
光ファイバ心線
【課題】
高湿度状態や水浸状態においても伝送ロスが増加しにくい光ファイバ心線を提供する。
【解決手段】
本発明の光ファイバ着色心線22は、少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線14に着色層を塗布してなる光ファイバ着色心線22であって、光ファイバ着色心線22の着色層を塗布した後の被覆層と着色層を塗布する前の光ファイバ素線14の被覆層との熱膨張係数の比が0.87以上である。また、本発明の光ファイバテープ心線32は、光ファイバ着色心線22を複数本平面状に並べ、テープ樹脂により一括被覆してなる光ファイバ心線32であって、光ファイバ着色心線22の着色層を塗布した後の被覆層と着色層を塗布する前の光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である。
高湿度状態や水浸状態においても伝送ロスが増加しにくい光ファイバ心線を提供する。
【解決手段】
本発明の光ファイバ着色心線22は、少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線14に着色層を塗布してなる光ファイバ着色心線22であって、光ファイバ着色心線22の着色層を塗布した後の被覆層と着色層を塗布する前の光ファイバ素線14の被覆層との熱膨張係数の比が0.87以上である。また、本発明の光ファイバテープ心線32は、光ファイバ着色心線22を複数本平面状に並べ、テープ樹脂により一括被覆してなる光ファイバ心線32であって、光ファイバ着色心線22の着色層を塗布した後の被覆層と着色層を塗布する前の光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光ファイバケーブル内に収納される光ファイバ心線に関するものである。具体的には、使用環境や経年劣化による光ファイバの伝送ロス増加を抑制した光ファイバ心線に関するものであり、特に、高湿度状態や浸漬状態においても長期に渡り伝送ロスの増加しない、耐水性に優れた光ファイバ心線に関するものである。
【背景技術】
【0002】
光ファイバは、様々な外的応力やそれによって発生するマイクロベンドによって伝送ロスが増加する。そのため、そのような外的応力から光ファイバを保護する必要があり、一般的には、光ファイバは軟質層と硬質層との2層構造からなる被覆が施されている。石英ガラスと接触する内層には、比較的ヤング率の低い軟質の樹脂を用いることでバッファ層とし(以下、プライマリ層と呼ぶ)、外層には比較的ヤング率の高い硬質の樹脂を用いることで保護層としている(以下、セカンダリ層と呼ぶ)。一般には、プライマリ層はヤング率3MPa以下、セカンダリ層はヤング率500MPa以上の樹脂が用いられている。
【0003】
光ファイバの製造方法においては、まず、石英ガラスを主成分とするプリフォームを線引炉によって、加熱溶融し、石英ガラス製光ファイバとする。次に、この石英ガラス製光ファイバにコーティングダイスを用いて液状の紫外線硬化型樹脂を塗布し、続いてこれに紫外線を照射して紫外線硬化型樹脂を硬化させる。このようにして、石英ガラス製光ファイバにプライマリ層とセカンダリ層とが被覆され、光ファイバが製造される。本明細書においては、このように、プライマリ層とセカンダリ層とが被覆された光ファイバを光ファイバ素線と呼ぶ。このように、線引き後、石英ガラス製光ファイバの外周に直ちに被覆樹脂を被覆することで、得られる光ファイバ素線の強度低下を防ぐことができる。
【0004】
さらに、次工程において、得られた光ファイバ素線の外周に着色樹脂等からなる被覆層を被覆することにより、光ファイバ着色心線が製造される。光ファイバ素線の構造を図1に示す。なお、本明細書においては、光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆したものを光ファイバテープ心線と称するものとする。また、光ファイバ素線、光ファイバ着色心線および光ファイバテープ心線を包括して光ファイバ心線と称するものとする。
【0005】
なお、光ファイバ心線用の被覆樹脂としては、主に紫外線硬化型樹脂が用いられる。紫外線硬化型樹脂としては、ウレタンアクリレート系もしくはエポキシアクリレート系が用いられている。
【0006】
このような光ファイバ心線を、水に浸漬すると伝送ロスが増大するケースがある。このように、水に浸漬した状態で長時間使用しても光ファイバの伝送ロスの増大が抑制された信頼性の高い光ファイバ心線とするために、プライマリ層とガラス光ファイバとの間の密着力を改善する等、種々な提案がなされてきている(特許文献1参照)。
【0007】
また、伝送ロスが増大した光ファイバ心線には、ガラス光ファイバ/プライマリ層界面に剥離が観察される。ガラス光ファイバ/プライマリ層界面の剥離は、ガラス光ファイバと被覆層との界面において、被覆層を引き剥がそうとする力が、ガラス光ファイバと被覆層との界面の接着力を超えた場合に生じる。界面に剥離を生じるとガラスに加わる力が不均一となり、マイクロベンドを生じるために伝送ロスが増加することになる。
【0008】
水に浸漬した際に、ガラス光ファイバと被覆層との界面の接着力が低下するメカニズムは、以下のように推察されている。光ファイバ心線を、水に浸漬したり、高湿度の雰囲気に曝したりすると、水分は被覆層を透過して、ガラス光ファイバとプライマリ層との界面まで到達する。ガラス光ファイバとプライマリ層との界面には、接着力が発生しているが、たとえば、一般的には、接着力はガラスと樹脂中の官能基との水素結合と、接着促進剤による化学結合からなっている。しかし、水素結合は、ガラスとプライマリ層との界面に水等が侵入することによって切断されてしまうと考えられている。このように、水素結合が切断させることでガラス光ファイバとプライマリ層との界面の接着力が低下すると推察される(非特許文献1参照)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平4−268521号公報
