
合成樹脂発泡シートからなる立体状物
【課題】 特に洗浄具として使用した場合に斬新なデザインにするとともに、生産性を向上させ、石鹸や洗剤等の泡立ち性を良好にする。
【解決手段】 複数枚の合成樹脂発泡体からなるシート1を積層し、各シート1の中心部を熱プレス融着することで融着部3を形成し、この融着部3の融着面積を、シート1の表面積の0.1〜10%にするとともに、融着部3の厚みを、積層したシート1全体の厚みの50%以下にすることで、立体状物4として膨らませる。この際、セル膜を除去したシート1を用いても良い。
【解決手段】 複数枚の合成樹脂発泡体からなるシート1を積層し、各シート1の中心部を熱プレス融着することで融着部3を形成し、この融着部3の融着面積を、シート1の表面積の0.1〜10%にするとともに、融着部3の厚みを、積層したシート1全体の厚みの50%以下にすることで、立体状物4として膨らませる。この際、セル膜を除去したシート1を用いても良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば風呂で体を洗ったり台所で食器等を洗浄する際に石鹸や洗剤等の泡立ちが良好で斬新なデザインの合成樹脂発泡シートからなる立体状物に関する。
【背景技術】
【0002】
従来、合成樹脂発泡体を長方体または円筒体等のブロック状に形成した洗浄具とか、特性の異なる複数種類の合成樹脂発泡体を複数段に接着積層した洗浄具等は各種形態のものが知られている。
また、合成樹脂発泡体からなる海綿状で所定厚みを有するスポンジシートを用いて洗浄具を構成するような技術も知られており(特許文献1参照。)、この技術では、複数枚の多角形のスポンジシートを重ね合わせてその中心部を圧縮して束ねるようにするとともに、多角形のスポンジシートを重ね合わせる際、それぞれの角部が重ならないように位相をずらして重ね合わせた後、中心部を挟んで両側1cm程度の2点に孔明け加工し、金属製、プラスチック製止め具を用いて中心部を圧縮して束ねるようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−258816号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来のブロック状の洗浄具の場合、汚れを落とすのに有効な石鹸や洗剤等の泡の発生量に限界があり、またデザイン性を向上させるにも限度があった。
また、特許文献1のような技術では、複数枚のスポンジシートを重ねて束ねる作業に手間と労力がかかり、生産性が良くないという問題があった。そのうえこの技術では、多角形のスポンジシートを重ねるとき、角部が重ならないように位相をずらして重ねるため生産性が悪く、また、各角部が剥き出しになって脆くなり耐久性が劣るという問題もあった。
【0005】
そこで本発明は、特に洗浄具として使用した場合に、石鹸や洗剤等の泡立ち性が一層良好となり、生産性が良く、耐久性に優れるとともに、斬新なデザインの洗浄具を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため本発明は、複数枚の合成樹脂発泡シートを積層し、積層された合成樹脂発泡シートの中心部を熱プレス融着することによって球状に膨らんだ立体状物を作製するようにし、前記融着された部分の融着面積を、合成樹脂発泡シートの表面積の0.1〜10%で、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下になるようにした。
【0007】
このように複数枚の合成樹脂発泡シートの中心部を熱プレス融着し、融着された部分の融着面積を、合成樹脂発泡シートの表面積の0.1〜10%、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下になるようにすれば、融着部を中心にして周囲の合成樹脂発泡シートが綺麗に立ち上がるようになって融着部を埋没させた状態の立体状物となり、特に風呂で体を洗ったり、台所で食器等を洗浄するような洗浄具として使用すれば、積層させた合成樹脂発泡シート間に空隙が形成されて石鹸や洗剤等の泡立ちが良好になるとともに、融着部が劣化しにくくなって耐久性が向上し、しかも斬新なデザインの洗浄具とすることができる。
