
光ファイバ型線状発光体

【課題】 高い発光輝度を保ちつつ光源からの距離によって発光量に大きなバラツキが生じることもない発光バランスに優れた光ファイバ型線状発光体を提供すること。
【解決手段】 透明樹脂材料から成る棒状体であって、空気よりも屈折率が大きいコア層1と;このコア層1を被覆する半透明樹脂材料から成るシース体であって、コア層1よりも屈折率が小さく、かつ、空気よりも屈折率が大きいクラッド層2とを含んで構成される光ファイバ型線状発光体において、
前記コア層1に屈折率が1.45〜1.60のアクリル系樹脂を、クラッド層2に屈折率が1.35〜1.45の樹脂を使用すると共に、コア層1とクラッド層2の屈折率差が0.01〜0.15となるように双方の材料を選択し、更にクラッド層2の最大厚みを0.1〜1.0mm、可視光線の全光線透過率を60%以上、ヘイズ値を20%〜90%とした。
【解決手段】 透明樹脂材料から成る棒状体であって、空気よりも屈折率が大きいコア層1と;このコア層1を被覆する半透明樹脂材料から成るシース体であって、コア層1よりも屈折率が小さく、かつ、空気よりも屈折率が大きいクラッド層2とを含んで構成される光ファイバ型線状発光体において、
前記コア層1に屈折率が1.45〜1.60のアクリル系樹脂を、クラッド層2に屈折率が1.35〜1.45の樹脂を使用すると共に、コア層1とクラッド層2の屈折率差が0.01〜0.15となるように双方の材料を選択し、更にクラッド層2の最大厚みを0.1〜1.0mm、可視光線の全光線透過率を60%以上、ヘイズ値を20%〜90%とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、線状発光体の改良、詳しくは、安全性に優れるだけでなく、イルミネーション等で全体を湾曲させて使用することができ、しかも、全体の発光バランスにも優れた光ファイバ型線状発光体に関するものである。
【背景技術】
【0002】
周知のとおり、光ファイバは、電気通信分野などにおいて光伝送用のライトガイド(導光材)として広く利用されているが、近年では、照明分野においても、コア径の大きいプラスチック製光ファイバがLED等の光源と組み合わせて電飾等の線状発光体として利用されている。
【0003】
また、上記照明用の光ファイバに関しては、空気との屈折率差が大きいコア単体だと、側面から漏れ出る光の量が僅かになって充分な輝度を得られないため、コアの外側にコアよりも屈折率の小さいクラッドを設けて入射光の散乱を促すことによりファイバ側面の発光量を確保している。
【0004】
ちなみに、光伝送用の光ファイバも、コアとクラッドを備えた構造となっているが、これは入射光の成分の内、進路がコアの軸方向に近い光のみを長距離伝送するために、コアに斜めに入射した光をクラッドを通して最外層の被覆材に吸収させるためであり、両者の目的は異なる。
【0005】
また、照明分野においては、従来からネオン管や蛍光菅などが線状発光体として看板やイルミネーションに利用されてきたが、これらは放電を利用したガス放電管の一種であるため、破損等により火災が起こる危険性があり、またガラス管の破片によって怪我をする危険もあった。
【0006】
しかも、ガラス管から構成される線状発光体は、プラスチックのような可撓性を有しないため、文字や図柄が予め決まっている看板等の用途では問題ないものの、装飾する物体に合わせて発光体を湾曲させるようなイルミネーションの用途では使い勝手が悪く、利用先が限定されてしまっていた。
【0007】
一方、照明用の光ファイバとしては、入射光の散乱を促進するために二酸化チタン等の光散乱粒子をコアやクラッドに添加したもの(特許文献1,2参照)や、コアとクラッドの界面、またはクラッドの外周面に凹凸を設けて光の散乱性を向上させたものが既に公知となっている(特許文献3,4参照)。
【0008】
しかしながら、上記従来の光ファイバは、発光性と導光性のバランスが悪かったため、例えば、発光性が高過ぎて光源に近い場所と遠い場所で発光量に大きな差が出たり、逆に導光性が良過ぎて全体の発光量が小さくなったりする等、全体的な発光バランスに改善の余地があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−321444号公報
【特許文献2】特開2002−202415号公報
【特許文献3】特開2003−196150号公報
【特許文献4】特開平8−15527号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
そこで本発明は、上記の如き問題に鑑みて為されたものであり、その目的とするところは、火事等の危険がなく、イルミネーション等で全体を湾曲させて使用することができ、しかも、高い発光輝度を保ちつつ光源からの距離によって発光量に大きなバラツキが生じることもない発光バランスに優れた光ファイバ型線状発光体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者が上記課題を解決するために採用した手段は次のとおりである。
【0012】
即ち、本発明は、透明樹脂材料から成る棒状体であって、空気よりも屈折率が大きいコア層1と;このコア層1を被覆する半透明樹脂材料から成るシース体であって、コア層1よりも屈折率が小さく、かつ、空気よりも屈折率が大きいクラッド層2とを含んで構成される光ファイバ型線状発光体において、
前記コア層1に屈折率が1.45〜1.60のアクリル系樹脂を、クラッド層2に屈折率が1.35〜1.45の樹脂を使用すると共に、コア層1とクラッド層2の屈折率差が0.01〜0.15となるように双方の材料を選択し、更にクラッド層2の最大厚みを0.1〜1.0mm、可視光線の全光線透過率を60%以上、ヘイズ値を20%〜90%とした点に特徴がある。
【0013】
また、上記ヘイズ値は、クラッド層2の外周面に、軸方向に亙って径方向の断面が凹凸となるように溝部21及び突条部22を設けて向上させることができ、また他にも、クラッド層2に対して、透明樹脂材料を100重量部とした場合に0.1〜5重量部の光散乱粒子を添加して光散乱性を高めることができる。
【0014】
また更に、クラッド層2の外周面に溝部21を形成する場合には、光散乱性を高めるために溝部21の深さを、クラッド層2の厚みの半分よりも大きく、かつ、クラッド層の厚みよりも小さく設定するのが好ましい。
【0015】
一方、溝部21の形状については、所定のヘイズ値を得るために角度が25〜35°のV字状とするのが好ましく、また溝部21の数や配置についても、溝部21・21…を周方向に5〜20°の間隔で設けるのが好ましい。
【0016】
