
同軸共振器装置及びその製造方法
【課題】高性能化に応えるべく特性調整ねじを具備した同軸共振器装置であって、部品形状が簡単で、部品点数が少なく、低コストな同軸共振器装置を提供する。
【解決手段】複数の同軸共振器4を互いに平行に配列してなる共振器配列体と、共振器配列体に取り付けられ且つ同軸共振器4の軸方向を横切る面状部分を有するケーシング部材31と、ケーシング部材31の面状部分から共振器配列体に向けて突出するようにケーシング部材31の面状部分に適合されている特性調整ねじ5とを備えた同軸共振器装置。特性調整ねじ5は、ケーシング部材31の面状部分に予め形成された下穴6に適合される際にケーシング部材31の面状部分への螺合がなされたタッピンねじである。
【解決手段】複数の同軸共振器4を互いに平行に配列してなる共振器配列体と、共振器配列体に取り付けられ且つ同軸共振器4の軸方向を横切る面状部分を有するケーシング部材31と、ケーシング部材31の面状部分から共振器配列体に向けて突出するようにケーシング部材31の面状部分に適合されている特性調整ねじ5とを備えた同軸共振器装置。特性調整ねじ5は、ケーシング部材31の面状部分に予め形成された下穴6に適合される際にケーシング部材31の面状部分への螺合がなされたタッピンねじである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マイクロ波帯の高周波無線通信装置等にて用いられる同軸共振フィルタ及び同軸共振デュプレクサ(同軸共振送受共用器)等の同軸共振器装置に係り、特に周波数調整ねじを有する同軸共振器装置及びその製造方法に関する。
【背景技術】
【0002】
従来、携帯電話機などの移動体通信機器においては、帯域通過フィルタなどのフィルタにより、所望の周波数帯の信号のみをアンテナを介して送受信するようにしている。ここで、送信用帯域通過フィルタと受信用帯域通過フィルタとを一体的に作り込んでデュプレクサ(送受共用器)を構成することができる。このようなフィルタ及びデュプレクサ等の共振器装置として、複数の同軸共振器を所要の結合が得られるように配列してなる同軸共振器装置がある。同軸共振器装置としては、空洞型フィルタまたは空洞型デュプレクサ、誘電体フィルタまたは誘電体デュプレクサなどが使用される。
【0003】
しかるに、近年、移動体通信機器、特に基地局用途のものにおいて高性能化が要請されており、これに伴い移動体通信機器に用いられる同軸共振器装置にも高性能化が要請されている。そのため、より多くの同軸共振器を作り込んだ同軸共振器装置が提案されている。このような同軸共振器装置においては、各共振器の周波数バランス及び/または共振器間の結合を適切に設定することが困難になりやすく、このため、周波数調整ねじまたは結合調整ねじなどの特性調整ねじを用いた特性調整法によって微妙な特性調整を行う必要がある。
【0004】
特開平10−313202号公報(特許文献1)及び特開昭58−56501号公報(特許文献2)には、周波数調整ねじまたは結合調整ねじなどの特性調整ねじを具備した空洞型フィルタ及び誘電体フィルタが開示されている。これらの同軸共振フィルタでは、同軸共振器を収容するフィルタケースすなわち筐体(それを構成するカバーすなわち蓋を含む)に形成された雌ねじに特性調整ねじが螺合され、同軸共振器に対する特性調整ねじの螺入位置を調整することで、周波数調整または結合調整などの特性調整がなされる。良好な特性が得られた後に各特性調整ねじの螺入位置を固定するために、各特性調整ねじには固定用ナットが付設されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−313202号公報
【特許文献2】特開昭58−56501号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1及び特許文献2に記載の同軸共振器装置では、筐体に各特性調整ねじのための雌ねじを形成しておく必要があるので、部品形状が複雑になりコストアップを来すという問題があった。また、有効ねじ長さを確保するために筐体を厚くする必要があるので、重量が重くなり原料コストも増加するという問題があった。さらに、各特性調整ねじにつき、所定の螺入位置で固定するための固定用ナットが必要であるので、部品点数が増加しコストアップを来すという問題もあった。
【0007】
本発明は、上記事情に鑑みてなされたものであり、高性能化に応えるべく特性調整ねじを具備した同軸共振器装置であって、部品形状が簡単で、部品点数が少なく、低コストな同軸共振器装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明によれば、以上の如き目的を達成するものとして、
複数の同軸共振器を互いに平行に配列してなる共振器配列体と、該共振器配列体に取り付けられ且つ前記同軸共振器の軸方向を横切る面状部分を有するケーシング部材と、該ケーシング部材面状部分から前記共振器配列体に向けて突出するように前記ケーシング部材面状部分に適合されている特性調整ねじとを備えた同軸共振器装置であって、
前記特性調整ねじは、前記ケーシング部材面状部分に予め形成された下穴に適合される際に前記ケーシング部材面状部分への螺合がなされたタッピンねじであることを特徴とする同軸共振器装置、
が提供される。
【0009】
本発明の一態様においては、前記共振器配列体は前記複数の同軸共振器を共通の金属製筐体に取り付けることで構成され、前記ケーシング部材は前記金属製筐体に取り付けられた金属製カバーからなり、前記特性調整ねじは前記同軸共振器を構成する共振棒の先端に向けて前記金属製カバーから突出している。
【0010】
本発明の一態様においては、前記共振器配列体は前記複数の同軸共振器を単一の誘電体ブロックに作り込むことで構成され、前記ケーシング部材は前記誘電体ブロックに取り付けられた金属製ケースからなり、前記特性調整ねじは前記同軸共振器を構成する結合電極に向けて前記金属製ケースから突出している。
【0011】
本発明の一態様においては、前記ケーシング部材面状部分の板厚は、0.2mmから2.0mmまでの範囲内にある。
【0012】
本発明の一態様においては、前記ケーシング部材面状部分と前記タッピンねじとを接合する接合部材を有する。