【非特許文献】
【0010】
【非特許文献1】N. Akasaka et al., "Design of Optical Fiber Coating", Proc. of 19th Australian Conference on Optical Fibre Technology (ACOFT), p. 375, 1994
【発明の概要】
【発明が解決しようとする課題】
【0011】
近年の光ファイバの著しい普及によって、光ファイバケーブルはその適用範囲が大きく拡大してきている。これは、光ファイバケーブルが使用されている環境が多様化してきていること、さらには、新規なケーブル構造が開発されてきていることを意味している。そのため、光ファイバケーブルに求められる長期信頼性は非常に厳しいものとなってきている。
【0012】
このような状況も手伝い、浸漬状態に曝しても伝送ロスの増加が生じにくい光ファイバ心線の検討がなされてきている。しかしながら、各層界面の接続性のバランスを取りながら、上記のような問題に対処することには限界があり、ケーブル構造やコード、あるいはシース材質の検討も加えることで光ファイバ心線に水分が到達するのを避ける構成や、水分の到達量を減少させる構成を組み合わせて実用化されているのが現状であり、その信頼性は不十分であった。
【0013】
本発明の目的は、たとえば、光ファイバケーブルに収納されている光ファイバ心線が、使用環境や経年劣化、特に、水もしくは高湿度下に曝されたときに伝送ロスが増加しにくい光ファイバ心線を提供することである。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明の光ファイバ着色心線は、少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線に着色層を塗布してなる光ファイバ着色心線であって、前記着色層を塗布する前の光ファイバ素線の被覆層の熱膨張係数に対する前記着色層を塗布した後の被覆層の熱膨張係数の比が0.87以上であることを特徴とする。
【0015】
また。本発明の光ファイバテープ心線は、光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆してなる光ファイバテープ心線であって、前記光ファイバ素線の被覆層の熱膨張係数の対する前記光ファイバ着色心線の着色層を塗布した後の被覆層の熱膨張係数の比が0.90以上であることを特徴とする。
【発明の効果】
【0016】
本発明の光ファイバによれば、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87以上である光ファイバ心線を用いることで、水もしくは高湿度下に曝された際の伝送ロスの増加を抑制することができる。さらに、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である光ファイバ心線と用いることで、使用環境や経年劣化、特に、水もしくは高湿度下に曝されたときに伝送ロスが増加しにくい光ファイバ心線を提供することができる。
【0017】
本発明の光ファイバによれば、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87以上である光ファイバ心線を用いることで、水もしくは高湿度下に曝された際の伝送ロスの増加を抑制することができる。さらに、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である光ファイバ心線を用いることで、使用環境の経年劣化、特に、水もしくは高湿度下に曝されたときに伝送ロスが増加しにくい光ファイバ心線を提供することができる。
【図面の簡単な説明】
【0018】
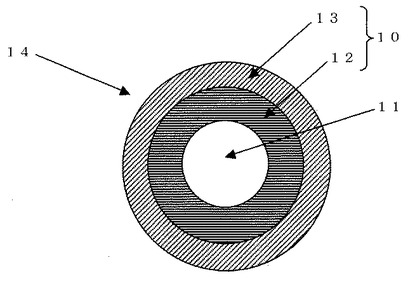
【図1】図1は、本発明の光ファイバ素線の実施例の断面図である。
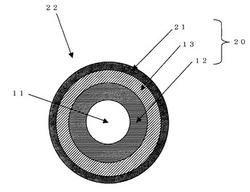
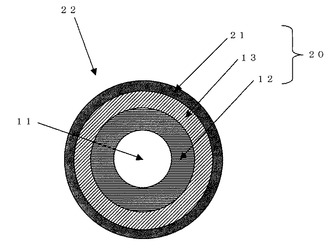
【図2】図2は、本発明の光ファイバ着色心線の実施例の断面図である。
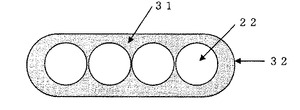
【図3】図3は、本発明の光ファイバテープ心線の断面図である。
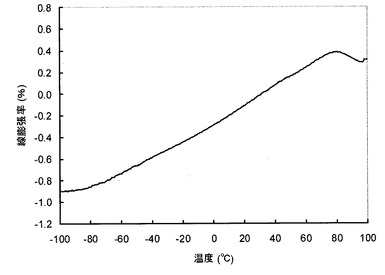
【図4】図4は、温度と線膨張率の関係を示した図である。
【発明を実施するための形態】
【0019】
以下、本発明の実施の形態について説明する。本発明を実施する形態としては、図1に示すようなガラス光ファイバ11にプライマリ層12、セカンダリ層13を被覆した光ファイバ素線14を作製し、図2に示すように該光ファイバ素線14を着色層21によって被覆することで光ファイバ着色心線22を作製する。各被覆を構成する樹脂には紫外線硬化型樹脂を用いる。さらに、用途に応じて、この光ファイバ心線を複数本平面上に平行に並べ、紫外線硬化型樹脂からなるテープ樹脂で一括被覆することで光ファイバテープ心線とすることができる。
【0020】
