施形態によると、前記(C)において、前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)を行うロボットの動作を停止させる指令を、人が入力装置を用いて入力し、これにより、前記(A)を停止させる。
【0012】
この場合、前記(C)において、前記(A)を停止させた場合に、この状態で、前記(B)において、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
前記(A)で作業が行われた対象部分の数と、前記(B)で検査された対象部分の数との差が、第2の設定数以下になったら、前記(A)を行うロボットの動作を再開させる指令を、人が入力装置を用いて入力し、これにより、前記(A)が再開されてよい。
【0013】
本発明の他の実施形態によると、ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
ロボットの動作を制御する制御装置により、作業数を計測し、
前記(B)において、人が、対象部分を検査したら、その旨の信号、または、検査数を示す信号を、入力装置を用いて前記制御装置に入力し、
前記(C)において、前記制御装置により、計測した作業数と入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットによる作業を停止させる。
【0014】
このように、前記(C)において、前記(A)を停止させた場合に、前記(B)において、人が、対象部分を検査したら、その旨の信号、または、検査数を示す信号を入力装置を用いて前記制御装置に入力し、
前記制御装置は、計測した作業数と、入力された信号による検査数との差が、第2の設定数以下になったと判断したら、前記(A)を行うロボットの動作を再開させ、これにより、前記(A)が再開されてよい。
【0015】
また、本発明によると、製品における多数の対象部分に対して、ロボットによる作業と人による検査とを並行して行うための作業装置であって、
製品における多数の対象部分に対して作業を行うロボットと、
ロボットの動作を制御する制御装置と、を備え、
制御装置は、多数の対象部分に対して順番に作業をロボットに行わせ、
ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
各対象部分について検査が行われた旨の信号、または、検査数を示す信号を制御装置に入力する入力装置をさらに備え、
制御装置は、作業数を計測し、計測した作業数と、入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットの作業を停止させる、ことを特徴とする作業装置が提供される。
【0016】
このように、制御装置は、ロボットの作業を停止させた場合に、その後、対象部分に検査が行われる度に、当該対象部分について検査が行われた旨の信号、または、検査数を示す信号を入力装置から受けると、計測した作業数と、入力された信号による検査数を比べ、
前記制御装置は、計測した作業数と、入力された信号による検査数との差が、第2の設定数以下になったと判断したら、対象部分に対する作業をロボットに再開させる。
【発明の効果】
【0017】
上述した本発明によると、ロボットによる対象部分の作業が進行している時に、ロボットによる作業が済んだ対象部分を人が検査するので、ロボットによる作業と人による検査を並行して行える。これにより、作業検査効率を向上させることができる。
【0018】
また、ロボットにより作業が行われた対象部分の数が、人により検査した対象部分の数よりも、第1の設定数だけ多くなったら、ロボットは作業を停止するので、ロボットによる作業が先行し過ぎることを防止できる。
これにより、次のように、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えることができる。人による検査で、対象部分の異常を発見した場合には、例えば、この対象部分に対するロボットによる作業をやり直す。ロボットによる作業が先行し過ぎた場合には、人による検査が済んでいない多数の対象部分で、ロボットにより行われた作業に異常があると、多数の対象部分に行われた作業が無駄になってしまう。そこで、本発明では、上述のように、ロボットによる作業が先行し過ぎることを防止するので、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えることができる。
【図面の簡単な説明】
【0019】
【図1】本発明の実施形態による作業検査方法の対象となり得る管板を示す。
【図2】本発明の実施形態による作業検査方法で用いられるロボットを示す。
【図3】本発明の実施形態による作業検査方法を示すフローチャートである。
【図4】本発明の実施形態による作業検査方法のタイムチャートである。
【発明を実施するための形態】
【0020】
本発明の好ましい実施形態を図面に基づいて説明する。なお、各図において共通する部分には同一の符号を付し、重複した説明を省略する。
【0021】
本発明による作業検査方法が行われる製品は、本実施形態では、蒸気発生装置または熱交換器の管板である。
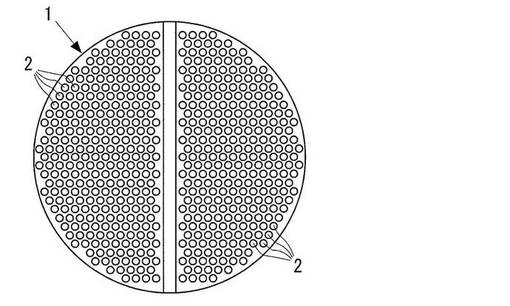
図1は、その厚み方向から見た管板1を示す。管板1は、図1のように、円板であり、多数の貫通孔2が形成されている。管板1の各貫通孔2には、チューブ3(後述の図2(B)を参照)が取り付けられている。一例では、管板1の直径は、約4mであり、管板1には、2万箇所を超える貫通孔2が形成されており、各貫通孔2の直径は、10〜30mmである。
【0022】
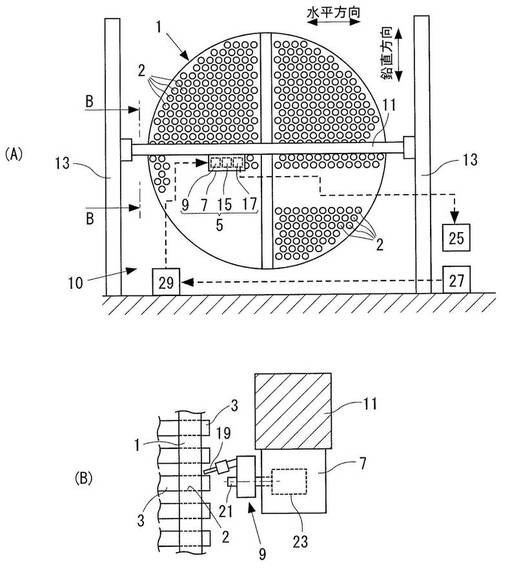
図2は、本発明の実施形態による作業検査方法で用いられる作業装置10を示す。
作業装置10は、製品における多数の対象部分3に対して作業を行うロボット5と、ロボット5の動作を制御する制御装置29と、制御装置29に信号(本実施形態では、後述の停止指令と再開指令)を入力する入力装置27とを備える。
【0023】
ロボット5は、本実施形態では、チューブ3を管板1に溶接する作業を行う。図2(B)は、図2(A)のB−B線矢視図である。なお、図2(A)では、チューブ3の図示を省略し、図2(B)では、チューブ3は、貫通孔2を貫通した状態で管板1に取り付けられている。
本実施形態では、ロボット5は、各貫通孔2に取り付けられたチューブ3に対して、チューブ3の位置の計測と、管板1へのチューブ3の溶接作業と、溶接部のビード形状の計測と、溶接部の撮像とを行う。