また、上記コア層1に成形温度が190〜250℃のアクリル系樹脂を使用すると共に、クラッド層2に成形温度が230〜300℃のフッ素系樹脂を使用すれば、線状発光体を共押出成形により製造することが可能となる。
【0017】
そして、線状発光体を共押出成形により製造する場合には、クラッド層2のフッ素樹脂に、成形面および機能面で諸条件の揃ったヘキサフルオロプロピレンとテトラフルオロエチレンとエチレンの共重合体、又はエチレンとテトラフルオロエチレンの共重合体を使用することができる。
【0018】
他方また、上記クラッド層2の最大厚みについては、クラッド層2の外周面に凹凸を設ける場合にも、またクラッド層2に光散乱粒子を添加する場合にも、全光線透過率とヘイズ値を両立するために0.1〜0.5mmとするのが好ましい。
【0019】
また、上記クラッド層2については、透明な内側層Pと光散乱(光拡散反射)粒子が添加された半透明状の外側層Qとを有する多層構造とすることにより、光源L近くで外側層Qまで到達した光の一部を光散乱粒子で反射して一旦内側のコア層1へと戻すことができるため、光源Lから離れた場所までより多くの光を導くことができる。そしてこれにより、光源Lに近い場所での発光量が抑えられて光源Lから離れた場所での発光量が増大するため、線状発光体F全体の発光バランスを改善できる。なお、上記「光散乱粒子」とは、衝突した光を四方に反射させる(拡散反射させる)粒子を指す。
【0020】
そしてまた、上記コア層1の断面形状を半円状または半楕円状とすれば、フラット面側に曲げやすくなるため、線状発光体Fを壁面や被装飾物の曲面に沿って固定し易くなる。またその際、フラット面に両面テープを貼り付ければ、施工性は一層向上する。
【0021】
また更に、上記コア層1の断面形状を、平面部を有する半円状、扇状または矩形状とした上で、コア層1の平面部とクラッド層2との間に、白色または銀色の不透明樹脂から成る光反射層3を設けることにより、光反射層3を形成していない面からの発光量を増大することもできる。
【0022】
また、上記のように光反射層3によって線状発光体の所定方向への発光量を増大させる場合には、コア層1とクラッド層2の間でなくコア層1の平面部を被覆するクラッド層2の外側に光反射層3を設けることもできる。
【発明の効果】
【0023】
本発明では、コアとクラッドに所定の屈折率の樹脂材料を選択すると共に、クラッドを所定の厚みで形成し、更に可視光線の全光線透過率とヘイズ値を所定の値に設定したことにより、光源からの距離による発光量のバラツキを、全体の発光輝度を低下させることなく解消することが可能となった。
【0024】
なお、線状発光体の長さについては、光源の種類(LEDやキセノンランプ等)や出力に合わせた長さに調整する必要があるが、一般的なLEDランプを使用する場合には、少なくとも1メートル程度の長さまでは上記効果を得ることができる。
【0025】
また、本発明の線状発光体は、火事や怪我等の危険もないため、室内や車内のイルミネーションに問題なく使用することができ、しかも、プラスチック製光ファイバの可撓性を利用すれば、イルミネーション等で線状発光体を曲げて使用することもできる。
【0026】
したがって、本発明により、基本的な発光性能に優れるだけでなく、イルミネーションを含めた様々な照明用途に使用することのできる光ファイバ型線状発光体を提供できることから、本発明の実用的利用価値は頗る高い。
【図面の簡単な説明】
【0027】
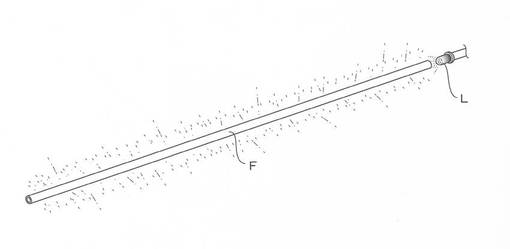
【図1】本発明の実施例1における線状発光体を表わす全体斜視図である。
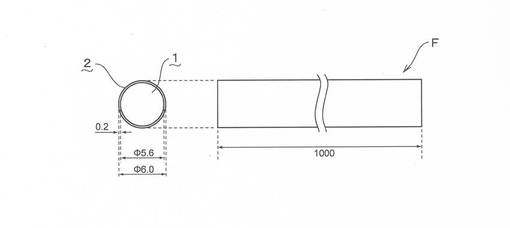
【図2】本発明の実施例1における線状発光体の寸法を示す側面図である。
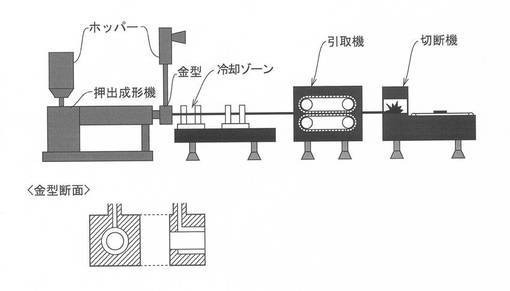
【図3】本発明の実施例1における線状発光体の製造工程を表す工程説明図である。
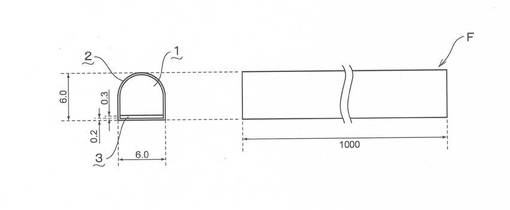
【図4】本発明の実施例4における線状発光体を表す側面図である。
【図5】本発明の実施例5における線状発光体を表す側面図である。
【図6】本発明の実施例6における線状発光体を表す側面図である。
【図7】本発明の実施例7における線状発光体を表す側面図である。
【図8】本発明の実施例9における線状発光体を表す側面図である。
【発明を実施するための形態】
【0028】
『実施例1』
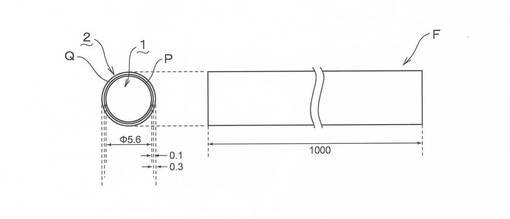
本発明の実施例1について、図1および図2に基いて説明する。なお同図において、符号1で指示するものは、コア層であり、符号2で指示するものは、クラッド層である。
【0029】
[線状発光体の構成]
まず実施例1では、光源Lに固定して使用する線状発光体Fにおいて、コア層1(透明樹脂材料から成る棒状体)に、屈折率1.49のPMMA(ポリメタクリル酸メチル)を使用すると共に、クラッド層2(半透明樹脂材料から成るシース体)に、屈折率1.38のEFEP(ヘキサフルオロプロピレンとテトラフルオロエチレンとエチレンの共重合体)を使用した(図1、図2参照)。
【0030】
また、コア層1とクラッド層2から成る線状発光体Fを共押出成形によって製造できるように、コア層1とクラッド層2の樹脂材料にアクリル樹脂とフッ素樹脂の中でも成形温度が近いもの(PMMAの成形温度:210℃、EFEPの成形温度:240℃)を選択した。
【0031】
そして寸法に関しては、コア層1の直径を5.6mm、クラッド層2の厚みを0.2mmとして、コア層1とクラッド層2から成る線状発光体Fの直径が6.0mmとなるようにした。また本実施例では、線状発光体Fの全長を1000mmとした。
【0032】
一方、機能面に関しては、コア層1を可視光線の全光線透過率を93%とし、またクラッド層2も全光線透過率を90%、ヘイズ値を平均36%(無作為に3点を測定)とした。なお、クラッド層2のヘイズ値については選択する材料や層の厚みによって変動する。
【0033】
そして、上記のように構成した線状発光体Fを、LEDを使用した光源Lに固定して光を入射したところ、線状発光体Fの側面から充分な発光輝度を得ることができた。また軸方向に発光輝度の大きなムラを生じることなくバランス良く線状発光体Fを側面発光させることができた。
【0034】
[線状発光体の製造方法]
次に、上記線状発光体の製造方法について図3に基いて簡単に説明する。まず、押出成形を行う前に樹脂材料の内、PMMAのみを乾燥させる。そして、乾燥させたPMMAとEFEPとを押出成形機の各ホッパーに投入し、コア層1とクラッド層2の共押出成形を行う。
