
固体潤滑被膜とその製造方法およびそれを用いた摺動部材
【課題】潤滑性や耐スティック−スリップ性、耐摩耗性に優れた固体潤滑被膜と、膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく効率よく、固体潤滑被膜を製造する製造方法と、固体潤滑被膜によって良好な潤滑性が付与された摺動部材とを提供する。
【解決手段】固体潤滑被膜は、樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成された。製造方法は、ブラスト処理等した表面に、樹脂固形分と無機系潤滑剤とを含む樹脂塗料を用いて、電着塗装によって塗膜を形成したのち焼成する。摺動部材は、摺動面に固体潤滑被膜を形成した。
【解決手段】固体潤滑被膜は、樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成された。製造方法は、ブラスト処理等した表面に、樹脂固形分と無機系潤滑剤とを含む樹脂塗料を用いて、電着塗装によって塗膜を形成したのち焼成する。摺動部材は、摺動面に固体潤滑被膜を形成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固体潤滑被膜とその製造方法、ならびに、前記固体潤滑被膜によって摺動面に潤滑性が付与された、インターミディエイトシャフト等の摺動部材に関するものである。
【背景技術】
【0002】
エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトに代表される常時摺動シャフトの、前記両スプライン部の摺動面間の潤滑には、グリース等の潤滑油が用いられる他、両摺動面の少なくとも一方に固体潤滑被膜を形成して、潤滑油と併用する場合もある。また、固体潤滑被膜を単独で用いる場合もある。
【0003】
これは、常時摺動シャフトが、前記回転方向に捻り力を受けながら、軸方向に摺動することから、両スプライン部の摺動面間からグリース等が失われる、いわゆる油膜切れを生じやすく、その際にも良好な潤滑を維持する必要があるためである。前記固体潤滑被膜には、良好な潤滑性を有することに加えて、両スプライン部間のガタを防止するために、ある程度の膜厚を有すると共に耐摩耗性に優れることや、摺動開始時に異音、いわゆる鳴き音を生じるのを防止するために、静摩擦係数と動摩擦係数の差が小さく、良好な耐スティック−スリップ性を有すること等も求められる。
【0004】
固体潤滑被膜は、例えば膜形成成分としての樹脂固形分と、固体潤滑剤とを含むコーティング剤を、スプレー塗布や浸漬等の一般的な塗布方法によって前記摺動面に塗布した後、焼成することで形成される。また、固体潤滑剤としては、二硫化モリブデン(MoS2)、グラファイト粉末等の無機系潤滑剤や、ポリテトラフルオロエチレン(PTFE)等のフッ素樹脂粉末等が用いられる(例えば特許文献1参照)。
【特許文献1】特開2005−324599号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、先に説明した従来の固体潤滑被膜では、十分な潤滑性や耐スティック−スリップ性が得られなかったり、良好な耐摩耗性が得られなかったりするといった問題がある。また、先に説明した従来の製造方法では、固体潤滑被膜の膜厚の制御が容易でなく、特に、前記両スプライン部の摺動面等の、凹凸形状を有する表面に、ほぼ均一な厚みを有する固体潤滑被膜を形成するためには熟練を要する上、たとえ熟練した作業者が作業をしたとしても、摺動面の全面において、膜厚の精度に優れた、均一な厚みを有する固体潤滑被膜を形成できないという問題がある。これは、前記摺動面に、スプレー塗布等によって塗布されたコーティング剤が、自身の持つ表面張力によって、前記摺動面の凹入した角部等に集まりやすいためであると考えられる。
【0006】
そして、固体潤滑被膜の厚みにばらつきを生じた場合には、先に説明した両スプライン部間のガタを、確実に防止できないという問題を生じる。そこで、固体潤滑被膜を、両スプライン部間のクリアランスよりも厚めに形成しておき、エクスターナルスプライン部をインターナルスプライン部に挿入する際に、前記膜の余剰分を削ぎ落とすことも行われているが、その場合には、材料の無駄が多くなるという新たな問題を生じる。また、これらの問題は、前記インターミディエイトシャフトに代表される常時摺動シャフト以外の、他の摺動部材においても同様に発生する。