【0013】
また、本発明によれば、以上の如き目的を達成するものとして、
上記同軸共振器装置を製造する方法であって、
前記ケーシング部材のための素材として、前記面状部分に予め前記下穴が形成されたものを用意する工程と、
前記下穴に前記タッピンねじを適合させることで、前記タッピンねじを前記ケーシング部材面状部分へ螺合させる工程と、
同軸共振器装置の特性調整のために前記下穴への前記タッピンねじの螺入位置を設定する工程と、
を含むことを特徴とする、同軸共振器装置の製造方法、
が提供される。
【発明の効果】
【0014】
本発明によれば、特性調整ねじとしてタッピンねじを使用するため、部品(素材)としてのケーシング部材には、その面状部分に予め単なる貫通穴である下穴を形成しておけば良い。このため、特性調整ねじを備えた同軸共振器装置における部品コストを抑えることができる。
【0015】
更に、本発明によれば、特性調整ねじとしてタッピンねじを使用するため、特性調整ねじの適合前にケーシング部材面状部分に予め雌ねじを形成しておく必要がない。そのため、ケーシング部材面状部分を必要以上に厚くする必要がなく、特性調整ねじとを備えた同軸共振器装置における原料コストを低く抑えることができる。
【0016】
また、本発明によれば、特性調整ねじとして螺入トルクが大きいタッピンねじを使用するため、ねじを所定の螺入位置で止めても緩みにくく、固定用ナットを具備する必要がない。そのため、特性調整ねじとを備えた同軸共振器装置の部品点数を少なくすることができ低コスト化が達成できる。
【図面の簡単な説明】
【0017】
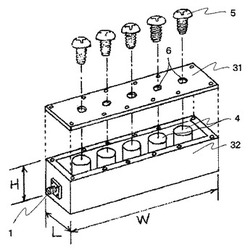
【図1】本発明による同軸共振器装置である同軸共振フィルタの第1の実施形態を示す模式的分解斜視図である。
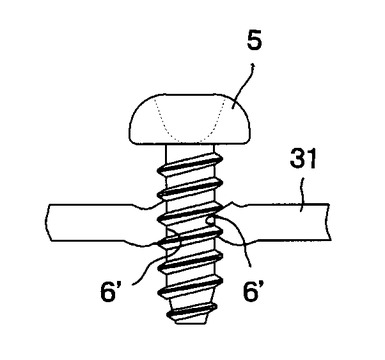
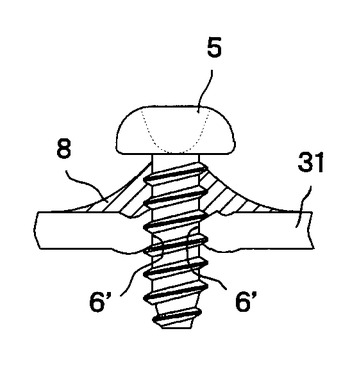
【図2】図1の実施形態におけるケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
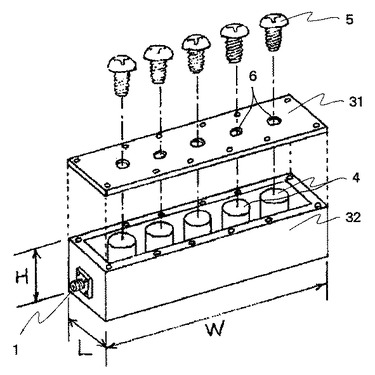
【図3】本発明による同軸共振器装置である同軸共振フィルタの第2の実施形態を示す模式的分解斜視図である。
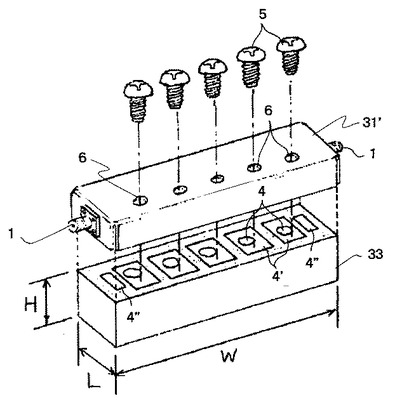
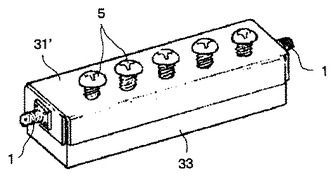
【図4】図3の実施形態の模式的斜視図である。
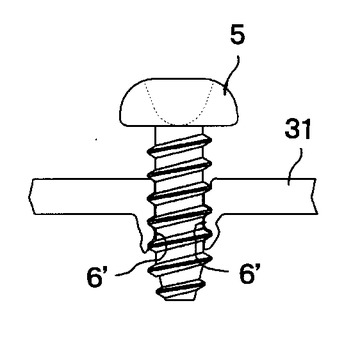
【図5】本発明による同軸共振器装置である同軸共振フィルタの第3の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【図6】本発明による同軸共振器装置である同軸共振フィルタの第4の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【発明を実施するための形態】
【0018】
以下、図面を参照しながら本発明の具体的な実施形態を説明する。
【0019】
[第1の実施形態]
図1は、本発明による同軸共振器装置である同軸共振フィルタの第1の実施形態を示す模式的分解斜視図である。図2は、本実施形態におけるケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【0020】
図1において、金属製フィルタケース(金属製筐体)32の互いに反対向きの外壁(端壁)に、入出力信号が外部接続される入出力コネクタ1が、それぞれ1個、都合2個(1つは図示せず)、配置されている。
【0021】
金属製フィルタケース32は、細長い形状を持つ箱形のものであり、その外形寸法は、たとえば長さW=100mm、幅L=20mm、高さH=25mmである。金属製フィルタケース32の内部には、H方向を軸方向とする複数(図では5個)の1/4波長同軸共振器4を構成する複数(図では5本)の共振棒が互いに平行に配列されている。同軸共振器4の配列方向はW方向である。具体的には、金属製フィルタケース32の底壁から、上方に向かって5本の共振棒が延びている。かくして、複数の同軸共振器4を共通の金属製フィルタケース32に取り付けることで、複数の同軸共振器4を互いに平行に配列してなる共振器配列体が構成されている。
【0022】
金属製フィルタケース32には、その上部開放部分を塞ぐように、ケーシング部材としての金属製カバー31が取り付けられている。金属製カバー31は、平面板状をなしており、全体が面状部分からなる。具体的には、金属製カバー31は、金属製フィルタケース32と導通をとるためにねじ(図では省略)で金属製フィルタケース32に固定されている。金属製カバー31の厚みは、たとえば1mmである。同軸共振器4を構成する共振棒の長さは、その先端部(上端部)が金属製カバー31の内面(下面)と一定の間隔を保つように設定されている。かくして、共振器配列体に取り付けられたケーシング部材としての金属製カバー31は、同軸共振器4の軸方向を横切る(好ましくは直交する)面状部分を有するものとなる。
【0023】
金属製カバー31には、共振棒の先端部が対向する部分に所定の大きさの貫通孔6が設けられており、この貫通孔6には同軸共振器装置の特性調整ねじたる周波数調整ねじとしてのタッピンねじ5が螺入されている。かくして、タッピンねじ5は、ケーシング部材としての金属製カバー31の面状部分から共振器配列体に向けて突出するようにケーシング部材面状部分に適合されている。このような構造にすることで、共振棒の先端部とタッピンねじ5の先端部との間で容量が形成される。タッピンねじ5の螺入量を調整することで容量が変化し、各同軸共振器4の共振周波数が調整できる。
【0024】