【0035】
その後、金型から押し出されたコア層1とクラッド層2を、引取機で引き取りながら押出成形機と引取機の中間にある冷却ゾーンで冷却して、コア層1とクラッド層2を一体となった状態で固め、最後に、引取機から出てきたコア層1とクラッド層2から成る線状発光体Fを切断機によって所定長さ(1000mm)に切断する。
【0036】
『実施例2』
次に、本発明の実施例2について、以下に説明する。この実施例2では、実施例1の線状発光体Fのクラッド層2の厚みを0.5mmに変更し、クラッド層2のヘイズ値が平均43%(無作為に3点を測定)となるようにした。そして、この線状発光体Fの発光性能について測定を行ったところ、実用レベルの発光バランスが得られた。
【0037】
『実施例3』
次に、本発明の実施例3について、以下に説明する。この実施例3では、実施例1の線状発光体Fのクラッド層2の材料を、EFEPからETFE(エチレンとテトラフルオロエチレンの共重合体)に変更すると共に、クラッド層2の厚みを0.3mmに変更した。また本実施例におけるクラッド層2のヘイズ値は35.3%、全光線透過率は95.2%であった。
【0038】
そして、上記線状発光体Fについて発光性能を調べたところ、全体を通して実施例1及び2以上の発光量が得られた。また、発光バランスについても実施例1及び2と同様に良好であった。
【0039】
『実施例4』
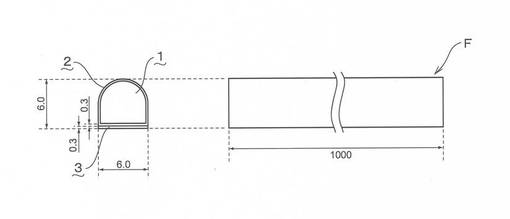
次に、本発明の実施例4について、図4に基いて説明する。なお図中において、符号3で指示するものは光反射層3である。この実施例4では、コア層1及び厚み0.2mmのクラッド層2からなる線状発光体Fの断面形状を、幅6.0mm・高さ6.0mmの半楕円状(かまぼこ状)とした。
【0040】
そして更に、本実施例では、上記線状発光体Fの平面部におけるコア層1とクラッド層2の間に白色の不透明樹脂から成る厚み0.3mmの光反射層3を設けた。これにより、光反射層3のない反対側のクラッド層2からの発光量が実施例1〜3の線状発光体Fと比較して格段に増大した。
【0041】
ちなみに本実施例では、上記光反射層3に白色顔料(二酸化チタン)を1.2wt%添加した着色EFEP(ヘイズ値:100.6%,全光線透過率:14.46%)を使用しているが、全反射率の高い材料であれば、着色EFEPでなくとも他の着色樹脂や金属材料(例えば、アルミニウムなど)を使用することもできる。
【0042】
但し、本実施例のように光反射層3に熱可塑性樹脂(EFEPやETFE等)を使用した方が、3色押出成形によって製造を行えるため、製造効率が良い。また光反射層3については、本実施例のような断面形状が半楕円状のコア層1以外にも、一部に平面部を有するものであれば断面形状が半円状や扇状または矩形状のコア層1にも採用できる。
【0043】
『実施例5』
次に、本発明の実施例5について、図5に基いて以下に説明する。この実施例5では、実施例3のクラッド層2を、透明状の内側層P(ヘイズ値:2.6%,全光線透過率:95.2%)と光散乱粒子が添加された半透明状の外側層Q(ヘイズ値:88.42%,全光線透過率:64.41%)とから成る2層構造とした。
【0044】
また本実施例では、上記内側層PにETFEを使用して層の厚みを0.1mmとする一方、外側層Qには着色ETFEを使用して層の厚みを0.3mmとした。なお、着色ETFEについては、ETFEに二酸化チタンを光散乱粒子として0.2wt%添加して半透明状とした。
【0045】
そして本実施例の線状発光体Fの発光性能を調べたところ、光源Lに近い入射端部の発光量は実施例3の線状発光体Fと殆ど同じであるものの、光源Lから離れた部位の発光量が実施例3よりも多くなり全体的に明るくなった。これは、クラッド層2中を通過する光の一部が、外側層Qの光散乱粒子によって様々な方向に散乱するためと考えられる。
【0046】
『実施例6』
次に、本発明の実施例6について、図6に基いて以下に説明する。この実施例6では、実施例4のように光反射層3をコア層1とクラッド層2の間に設けず、コア層1の平面部を被覆するクラッド層2の外側に光反射層3を設けて線状発光体Fを構成した。
【0047】
また本実施例では、クラッド層2に二酸化チタンを光散乱粒子として0.2wt%添加した半透明状のETFE(ヘイズ値:88.42%,全光線透過率:64.41%)を使用し、光反射層3には、白色顔料(二酸化チタン)を1.2wt%添加して不透明状とした着色EFEP(ヘイズ値:100.6%,全光線透過率:14.46%)を使用した。また、クラッド層2と光反射層3の厚みは各々0.3mmとした。
【0048】
そして、上記線状発光体Fについて発光性能を調べたところ、実施例4の線状発光体Fと同じように特定方向(光反射層3が光を反射する方向)への発光量が光反射層3を有しないものと比較して格段に向上した。また、実施例4の線状発光体Fと比べても光源Lから遠い部位での発光量が増大し、発光バランスが改善された。
【0049】
『効果の実証試験』
以下の表1に、実施例から1〜6の線状発光体Fについて行った発光性能の試験結果を示す。なお、比較例Aは、クラッド層2にEFEPでなく屈折率1.54のLDPEを使用した線状発光体についての測定結果である。また、光源については、順電流IF=350mAで光束Φv=100lmの白色LEDを出力1000mWで使用した。
【表1】

【0050】
『実施例7』
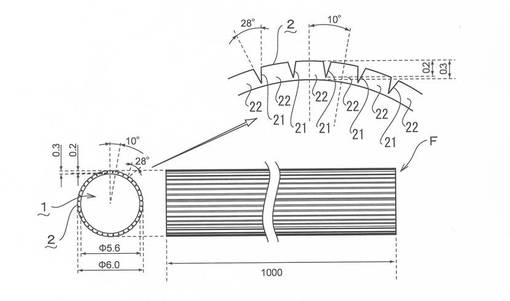
次に、本発明の実施例7について、図7に基いて以下に説明する。この実施例7では、クラッド層2の外周面に、軸方向に亙って径方向の断面が凹凸となるように溝部21及び突条部22を設け、この凹凸によって光の散乱性を向上させた。
【0051】
なお本実施例では、クラッド層2の最大厚みを0.3mmとし、クラッド層2の外周面に形成する溝部21を、深さを0.2mm、角度が28°のV字状を成す形状としている。また、溝部21・21…の間隔については、クラッド層2の周方向に10°間隔で設けている。
【0052】
ちなみに、上記クラッド層2に設ける溝部21については、クラッド層2の厚みの半分よりも大きく、かつ、クラッド層の厚みよりも小さい深さで設ければよく、V字の角度も25〜35°の範囲で変更することができる。また溝部21・21…の間隔についても、クラッド層2の周方向に5〜20°の間隔で設ければ充分な散乱性を得られる。
【0053】
『実施例8』
次に、本発明の実施例8について、以下に説明する。この実施例8では、クラッド層2に光散乱粒子を0.01〜5wt%添加した樹脂材料を使用して光散乱性を高めた(図示せず)。その他の寸法等の条件は実施例1と同様としたが、本実施例の線状発光体Fについても発光性能は良好であった。