【0007】
本発明の目的は、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することにある。また、本発明の目的は、膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく、効率よく、固体潤滑被膜を製造できる製造方法を提供することにある。さらに、本発明の目的は、前記固体潤滑被膜によって、摺動面に良好な潤滑性が付与された摺動部材を提供することにある。
【課題を解決するための手段】
【0008】
発明者の検討によると、例えばMoS2等の無機系潤滑剤は、前記無機系潤滑剤と樹脂固形分とを含む樹脂塗料を塗布して塗膜を形成した後、前記塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に凹凸形状を形成する作用をすると共に、前記作用が、無機系潤滑剤の割合が多くなるほど、顕著になる傾向を示す。そのため従来は、固体潤滑被膜に良好な潤滑性を付与するために、その膜厚ができるだけ均一で、表面ができるだけ平滑であることが求められることから、無機系潤滑剤の含有割合がごく少量に限られてしまい、却って、良好な潤滑性が得られないというジレンマに陥っていた。
【0009】
そこで、発明者はさらに検討した結果、
(1) 固体潤滑被膜を潤滑油と併用する系では、前記無機系潤滑剤の作用によって、固体潤滑被膜の表面に形成される多数の凹部を、グリース等の潤滑油の油溜まりとして機能させて、先に説明した油膜切れを防止できることと、
(2) 無機系潤滑剤を、従来に比べて多めに含有させることができるため、固体潤滑被膜それ自体の潤滑性を向上できることとの相乗効果によって、
前記スプライン摺動部等に、これまでにない良好な潤滑性を付与できることを見出した。したがって、本発明は、樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成されたことを特徴とする固体潤滑被膜である。
【0010】
前記本発明の固体潤滑被膜は、引っかき硬度(鉛筆法)が3H以上であるのが好ましい。無機系潤滑剤を含有させると共に、その引っかき硬度を前記範囲とすることで、固体潤滑被膜それ自体に、より一層、良好な潤滑性を付与すると共に、前記固体潤滑被膜を、高強度で、かつ、下地としての金属部材に対して十分な密着性を有する上、それ自体が適度な柔軟性を有するものとすることができる。そのため、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することが可能となる。
【0011】
前記凹部の大きさは、油溜まりとして良好に機能させることを考慮すると、開口径が50μm以上〜300μm以下であると共に、凹部の深さが3μm以上〜20μm以下であるのが好ましい。本発明の固体潤滑被膜は、摺動部材の摺動面に形成するのが好ましい。また、樹脂固形分としては、金属部材に対する密着性に優れる上、前記範囲でもできるだけ高い引っかき硬度と、良好な柔軟性、ならびに耐摩耗性に優れた固体潤滑被膜を形成することを考慮するとアルキド樹脂を用いるのが好ましい。さらに、無機系潤滑剤としては、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に適度な大きさの凹凸形状を形成する効果と、前記固体潤滑被膜に良好な潤滑性を付与する効果に特に優れたMoS2を用いるのが好ましい。
【0012】
本発明は、前記本発明の固体潤滑被膜を製造するための製造方法であって、下地としての金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理する工程と、前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装する工程と、前記塗膜を、処理温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成する工程とを含むことを特徴とするものである。