ここで、特性調整ねじとしてのタッピンねじ5は、ケーシング部材面状部分に予め形成された下穴(図1に示される貫通孔6)に適合される際にケーシング部材面状部分への螺合がなされるものである。すなわち、便宜上、図1は、下穴としての貫通孔6にタッピンねじ5が適合される前の状態を示すものとし、図2に、ケーシング部材面状部分に対してタッピンねじ5が適合された後の螺合状態を示すものとする。タッピンねじ5の適合により、下穴である貫通孔6は押し拡げられて、タッピンねじ5に対応する雌ねじ様内周面6’を持つものとなる。
【0025】
タッピンねじ5の螺入の仕組みについて、更に以下に説明する。
【0026】
タッピンねじ5は、先端部(図1及び図2における下端部)がテーパー状に加工されている。このタッピンねじ5を金属製カバー31の素材に予めあけられた下穴6にねじ込みにより適合させる際には、タッピンねじ5のテーパー部のねじ山の先行部分が金属製カバー31の下穴6に徐々に雌ねじ部分を形成し、後続するねじ山が下穴6の内周面に食い込んで徐々に押し広げていき、平行ねじ部との境界となる先端テーパー部の最大径部分で平行ねじ部のねじ山の大きさまで拡げ、続いて平行ねじ部のねじ山が螺合する。
【0027】
上述の如く、タッピンねじ5は自ら雌ねじを形成しながら螺入するため、金属製カバー31には、雌ねじをあらかじめ形成する必要がない。また、雌ねじは徐々に押し広げられて形成されるため、最小の大きさとなり、平行ねじ部分まで螺入されてもある一定の回転トルクを必要とする。すなわち、雄ねじと雌ねじとの遊びが殆どなく所定の螺入位置で確実に固定することができる。従って、固定用ナットを具備する必要がないため、部品点数の低減とねじ固定のための工数とを削減する事が出来る。
【0028】
タッピンねじ5が緩みにくいのは、図2をみても判るように、雌ねじを刻みながら螺入されていくことで金属製カバー31が僅かに歪み、これが戻ろうとする応力によってねじ部に摩擦力を与えている為である。
【0029】
このようなタッピンねじ5の螺入は、本発明による同軸共振器装置の製造方法の一実施形態の主要部分をなす。すなわち、ここでは、ケーシング部材たる金属製カバー31のための素材として、面状部分に予め下穴6が形成されたものを用意する工程と、下穴6にタッピンねじ5を適合させることで、タッピンねじ5をケーシング部材面状部分たる金属製カバー31へ螺合させる工程と、同軸共振器装置の特性調整のために下穴6へのタッピンねじ5の螺入位置を設定する工程と、が実行される。
【0030】
タッピンねじ5がある一定の回転トルクを維持するためには、金属製カバー31の厚みは、0.2mmから2.0mmまでの範囲内であることが好適である。
【0031】
金属製フィルタケース32及び金属製カバー31の材質としては、加工が容易でかつ、安価なもの、たとえばアルミニウムを用いることができる。共振棒の材質としては、たとえば黄銅を用いることができる。
【0032】
このような実施の形態では、金属部材表面の導電率を改善するために表面処理を施すのが好ましい。その様な表面処理として、金属製カバー31、金属製フィルタケース32、及び共振棒に、たとえば銀メッキを施すことができる。銀メッキを施すにあたっての下地処理としては、一般的な手法を用いることができる。
【0033】
[第2の実施形態]
図3は、本発明による同軸共振器装置である同軸共振フィルタの第2の実施形態を示す模式的分解斜視図である。図4は、図3の実施形態の模式的斜視図である。
【0034】
本実施形態では、共振器配列体は複数(図では5個)の1/4波長同軸共振器4を単一の誘電体ブロック33に作り込むことで構成されている。
【0035】
誘電体ブロック33の材質としては、たとえば比誘電率6〜25程度のセラミックを使用することができる。誘電体ブロック33の外形寸法は、たとえば長さW=80mm、幅L=18mm、高さH=12mmである。
【0036】
更に詳細には、誘電体ブロック33の上面から下面にかけて5つの貫通孔が形成され、該貫通孔内に内導体が形成され、上面を除く誘電体ブロック33の外面に外導体が形成されている。誘電体ブロック33の上面には、各貫通孔に対応して同軸共振器4同士を結合させる結合電極4’が形成されている。結合電極4’は、各内導体の上端縁と接続されており、これにより各同軸共振器4の共振周波及び当該同軸共振器4に隣接する同軸共振器との結合が制御される。かくして、H方向を軸方向とする複数の同軸共振器4が互いに平行に配列されている。同軸共振器4の配列方向はW方向である。また、誘電体ブロック33の上面には、共振器配列体の両端の同軸共振器4と結合する入出力電極4”が形成されている。内導体、外導体、結合電極4’及び入出力電極4”の材質としては、たとえば銀を使用することができる。
【0037】
本実施形態では、ケーシング部材は誘電体ブロック33に取り付けられた金属製ケース31’からなり、特性調整ねじは同軸共振器4を構成する結合電極4’に向けて金属製ケース31’から突出している。金属製ケース31’としては、たとえば0.5mmの金属板に金型により打ち抜き加工と曲げ加工を施したものを使用することができる。金属製ケース31’は、同軸共振器4の軸方向を横切る(好ましくは直交する)面状部分と、該面状部分の外周縁から垂下する周縁部分とを有する。同軸共振器4の面状部分には、同軸共振器装置の特性調整ねじたる周波数調整ねじとしてのタッピンねじ5が螺入されている。かくして、タッピンねじ5は、ケーシング部材としての金属製ケース31’の面状部分から共振器配列体に向けて突出するようにケーシング部材面状部分に適合されている。尚、金属製ケース31’の互いに反対向きの周縁部分に、入出力信号が外部接続される入出力コネクタ1が、それぞれ1個、都合2個、配置されている。これらの入出力コネクタ1は、入出力電極4”と接続されている。
【0038】
誘電体ブロック33と金属製ケース31’とは、たとえば半田による接合にて導通をとりつつ互いに固定される。この接合は、誘電体ブロック33の外導体と金属製ケース31’の周縁部分との間でなされる。金属製ケース31’の素材としては、誘電体ブロック33と熱膨張係数の近いたとえば鉄系の材料を用いるのが好ましい。熱膨張係数の近い材質を用いることで、耐環境性、特に熱衝撃試験に対する耐久性を高めることが出来る。鉄系の材料の半田濡れ性の向上と耐久性(腐食性)の向上とのため、たとえば錫メッキを施すことができる。鉄系の材料に錫メッキを施すにあたっての下地処理は一般的なものである。
【0039】