【0054】
『実施例9』
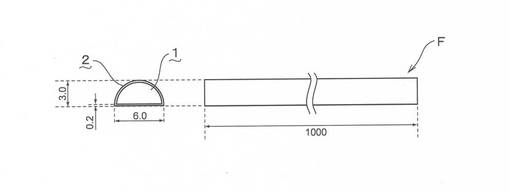
次に、本発明の実施例9について、図8に基いて以下に説明する。この実施例9では、コア層1及び厚み0.2mmのクラッド層2から成る線状発光体Fを断面形状が半円状(直径6.0mm)の棒体とした。これにより、線状発光体Fを平面側に屈曲させることが容易となるため、線状発光体Fを大きく曲げて使用することが可能となった。
【0055】
なお、本実施例における線状発光体Fと実施例1の線状発光体Fとの曲げ剛性の比較データを以下の表2に示す。この表2から断面形状を半円形とした本実施例の方が、円形断面の実施例1よりも曲げ剛性が8分の1程度に低減しているのが分かる。
【表2】
【0056】
また、本実施例のように線状発光体Fをフラット面を有する形状とすることにより、フラット面に両面テープを貼り付けて壁面や被装飾物に線状発光体Fを固定することも容易となるため、嵌め込み等を利用して固定する従来の線状発光体よりも施工性が格段に向上する。
【0057】
本発明は、概ね上記のように構成されるが、記載した実施例にのみ限定されるものではなく、「特許請求の範囲」の記載内において種々の変更が可能であって、例えば、コア層1には、屈折率が1.45〜1.60のアクリル系樹脂を使用することができ、ポリメタクリル酸メチルだけでなく、ポリメタクリル酸エチル、ポリメタクリル酸n−ブチル、ポリメタクリル酸イソブチル、ポリメタクリル酸t−ブチル、ポリメタクリル酸2−エチルヘキシルなどを挙げることができる。なお、その際には、クラッド層2との屈折率差が0.01〜0.15となるように材料を選択する。
【0058】
また、クラッド層2の材料についても、屈折率が1.35〜1.45の樹脂を使用することができ、EFEPやETFE等のフッ素樹脂だけでなく、その他の樹脂材料を使用することもできる。
【0059】
また、コア層1とクラッド層2の材料選択に関しては、コア層1に成形温度が190〜250℃のアクリル系樹脂を使用し、クラッド層2に成形温度が230〜300℃のフッ素系樹脂を使用すれば、共押出成形によって線状発光体Fの製造を行うことができる。
【0060】
そしてまた、クラッド層2の最大厚みは0.1〜1.0mmの範囲であれば、全光線透過率とヘイズ率を両立することができ、その際、クラッド層2の全光線透過率が80%以上、ヘイズ値が20%〜50%であれば、バランスの良い側面発光を得ることができる。
【0061】
また更に、多層構造のクラッド層2において、外側層Qの樹脂に添加する光散乱粒子に二酸化チタン以外の金属粒子や非金属の無機粒子を使用することもでき、またクラッド層2を内側層Pと外側層Qを含む3層以上の樹脂層から構成することもでき、何れのものも本発明の技術的範囲に属する。
【産業上の利用可能性】
【0062】
最近では、様々なイルミネーションや車内電飾を見かけることができるが、これらの電飾において線状の発光をLEDのみで表現しようとすると、沢山のLEDを並べる必要があったため、コストが高く付く問題があった。
【0063】
そのような中で、本発明の光ファイバ型線状発光体は、線状の発光を一つのLEDで表現することができ、しかも、発光性能にも優れた有用な技術であるため、その産業上の利用価値は非常に高い。
【符号の説明】
【0064】
1 コア層
2 クラッド層
21 溝部
22 突条部
3 光反射層
F 線状発光体
L 光源
P 内側層
Q 外側層
【技術分野】
【0001】
本発明は、線状発光体の改良、詳しくは、安全性に優れるだけでなく、イルミネーション等で全体を湾曲させて使用することができ、しかも、全体の発光バランスにも優れた光ファイバ型線状発光体に関するものである。
【背景技術】
【0002】
周知のとおり、光ファイバは、電気通信分野などにおいて光伝送用のライトガイド(導光材)として広く利用されているが、近年では、照明分野においても、コア径の大きいプラスチック製光ファイバがLED等の光源と組み合わせて電飾等の線状発光体として利用されている。
【0003】
また、上記照明用の光ファイバに関しては、空気との屈折率差が大きいコア単体だと、側面から漏れ出る光の量が僅かになって充分な輝度を得られないため、コアの外側にコアよりも屈折率の小さいクラッドを設けて入射光の散乱を促すことによりファイバ側面の発光量を確保している。
【0004】
ちなみに、光伝送用の光ファイバも、コアとクラッドを備えた構造となっているが、これは入射光の成分の内、進路がコアの軸方向に近い光のみを長距離伝送するために、コアに斜めに入射した光をクラッドを通して最外層の被覆材に吸収させるためであり、両者の目的は異なる。
【0005】
また、照明分野においては、従来からネオン管や蛍光菅などが線状発光体として看板やイルミネーションに利用されてきたが、これらは放電を利用したガス放電管の一種であるため、破損等により火災が起こる危険性があり、またガラス管の破片によって怪我をする危険もあった。
【0006】
しかも、ガラス管から構成される線状発光体は、プラスチックのような可撓性を有しないため、文字や図柄が予め決まっている看板等の用途では問題ないものの、装飾する物体に合わせて発光体を湾曲させるようなイルミネーションの用途では使い勝手が悪く、利用先が限定されてしまっていた。
【0007】
一方、照明用の光ファイバとしては、入射光の散乱を促進するために二酸化チタン等の光散乱粒子をコアやクラッドに添加したもの(特許文献1,2参照)や、コアとクラッドの界面、またはクラッドの外周面に凹凸を設けて光の散乱性を向上させたものが既に公知となっている(特許文献3,4参照)。
【0008】
しかしながら、上記従来の光ファイバは、発光性と導光性のバランスが悪かったため、例えば、発光性が高過ぎて光源に近い場所と遠い場所で発光量に大きな差が出たり、逆に導光性が良過ぎて全体の発光量が小さくなったりする等、全体的な発光バランスに改善の余地があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2000−321444号公報
【特許文献2】特開2002−202415号公報
【特許文献3】特開2003−196150号公報
【特許文献4】特開平8−15527号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