【0024】
ロボット5は、移動本体7と作業実行装置9を有する。
【0025】
移動本体7は、各対象部分(本実施形態では、チューブ3)に対向し、かつ、当該対象部分3の近傍の位置へ移動可能に構成されている。図2の例では、管板1の表面は、鉛直面となっている。移動本体7は、水平方向(図2(A)の左右方向)に延びる水平フレーム11に取り付けられ、水平フレーム11に対して水平方向に移動可能となっている。水平フレーム11の両端部は、それぞれ、鉛直方向(図2(A)の上下方向)に延びる1対の鉛直フレーム13に取り付けられている。水平フレーム11は、鉛直フレーム13に対し鉛直方向に移動可能となっている。
【0026】
作業実行装置9は、移動本体7に取り付けられている。移動本体7が、各対象部分3に位置決めされた状態で、作業実行装置9は、当該対象部分3に作業を行う。本実施形態では、作業実行装置9は、管板1の貫通孔2に取り付けられたチューブ3を管板1に溶接する作業を行う。
作業実行装置9は、図2(B)に示すように、溶接トーチ19と回転シャフト21とモータ23とを有する。溶接トーチ19は、回転シャフト21に固定されている。モータ23は、移動本体7に固定されており、回転シャフト21を回転駆動する。これにより、溶接トーチ19は、チューブ3の外周面に沿って移動して、チューブ3の外周面を管板に溶接する。このような構成は、例えば、特許文献2に記載されている。
【0027】
また、本実施形態では、移動本体7には、さらに、レーザ距離計15とカメラ17が設けられる。レーザ距離計15は、チューブ3の位置を計測する。また、レーザ距離計15は、作業実行装置9がチューブ3を管板1に溶接することにより形成された溶接部の溶接ビードの形状を計測する。カメラ17は、前記溶接部を撮像する。
【0028】
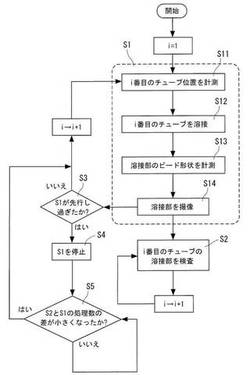
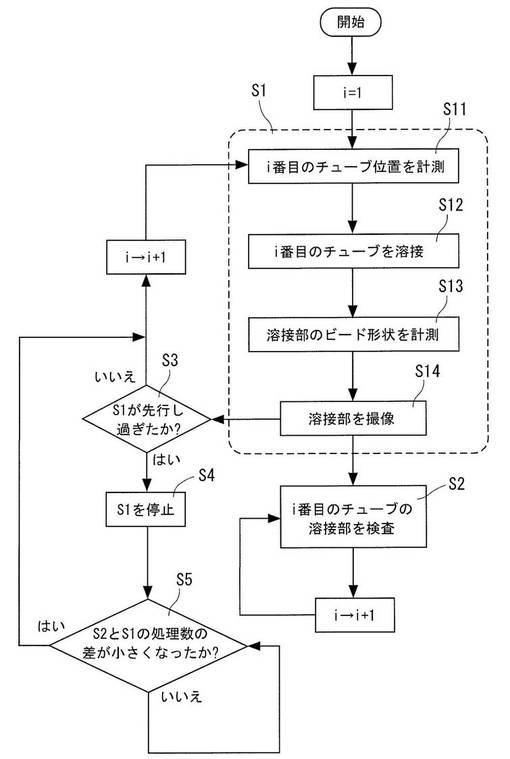
図3は、本発明の実施形態による作業検査方法を示すフローチャートである。
【0029】
この方法では、製品における多数の対象部分3に対して、ロボット5による作業と人による検査を行う。
【0030】
ステップS1において、ロボット5は、多数の対象部分に対して順番に作業を行う。本実施形態では、対象部分は、管板1の貫通孔2に取り付けられたチューブ3であり、ステップS1において、ロボット5の作業実行装置9が行う作業は、管板1へのチューブ3の溶接である。
【0031】
ステップS1において、ロボット5は、チューブ3を管板1に溶接する作業を行い、当該溶接の後に、当該溶接で形成された溶接部を撮像して画像データを取得するとともに、この画像データを表示装置25に出力する。
【0032】
ステップS1は、ステップS11〜S14からなる。
ステップS11では、移動本体7は、レーザ距離計15がi番目のチューブ3の位置を計測できる既知の位置へ移動する。ステップS11では、さらに、この状態で、レーザ距離計15は、i番目のチューブ3の位置を計測する。
ステップS12では、この計測位置に基づいて、移動本体7は、作業実行装置9がi番目のチューブ3を管板1に溶接できる位置に位置決めされる。ステップS12では、さらに、この状態で、作業実行装置9は、i番目のチューブ3を管板1に溶接する。
ステップS13では、移動本体7は、ステップS12の溶接により形成された溶接部のビード形状をレーザ距離計15が計測できる既知の位置へ移動する。ステップS13では、さらに、この状態で、レーザ距離計15は、前記溶接部のビード形状を計測する。
ステップS14では、移動本体7は、ステップS12の溶接により形成された溶接部をカメラ17が撮像できる既知の位置へ移動する。ステップS14では、さらに、この状態で、カメラ17は、この溶接部を撮像する。
このようなステップS1は、制御装置29が、ロボット5の移動本体7、作業実行装置9、レーザ距離計15およびカメラ17を制御することによりなされる。
【0033】
ステップS14を終えたら、ステップS2を行うとともに、ステップS3を行う。
【0034】
ステップS2では、ステップS14で、i番目のチューブ3の溶接部が撮像されることにより得られた画像を、人が目視で検査する。これにより、人が、i番目のチューブ3の溶接部が正常であるかを確認する。本実施形態では、ステップS14での撮像で得られた画像データが、カメラ17から表示装置25へ出力されて、表示装置25により表示される。ステップS2では、人は、このように表示された画像データ上の溶接部を見て溶接部が正常であるかを検査する。
【0035】
ステップS2を終えたら、iの数を1つだけ増やして、ステップS2へ戻る。これによって、(i+1)番目のチューブ3の溶接部に対して、上述のステップS2を行う。このようにして、ステップS2を繰り返す。なお、最初に、ステップS2を行う時には、i=1である。
【0036】
一方、ステップS3では、ステップS1で作業(溶接)が行われたチューブ3の数が、ステップS2で検査されたチューブ3の数よりも、第1の設定数(例えば、5)だけ多くなったかを判断する。
この判断は、次のように人が行ってよい。ロボット5の制御装置29は、ロボット5が作業(溶接)を行った対象部分(チューブ)3の数を計測する。制御装置29は、この計測数が増える度に、増えた計測数を表示装置25に出力する。これにより、表示装置25は、この計測数を表示する。人は、表示された計測数と、検査した対象部分3の数を比べて、ステップS3の判断をする。
なお、制御装置29は、ロボット3に対して出力した動作指令に基づいて、ロボット3の動作を認識することにより、作業を行った対象部分3の数を計測することができる。または、制御装置29は、ロボット3の位置と姿勢を計測することにより、作業を行った対象部分3の数を計測することができる。
【0037】
この判断が、「いいえ」である場合には、iの数を1つだけ増やして、ステップS11へ戻る。これによって、(i+1)番目のチューブ3に対して、上述のステップS11〜S14を行う。なお、最初に、ステップS1を行う時には、i=1である。
従って、2回目以降のステップS1は、ステップS2と並行して行われる。すなわち、ステップS1が進行している時に、ステップS2において、ステップS1で作業実行装置9による作業(溶接)が行われた対象部分3(チューブ3の溶接部)を人が検査する。
【0038】
ステップS3の判断が、「はい」である場合には、ステップS4へ進み、その一方で、ステップS2を継続させる。すなわち、ステップS2では、ステップS1でロボット5による溶接が行われた各チューブ3を、人が継続して検査する。