【0013】
前記製造方法によれば、電着塗装法の特徴として、表面張力の影響を排除して、例えばスプライン部の摺動面等の、凹凸形状を有する表面に、膜厚の精度、すなわち、凹部以外の部分の膜厚の均一性に優れると共に、その全面に、寸法、形状の揃った多数の凹部を有する、均一な固体潤滑被膜を形成できる上、電着塗装の条件、および焼成の条件を前記範囲で調整することによって、前記凹部以外の部分の膜厚を、任意の値に、高精度に制御することができる。そのため、前記膜厚を、例えば両スプライン部間のクリアランスに合わせて、ガタを生じない範囲に高精度に制御することが可能となり、材料の無駄をなくすることができる。
【0014】
また、前記電着塗装の条件、および焼成の条件を前記範囲で調整することによって、製造される固体潤滑被膜の引っかき硬度を先に説明した範囲で、高精度に制御することもできる。さらに、前記条件下で電着塗装に使用する樹脂塗料の組成を制御することで、製造される固体潤滑被膜中における無機系潤滑剤の含有割合を制御することもできる。そのため、脱脂処理またはブラスト処理によって、金属部材の表面に残留する油脂性の汚れを除去して、前記汚れによる電着塗装への影響を排除できること、化学処理によって、電着塗装に適した下地被膜を形成できることと相まって、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を、前記各特性のばらつきを生じることなく、再現性よく製造することができる。
【0015】
本発明の摺動部材は、摺動面に、前記本発明の固体潤滑被膜が形成されたことを特徴とするものである。本発明によれば、摺動部材の摺動面に、前記固体潤滑被膜によって、良好な潤滑性を付与することができる。摺動部材の好ましい例としては、エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトが挙げられ、前記インターミディエイトシャフトにおいては、エクスターナルスプライン部およびインターナルスプライン部のうち少なくとも一方の摺動面に、前記本発明の固体潤滑被膜が形成される。
【発明の効果】
【0016】
本発明によれば、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することができる。また、本発明によれば、膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく、効率よく、固体潤滑被膜を製造できる製造方法を提供することができる。さらに、本発明によれば、前記固体潤滑被膜によって、摺動面に良好な潤滑性が付与された摺動部材を提供することができる。
【発明を実施するための最良の形態】
【0017】
(固体潤滑被膜およびその製造方法)
本発明の固体潤滑被膜は、樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成されたことを特徴とするものである。前記本発明の固体潤滑被膜によれば、固体潤滑被膜を潤滑油と併用する系において、前記凹部を、グリース等の潤滑油の油溜まりとして機能させて、油膜切れを防止できることと、無機系潤滑剤を、従来に比べて多めに含有させることができるため、固体潤滑被膜それ自体の潤滑性を向上できることとの相乗効果によって、例えばスプライン摺動部等に、これまでにない良好な潤滑性を付与することが可能となる。
【0018】
前記本発明の固体潤滑被膜は、引っかき硬度(鉛筆法)が3H以上であるのが好ましい。無機系潤滑剤を含有させると共に、その引っかき硬度を前記範囲とすることで、固体潤滑被膜それ自体に、より一層、良好な潤滑性を付与すると共に、前記固体潤滑被膜を、高強度で、かつ、下地としての金属部材に対して十分な密着性を有する上、それ自体が適度な柔軟性を有するものとすることができる。そのため、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することが可能となる。
【0019】