なお、光ファイバ素線の被覆樹脂や着色樹脂として用いる紫外線硬化型樹脂は主なものとして、オリゴマー、希釈モノマー、光開始剤、連鎖移動剤、シランカップリング剤、各種添加剤からなる。オリゴマーとしては、ウレタンアクリレート系、エポキシアクリレート系、ポリエステルアクリレート系が主に用いられる。希釈モノマーとしては、単官能アクリレートもしくは多官能アクリレートが用いられる。
【0021】
本発明における光ファイバ着色心線は、光ファイバ素線に着色層を塗布した後の被覆層20(プライマリ層12とセカンダリ層13と着色層21)と着色層を塗布する前の光ファイバ素線の被覆層10(プライマリ層12とセカンダリ層13)との熱膨張係数の比を0.90以上とすることで、水もしくは高湿度下に曝された際の伝送ロスの増加を抑制している。また、光ファイバ素線に着色層を塗布した後の被覆層20(プライマリ層12とセカンダリ層13と着色層21)と着色層を塗布する前の光ファイバ素線の被覆層10(プライマリ層12とセカンダリ層13)と熱膨張係数の比は機械的特性の観点から1.05以下が望ましい。
【実施例】
【0022】
図1に示すように石英ガラスからなるガラス光ファイバ11をプライマリ層12、セカンダリ層13の2層の被覆樹脂層により被覆して数種類の光ファイバ素線14を作製した。各樹脂として紫外線硬化型樹脂を用いた。紫外線硬化型樹脂は、オリゴマー、希釈モノマー、光開始剤、連鎖移動剤、添加剤とからなるが、その構成材料を変えることで数種類の光ファイバ素線14を作製している。
【0023】
光ファイバ素線14に着色層を塗布した後の被覆層と着色層を塗布する前の光ファバイ素線の被覆層との熱膨張係数に比は、オリゴマーの骨格構造と分子量、添加する希釈モノマーの種類と添加量によって適宜変えることができる。一般的には、着色層に用いる紫外線硬化型樹脂は顔料が添加されているために紫外線の透過率が低く硬化が進みにくい傾向にある。したがって、着色層に用いる紫外線硬化型樹脂はセカンダリ層に用いる紫外線硬化型樹脂に比べて多官能モノマーの含有量を多くしたり、オリゴマーの分子量を小さくすることで硬化度を上げる手法が用いられている。そのため、着色層に用いる紫外線硬化型樹脂は架橋密度もヤング率も高くなり、その熱膨張係数はセカンダリ層に用いる紫外線硬化型樹脂に比べて小さい傾向にある。
【0024】
着色層に用いる紫外線硬化型樹脂としてセカンダリ層の被覆樹脂と同等の組成物を適用することによって、着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数をほぼ同レベルとすることができる。この場合、着色層に用いる紫外線硬化型樹脂の硬化度の低下が懸念されるが、これは、光開始剤の種類を変えることや、添加量を増量することで調整可能である。本実施例では、着色層に用いる紫外線硬化樹脂の光開始剤としてはIrgacure907(Ciba Inc.)2.5wt%、Darocur1173(Ciba Inc.)3.3wt% を添加している。
【0025】
また、熱膨張係数は、ヤング率を小さくすることでも大きくすることができるが、分子構造によっても変わる傾向がある。たとえば、各官能基の自由回転や主鎖の自由回転が抑制されている場合には、ヤング率を小さくしても熱膨張係数が大きくなるとは限らない。
【0026】
なお、光ファイバ素線14は、石英ガラスからなる外径125μmのガラス光ファイバ11の外周に、外径195μmのプライマリ層12を有し、さらにその外周に外径245μmのセカンダリ層13を有する。また、表1に示す実施例1、3、5、6、比較例1の光ファイバ着色心線は、図2に示すように光ファイバ素線を作製した後、別工程にて、着色層21を被覆して外径255μmの光ファイバ着色心線22とした。
【0027】
さらに、表1に示す実施例2、4、7、実施例2、3の光ファイバテープ心線は、図3に示すように、光ファイバ着色心線22を4本平面状に平行に並べ、紫外線硬化型樹脂からなるテープ樹脂31で一括被覆し、光ファイバテープ心線32とした。なお、実施例2、4、7の光ファイバテープ心線はそれぞれ実施例1、3、6の光ファイバ着色心線を、比較例2、3の光ファイバテープ心線はそれぞれ比較例1、実施例5の着色心線を用いて作製した。
【0028】
得られた光ファイバ着色心線22および光ファイバテープ心線32について、下記の方法にしたがって、被覆層の熱膨張係数と伝送ロスの測定を行った。その結果を表1に示す。
【0029】
(光ファイバの被覆層の熱膨張係数)
熱機械分析装置(メトラー・トレド(株)TMA40)を用いて光ファイバの被覆層のみの熱膨張量(μm)を測定した。測定条件は、以下の通りである。
測定条件:付加荷重0荷重、温度範囲−100〜100℃、昇温速度10℃/min
【0030】
光ファイバ素線から被覆のみを剥くことにより、被覆層のみからなるサンプルを作製し、サンプルの長手方向について線膨張係数を測定した。被覆層の線膨張係数は、被覆層のガラス転移点近傍で大きく変化するので、線膨張係数は全ての被覆層のガラス転移点を含む範囲に設定することが好ましく、図4に示すように、直線的な範囲、すなわち−50〜25℃の温度範囲から線膨張係数を求めた。
【0031】
(伝送ロスの測定方法)