【0039】
ステップS4では、ステップS1を停止する。すなわち、ステップS1を行うロボット5の動作を停止させる停止指令を、人が入力装置27を用いて入力し、これにより、ステップS1を一時的に停止させる。その後、ステップS5へ進む。一方、ステップS2は継続して行われる。
なお、前記停止指令は、入力装置27により制御装置29に入力される。これにより、制御装置29は、ロボット5の動作を停止させる。
【0040】
ステップS5では、ステップS1で溶接が行われたチューブ3の数と、ステップS2で検査されたチューブ3の数との差が、第2の設定数(例えば、ゼロまたは2)以下になったかを判断する。例えば、人が、表示装置25に表示された前記計測数と、検査した対象部分3の数を比べて、ステップS5の判断をする。
【0041】
この判断が、「はい」の場合には、ステップS1を行うロボット5の動作を再開させる再開指令を、人が入力装置27を用いて入力する。これにより、ステップS1が再開される。すなわち、iの数を1つだけ増やして、ステップS11へ戻り、(i+1)番目のチューブ3に対して、上述のステップS11〜S14を再開する。なお、前記再開指令は、入力装置27により制御装置29に入力される。これにより、制御装置29は、ロボット5の動作を再開させ、上述したステップS1の動作をロボット5が行うようにロボット5を制御する。
【0042】
ステップS5の判断が、「いいえ」である場合には、再び、ステップS5を行う。
【0043】
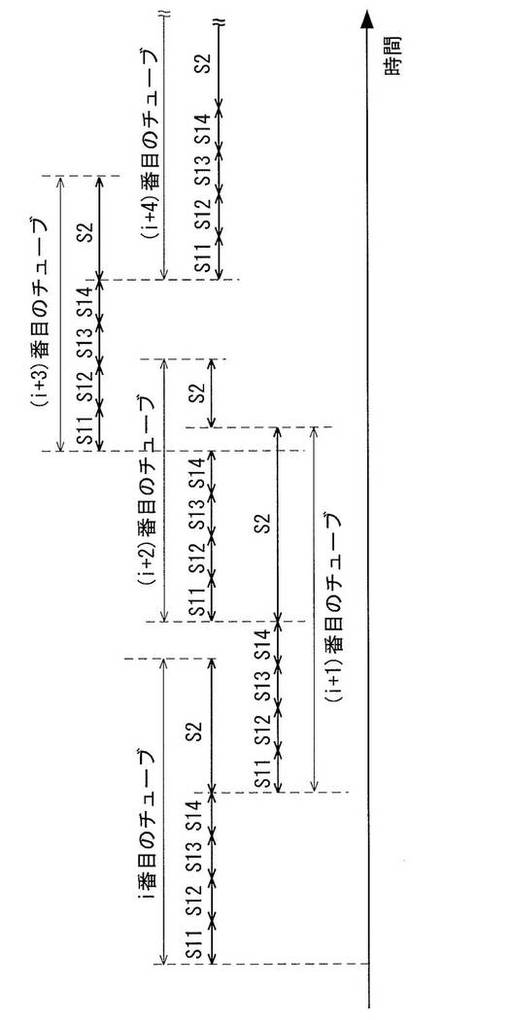
図4は、上述した作業検査方法のタイムチャートである。図4において、横軸は時間を示す。図4において、S11、S12、S13、S14、S2は、それぞれ、上述したステップS11、S12、S13、S14、S2の所要時間を示す。各チューブ3について、ステップS11、S12、S13、S14は、レーザ距離計15と作業実行装置9とカメラ17により自動で行われるので、ステップS11、S12、S13、S14の所要時間は一定である。一方、ステップS2は、人により行われるので、ステップS2の所要時間は不定である。
また、(i+1)番目のチューブ3について、ステップS14が終了した時点で、i番目のチューブ3についてステップS2が完了しているので、ステップS2は、ステップS14の直後に開始されている。(i+3)番目と(i+4)番目のチューブ3も同様である。一方、(i+2)番目のチューブ3について、ステップS14が終了した時点で、(i+1)番目のチューブ3についてステップS2が完了していないので、ステップS2は、(i+1)番目のチューブ3についてステップS2が完了した直後に開始されている。
【0044】
本発明は上述した実施の形態に限定されず、本発明の要旨を逸脱しない範囲で種々変更を加え得ることは勿論である。例えば、以下の変更例1、2のいずれかを採用してもよく、変更例1、2を組み合わせて採用してもよい。この場合、以下で説明しない他の点は、上述と同じである。
【0045】
(変更例1)
上述では、対象部分3は、製品としての管板1に取り付けられたチューブ3であり、対象部分に対する作業は、溶接であったが、対象部分は、他の製品の部分であってもよく、対象部分に対する作業も、他の作業であってよい。この場合、本発明の作業検査方法は、上述と同様に、次のように行われる。ステップS3において、ステップS1で作業が行われた対象部分の数が、ステップS2で検査された対象部分の数よりも、第1の設定数だけ多くなったら、ステップS1を行うロボットの動作を停止させる指令を、人が入力装置27を用いて入力する。これにより、ステップS1を停止させる。この状態で、ステップS2において、ステップS1でロボットによる作業が行われた各対象部分を、人が検査し、ステップS1で作業が行われた対象部分の数と、ステップS2で検査された対象部分の数との差が、第2の設定数以下になったら、ステップS1を行うロボットの動作を再開させる指令を、人が入力装置27を用いて入力する。これにより、ステップS1が再開される。他の点は、上述と同じである、
【0046】
(変更例2)
ステップS3とステップS5の判断を、人の代わりに、制御装置29が行うようにしてもよい。このような判断は、次のように行われる。
【0047】
ロボット5の制御装置29は、ロボット5が作業(溶接)を行った対象部分(チューブ)3の数を計測する。すなわち、制御装置29は、ステップS1が行われた対象部分3の数(以下、作業数という)を計測する。
【0048】
一方、ステップS2において、人が、1つの対象部分(チューブ)3を検査したら、その旨を示す信号を入力装置27を用いて制御装置29に入力し、これにより、制御装置29は、ステップS2で検査された対象部分3の数(以下、検査数という)を計測する。
このように、入力装置27は、各対象部分3について検査が行われた旨の信号を制御装置29に入力し、制御装置29は、当該信号に基づいて検査数を計測する。これにより、制御装置29は、当該信号による検査数を得る。
【0049】
ステップS2は、次のように行われてもよい。人が、1つの対象部分(チューブ)3を検査するとともに、検査した対象部分3の検査数を数える。ステップS2において、人は、数えた検査数を示す信号を、入力装置27を用いて制御装置29に入力する。
このように、入力装置27は、検査数を示す信号を制御装置29に入力する。
【0050】
これにより、ステップS3では、制御装置29により、計測した作業数と、入力装置27により入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボット5による作業を停止させる。すなわち、ステップS3からステップS4へ進む。そうでない場合には、ステップS3からステップS1へ戻る。
【0051】
ステップS4において、制御装置29が、ロボットによる作業を停止させた場合には、この状態で、ステップS2において、ステップS1でロボット5による作業が行われた各対象部分3を、継続して人が検査する。人は、このように対象部分3を検査する度に、上述と同様に、入力装置27を用いて、当該対象部分3について検査が行われた旨の信号、または、検査数を示す信号を制御装置29に入力する。すなわち、人は、1つの対象部分3を検査したら、上述と同様に、その旨を示す信号を、入力装置27を用いて制御装置29に入力し、これにより、制御装置29は、上述の検査数を計測する。代わりに、人は、1つの対象部分3を検査したら、上述と同様に、検査数を数え、数えた検査数を示す信号を、入力装置27を用いて制御装置29に入力する。
