
光学部材検査装置
【課題】曲面を持つ光学部材であっても暗視野照明を用いて高い精度で異常部位を検出することができる光学部材検査装置を提供すること。
【解決手段】光学部材検査装置は、透過性ある被検物に対して光を入射させる光源部と、被検物を含む被検光学系と、光源部から照射された光の光路中であって光源部と被検光学系の間に配設される遮光絞りと、被検物が載置される載置手段と、被検光学系を介した光が入射する撮像光学系、および撮像光学系に対して被検物と共役な位置関係にある撮像手段と、被検物の光学中心と遮光絞りの中心が略同一直線上に位置するように、被検物および遮光絞りの相対位置を調整する位置調整手段と、を有し、位置調整手段により位置調整された状態において、各部材が所定の条件を満たす構成にした。
【解決手段】光学部材検査装置は、透過性ある被検物に対して光を入射させる光源部と、被検物を含む被検光学系と、光源部から照射された光の光路中であって光源部と被検光学系の間に配設される遮光絞りと、被検物が載置される載置手段と、被検光学系を介した光が入射する撮像光学系、および撮像光学系に対して被検物と共役な位置関係にある撮像手段と、被検物の光学中心と遮光絞りの中心が略同一直線上に位置するように、被検物および遮光絞りの相対位置を調整する位置調整手段と、を有し、位置調整手段により位置調整された状態において、各部材が所定の条件を満たす構成にした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、レンズ等の光学部材の外観検査に用いられる光学部材検査装置に関する。
【背景技術】
【0002】
従来、レンズ等の光学部材の外観検査のために用いられる検査装置としては、例えば、以下の特許文献1に開示されるものが知られている。
【0003】
【特許文献1】特開平9−15159号公報
【0004】
上記特許文献1に開示される装置は、光源部からの光により照明されたレンズ等の被検物を撮像部によって撮像する。これにより得られた画像に基づいて被検物の外観検査が自動的に行われる。
【0005】
上記特許文献1に開示される装置のような照明手法を、一般に暗視野照明という。暗視野照明を用いた検査装置において、被検物にキズ等がない正常な部位では、透過した光源からの光は撮像部に導かれない。そのため、該正常部位は、撮像画像において暗く現れる。これに対し、キズや異物がある部位(異常部位)では入射した光が散乱する。そのため、該異常部位は、撮像画像において他の領域(背景領域)よりも明るく現れる。そこで特許文献1に開示される装置では、撮像画像において明るく現れた領域の大きさや輝度等に基づき、客観的かつ正確な外観検査を実現しようとしている。
【0006】
しかし、従来の暗視野照明を利用した検査装置では、レンズのように曲面を持つ光学部材を検査しようとすると、該光学部材と光源部との位置関係によっては、撮像画像に該光源部の映り込みが発生するおそれがある。そのため、本来正常な部位であるにも拘わらず、撮像画像上で当該部分が明るく現れ、異常部位があると判定されてしまう、あるいは本来異常部位が映り込みに隠れてしまい、被検物における異常部位の位置が正確に検出されなくなる、といったおそれがある。これは該曲面の曲率が大きい場合に顕著に発生する。
【0007】
さらに、検査装置では一般的に、被検物である光学部材はホルダ等の保持部材に載置、保持された状態で撮像(検査)される。保持部材は、被検物の径よりも若干量大きな径を持つ凹状の載置領域を有し、該載置領域に被検物が載置される。そのため、前工程からの搬送過程において載置領域内で被検物が微少移動してしまう可能性があり、検査装置内の他の光学部材との位置関係が同一の状態で検査が行われるとは限らない。このような検査装置の光学部材の被検物に対する相対位置のばらつきの為に、被検物一つ一つの検査精度が下がったり、精度がばらついたりするおそれがある。このことは、特に、高密度な光ディスクに対する情報の記録または再生に用いられる光ピックアップ用対物レンズのようにNAが高く、良否判定の許容度が狭い光学部材を検査する場合に、より重要な問題となる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
以上の諸事情に鑑み、本発明は、曲面を持つ光学部材であっても暗視野照明を用いて高い精度でキズや異物が存在する異常部位を検出することができる光学部材検査装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために請求項1に係る光学部材検査装置は、透過性ある被検物に対して光を入射させる光源部と、被検物を含む被検光学系と、光源部から照射された光の光路中であって光源部と被検光学系の間に配設される遮光絞りと、被検物が載置される載置手段と、被検光学系を介した光が入射する撮像光学系、および撮像光学系について被検物と共役な位置関係にある撮像素子からなる撮像手段と、被検物の光学中心と遮光絞りの中心が略同一直線上に位置するように、被検物および遮光絞りの相対位置を調整する位置調整手段と、を有し、位置調整手段により位置調整された状態において、被検光学系および撮像光学系により結像する遮光絞りの像の径をDa、遮光絞りの径をDb、撮像光学系の焦点距離をFa、被検光学系の焦点距離をFb、撮像光学系の射出瞳径をLとすると、以下の式、
Da=Db×Fa/Fb≧L
を満たすことを特徴とする。
【0010】
請求項2に記載の光学部材検査装置によれば、詳しくは、位置調整手段は、被検物が載置された載置手段を、該被検物を含み撮像光学系の光軸に直交する第一の平面内で移動させる駆動部と、被検物の光学中心と遮光絞りの中心が略同一直線上に位置するように駆動部を駆動制御する制御部と、を有する。
【0011】
請求項3に記載の光学部材検査装置によれば、駆動部として、載置手段に載置された被検物を、該載置手段とともに前工程から光学部材検査装置へ搬送する搬送機構を使用することができる。
【0012】
また、請求項4に記載の光学部材検査装置によれば、位置調整手段は、遮光絞りを、該遮光絞りを含み光軸に直交する第二の平面内で移動させる駆動部と、被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように駆動部を駆動制御する制御部と、を有する。
【0013】
また、請求項5に記載の光学部材検査装置によれば、制御部は、撮像素子によって撮像された、被検物を含まない画像および被検物を含む画像に基づいて、遮光絞りの中心と被検物の光学中心のずれ量を算出し、ずれ量をなくすように駆動部を駆動制御する。
【0014】
請求項6に記載の光学部材検査装置によれば、制御部は、被検物を含む画像に対して二値化処理を含む画像処理を施すことにより被検物の所定部位に関する形状を抽出し、該形状の中心位置を被検物の光学中心として算出することができる。
【0015】
請求項7に記載の光学部材検査装置によれば、上記形状は、前記被検物のコバ面の外周形状であってもよい。また、同心円状の複数の段差からなる輪帯構造をその表面に有する被検物であれば、上記形状は、複数の段差のうちの一つの形状であることが望ましい(請求項8)。
【0016】
請求項9に記載の光学部材検査装置によれば、制御部は、被検物を含まない画像に対して二値化処理を含む画像処理を施すことにより遮光絞りの像を抽出して該像の中心位置を算出し、その中心位置を遮光絞りの中心とすることができる。
【0017】
また、請求項10に記載の光学部材検査装置によれば、遮光絞りから射出され被検光学系を介した光は、被検光学系と撮像光学系間で略平行光になっているように構成される。
【0018】
請求項11に記載の光学部材検査装置によれば、被検光学系は、正のパワーを持つ補助レンズ群を有することができる。これにより、例えば負のパワーを持つ被検物であっても好適に表面を撮像することができる(請求項12)。
【0019】
請求項13に記載の光学部材検査装置によれば、透過性を有する光学部材を被検物とする場合、光源部と撮像手段は被検光学系を挟んで配設される。
【0020】
請求項14に記載の光学部材検査装置によれば、光源部は、光を照射する光源と、光源から照射された光を均一に拡散する拡散手段を有することが望ましい。
【0021】
請求項15に記載の光学部材検査装置によれば、撮像された被検物の画像に所定の画像処理を施すとともに、被検物にある異常部位を判定するプロセッサ、を有することを特徴とする。さらに好ましくは、光学部材検査装置は、プロセッサの判定結果を報知する報知手段を有する(請求項16)。
【発明の効果】
【0022】
このように本発明にかかる光学部材検査装置によれば、位置調整手段によって被検物の光学中心と遮光絞りの中心が高い精度を持って同一直線上に位置される。これにより、被検物が撮像システムに搬送されたときに生じる被検物とシステム内の光学部材との相対位置のずれが解消され、常に高精度な撮像および検査が可能となる。
【0023】