そこで本発明は、上記の如き問題に鑑みて為されたものであり、その目的とするところは、火事等の危険がなく、イルミネーション等で全体を湾曲させて使用することができ、しかも、高い発光輝度を保ちつつ光源からの距離によって発光量に大きなバラツキが生じることもない発光バランスに優れた光ファイバ型線状発光体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者が上記課題を解決するために採用した手段は次のとおりである。
【0012】
即ち、本発明は、透明樹脂材料から成る棒状体であって、空気よりも屈折率が大きいコア層1と;このコア層1を被覆する半透明樹脂材料から成るシース体であって、コア層1よりも屈折率が小さく、かつ、空気よりも屈折率が大きいクラッド層2とを含んで構成される光ファイバ型線状発光体において、
前記コア層1に屈折率が1.45〜1.60のアクリル系樹脂を、クラッド層2に屈折率が1.35〜1.45の樹脂を使用すると共に、コア層1とクラッド層2の屈折率差が0.01〜0.15となるように双方の材料を選択し、更にクラッド層2の最大厚みを0.1〜1.0mm、可視光線の全光線透過率を60%以上、ヘイズ値を20%〜90%とした点に特徴がある。
【0013】
また、上記ヘイズ値は、クラッド層2の外周面に、軸方向に亙って径方向の断面が凹凸となるように溝部21及び突条部22を設けて向上させることができ、また他にも、クラッド層2に対して、透明樹脂材料を100重量部とした場合に0.1〜5重量部の光散乱粒子を添加して光散乱性を高めることができる。
【0014】
また更に、クラッド層2の外周面に溝部21を形成する場合には、光散乱性を高めるために溝部21の深さを、クラッド層2の厚みの半分よりも大きく、かつ、クラッド層の厚みよりも小さく設定するのが好ましい。
【0015】
一方、溝部21の形状については、所定のヘイズ値を得るために角度が25〜35°のV字状とするのが好ましく、また溝部21の数や配置についても、溝部21・21…を周方向に5〜20°の間隔で設けるのが好ましい。
【0016】
また、上記コア層1に成形温度が190〜250℃のアクリル系樹脂を使用すると共に、クラッド層2に成形温度が230〜300℃のフッ素系樹脂を使用すれば、線状発光体を共押出成形により製造することが可能となる。
【0017】
そして、線状発光体を共押出成形により製造する場合には、クラッド層2のフッ素樹脂に、成形面および機能面で諸条件の揃ったヘキサフルオロプロピレンとテトラフルオロエチレンとエチレンの共重合体、又はエチレンとテトラフルオロエチレンの共重合体を使用することができる。
【0018】
他方また、上記クラッド層2の最大厚みについては、クラッド層2の外周面に凹凸を設ける場合にも、またクラッド層2に光散乱粒子を添加する場合にも、全光線透過率とヘイズ値を両立するために0.1〜0.5mmとするのが好ましい。
【0019】
また、上記クラッド層2については、透明な内側層Pと光散乱(光拡散反射)粒子が添加された半透明状の外側層Qとを有する多層構造とすることにより、光源L近くで外側層Qまで到達した光の一部を光散乱粒子で反射して一旦内側のコア層1へと戻すことができるため、光源Lから離れた場所までより多くの光を導くことができる。そしてこれにより、光源Lに近い場所での発光量が抑えられて光源Lから離れた場所での発光量が増大するため、線状発光体F全体の発光バランスを改善できる。なお、上記「光散乱粒子」とは、衝突した光を四方に反射させる(拡散反射させる)粒子を指す。
【0020】
そしてまた、上記コア層1の断面形状を半円状または半楕円状とすれば、フラット面側に曲げやすくなるため、線状発光体Fを壁面や被装飾物の曲面に沿って固定し易くなる。またその際、フラット面に両面テープを貼り付ければ、施工性は一層向上する。
【0021】
また更に、上記コア層1の断面形状を、平面部を有する半円状、扇状または矩形状とした上で、コア層1の平面部とクラッド層2との間に、白色または銀色の不透明樹脂から成る光反射層3を設けることにより、光反射層3を形成していない面からの発光量を増大することもできる。
【0022】
また、上記のように光反射層3によって線状発光体の所定方向への発光量を増大させる場合には、コア層1とクラッド層2の間でなくコア層1の平面部を被覆するクラッド層2の外側に光反射層3を設けることもできる。
【発明の効果】
【0023】
本発明では、コアとクラッドに所定の屈折率の樹脂材料を選択すると共に、クラッドを所定の厚みで形成し、更に可視光線の全光線透過率とヘイズ値を所定の値に設定したことにより、光源からの距離による発光量のバラツキを、全体の発光輝度を低下させることなく解消することが可能となった。
【0024】
なお、線状発光体の長さについては、光源の種類(LEDやキセノンランプ等)や出力に合わせた長さに調整する必要があるが、一般的なLEDランプを使用する場合には、少なくとも1メートル程度の長さまでは上記効果を得ることができる。
【0025】
また、本発明の線状発光体は、火事や怪我等の危険もないため、室内や車内のイルミネーションに問題なく使用することができ、しかも、プラスチック製光ファイバの可撓性を利用すれば、イルミネーション等で線状発光体を曲げて使用することもできる。
【0026】
したがって、本発明により、基本的な発光性能に優れるだけでなく、イルミネーションを含めた様々な照明用途に使用することのできる光ファイバ型線状発光体を提供できることから、本発明の実用的利用価値は頗る高い。
【図面の簡単な説明】
【0027】
【図1】本発明の実施例1における線状発光体を表わす全体斜視図である。
【図2】本発明の実施例1における線状発光体の寸法を示す側面図である。
【図3】本発明の実施例1における線状発光体の製造工程を表す工程説明図である。
【図4】本発明の実施例4における線状発光体を表す側面図である。
【図5】本発明の実施例5における線状発光体を表す側面図である。
【図6】本発明の実施例6における線状発光体を表す側面図である。
【図7】本発明の実施例7における線状発光体を表す側面図である。
【図8】本発明の実施例9における線状発光体を表す側面図である。
【発明を実施するための形態】
【0028】
『実施例1』
本発明の実施例1について、図1および図2に基いて説明する。なお同図において、符号1で指示するものは、コア層であり、符号2で指示するものは、クラッド層である。
【0029】
[線状発光体の構成]
まず実施例1では、光源Lに固定して使用する線状発光体Fにおいて、コア層1(透明樹脂材料から成る棒状体)に、屈折率1.49のPMMA(ポリメタクリル酸メチル)を使用すると共に、クラッド層2(半透明樹脂材料から成るシース体)に、屈折率1.38のEFEP(ヘキサフルオロプロピレンとテトラフルオロエチレンとエチレンの共重合体)を使用した(図1、図2参照)。
【0030】