このような処理を、ステップS5の判断が「はい」となるまで繰り返す。
【0052】
ステップS5において、制御装置29は、上述の作業数と上述の検査数との差が、第2の設定数以下になったと判断したら、ステップS1を行うロボット5の動作を再開させる。すなわち、ステップS5からステップS1へ戻る、これにより、ステップS1が再開される。
【0053】
上述のようにして、ステップS3とステップS5の判断を自動で行うことができる。従って、人は、ステップS1の進行状態を確認しなくてよい。
【符号の説明】
【0054】
1 管板、2 貫通孔、3 チューブ(対象部分)、5 ロボット、7 移動本体、9 作業実行装置、10 作業装置、11 水平フレーム、13 鉛直フレーム、15 レーザ距離計、17 カメラ、19 溶接トーチ、21 回転シャフト、23 モータ、25 表示装置、27 入力装置、29 制御装置
【技術分野】
【0001】
本発明は、製品における多数の対象部分に対して、ロボットによる作業と人による検査を行う作業検査方法に関する。また、本発明は、製品における多数の対象部分に対して、ロボットによる作業と人による検査とを並行して行うための作業装置に関する。
【背景技術】
【0002】
製品における多数の対象部分に対して、1つずつ順番に、ロボットによる作業と人による検査を行う場合がある。
1つの対象部分に対してロボットが作業を行い、次に、この対象部分を人が検査する。
その後、次の対象部分に対してロボットが作業を行い、次に、この対象部分を人が検査する。
すべての対象部分に対して、ロボットによる作業と人による検査が終わるまで、上述の作業と検査を繰り返す。
【0003】
上述のような作業と検査が行われる製品には、例えば、蒸気発生装置や熱交換機の管板がある。この場合、対象部分は、管板の各貫通孔に取り付けられたチューブである。管板は、例えば下記の特許文献1に記載されている。なお、後述する本発明の実施形態に関連して、チューブを管板に自動で溶接する装置が、下記の特許文献2に記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許3889925号
【特許文献2】特開平7−314133号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上述した方法では、人による検査が、効率の向上を妨げる要因になってしまう。ロボットによる作業は、自動で行われるので、作業に要する時間は一定である。これに対し、人による検査は、検査に要する時間が不定である。その結果、多数の対象部分に対して、ロボットによる作業と人による検査を行うと、人による検査が効率の向上を妨げてしまう。
【0006】
そのため、全ての対象部分に対して、まず、ロボットが作業を行い、その後、全ての対象部分を、人により検査することが考えられる。これにより、ロボットによる作業効率を高くすることができる。
この場合、多数の対象部分に対する作業が無駄になることがある。人による検査で、対象部分に対する作業の異常を発見した場合には、例えば、この対象部分に対するロボットによる作業をやり直す。従って、ロボットの作業に異常があった場合に、この異常を人による検査で確認せずに、全ての対象部分に対してロボットが作業を行うと、多数の対象部分に対して行った作業が無駄になる。
【0007】
そこで、本発明の目的は、製品における多数の対象部分をロボットと人とで検査する場合に、ロボットによる作業と人による検査を、効率よく行え、かつ、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えることができる作業検査方法と作業装置を提供することにある。
【課題を解決するための手段】
【0008】
上述した目的を達成するため、本発明によると、製品における多数の対象部分に対して、ロボットによる作業と人による検査を行う作業検査方法であって、
(A)ロボットは、多数の対象部分に対して順番に作業を行い、
(B)前記(A)が進行している時に、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
(C)前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)の作業を停止する、ことを特徴とする作業検査方法が提供される。
【0009】
本発明の好ましい実施形態によると、多数の対象部分は、蒸気発生装置または熱交換器における管板の多数の貫通孔にそれぞれ取り付けられた多数のチューブであり、
前記(A)において、ロボットは、チューブを管板に溶接する作業を行い、当該溶接の後に、ロボットは、当該溶接で形成された溶接部を撮像して画像データを取得するとともに、この画像データを表示装置に出力し、その後、次のチューブに対して溶接を開始し、
前記(B)では、人が、表示装置に表示された前記画像データを見て、前記溶接部が正常であるかを検査する。
【0010】
また、本発明の好ましい実施形態によると、前記(C)において、前記(A)を停止させた場合に、この状態で、前記(B)において、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
前記(A)で作業が行われた対象部分の数と、前記(B)で検査された対象部分の数との差が、第2の設定数以下になったら、前記(A)を再開させる。
【0011】
本発明の好ましい実施形態によると、前記(C)において、前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)を行うロボットの動作を停止させる指令を、人が入力装置を用いて入力し、これにより、前記(A)を停止させる。
【0012】
この場合、前記(C)において、前記(A)を停止させた場合に、この状態で、前記(B)において、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
前記(A)で作業が行われた対象部分の数と、前記(B)で検査された対象部分の数との差が、第2の設定数以下になったら、前記(A)を行うロボットの動作を再開させる指令を、人が入力装置を用いて入力し、これにより、前記(A)が再開されてよい。
【0013】
本発明の他の実施形態によると、ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
ロボットの動作を制御する制御装置により、作業数を計測し、
前記(B)において、人が、対象部分を検査したら、その旨の信号、または、検査数を示す信号を、入力装置を用いて前記制御装置に入力し、