ここで、融着部の融着面積を、合成樹脂発泡シートの表面積の0.1〜10%で、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下とすることにより、周囲の合成樹脂発泡シートの立ち上がり性が良好となって、融着部を埋没させた立体状物にすることができるが、融着部の表面積や厚みがこれらの値を越えるようになると、融着部を中心にした周囲の合成樹脂発泡シートの立ち上がりが悪くなって見た目が悪くなり、しかも融着部が外部に露出して融着部が劣化しやすくなる。
なお、本願発明は、中心部を熱プレス融着するものであるが、中心部以外にも融着部を設けることも可能である。
合成樹脂発泡シートの種類等は任意であり、軟質ポリウレタン発泡シート、ポリエチレン発泡シート、メラミン系発泡シート体等が挙げられるが、特に軟質ポリウレタン発泡シートは好ましく使用することができる。
【0008】
この際、積層される合成樹脂発泡シートの形状は特に制限されず、具体的には円形、多角形、星型、ハート型、ビーン型等を用いることができる。
合成樹脂発泡シートを多角形にする場合、各合成樹脂発泡シートの角部を同じ向きして重ね合わせて融着することで、洗浄具として使用する場合に、角部を磨耗等によって損耗しにくくすることができ、また、隣接する合成樹脂発泡シート間の空隙領域を増やして泡立ち性を良好にすることができる。なお、多角形としては、四角形以上の五角形や六角形や八角形等の角部の多い多角形が好ましい。
【0009】
なお、合成樹脂発泡シートとして、セル膜を除去したものを使用しても良い。
このようにセル膜を除去したものは、水切り性が良好になるとともに、摩擦性が向上して洗浄具として好ましく使用できるようになる。
【発明の効果】
【0010】
複数枚の合成樹脂発泡シートを積層し、積層された合成樹脂発泡シートの中心部を熱プレス融着することによって球状に膨らんだ立体状物を作製するようにするとともに、融着された部分の融着面積と、厚みを所定値以下にすることで、融着部を埋没させた状態の綺麗な立体状物にできるとともに、泡立ち性を良好にすることができ、斬新なデザインの洗浄具とすることができる。
この際、セル膜を除去することにより、一層洗浄効果を高めることができる。
【図面の簡単な説明】
【0011】
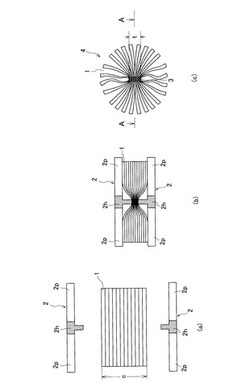
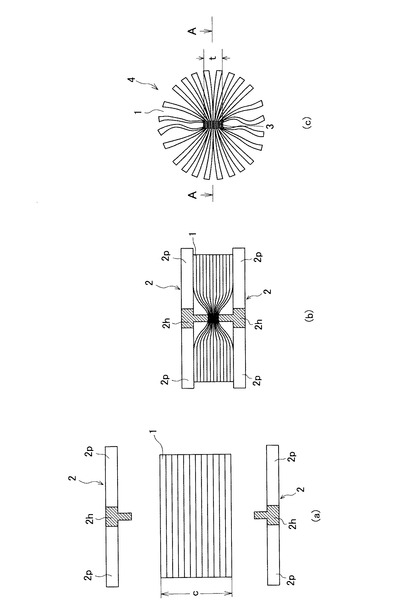
【図1】本発明に係る合成樹脂発泡シートからなる立体状物の成形方法の一例を示す説明図である。
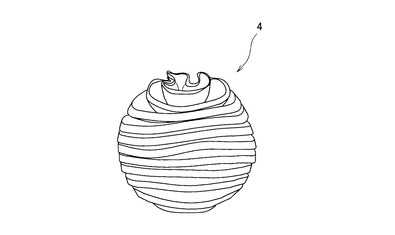
【図2】合成樹脂発泡シートからなる立体状物の一例を示す説明図である。
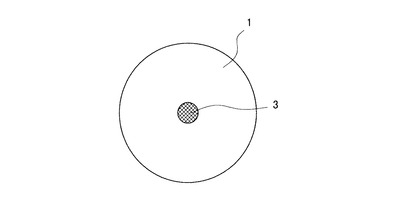
【図3】融着部を説明するための説明図であり、図1(c)のA−A線断面図である。
【発明を実施するための形態】
【0012】
本発明に係る合成樹脂発泡シートからなる立体状物は、例えば風呂で体を洗ったり、台所で食器等を洗浄する際に洗浄具として使用すれば、石鹸や洗剤等の泡立ちが良好で耐久性があり、しかも斬新なデザインで生産性にも優れているものである。
【0013】
そこでまず、本発明の立体状物の製造方法の一例から説明する。
ここでは合成樹脂発泡シートとしては、軟質ポリウレタン発泡シートを例に挙げて説明する。なお、以下、「合成樹脂発泡シート」および「軟質ポリウレタン発泡シート」は、単に「シート」ともいう。