また、コア層1とクラッド層2から成る線状発光体Fを共押出成形によって製造できるように、コア層1とクラッド層2の樹脂材料にアクリル樹脂とフッ素樹脂の中でも成形温度が近いもの(PMMAの成形温度:210℃、EFEPの成形温度:240℃)を選択した。
【0031】
そして寸法に関しては、コア層1の直径を5.6mm、クラッド層2の厚みを0.2mmとして、コア層1とクラッド層2から成る線状発光体Fの直径が6.0mmとなるようにした。また本実施例では、線状発光体Fの全長を1000mmとした。
【0032】
一方、機能面に関しては、コア層1を可視光線の全光線透過率を93%とし、またクラッド層2も全光線透過率を90%、ヘイズ値を平均36%(無作為に3点を測定)とした。なお、クラッド層2のヘイズ値については選択する材料や層の厚みによって変動する。
【0033】
そして、上記のように構成した線状発光体Fを、LEDを使用した光源Lに固定して光を入射したところ、線状発光体Fの側面から充分な発光輝度を得ることができた。また軸方向に発光輝度の大きなムラを生じることなくバランス良く線状発光体Fを側面発光させることができた。
【0034】
[線状発光体の製造方法]
次に、上記線状発光体の製造方法について図3に基いて簡単に説明する。まず、押出成形を行う前に樹脂材料の内、PMMAのみを乾燥させる。そして、乾燥させたPMMAとEFEPとを押出成形機の各ホッパーに投入し、コア層1とクラッド層2の共押出成形を行う。
【0035】
その後、金型から押し出されたコア層1とクラッド層2を、引取機で引き取りながら押出成形機と引取機の中間にある冷却ゾーンで冷却して、コア層1とクラッド層2を一体となった状態で固め、最後に、引取機から出てきたコア層1とクラッド層2から成る線状発光体Fを切断機によって所定長さ(1000mm)に切断する。
【0036】
『実施例2』
次に、本発明の実施例2について、以下に説明する。この実施例2では、実施例1の線状発光体Fのクラッド層2の厚みを0.5mmに変更し、クラッド層2のヘイズ値が平均43%(無作為に3点を測定)となるようにした。そして、この線状発光体Fの発光性能について測定を行ったところ、実用レベルの発光バランスが得られた。
【0037】
『実施例3』
次に、本発明の実施例3について、以下に説明する。この実施例3では、実施例1の線状発光体Fのクラッド層2の材料を、EFEPからETFE(エチレンとテトラフルオロエチレンの共重合体)に変更すると共に、クラッド層2の厚みを0.3mmに変更した。また本実施例におけるクラッド層2のヘイズ値は35.3%、全光線透過率は95.2%であった。
【0038】
そして、上記線状発光体Fについて発光性能を調べたところ、全体を通して実施例1及び2以上の発光量が得られた。また、発光バランスについても実施例1及び2と同様に良好であった。
【0039】
『実施例4』
次に、本発明の実施例4について、図4に基いて説明する。なお図中において、符号3で指示するものは光反射層3である。この実施例4では、コア層1及び厚み0.2mmのクラッド層2からなる線状発光体Fの断面形状を、幅6.0mm・高さ6.0mmの半楕円状(かまぼこ状)とした。
【0040】
そして更に、本実施例では、上記線状発光体Fの平面部におけるコア層1とクラッド層2の間に白色の不透明樹脂から成る厚み0.3mmの光反射層3を設けた。これにより、光反射層3のない反対側のクラッド層2からの発光量が実施例1〜3の線状発光体Fと比較して格段に増大した。
【0041】
ちなみに本実施例では、上記光反射層3に白色顔料(二酸化チタン)を1.2wt%添加した着色EFEP(ヘイズ値:100.6%,全光線透過率:14.46%)を使用しているが、全反射率の高い材料であれば、着色EFEPでなくとも他の着色樹脂や金属材料(例えば、アルミニウムなど)を使用することもできる。
【0042】
但し、本実施例のように光反射層3に熱可塑性樹脂(EFEPやETFE等)を使用した方が、3色押出成形によって製造を行えるため、製造効率が良い。また光反射層3については、本実施例のような断面形状が半楕円状のコア層1以外にも、一部に平面部を有するものであれば断面形状が半円状や扇状または矩形状のコア層1にも採用できる。
【0043】
『実施例5』
次に、本発明の実施例5について、図5に基いて以下に説明する。この実施例5では、実施例3のクラッド層2を、透明状の内側層P(ヘイズ値:2.6%,全光線透過率:95.2%)と光散乱粒子が添加された半透明状の外側層Q(ヘイズ値:88.42%,全光線透過率:64.41%)とから成る2層構造とした。
【0044】
また本実施例では、上記内側層PにETFEを使用して層の厚みを0.1mmとする一方、外側層Qには着色ETFEを使用して層の厚みを0.3mmとした。なお、着色ETFEについては、ETFEに二酸化チタンを光散乱粒子として0.2wt%添加して半透明状とした。
【0045】
そして本実施例の線状発光体Fの発光性能を調べたところ、光源Lに近い入射端部の発光量は実施例3の線状発光体Fと殆ど同じであるものの、光源Lから離れた部位の発光量が実施例3よりも多くなり全体的に明るくなった。これは、クラッド層2中を通過する光の一部が、外側層Qの光散乱粒子によって様々な方向に散乱するためと考えられる。
【0046】
『実施例6』
次に、本発明の実施例6について、図6に基いて以下に説明する。この実施例6では、実施例4のように光反射層3をコア層1とクラッド層2の間に設けず、コア層1の平面部を被覆するクラッド層2の外側に光反射層3を設けて線状発光体Fを構成した。
【0047】
また本実施例では、クラッド層2に二酸化チタンを光散乱粒子として0.2wt%添加した半透明状のETFE(ヘイズ値:88.42%,全光線透過率:64.41%)を使用し、光反射層3には、白色顔料(二酸化チタン)を1.2wt%添加して不透明状とした着色EFEP(ヘイズ値:100.6%,全光線透過率:14.46%)を使用した。また、クラッド層2と光反射層3の厚みは各々0.3mmとした。
【0048】
そして、上記線状発光体Fについて発光性能を調べたところ、実施例4の線状発光体Fと同じように特定方向(光反射層3が光を反射する方向)への発光量が光反射層3を有しないものと比較して格段に向上した。また、実施例4の線状発光体Fと比べても光源Lから遠い部位での発光量が増大し、発光バランスが改善された。
【0049】
『効果の実証試験』
以下の表1に、実施例から1〜6の線状発光体Fについて行った発光性能の試験結果を示す。なお、比較例Aは、クラッド層2にEFEPでなく屈折率1.54のLDPEを使用した線状発光体についての測定結果である。また、光源については、順電流IF=350mAで光束Φv=100lmの白色LEDを出力1000mWで使用した。