すなわち、前記本発明の固体潤滑被膜において、引っかき硬度が3H以上であるのが好ましいのは、2H以下の軟らかい固体潤滑被膜では、必要とする耐スティック−スリップ性、耐摩耗性等が得られないおそれがあるためである。引っかき硬度の上限は、特に限定されず、使用する樹脂固形分の種類に応じて、形成可能な引っかき硬度の上限値までの固体潤滑被膜が、いずれも使用可能である。例えば、樹脂固形分としてアルキド樹脂、エポキシ樹脂、またはアクリル樹脂を用いた場合の、固体潤滑被膜の引っかき硬度の上限は4Hであり、樹脂固形分としてポリブタジエン樹脂を用いた場合の、固体潤滑被膜の引っかき硬度の上限は5Hである。なお、固体潤滑被膜の引っかき硬度を、本発明では、日本工業規格JIS K5600−5−4:1999「塗料一般試験方法−第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法)」に規定された測定方法に基づき、室温(15ないし35℃)で測定した結果でもって表すこととする。
【0020】
樹脂固形分としては、固体潤滑被膜に用いることができる種々の樹脂が、いずれも使用可能であり、例えば電着塗装と焼成によって形成される固体潤滑被膜用の樹脂固形分としてはアルキド樹脂、エポキシ樹脂、アクリル樹脂、およびポリブタジエン樹脂等の1種または2種以上が挙げられる。中でも、金属部材に対する密着性に優れる上、前記範囲の引っかき硬度と、良好な柔軟性、ならびに耐摩耗性に優れた固体潤滑被膜を形成することを考慮するとアルキド樹脂が好ましい。
【0021】
前記アルキド樹脂としては、例えば無水フタル酸等の多塩基酸と、グリセリン、ペンタエリスリット等の多価アルコールとの縮合物であるアルキド樹脂(純粋アルキド樹脂、線状アルキドである不飽和ポリエステル樹脂をも包含する)が挙げられる他、アルキド樹脂を、乾性油、不乾性油等で変性した油変性アルキド樹脂や、ロジン、フェノール樹脂、スチレン、アクリル、ウレタン、エポキシ樹脂、シリコーン樹脂、イソシアネート等で変性したり、マレイン化、もしくは無水物の付加等によって変性したりした、各種の変性アルキド樹脂等も使用可能である。
【0022】
無機系潤滑剤としては、先に説明したように、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に適度な大きさの凹凸形状を形成する作用をする種々の、無機系の固体潤滑剤が、いずれも使用可能であり、前記無機系潤滑剤としては、たとえばMoS2、二硫化タングステン(WS2)、およびグラファイト等の1種または2種以上が挙げられ、特にMoS2が好ましい。
【0023】
凹部の大きさは、油溜まりとして良好に機能させることを考慮すると、開口径が50μm以上〜300μm以下であると共に、凹部の深さが3μm以上〜20μm以下であるのが好ましい。開口径は、固体潤滑被膜の表面の、実寸法が縦950μm×横1250μmの領域の走査型電子顕微鏡画像を撮影し、前記画像に写された全ての凹部について、短径と長径との平均値を求めた結果の、さらに平均値でもって表すこととする。また、深さは、表面粗さ計を用いて、長さ4mmに亘って測定した、前記固体潤滑被膜の表面の、表面粗さの輪郭曲線から求めた、深さの最大値と最小値でもって表すこととする。
【0024】
また固体潤滑被膜の、凹部以外の部分の膜厚は、前記固体潤滑被膜の用途に応じて、適宜、設定することができる。例えば、スプライン摺動部の潤滑用として用いる固体潤滑被膜の膜厚は、先に説明したように、前記スプライン摺動部を構成するエクスターナルスプライン部とインターナルスプライン部との間のクリアランスに合わせて、前記クリアランスを超えず、かつガタを生じない範囲に設定すればよい。
【0025】
前記本発明の固体潤滑被膜は、金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理する工程と、前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装する工程と、前記塗膜を、処理温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成する工程とを含む本発明の製造方法によって製造することができる。
【0026】