さらに、本発明によれば、上述した式を満たすような適切な位置に適切な大きさの遮光絞りを配設している。これにより、レンズのように曲面を持つ光学部材を被検物とした場合であっても、被検物の結像に寄与する光は、該被検物の略焦点位置に配設された該遮光絞りの像により有効に遮られる。従って、撮像画像における照明の映り込み等が防止され、深いキズのみならず入射光が比較的散乱しづらいゴミや浅いあるいは薄いキズも高い精度をもって検出することが可能な画像を生成することができる。
【発明を実施するための最良の形態】
【0024】
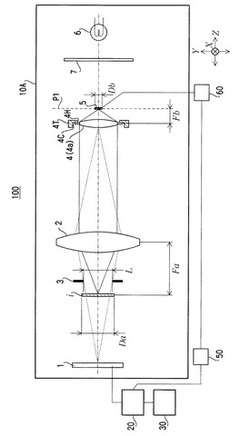
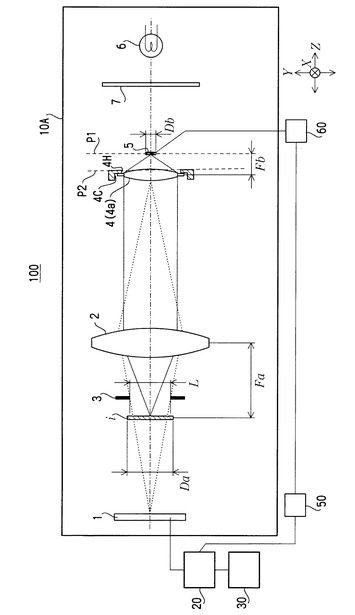
以下、本発明の光学部材検査装置について、第一実施形態の構成と共に説明する。図1は光学部材検査装置100の全体図を模式的に示す図である。光学部材検査装置100は、撮像システム10A、プロセッサ20、報知部30、駆動制御部50、駆動部60を有する。
【0025】
撮像システム10Aは、CCD1、撮像光学系2、開口絞り3、被検光学系4、遮光絞り5、光源6、拡散板7、を有する。被検光学系4は、少なくとも被検物4aを含む光学系である。第一実施形態では、被検光学系4は、被検物4aのみからなる。初期設定状態において、各部材1〜7(ただし、被検物4aは除く)光軸または中心軸は、撮像光学系2の光軸(図1中一点鎖線で示す。以下の各図においても同様とする。)と一致している。CCD1、撮像光学系2、開口絞り3の各部材と、遮光絞り5、光源6、拡散板7の各部材とは、被検光学系4を挟んで反対側に位置している。なお、図1では、撮像光学系2を、便宜上、一枚のレンズとして示しているが、実際の装置における撮像光学系2は複数枚のレンズ等を含む。また、図1では、CCD1と撮像光学系2間に開口絞りがあるように描かれているが、実際の装置では、撮像光学系2を構成するレンズ間に開口絞り3が配設されることもある。図1のように開口絞り3を配置した場合には、射出瞳径は開口絞り径と等しくなる。
【0026】
なお、以下では、便宜上、撮像光学系2の光軸に沿う方向をZ方向と定義し、Z方向に直交しかつ互いに直交する二方向をそれぞれX方向、Y方向と定義して、説明する。
【0027】
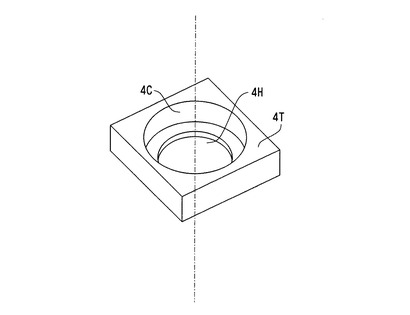
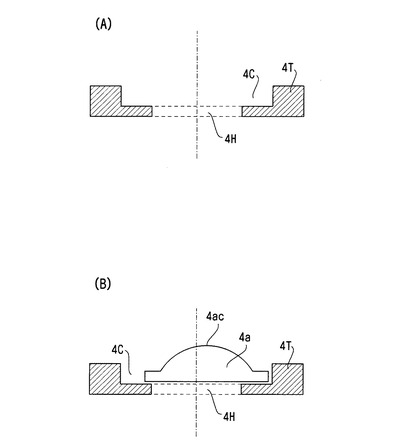
また、撮像光学系2は、CCD1の撮像面と、CCD1の撮像領域内にある被検光学系4とが略共役な関係になる位置に配設される。被検物4aは、曲面を持つ透過性ある光学部材(例えば、レンズ)である。第一実施形態では、正レンズを想定する。被検物4aは、レンズホルダ4Tに載置、保持されている。図2は、被検物4aが載置されていない状態のレンズホルダ4Tを拡大して示す斜視図である。また、図3(A)は、被検物4aが載置されていない状態のレンズホルダ4Tの、撮像光学系2の光軸を含む平面での断面図である。図3(B)は、被検物4aが載置された状態のレンズホルダ4Tの、撮像光学系2の光軸と被検物4aの光学中心4acを含む平面での断面図である。
【0028】
図2や図3(A)、(B)に示すように、レンズホルダ4Tは、被検物4aが載置される凹部4Cを有している。凹部4Cは、被検物4aが確実に載置されるように、被検物4aの径よりも若干量大きな径を有している。また、凹部4Cは、載置されている被検物4aに光源6からの光が入射するように構成されている。例えば、凹部4Cの底面に開口部4Hが形成されている。
【0029】
図1に示す遮光絞り5は、完全に光を遮るように構成されていてもよいし、入射光を所定量だけ透過させる構成であっても良い。前者の構成を採用すると、いわゆる完全な暗視野照明が実現され、後者の構成を採用すると、明視野照明の性質を含んだ暗視野照明が実現される。遮光絞り5において実際に光を遮る領域(遮光面)は、拡散板に対して平行に配設される。遮光絞り5は、駆動部60によって撮像光学系2の光軸方向(Z方向)に沿って駆動自在に構成されている。
【0030】
撮像時における各部材の配置構成についてさらに説明を加える。被検物を撮像するにあたり、遮光絞り5は、予め駆動部60によってX、Y、Zの各方向に位置調整され、被検光学系4の焦点位置に配設される。この遮光絞り5と被検光学系4の相対的な位置調整処理に関しては後に詳述する。遮光絞り5が被検光学系4の焦点位置に配設された状態において、撮像システム10Aは、遮光絞り5の径をDb、撮像光学系2の射出瞳径(開口絞り3の絞り径)をL、被検光学系4の焦点距離をFb、撮像光学系2の焦点距離をFaとすると、以下の式(α)、
Db≧L×Fb/Fa・・・(α)
を満たすように構成される。式(α)からわかるように、遮光絞り5の径や配置位置は、被検物4aの光学仕様に応じて設定される。
【0031】
ここで、被検光学系4と撮像光学系2を介して結像する遮光絞り5の像をiとし、像iの径をDaとした場合、上記式(α)が等式となるのは、L=Daのときである。このとき、CCD1には、被検物4aの異常部位からの光のみが入射し、被検物4aの結像に寄与する光は、CCD1には入射しない。従って、撮像された画像のうち、異常部位のみが非常に明るく表示され、該部位以外の領域つまり背景は略完全に暗く表れる。つまり、L=Daのとき、最も検出感度の高い撮像画像が得られる。
【0032】
ただし、実際の装置では、組み付け誤差によって各部材間の相対位置のずれが発生し、意図しない迷光がCCD1に入射するおそれがある。そこで最大限検出感度の高い撮像画像を生成可能としつつも該迷光を有効に防止するために、L<Daに設計することもできる。つまり、撮像システム10A全体では、撮像時において、各部材の上記式(α)を変換した次の式(1)を満たすように各部材が配置構成される。
Da=Db×Fa/Fb≧L・・・(1)
【0033】
プロセッサ20は、光学部材検査装置100全体の制御を行うCPUや、CCD1が撮像した画像データに二値化処理等の所定の処理を施す画像処理部等を有する。報知部30は、プロセッサ20によりなされた判定結果をユーザに報知する。ここでは報知部30として、モニタを想定する。モニタ30は、被検物4aが良品であるか不良品であるかどうかの判定結果のみならず、撮像システム10Aより送信されプロセッサ20により画像処理が施された画像データや種々の情報を表示する。駆動制御部50は、プロセッサ20の制御の下、駆動部60を介して遮光絞り5をX方向やY方向に移動させる。以下では、遮光絞り5の中心を通りかつX、Yの各方向により規定される面を第一の平面P1とし、図1中破線で示す。なお、本実施形態では、上記条件(1)を満たすようにするため、駆動部60は、遮光絞り5をZ方向に移動させることもできる。
【0034】
以上のように構成された光学部材検査装置100を用いた被検光学系4の検査の一例について説明する。
【0035】
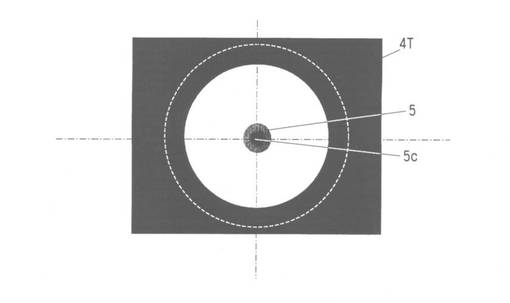
ユーザによって一連の検査に関する処理の実行指示が与えられると、プロセッサ20は、撮像領域内に被検物4aが無い状態つまりレンズホルダ4Tのみ存在する状態で撮像を行う。具体的には、プロセッサ20の図示しないCPUによって、光源6が点灯制御される。光源6から照射された光は、拡散板7に入射する。拡散板7の二次的光源としての機能により、遮光絞り5やレンズホルダ4T(換言すれば被検物4aが載置されるであろう範囲)は、全域にわたって略均一な光量の光で照明される。遮光絞り5やレンズホルダ4Tを介した光は、撮像光学系2、開口絞り3を透過してCCD1に入射する。これにより撮像画像が生成される。上記撮像の結果得られる画像(つまり被検物を含まない画像、以下第一の画像という)の一例を図4に示す。
【0036】
図4に示すように、第一の画像において、レンズホルダ4Tの開口部4Hは光源6からの光が透過するため明るく(白く)映し出される。これに対し、レンズホルダ4Tに相当する背景は、暗転している。但し、背景のうち、開口部4Hを介した光がレンズホルダにおける凹部4Cのエッジ部で微小に散乱する。そのため、背景において、該エッジ部のラインは他の領域に比べて若干明るく表れる。図4では、該エッジ部の像を白抜き破線で示す。
【0037】
また、図4に示すように、開口部4Hの像内には、光源6とレンズホルダ4T間に位置する遮光絞り5の暗転像が表れる。プロセッサ20は、図4に示す第一の画像に対して二値化処理、ラベリング処理といった周知の画像処理を施し、予め設定されている所定の面積条件に適合する暗転領域を遮光絞り5の像として抽出する。そして、抽出した像の中心を遮光絞り5の中心として記録する。図4では、遮光絞り5の中心を、便宜上、直交する二本の一点鎖線の交点5cとして表す。
【0038】
次いで被検物4aが撮像光学系2の撮像領域内に配置される。具体的には、前工程終了後、被検物4aは、レンズホルダ4Tに載置、保持された状態で図示しない搬送アームによって、撮像システム10Aの撮像領域内に配置される。なお被検物4aが撮像システム10Aの撮像領域内に配置された状態において、駆動制御部50は、予め入力された被検物4aの焦点距離情報に基づき、駆動部60を介して遮光絞り5を撮像光学系2の光軸に沿う方向へ駆動し、被検物4aの焦点位置に遮光絞り5を配置している。