【表1】
【0050】
『実施例7』
次に、本発明の実施例7について、図7に基いて以下に説明する。この実施例7では、クラッド層2の外周面に、軸方向に亙って径方向の断面が凹凸となるように溝部21及び突条部22を設け、この凹凸によって光の散乱性を向上させた。
【0051】
なお本実施例では、クラッド層2の最大厚みを0.3mmとし、クラッド層2の外周面に形成する溝部21を、深さを0.2mm、角度が28°のV字状を成す形状としている。また、溝部21・21…の間隔については、クラッド層2の周方向に10°間隔で設けている。
【0052】
ちなみに、上記クラッド層2に設ける溝部21については、クラッド層2の厚みの半分よりも大きく、かつ、クラッド層の厚みよりも小さい深さで設ければよく、V字の角度も25〜35°の範囲で変更することができる。また溝部21・21…の間隔についても、クラッド層2の周方向に5〜20°の間隔で設ければ充分な散乱性を得られる。
【0053】
『実施例8』
次に、本発明の実施例8について、以下に説明する。この実施例8では、クラッド層2に光散乱粒子を0.01〜5wt%添加した樹脂材料を使用して光散乱性を高めた(図示せず)。その他の寸法等の条件は実施例1と同様としたが、本実施例の線状発光体Fについても発光性能は良好であった。
【0054】
『実施例9』
次に、本発明の実施例9について、図8に基いて以下に説明する。この実施例9では、コア層1及び厚み0.2mmのクラッド層2から成る線状発光体Fを断面形状が半円状(直径6.0mm)の棒体とした。これにより、線状発光体Fを平面側に屈曲させることが容易となるため、線状発光体Fを大きく曲げて使用することが可能となった。
【0055】
なお、本実施例における線状発光体Fと実施例1の線状発光体Fとの曲げ剛性の比較データを以下の表2に示す。この表2から断面形状を半円形とした本実施例の方が、円形断面の実施例1よりも曲げ剛性が8分の1程度に低減しているのが分かる。
【表2】
【0056】
また、本実施例のように線状発光体Fをフラット面を有する形状とすることにより、フラット面に両面テープを貼り付けて壁面や被装飾物に線状発光体Fを固定することも容易となるため、嵌め込み等を利用して固定する従来の線状発光体よりも施工性が格段に向上する。
【0057】
本発明は、概ね上記のように構成されるが、記載した実施例にのみ限定されるものではなく、「特許請求の範囲」の記載内において種々の変更が可能であって、例えば、コア層1には、屈折率が1.45〜1.60のアクリル系樹脂を使用することができ、ポリメタクリル酸メチルだけでなく、ポリメタクリル酸エチル、ポリメタクリル酸n−ブチル、ポリメタクリル酸イソブチル、ポリメタクリル酸t−ブチル、ポリメタクリル酸2−エチルヘキシルなどを挙げることができる。なお、その際には、クラッド層2との屈折率差が0.01〜0.15となるように材料を選択する。
【0058】
また、クラッド層2の材料についても、屈折率が1.35〜1.45の樹脂を使用することができ、EFEPやETFE等のフッ素樹脂だけでなく、その他の樹脂材料を使用することもできる。
【0059】
また、コア層1とクラッド層2の材料選択に関しては、コア層1に成形温度が190〜250℃のアクリル系樹脂を使用し、クラッド層2に成形温度が230〜300℃のフッ素系樹脂を使用すれば、共押出成形によって線状発光体Fの製造を行うことができる。
【0060】
そしてまた、クラッド層2の最大厚みは0.1〜1.0mmの範囲であれば、全光線透過率とヘイズ率を両立することができ、その際、クラッド層2の全光線透過率が80%以上、ヘイズ値が20%〜50%であれば、バランスの良い側面発光を得ることができる。
【0061】
また更に、多層構造のクラッド層2において、外側層Qの樹脂に添加する光散乱粒子に二酸化チタン以外の金属粒子や非金属の無機粒子を使用することもでき、またクラッド層2を内側層Pと外側層Qを含む3層以上の樹脂層から構成することもでき、何れのものも本発明の技術的範囲に属する。
【産業上の利用可能性】
【0062】
最近では、様々なイルミネーションや車内電飾を見かけることができるが、これらの電飾において線状の発光をLEDのみで表現しようとすると、沢山のLEDを並べる必要があったため、コストが高く付く問題があった。
【0063】
そのような中で、本発明の光ファイバ型線状発光体は、線状の発光を一つのLEDで表現することができ、しかも、発光性能にも優れた有用な技術であるため、その産業上の利用価値は非常に高い。
【符号の説明】
【0064】
1 コア層
2 クラッド層
21 溝部
22 突条部
3 光反射層
F 線状発光体
L 光源
P 内側層
Q 外側層
【特許請求の範囲】
【請求項1】
透明樹脂材料から成る棒状体であって、空気よりも屈折率が大きいコア層(1)と;このコア層(1)に被覆一体化した半透明樹脂材料から成るシース体であって、コア層(1)よりも屈折率が小さく、かつ、空気よりも屈折率が大きいクラッド層(2)とを含んで構成される光ファイバ型線状発光体において、
前記コア層(1)に屈折率が1.45〜1.60のアクリル系樹脂を、クラッド層(2)に屈折率が1.35〜1.45の樹脂を使用すると共に、コア層(1)とクラッド層(2)の屈折率差が0.01〜0.15となるように双方の材料を選択し、更にクラッド層(2)の最大厚みを0.1〜1.0mm、可視光線の全光線透過率を60%以上、ヘイズ値を20%〜90%としたことを特徴とする光ファイバ型線状発光体。
【請求項2】
クラッド層(2)の外周面に、軸方向に亙って径方向の断面が凹凸となるように溝部(21)及び突条部(22)を設けて所定のヘイズ値としていることを特徴とする請求項1記載の光ファイバ型線状発光体。
【請求項3】
クラッド層(2)の外周面に形成された溝部(21)の深さが、クラッド層(2)の厚みの半分よりも大きく、かつ、クラッド層の厚みよりも小さいことを特徴とする請求項2記載の光ファイバ型線状発光体。
【請求項4】
クラッド層(2)の外周面に形成された溝部(21)が、角度が25〜35°のV字状であることを特徴とする請求項2または3に記載の光ファイバ型線状発光体。
【請求項5】
クラッド層(2)の外周面に形成された溝部(21)が、周方向に5〜20°の間隔で設けられていることを特徴とする請求項2〜4の何れか一つに記載の光ファイバ型線状発光体。
【請求項6】
コア層(1)に成形温度が190〜250℃のアクリル系樹脂を使用すると共に、クラッド層(2)に成形温度が230〜300℃のフッ素系樹脂を使用したことを特徴とする請求項1〜5の何れか一つに記載の光ファイバ型線状発光体。
【請求項7】