軟質ポリウレタン発泡シートとしては、特に限定されないが、硬度が40〜700N、反発弾性が10〜60%のものを使用することが好ましい。硬度および反発弾性が上記範囲内であると、熱プレス融着した際に、各シートが立ち上がりやすく、球状体を形成することが容易である。
本発明の立体状物は、まず、軟質ポリウレタン発泡体を所定厚みで所定形状のシート状に裁断して複数の軟質ポリウレタン発泡シート1を作製し、図1(a)に示すように、これらシート1を複数枚積層する。
【0014】
この際、シート1の厚みや形状等は任意に選定することができ、また積層数等も任意である。また、各シート1の形状や大きさは同一でも異なっていても良いが、生産性を考慮すると、各シートの形状や大きさは同一であることが好ましい。
形状については、円形、多角形、星型、ハート型、ビーン型等が挙げられ、多角形等の角部を有する形状の場合は、角部が重なるように(シートの大きさが異なる場合は角部が同一方向になるように)積層することにより、隣接するシート同士の重合面積が増え、耐摩耗性に優れる。また、積層枚数も任意であるが、8枚程度以上重ね合わせるとボリューム感がでて好適である。
なお、ここでは、シート1の形状としては、円形の場合を例にとっている。
【0015】
次いで、この積層物を上下一対の加熱プレス盤2で挟み込んだ後、図1(b)に示すように、加熱プレス盤2の加熱型2hでシート1の中心部付近を加圧しながら加熱する。
この際、加熱型2hの先端は、シート1の中心部付近だけを局部的に加熱できるように棒状にされており、また、直接最上段及び最下段のシート1に接触する棒状部分の断面積が、シート1の表面積の0.1〜10%になるようにしている。これは、後述するように、各シート1を熱プレス融着した際、融着部3の融着面積がシート1の表面積の0.1%未満であると融着不良が起きる傾向にあり、10%を越えると、融着部3を中心にした周囲のシート1の立ち上がりが悪くなって見た目が悪化し、しかも融着部3が外部に露出して劣化を招き易くなるからである。
なお、ここでいうシート1の表面積とは、各シート1の大きさが異なる場合には、一番大きいシート1の表面積を指す。
また、融着部3に接着剤を投入し熱プレス融着をすれば、融着部の強度を上げることができる。接着剤の種類は特に限定されないが、生産性の点から、ホットメルト接着剤が好適である。
【0016】
本実施例における加熱プレス盤2は、加熱型2hの周囲に、断熱性の高い押え板2pを設け、加熱型2hで加熱中、押え板2pによって融着部以外の箇所のシート1を押さえ付けることができるようにすることで、シート1の中心部以外の箇所に熱が加わりにくくなるようにしている。
【0017】
加熱型2hによる熱プレス融着が終えると、一対の加熱プレス盤2がシート1から離脱する。すると、図1(c)に示すように、融着部3を中心にして周囲のシート1が融着部3を隠すように立ち上がり、球状に膨らむとともに、特に最上層と最下層のシート1は、図2に示すようにヒダ部が不規則に重なり合うように変形して薔薇の花のような外観を呈する立体状物4が作製される。
【0018】
そして、この立体状物4の融着部3は、対向する加熱型2hの方向に沿った厚みt(図1(c))が、最初に積層した状態のシート全体の厚みc(図1(a))に対して50%以下にされるとともに、図1(c)のA−A線断面図である図3に示すように、融着部3の融着面積(クロスハッチングで示す領域)が、シート1の表面積(図3のシート全体の領域)に対して0.1〜10%にされ、このことにより、立体状物4がボリューム感を持って膨らんでいる。
【0019】
なお、本願発明は、中心部を熱プレス融着するものであるが、中心部以外にも融着部を設けることも可能であり、融着部を複数個所設けることにより、意匠性を向上させる効果を奏する。ただし、融着部の総面積がシート1の表面積の10%を越えないように留意する。
【0020】