【0039】
ここで、複数の凹部4Cが設けられており、複数の被検物4aを載置、保持可能なレンズホルダ4Tを使用することも可能である。この場合、複数の凹部4Cのうち任意の一箇所だけ被検物を載置しないでおけば、上記被検物を含まない画像に関する処理後、搬送アームによってレンズホルダ4Tを微小移動させるだけで直ちに被検物を含む画像(以下、第二の画像という)を撮像することができる。つまり、単位時間あたりの作業効率を向上させることができる。
【0040】
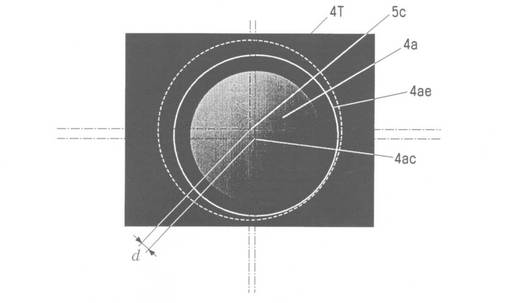
被検物4aが所定の撮像領域内に配置されると、プロセッサ20の図示しないCPUによって、光源6が点灯制御される。光源6から照射された光は、拡散板7、遮光絞り5、被検物4a、撮像光学系2、開口絞り3を順に透過してCCD1によって受光される。これにより第二の画像が生成される。図5に第二の画像の一例を示す。
【0041】
図5に示すように、第二の画像において、レンズホルダ4Tに相当する背景領域、および凹部4Cのエッジ部のライン像は、第一の画像とほぼ同一である。第二の画像では、開口部4Hは表れないが、その代替として開口部4H上に載置された被検物4aの像が現れる。より詳しくは、被検物4aは全体的に暗い像として表れるが、開口部4Hを介した光がコバ面のエッジ部で散乱するため、該エッジ部のラインは他の領域に比べて明るく表れる像4aeを結ぶ。
【0042】
ここで、遮光絞り5の中心と被検物4aの光学中心とが同一直線上(共軸上)に存在しない場合、図5に示すように、被検物4aの像は、場所によって明るさが異なってしまい暗視野照明が有効に機能していない状態になっている。この状態では、被検物4aに散乱性ある異常部位が存在していたとしても、被検物4aの像自体の明るさによって該異常部位の像が検出されにくくなると言ったおそれがある。そこで、本実施形態の光学部材検査装置100では、遮光絞り5の中心と被検物4aの光学中心とがZ方向における同一直線上に位置するように両者の相対位置を調整してから検査画像の撮像を行う。
【0043】
まず、プロセッサ20は、図5に示す第二の画像に対して二値化処理等周知の画像処理を施し、コバ面のエッジ部のラインの像4aeを抽出する。そして、該像4aeの中心を被検物4aの光学中心として記録する。例えば、図5に示すようにエッジ像4aeが円形状である場合には、プロセッサ20は、該円の中心を被検物4aの光学中心とみなす。また、エッジ像4aeが矩形状である場合には、プロセッサ20は、該矩形の二本の対角線の交点を被検物4aの光学中心とみなす。図5では、被検物4aの光学中心4acを、便宜上、直交する二本の二点鎖線の交点として表す。
【0044】
プロセッサ20は、次いで、以上の処理の結果得られた遮光絞り5の中心像5cと、被検物4aの光学中心4acとの間のずれ量dおよびずれの方向を求める。なお、図5では、説明の便宜上各中心5c、4acを明示しているが、実際の処理過程において、プロセッサ20は必ずしも各交点5c、4acを画像に重畳して報知部30上に表示する必要はない。求められたずれ量dは、あくまで画像上での各中心のずれ量(単位:ドット)である。従ってプロセッサ20は、ずれ量dを実際の各部材4a、5をCCD1側から俯瞰した場合における各中心間の距離(単位:μm)に変換する。ずれ量dから距離への変換処理は、撮像システム10Aの撮影倍率とCCD1の画素ピッチを用いることにより行われる。
【0045】
上記ずれの方向および変換処理により求められた距離に関する情報は、補正値としてプロセッサ20から駆動制御部50に与えられる。駆動制御部50は、上記補正値に対応して駆動部60を駆動制御する。駆動部60は、駆動制御部50の制御の下、遮光絞りを平面P1内で移動させる。これにより、遮光絞り5の中心と被検物4aの光学中心とがZ方向における同一直線上に位置することになり、精度の高い検査に適応できる暗視野照明下での画像が撮像可能になる。
【0046】
以上説明した、被検物4aと遮光絞り5の相対位置に関する調整が完了すると、プロセッサ30は、再び光源6を点灯制御し、被検物4aを撮像する。
【0047】
被検物4aの撮像時、遮光絞り5から射出された光は、被検光学系4によって略平行光束に変換される。そして該平行光束は、撮像光学系2を透過し撮像光学系2の焦点位置で像iを結ぶ。図1では遮光絞り5から射出された光の光路を実線で示す。被検物4aに異常部位が全く無い場合、遮光絞り5の外側を通過して被検光学系4に入射した拡散板からの光は、被検光学系4(被検物4a)、撮像光学系2を介して遮光絞り5の像iの外側に向かうが、実際には開口絞り3の開口部を通過できず、CCD1には達しない。つまり、CDD1に撮像される像は黒一色となる。
【0048】
一方、被検物4aに異常部位がある場合、該異常部位からの散乱光が撮像光学系2、開口絞り3の開口部を介してCCD1に入射する。図1では、異常部位からの散乱光を破線で示す。つまり、被検物4aのゴミやキズだけが、暗視野の中に明るく光って観測される。
【0049】
なお、上記遮光絞り5とその像i間の光路が撮像光学系2と被検光学系4の間で平行光束となるように構成することにより、各光学系2、4間に別の開口絞り等の部材を配置する必要がなくなり、装置の簡素化が達成される。また、ワーキングディスタンスも十分に確保され、被検物4aや遮光絞り5の配置の自由度が向上する。
【0050】
プロセッサ20は、CCD1から出力されたデジタル画像データに二値化処理をはじめ種々の処理を施す。ここで、上記のように、装置100の撮像システム10Aは、被検物4aと遮光絞り5が共軸上にあり、かつ上記式(1)を満たすように構成されている。従って、撮像画像において、平面のみからなる光学部材を被検物にしたときと同様に均一な暗さの背景を形成することができる。これにより、深いキズのように入射光の散乱度が比較的高い異物がある部位のみならず、ゴミや浅い(薄い)キズのように比較的散乱度が低いものがある部位であっても二値化処理により、背景とは異なる領域、つまり異常部位であると判別することが容易になる。なお、CCD1から出力された画像データや二値化処理や判別工程の結果は、モニタ30に出力され表示される。
【0051】
なお、本実施形態では、判定結果等を報知する手段としてモニタ30を提示したが、これに限定されるものではなく、音声装置等によって良品や不良品の別を報知する構成であっても良い。
【0052】
以上が本発明の第一実施形態の光学部材検査装置100の説明である。次に被検物4aが負レンズである場合の構成例を第二実施形態として説明する。
【0053】
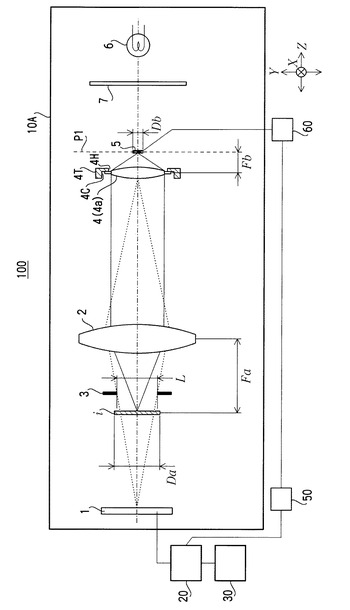
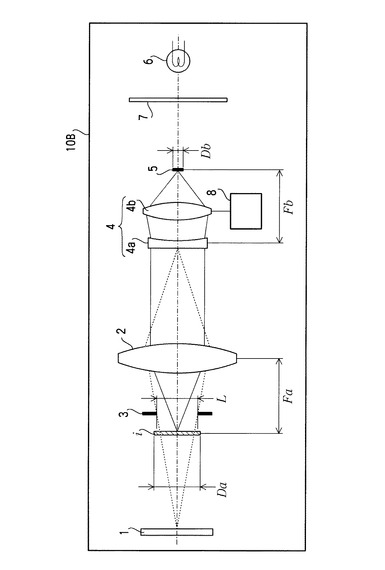
図6は、第二実施形態の光学部材検査装置を構成する撮像システム10Bの概略を示す図である。なお第二実施形態の光学部材検査装置における、撮像システム10B以外の構成は、第一実施形態の光学部材検査装置100と同一である。また、撮像システム10Bを構成する各部材のうち、撮像システム10Aと同一の部材には撮像システム10Aと同一の部材には図1と同一の符号を付して参照することにし、ここでは、本実施形態独自の構成のみ説明する。
【0054】
被検物4aが負のパワーを持つ場合、駆動部8によって、被検物4aと遮光絞り5の間に正のパワーを持つ補助レンズ4bが挿入される。つまり、第二実施形態の被検光学系4は、被検物4aと補助レンズ4bから構成される。そして、遮光絞り5は、被検物4aと補助レンズ4bの合成焦点距離の位置に配設される。これにより、負のパワーを持つ被検物4aであっても、CCD1による撮像画像に光源6の映り込みは生じることなく、高精度で異常部位を検出することが可能な撮像画像を生成することができる。
【0055】
なお、上記第二実施形態のような補助レンズ4bは、第一実施形態のように被検物4aが正のパワーを持つ場合であっても使用することができる。例えば、図1に示す被検物4aの正のパワーが比較的弱い場合、補助レンズ4bを挿入することにより、遮光絞り5を被検物4a近傍に配設することができる。これにより、被検物4aの撮像光学系2の光軸に沿った駆動量を抑えるとともに、装置全体の小型化も図ることができる。
【0056】
以上が本発明の実施形態である。なお、本発明に係る光学部材検査装置は、上述した実施形態の構成に限定されるものではなく、以下に述べるような変形をしても上記構成と同様の効果を奏することができる。
【0057】
例えば、上記実施形態では、コバ面のエッジ部の像に基づいて被検物4aの光学中心を求めると説明した。ここで、被検物4aは使用用途に応じて、被検物4aの表面に同心円状の段差を有する輪帯が設けられることも考え得る。この場合、該輪帯構造のパタン像の中心を被検物4aの光学中心としてもよい。一般にエッジ部の像よりも輪帯構造のパタン像の方がより鮮明に表れることが多いため、該パタン像を用いた方がより正確に被検物4aの光学中心を求めることが可能になる。