長さ約1mの光ファイバ着色心線あるいは光ファイバテープ心線を60℃に加熱した水に浸漬し、30日後の伝送ロスを測定した。伝送ロスの測定は、アンリツ(株)製光パルス試験器MW9060Aを用いて、光後方散乱損失係数(OTDR)法により、波長1.55μmを用いて測定した。そして、60℃の温水に30日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められた場合には、使用環境に対する耐性がないと判断し、表1には×印で記した。さらに、60℃の温水に30日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められず、90日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められた場合には、使用環境に対する耐性を満足していると判断し、表1には○印を記した。さらに、60℃の温水に30日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められず、90日間浸漬した後も、伝送ロスが0.1dB/km以上増加していると認められない場合には、使用環境に対する耐性を十二分に満足していると判断し、表1には◎印で記した。また、試験後の光ファイバ着色心線あるいは光ファイバテープ心線を光学顕微鏡にて観察することで、より光ファイバ心線のガラスと被覆層との界面で剥離が発生していることを確認した。
【0032】
(表1)

【0033】
以上の説明から明らかなように、本発明の光ファイバ心線によれば、少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線に、着色樹脂からなる被覆層よりさらに被覆してなる光ファイバ着色心線であって、光ファイバ素線に着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87以上である光ファイバ着色心線を用いることによって、60℃の温水に30日間浸漬しても伝送ロスが増大しないことを確認できた。また、光ファイバ素線に着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数の比が1.00以上であれば、90日間浸漬しても伝送ロスが増大しないことを確認できた。
【0034】
また、上述の光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆した光ファイバテープ心線としてもよく、光ファイバテープ心線の場合には、光ファイバ素線に着色層を塗布してなる被覆層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である光ファイバ着色心線を用いることによって、60℃の温水に30日間浸漬しても伝送ロスが増大しないことを確認できた。また、光ファイバ素線に着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数の比が1.00以上であれば、90日間浸漬しても伝送ロスが増大しないことを確認できた。
【0035】
なお、光ファイバ着色心線と光ファイバテープ心線で伝送ロスが増大しない熱膨張係数の比が異なる理由としては、光ファイバテープ心線は光ファイバ着色心線の上にさらにテープ樹脂が被覆されているため、仮にガラスとプライマリ層界面に剥離が発生した場合、光ファイバテープ心線の方が、光ファイバ着色心線に比べて被覆層が厚いため、ガラスに与えられる不均一な力が大きくなるためであると推定されます。
【0036】
一方、比較例1〜3の測定結果から、光ファイバ着色心線の場合には、前述光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87未満である場合に、伝送ロスの増加が0.1dB/km以上となることが認められた。また、光ファイバテープ心線の被覆層との熱膨張係数の比が0.90未満である場合に伝送ロスの増加が0.1dB/km以上となることが認められた。
【0037】
着色層そのものの熱膨張係数を測定することはできないが、光ファイバ着色心線の被覆層の熱膨張係数が光ファイバ素線の被覆層の熱膨張係数に比べて小さくなるということは、着色層の熱膨張係数が光ファイバ素線の被覆層の熱膨張係数よりも小さくなるということが示唆される。また、一般的に弾性率が高いものは熱膨張係数が小さくなる傾向にあることから、このような場合、着色層の弾性率がセカンダリ層の弾性率よりも高い状態となっていると推定される。このよう状態にあるということは、セカンダリ層と着色層との接触界面には歪が発生しているということである。
【0038】
このような歪が発生していると、光ファイバのガラス/被覆層界面に剥離が生じた場合、被覆層に不均一な力を発生させることになり、ガラスに不均一な力を与えることになる。そのため、マイクロベンドロスによる伝送ロスを生じさせる場合がある。
【0039】
また、着色層と光ファイバ素線の被覆層に熱膨張率に差がある場合、ヒートサイクル試験のように温度変化が加えられるとセカンダリ層と着色層との接触界面に歪が発生し、このような場合にも被覆層に不均一な力を発生させることになり、ガラスに不均一な力を与えることになる。そのため、光ファイバ着色心線の熱膨張係数と光ファイバ素線の熱膨張係数とは等しいことが望ましい。
【0040】
本実施例においては、通常のステップインデックス型の屈折率プロファイルを有するシングルモードファイバを使用したが、他のプロファイルを有する光ファイバに対しても本発明が適用可能であることは、当業者にとって明らかである。
【0041】
上述したとおり、本発明によれば、使用環境や径時変化、特に水分もしくは高湿度雰囲気に曝されても伝送ロスの増加が抑制された光ファイバ着色心線および光ファイバテープ心線を得ることができる。
【符号の説明】
【0042】
10 着色層を塗布する前の光ファイバ素線の被覆層
11 ガラス光ファイバ
12 プライマリ層
13 セカンダリ層
14 光ファイバ素線
20 光ファイバ素線に着色層を塗布した後の被覆層
21 着色層
22 光ファイバ着色心線
31 テープ樹脂
32 光ファイバテープ心線