前記本発明の製造方法によれば、その、凹部以外の部分の膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく、効率よく、固体潤滑被膜を製造することができる。前記製造方法において、金属部材の、前記固体潤滑被膜を形成する表面に付着した油脂性の汚れを除去するための脱脂処理としては、例えば塩素化炭化水素や石油系炭化水素等の有機溶剤を用いた溶剤脱脂処理や、通常のアルカリ脱脂処理、あるいは、前記金属部材を、対極と共にアルカリ洗浄浴、酸洗浄浴等に浸漬し、陰極または陽極として機能させて電解処理する電解脱脂処理等の、通常の脱脂処理が挙げられる。また、化学処理としては、例えばリン酸亜鉛処理、リン酸マンガン処理、リン酸マンガン亜鉛処理、リン酸亜鉛−石灰処理、リン酸鉄処理、リン酸アルコール処理、リン酸クロム酸処理等の、電着塗装に適した下地被膜を形成できる種々の処理が挙げられる。
【0027】
またブラスト処理としては、吹き付ける粒子の種類等によって分類されるサンドブラスト、ショットブラスト、グリットブラスト等の、乾式のブラスト処理や、前記粒子を、防錆液を添加した加圧水と共に吹き付けるウエットブラスト等の、通常のブラスト処理が挙げられる。脱脂処理や化学処理、ブラスト処理の条件は、通常通りでよい。電着塗装に使用する樹脂塗料は、先に説明した樹脂固形分と無機系潤滑剤とを、溶剤、特に水性溶剤に溶解または分散させて調製することができる。水性溶剤としては水が用いられる他、水と、水溶性有機溶剤との混合溶剤等を使用することもできる。樹脂塗料には、分散剤その他の添加剤を添加してもよい。
【0028】
前記樹脂塗料における、無機系潤滑剤の、固体潤滑被膜を形成する固形分の総量(=樹脂固形分量+無機系潤滑剤量)中に占める含有割合が前記範囲であるのが好ましいのは、下記の理由による。すなわち、無機系潤滑剤の含有割合が20質量%を超える場合には、前記無機系潤滑剤による、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に凹凸形状を形成する作用が強く働きすぎるため、固体潤滑被膜の表面粗さが大きくなりすぎて、前記固体潤滑被膜自体の潤滑性が低下するおそれがある。また、固体潤滑被膜の引っかき硬度が2H以下となって、必要とする耐スティック−スリップ性、耐摩耗性等が得られないおそれもある。
【0029】
一方、無機系潤滑剤の含有割合が5質量%未満では、前記無機系潤滑剤による、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に凹凸形状を形成する作用が十分に得られないため、固体潤滑被膜の表面に、油溜まりとして機能しうる、適度な大きさを有する凹部を形成できないおそれがある。また、前記無機系潤滑剤による、固体潤滑被膜に良好な潤滑性を付与する効果が得られないおそれもある。そのため、前記固体潤滑被膜の潤滑性が低下すると共に、耐摩耗性等が低下するおそれがある。
【0030】
なお、先に説明した各種の効果をより一層、良好に発揮させて、油溜まりとして機能しうる、適度な大きさを有する凹部を有し、潤滑性や耐スティック−スリップ性、耐摩耗性等にさらに優れた固体潤滑被膜を形成することを考慮すると、無機系潤滑剤の含有割合は、前記範囲でも5質量%以上〜20質量%以下、特に7質量%以上〜20質量%以下であるのが好ましい。
【0031】
電着塗装は、具体的には、前記樹脂塗料中に、金属部材と対極とを浸漬すると共に、前記両者のうちの一方を陽極、他方を陰極に設定して両者間に直流電圧を印加することで実施される。金属部材、および対極の極性は、使用する樹脂塗料の組成等に応じて任意に設定することができるが、樹脂固形分としてアルキド樹脂を含むと共に、無機系潤滑剤を含む樹脂塗料を用いる本発明の場合は、金属部材を陽極、対極を陰極として電着塗装(アニオン電着塗装)をするのが好ましい。また、前記アニオン電着塗装を行う場合には、樹脂溶液に中和剤を添加して、そのpHを7以上〜11以下に調整するのが好ましい。
【0032】