【0058】
また、レンズホルダ4T内でのずれ量が比較的大きい場合、第二の画像において、コバ面のエッジ部の像が一部欠けた状態で表れてしまうこともあり得る。しかし、この場合であっても周知の画像処理や補完処理によって、中心を算出することは可能であるため、問題にはならない。
【0059】
上記実施形態では、駆動部60は、遮光絞り5を移動させると説明した。本発明において、駆動部60は、被検物4a、より正確にはレンズホルダ4Tを、該ホルダを含みX、Yの各方向により規定される平面P2内で移動させることにより、被検物4aと遮光絞り5の相対位置を調整することも可能である。レンズホルダ4Tを移動させる構成を図7に示す。さらには、駆動部60は、レンズホルダ4Tと遮光絞り5の双方を移動させることにより、被検物4aと遮光絞り5の相対位置を調整しても良い。
【0060】
図7に示す変形例のように、レンズホルダ4Tを移動させる構成を採る場合、駆動部60として、前工程から光学部材検査装置100に被検物4aを搬送する搬送アームを使用することも可能である。
【0061】
なお、図7にしめす変形例の場合、被検物4aと遮光絞り5の相対位置を調整するために必要なレンズホルダ4Tの移動量は非常に微少である。そのため、レンズホルダ4Tに載置された被検物4aに加わる慣性力は極めて小さい。従って、相対位置調整のためにレンズホルダ4Tをさせたとしても被検物4aがずれるおそれはなく、上記実施形態と同様に高い精度を持って相対位置調整が行われる。
【0062】
さらに、上記実施形態のプロセッサは、第一の画像と第二の画像に基づいて得られたずれ量dを0にするような補正値を駆動制御部50に与えていると説明した。しかし、作業効率の向上をより重視するのであれば、上記ずれ量dが所定の許容範囲内にあるかどうか判断し、該範囲内であれば位置調整に関する処理は行わない構成にしても良い。
【0063】
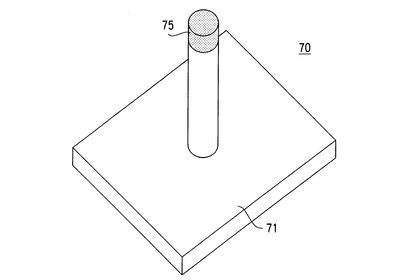
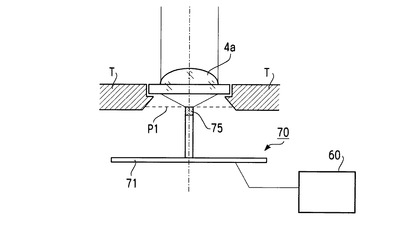
また、上記の第一、第二実施形態において、遮光絞り5と拡散板7は、互いに独立している。しかし、本発明に係る撮像システムおよび光学部材検査装置では、遮光絞り5と拡散板7の代替として、両者を一体形成させた調光部材を使用することも可能である。調光部材としては、例えば、図8に示すように、拡散板71と、拡散板71の略中央部から略直角に突出して形成される遮光部75とからなる調光部材70が提案される。このような調光部材70を使用した構成例を図9に示す。図9に示すように、調光部材70を使用することにより、光ピックアップ用対物レンズ等の焦点距離が極端に短い光学部材を被検物4aとする検査時であっても、例えばテーブルやレンズホルダといった他の部材Tと接触する等の不具合を生じることなく、該光学部材4aの焦点距離に正確に遮光部75を配置させることができる。調光部材70を使用する場合、駆動部60は、調光部材70全体を移動させることにより、遮光部75を平面P1内で移動させればよい。
【0064】
なお、上記の第二実施形態では一枚の正レンズを補助レンズとして用いているが、必要に応じて複数枚からなる補助レンズ群を用いても良い。
【0065】
また、上記実施形態ではレンズホルダ4Tの構成はあくまで一例であってこれに限定されるものではない。例えば、搬送過程や検査過程において、レンズホルダ4Tからレンズが落下することがないように、図2に示すホルダ2つ使用して、各ホルダを互いに対向して密着させることによりレンズを挟持することも可能である。
【図面の簡単な説明】
【0066】
【図1】本発明の第一実施形態の光学部材検査装置の全体を模式的に示す図である。
【図2】レンズホルダの一例を拡大して示す斜視図である。
【図3】レンズホルダと被検物の配置関係を説明するための断面図である。
【図4】第一の画像の一例を示す図である。
【図5】第二の画像の一例を示す図である。
【図6】本発明の第二実施形態の光学部材検査装置の撮像システムを模式的に示す図である。
【図7】本発明の光学部材検査装置の変形例を示す図である。
【図8】本発明の遮光絞りおよび拡散板の代替として使用可能な調光部材の一例を示す図である。
【図9】変形例の調光部材を使用した場合の構成例を示す図である。
【符号の説明】
【0067】
1 撮像素子
2 撮像光学系
3 開口絞り
4 被検光学系
4a 被検物
4b 補助レンズ
5 遮光絞り
70 調光部材
10A、10B 撮像システム
100 光学部材検査装置
【技術分野】
【0001】
本発明は、レンズ等の光学部材の外観検査に用いられる光学部材検査装置に関する。
【背景技術】
【0002】
従来、レンズ等の光学部材の外観検査のために用いられる検査装置としては、例えば、以下の特許文献1に開示されるものが知られている。
【0003】
【特許文献1】特開平9−15159号公報
【0004】
上記特許文献1に開示される装置は、光源部からの光により照明されたレンズ等の被検物を撮像部によって撮像する。これにより得られた画像に基づいて被検物の外観検査が自動的に行われる。
【0005】
上記特許文献1に開示される装置のような照明手法を、一般に暗視野照明という。暗視野照明を用いた検査装置において、被検物にキズ等がない正常な部位では、透過した光源からの光は撮像部に導かれない。そのため、該正常部位は、撮像画像において暗く現れる。これに対し、キズや異物がある部位(異常部位)では入射した光が散乱する。そのため、該異常部位は、撮像画像において他の領域(背景領域)よりも明るく現れる。そこで特許文献1に開示される装置では、撮像画像において明るく現れた領域の大きさや輝度等に基づき、客観的かつ正確な外観検査を実現しようとしている。
【0006】
しかし、従来の暗視野照明を利用した検査装置では、レンズのように曲面を持つ光学部材を検査しようとすると、該光学部材と光源部との位置関係によっては、撮像画像に該光源部の映り込みが発生するおそれがある。そのため、本来正常な部位であるにも拘わらず、撮像画像上で当該部分が明るく現れ、異常部位があると判定されてしまう、あるいは本来異常部位が映り込みに隠れてしまい、被検物における異常部位の位置が正確に検出されなくなる、といったおそれがある。これは該曲面の曲率が大きい場合に顕著に発生する。
【0007】
さらに、検査装置では一般的に、被検物である光学部材はホルダ等の保持部材に載置、保持された状態で撮像(検査)される。保持部材は、被検物の径よりも若干量大きな径を持つ凹状の載置領域を有し、該載置領域に被検物が載置される。そのため、前工程からの搬送過程において載置領域内で被検物が微少移動してしまう可能性があり、検査装置内の他の光学部材との位置関係が同一の状態で検査が行われるとは限らない。このような検査装置の光学部材の被検物に対する相対位置のばらつきの為に、被検物一つ一つの検査精度が下がったり、精度がばらついたりするおそれがある。このことは、特に、高密度な光ディスクに対する情報の記録または再生に用いられる光ピックアップ用対物レンズのようにNAが高く、良否判定の許容度が狭い光学部材を検査する場合に、より重要な問題となる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
以上の諸事情に鑑み、本発明は、曲面を持つ光学部材であっても暗視野照明を用いて高い精度でキズや異物が存在する異常部位を検出することができる光学部材検査装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために請求項1に係る光学部材検査装置は、透過性ある被検物に対して光を入射させる光源部と、被検物を含む被検光学系と、光源部から照射された光の光路中であって光源部と被検光学系の間に配設される遮光絞りと、被検物が載置される載置手段と、被検光学系を介した光が入射する撮像光学系、および撮像光学系について被検物と共役な位置関係にある撮像素子からなる撮像手段と、被検物の光学中心と遮光絞りの中心が略同一直線上に位置するように、被検物および遮光絞りの相対位置を調整する位置調整手段と、を有し、位置調整手段により位置調整された状態において、被検光学系および撮像光学系により結像する遮光絞りの像の径をDa、遮光絞りの径をDb、撮像光学系の焦点距離をFa、被検光学系の焦点距離をFb、撮像光学系の射出瞳径をLとすると、以下の式、
Da=Db×Fa/Fb≧L
を満たすことを特徴とする。
【0010】
請求項2に記載の光学部材検査装置によれば、詳しくは、位置調整手段は、被検物が載置された載置手段を、該被検物を含み撮像光学系の光軸に直交する第一の平面内で移動させる駆動部と、被検物の光学中心と遮光絞りの中心が略同一直線上に位置するように駆動部を駆動制御する制御部と、を有する。
【0011】