前記(C)において、前記制御装置により、計測した作業数と入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットによる作業を停止させる。
【0014】
このように、前記(C)において、前記(A)を停止させた場合に、前記(B)において、人が、対象部分を検査したら、その旨の信号、または、検査数を示す信号を入力装置を用いて前記制御装置に入力し、
前記制御装置は、計測した作業数と、入力された信号による検査数との差が、第2の設定数以下になったと判断したら、前記(A)を行うロボットの動作を再開させ、これにより、前記(A)が再開されてよい。
【0015】
また、本発明によると、製品における多数の対象部分に対して、ロボットによる作業と人による検査とを並行して行うための作業装置であって、
製品における多数の対象部分に対して作業を行うロボットと、
ロボットの動作を制御する制御装置と、を備え、
制御装置は、多数の対象部分に対して順番に作業をロボットに行わせ、
ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
各対象部分について検査が行われた旨の信号、または、検査数を示す信号を制御装置に入力する入力装置をさらに備え、
制御装置は、作業数を計測し、計測した作業数と、入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットの作業を停止させる、ことを特徴とする作業装置が提供される。
【0016】
このように、制御装置は、ロボットの作業を停止させた場合に、その後、対象部分に検査が行われる度に、当該対象部分について検査が行われた旨の信号、または、検査数を示す信号を入力装置から受けると、計測した作業数と、入力された信号による検査数を比べ、
前記制御装置は、計測した作業数と、入力された信号による検査数との差が、第2の設定数以下になったと判断したら、対象部分に対する作業をロボットに再開させる。
【発明の効果】
【0017】
上述した本発明によると、ロボットによる対象部分の作業が進行している時に、ロボットによる作業が済んだ対象部分を人が検査するので、ロボットによる作業と人による検査を並行して行える。これにより、作業検査効率を向上させることができる。
【0018】
また、ロボットにより作業が行われた対象部分の数が、人により検査した対象部分の数よりも、第1の設定数だけ多くなったら、ロボットは作業を停止するので、ロボットによる作業が先行し過ぎることを防止できる。
これにより、次のように、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えることができる。人による検査で、対象部分の異常を発見した場合には、例えば、この対象部分に対するロボットによる作業をやり直す。ロボットによる作業が先行し過ぎた場合には、人による検査が済んでいない多数の対象部分で、ロボットにより行われた作業に異常があると、多数の対象部分に行われた作業が無駄になってしまう。そこで、本発明では、上述のように、ロボットによる作業が先行し過ぎることを防止するので、異常が生じた場合に、行われた作業が無駄になる対象部分の数を抑えることができる。
【図面の簡単な説明】
【0019】
【図1】本発明の実施形態による作業検査方法の対象となり得る管板を示す。
【図2】本発明の実施形態による作業検査方法で用いられるロボットを示す。
【図3】本発明の実施形態による作業検査方法を示すフローチャートである。
【図4】本発明の実施形態による作業検査方法のタイムチャートである。
【発明を実施するための形態】
【0020】
本発明の好ましい実施形態を図面に基づいて説明する。なお、各図において共通する部分には同一の符号を付し、重複した説明を省略する。
【0021】
本発明による作業検査方法が行われる製品は、本実施形態では、蒸気発生装置または熱交換器の管板である。
図1は、その厚み方向から見た管板1を示す。管板1は、図1のように、円板であり、多数の貫通孔2が形成されている。管板1の各貫通孔2には、チューブ3(後述の図2(B)を参照)が取り付けられている。一例では、管板1の直径は、約4mであり、管板1には、2万箇所を超える貫通孔2が形成されており、各貫通孔2の直径は、10〜30mmである。
【0022】
図2は、本発明の実施形態による作業検査方法で用いられる作業装置10を示す。
作業装置10は、製品における多数の対象部分3に対して作業を行うロボット5と、ロボット5の動作を制御する制御装置29と、制御装置29に信号(本実施形態では、後述の停止指令と再開指令)を入力する入力装置27とを備える。
【0023】
ロボット5は、本実施形態では、チューブ3を管板1に溶接する作業を行う。図2(B)は、図2(A)のB−B線矢視図である。なお、図2(A)では、チューブ3の図示を省略し、図2(B)では、チューブ3は、貫通孔2を貫通した状態で管板1に取り付けられている。
本実施形態では、ロボット5は、各貫通孔2に取り付けられたチューブ3に対して、チューブ3の位置の計測と、管板1へのチューブ3の溶接作業と、溶接部のビード形状の計測と、溶接部の撮像とを行う。
【0024】
ロボット5は、移動本体7と作業実行装置9を有する。
【0025】
移動本体7は、各対象部分(本実施形態では、チューブ3)に対向し、かつ、当該対象部分3の近傍の位置へ移動可能に構成されている。図2の例では、管板1の表面は、鉛直面となっている。移動本体7は、水平方向(図2(A)の左右方向)に延びる水平フレーム11に取り付けられ、水平フレーム11に対して水平方向に移動可能となっている。水平フレーム11の両端部は、それぞれ、鉛直方向(図2(A)の上下方向)に延びる1対の鉛直フレーム13に取り付けられている。水平フレーム11は、鉛直フレーム13に対し鉛直方向に移動可能となっている。
【0026】
作業実行装置9は、移動本体7に取り付けられている。移動本体7が、各対象部分3に位置決めされた状態で、作業実行装置9は、当該対象部分3に作業を行う。本実施形態では、作業実行装置9は、管板1の貫通孔2に取り付けられたチューブ3を管板1に溶接する作業を行う。
作業実行装置9は、図2(B)に示すように、溶接トーチ19と回転シャフト21とモータ23とを有する。溶接トーチ19は、回転シャフト21に固定されている。モータ23は、移動本体7に固定されており、回転シャフト21を回転駆動する。これにより、溶接トーチ19は、チューブ3の外周面に沿って移動して、チューブ3の外周面を管板に溶接する。このような構成は、例えば、特許文献2に記載されている。
