
光素子パッケージの製造方法
【課題】気密封止作業の作業性を向上させることができる光素子パッケージの製造方法を提供する。
【解決手段】筐体12に支持された光ファイバ挿通パイプ14に、光ファイバ素線からなる光ファイバ素線部13b、および、光ファイバ素線を被覆する光ファイバ被覆部13cを有する光ファイバ13を挿通させ、光ファイバ素線部13bと筐体12に収容された光素子11とを接着する光ファイバ接着工程と、光ファイバ被覆部13cを保持部材16によって光ファイバ挿通パイプ14に仮止め固定する仮止め工程と、光ファイバ素線部13bと光ファイバ挿通パイプ14との間で筐体12を気密封止部材17によって気密封止する封止工程と、光ファイバ挿通パイプ14に仮止め固定されている光ファイバ被覆部13cを光ファイバ挿通パイプ14に補強用接着剤18で補強固定する補強工程とを含む。
【解決手段】筐体12に支持された光ファイバ挿通パイプ14に、光ファイバ素線からなる光ファイバ素線部13b、および、光ファイバ素線を被覆する光ファイバ被覆部13cを有する光ファイバ13を挿通させ、光ファイバ素線部13bと筐体12に収容された光素子11とを接着する光ファイバ接着工程と、光ファイバ被覆部13cを保持部材16によって光ファイバ挿通パイプ14に仮止め固定する仮止め工程と、光ファイバ素線部13bと光ファイバ挿通パイプ14との間で筐体12を気密封止部材17によって気密封止する封止工程と、光ファイバ挿通パイプ14に仮止め固定されている光ファイバ被覆部13cを光ファイバ挿通パイプ14に補強用接着剤18で補強固定する補強工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、光素子パッケージの製造方法に係り、特に、光ファイバを気密にパッケージ外に引き出す光素子パッケージの製造方法に関する。
【背景技術】
【0002】
近年、高速かつ大容量の光通信システムが実用化されており、このような光通信システムに組み込むための発光素子、受光素子、変調素子などの高速かつ小型な光素子の開発が盛んに進められている。光通信システムにおいては、光素子は20年を超える期間に渡って安定に動作することが要求される。このため、光素子の劣化を抑制するために、光素子は気密封止される必要がある。
【0003】
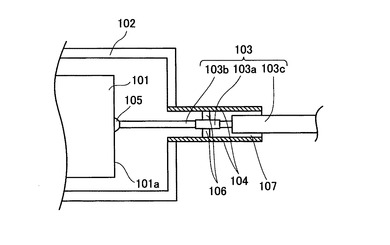
光素子を収容する筐体を有し、光素子と結合された光ファイバを光ファイバ挿通パイプを介して筐体内から引き出す(または内に引き込む)従来の光素子パッケージとしては、光ファイバ挿通パイプの内部で光ファイバを含めてパッケージ内部を気密に封止するものがある(例えば、特許文献1参照)。従来の光素子パッケージの光ファイバ引出し封止部の構造を図7に示す。
【0004】
図7に示すように、封止部は、(1)予め溶接等によって光ファイバ挿通パイプ104が固定された筐体102の内部に光素子101を接着固定する工程と、(2)一部に金属コート103aが施された光ファイバ素線103bからなる光ファイバ素線部と、光ファイバ素線103bに被覆103cが施されてなる光ファイバ被覆部とを備えた光ファイバ103を、光ファイバ挿通パイプ104に挿通させ、光ファイバ調芯装置上で、光ファイバ103の光ファイバ素線103bと光素子101とを接着剤105で接着する工程と、(3)光ファイバ調芯装置上で、光ファイバ挿通パイプ104と金属コート103aとの間で半田106によって筐体102を気密封止する工程と、(4)被覆103cと光ファイバ挿通パイプ104とを補強用接着剤107で固定する工程と、(5)蓋部材(図示しない)をシーム溶接等により筐体102に固定する工程を経て形成される。
【0005】
なお、場合によっては、上記工程(2)と工程(3)の間に、光ファイバ調芯装置上で光ファイバ103を光素子方向に押し込み、筐体102内および光ファイバ挿通パイプ104内において光ファイバ103に余長を持たせる工程が加わる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平3−259105号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に開示された従来の光素子パッケージにおいては、光ファイバと光素子の接着後の気密封止作業(上記工程(3))、さらには被覆と光ファイバ挿通パイプとを補強用接着剤で固定する作業(上記工程(4))を光ファイバ調芯装置上で1つの筐体ごとに行うことにより製造されるため、作業性が悪く、例えば、調芯作業と封止作業を複数の筐体に対してまとめて行うことができないという課題があった。
【0008】
本発明は、従来の課題を解決するためになされたものであって、気密封止作業の作業性を向上させることができる光素子パッケージの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の光素子パッケージの製造方法は、筐体に支持された光ファイバ挿通パイプに、光ファイバ素線からなる光ファイバ素線部、および、前記光ファイバ素線を被覆する光ファイバ被覆部を有する光ファイバを挿通させ、前記光ファイバ素線部と前記筐体に収容された光素子とを接着する光ファイバ接着工程と、前記光ファイバ被覆部を保持部材によって前記光ファイバ挿通パイプに仮止め固定する仮止め工程と、前記光ファイバ素線部と前記光ファイバ挿通パイプとの間で前記筐体を気密封止部材によって気密封止する封止工程と、前記光ファイバ挿通パイプに前記仮止め固定されている前記光ファイバ被覆部を前記光ファイバ挿通パイプに補強用接着剤で補強固定する補強工程と、を含むことを特徴とするものである。