請求項3に記載の光学部材検査装置によれば、駆動部として、載置手段に載置された被検物を、該載置手段とともに前工程から光学部材検査装置へ搬送する搬送機構を使用することができる。
【0012】
また、請求項4に記載の光学部材検査装置によれば、位置調整手段は、遮光絞りを、該遮光絞りを含み光軸に直交する第二の平面内で移動させる駆動部と、被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように駆動部を駆動制御する制御部と、を有する。
【0013】
また、請求項5に記載の光学部材検査装置によれば、制御部は、撮像素子によって撮像された、被検物を含まない画像および被検物を含む画像に基づいて、遮光絞りの中心と被検物の光学中心のずれ量を算出し、ずれ量をなくすように駆動部を駆動制御する。
【0014】
請求項6に記載の光学部材検査装置によれば、制御部は、被検物を含む画像に対して二値化処理を含む画像処理を施すことにより被検物の所定部位に関する形状を抽出し、該形状の中心位置を被検物の光学中心として算出することができる。
【0015】
請求項7に記載の光学部材検査装置によれば、上記形状は、前記被検物のコバ面の外周形状であってもよい。また、同心円状の複数の段差からなる輪帯構造をその表面に有する被検物であれば、上記形状は、複数の段差のうちの一つの形状であることが望ましい(請求項8)。
【0016】
請求項9に記載の光学部材検査装置によれば、制御部は、被検物を含まない画像に対して二値化処理を含む画像処理を施すことにより遮光絞りの像を抽出して該像の中心位置を算出し、その中心位置を遮光絞りの中心とすることができる。
【0017】
また、請求項10に記載の光学部材検査装置によれば、遮光絞りから射出され被検光学系を介した光は、被検光学系と撮像光学系間で略平行光になっているように構成される。
【0018】
請求項11に記載の光学部材検査装置によれば、被検光学系は、正のパワーを持つ補助レンズ群を有することができる。これにより、例えば負のパワーを持つ被検物であっても好適に表面を撮像することができる(請求項12)。
【0019】
請求項13に記載の光学部材検査装置によれば、透過性を有する光学部材を被検物とする場合、光源部と撮像手段は被検光学系を挟んで配設される。
【0020】
請求項14に記載の光学部材検査装置によれば、光源部は、光を照射する光源と、光源から照射された光を均一に拡散する拡散手段を有することが望ましい。
【0021】
請求項15に記載の光学部材検査装置によれば、撮像された被検物の画像に所定の画像処理を施すとともに、被検物にある異常部位を判定するプロセッサ、を有することを特徴とする。さらに好ましくは、光学部材検査装置は、プロセッサの判定結果を報知する報知手段を有する(請求項16)。
【発明の効果】
【0022】
このように本発明にかかる光学部材検査装置によれば、位置調整手段によって被検物の光学中心と遮光絞りの中心が高い精度を持って同一直線上に位置される。これにより、被検物が撮像システムに搬送されたときに生じる被検物とシステム内の光学部材との相対位置のずれが解消され、常に高精度な撮像および検査が可能となる。
【0023】
さらに、本発明によれば、上述した式を満たすような適切な位置に適切な大きさの遮光絞りを配設している。これにより、レンズのように曲面を持つ光学部材を被検物とした場合であっても、被検物の結像に寄与する光は、該被検物の略焦点位置に配設された該遮光絞りの像により有効に遮られる。従って、撮像画像における照明の映り込み等が防止され、深いキズのみならず入射光が比較的散乱しづらいゴミや浅いあるいは薄いキズも高い精度をもって検出することが可能な画像を生成することができる。
【発明を実施するための最良の形態】
【0024】
以下、本発明の光学部材検査装置について、第一実施形態の構成と共に説明する。図1は光学部材検査装置100の全体図を模式的に示す図である。光学部材検査装置100は、撮像システム10A、プロセッサ20、報知部30、駆動制御部50、駆動部60を有する。
【0025】
撮像システム10Aは、CCD1、撮像光学系2、開口絞り3、被検光学系4、遮光絞り5、光源6、拡散板7、を有する。被検光学系4は、少なくとも被検物4aを含む光学系である。第一実施形態では、被検光学系4は、被検物4aのみからなる。初期設定状態において、各部材1〜7(ただし、被検物4aは除く)光軸または中心軸は、撮像光学系2の光軸(図1中一点鎖線で示す。以下の各図においても同様とする。)と一致している。CCD1、撮像光学系2、開口絞り3の各部材と、遮光絞り5、光源6、拡散板7の各部材とは、被検光学系4を挟んで反対側に位置している。なお、図1では、撮像光学系2を、便宜上、一枚のレンズとして示しているが、実際の装置における撮像光学系2は複数枚のレンズ等を含む。また、図1では、CCD1と撮像光学系2間に開口絞りがあるように描かれているが、実際の装置では、撮像光学系2を構成するレンズ間に開口絞り3が配設されることもある。図1のように開口絞り3を配置した場合には、射出瞳径は開口絞り径と等しくなる。
【0026】
なお、以下では、便宜上、撮像光学系2の光軸に沿う方向をZ方向と定義し、Z方向に直交しかつ互いに直交する二方向をそれぞれX方向、Y方向と定義して、説明する。
【0027】
また、撮像光学系2は、CCD1の撮像面と、CCD1の撮像領域内にある被検光学系4とが略共役な関係になる位置に配設される。被検物4aは、曲面を持つ透過性ある光学部材(例えば、レンズ)である。第一実施形態では、正レンズを想定する。被検物4aは、レンズホルダ4Tに載置、保持されている。図2は、被検物4aが載置されていない状態のレンズホルダ4Tを拡大して示す斜視図である。また、図3(A)は、被検物4aが載置されていない状態のレンズホルダ4Tの、撮像光学系2の光軸を含む平面での断面図である。図3(B)は、被検物4aが載置された状態のレンズホルダ4Tの、撮像光学系2の光軸と被検物4aの光学中心4acを含む平面での断面図である。
【0028】
図2や図3(A)、(B)に示すように、レンズホルダ4Tは、被検物4aが載置される凹部4Cを有している。凹部4Cは、被検物4aが確実に載置されるように、被検物4aの径よりも若干量大きな径を有している。また、凹部4Cは、載置されている被検物4aに光源6からの光が入射するように構成されている。例えば、凹部4Cの底面に開口部4Hが形成されている。
【0029】
図1に示す遮光絞り5は、完全に光を遮るように構成されていてもよいし、入射光を所定量だけ透過させる構成であっても良い。前者の構成を採用すると、いわゆる完全な暗視野照明が実現され、後者の構成を採用すると、明視野照明の性質を含んだ暗視野照明が実現される。遮光絞り5において実際に光を遮る領域(遮光面)は、拡散板に対して平行に配設される。遮光絞り5は、駆動部60によって撮像光学系2の光軸方向(Z方向)に沿って駆動自在に構成されている。
【0030】
撮像時における各部材の配置構成についてさらに説明を加える。被検物を撮像するにあたり、遮光絞り5は、予め駆動部60によってX、Y、Zの各方向に位置調整され、被検光学系4の焦点位置に配設される。この遮光絞り5と被検光学系4の相対的な位置調整処理に関しては後に詳述する。遮光絞り5が被検光学系4の焦点位置に配設された状態において、撮像システム10Aは、遮光絞り5の径をDb、撮像光学系2の射出瞳径(開口絞り3の絞り径)をL、被検光学系4の焦点距離をFb、撮像光学系2の焦点距離をFaとすると、以下の式(α)、
Db≧L×Fb/Fa・・・(α)
を満たすように構成される。式(α)からわかるように、遮光絞り5の径や配置位置は、被検物4aの光学仕様に応じて設定される。
【0031】
ここで、被検光学系4と撮像光学系2を介して結像する遮光絞り5の像をiとし、像iの径をDaとした場合、上記式(α)が等式となるのは、L=Daのときである。このとき、CCD1には、被検物4aの異常部位からの光のみが入射し、被検物4aの結像に寄与する光は、CCD1には入射しない。従って、撮像された画像のうち、異常部位のみが非常に明るく表示され、該部位以外の領域つまり背景は略完全に暗く表れる。つまり、L=Daのとき、最も検出感度の高い撮像画像が得られる。
【0032】
ただし、実際の装置では、組み付け誤差によって各部材間の相対位置のずれが発生し、意図しない迷光がCCD1に入射するおそれがある。そこで最大限検出感度の高い撮像画像を生成可能としつつも該迷光を有効に防止するために、L<Daに設計することもできる。つまり、撮像システム10A全体では、撮像時において、各部材の上記式(α)を変換した次の式(1)を満たすように各部材が配置構成される。
Da=Db×Fa/Fb≧L・・・(1)
【0033】