ここで、特性調整ねじとしてのタッピンねじ5は、ケーシング部材面状部分に予め形成された下穴(図3に示される貫通孔6)に適合される際にケーシング部材面状部分への螺合がなされるものである。すなわち、第1の実施形態と同様に、便宜上、図3は、下穴としての貫通孔6にタッピンねじ5が適合される前の状態を示すものとする。図4では、ケーシング部材面状部分に対してタッピンねじ5が適合された後の螺合状態が示されている。タッピンねじ5の螺入の仕組みは、第1の実施形態で説明したものと同様である。
【0040】
本実施形態では、貫通孔6は、誘電体ブロック33の上面に形成された結合電極4’に対向する位置において、金属製ケース31’の面状部分に形成される。このような構造にすることで、結合電極4’とタッピンねじ5の先端部との間で容量が形成される。この容量がタッピンねじ5の螺入量を調整することで変化し、これにより各同軸共振器4の共振周波数を調整することができる。
【0041】
タッピンねじ5は、ねじ本体を回転させると下穴6の内周面に当接しているねじ山により、2山の雌ねじが刻まれ、刻まれた雌ねじに沿って小さな推力でねじ締めが出来るものである。金属製ケース31’の下穴6の部分に雌ねじ加工する必要がないため、金属製ケース31’の加工コスト削減に寄与できる。タッピンねじは、雌ねじを刻みながら螺入されていく特性上、螺入には一定のトルクが必要である。したがって、あらかじめ雌ねじを加工した金属ケースに一般的な雄ねじを螺入したときと比較すると緩みにくい。このことから、周波数調整を終了した後に特性調整ねじを固定するためのナットを省くことが出来、部品因数を低減し、ねじ固定の為の工数を削減する事が出来る。
【0042】
[第3の実施形態]
図5は、本発明による同軸共振器装置である同軸共振フィルタの第3の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【0043】
本実施形態は、タッピンねじ5を螺入した後に接合部材8により金属製カバー31とタッピンねじ5とを接合したこと以外は、第1の実施形態と同様である。接合部材8としては、半田、エポキシ系接着剤、シリコーン系接着剤、嫌気性接着剤及び熱硬化樹脂などを用いることができる。
【0044】
接合部材8は、ディスペンサーなどを用いて、タッピンねじ5に回転する力を与えることなく塗布できる。これに対して、従来の固定用ナットによるねじ固定の場合には、雄ねじに固定用ナットをあらかじめ螺入しておく工数が必要である。また、従来の固定用ナットによるねじ固定の場合には、周波数調整後に雄ねじを固定する際に固定用ナットを締めるときに雄ねじが回らないようにドライバーなどで雄ねじを固定しつつ固定用ナットを締める必要があり、工数がかかってしまう。
【0045】
かくして、本実施形態によれば、従来の固定用ナット使用によるタッピンねじ固定に比べて、タッピンねじ固定の為の工数が削減される。
【0046】
本実施形態のごとく接合部材8を用いることで、タッピンねじ5と金属製カバー31との接合がより強固となり、さらにねじが緩みにくくなる。
【0047】
[第4の実施形態]
図6は、本発明による同軸共振器装置である同軸共振フィルタの第4の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
本実施形態は、金属製カバー31に予め形成しておく下穴6がバーリング孔であること以外は、第1の実施形態と同様である。
【0048】
あらかじめ金属製カバー31に形成しておく下穴6としてバーリング孔を用いることで、タッピンねじ5を金属製カバー31に対して垂直の方向に即ち同軸共振器4の軸方向に螺入しやすくなる。またバーリング孔を形成しておくことにより、タッピンねじ5のねじ山に接する接合面が増加するので、金属製カバー31として薄い板を使用した場合でも、摩擦力による固定トルクが高くなり、ねじの緩みを防止できる。
【0049】
以上の実施形態においては同軸共振器装置が同軸共振フィルタであるが、本発明は、同軸共振器装置がデュプレクサである場合にも適用できる。また、各部分及び各部材の材質、形状及び寸法、並びに同軸共振器の数などは、上記実施形態のものに限定されない。特に、タッピンねじ5に関しては、たとえば鉄系材料からなるものが好適に用いられるが、導電性を持つものであれば材質は限定されない。また、メッキなどの表面処理についても導電性のものであれば限定されない。タッピンねじの径、ねじピッチ、ねじ山の形状についても限定されない。
【符号の説明】
【0050】
1 入出力コネクタ
4 同軸共振器
4’ 結合電極
4” 入出力電極
5 タッピンねじ
6 下穴
6’ 雌ねじ様内周面
8 接合部材
31 金属製カバー
31’ 金属製ケース
32 金属製フィルタケース
33 誘電体ブロック
【技術分野】
【0001】
本発明は、マイクロ波帯の高周波無線通信装置等にて用いられる同軸共振フィルタ及び同軸共振デュプレクサ(同軸共振送受共用器)等の同軸共振器装置に係り、特に周波数調整ねじを有する同軸共振器装置及びその製造方法に関する。
【背景技術】
【0002】
従来、携帯電話機などの移動体通信機器においては、帯域通過フィルタなどのフィルタにより、所望の周波数帯の信号のみをアンテナを介して送受信するようにしている。ここで、送信用帯域通過フィルタと受信用帯域通過フィルタとを一体的に作り込んでデュプレクサ(送受共用器)を構成することができる。このようなフィルタ及びデュプレクサ等の共振器装置として、複数の同軸共振器を所要の結合が得られるように配列してなる同軸共振器装置がある。同軸共振器装置としては、空洞型フィルタまたは空洞型デュプレクサ、誘電体フィルタまたは誘電体デュプレクサなどが使用される。
【0003】
しかるに、近年、移動体通信機器、特に基地局用途のものにおいて高性能化が要請されており、これに伴い移動体通信機器に用いられる同軸共振器装置にも高性能化が要請されている。そのため、より多くの同軸共振器を作り込んだ同軸共振器装置が提案されている。このような同軸共振器装置においては、各共振器の周波数バランス及び/または共振器間の結合を適切に設定することが困難になりやすく、このため、周波数調整ねじまたは結合調整ねじなどの特性調整ねじを用いた特性調整法によって微妙な特性調整を行う必要がある。