この方法により、気密封止作業の作業性を向上させることができる。
【0010】
また、本発明の光素子パッケージの製造方法は、前記保持部材が紫外線照射により硬化する接着剤であり、かつ、前記気密封止部材が金属封止剤である構成を有していてもよい。
【0011】
また、本発明の光素子パッケージの製造方法は、前記金属封止剤が半田である構成を有していてもよい。
【0012】
また、本発明の光素子パッケージの製造方法は、前記仮止め工程において、前記光素子と前記光ファイバ素線部の結合部分と、前記光ファイバ挿通パイプと前記光ファイバ被覆部の前記保持部材による固定箇所との間で前記光ファイバが余長を有するようにして前記仮止め固定を行う方法を有している。
この方法により、光素子と光ファイバの結合特性が環境温度の変化の影響を受けなくなるため、使用可能な環境温度範囲が拡大された光素子パッケージを製造することができる。
【0013】
また、本発明の光素子パッケージの製造方法は、前記光ファイバ接着工程および前記仮止め工程を光ファイバ調芯装置上で行い、前記封止工程と前記補強工程とを前記光ファイバ調芯装置外で行うものである。
この方法により、気密封止作業の作業性を向上させることができる。
【発明の効果】
【0014】
本発明は、光ファイバ挿通パイプにおける気密封止作業に先立って、光ファイバ被覆部を光ファイバ挿通パイプに仮止め固定することにより、光ファイバ被覆部と光ファイバ挿通パイプとを補強用接着剤で固定する作業までを光ファイバ調芯装置上で行う必要がなく、気密封止作業の作業性を向上させることができるという効果を有する光素子パッケージの製造方法を提供することができるものである。
【図面の簡単な説明】
【0015】
【図1】本発明の第1の実施形態の光素子パッケージの断面図および分解斜視図
【図2】本発明の光素子パッケージの製造方法の光素子接着工程および光ファイバ準備工程を示す断面図
【図3】本発明の光素子パッケージの製造方法の光ファイバ接着工程および仮止め工程を示す断面図
【図4】本発明の光素子パッケージの製造方法の封止工程および補強工程を示す断面図
【図5】本発明の第2の実施形態の光素子パッケージの断面図
【図6】本発明の参考実施形態としての第3の実施形態の光素子パッケージの断面図
【図7】従来の光素子パッケージの光ファイバ引出し封止部の構造を示す断面図
【発明を実施するための形態】
【0016】
以下、本発明に係る光素子パッケージの実施形態について、図面を用いて説明する。
【0017】
(第1の実施形態)
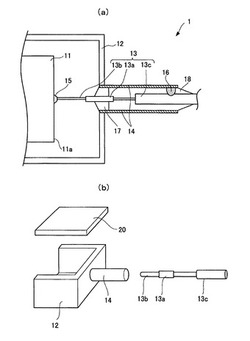
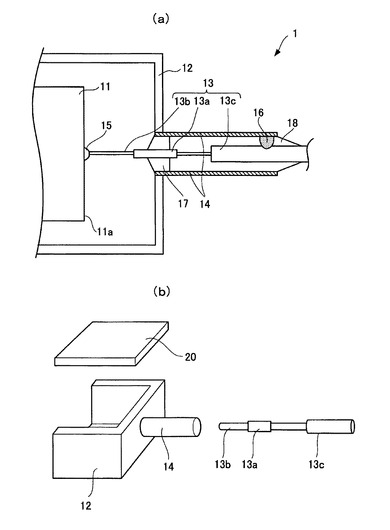
本発明に係る光素子パッケージの第1の実施形態を図1に示す。図1(a)は光素子パッケージ1の断面図、図1(b)は光素子パッケージ1の構成を示す分解斜視図である。
【0018】
即ち、図1(a)および(b)に示すように、第1の実施形態の光素子パッケージ1は、光素子11を収容する筐体12と、一部に金属コート13aが施された光ファイバ素線13bからなる光ファイバ素線部、および、光ファイバ素線13bを被覆13cによって被覆する光ファイバ被覆部を有し、光素子11と光結合する光ファイバ13と、筐体12の少なくとも1側面から延伸し、筐体12内に光ファイバ13を挿通させるための光ファイバ挿通パイプ14とを備える。
【0019】
そして、詳細は後述するが、光ファイバ挿通パイプ14と光ファイバ13の金属コート13aとの間で、気密封止部材としての半田17によって筐体12が気密封止され、光ファイバ13の被覆13cが光ファイバ挿通パイプ14において保持部材としての速乾性接着剤16によって仮止め固定される。
【0020】
図1に示した光素子11は、例えば導波路型LN光変調器チップである。LN光変調器チップは、電気光学効果を有する強誘電体であるLiNbO3(ニオブ酸リチウム)基板にTi等を熱拡散させて基板表面に相対的に高屈折率の光導波路を形成し、さらに基板上にマイクロ波を伝播させるマイクロ波伝播導波路(例えばコプレーナ線路)を形成し、光導波路を伝播する光波にマイクロ波による電界を作用させて、電気光学効果によって変調を行う光素子である。
【0021】
筐体12は、ステンレス(SUS)やコバール等の金属材料などで構成され、例えば導波路型LN光変調器チップなどの光素子11を内部に固定するものである。
【0022】
光ファイバ13は、光波を閉じ込め伝播させるコアを有する光ファイバ素線13bと、光ファイバ素線13bを包み込んで素線への傷を保護するとともに、光ファイバ自体の強度を補強するためのナイロンなどの被覆13cを含む。
【0023】
また、光ファイバ13の金属コート13aとしては、半田の濡れ性を向上させるためにメッキ法や蒸着法によって形成されるAuなどの金属コートが用いられる。
【0024】
以下、本発明に係る光素子パッケージの製造方法について、図面を用いて説明する。
【0025】
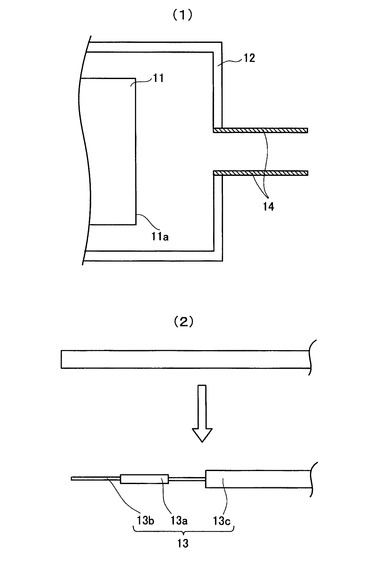
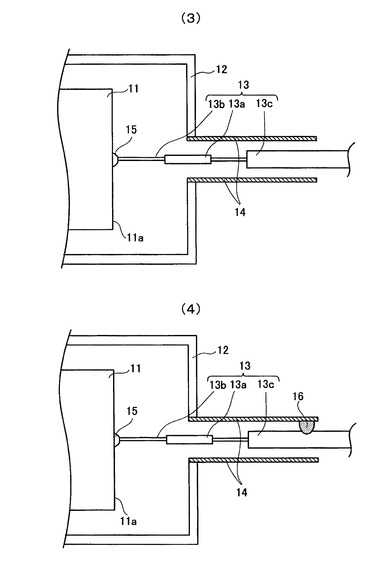