対極としては、例えばステンレス鋼等の、耐蝕性を有する金属からなる電極が用いられる。金属部材の特定の表面、例えば、エクスターナルスプライン部やインターナルスプライン部の摺動面にのみ、選択的に電着塗装をする場合には、前記特定の表面のみを、樹脂塗料に浸漬して電着塗装をしたり、前記特定の表面以外の面をマスキングし、特定の表面のみを露出させた状態で樹脂塗料に浸漬して、前記露出させた表面にのみ、選択的に電着塗装をしたりすればよい。
【0033】
電着塗装における処理電圧が前記範囲に限定されるのは、下記の理由による。すなわち、処理電圧が20V未満では、金属部材の表面に、所定の厚みを有する連続した塗膜、ひいては固体潤滑被膜を形成できないためである。また、処理電圧が150Vを超える場合には、金属部材の表面に形成される塗膜の膜厚のばらつきが大きくなり過ぎるため、前記塗膜を焼成して形成される固体潤滑被膜の表面の凹部の大きさが大きくなりすぎて、油溜まりとして良好に機能させることができなかったり、前記表面の表面粗さが大きくなりすぎて、固体潤滑被膜自体の潤滑性が低下したりするためである。
【0034】
さらに、電着塗装の処理時間が前記範囲に限定されるのは、処理時間が30秒未満では、金属部材の表面に、所定の厚みを有する連続した塗膜、ひいては固体潤滑被膜を形成できないためであり、処理時間が300秒を超えても、塗膜の厚みをそれ以上、増加させることができないためである。なお、電着塗装のその他の条件は特に限定されないが、処理温度は20℃以上〜30℃以下であるのが好ましい。電着塗装時の制御方法としては、定電圧制御が一般的であるが、定電流制御を実施してもよい。
【0035】
焼成は、大気中、または不活性雰囲気中で行うのが好ましい。焼成の温度が前記範囲に限定されるのは、温度が220℃未満では、形成される固体潤滑被膜の引っかき硬度が2H以下となって、必要とする耐スティック−スリップ性、耐摩耗性等が得られないためであり、240℃を超える場合には、形成した固体潤滑被膜が脆化するためである。また、焼成の処理時間が前記範囲に限定されるのは、処理時間が15分未満では、形成される固体潤滑被膜の引っかき硬度が2H以下となって、必要とする耐スティック−スリップ性、耐摩耗性等が得られないためであり、45分を超える場合には、形成した固体潤滑被膜が脆化するためである。
(摺動部材)
本発明の摺動部材は、摺動面に、前記本発明の固体潤滑被膜が形成されたことを特徴とするものである。前記本発明によれば、摺動部材の摺動面に、前記固体潤滑被膜によって、良好な潤滑性を付与することができる。摺動部材の好ましい例としては、エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトが挙げられ、前記インターミディエイトシャフトにおいては、エクスターナルスプライン部およびインターナルスプライン部のうち少なくとも一方の摺動面に、前記本発明の固体潤滑被膜が形成される。
【0036】
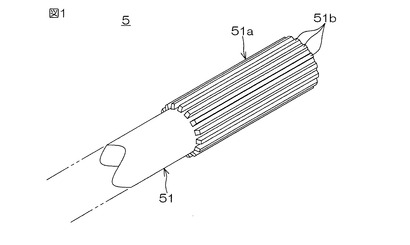
図1は、本発明の摺動部材の一例としての、インターミディエイトシャフト5の、実施の形態の一例を構成する内軸部材51の、端部に設けたエクスターナルスプライン部51aを示す斜視図である。また、図2は、前記内軸部材51と共にインターミディエイトシャフト5を構成する外軸部材52の、端部に設けた筒状のインターナルスプライン部52aの一部を切り欠いて示す斜視図である。図1を参照して、内軸部材51の、外軸部材52と連結される端部の外周面には、前記外周面から径方向外方に向けて、多数のキー51bが、内軸部材51の軸方向と平行で、かつ周方向に等間隔に突設されて、エクスターナルスプライン部51aが構成されている。
【0037】
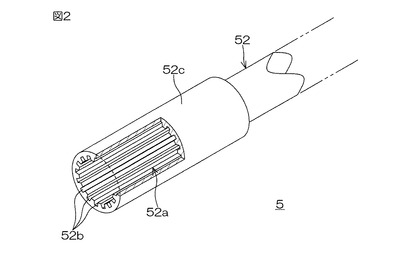
また、図2を参照して、外軸部材52は、内軸部材51と連結される端部52cが、エクスターナルスプライン部51aが挿入される筒状に形成されていると共に、筒の内周面には、前記内周面から径方向外方に向けて、前記エクスターナルスプライン部51aのキー51bと噛み合わされる多数のキー溝52bが、外軸部材52の軸方向と平行で、かつ周方向に等間隔に凹入されて、インターナルスプライン部52aが構成されている。エクスターナルスプライン部51aのキー51bと、インターナルスプライン部52aのキー溝52bとの噛み合い部には、従来同様に、クリアランスが設定される。