【0027】
また、本実施形態では、移動本体7には、さらに、レーザ距離計15とカメラ17が設けられる。レーザ距離計15は、チューブ3の位置を計測する。また、レーザ距離計15は、作業実行装置9がチューブ3を管板1に溶接することにより形成された溶接部の溶接ビードの形状を計測する。カメラ17は、前記溶接部を撮像する。
【0028】
図3は、本発明の実施形態による作業検査方法を示すフローチャートである。
【0029】
この方法では、製品における多数の対象部分3に対して、ロボット5による作業と人による検査を行う。
【0030】
ステップS1において、ロボット5は、多数の対象部分に対して順番に作業を行う。本実施形態では、対象部分は、管板1の貫通孔2に取り付けられたチューブ3であり、ステップS1において、ロボット5の作業実行装置9が行う作業は、管板1へのチューブ3の溶接である。
【0031】
ステップS1において、ロボット5は、チューブ3を管板1に溶接する作業を行い、当該溶接の後に、当該溶接で形成された溶接部を撮像して画像データを取得するとともに、この画像データを表示装置25に出力する。
【0032】
ステップS1は、ステップS11〜S14からなる。
ステップS11では、移動本体7は、レーザ距離計15がi番目のチューブ3の位置を計測できる既知の位置へ移動する。ステップS11では、さらに、この状態で、レーザ距離計15は、i番目のチューブ3の位置を計測する。
ステップS12では、この計測位置に基づいて、移動本体7は、作業実行装置9がi番目のチューブ3を管板1に溶接できる位置に位置決めされる。ステップS12では、さらに、この状態で、作業実行装置9は、i番目のチューブ3を管板1に溶接する。
ステップS13では、移動本体7は、ステップS12の溶接により形成された溶接部のビード形状をレーザ距離計15が計測できる既知の位置へ移動する。ステップS13では、さらに、この状態で、レーザ距離計15は、前記溶接部のビード形状を計測する。
ステップS14では、移動本体7は、ステップS12の溶接により形成された溶接部をカメラ17が撮像できる既知の位置へ移動する。ステップS14では、さらに、この状態で、カメラ17は、この溶接部を撮像する。
このようなステップS1は、制御装置29が、ロボット5の移動本体7、作業実行装置9、レーザ距離計15およびカメラ17を制御することによりなされる。
【0033】
ステップS14を終えたら、ステップS2を行うとともに、ステップS3を行う。
【0034】
ステップS2では、ステップS14で、i番目のチューブ3の溶接部が撮像されることにより得られた画像を、人が目視で検査する。これにより、人が、i番目のチューブ3の溶接部が正常であるかを確認する。本実施形態では、ステップS14での撮像で得られた画像データが、カメラ17から表示装置25へ出力されて、表示装置25により表示される。ステップS2では、人は、このように表示された画像データ上の溶接部を見て溶接部が正常であるかを検査する。
【0035】
ステップS2を終えたら、iの数を1つだけ増やして、ステップS2へ戻る。これによって、(i+1)番目のチューブ3の溶接部に対して、上述のステップS2を行う。このようにして、ステップS2を繰り返す。なお、最初に、ステップS2を行う時には、i=1である。
【0036】
一方、ステップS3では、ステップS1で作業(溶接)が行われたチューブ3の数が、ステップS2で検査されたチューブ3の数よりも、第1の設定数(例えば、5)だけ多くなったかを判断する。
この判断は、次のように人が行ってよい。ロボット5の制御装置29は、ロボット5が作業(溶接)を行った対象部分(チューブ)3の数を計測する。制御装置29は、この計測数が増える度に、増えた計測数を表示装置25に出力する。これにより、表示装置25は、この計測数を表示する。人は、表示された計測数と、検査した対象部分3の数を比べて、ステップS3の判断をする。
なお、制御装置29は、ロボット3に対して出力した動作指令に基づいて、ロボット3の動作を認識することにより、作業を行った対象部分3の数を計測することができる。または、制御装置29は、ロボット3の位置と姿勢を計測することにより、作業を行った対象部分3の数を計測することができる。
【0037】
この判断が、「いいえ」である場合には、iの数を1つだけ増やして、ステップS11へ戻る。これによって、(i+1)番目のチューブ3に対して、上述のステップS11〜S14を行う。なお、最初に、ステップS1を行う時には、i=1である。
従って、2回目以降のステップS1は、ステップS2と並行して行われる。すなわち、ステップS1が進行している時に、ステップS2において、ステップS1で作業実行装置9による作業(溶接)が行われた対象部分3(チューブ3の溶接部)を人が検査する。
【0038】
ステップS3の判断が、「はい」である場合には、ステップS4へ進み、その一方で、ステップS2を継続させる。すなわち、ステップS2では、ステップS1でロボット5による溶接が行われた各チューブ3を、人が継続して検査する。
【0039】
ステップS4では、ステップS1を停止する。すなわち、ステップS1を行うロボット5の動作を停止させる停止指令を、人が入力装置27を用いて入力し、これにより、ステップS1を一時的に停止させる。その後、ステップS5へ進む。一方、ステップS2は継続して行われる。
なお、前記停止指令は、入力装置27により制御装置29に入力される。これにより、制御装置29は、ロボット5の動作を停止させる。
【0040】
ステップS5では、ステップS1で溶接が行われたチューブ3の数と、ステップS2で検査されたチューブ3の数との差が、第2の設定数(例えば、ゼロまたは2)以下になったかを判断する。例えば、人が、表示装置25に表示された前記計測数と、検査した対象部分3の数を比べて、ステップS5の判断をする。
【0041】
この判断が、「はい」の場合には、ステップS1を行うロボット5の動作を再開させる再開指令を、人が入力装置27を用いて入力する。これにより、ステップS1が再開される。すなわち、iの数を1つだけ増やして、ステップS11へ戻り、(i+1)番目のチューブ3に対して、上述のステップS11〜S14を再開する。なお、前記再開指令は、入力装置27により制御装置29に入力される。これにより、制御装置29は、ロボット5の動作を再開させ、上述したステップS1の動作をロボット5が行うようにロボット5を制御する。
【0042】
ステップS5の判断が、「いいえ」である場合には、再び、ステップS5を行う。
【0043】