以上のように成形された立体状物4は、積層されたシート1同士の間に空隙が生じ、洗浄具として使用した場合に泡立ち性に優れたものとなる。また、融着部3がシート1の立ち上がりにより内部に埋没し、外部に露出しないため融着部3の劣化が防止される。
この際、シート1としてセル膜が除去された無膜フォームを使用すると、水切り性が良くなって洗浄効果等を高めることができる。
【0021】
ところで、以上の成形方法は、説明を簡単にするため、一個の立体状物4を成形する方法を説明したが、大量に生産する場合、例えば、所定厚みに裁断したシート1を積層する代わりに、ブロック状の軟質ポリウレタン発泡体を複数段に裁断することでシート1が積層された状態と同じ状態を作り出し、同時に同一平面上に配設される複数の加熱型2hで所定間隔置きに複数の融着部3を同時に形成した後、融着部3の周りを円形若しくは多角形状に打ち抜くことで、同時に複数個成形するようにしても良い。このような成形方法により、効率的に生産することができる。
【0022】
また、同じように成形しても、立体状物4の形はすべて同じというわけではなく、一つ一つの形が異なるため(特に最上層と最下層のシート1の形状は一つ一つ異なる)、より天然に近い海綿状物となり、デザイン性にも優れている。
【産業上の利用可能性】
【0023】
従来にない斬新なデザインで特に洗浄具として使用した場合に泡立ち性に優れているため、台所用品や風呂用品等としての普及が期待される。
【符号の説明】
【0024】
1…シート、2h…加熱型、3…融着部、4…立体状物。
【技術分野】
【0001】
本発明は、例えば風呂で体を洗ったり台所で食器等を洗浄する際に石鹸や洗剤等の泡立ちが良好で斬新なデザインの合成樹脂発泡シートからなる立体状物に関する。
【背景技術】
【0002】
従来、合成樹脂発泡体を長方体または円筒体等のブロック状に形成した洗浄具とか、特性の異なる複数種類の合成樹脂発泡体を複数段に接着積層した洗浄具等は各種形態のものが知られている。
また、合成樹脂発泡体からなる海綿状で所定厚みを有するスポンジシートを用いて洗浄具を構成するような技術も知られており(特許文献1参照。)、この技術では、複数枚の多角形のスポンジシートを重ね合わせてその中心部を圧縮して束ねるようにするとともに、多角形のスポンジシートを重ね合わせる際、それぞれの角部が重ならないように位相をずらして重ね合わせた後、中心部を挟んで両側1cm程度の2点に孔明け加工し、金属製、プラスチック製止め具を用いて中心部を圧縮して束ねるようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−258816号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来のブロック状の洗浄具の場合、汚れを落とすのに有効な石鹸や洗剤等の泡の発生量に限界があり、またデザイン性を向上させるにも限度があった。
また、特許文献1のような技術では、複数枚のスポンジシートを重ねて束ねる作業に手間と労力がかかり、生産性が良くないという問題があった。そのうえこの技術では、多角形のスポンジシートを重ねるとき、角部が重ならないように位相をずらして重ねるため生産性が悪く、また、各角部が剥き出しになって脆くなり耐久性が劣るという問題もあった。
【0005】
そこで本発明は、特に洗浄具として使用した場合に、石鹸や洗剤等の泡立ち性が一層良好となり、生産性が良く、耐久性に優れるとともに、斬新なデザインの洗浄具を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため本発明は、複数枚の合成樹脂発泡シートを積層し、積層された合成樹脂発泡シートの中心部を熱プレス融着することによって球状に膨らんだ立体状物を作製するようにし、前記融着された部分の融着面積を、合成樹脂発泡シートの表面積の0.1〜10%で、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下になるようにした。