【技術分野】
【0001】
本発明は、光ファイバケーブル内に収納される光ファイバ心線に関するものである。具体的には、使用環境や経年劣化による光ファイバの伝送ロス増加を抑制した光ファイバ心線に関するものであり、特に、高湿度状態や浸漬状態においても長期に渡り伝送ロスの増加しない、耐水性に優れた光ファイバ心線に関するものである。
【背景技術】
【0002】
光ファイバは、様々な外的応力やそれによって発生するマイクロベンドによって伝送ロスが増加する。そのため、そのような外的応力から光ファイバを保護する必要があり、一般的には、光ファイバは軟質層と硬質層との2層構造からなる被覆が施されている。石英ガラスと接触する内層には、比較的ヤング率の低い軟質の樹脂を用いることでバッファ層とし(以下、プライマリ層と呼ぶ)、外層には比較的ヤング率の高い硬質の樹脂を用いることで保護層としている(以下、セカンダリ層と呼ぶ)。一般には、プライマリ層はヤング率3MPa以下、セカンダリ層はヤング率500MPa以上の樹脂が用いられている。
【0003】
光ファイバの製造方法においては、まず、石英ガラスを主成分とするプリフォームを線引炉によって、加熱溶融し、石英ガラス製光ファイバとする。次に、この石英ガラス製光ファイバにコーティングダイスを用いて液状の紫外線硬化型樹脂を塗布し、続いてこれに紫外線を照射して紫外線硬化型樹脂を硬化させる。このようにして、石英ガラス製光ファイバにプライマリ層とセカンダリ層とが被覆され、光ファイバが製造される。本明細書においては、このように、プライマリ層とセカンダリ層とが被覆された光ファイバを光ファイバ素線と呼ぶ。このように、線引き後、石英ガラス製光ファイバの外周に直ちに被覆樹脂を被覆することで、得られる光ファイバ素線の強度低下を防ぐことができる。
【0004】
さらに、次工程において、得られた光ファイバ素線の外周に着色樹脂等からなる被覆層を被覆することにより、光ファイバ着色心線が製造される。光ファイバ素線の構造を図1に示す。なお、本明細書においては、光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆したものを光ファイバテープ心線と称するものとする。また、光ファイバ素線、光ファイバ着色心線および光ファイバテープ心線を包括して光ファイバ心線と称するものとする。
【0005】
なお、光ファイバ心線用の被覆樹脂としては、主に紫外線硬化型樹脂が用いられる。紫外線硬化型樹脂としては、ウレタンアクリレート系もしくはエポキシアクリレート系が用いられている。
【0006】
このような光ファイバ心線を、水に浸漬すると伝送ロスが増大するケースがある。このように、水に浸漬した状態で長時間使用しても光ファイバの伝送ロスの増大が抑制された信頼性の高い光ファイバ心線とするために、プライマリ層とガラス光ファイバとの間の密着力を改善する等、種々な提案がなされてきている(特許文献1参照)。
【0007】
また、伝送ロスが増大した光ファイバ心線には、ガラス光ファイバ/プライマリ層界面に剥離が観察される。ガラス光ファイバ/プライマリ層界面の剥離は、ガラス光ファイバと被覆層との界面において、被覆層を引き剥がそうとする力が、ガラス光ファイバと被覆層との界面の接着力を超えた場合に生じる。界面に剥離を生じるとガラスに加わる力が不均一となり、マイクロベンドを生じるために伝送ロスが増加することになる。
【0008】
水に浸漬した際に、ガラス光ファイバと被覆層との界面の接着力が低下するメカニズムは、以下のように推察されている。光ファイバ心線を、水に浸漬したり、高湿度の雰囲気に曝したりすると、水分は被覆層を透過して、ガラス光ファイバとプライマリ層との界面まで到達する。ガラス光ファイバとプライマリ層との界面には、接着力が発生しているが、たとえば、一般的には、接着力はガラスと樹脂中の官能基との水素結合と、接着促進剤による化学結合からなっている。しかし、水素結合は、ガラスとプライマリ層との界面に水等が侵入することによって切断されてしまうと考えられている。このように、水素結合が切断させることでガラス光ファイバとプライマリ層との界面の接着力が低下すると推察される(非特許文献1参照)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平4−268521号公報
【非特許文献】
【0010】
【非特許文献1】N. Akasaka et al., "Design of Optical Fiber Coating", Proc. of 19th Australian Conference on Optical Fibre Technology (ACOFT), p. 375, 1994
【発明の概要】
【発明が解決しようとする課題】
【0011】
近年の光ファイバの著しい普及によって、光ファイバケーブルはその適用範囲が大きく拡大してきている。これは、光ファイバケーブルが使用されている環境が多様化してきていること、さらには、新規なケーブル構造が開発されてきていることを意味している。そのため、光ファイバケーブルに求められる長期信頼性は非常に厳しいものとなってきている。
【0012】
このような状況も手伝い、浸漬状態に曝しても伝送ロスの増加が生じにくい光ファイバ心線の検討がなされてきている。しかしながら、各層界面の接続性のバランスを取りながら、上記のような問題に対処することには限界があり、ケーブル構造やコード、あるいはシース材質の検討も加えることで光ファイバ心線に水分が到達するのを避ける構成や、水分の到達量を減少させる構成を組み合わせて実用化されているのが現状であり、その信頼性は不十分であった。
【0013】