プロセッサ20は、光学部材検査装置100全体の制御を行うCPUや、CCD1が撮像した画像データに二値化処理等の所定の処理を施す画像処理部等を有する。報知部30は、プロセッサ20によりなされた判定結果をユーザに報知する。ここでは報知部30として、モニタを想定する。モニタ30は、被検物4aが良品であるか不良品であるかどうかの判定結果のみならず、撮像システム10Aより送信されプロセッサ20により画像処理が施された画像データや種々の情報を表示する。駆動制御部50は、プロセッサ20の制御の下、駆動部60を介して遮光絞り5をX方向やY方向に移動させる。以下では、遮光絞り5の中心を通りかつX、Yの各方向により規定される面を第一の平面P1とし、図1中破線で示す。なお、本実施形態では、上記条件(1)を満たすようにするため、駆動部60は、遮光絞り5をZ方向に移動させることもできる。
【0034】
以上のように構成された光学部材検査装置100を用いた被検光学系4の検査の一例について説明する。
【0035】
ユーザによって一連の検査に関する処理の実行指示が与えられると、プロセッサ20は、撮像領域内に被検物4aが無い状態つまりレンズホルダ4Tのみ存在する状態で撮像を行う。具体的には、プロセッサ20の図示しないCPUによって、光源6が点灯制御される。光源6から照射された光は、拡散板7に入射する。拡散板7の二次的光源としての機能により、遮光絞り5やレンズホルダ4T(換言すれば被検物4aが載置されるであろう範囲)は、全域にわたって略均一な光量の光で照明される。遮光絞り5やレンズホルダ4Tを介した光は、撮像光学系2、開口絞り3を透過してCCD1に入射する。これにより撮像画像が生成される。上記撮像の結果得られる画像(つまり被検物を含まない画像、以下第一の画像という)の一例を図4に示す。
【0036】
図4に示すように、第一の画像において、レンズホルダ4Tの開口部4Hは光源6からの光が透過するため明るく(白く)映し出される。これに対し、レンズホルダ4Tに相当する背景は、暗転している。但し、背景のうち、開口部4Hを介した光がレンズホルダにおける凹部4Cのエッジ部で微小に散乱する。そのため、背景において、該エッジ部のラインは他の領域に比べて若干明るく表れる。図4では、該エッジ部の像を白抜き破線で示す。
【0037】
また、図4に示すように、開口部4Hの像内には、光源6とレンズホルダ4T間に位置する遮光絞り5の暗転像が表れる。プロセッサ20は、図4に示す第一の画像に対して二値化処理、ラベリング処理といった周知の画像処理を施し、予め設定されている所定の面積条件に適合する暗転領域を遮光絞り5の像として抽出する。そして、抽出した像の中心を遮光絞り5の中心として記録する。図4では、遮光絞り5の中心を、便宜上、直交する二本の一点鎖線の交点5cとして表す。
【0038】
次いで被検物4aが撮像光学系2の撮像領域内に配置される。具体的には、前工程終了後、被検物4aは、レンズホルダ4Tに載置、保持された状態で図示しない搬送アームによって、撮像システム10Aの撮像領域内に配置される。なお被検物4aが撮像システム10Aの撮像領域内に配置された状態において、駆動制御部50は、予め入力された被検物4aの焦点距離情報に基づき、駆動部60を介して遮光絞り5を撮像光学系2の光軸に沿う方向へ駆動し、被検物4aの焦点位置に遮光絞り5を配置している。
【0039】
ここで、複数の凹部4Cが設けられており、複数の被検物4aを載置、保持可能なレンズホルダ4Tを使用することも可能である。この場合、複数の凹部4Cのうち任意の一箇所だけ被検物を載置しないでおけば、上記被検物を含まない画像に関する処理後、搬送アームによってレンズホルダ4Tを微小移動させるだけで直ちに被検物を含む画像(以下、第二の画像という)を撮像することができる。つまり、単位時間あたりの作業効率を向上させることができる。
【0040】
被検物4aが所定の撮像領域内に配置されると、プロセッサ20の図示しないCPUによって、光源6が点灯制御される。光源6から照射された光は、拡散板7、遮光絞り5、被検物4a、撮像光学系2、開口絞り3を順に透過してCCD1によって受光される。これにより第二の画像が生成される。図5に第二の画像の一例を示す。
【0041】
図5に示すように、第二の画像において、レンズホルダ4Tに相当する背景領域、および凹部4Cのエッジ部のライン像は、第一の画像とほぼ同一である。第二の画像では、開口部4Hは表れないが、その代替として開口部4H上に載置された被検物4aの像が現れる。より詳しくは、被検物4aは全体的に暗い像として表れるが、開口部4Hを介した光がコバ面のエッジ部で散乱するため、該エッジ部のラインは他の領域に比べて明るく表れる像4aeを結ぶ。
【0042】
ここで、遮光絞り5の中心と被検物4aの光学中心とが同一直線上(共軸上)に存在しない場合、図5に示すように、被検物4aの像は、場所によって明るさが異なってしまい暗視野照明が有効に機能していない状態になっている。この状態では、被検物4aに散乱性ある異常部位が存在していたとしても、被検物4aの像自体の明るさによって該異常部位の像が検出されにくくなると言ったおそれがある。そこで、本実施形態の光学部材検査装置100では、遮光絞り5の中心と被検物4aの光学中心とがZ方向における同一直線上に位置するように両者の相対位置を調整してから検査画像の撮像を行う。
【0043】
まず、プロセッサ20は、図5に示す第二の画像に対して二値化処理等周知の画像処理を施し、コバ面のエッジ部のラインの像4aeを抽出する。そして、該像4aeの中心を被検物4aの光学中心として記録する。例えば、図5に示すようにエッジ像4aeが円形状である場合には、プロセッサ20は、該円の中心を被検物4aの光学中心とみなす。また、エッジ像4aeが矩形状である場合には、プロセッサ20は、該矩形の二本の対角線の交点を被検物4aの光学中心とみなす。図5では、被検物4aの光学中心4acを、便宜上、直交する二本の二点鎖線の交点として表す。
【0044】
プロセッサ20は、次いで、以上の処理の結果得られた遮光絞り5の中心像5cと、被検物4aの光学中心4acとの間のずれ量dおよびずれの方向を求める。なお、図5では、説明の便宜上各中心5c、4acを明示しているが、実際の処理過程において、プロセッサ20は必ずしも各交点5c、4acを画像に重畳して報知部30上に表示する必要はない。求められたずれ量dは、あくまで画像上での各中心のずれ量(単位:ドット)である。従ってプロセッサ20は、ずれ量dを実際の各部材4a、5をCCD1側から俯瞰した場合における各中心間の距離(単位:μm)に変換する。ずれ量dから距離への変換処理は、撮像システム10Aの撮影倍率とCCD1の画素ピッチを用いることにより行われる。
【0045】
上記ずれの方向および変換処理により求められた距離に関する情報は、補正値としてプロセッサ20から駆動制御部50に与えられる。駆動制御部50は、上記補正値に対応して駆動部60を駆動制御する。駆動部60は、駆動制御部50の制御の下、遮光絞りを平面P1内で移動させる。これにより、遮光絞り5の中心と被検物4aの光学中心とがZ方向における同一直線上に位置することになり、精度の高い検査に適応できる暗視野照明下での画像が撮像可能になる。
【0046】
以上説明した、被検物4aと遮光絞り5の相対位置に関する調整が完了すると、プロセッサ30は、再び光源6を点灯制御し、被検物4aを撮像する。
【0047】
被検物4aの撮像時、遮光絞り5から射出された光は、被検光学系4によって略平行光束に変換される。そして該平行光束は、撮像光学系2を透過し撮像光学系2の焦点位置で像iを結ぶ。図1では遮光絞り5から射出された光の光路を実線で示す。被検物4aに異常部位が全く無い場合、遮光絞り5の外側を通過して被検光学系4に入射した拡散板からの光は、被検光学系4(被検物4a)、撮像光学系2を介して遮光絞り5の像iの外側に向かうが、実際には開口絞り3の開口部を通過できず、CCD1には達しない。つまり、CDD1に撮像される像は黒一色となる。
【0048】
一方、被検物4aに異常部位がある場合、該異常部位からの散乱光が撮像光学系2、開口絞り3の開口部を介してCCD1に入射する。図1では、異常部位からの散乱光を破線で示す。つまり、被検物4aのゴミやキズだけが、暗視野の中に明るく光って観測される。
【0049】
なお、上記遮光絞り5とその像i間の光路が撮像光学系2と被検光学系4の間で平行光束となるように構成することにより、各光学系2、4間に別の開口絞り等の部材を配置する必要がなくなり、装置の簡素化が達成される。また、ワーキングディスタンスも十分に確保され、被検物4aや遮光絞り5の配置の自由度が向上する。
【0050】
プロセッサ20は、CCD1から出力されたデジタル画像データに二値化処理をはじめ種々の処理を施す。ここで、上記のように、装置100の撮像システム10Aは、被検物4aと遮光絞り5が共軸上にあり、かつ上記式(1)を満たすように構成されている。従って、撮像画像において、平面のみからなる光学部材を被検物にしたときと同様に均一な暗さの背景を形成することができる。これにより、深いキズのように入射光の散乱度が比較的高い異物がある部位のみならず、ゴミや浅い(薄い)キズのように比較的散乱度が低いものがある部位であっても二値化処理により、背景とは異なる領域、つまり異常部位であると判別することが容易になる。なお、CCD1から出力された画像データや二値化処理や判別工程の結果は、モニタ30に出力され表示される。