【0007】
このように複数枚の合成樹脂発泡シートの中心部を熱プレス融着し、融着された部分の融着面積を、合成樹脂発泡シートの表面積の0.1〜10%、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下になるようにすれば、融着部を中心にして周囲の合成樹脂発泡シートが綺麗に立ち上がるようになって融着部を埋没させた状態の立体状物となり、特に風呂で体を洗ったり、台所で食器等を洗浄するような洗浄具として使用すれば、積層させた合成樹脂発泡シート間に空隙が形成されて石鹸や洗剤等の泡立ちが良好になるとともに、融着部が劣化しにくくなって耐久性が向上し、しかも斬新なデザインの洗浄具とすることができる。
ここで、融着部の融着面積を、合成樹脂発泡シートの表面積の0.1〜10%で、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下とすることにより、周囲の合成樹脂発泡シートの立ち上がり性が良好となって、融着部を埋没させた立体状物にすることができるが、融着部の表面積や厚みがこれらの値を越えるようになると、融着部を中心にした周囲の合成樹脂発泡シートの立ち上がりが悪くなって見た目が悪くなり、しかも融着部が外部に露出して融着部が劣化しやすくなる。
なお、本願発明は、中心部を熱プレス融着するものであるが、中心部以外にも融着部を設けることも可能である。
合成樹脂発泡シートの種類等は任意であり、軟質ポリウレタン発泡シート、ポリエチレン発泡シート、メラミン系発泡シート体等が挙げられるが、特に軟質ポリウレタン発泡シートは好ましく使用することができる。
【0008】
この際、積層される合成樹脂発泡シートの形状は特に制限されず、具体的には円形、多角形、星型、ハート型、ビーン型等を用いることができる。
合成樹脂発泡シートを多角形にする場合、各合成樹脂発泡シートの角部を同じ向きして重ね合わせて融着することで、洗浄具として使用する場合に、角部を磨耗等によって損耗しにくくすることができ、また、隣接する合成樹脂発泡シート間の空隙領域を増やして泡立ち性を良好にすることができる。なお、多角形としては、四角形以上の五角形や六角形や八角形等の角部の多い多角形が好ましい。
【0009】
なお、合成樹脂発泡シートとして、セル膜を除去したものを使用しても良い。
このようにセル膜を除去したものは、水切り性が良好になるとともに、摩擦性が向上して洗浄具として好ましく使用できるようになる。
【発明の効果】
【0010】
複数枚の合成樹脂発泡シートを積層し、積層された合成樹脂発泡シートの中心部を熱プレス融着することによって球状に膨らんだ立体状物を作製するようにするとともに、融着された部分の融着面積と、厚みを所定値以下にすることで、融着部を埋没させた状態の綺麗な立体状物にできるとともに、泡立ち性を良好にすることができ、斬新なデザインの洗浄具とすることができる。
この際、セル膜を除去することにより、一層洗浄効果を高めることができる。
【図面の簡単な説明】
【0011】
【図1】本発明に係る合成樹脂発泡シートからなる立体状物の成形方法の一例を示す説明図である。
【図2】合成樹脂発泡シートからなる立体状物の一例を示す説明図である。
【図3】融着部を説明するための説明図であり、図1(c)のA−A線断面図である。
【発明を実施するための形態】
【0012】
本発明に係る合成樹脂発泡シートからなる立体状物は、例えば風呂で体を洗ったり、台所で食器等を洗浄する際に洗浄具として使用すれば、石鹸や洗剤等の泡立ちが良好で耐久性があり、しかも斬新なデザインで生産性にも優れているものである。
【0013】
そこでまず、本発明の立体状物の製造方法の一例から説明する。