図4は、上述した作業検査方法のタイムチャートである。図4において、横軸は時間を示す。図4において、S11、S12、S13、S14、S2は、それぞれ、上述したステップS11、S12、S13、S14、S2の所要時間を示す。各チューブ3について、ステップS11、S12、S13、S14は、レーザ距離計15と作業実行装置9とカメラ17により自動で行われるので、ステップS11、S12、S13、S14の所要時間は一定である。一方、ステップS2は、人により行われるので、ステップS2の所要時間は不定である。
また、(i+1)番目のチューブ3について、ステップS14が終了した時点で、i番目のチューブ3についてステップS2が完了しているので、ステップS2は、ステップS14の直後に開始されている。(i+3)番目と(i+4)番目のチューブ3も同様である。一方、(i+2)番目のチューブ3について、ステップS14が終了した時点で、(i+1)番目のチューブ3についてステップS2が完了していないので、ステップS2は、(i+1)番目のチューブ3についてステップS2が完了した直後に開始されている。
【0044】
本発明は上述した実施の形態に限定されず、本発明の要旨を逸脱しない範囲で種々変更を加え得ることは勿論である。例えば、以下の変更例1、2のいずれかを採用してもよく、変更例1、2を組み合わせて採用してもよい。この場合、以下で説明しない他の点は、上述と同じである。
【0045】
(変更例1)
上述では、対象部分3は、製品としての管板1に取り付けられたチューブ3であり、対象部分に対する作業は、溶接であったが、対象部分は、他の製品の部分であってもよく、対象部分に対する作業も、他の作業であってよい。この場合、本発明の作業検査方法は、上述と同様に、次のように行われる。ステップS3において、ステップS1で作業が行われた対象部分の数が、ステップS2で検査された対象部分の数よりも、第1の設定数だけ多くなったら、ステップS1を行うロボットの動作を停止させる指令を、人が入力装置27を用いて入力する。これにより、ステップS1を停止させる。この状態で、ステップS2において、ステップS1でロボットによる作業が行われた各対象部分を、人が検査し、ステップS1で作業が行われた対象部分の数と、ステップS2で検査された対象部分の数との差が、第2の設定数以下になったら、ステップS1を行うロボットの動作を再開させる指令を、人が入力装置27を用いて入力する。これにより、ステップS1が再開される。他の点は、上述と同じである、
【0046】
(変更例2)
ステップS3とステップS5の判断を、人の代わりに、制御装置29が行うようにしてもよい。このような判断は、次のように行われる。
【0047】
ロボット5の制御装置29は、ロボット5が作業(溶接)を行った対象部分(チューブ)3の数を計測する。すなわち、制御装置29は、ステップS1が行われた対象部分3の数(以下、作業数という)を計測する。
【0048】
一方、ステップS2において、人が、1つの対象部分(チューブ)3を検査したら、その旨を示す信号を入力装置27を用いて制御装置29に入力し、これにより、制御装置29は、ステップS2で検査された対象部分3の数(以下、検査数という)を計測する。
このように、入力装置27は、各対象部分3について検査が行われた旨の信号を制御装置29に入力し、制御装置29は、当該信号に基づいて検査数を計測する。これにより、制御装置29は、当該信号による検査数を得る。
【0049】
ステップS2は、次のように行われてもよい。人が、1つの対象部分(チューブ)3を検査するとともに、検査した対象部分3の検査数を数える。ステップS2において、人は、数えた検査数を示す信号を、入力装置27を用いて制御装置29に入力する。
このように、入力装置27は、検査数を示す信号を制御装置29に入力する。
【0050】
これにより、ステップS3では、制御装置29により、計測した作業数と、入力装置27により入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボット5による作業を停止させる。すなわち、ステップS3からステップS4へ進む。そうでない場合には、ステップS3からステップS1へ戻る。
【0051】
ステップS4において、制御装置29が、ロボットによる作業を停止させた場合には、この状態で、ステップS2において、ステップS1でロボット5による作業が行われた各対象部分3を、継続して人が検査する。人は、このように対象部分3を検査する度に、上述と同様に、入力装置27を用いて、当該対象部分3について検査が行われた旨の信号、または、検査数を示す信号を制御装置29に入力する。すなわち、人は、1つの対象部分3を検査したら、上述と同様に、その旨を示す信号を、入力装置27を用いて制御装置29に入力し、これにより、制御装置29は、上述の検査数を計測する。代わりに、人は、1つの対象部分3を検査したら、上述と同様に、検査数を数え、数えた検査数を示す信号を、入力装置27を用いて制御装置29に入力する。
このような処理を、ステップS5の判断が「はい」となるまで繰り返す。
【0052】
ステップS5において、制御装置29は、上述の作業数と上述の検査数との差が、第2の設定数以下になったと判断したら、ステップS1を行うロボット5の動作を再開させる。すなわち、ステップS5からステップS1へ戻る、これにより、ステップS1が再開される。
【0053】
上述のようにして、ステップS3とステップS5の判断を自動で行うことができる。従って、人は、ステップS1の進行状態を確認しなくてよい。
【符号の説明】
【0054】
1 管板、2 貫通孔、3 チューブ(対象部分)、5 ロボット、7 移動本体、9 作業実行装置、10 作業装置、11 水平フレーム、13 鉛直フレーム、15 レーザ距離計、17 カメラ、19 溶接トーチ、21 回転シャフト、23 モータ、25 表示装置、27 入力装置、29 制御装置
【特許請求の範囲】
【請求項1】
製品における多数の対象部分に対して、ロボットによる作業と人による検査を行う作業検査方法であって、
(A)ロボットは、多数の対象部分に対して順番に作業を行い、
(B)前記(A)が進行している時に、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
(C)前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)の作業を停止する、ことを特徴とする作業検査方法。
【請求項2】
多数の対象部分は、蒸気発生装置または熱交換器における管板の多数の貫通孔にそれぞれ取り付けられた多数のチューブであり、