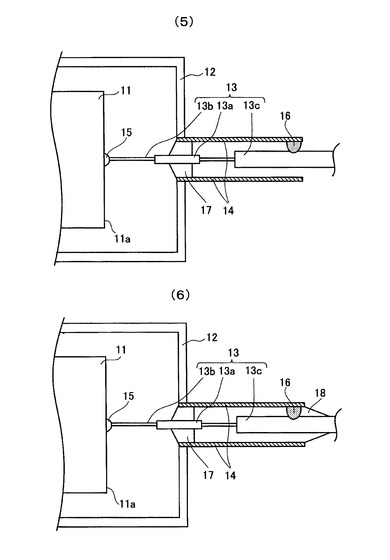
本発明に係る光素子パッケージの製造方法は、図2〜図4に示すように、(1)光素子11を筐体12の内部に接着固定する光素子接着工程と、(2)光ファイバ13の所定箇所の被膜を除去し、所定箇所に金属コートを施す光ファイバ準備工程と、(3)光ファイバ調芯装置上で光ファイバ13を筐体12に固定された光ファイバ挿通パイプ14内に挿通させ、光ファイバ13の光ファイバ素線13bと筐体12に固定された光素子11とを接着剤15によって接着する光ファイバ接着工程と、(4)光ファイバ13の被覆13cを光ファイバ挿通パイプ14に速乾性接着剤16によって仮止め固定する仮止め工程と、(5)光ファイバ挿通パイプ14と光ファイバ13の金属コート13aとの間に、気密封止部材として金属封止剤である融解した半田17を流し込んで筐体12を気密封止する封止工程と、(6)光ファイバ13の被覆13cと光ファイバ挿通パイプ14とを補強用接着剤18で固定する補強工程とを含む。
【0026】
即ち、上記の光素子接着工程(1)においては、光ファイバ挿通パイプ14が予め溶接等によって固定された筐体12の内部に光素子11を接着固定する(図2(1))。
【0027】
光ファイバ準備工程(2)においては、光ファイバ13の所定箇所の被膜を除去し、その被膜を除去した箇所に、半田の濡れ性を向上させるためにAuなどでメタライズ(金属コート)を行う(図2(2))。
【0028】
光ファイバ接着工程(3)においては、光素子11が接着固定された筐体12を光ファイバ調芯装置に固定し、光ファイバ13を光ファイバ挿通パイプ14に挿通させて筐体12内に引き込んで光素子11の端面11aに近接させる。光軸調芯を行い端面11aと光ファイバ13の光ファイバ素線13bとを十分な光結合が得られる位置に調整し、この状態で光ファイバ素線13bと端面11aとを接着剤15で接着固定する(図3(3))。
【0029】
なお、通常は光ファイバ素線13bと端面11aとの接続面積を増やすために、光ファイバ素線13bの先端にガラス製のビーズ形状の補強部材(図示しない)が取り付けられる。また、光ファイバ挿通パイプ14の内部で、後述の封止工程(5)において半田によって気密封止される箇所に予めAuなどの金属コートを施しておいてもよい。
【0030】
仮止め工程(4)においては、光ファイバ13の被覆13cを光ファイバ挿通パイプ14にUV硬化接着剤などの速乾性接着剤16で仮止め固定する(図3(4))。なお、筐体12が光ファイバ挿通パイプを複数有する場合は、それぞれの光ファイバ挿通パイプに対して光ファイバ接着工程(3)および仮止め工程(4)を繰り返す。そして、光ファイバ接着工程(3)および仮止め工程(4)を全て経た後の筐体12を光ファイバ調芯装置から取り外す。
【0031】
封止工程(5)においては、半田ごて、高周波加熱器、レーザなどを用いて金属封止剤としての半田を融解し、光ファイバ13の金属コート13aと光ファイバ挿通パイプ14との間で半田17によって筐体12を気密封止する(図4(5))。
【0032】
補強工程(6)においては、光ファイバ13と光ファイバ挿通パイプ14を高信頼性の光部品として要求される光ファイバの引張試験の指針である1kgf以上を十分に満足させるため、被覆13cと光ファイバ挿通パイプ14をエポキシ系などの補強用接着剤18で補強固定する(図4(6))。
【0033】
最後に、図1(b)に示した蓋部材20をシーム溶接等により筐体12に固定して、光素子パッケージ1が完成する。
【0034】
以上説明したように、第1の実施形態の光素子パッケージは、光ファイバ挿通パイプにおける気密封止作業に先立って、光ファイバ被覆部を光ファイバ挿通パイプに仮止め固定することにより、調芯作業を終えた後の筐体を光ファイバ調芯装置から取り外すことができるため、気密封止作業の作業性を向上させることができる。
【0035】
具体的に言えば、例えば複数個の光素子パッケージに対して光ファイバ調芯装置で仮止め工程まで行った後、その仮止め工程を経た複数個の光素子パッケージに対して光ファイバ調芯装置外で封止工程および補強工程をまとめて行うことができ、作業性を向上させることができる。また、当該封止工程および補強工程時には光ファイバ調芯装置は空き状態であるので、別の複数個の光素子パッケージに対して仮止め工程まで上記複数個の光素子パッケージの封止工程等と並行して行うことができ、生産性の効率化も図ることができる。
【0036】
(第2の実施形態)
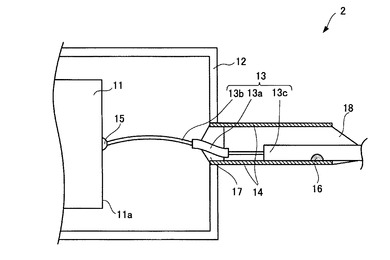
本発明に係る光素子パッケージの第2の実施形態を図5に示す。本実施形態では、光素子11と光ファイバ素線13bとの結合部分と、光ファイバ挿通パイプ14と被覆13cとの速乾性接着剤16による固定箇所との間で光ファイバ13に図5の断面図に示すような余長を持たせる。その他の構成に関しては、第1の実施形態と同様である。
【0037】
また、第2の実施形態の光素子パッケージ2の製造方法は、仮止め工程において、光ファイバ13の被覆13cを光ファイバ挿通パイプ14に速乾性接着剤16で仮止め固定する際に、光素子11と光ファイバ素線13bとの結合部分と、光ファイバ挿通パイプ14と被覆13cとの速乾性接着剤16による固定箇所との間で光ファイバ13に図5に示すような余長を持たせる点を除いて、第1の実施形態と同様である。