【0038】
そして、前記クリアランスを詰めると共に、良好な潤滑を確保するため、前記エクスターナルスプライン部51aとインターナルスプライン部52aのうち、少なくとも一方の表面(摺動面)に、本発明の固体潤滑被膜が形成される。前記エクスターナルスプライン部51aを構成するキー51bを、インターナルスプライン部52aを構成するキー溝52bに噛み合わせながら、エクスターナルスプライン部51aをインターナルスプライン部52aに挿入することでスプライン摺動部が構成されて、両軸部材51、52が、軸方向に伸縮可能で、かつ軸を中心とする回転方向に動力伝達可能に連結される。
【0039】
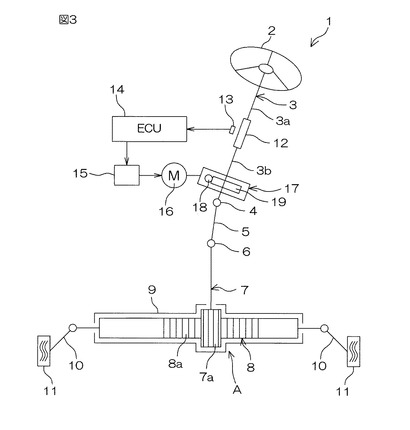
本発明の固体潤滑被膜は、先に説明したように、それ自体が良好な潤滑性を有するため、前記インターミディエイトシャフト5の、キー51bとキー溝52bとの噛み合い部には、グリース等の潤滑油を充填しなくてもよいが、潤滑油を充填して、固体潤滑被膜と共に、両スプライン部51a、52a間を潤滑させることもできる。図3は、前記インターミディエイトシャフト5が組み込まれる、ステアリング装置の一例としてのコラム式EPS1の概略構成図である。
【0040】
図3を参照して、コラム式EPS1は、操舵部材としてのステアリングホイール2が連結されるステアリングシャフト3と、前記ステアリングシャフト3に、自在継手4を介して連結されるインターミディエイトシャフト5と、前記インターミディエイトシャフト5に、自在継手6を介して連結されるピニオン軸7と、ピニオン軸7の端部近傍に設けられたピニオン歯7aに噛み合うラック歯8aを有して自動車の左右方向に延びる転舵軸としてのラックバー8とを有している。前記ピニオン軸7とラックバー8によって、舵取機構としてのラックアンドピニオン機構Aが構成されている。
【0041】
ラックバー8は、車体に固定されるハウジング9内に、図示しない複数の軸受を介して、直線往復動自在に支持されている。また、ラックバー8の両端部は、ハウジング9の両側へ突出し、各端部にはそれぞれタイロッド10が結合されている。各タイロッド10は、対応するナックルアーム(図示せず)を介して対応する操向輪11に連結されている。ステアリングホイール2が操作されて、ステアリングシャフト3が回転されると、この回転が、ピニオン歯7aおよびラック歯8aによって、自動車の左右方向に沿うラックバー8の直線運動に変換されて、操向輪11が転舵される。
【0042】
ステアリングシャフト3は、ステアリングホイール2に連なる入力側のアッパーシャフト3aと、ピニオン軸7に連なる出力側のロアーシャフト3bとに分割されており、両シャフト3a、3bは、トーションバー12を介して同一の軸線上で相対回転可能に互いに連結されている。またトーションバー12には、両シャフト3a、3b間の相対回転変位量から操舵トルクを検出するためのトルクセンサ13が設けられており、このトルクセンサ13のトルク検出結果が、ECU(Electric Control Unit:電子制御ユニット)14に与えられる。
【0043】
ECU14では、トルク検出結果や、図示しない車速センサから与えられる車速検出結果等に基づいて、駆動回路15を介して操舵補助用の電動モータ16を駆動制御する。そして、電動モータ16の出力回転が、減速機17を介して減速されてピニオン軸7に伝達され、ラックバー8の直線運動に変換されて、操舵が補助される。減速機17は、電動モータ16により回転駆動される入力軸としてのウォーム軸(小歯車)18と、前記ウォーム軸18に噛み合うと共にステアリングシャフト3のロアーシャフト3bに一体回転可能に連結されるウォームホイール(大歯車)19とを備えている。
【0044】
前記各部を備えた、図の例のコラム式EPS1は、操舵時に、インターミディエイトシャフト5のスプライン摺動部を構成するエクスターナルスプライン部51aのキー51bと、インターナルスプライン部52aのキー溝52bとの噛み合い部に高い面圧が加わっても、本発明の固体潤滑被膜が良好な潤滑を維持し、油膜切れや、それに伴うスティック−スリップが発生しないため、例えばスリップ音を生じて、運転者に不快感を与えるのを防止することができる。