本発明の目的は、たとえば、光ファイバケーブルに収納されている光ファイバ心線が、使用環境や経年劣化、特に、水もしくは高湿度下に曝されたときに伝送ロスが増加しにくい光ファイバ心線を提供することである。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明の光ファイバ着色心線は、少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線に着色層を塗布してなる光ファイバ着色心線であって、前記着色層を塗布する前の光ファイバ素線の被覆層の熱膨張係数に対する前記着色層を塗布した後の被覆層の熱膨張係数の比が0.87以上であることを特徴とする。
【0015】
また。本発明の光ファイバテープ心線は、光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆してなる光ファイバテープ心線であって、前記光ファイバ素線の被覆層の熱膨張係数の対する前記光ファイバ着色心線の着色層を塗布した後の被覆層の熱膨張係数の比が0.90以上であることを特徴とする。
【発明の効果】
【0016】
本発明の光ファイバによれば、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87以上である光ファイバ心線を用いることで、水もしくは高湿度下に曝された際の伝送ロスの増加を抑制することができる。さらに、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である光ファイバ心線と用いることで、使用環境や経年劣化、特に、水もしくは高湿度下に曝されたときに伝送ロスが増加しにくい光ファイバ心線を提供することができる。
【0017】
本発明の光ファイバによれば、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87以上である光ファイバ心線を用いることで、水もしくは高湿度下に曝された際の伝送ロスの増加を抑制することができる。さらに、光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である光ファイバ心線を用いることで、使用環境の経年劣化、特に、水もしくは高湿度下に曝されたときに伝送ロスが増加しにくい光ファイバ心線を提供することができる。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明の光ファイバ素線の実施例の断面図である。
【図2】図2は、本発明の光ファイバ着色心線の実施例の断面図である。
【図3】図3は、本発明の光ファイバテープ心線の断面図である。
【図4】図4は、温度と線膨張率の関係を示した図である。
【発明を実施するための形態】
【0019】
以下、本発明の実施の形態について説明する。本発明を実施する形態としては、図1に示すようなガラス光ファイバ11にプライマリ層12、セカンダリ層13を被覆した光ファイバ素線14を作製し、図2に示すように該光ファイバ素線14を着色層21によって被覆することで光ファイバ着色心線22を作製する。各被覆を構成する樹脂には紫外線硬化型樹脂を用いる。さらに、用途に応じて、この光ファイバ心線を複数本平面上に平行に並べ、紫外線硬化型樹脂からなるテープ樹脂で一括被覆することで光ファイバテープ心線とすることができる。
【0020】
なお、光ファイバ素線の被覆樹脂や着色樹脂として用いる紫外線硬化型樹脂は主なものとして、オリゴマー、希釈モノマー、光開始剤、連鎖移動剤、シランカップリング剤、各種添加剤からなる。オリゴマーとしては、ウレタンアクリレート系、エポキシアクリレート系、ポリエステルアクリレート系が主に用いられる。希釈モノマーとしては、単官能アクリレートもしくは多官能アクリレートが用いられる。
【0021】
本発明における光ファイバ着色心線は、光ファイバ素線に着色層を塗布した後の被覆層20(プライマリ層12とセカンダリ層13と着色層21)と着色層を塗布する前の光ファイバ素線の被覆層10(プライマリ層12とセカンダリ層13)との熱膨張係数の比を0.90以上とすることで、水もしくは高湿度下に曝された際の伝送ロスの増加を抑制している。また、光ファイバ素線に着色層を塗布した後の被覆層20(プライマリ層12とセカンダリ層13と着色層21)と着色層を塗布する前の光ファイバ素線の被覆層10(プライマリ層12とセカンダリ層13)と熱膨張係数の比は機械的特性の観点から1.05以下が望ましい。
【実施例】
【0022】
図1に示すように石英ガラスからなるガラス光ファイバ11をプライマリ層12、セカンダリ層13の2層の被覆樹脂層により被覆して数種類の光ファイバ素線14を作製した。各樹脂として紫外線硬化型樹脂を用いた。紫外線硬化型樹脂は、オリゴマー、希釈モノマー、光開始剤、連鎖移動剤、添加剤とからなるが、その構成材料を変えることで数種類の光ファイバ素線14を作製している。
【0023】
光ファイバ素線14に着色層を塗布した後の被覆層と着色層を塗布する前の光ファバイ素線の被覆層との熱膨張係数に比は、オリゴマーの骨格構造と分子量、添加する希釈モノマーの種類と添加量によって適宜変えることができる。一般的には、着色層に用いる紫外線硬化型樹脂は顔料が添加されているために紫外線の透過率が低く硬化が進みにくい傾向にある。したがって、着色層に用いる紫外線硬化型樹脂はセカンダリ層に用いる紫外線硬化型樹脂に比べて多官能モノマーの含有量を多くしたり、オリゴマーの分子量を小さくすることで硬化度を上げる手法が用いられている。そのため、着色層に用いる紫外線硬化型樹脂は架橋密度もヤング率も高くなり、その熱膨張係数はセカンダリ層に用いる紫外線硬化型樹脂に比べて小さい傾向にある。