【0038】
一般に、金属からなる筐体の線膨張係数は、石英ガラス等からなる光ファイバの線膨張係数より大きい。しかしながら、室温での封止作業時に上記のように光ファイバに余長を持たせることにより、環境温度が上昇したとしても光ファイバが切断されることがなく、逆に環境温度が低下したとしても余長が僅かに増えるだけであり、光ファイバと光素子の結合状態は大きく変化しない。このため、光ファイバの破断を防ぐことができ、光素子パッケージの使用可能な環境温度範囲が拡大される。
【0039】
以上説明したように、第2の実施形態の光素子パッケージは、第1の実施形態に記載の効果に加えて、光ファイバに余長を持たせることにより、環境温度の変化に依存しない良好な接続特性を得ることができる。
【0040】
(第3の実施形態)
本発明に係る光素子パッケージの参考実施形態としての第3の実施形態を図6に示す。
【0041】
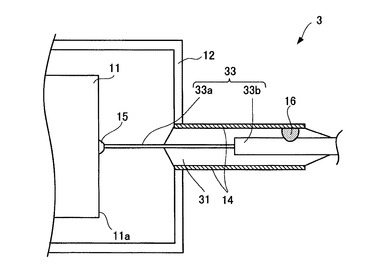
即ち、図6の断面図に示すように、第3の実施形態の光素子パッケージ3は、光素子11を収容する筐体12と、光ファイバ素線33aからなる光ファイバ素線部と、光ファイバ素線33aに被覆33bが施されてなる光ファイバ被覆部とを備え、光素子11と光結合する光ファイバ33と、筐体12の少なくとも1側面から延伸し、筐体12内に光ファイバ33を挿通させるための光ファイバ挿通パイプ14とを備える。
【0042】
そして、気密封止部材としての樹脂封止剤31によって、光ファイバ挿通パイプ14と光ファイバ33の光ファイバ素線33aとの間で、筐体12が気密封止されるとともに、光ファイバ33の被覆33bが光ファイバ挿通パイプ14において補強固定される。
【0043】
また、第3の実施形態の光素子パッケージ3の製造方法は、(1)光素子11を筐体12の内部に接着固定する光素子接着工程(図示せず)と、(2)光ファイバ調芯装置上で光ファイバ33を筐体12に固定された光ファイバ挿通パイプ14内に挿通させ、光ファイバ33の光ファイバ素線33aと筐体12に固定された光素子11とを接着剤15によって接着する光ファイバ接着工程(図示せず)と、(3)光ファイバ33の被覆33bを光ファイバ挿通パイプ14に速乾性接着剤16によって仮止め固定する仮止め工程(図示せず)と、(4)樹脂封止剤31によって、光ファイバ挿通パイプ14と光ファイバ33の光ファイバ素線33aとの間で筐体12を気密封止するとともに、光ファイバ33の被覆33bを光ファイバ挿通パイプ14において補強固定する封止工程(図示せず)とを含む。
【0044】
即ち、第3の実施形態の光素子パッケージ3の製造方法においては、光ファイバ挿通パイプ14内での封止作業を半田封止などの金属封止法から樹脂封止法に変更したことにより、半田の濡れ性を向上させるための金属コートが不必要となる。このため、光素子パッケージの製造に要するコストが低減される。さらに、樹脂封止剤として接着強度が十分な樹脂封止剤を選択することにより、封止作業と光ファイバの光ファイバ挿通パイプでの補強を同時に行うことができるため、さらにコストを低減することができる。
【0045】
なお、光素子11と光ファイバ素線33aとの結合部分と、光ファイバ挿通パイプ14と被覆33bとの速乾性接着剤16による固定箇所との間で光ファイバ33に余長を持たせてもよい。
【0046】
以上説明したように、第3の実施形態の光素子パッケージは、第1の実施形態に記載の効果に加えて、気密封止部材として樹脂封止剤を用いることにより、光素子パッケージの製造に要するコストを低減することができる。
【0047】
なお、上述の実施形態では、光素子として導波路型電気光学素子であるLN変調器を例にとって説明を行ったが、本発明の光素子パッケージが収容する光素子はLN変調器に限定されるものではなく、半導体レーザ(LD)やフォトダイオード(PD)などの光ファイバとの結合を要する光素子全般に適用可能である。
【0048】
また、光素子の端面と光ファイバ素線との接着固定、被覆と光ファイバ挿通パイプの仮止め固定および補強固定では同一の接着剤を用いてもよいし、適材適所で有効な接着剤を用いてもよいことは言うまでもない。
【符号の説明】
【0049】
1、2、3 光素子パッケージ
11 光素子
12 筐体
13、33 光ファイバ
13b、33a 光ファイバ素線
13c、33b 被覆
14 光ファイバ挿通パイプ
16 速乾性接着剤
17 半田
31 樹脂封止剤
【技術分野】
【0001】
本発明は、光素子パッケージの製造方法に係り、特に、光ファイバを気密にパッケージ外に引き出す光素子パッケージの製造方法に関する。
【背景技術】
【0002】
近年、高速かつ大容量の光通信システムが実用化されており、このような光通信システムに組み込むための発光素子、受光素子、変調素子などの高速かつ小型な光素子の開発が盛んに進められている。光通信システムにおいては、光素子は20年を超える期間に渡って安定に動作することが要求される。このため、光素子の劣化を抑制するために、光素子は気密封止される必要がある。
【0003】
光素子を収容する筐体を有し、光素子と結合された光ファイバを光ファイバ挿通パイプを介して筐体内から引き出す(または内に引き込む)従来の光素子パッケージとしては、光ファイバ挿通パイプの内部で光ファイバを含めてパッケージ内部を気密に封止するものがある(例えば、特許文献1参照)。従来の光素子パッケージの光ファイバ引出し封止部の構造を図7に示す。