【0051】
なお、本実施形態では、判定結果等を報知する手段としてモニタ30を提示したが、これに限定されるものではなく、音声装置等によって良品や不良品の別を報知する構成であっても良い。
【0052】
以上が本発明の第一実施形態の光学部材検査装置100の説明である。次に被検物4aが負レンズである場合の構成例を第二実施形態として説明する。
【0053】
図6は、第二実施形態の光学部材検査装置を構成する撮像システム10Bの概略を示す図である。なお第二実施形態の光学部材検査装置における、撮像システム10B以外の構成は、第一実施形態の光学部材検査装置100と同一である。また、撮像システム10Bを構成する各部材のうち、撮像システム10Aと同一の部材には撮像システム10Aと同一の部材には図1と同一の符号を付して参照することにし、ここでは、本実施形態独自の構成のみ説明する。
【0054】
被検物4aが負のパワーを持つ場合、駆動部8によって、被検物4aと遮光絞り5の間に正のパワーを持つ補助レンズ4bが挿入される。つまり、第二実施形態の被検光学系4は、被検物4aと補助レンズ4bから構成される。そして、遮光絞り5は、被検物4aと補助レンズ4bの合成焦点距離の位置に配設される。これにより、負のパワーを持つ被検物4aであっても、CCD1による撮像画像に光源6の映り込みは生じることなく、高精度で異常部位を検出することが可能な撮像画像を生成することができる。
【0055】
なお、上記第二実施形態のような補助レンズ4bは、第一実施形態のように被検物4aが正のパワーを持つ場合であっても使用することができる。例えば、図1に示す被検物4aの正のパワーが比較的弱い場合、補助レンズ4bを挿入することにより、遮光絞り5を被検物4a近傍に配設することができる。これにより、被検物4aの撮像光学系2の光軸に沿った駆動量を抑えるとともに、装置全体の小型化も図ることができる。
【0056】
以上が本発明の実施形態である。なお、本発明に係る光学部材検査装置は、上述した実施形態の構成に限定されるものではなく、以下に述べるような変形をしても上記構成と同様の効果を奏することができる。
【0057】
例えば、上記実施形態では、コバ面のエッジ部の像に基づいて被検物4aの光学中心を求めると説明した。ここで、被検物4aは使用用途に応じて、被検物4aの表面に同心円状の段差を有する輪帯が設けられることも考え得る。この場合、該輪帯構造のパタン像の中心を被検物4aの光学中心としてもよい。一般にエッジ部の像よりも輪帯構造のパタン像の方がより鮮明に表れることが多いため、該パタン像を用いた方がより正確に被検物4aの光学中心を求めることが可能になる。
【0058】
また、レンズホルダ4T内でのずれ量が比較的大きい場合、第二の画像において、コバ面のエッジ部の像が一部欠けた状態で表れてしまうこともあり得る。しかし、この場合であっても周知の画像処理や補完処理によって、中心を算出することは可能であるため、問題にはならない。
【0059】
上記実施形態では、駆動部60は、遮光絞り5を移動させると説明した。本発明において、駆動部60は、被検物4a、より正確にはレンズホルダ4Tを、該ホルダを含みX、Yの各方向により規定される平面P2内で移動させることにより、被検物4aと遮光絞り5の相対位置を調整することも可能である。レンズホルダ4Tを移動させる構成を図7に示す。さらには、駆動部60は、レンズホルダ4Tと遮光絞り5の双方を移動させることにより、被検物4aと遮光絞り5の相対位置を調整しても良い。
【0060】
図7に示す変形例のように、レンズホルダ4Tを移動させる構成を採る場合、駆動部60として、前工程から光学部材検査装置100に被検物4aを搬送する搬送アームを使用することも可能である。
【0061】
なお、図7にしめす変形例の場合、被検物4aと遮光絞り5の相対位置を調整するために必要なレンズホルダ4Tの移動量は非常に微少である。そのため、レンズホルダ4Tに載置された被検物4aに加わる慣性力は極めて小さい。従って、相対位置調整のためにレンズホルダ4Tをさせたとしても被検物4aがずれるおそれはなく、上記実施形態と同様に高い精度を持って相対位置調整が行われる。
【0062】
さらに、上記実施形態のプロセッサは、第一の画像と第二の画像に基づいて得られたずれ量dを0にするような補正値を駆動制御部50に与えていると説明した。しかし、作業効率の向上をより重視するのであれば、上記ずれ量dが所定の許容範囲内にあるかどうか判断し、該範囲内であれば位置調整に関する処理は行わない構成にしても良い。
【0063】
また、上記の第一、第二実施形態において、遮光絞り5と拡散板7は、互いに独立している。しかし、本発明に係る撮像システムおよび光学部材検査装置では、遮光絞り5と拡散板7の代替として、両者を一体形成させた調光部材を使用することも可能である。調光部材としては、例えば、図8に示すように、拡散板71と、拡散板71の略中央部から略直角に突出して形成される遮光部75とからなる調光部材70が提案される。このような調光部材70を使用した構成例を図9に示す。図9に示すように、調光部材70を使用することにより、光ピックアップ用対物レンズ等の焦点距離が極端に短い光学部材を被検物4aとする検査時であっても、例えばテーブルやレンズホルダといった他の部材Tと接触する等の不具合を生じることなく、該光学部材4aの焦点距離に正確に遮光部75を配置させることができる。調光部材70を使用する場合、駆動部60は、調光部材70全体を移動させることにより、遮光部75を平面P1内で移動させればよい。
【0064】
なお、上記の第二実施形態では一枚の正レンズを補助レンズとして用いているが、必要に応じて複数枚からなる補助レンズ群を用いても良い。
【0065】
また、上記実施形態ではレンズホルダ4Tの構成はあくまで一例であってこれに限定されるものではない。例えば、搬送過程や検査過程において、レンズホルダ4Tからレンズが落下することがないように、図2に示すホルダ2つ使用して、各ホルダを互いに対向して密着させることによりレンズを挟持することも可能である。
【図面の簡単な説明】
【0066】
【図1】本発明の第一実施形態の光学部材検査装置の全体を模式的に示す図である。
【図2】レンズホルダの一例を拡大して示す斜視図である。
【図3】レンズホルダと被検物の配置関係を説明するための断面図である。
【図4】第一の画像の一例を示す図である。
【図5】第二の画像の一例を示す図である。
【図6】本発明の第二実施形態の光学部材検査装置の撮像システムを模式的に示す図である。
【図7】本発明の光学部材検査装置の変形例を示す図である。
【図8】本発明の遮光絞りおよび拡散板の代替として使用可能な調光部材の一例を示す図である。
【図9】変形例の調光部材を使用した場合の構成例を示す図である。
【符号の説明】
【0067】
1 撮像素子
2 撮像光学系
3 開口絞り
4 被検光学系
4a 被検物
4b 補助レンズ
5 遮光絞り
70 調光部材
10A、10B 撮像システム
100 光学部材検査装置
【特許請求の範囲】
【請求項1】
透過性ある被検物に対して光を入射させる光源部と、
前記被検物を含む被検光学系と、
前記光源部から照射された光の光路中であって前記光源部と前記被検光学系の間に配設される遮光絞りと、
前記被検物が載置される載置手段と、
前記被検光学系を介した光が入射する撮像光学系、および前記撮像光学系について前記被検物と共役な位置関係にある撮像素子からなる撮像手段と、
前記被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように、前記被検物および前記遮光絞りの相対位置を調整する位置調整手段と、を有し、
前記位置調整手段により位置調整された状態において、前記被検光学系および前記撮像光学系により結像する前記遮光絞りの像の径をDa、前記遮光絞りの径をDb、前記撮像光学系の焦点距離をFa、前記被検光学系の焦点距離をFb、前記撮像光学系の射出瞳径をLとすると、以下の式、
Da=Db×Fa/Fb≧L
を満たすことを特徴とする光学部材検査装置。
【請求項2】
請求項1に記載の光学部材検査装置において、
前記位置調整手段は、前記被検物が載置された前記載置手段を、該被検物を含み前記撮像光学系の光軸に直交する第一の平面内で移動させる駆動部と、
前記被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように前記駆動部を駆動制御する制御部と、を有することを特徴とする光学部材検査装置。
【請求項3】
請求項2に記載の光学部材検査装置において、
前記駆動部は、前記載置手段に載置された前記被検物を、該載置手段とともに前工程から前記光学部材検査装置へ搬送する搬送機構であることを特徴とする光学部材検査装置。
【請求項4】
請求項1に記載の光学部材検査装置において、
前記位置調整手段は、前記遮光絞りを、該遮光絞りを含み前記光軸に直交する第二の平面内で移動させる駆動部と、