【0004】
特開平10−313202号公報(特許文献1)及び特開昭58−56501号公報(特許文献2)には、周波数調整ねじまたは結合調整ねじなどの特性調整ねじを具備した空洞型フィルタ及び誘電体フィルタが開示されている。これらの同軸共振フィルタでは、同軸共振器を収容するフィルタケースすなわち筐体(それを構成するカバーすなわち蓋を含む)に形成された雌ねじに特性調整ねじが螺合され、同軸共振器に対する特性調整ねじの螺入位置を調整することで、周波数調整または結合調整などの特性調整がなされる。良好な特性が得られた後に各特性調整ねじの螺入位置を固定するために、各特性調整ねじには固定用ナットが付設されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10−313202号公報
【特許文献2】特開昭58−56501号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1及び特許文献2に記載の同軸共振器装置では、筐体に各特性調整ねじのための雌ねじを形成しておく必要があるので、部品形状が複雑になりコストアップを来すという問題があった。また、有効ねじ長さを確保するために筐体を厚くする必要があるので、重量が重くなり原料コストも増加するという問題があった。さらに、各特性調整ねじにつき、所定の螺入位置で固定するための固定用ナットが必要であるので、部品点数が増加しコストアップを来すという問題もあった。
【0007】
本発明は、上記事情に鑑みてなされたものであり、高性能化に応えるべく特性調整ねじを具備した同軸共振器装置であって、部品形状が簡単で、部品点数が少なく、低コストな同軸共振器装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明によれば、以上の如き目的を達成するものとして、
複数の同軸共振器を互いに平行に配列してなる共振器配列体と、該共振器配列体に取り付けられ且つ前記同軸共振器の軸方向を横切る面状部分を有するケーシング部材と、該ケーシング部材面状部分から前記共振器配列体に向けて突出するように前記ケーシング部材面状部分に適合されている特性調整ねじとを備えた同軸共振器装置であって、
前記特性調整ねじは、前記ケーシング部材面状部分に予め形成された下穴に適合される際に前記ケーシング部材面状部分への螺合がなされたタッピンねじであることを特徴とする同軸共振器装置、
が提供される。
【0009】
本発明の一態様においては、前記共振器配列体は前記複数の同軸共振器を共通の金属製筐体に取り付けることで構成され、前記ケーシング部材は前記金属製筐体に取り付けられた金属製カバーからなり、前記特性調整ねじは前記同軸共振器を構成する共振棒の先端に向けて前記金属製カバーから突出している。
【0010】
本発明の一態様においては、前記共振器配列体は前記複数の同軸共振器を単一の誘電体ブロックに作り込むことで構成され、前記ケーシング部材は前記誘電体ブロックに取り付けられた金属製ケースからなり、前記特性調整ねじは前記同軸共振器を構成する結合電極に向けて前記金属製ケースから突出している。
【0011】
本発明の一態様においては、前記ケーシング部材面状部分の板厚は、0.2mmから2.0mmまでの範囲内にある。
【0012】
本発明の一態様においては、前記ケーシング部材面状部分と前記タッピンねじとを接合する接合部材を有する。
【0013】
また、本発明によれば、以上の如き目的を達成するものとして、
上記同軸共振器装置を製造する方法であって、
前記ケーシング部材のための素材として、前記面状部分に予め前記下穴が形成されたものを用意する工程と、
前記下穴に前記タッピンねじを適合させることで、前記タッピンねじを前記ケーシング部材面状部分へ螺合させる工程と、
同軸共振器装置の特性調整のために前記下穴への前記タッピンねじの螺入位置を設定する工程と、
を含むことを特徴とする、同軸共振器装置の製造方法、
が提供される。
【発明の効果】
【0014】
本発明によれば、特性調整ねじとしてタッピンねじを使用するため、部品(素材)としてのケーシング部材には、その面状部分に予め単なる貫通穴である下穴を形成しておけば良い。このため、特性調整ねじを備えた同軸共振器装置における部品コストを抑えることができる。
【0015】
更に、本発明によれば、特性調整ねじとしてタッピンねじを使用するため、特性調整ねじの適合前にケーシング部材面状部分に予め雌ねじを形成しておく必要がない。そのため、ケーシング部材面状部分を必要以上に厚くする必要がなく、特性調整ねじとを備えた同軸共振器装置における原料コストを低く抑えることができる。
【0016】
また、本発明によれば、特性調整ねじとして螺入トルクが大きいタッピンねじを使用するため、ねじを所定の螺入位置で止めても緩みにくく、固定用ナットを具備する必要がない。そのため、特性調整ねじとを備えた同軸共振器装置の部品点数を少なくすることができ低コスト化が達成できる。
【図面の簡単な説明】
【0017】
【図1】本発明による同軸共振器装置である同軸共振フィルタの第1の実施形態を示す模式的分解斜視図である。
【図2】図1の実施形態におけるケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【図3】本発明による同軸共振器装置である同軸共振フィルタの第2の実施形態を示す模式的分解斜視図である。
【図4】図3の実施形態の模式的斜視図である。
【図5】本発明による同軸共振器装置である同軸共振フィルタの第3の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【図6】本発明による同軸共振器装置である同軸共振フィルタの第4の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【発明を実施するための形態】
【0018】
以下、図面を参照しながら本発明の具体的な実施形態を説明する。
【0019】
[第1の実施形態]