【0004】
図7に示すように、封止部は、(1)予め溶接等によって光ファイバ挿通パイプ104が固定された筐体102の内部に光素子101を接着固定する工程と、(2)一部に金属コート103aが施された光ファイバ素線103bからなる光ファイバ素線部と、光ファイバ素線103bに被覆103cが施されてなる光ファイバ被覆部とを備えた光ファイバ103を、光ファイバ挿通パイプ104に挿通させ、光ファイバ調芯装置上で、光ファイバ103の光ファイバ素線103bと光素子101とを接着剤105で接着する工程と、(3)光ファイバ調芯装置上で、光ファイバ挿通パイプ104と金属コート103aとの間で半田106によって筐体102を気密封止する工程と、(4)被覆103cと光ファイバ挿通パイプ104とを補強用接着剤107で固定する工程と、(5)蓋部材(図示しない)をシーム溶接等により筐体102に固定する工程を経て形成される。
【0005】
なお、場合によっては、上記工程(2)と工程(3)の間に、光ファイバ調芯装置上で光ファイバ103を光素子方向に押し込み、筐体102内および光ファイバ挿通パイプ104内において光ファイバ103に余長を持たせる工程が加わる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平3−259105号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に開示された従来の光素子パッケージにおいては、光ファイバと光素子の接着後の気密封止作業(上記工程(3))、さらには被覆と光ファイバ挿通パイプとを補強用接着剤で固定する作業(上記工程(4))を光ファイバ調芯装置上で1つの筐体ごとに行うことにより製造されるため、作業性が悪く、例えば、調芯作業と封止作業を複数の筐体に対してまとめて行うことができないという課題があった。
【0008】
本発明は、従来の課題を解決するためになされたものであって、気密封止作業の作業性を向上させることができる光素子パッケージの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の光素子パッケージの製造方法は、筐体に支持された光ファイバ挿通パイプに、光ファイバ素線からなる光ファイバ素線部、および、前記光ファイバ素線を被覆する光ファイバ被覆部を有する光ファイバを挿通させ、前記光ファイバ素線部と前記筐体に収容された光素子とを接着する光ファイバ接着工程と、前記光ファイバ被覆部を保持部材によって前記光ファイバ挿通パイプに仮止め固定する仮止め工程と、前記光ファイバ素線部と前記光ファイバ挿通パイプとの間で前記筐体を気密封止部材によって気密封止する封止工程と、前記光ファイバ挿通パイプに前記仮止め固定されている前記光ファイバ被覆部を前記光ファイバ挿通パイプに補強用接着剤で補強固定する補強工程と、を含むことを特徴とするものである。
この方法により、気密封止作業の作業性を向上させることができる。
【0010】
また、本発明の光素子パッケージの製造方法は、前記保持部材が紫外線照射により硬化する接着剤であり、かつ、前記気密封止部材が金属封止剤である構成を有していてもよい。
【0011】
また、本発明の光素子パッケージの製造方法は、前記金属封止剤が半田である構成を有していてもよい。
【0012】
また、本発明の光素子パッケージの製造方法は、前記仮止め工程において、前記光素子と前記光ファイバ素線部の結合部分と、前記光ファイバ挿通パイプと前記光ファイバ被覆部の前記保持部材による固定箇所との間で前記光ファイバが余長を有するようにして前記仮止め固定を行う方法を有している。
この方法により、光素子と光ファイバの結合特性が環境温度の変化の影響を受けなくなるため、使用可能な環境温度範囲が拡大された光素子パッケージを製造することができる。
【0013】
また、本発明の光素子パッケージの製造方法は、前記光ファイバ接着工程および前記仮止め工程を光ファイバ調芯装置上で行い、前記封止工程と前記補強工程とを前記光ファイバ調芯装置外で行うものである。
この方法により、気密封止作業の作業性を向上させることができる。
【発明の効果】
【0014】
本発明は、光ファイバ挿通パイプにおける気密封止作業に先立って、光ファイバ被覆部を光ファイバ挿通パイプに仮止め固定することにより、光ファイバ被覆部と光ファイバ挿通パイプとを補強用接着剤で固定する作業までを光ファイバ調芯装置上で行う必要がなく、気密封止作業の作業性を向上させることができるという効果を有する光素子パッケージの製造方法を提供することができるものである。
【図面の簡単な説明】
【0015】
【図1】本発明の第1の実施形態の光素子パッケージの断面図および分解斜視図
【図2】本発明の光素子パッケージの製造方法の光素子接着工程および光ファイバ準備工程を示す断面図
【図3】本発明の光素子パッケージの製造方法の光ファイバ接着工程および仮止め工程を示す断面図
【図4】本発明の光素子パッケージの製造方法の封止工程および補強工程を示す断面図
【図5】本発明の第2の実施形態の光素子パッケージの断面図
【図6】本発明の参考実施形態としての第3の実施形態の光素子パッケージの断面図
【図7】従来の光素子パッケージの光ファイバ引出し封止部の構造を示す断面図
【発明を実施するための形態】
【0016】
以下、本発明に係る光素子パッケージの実施形態について、図面を用いて説明する。