ここでは合成樹脂発泡シートとしては、軟質ポリウレタン発泡シートを例に挙げて説明する。なお、以下、「合成樹脂発泡シート」および「軟質ポリウレタン発泡シート」は、単に「シート」ともいう。
軟質ポリウレタン発泡シートとしては、特に限定されないが、硬度が40〜700N、反発弾性が10〜60%のものを使用することが好ましい。硬度および反発弾性が上記範囲内であると、熱プレス融着した際に、各シートが立ち上がりやすく、球状体を形成することが容易である。
本発明の立体状物は、まず、軟質ポリウレタン発泡体を所定厚みで所定形状のシート状に裁断して複数の軟質ポリウレタン発泡シート1を作製し、図1(a)に示すように、これらシート1を複数枚積層する。
【0014】
この際、シート1の厚みや形状等は任意に選定することができ、また積層数等も任意である。また、各シート1の形状や大きさは同一でも異なっていても良いが、生産性を考慮すると、各シートの形状や大きさは同一であることが好ましい。
形状については、円形、多角形、星型、ハート型、ビーン型等が挙げられ、多角形等の角部を有する形状の場合は、角部が重なるように(シートの大きさが異なる場合は角部が同一方向になるように)積層することにより、隣接するシート同士の重合面積が増え、耐摩耗性に優れる。また、積層枚数も任意であるが、8枚程度以上重ね合わせるとボリューム感がでて好適である。
なお、ここでは、シート1の形状としては、円形の場合を例にとっている。
【0015】
次いで、この積層物を上下一対の加熱プレス盤2で挟み込んだ後、図1(b)に示すように、加熱プレス盤2の加熱型2hでシート1の中心部付近を加圧しながら加熱する。
この際、加熱型2hの先端は、シート1の中心部付近だけを局部的に加熱できるように棒状にされており、また、直接最上段及び最下段のシート1に接触する棒状部分の断面積が、シート1の表面積の0.1〜10%になるようにしている。これは、後述するように、各シート1を熱プレス融着した際、融着部3の融着面積がシート1の表面積の0.1%未満であると融着不良が起きる傾向にあり、10%を越えると、融着部3を中心にした周囲のシート1の立ち上がりが悪くなって見た目が悪化し、しかも融着部3が外部に露出して劣化を招き易くなるからである。
なお、ここでいうシート1の表面積とは、各シート1の大きさが異なる場合には、一番大きいシート1の表面積を指す。
また、融着部3に接着剤を投入し熱プレス融着をすれば、融着部の強度を上げることができる。接着剤の種類は特に限定されないが、生産性の点から、ホットメルト接着剤が好適である。
【0016】
本実施例における加熱プレス盤2は、加熱型2hの周囲に、断熱性の高い押え板2pを設け、加熱型2hで加熱中、押え板2pによって融着部以外の箇所のシート1を押さえ付けることができるようにすることで、シート1の中心部以外の箇所に熱が加わりにくくなるようにしている。
【0017】
加熱型2hによる熱プレス融着が終えると、一対の加熱プレス盤2がシート1から離脱する。すると、図1(c)に示すように、融着部3を中心にして周囲のシート1が融着部3を隠すように立ち上がり、球状に膨らむとともに、特に最上層と最下層のシート1は、図2に示すようにヒダ部が不規則に重なり合うように変形して薔薇の花のような外観を呈する立体状物4が作製される。
【0018】
そして、この立体状物4の融着部3は、対向する加熱型2hの方向に沿った厚みt(図1(c))が、最初に積層した状態のシート全体の厚みc(図1(a))に対して50%以下にされるとともに、図1(c)のA−A線断面図である図3に示すように、融着部3の融着面積(クロスハッチングで示す領域)が、シート1の表面積(図3のシート全体の領域)に対して0.1〜10%にされ、このことにより、立体状物4がボリューム感を持って膨らんでいる。
【0019】
なお、本願発明は、中心部を熱プレス融着するものであるが、中心部以外にも融着部を設けることも可能であり、融着部を複数個所設けることにより、意匠性を向上させる効果を奏する。ただし、融着部の総面積がシート1の表面積の10%を越えないように留意する。