図1は、本発明による同軸共振器装置である同軸共振フィルタの第1の実施形態を示す模式的分解斜視図である。図2は、本実施形態におけるケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【0020】
図1において、金属製フィルタケース(金属製筐体)32の互いに反対向きの外壁(端壁)に、入出力信号が外部接続される入出力コネクタ1が、それぞれ1個、都合2個(1つは図示せず)、配置されている。
【0021】
金属製フィルタケース32は、細長い形状を持つ箱形のものであり、その外形寸法は、たとえば長さW=100mm、幅L=20mm、高さH=25mmである。金属製フィルタケース32の内部には、H方向を軸方向とする複数(図では5個)の1/4波長同軸共振器4を構成する複数(図では5本)の共振棒が互いに平行に配列されている。同軸共振器4の配列方向はW方向である。具体的には、金属製フィルタケース32の底壁から、上方に向かって5本の共振棒が延びている。かくして、複数の同軸共振器4を共通の金属製フィルタケース32に取り付けることで、複数の同軸共振器4を互いに平行に配列してなる共振器配列体が構成されている。
【0022】
金属製フィルタケース32には、その上部開放部分を塞ぐように、ケーシング部材としての金属製カバー31が取り付けられている。金属製カバー31は、平面板状をなしており、全体が面状部分からなる。具体的には、金属製カバー31は、金属製フィルタケース32と導通をとるためにねじ(図では省略)で金属製フィルタケース32に固定されている。金属製カバー31の厚みは、たとえば1mmである。同軸共振器4を構成する共振棒の長さは、その先端部(上端部)が金属製カバー31の内面(下面)と一定の間隔を保つように設定されている。かくして、共振器配列体に取り付けられたケーシング部材としての金属製カバー31は、同軸共振器4の軸方向を横切る(好ましくは直交する)面状部分を有するものとなる。
【0023】
金属製カバー31には、共振棒の先端部が対向する部分に所定の大きさの貫通孔6が設けられており、この貫通孔6には同軸共振器装置の特性調整ねじたる周波数調整ねじとしてのタッピンねじ5が螺入されている。かくして、タッピンねじ5は、ケーシング部材としての金属製カバー31の面状部分から共振器配列体に向けて突出するようにケーシング部材面状部分に適合されている。このような構造にすることで、共振棒の先端部とタッピンねじ5の先端部との間で容量が形成される。タッピンねじ5の螺入量を調整することで容量が変化し、各同軸共振器4の共振周波数が調整できる。
【0024】
ここで、特性調整ねじとしてのタッピンねじ5は、ケーシング部材面状部分に予め形成された下穴(図1に示される貫通孔6)に適合される際にケーシング部材面状部分への螺合がなされるものである。すなわち、便宜上、図1は、下穴としての貫通孔6にタッピンねじ5が適合される前の状態を示すものとし、図2に、ケーシング部材面状部分に対してタッピンねじ5が適合された後の螺合状態を示すものとする。タッピンねじ5の適合により、下穴である貫通孔6は押し拡げられて、タッピンねじ5に対応する雌ねじ様内周面6’を持つものとなる。
【0025】
タッピンねじ5の螺入の仕組みについて、更に以下に説明する。
【0026】
タッピンねじ5は、先端部(図1及び図2における下端部)がテーパー状に加工されている。このタッピンねじ5を金属製カバー31の素材に予めあけられた下穴6にねじ込みにより適合させる際には、タッピンねじ5のテーパー部のねじ山の先行部分が金属製カバー31の下穴6に徐々に雌ねじ部分を形成し、後続するねじ山が下穴6の内周面に食い込んで徐々に押し広げていき、平行ねじ部との境界となる先端テーパー部の最大径部分で平行ねじ部のねじ山の大きさまで拡げ、続いて平行ねじ部のねじ山が螺合する。
【0027】
上述の如く、タッピンねじ5は自ら雌ねじを形成しながら螺入するため、金属製カバー31には、雌ねじをあらかじめ形成する必要がない。また、雌ねじは徐々に押し広げられて形成されるため、最小の大きさとなり、平行ねじ部分まで螺入されてもある一定の回転トルクを必要とする。すなわち、雄ねじと雌ねじとの遊びが殆どなく所定の螺入位置で確実に固定することができる。従って、固定用ナットを具備する必要がないため、部品点数の低減とねじ固定のための工数とを削減する事が出来る。
【0028】
タッピンねじ5が緩みにくいのは、図2をみても判るように、雌ねじを刻みながら螺入されていくことで金属製カバー31が僅かに歪み、これが戻ろうとする応力によってねじ部に摩擦力を与えている為である。
【0029】
このようなタッピンねじ5の螺入は、本発明による同軸共振器装置の製造方法の一実施形態の主要部分をなす。すなわち、ここでは、ケーシング部材たる金属製カバー31のための素材として、面状部分に予め下穴6が形成されたものを用意する工程と、下穴6にタッピンねじ5を適合させることで、タッピンねじ5をケーシング部材面状部分たる金属製カバー31へ螺合させる工程と、同軸共振器装置の特性調整のために下穴6へのタッピンねじ5の螺入位置を設定する工程と、が実行される。
【0030】
タッピンねじ5がある一定の回転トルクを維持するためには、金属製カバー31の厚みは、0.2mmから2.0mmまでの範囲内であることが好適である。
【0031】
金属製フィルタケース32及び金属製カバー31の材質としては、加工が容易でかつ、安価なもの、たとえばアルミニウムを用いることができる。共振棒の材質としては、たとえば黄銅を用いることができる。
【0032】
このような実施の形態では、金属部材表面の導電率を改善するために表面処理を施すのが好ましい。その様な表面処理として、金属製カバー31、金属製フィルタケース32、及び共振棒に、たとえば銀メッキを施すことができる。銀メッキを施すにあたっての下地処理としては、一般的な手法を用いることができる。
【0033】
[第2の実施形態]
図3は、本発明による同軸共振器装置である同軸共振フィルタの第2の実施形態を示す模式的分解斜視図である。図4は、図3の実施形態の模式的斜視図である。
【0034】
本実施形態では、共振器配列体は複数(図では5個)の1/4波長同軸共振器4を単一の誘電体ブロック33に作り込むことで構成されている。
【0035】