【0017】
(第1の実施形態)
本発明に係る光素子パッケージの第1の実施形態を図1に示す。図1(a)は光素子パッケージ1の断面図、図1(b)は光素子パッケージ1の構成を示す分解斜視図である。
【0018】
即ち、図1(a)および(b)に示すように、第1の実施形態の光素子パッケージ1は、光素子11を収容する筐体12と、一部に金属コート13aが施された光ファイバ素線13bからなる光ファイバ素線部、および、光ファイバ素線13bを被覆13cによって被覆する光ファイバ被覆部を有し、光素子11と光結合する光ファイバ13と、筐体12の少なくとも1側面から延伸し、筐体12内に光ファイバ13を挿通させるための光ファイバ挿通パイプ14とを備える。
【0019】
そして、詳細は後述するが、光ファイバ挿通パイプ14と光ファイバ13の金属コート13aとの間で、気密封止部材としての半田17によって筐体12が気密封止され、光ファイバ13の被覆13cが光ファイバ挿通パイプ14において保持部材としての速乾性接着剤16によって仮止め固定される。
【0020】
図1に示した光素子11は、例えば導波路型LN光変調器チップである。LN光変調器チップは、電気光学効果を有する強誘電体であるLiNbO3(ニオブ酸リチウム)基板にTi等を熱拡散させて基板表面に相対的に高屈折率の光導波路を形成し、さらに基板上にマイクロ波を伝播させるマイクロ波伝播導波路(例えばコプレーナ線路)を形成し、光導波路を伝播する光波にマイクロ波による電界を作用させて、電気光学効果によって変調を行う光素子である。
【0021】
筐体12は、ステンレス(SUS)やコバール等の金属材料などで構成され、例えば導波路型LN光変調器チップなどの光素子11を内部に固定するものである。
【0022】
光ファイバ13は、光波を閉じ込め伝播させるコアを有する光ファイバ素線13bと、光ファイバ素線13bを包み込んで素線への傷を保護するとともに、光ファイバ自体の強度を補強するためのナイロンなどの被覆13cを含む。
【0023】
また、光ファイバ13の金属コート13aとしては、半田の濡れ性を向上させるためにメッキ法や蒸着法によって形成されるAuなどの金属コートが用いられる。
【0024】
以下、本発明に係る光素子パッケージの製造方法について、図面を用いて説明する。
【0025】
本発明に係る光素子パッケージの製造方法は、図2〜図4に示すように、(1)光素子11を筐体12の内部に接着固定する光素子接着工程と、(2)光ファイバ13の所定箇所の被膜を除去し、所定箇所に金属コートを施す光ファイバ準備工程と、(3)光ファイバ調芯装置上で光ファイバ13を筐体12に固定された光ファイバ挿通パイプ14内に挿通させ、光ファイバ13の光ファイバ素線13bと筐体12に固定された光素子11とを接着剤15によって接着する光ファイバ接着工程と、(4)光ファイバ13の被覆13cを光ファイバ挿通パイプ14に速乾性接着剤16によって仮止め固定する仮止め工程と、(5)光ファイバ挿通パイプ14と光ファイバ13の金属コート13aとの間に、気密封止部材として金属封止剤である融解した半田17を流し込んで筐体12を気密封止する封止工程と、(6)光ファイバ13の被覆13cと光ファイバ挿通パイプ14とを補強用接着剤18で固定する補強工程とを含む。
【0026】
即ち、上記の光素子接着工程(1)においては、光ファイバ挿通パイプ14が予め溶接等によって固定された筐体12の内部に光素子11を接着固定する(図2(1))。
【0027】
光ファイバ準備工程(2)においては、光ファイバ13の所定箇所の被膜を除去し、その被膜を除去した箇所に、半田の濡れ性を向上させるためにAuなどでメタライズ(金属コート)を行う(図2(2))。
【0028】
光ファイバ接着工程(3)においては、光素子11が接着固定された筐体12を光ファイバ調芯装置に固定し、光ファイバ13を光ファイバ挿通パイプ14に挿通させて筐体12内に引き込んで光素子11の端面11aに近接させる。光軸調芯を行い端面11aと光ファイバ13の光ファイバ素線13bとを十分な光結合が得られる位置に調整し、この状態で光ファイバ素線13bと端面11aとを接着剤15で接着固定する(図3(3))。
【0029】
なお、通常は光ファイバ素線13bと端面11aとの接続面積を増やすために、光ファイバ素線13bの先端にガラス製のビーズ形状の補強部材(図示しない)が取り付けられる。また、光ファイバ挿通パイプ14の内部で、後述の封止工程(5)において半田によって気密封止される箇所に予めAuなどの金属コートを施しておいてもよい。
【0030】
仮止め工程(4)においては、光ファイバ13の被覆13cを光ファイバ挿通パイプ14にUV硬化接着剤などの速乾性接着剤16で仮止め固定する(図3(4))。なお、筐体12が光ファイバ挿通パイプを複数有する場合は、それぞれの光ファイバ挿通パイプに対して光ファイバ接着工程(3)および仮止め工程(4)を繰り返す。そして、光ファイバ接着工程(3)および仮止め工程(4)を全て経た後の筐体12を光ファイバ調芯装置から取り外す。
【0031】
封止工程(5)においては、半田ごて、高周波加熱器、レーザなどを用いて金属封止剤としての半田を融解し、光ファイバ13の金属コート13aと光ファイバ挿通パイプ14との間で半田17によって筐体12を気密封止する(図4(5))。
【0032】