【0020】
以上のように成形された立体状物4は、積層されたシート1同士の間に空隙が生じ、洗浄具として使用した場合に泡立ち性に優れたものとなる。また、融着部3がシート1の立ち上がりにより内部に埋没し、外部に露出しないため融着部3の劣化が防止される。
この際、シート1としてセル膜が除去された無膜フォームを使用すると、水切り性が良くなって洗浄効果等を高めることができる。
【0021】
ところで、以上の成形方法は、説明を簡単にするため、一個の立体状物4を成形する方法を説明したが、大量に生産する場合、例えば、所定厚みに裁断したシート1を積層する代わりに、ブロック状の軟質ポリウレタン発泡体を複数段に裁断することでシート1が積層された状態と同じ状態を作り出し、同時に同一平面上に配設される複数の加熱型2hで所定間隔置きに複数の融着部3を同時に形成した後、融着部3の周りを円形若しくは多角形状に打ち抜くことで、同時に複数個成形するようにしても良い。このような成形方法により、効率的に生産することができる。
【0022】
また、同じように成形しても、立体状物4の形はすべて同じというわけではなく、一つ一つの形が異なるため(特に最上層と最下層のシート1の形状は一つ一つ異なる)、より天然に近い海綿状物となり、デザイン性にも優れている。
【産業上の利用可能性】
【0023】
従来にない斬新なデザインで特に洗浄具として使用した場合に泡立ち性に優れているため、台所用品や風呂用品等としての普及が期待される。
【符号の説明】
【0024】
1…シート、2h…加熱型、3…融着部、4…立体状物。
【特許請求の範囲】
【請求項1】
複数枚の合成樹脂発泡シートが積層され、積層された合成樹脂発泡シートの中心部が熱プレス融着されることによって球状に膨らんだ立体状物であって、前記融着された部分の融着面積が、合成樹脂発泡シートの表面積の0.1〜10%であり、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下であることを特徴とする合成樹脂発泡シートからなる立体状物。
【請求項2】
前記積層される合成樹脂発泡シートは、セル膜が除去されていることを特徴とする請求項1に記載の合成樹脂発泡シートからなる立体状物。
【請求項1】
複数枚の合成樹脂発泡シートが積層され、積層された合成樹脂発泡シートの中心部が熱プレス融着されることによって球状に膨らんだ立体状物であって、前記融着された部分の融着面積が、合成樹脂発泡シートの表面積の0.1〜10%であり、且つ融着部分の厚みが積層した合成樹脂発泡シートの全体の厚みの50%以下であることを特徴とする合成樹脂発泡シートからなる立体状物。
【請求項2】
前記積層される合成樹脂発泡シートは、セル膜が除去されていることを特徴とする請求項1に記載の合成樹脂発泡シートからなる立体状物。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−24941(P2011−24941A)
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願番号】特願2009−176329(P2009−176329)
【出願日】平成21年7月29日(2009.7.29)
【出願人】(000000077)アキレス株式会社 (402)
【出願人】(395002102)株式会社シンデン (4)
【Fターム(参考)】
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願日】平成21年7月29日(2009.7.29)
【出願人】(000000077)アキレス株式会社 (402)
【出願人】(395002102)株式会社シンデン (4)
【Fターム(参考)】
[ Back to top ]