前記(A)において、ロボットは、チューブを管板に溶接する作業を行い、当該溶接の後に、ロボットは、当該溶接で形成された溶接部を撮像して画像データを取得するとともに、この画像データを表示装置に出力し、その後、次のチューブに対して溶接を開始し、
前記(B)では、人が、表示装置に表示された前記画像データを見て、前記溶接部が正常であるかを検査する、ことを特徴とする請求項1に記載の作業検査方法。
【請求項3】
前記(C)において、前記(A)を停止させた場合に、この状態で、前記(B)において、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
前記(A)で作業が行われた対象部分の数と、前記(B)で検査された対象部分の数との差が、第2の設定数以下になったら、前記(A)を再開させる、ことを特徴とする請求項1または2に記載の作業検査方法。
【請求項4】
前記(C)において、前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)を行うロボットの動作を停止させる指令を、人が入力装置を用いて入力し、これにより、前記(A)を停止させる、ことを特徴とする請求項1、2または3に記載の作業検査方法。
【請求項5】
ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
ロボットの動作を制御する制御装置により、作業数を計測し、
前記(B)において、人が、対象部分を検査したら、その旨の信号、または、検査数を示す信号を、入力装置を用いて前記制御装置に入力し、
前記(C)において、前記制御装置により、計測した作業数と入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットによる作業を停止させる、ことを特徴とする請求項1、2または3に記載の作業検査方法。
【請求項6】
製品における多数の対象部分に対して、ロボットによる作業と人による検査とを並行して行うための作業装置であって、
製品における多数の対象部分に対して作業を行うロボットと、
ロボットの動作を制御する制御装置と、を備え、
制御装置は、多数の対象部分に対して順番に作業をロボットに行わせ、
ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
各対象部分について検査が行われた旨の信号、または、検査数を示す信号を制御装置に入力する入力装置をさらに備え、
制御装置は、作業数を計測し、計測した作業数と、入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットの作業を停止させる、ことを特徴とする作業装置。
【請求項1】
製品における多数の対象部分に対して、ロボットによる作業と人による検査を行う作業検査方法であって、
(A)ロボットは、多数の対象部分に対して順番に作業を行い、
(B)前記(A)が進行している時に、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
(C)前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)の作業を停止する、ことを特徴とする作業検査方法。
【請求項2】
多数の対象部分は、蒸気発生装置または熱交換器における管板の多数の貫通孔にそれぞれ取り付けられた多数のチューブであり、
前記(A)において、ロボットは、チューブを管板に溶接する作業を行い、当該溶接の後に、ロボットは、当該溶接で形成された溶接部を撮像して画像データを取得するとともに、この画像データを表示装置に出力し、その後、次のチューブに対して溶接を開始し、
前記(B)では、人が、表示装置に表示された前記画像データを見て、前記溶接部が正常であるかを検査する、ことを特徴とする請求項1に記載の作業検査方法。
【請求項3】
前記(C)において、前記(A)を停止させた場合に、この状態で、前記(B)において、前記(A)でロボットによる作業が行われた各対象部分を、人が検査し、
前記(A)で作業が行われた対象部分の数と、前記(B)で検査された対象部分の数との差が、第2の設定数以下になったら、前記(A)を再開させる、ことを特徴とする請求項1または2に記載の作業検査方法。
【請求項4】
前記(C)において、前記(A)で作業が行われた対象部分の数が、前記(B)で検査された対象部分の数よりも、第1の設定数だけ多くなったら、前記(A)を行うロボットの動作を停止させる指令を、人が入力装置を用いて入力し、これにより、前記(A)を停止させる、ことを特徴とする請求項1、2または3に記載の作業検査方法。
【請求項5】
ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
ロボットの動作を制御する制御装置により、作業数を計測し、
前記(B)において、人が、対象部分を検査したら、その旨の信号、または、検査数を示す信号を、入力装置を用いて前記制御装置に入力し、
前記(C)において、前記制御装置により、計測した作業数と入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットによる作業を停止させる、ことを特徴とする請求項1、2または3に記載の作業検査方法。
【請求項6】
製品における多数の対象部分に対して、ロボットによる作業と人による検査とを並行して行うための作業装置であって、
製品における多数の対象部分に対して作業を行うロボットと、
ロボットの動作を制御する制御装置と、を備え、
制御装置は、多数の対象部分に対して順番に作業をロボットに行わせ、
ロボットにより作業が行われた対象部分の数を作業数とし、ロボットにより作業が行われ、かつ、当該作業の後に検査された対象部分の数を検査数とし、
各対象部分について検査が行われた旨の信号、または、検査数を示す信号を制御装置に入力する入力装置をさらに備え、
制御装置は、作業数を計測し、計測した作業数と、入力された信号による検査数とを比べることにより、作業数が、検査数よりも第1の設定数だけ多くなったと判断したら、ロボットの作業を停止させる、ことを特徴とする作業装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−86135(P2013−86135A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−229499(P2011−229499)
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]