補強工程(6)においては、光ファイバ13と光ファイバ挿通パイプ14を高信頼性の光部品として要求される光ファイバの引張試験の指針である1kgf以上を十分に満足させるため、被覆13cと光ファイバ挿通パイプ14をエポキシ系などの補強用接着剤18で補強固定する(図4(6))。
【0033】
最後に、図1(b)に示した蓋部材20をシーム溶接等により筐体12に固定して、光素子パッケージ1が完成する。
【0034】
以上説明したように、第1の実施形態の光素子パッケージは、光ファイバ挿通パイプにおける気密封止作業に先立って、光ファイバ被覆部を光ファイバ挿通パイプに仮止め固定することにより、調芯作業を終えた後の筐体を光ファイバ調芯装置から取り外すことができるため、気密封止作業の作業性を向上させることができる。
【0035】
具体的に言えば、例えば複数個の光素子パッケージに対して光ファイバ調芯装置で仮止め工程まで行った後、その仮止め工程を経た複数個の光素子パッケージに対して光ファイバ調芯装置外で封止工程および補強工程をまとめて行うことができ、作業性を向上させることができる。また、当該封止工程および補強工程時には光ファイバ調芯装置は空き状態であるので、別の複数個の光素子パッケージに対して仮止め工程まで上記複数個の光素子パッケージの封止工程等と並行して行うことができ、生産性の効率化も図ることができる。
【0036】
(第2の実施形態)
本発明に係る光素子パッケージの第2の実施形態を図5に示す。本実施形態では、光素子11と光ファイバ素線13bとの結合部分と、光ファイバ挿通パイプ14と被覆13cとの速乾性接着剤16による固定箇所との間で光ファイバ13に図5の断面図に示すような余長を持たせる。その他の構成に関しては、第1の実施形態と同様である。
【0037】
また、第2の実施形態の光素子パッケージ2の製造方法は、仮止め工程において、光ファイバ13の被覆13cを光ファイバ挿通パイプ14に速乾性接着剤16で仮止め固定する際に、光素子11と光ファイバ素線13bとの結合部分と、光ファイバ挿通パイプ14と被覆13cとの速乾性接着剤16による固定箇所との間で光ファイバ13に図5に示すような余長を持たせる点を除いて、第1の実施形態と同様である。
【0038】
一般に、金属からなる筐体の線膨張係数は、石英ガラス等からなる光ファイバの線膨張係数より大きい。しかしながら、室温での封止作業時に上記のように光ファイバに余長を持たせることにより、環境温度が上昇したとしても光ファイバが切断されることがなく、逆に環境温度が低下したとしても余長が僅かに増えるだけであり、光ファイバと光素子の結合状態は大きく変化しない。このため、光ファイバの破断を防ぐことができ、光素子パッケージの使用可能な環境温度範囲が拡大される。
【0039】
以上説明したように、第2の実施形態の光素子パッケージは、第1の実施形態に記載の効果に加えて、光ファイバに余長を持たせることにより、環境温度の変化に依存しない良好な接続特性を得ることができる。
【0040】
(第3の実施形態)
本発明に係る光素子パッケージの参考実施形態としての第3の実施形態を図6に示す。
【0041】
即ち、図6の断面図に示すように、第3の実施形態の光素子パッケージ3は、光素子11を収容する筐体12と、光ファイバ素線33aからなる光ファイバ素線部と、光ファイバ素線33aに被覆33bが施されてなる光ファイバ被覆部とを備え、光素子11と光結合する光ファイバ33と、筐体12の少なくとも1側面から延伸し、筐体12内に光ファイバ33を挿通させるための光ファイバ挿通パイプ14とを備える。
【0042】
そして、気密封止部材としての樹脂封止剤31によって、光ファイバ挿通パイプ14と光ファイバ33の光ファイバ素線33aとの間で、筐体12が気密封止されるとともに、光ファイバ33の被覆33bが光ファイバ挿通パイプ14において補強固定される。
【0043】
また、第3の実施形態の光素子パッケージ3の製造方法は、(1)光素子11を筐体12の内部に接着固定する光素子接着工程(図示せず)と、(2)光ファイバ調芯装置上で光ファイバ33を筐体12に固定された光ファイバ挿通パイプ14内に挿通させ、光ファイバ33の光ファイバ素線33aと筐体12に固定された光素子11とを接着剤15によって接着する光ファイバ接着工程(図示せず)と、(3)光ファイバ33の被覆33bを光ファイバ挿通パイプ14に速乾性接着剤16によって仮止め固定する仮止め工程(図示せず)と、(4)樹脂封止剤31によって、光ファイバ挿通パイプ14と光ファイバ33の光ファイバ素線33aとの間で筐体12を気密封止するとともに、光ファイバ33の被覆33bを光ファイバ挿通パイプ14において補強固定する封止工程(図示せず)とを含む。
【0044】
即ち、第3の実施形態の光素子パッケージ3の製造方法においては、光ファイバ挿通パイプ14内での封止作業を半田封止などの金属封止法から樹脂封止法に変更したことにより、半田の濡れ性を向上させるための金属コートが不必要となる。このため、光素子パッケージの製造に要するコストが低減される。さらに、樹脂封止剤として接着強度が十分な樹脂封止剤を選択することにより、封止作業と光ファイバの光ファイバ挿通パイプでの補強を同時に行うことができるため、さらにコストを低減することができる。
【0045】
なお、光素子11と光ファイバ素線33aとの結合部分と、光ファイバ挿通パイプ14と被覆33bとの速乾性接着剤16による固定箇所との間で光ファイバ33に余長を持たせてもよい。