誘電体ブロック33の材質としては、たとえば比誘電率6〜25程度のセラミックを使用することができる。誘電体ブロック33の外形寸法は、たとえば長さW=80mm、幅L=18mm、高さH=12mmである。
【0036】
更に詳細には、誘電体ブロック33の上面から下面にかけて5つの貫通孔が形成され、該貫通孔内に内導体が形成され、上面を除く誘電体ブロック33の外面に外導体が形成されている。誘電体ブロック33の上面には、各貫通孔に対応して同軸共振器4同士を結合させる結合電極4’が形成されている。結合電極4’は、各内導体の上端縁と接続されており、これにより各同軸共振器4の共振周波及び当該同軸共振器4に隣接する同軸共振器との結合が制御される。かくして、H方向を軸方向とする複数の同軸共振器4が互いに平行に配列されている。同軸共振器4の配列方向はW方向である。また、誘電体ブロック33の上面には、共振器配列体の両端の同軸共振器4と結合する入出力電極4”が形成されている。内導体、外導体、結合電極4’及び入出力電極4”の材質としては、たとえば銀を使用することができる。
【0037】
本実施形態では、ケーシング部材は誘電体ブロック33に取り付けられた金属製ケース31’からなり、特性調整ねじは同軸共振器4を構成する結合電極4’に向けて金属製ケース31’から突出している。金属製ケース31’としては、たとえば0.5mmの金属板に金型により打ち抜き加工と曲げ加工を施したものを使用することができる。金属製ケース31’は、同軸共振器4の軸方向を横切る(好ましくは直交する)面状部分と、該面状部分の外周縁から垂下する周縁部分とを有する。同軸共振器4の面状部分には、同軸共振器装置の特性調整ねじたる周波数調整ねじとしてのタッピンねじ5が螺入されている。かくして、タッピンねじ5は、ケーシング部材としての金属製ケース31’の面状部分から共振器配列体に向けて突出するようにケーシング部材面状部分に適合されている。尚、金属製ケース31’の互いに反対向きの周縁部分に、入出力信号が外部接続される入出力コネクタ1が、それぞれ1個、都合2個、配置されている。これらの入出力コネクタ1は、入出力電極4”と接続されている。
【0038】
誘電体ブロック33と金属製ケース31’とは、たとえば半田による接合にて導通をとりつつ互いに固定される。この接合は、誘電体ブロック33の外導体と金属製ケース31’の周縁部分との間でなされる。金属製ケース31’の素材としては、誘電体ブロック33と熱膨張係数の近いたとえば鉄系の材料を用いるのが好ましい。熱膨張係数の近い材質を用いることで、耐環境性、特に熱衝撃試験に対する耐久性を高めることが出来る。鉄系の材料の半田濡れ性の向上と耐久性(腐食性)の向上とのため、たとえば錫メッキを施すことができる。鉄系の材料に錫メッキを施すにあたっての下地処理は一般的なものである。
【0039】
ここで、特性調整ねじとしてのタッピンねじ5は、ケーシング部材面状部分に予め形成された下穴(図3に示される貫通孔6)に適合される際にケーシング部材面状部分への螺合がなされるものである。すなわち、第1の実施形態と同様に、便宜上、図3は、下穴としての貫通孔6にタッピンねじ5が適合される前の状態を示すものとする。図4では、ケーシング部材面状部分に対してタッピンねじ5が適合された後の螺合状態が示されている。タッピンねじ5の螺入の仕組みは、第1の実施形態で説明したものと同様である。
【0040】
本実施形態では、貫通孔6は、誘電体ブロック33の上面に形成された結合電極4’に対向する位置において、金属製ケース31’の面状部分に形成される。このような構造にすることで、結合電極4’とタッピンねじ5の先端部との間で容量が形成される。この容量がタッピンねじ5の螺入量を調整することで変化し、これにより各同軸共振器4の共振周波数を調整することができる。
【0041】
タッピンねじ5は、ねじ本体を回転させると下穴6の内周面に当接しているねじ山により、2山の雌ねじが刻まれ、刻まれた雌ねじに沿って小さな推力でねじ締めが出来るものである。金属製ケース31’の下穴6の部分に雌ねじ加工する必要がないため、金属製ケース31’の加工コスト削減に寄与できる。タッピンねじは、雌ねじを刻みながら螺入されていく特性上、螺入には一定のトルクが必要である。したがって、あらかじめ雌ねじを加工した金属ケースに一般的な雄ねじを螺入したときと比較すると緩みにくい。このことから、周波数調整を終了した後に特性調整ねじを固定するためのナットを省くことが出来、部品因数を低減し、ねじ固定の為の工数を削減する事が出来る。
【0042】
[第3の実施形態]
図5は、本発明による同軸共振器装置である同軸共振フィルタの第3の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
【0043】
本実施形態は、タッピンねじ5を螺入した後に接合部材8により金属製カバー31とタッピンねじ5とを接合したこと以外は、第1の実施形態と同様である。接合部材8としては、半田、エポキシ系接着剤、シリコーン系接着剤、嫌気性接着剤及び熱硬化樹脂などを用いることができる。
【0044】
接合部材8は、ディスペンサーなどを用いて、タッピンねじ5に回転する力を与えることなく塗布できる。これに対して、従来の固定用ナットによるねじ固定の場合には、雄ねじに固定用ナットをあらかじめ螺入しておく工数が必要である。また、従来の固定用ナットによるねじ固定の場合には、周波数調整後に雄ねじを固定する際に固定用ナットを締めるときに雄ねじが回らないようにドライバーなどで雄ねじを固定しつつ固定用ナットを締める必要があり、工数がかかってしまう。
【0045】
かくして、本実施形態によれば、従来の固定用ナット使用によるタッピンねじ固定に比べて、タッピンねじ固定の為の工数が削減される。
【0046】
本実施形態のごとく接合部材8を用いることで、タッピンねじ5と金属製カバー31との接合がより強固となり、さらにねじが緩みにくくなる。
【0047】
[第4の実施形態]
図6は、本発明による同軸共振器装置である同軸共振フィルタの第4の実施形態における、ケーシング部材面状部分に対する特性調整ねじの螺合状態を示す拡大断面図である。
本実施形態は、金属製カバー31に予め形成しておく下穴6がバーリング孔であること以外は、第1の実施形態と同様である。