クラッド層(2)に使用するフッ素系樹脂が、ヘキサフルオロプロピレンとテトラフルオロエチレンとエチレンの共重合体、またはエチレンとテトラフルオロエチレンの共重合体であることを特徴とする請求項1〜6の何れか一つに記載の光ファイバ型線状発光体。
【請求項8】
クラッド層(2)の最大厚みが0.1〜0.5mmであることを特徴とする請求項1〜7の何れか一つに記載の光ファイバ型線状発光体。
【請求項9】
クラッド層(2)に対して、透明樹脂材料を100重量部とした場合に0.01〜5重量部の光散乱粒子を添加してヘイズ値を20〜90%程度に設定し、光散乱性を高めたことを特徴とする請求項1〜8の何れか一つに記載の光ファイバ型線状発光体。
【請求項10】
コア層(1)の断面形状を半円状または半楕円状にしてフラット面側に曲げやすい形状としたことを特徴とする請求項1〜9の何れか一つに記載の光ファイバ型線状発光体。
【請求項11】
コア層(1)の断面形状を、平面部を有する半円状、半楕円状、扇状または矩形状とし、更にコア層(1)の平面部とクラッド層(2)との間に、白色または銀色の不透明樹脂材料から成る光反射層(3)を設けたことを特徴とする請求項1〜10の何れか一つに記載の光ファイバ型線状発光体。
【請求項12】
コア層(1)とクラッド層(2)が共押出成形により一体的に形成されていることを特徴とする請求項1〜11の何れか一つに記載の光ファイバ型線状発光体。
【請求項13】
クラッド層(2)が、透明な内側層(P)と光散乱粒子が添加された半透明状の外側層(Q)とを有する多層構造となっていることを特徴とする請求項1〜12の何れか一つに記載の光ファイバ型線状発光体。
【請求項14】
コア層(1)の断面形状を、平面部を有する半円状、半楕円状、扇状または矩形状とし、更に前記コア層(1)の平面部を被覆するクラッド層(2)の外側に、白色または銀色の不透明樹脂材料から成る光反射層(3)を設けたことを特徴とする請求項1〜13の何れか一つに記載の光ファイバ型線状発光体。
【請求項1】
透明樹脂材料から成る棒状体であって、空気よりも屈折率が大きいコア層(1)と;このコア層(1)に被覆一体化した半透明樹脂材料から成るシース体であって、コア層(1)よりも屈折率が小さく、かつ、空気よりも屈折率が大きいクラッド層(2)とを含んで構成される光ファイバ型線状発光体において、
前記コア層(1)に屈折率が1.45〜1.60のアクリル系樹脂を、クラッド層(2)に屈折率が1.35〜1.45の樹脂を使用すると共に、コア層(1)とクラッド層(2)の屈折率差が0.01〜0.15となるように双方の材料を選択し、更にクラッド層(2)の最大厚みを0.1〜1.0mm、可視光線の全光線透過率を60%以上、ヘイズ値を20%〜90%としたことを特徴とする光ファイバ型線状発光体。
【請求項2】
クラッド層(2)の外周面に、軸方向に亙って径方向の断面が凹凸となるように溝部(21)及び突条部(22)を設けて所定のヘイズ値としていることを特徴とする請求項1記載の光ファイバ型線状発光体。
【請求項3】
クラッド層(2)の外周面に形成された溝部(21)の深さが、クラッド層(2)の厚みの半分よりも大きく、かつ、クラッド層の厚みよりも小さいことを特徴とする請求項2記載の光ファイバ型線状発光体。
【請求項4】
クラッド層(2)の外周面に形成された溝部(21)が、角度が25〜35°のV字状であることを特徴とする請求項2または3に記載の光ファイバ型線状発光体。
【請求項5】
クラッド層(2)の外周面に形成された溝部(21)が、周方向に5〜20°の間隔で設けられていることを特徴とする請求項2〜4の何れか一つに記載の光ファイバ型線状発光体。
【請求項6】
コア層(1)に成形温度が190〜250℃のアクリル系樹脂を使用すると共に、クラッド層(2)に成形温度が230〜300℃のフッ素系樹脂を使用したことを特徴とする請求項1〜5の何れか一つに記載の光ファイバ型線状発光体。
【請求項7】
クラッド層(2)に使用するフッ素系樹脂が、ヘキサフルオロプロピレンとテトラフルオロエチレンとエチレンの共重合体、またはエチレンとテトラフルオロエチレンの共重合体であることを特徴とする請求項1〜6の何れか一つに記載の光ファイバ型線状発光体。
【請求項8】
クラッド層(2)の最大厚みが0.1〜0.5mmであることを特徴とする請求項1〜7の何れか一つに記載の光ファイバ型線状発光体。
【請求項9】
クラッド層(2)に対して、透明樹脂材料を100重量部とした場合に0.01〜5重量部の光散乱粒子を添加してヘイズ値を20〜90%程度に設定し、光散乱性を高めたことを特徴とする請求項1〜8の何れか一つに記載の光ファイバ型線状発光体。
【請求項10】
コア層(1)の断面形状を半円状または半楕円状にしてフラット面側に曲げやすい形状としたことを特徴とする請求項1〜9の何れか一つに記載の光ファイバ型線状発光体。
【請求項11】
コア層(1)の断面形状を、平面部を有する半円状、半楕円状、扇状または矩形状とし、更にコア層(1)の平面部とクラッド層(2)との間に、白色または銀色の不透明樹脂材料から成る光反射層(3)を設けたことを特徴とする請求項1〜10の何れか一つに記載の光ファイバ型線状発光体。
【請求項12】
コア層(1)とクラッド層(2)が共押出成形により一体的に形成されていることを特徴とする請求項1〜11の何れか一つに記載の光ファイバ型線状発光体。
【請求項13】
クラッド層(2)が、透明な内側層(P)と光散乱粒子が添加された半透明状の外側層(Q)とを有する多層構造となっていることを特徴とする請求項1〜12の何れか一つに記載の光ファイバ型線状発光体。
【請求項14】
コア層(1)の断面形状を、平面部を有する半円状、半楕円状、扇状または矩形状とし、更に前記コア層(1)の平面部を被覆するクラッド層(2)の外側に、白色または銀色の不透明樹脂材料から成る光反射層(3)を設けたことを特徴とする請求項1〜13の何れか一つに記載の光ファイバ型線状発光体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−57924(P2013−57924A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−40709(P2012−40709)
【出願日】平成24年2月27日(2012.2.27)
【出願人】(000010065)フクビ化学工業株式会社 (150)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成24年2月27日(2012.2.27)
【出願人】(000010065)フクビ化学工業株式会社 (150)
【Fターム(参考)】
[ Back to top ]