【0046】
以上説明したように、第3の実施形態の光素子パッケージは、第1の実施形態に記載の効果に加えて、気密封止部材として樹脂封止剤を用いることにより、光素子パッケージの製造に要するコストを低減することができる。
【0047】
なお、上述の実施形態では、光素子として導波路型電気光学素子であるLN変調器を例にとって説明を行ったが、本発明の光素子パッケージが収容する光素子はLN変調器に限定されるものではなく、半導体レーザ(LD)やフォトダイオード(PD)などの光ファイバとの結合を要する光素子全般に適用可能である。
【0048】
また、光素子の端面と光ファイバ素線との接着固定、被覆と光ファイバ挿通パイプの仮止め固定および補強固定では同一の接着剤を用いてもよいし、適材適所で有効な接着剤を用いてもよいことは言うまでもない。
【符号の説明】
【0049】
1、2、3 光素子パッケージ
11 光素子
12 筐体
13、33 光ファイバ
13b、33a 光ファイバ素線
13c、33b 被覆
14 光ファイバ挿通パイプ
16 速乾性接着剤
17 半田
31 樹脂封止剤
【特許請求の範囲】
【請求項1】
筐体に支持された光ファイバ挿通パイプに、光ファイバ素線からなる光ファイバ素線部、および、前記光ファイバ素線を被覆する光ファイバ被覆部を有する光ファイバを挿通させ、前記光ファイバ素線部と前記筐体に収容された光素子とを接着する光ファイバ接着工程と、
前記光ファイバ被覆部を保持部材によって前記光ファイバ挿通パイプに仮止め固定する仮止め工程と、
前記光ファイバ素線部と前記光ファイバ挿通パイプとの間で前記筐体を気密封止部材によって気密封止する封止工程と、
前記光ファイバ挿通パイプに前記仮止め固定されている前記光ファイバ被覆部を前記光ファイバ挿通パイプに補強用接着剤で補強固定する補強工程と、を含むことを特徴とする光素子パッケージの製造方法。
【請求項2】
前記保持部材が紫外線照射により硬化する接着剤であり、かつ、前記気密封止部材が金属封止剤である請求項1に記載の光素子パッケージの製造方法。
【請求項3】
前記金属封止剤が半田である請求項2に記載の光素子パッケージの製造方法。
【請求項4】
前記仮止め工程において、前記光素子と前記光ファイバ素線部の結合部分と、前記光ファイバ挿通パイプと前記光ファイバ被覆部の前記保持部材による固定箇所との間で前記光ファイバが余長を有するようにして前記仮止め固定を行う請求項1から請求項3のいずれか一項に記載の光素子パッケージの製造方法。
【請求項5】
前記光ファイバ接着工程および前記仮止め工程を光ファイバ調芯装置上で行い、前記封止工程と前記補強工程とを前記光ファイバ調芯装置外で行う請求項1から請求項4のいずれか一項に記載の光素子パッケージの製造方法。
【請求項1】
筐体に支持された光ファイバ挿通パイプに、光ファイバ素線からなる光ファイバ素線部、および、前記光ファイバ素線を被覆する光ファイバ被覆部を有する光ファイバを挿通させ、前記光ファイバ素線部と前記筐体に収容された光素子とを接着する光ファイバ接着工程と、
前記光ファイバ被覆部を保持部材によって前記光ファイバ挿通パイプに仮止め固定する仮止め工程と、
前記光ファイバ素線部と前記光ファイバ挿通パイプとの間で前記筐体を気密封止部材によって気密封止する封止工程と、
前記光ファイバ挿通パイプに前記仮止め固定されている前記光ファイバ被覆部を前記光ファイバ挿通パイプに補強用接着剤で補強固定する補強工程と、を含むことを特徴とする光素子パッケージの製造方法。
【請求項2】
前記保持部材が紫外線照射により硬化する接着剤であり、かつ、前記気密封止部材が金属封止剤である請求項1に記載の光素子パッケージの製造方法。
【請求項3】
前記金属封止剤が半田である請求項2に記載の光素子パッケージの製造方法。
【請求項4】
前記仮止め工程において、前記光素子と前記光ファイバ素線部の結合部分と、前記光ファイバ挿通パイプと前記光ファイバ被覆部の前記保持部材による固定箇所との間で前記光ファイバが余長を有するようにして前記仮止め固定を行う請求項1から請求項3のいずれか一項に記載の光素子パッケージの製造方法。
【請求項5】
前記光ファイバ接着工程および前記仮止め工程を光ファイバ調芯装置上で行い、前記封止工程と前記補強工程とを前記光ファイバ調芯装置外で行う請求項1から請求項4のいずれか一項に記載の光素子パッケージの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−108538(P2012−108538A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2012−22356(P2012−22356)
【出願日】平成24年2月3日(2012.2.3)
【分割の表示】特願2007−318589(P2007−318589)の分割
【原出願日】平成19年12月10日(2007.12.10)
【出願人】(000000572)アンリツ株式会社 (838)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成24年2月3日(2012.2.3)
【分割の表示】特願2007−318589(P2007−318589)の分割
【原出願日】平成19年12月10日(2007.12.10)
【出願人】(000000572)アンリツ株式会社 (838)
【Fターム(参考)】
[ Back to top ]