【0024】
着色層に用いる紫外線硬化型樹脂としてセカンダリ層の被覆樹脂と同等の組成物を適用することによって、着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数をほぼ同レベルとすることができる。この場合、着色層に用いる紫外線硬化型樹脂の硬化度の低下が懸念されるが、これは、光開始剤の種類を変えることや、添加量を増量することで調整可能である。本実施例では、着色層に用いる紫外線硬化樹脂の光開始剤としてはIrgacure907(Ciba Inc.)2.5wt%、Darocur1173(Ciba Inc.)3.3wt% を添加している。
【0025】
また、熱膨張係数は、ヤング率を小さくすることでも大きくすることができるが、分子構造によっても変わる傾向がある。たとえば、各官能基の自由回転や主鎖の自由回転が抑制されている場合には、ヤング率を小さくしても熱膨張係数が大きくなるとは限らない。
【0026】
なお、光ファイバ素線14は、石英ガラスからなる外径125μmのガラス光ファイバ11の外周に、外径195μmのプライマリ層12を有し、さらにその外周に外径245μmのセカンダリ層13を有する。また、表1に示す実施例1、3、5、6、比較例1の光ファイバ着色心線は、図2に示すように光ファイバ素線を作製した後、別工程にて、着色層21を被覆して外径255μmの光ファイバ着色心線22とした。
【0027】
さらに、表1に示す実施例2、4、7、実施例2、3の光ファイバテープ心線は、図3に示すように、光ファイバ着色心線22を4本平面状に平行に並べ、紫外線硬化型樹脂からなるテープ樹脂31で一括被覆し、光ファイバテープ心線32とした。なお、実施例2、4、7の光ファイバテープ心線はそれぞれ実施例1、3、6の光ファイバ着色心線を、比較例2、3の光ファイバテープ心線はそれぞれ比較例1、実施例5の着色心線を用いて作製した。
【0028】
得られた光ファイバ着色心線22および光ファイバテープ心線32について、下記の方法にしたがって、被覆層の熱膨張係数と伝送ロスの測定を行った。その結果を表1に示す。
【0029】
(光ファイバの被覆層の熱膨張係数)
熱機械分析装置(メトラー・トレド(株)TMA40)を用いて光ファイバの被覆層のみの熱膨張量(μm)を測定した。測定条件は、以下の通りである。
測定条件:付加荷重0荷重、温度範囲−100〜100℃、昇温速度10℃/min
【0030】
光ファイバ素線から被覆のみを剥くことにより、被覆層のみからなるサンプルを作製し、サンプルの長手方向について線膨張係数を測定した。被覆層の線膨張係数は、被覆層のガラス転移点近傍で大きく変化するので、線膨張係数は全ての被覆層のガラス転移点を含む範囲に設定することが好ましく、図4に示すように、直線的な範囲、すなわち−50〜25℃の温度範囲から線膨張係数を求めた。
【0031】
(伝送ロスの測定方法)
長さ約1mの光ファイバ着色心線あるいは光ファイバテープ心線を60℃に加熱した水に浸漬し、30日後の伝送ロスを測定した。伝送ロスの測定は、アンリツ(株)製光パルス試験器MW9060Aを用いて、光後方散乱損失係数(OTDR)法により、波長1.55μmを用いて測定した。そして、60℃の温水に30日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められた場合には、使用環境に対する耐性がないと判断し、表1には×印で記した。さらに、60℃の温水に30日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められず、90日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められた場合には、使用環境に対する耐性を満足していると判断し、表1には○印を記した。さらに、60℃の温水に30日間浸漬した後、伝送ロスが0.1dB/km以上増加していると認められず、90日間浸漬した後も、伝送ロスが0.1dB/km以上増加していると認められない場合には、使用環境に対する耐性を十二分に満足していると判断し、表1には◎印で記した。また、試験後の光ファイバ着色心線あるいは光ファイバテープ心線を光学顕微鏡にて観察することで、より光ファイバ心線のガラスと被覆層との界面で剥離が発生していることを確認した。
【0032】
(表1)
【0033】
以上の説明から明らかなように、本発明の光ファイバ心線によれば、少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線に、着色樹脂からなる被覆層よりさらに被覆してなる光ファイバ着色心線であって、光ファイバ素線に着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87以上である光ファイバ着色心線を用いることによって、60℃の温水に30日間浸漬しても伝送ロスが増大しないことを確認できた。また、光ファイバ素線に着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数の比が1.00以上であれば、90日間浸漬しても伝送ロスが増大しないことを確認できた。
【0034】
また、上述の光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆した光ファイバテープ心線としてもよく、光ファイバテープ心線の場合には、光ファイバ素線に着色層を塗布してなる被覆層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.90以上である光ファイバ着色心線を用いることによって、60℃の温水に30日間浸漬しても伝送ロスが増大しないことを確認できた。また、光ファイバ素線に着色層を塗布した後の被覆層と光ファイバ素線の被覆層との熱膨張係数の比が1.00以上であれば、90日間浸漬しても伝送ロスが増大しないことを確認できた。