前記被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように前記駆動部を駆動制御する制御部と、を有することを特徴とする光学部材検査装置。
【請求項5】
請求項2から請求項4のいずれかに記載の光学部材検査装置において、
前記制御部は、前記撮像素子によって撮像された、前記被検物を含まない画像および前記被検物を含む画像に基づいて、前記遮光絞りの中心と前記被検物の光学中心のずれ量を算出し、前記ずれ量をなくすように前記駆動部を駆動制御することを特徴とする光学部材検査装置。
【請求項6】
請求項5に記載の光学部材検査装置において、
前記制御部は、前記被検物を含む画像に対して二値化処理を含む画像処理を施すことにより前記被検物の所定部位に関する形状を抽出し、該形状の中心位置を前記被検物の光学中心として算出することを特徴とする光学部材検査装置。
【請求項7】
請求項6に記載の光学部材検査装置において、
前記形状は、前記被検物のコバ面の外周形状であることを特徴とする光学部材検査装置。
【請求項8】
請求項6に記載の光学部材検査装置において、
前記被検物は、その表面に、同心状に形成される少なくとも一つの段差を持つ輪帯構造を有しており、
前記形状は、前記複数の段差のうちの一つの形状であることを特徴とする光学部材検査装置。
【請求項9】
請求項5から請求項8のいずれかに記載の光学部材検査装置において、
前記制御部は、前記被検物を含まない画像に対して二値化処理を含む画像処理を施すことにより前記遮光絞りの像を抽出して該像の中心位置を算出し、該像の中心位置を前記遮光絞りの中心とすることを特徴とする光学部材検査装置。
【請求項10】
請求項1から請求項9のいずれかに記載の光学部材検査装置において、
前記遮光絞りから射出され前記被検光学系を介した光は、前記被検光学系と前記撮像光学系間で略平行光になっていることを特徴とする光学部材検査装置。
【請求項11】
請求項1から請求項10のいずれかに記載の光学部材検査装置において、
前記被検光学系は、正のパワーを持つ補助レンズ群を有することを特徴とする光学部材検査装置。
【請求項12】
請求項11に記載の光学部材検査装置において、
前記被検物は、負のパワーを持つことを特徴とする光学部材検査装置。
【請求項13】
請求項1から請求項12のいずれかに記載の光学部材検査装置において、
前記光源部と前記撮像手段は、前記被検光学系を挟んで配設されることを特徴とする光学部材検査装置。
【請求項14】
請求項1から請求項13のいずれかに記載の光学部材検査装置において、
前記光源部は、前記光を照射する光源と、前記光源から照射された光を均一に拡散する拡散手段を有することを特徴とする光学部材検査装置。
【請求項15】
請求項1から請求項14のいずれかに記載の光学部材検査装置において、
前記撮像システムにより撮像された被検物の画像に所定の画像処理を施すとともに、前記被検物にある異常部位を判定するプロセッサ、を有することを特徴とする光学部材検査装置。
【請求項16】
前記プロセッサの判定結果を報知する報知手段を有することを特徴とする請求項15に記載の光学部材検査装置。
【請求項1】
透過性ある被検物に対して光を入射させる光源部と、
前記被検物を含む被検光学系と、
前記光源部から照射された光の光路中であって前記光源部と前記被検光学系の間に配設される遮光絞りと、
前記被検物が載置される載置手段と、
前記被検光学系を介した光が入射する撮像光学系、および前記撮像光学系について前記被検物と共役な位置関係にある撮像素子からなる撮像手段と、
前記被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように、前記被検物および前記遮光絞りの相対位置を調整する位置調整手段と、を有し、
前記位置調整手段により位置調整された状態において、前記被検光学系および前記撮像光学系により結像する前記遮光絞りの像の径をDa、前記遮光絞りの径をDb、前記撮像光学系の焦点距離をFa、前記被検光学系の焦点距離をFb、前記撮像光学系の射出瞳径をLとすると、以下の式、
Da=Db×Fa/Fb≧L
を満たすことを特徴とする光学部材検査装置。
【請求項2】
請求項1に記載の光学部材検査装置において、
前記位置調整手段は、前記被検物が載置された前記載置手段を、該被検物を含み前記撮像光学系の光軸に直交する第一の平面内で移動させる駆動部と、
前記被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように前記駆動部を駆動制御する制御部と、を有することを特徴とする光学部材検査装置。
【請求項3】
請求項2に記載の光学部材検査装置において、
前記駆動部は、前記載置手段に載置された前記被検物を、該載置手段とともに前工程から前記光学部材検査装置へ搬送する搬送機構であることを特徴とする光学部材検査装置。
【請求項4】
請求項1に記載の光学部材検査装置において、
前記位置調整手段は、前記遮光絞りを、該遮光絞りを含み前記光軸に直交する第二の平面内で移動させる駆動部と、
前記被検物の光学中心と前記遮光絞りの中心が略同一直線上に位置するように前記駆動部を駆動制御する制御部と、を有することを特徴とする光学部材検査装置。
【請求項5】
請求項2から請求項4のいずれかに記載の光学部材検査装置において、
前記制御部は、前記撮像素子によって撮像された、前記被検物を含まない画像および前記被検物を含む画像に基づいて、前記遮光絞りの中心と前記被検物の光学中心のずれ量を算出し、前記ずれ量をなくすように前記駆動部を駆動制御することを特徴とする光学部材検査装置。
【請求項6】
請求項5に記載の光学部材検査装置において、
前記制御部は、前記被検物を含む画像に対して二値化処理を含む画像処理を施すことにより前記被検物の所定部位に関する形状を抽出し、該形状の中心位置を前記被検物の光学中心として算出することを特徴とする光学部材検査装置。
【請求項7】
請求項6に記載の光学部材検査装置において、
前記形状は、前記被検物のコバ面の外周形状であることを特徴とする光学部材検査装置。
【請求項8】
請求項6に記載の光学部材検査装置において、
前記被検物は、その表面に、同心状に形成される少なくとも一つの段差を持つ輪帯構造を有しており、
前記形状は、前記複数の段差のうちの一つの形状であることを特徴とする光学部材検査装置。
【請求項9】
請求項5から請求項8のいずれかに記載の光学部材検査装置において、
前記制御部は、前記被検物を含まない画像に対して二値化処理を含む画像処理を施すことにより前記遮光絞りの像を抽出して該像の中心位置を算出し、該像の中心位置を前記遮光絞りの中心とすることを特徴とする光学部材検査装置。
【請求項10】
請求項1から請求項9のいずれかに記載の光学部材検査装置において、
前記遮光絞りから射出され前記被検光学系を介した光は、前記被検光学系と前記撮像光学系間で略平行光になっていることを特徴とする光学部材検査装置。
【請求項11】
請求項1から請求項10のいずれかに記載の光学部材検査装置において、
前記被検光学系は、正のパワーを持つ補助レンズ群を有することを特徴とする光学部材検査装置。
【請求項12】
請求項11に記載の光学部材検査装置において、
前記被検物は、負のパワーを持つことを特徴とする光学部材検査装置。
【請求項13】
請求項1から請求項12のいずれかに記載の光学部材検査装置において、
前記光源部と前記撮像手段は、前記被検光学系を挟んで配設されることを特徴とする光学部材検査装置。
【請求項14】
請求項1から請求項13のいずれかに記載の光学部材検査装置において、
前記光源部は、前記光を照射する光源と、前記光源から照射された光を均一に拡散する拡散手段を有することを特徴とする光学部材検査装置。
【請求項15】
請求項1から請求項14のいずれかに記載の光学部材検査装置において、
前記撮像システムにより撮像された被検物の画像に所定の画像処理を施すとともに、前記被検物にある異常部位を判定するプロセッサ、を有することを特徴とする光学部材検査装置。
【請求項16】
前記プロセッサの判定結果を報知する報知手段を有することを特徴とする請求項15に記載の光学部材検査装置。
【図1】


【図2】
【図3】
【図6】
【図7】
【図8】
【図9】
【図4】
【図5】
【図2】
【図3】
【図6】
【図7】
【図8】
【図9】
【図4】
【図5】
【公開番号】特開2008−96233(P2008−96233A)
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2006−277118(P2006−277118)
【出願日】平成18年10月11日(2006.10.11)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成18年10月11日(2006.10.11)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
[ Back to top ]