【0048】
あらかじめ金属製カバー31に形成しておく下穴6としてバーリング孔を用いることで、タッピンねじ5を金属製カバー31に対して垂直の方向に即ち同軸共振器4の軸方向に螺入しやすくなる。またバーリング孔を形成しておくことにより、タッピンねじ5のねじ山に接する接合面が増加するので、金属製カバー31として薄い板を使用した場合でも、摩擦力による固定トルクが高くなり、ねじの緩みを防止できる。
【0049】
以上の実施形態においては同軸共振器装置が同軸共振フィルタであるが、本発明は、同軸共振器装置がデュプレクサである場合にも適用できる。また、各部分及び各部材の材質、形状及び寸法、並びに同軸共振器の数などは、上記実施形態のものに限定されない。特に、タッピンねじ5に関しては、たとえば鉄系材料からなるものが好適に用いられるが、導電性を持つものであれば材質は限定されない。また、メッキなどの表面処理についても導電性のものであれば限定されない。タッピンねじの径、ねじピッチ、ねじ山の形状についても限定されない。
【符号の説明】
【0050】
1 入出力コネクタ
4 同軸共振器
4’ 結合電極
4” 入出力電極
5 タッピンねじ
6 下穴
6’ 雌ねじ様内周面
8 接合部材
31 金属製カバー
31’ 金属製ケース
32 金属製フィルタケース
33 誘電体ブロック
【特許請求の範囲】
【請求項1】
複数の同軸共振器を互いに平行に配列してなる共振器配列体と、該共振器配列体に取り付けられ且つ前記同軸共振器の軸方向を横切る面状部分を有するケーシング部材と、該ケーシング部材面状部分から前記共振器配列体に向けて突出するように前記ケーシング部材面状部分に適合されている特性調整ねじとを備えた同軸共振器装置であって、
前記特性調整ねじは、前記ケーシング部材面状部分に予め形成された下穴に適合される際に前記ケーシング部材面状部分への螺合がなされたタッピンねじであることを特徴とする同軸共振器装置。
【請求項2】
前記共振器配列体は前記複数の同軸共振器を共通の金属製筐体に取り付けることで構成され、前記ケーシング部材は前記金属製筐体に取り付けられた金属製カバーからなり、前記特性調整ねじは前記同軸共振器を構成する共振棒の先端に向けて前記金属製カバーから突出していることを特徴とする、請求項1に記載の同軸共振器装置。
【請求項3】
前記共振器配列体は前記複数の同軸共振器を単一の誘電体ブロックに作り込むことで構成され、前記ケーシング部材は前記誘電体ブロックに取り付けられた金属製ケースからなり、前記特性調整ねじは前記同軸共振器を構成する結合電極に向けて前記金属製ケースから突出していることを特徴とする、請求項1に記載の同軸共振器装置。
【請求項4】
前記ケーシング部材面状部分の板厚は、0.2mmから2.0mmまでの範囲内にあることを特徴とする、請求項1乃至3のいずれか一項に記載の同軸共振器装置。
【請求項5】
前記ケーシング部材面状部分と前記タッピンねじとを接合する接合部材を有することを特徴とする、請求項1乃至4のいずれか一項に記載の同軸共振器装置。
【請求項6】
請求項1乃至5のいずれか一項に記載の同軸共振器装置を製造する方法であって、
前記ケーシング部材のための素材として、前記面状部分に予め前記下穴が形成されたものを用意する工程と、
前記下穴に前記タッピンねじを適合させることで、前記タッピンねじを前記ケーシング部材面状部分へ螺合させる工程と、
同軸共振器装置の特性調整のために前記下穴への前記タッピンねじの螺入位置を設定する工程と、
を含むことを特徴とする、同軸共振器装置の製造方法。
【請求項1】
複数の同軸共振器を互いに平行に配列してなる共振器配列体と、該共振器配列体に取り付けられ且つ前記同軸共振器の軸方向を横切る面状部分を有するケーシング部材と、該ケーシング部材面状部分から前記共振器配列体に向けて突出するように前記ケーシング部材面状部分に適合されている特性調整ねじとを備えた同軸共振器装置であって、
前記特性調整ねじは、前記ケーシング部材面状部分に予め形成された下穴に適合される際に前記ケーシング部材面状部分への螺合がなされたタッピンねじであることを特徴とする同軸共振器装置。
【請求項2】
前記共振器配列体は前記複数の同軸共振器を共通の金属製筐体に取り付けることで構成され、前記ケーシング部材は前記金属製筐体に取り付けられた金属製カバーからなり、前記特性調整ねじは前記同軸共振器を構成する共振棒の先端に向けて前記金属製カバーから突出していることを特徴とする、請求項1に記載の同軸共振器装置。
【請求項3】
前記共振器配列体は前記複数の同軸共振器を単一の誘電体ブロックに作り込むことで構成され、前記ケーシング部材は前記誘電体ブロックに取り付けられた金属製ケースからなり、前記特性調整ねじは前記同軸共振器を構成する結合電極に向けて前記金属製ケースから突出していることを特徴とする、請求項1に記載の同軸共振器装置。
【請求項4】
前記ケーシング部材面状部分の板厚は、0.2mmから2.0mmまでの範囲内にあることを特徴とする、請求項1乃至3のいずれか一項に記載の同軸共振器装置。
【請求項5】
前記ケーシング部材面状部分と前記タッピンねじとを接合する接合部材を有することを特徴とする、請求項1乃至4のいずれか一項に記載の同軸共振器装置。
【請求項6】
請求項1乃至5のいずれか一項に記載の同軸共振器装置を製造する方法であって、
前記ケーシング部材のための素材として、前記面状部分に予め前記下穴が形成されたものを用意する工程と、
前記下穴に前記タッピンねじを適合させることで、前記タッピンねじを前記ケーシング部材面状部分へ螺合させる工程と、
同軸共振器装置の特性調整のために前記下穴への前記タッピンねじの螺入位置を設定する工程と、
を含むことを特徴とする、同軸共振器装置の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−102331(P2013−102331A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−244466(P2011−244466)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
[ Back to top ]