【0035】
なお、光ファイバ着色心線と光ファイバテープ心線で伝送ロスが増大しない熱膨張係数の比が異なる理由としては、光ファイバテープ心線は光ファイバ着色心線の上にさらにテープ樹脂が被覆されているため、仮にガラスとプライマリ層界面に剥離が発生した場合、光ファイバテープ心線の方が、光ファイバ着色心線に比べて被覆層が厚いため、ガラスに与えられる不均一な力が大きくなるためであると推定されます。
【0036】
一方、比較例1〜3の測定結果から、光ファイバ着色心線の場合には、前述光ファイバ素線に着色層を塗布してなる被覆層と光ファイバ素線の被覆層との熱膨張係数の比が0.87未満である場合に、伝送ロスの増加が0.1dB/km以上となることが認められた。また、光ファイバテープ心線の被覆層との熱膨張係数の比が0.90未満である場合に伝送ロスの増加が0.1dB/km以上となることが認められた。
【0037】
着色層そのものの熱膨張係数を測定することはできないが、光ファイバ着色心線の被覆層の熱膨張係数が光ファイバ素線の被覆層の熱膨張係数に比べて小さくなるということは、着色層の熱膨張係数が光ファイバ素線の被覆層の熱膨張係数よりも小さくなるということが示唆される。また、一般的に弾性率が高いものは熱膨張係数が小さくなる傾向にあることから、このような場合、着色層の弾性率がセカンダリ層の弾性率よりも高い状態となっていると推定される。このよう状態にあるということは、セカンダリ層と着色層との接触界面には歪が発生しているということである。
【0038】
このような歪が発生していると、光ファイバのガラス/被覆層界面に剥離が生じた場合、被覆層に不均一な力を発生させることになり、ガラスに不均一な力を与えることになる。そのため、マイクロベンドロスによる伝送ロスを生じさせる場合がある。
【0039】
また、着色層と光ファイバ素線の被覆層に熱膨張率に差がある場合、ヒートサイクル試験のように温度変化が加えられるとセカンダリ層と着色層との接触界面に歪が発生し、このような場合にも被覆層に不均一な力を発生させることになり、ガラスに不均一な力を与えることになる。そのため、光ファイバ着色心線の熱膨張係数と光ファイバ素線の熱膨張係数とは等しいことが望ましい。
【0040】
本実施例においては、通常のステップインデックス型の屈折率プロファイルを有するシングルモードファイバを使用したが、他のプロファイルを有する光ファイバに対しても本発明が適用可能であることは、当業者にとって明らかである。
【0041】
上述したとおり、本発明によれば、使用環境や径時変化、特に水分もしくは高湿度雰囲気に曝されても伝送ロスの増加が抑制された光ファイバ着色心線および光ファイバテープ心線を得ることができる。
【符号の説明】
【0042】
10 着色層を塗布する前の光ファイバ素線の被覆層
11 ガラス光ファイバ
12 プライマリ層
13 セカンダリ層
14 光ファイバ素線
20 光ファイバ素線に着色層を塗布した後の被覆層
21 着色層
22 光ファイバ着色心線
31 テープ樹脂
32 光ファイバテープ心線
【特許請求の範囲】
【請求項1】
少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線に着色層を塗布してなる光ファイバ着色心線であって、前記着色層を塗布する前の光ファイバ素線の被覆層の熱膨張係数に対する前記着色層を塗布した後の被覆層の熱膨張係数の比が0.87以上であることを特徴とする光ファイバ着色心線。
【請求項2】
請求項1記載の光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆してなる光ファイバテープ心線であって、前記光ファイバ素線の被覆層の熱膨張係数に対する前記光ファイバ着色心線の着色層を塗布した後の被覆層の熱膨張係数の比が0.90以上であることを特徴とする光ファイバテープ心線。
【請求項1】
少なくとも軟質層と硬質層との2層の被覆層により被覆されたガラス光ファイバからなる光ファイバ素線に着色層を塗布してなる光ファイバ着色心線であって、前記着色層を塗布する前の光ファイバ素線の被覆層の熱膨張係数に対する前記着色層を塗布した後の被覆層の熱膨張係数の比が0.87以上であることを特徴とする光ファイバ着色心線。
【請求項2】
請求項1記載の光ファイバ着色心線を複数本平面状に並べ、テープ樹脂により一括被覆してなる光ファイバテープ心線であって、前記光ファイバ素線の被覆層の熱膨張係数に対する前記光ファイバ着色心線の着色層を塗布した後の被覆層の熱膨張係数の比が0.90以上であることを特徴とする光ファイバテープ心線。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−128377(P2011−128377A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2009−286824(P2009−286824)
【出願日】平成21年12月17日(2009.12.17)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成21年12月17日(2009.12.17)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]