【0045】
なお、本発明の構成は、以上で説明した例のものには限定されない。例えば、インターミディエイトシャフトは、内軸部材の外周面、および外軸部材の内周面に、それぞれ軸方向に沿う転動溝を形成すると共に、前記溝内に、複数のボールを転動自在に配設し、ボールを介して両軸部材を軸方向に伸縮可能で、かつ、軸を中心とする回転方向に一体回転可能に結合させた、いわゆるボールスプライン式の構造を採用してもよい。固体潤滑被膜は、前記転動溝の内面、およびボールの外面のうちの少なくとも一方に形成すればよい。
【0046】
また、前記インターミディエイトシャフトが組み込まれるステアリング装置は、図3に示すコラム式EPS1には限定されず、他の方式のEPSや、操舵補助機能を有さない通常のステアリング装置であってもよい。また、本発明の固体潤滑被膜は、前記インターミディエイトシャフトのスプライン摺動部等に形成できる他、それ以外の、例えばコラム、ドライブシャフト、直動すべり、シール部位等の、他の摺動部材の表面に形成することもできる。また、前記各部において、固体潤滑被膜に、発塵防止膜としての働きを兼ねさせることもできる。その他、本発明の要旨を変更しない範囲で、種々の設計変更を施すことができる。
【実施例】
【0047】
〈電着塗装条件の検討〉
樹脂固形分としてのアルキド樹脂〔大日本インキ化学工業(株)製のS−161−LP〕と、無機系潤滑剤としてのMoS2とを含み、固体潤滑被膜を形成する固形分の総量(=アルキド樹脂量+MoS2量)中に占めるMoS2の含有割合が10質量%である樹脂塗料を調製した。次に、金属部材のモデルとしての、縦30mm×横30mm×厚み6mmの矩形状の一般構造用圧延鋼(SS400)板の表面を溶剤脱脂処理した後、その片面の複数箇所に、膜厚測定のために膜形成しない領域を設けるための部分的なマスキングをした。
【0048】
次に、前記SS400板を、対極としてのステンレス鋼板と共に、前記樹脂溶液中に浸漬して、表1に示す処理電圧、および処理時間で、定電圧制御により電着塗装した後、樹脂溶液から引き上げ、水洗後、乾燥させて塗膜を形成した。そして、塗膜を形成したSS400板を、予熱した電気炉中に入れ、大気中で、温度230℃、処理時間20分の条件で焼成して、固体潤滑被膜を製造した。
【0049】
製造した固体潤滑被膜の状態、特に凹部の寸法、形状の揃い具合等を観察すると共に、前記膜形成しなかった領域と、その周囲を囲む固体潤滑被膜のうち、凹部以外の部分との段差を、表面粗さ計を用いて測定して、固体潤滑被膜の膜厚を求める操作を、前記複数箇所において行った。そして、測定した膜厚のばらつきが、目標とした膜厚の±30%以内であったものを、凹部以外の部分の膜厚の均一性良好、前記範囲を超えるものを均一性不良として評価した。
【0050】
さらに、先に説明したJIS K5600−5−4:1999「塗料一般試験方法−第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法)」に規定された測定方法に基づいて、室温(15ないし35℃)で、固体潤滑被膜の引っかき硬度を測定し、引っかき硬度が3H以上のものを良好、2H以下のものを不良として評価した。そして、前記各評価のうち1つでも不良があったものを総合評価不良、1つも不良がなかったものを総合評価良好として評価した。結果を表1に示す。
【0051】
【表1】

表1より、電着塗装における処理電圧を20V以上〜150V以下、処理時間を30秒以上〜300秒以下としたとき、凹部以外の部分の膜厚の均一性に優れると共に、その全面に、寸法、形状の揃った多数の凹部を有する、連続した均一な固体潤滑被膜を、効率よく製造できることが確認された。
【0052】
〈焼成条件の検討〉
電着塗装の処理電圧を40V、処理時間を120秒に固定すると共に、表2に示す焼成の温度、および処理時間で塗膜を焼成したこと以外は、前記電着塗装条件の検討と同様にして、固体潤滑被膜を製造し、同様にして評価した。結果を表2に示す。
【0053】
【表2】
表2より、焼成の温度を220℃以上〜240℃以下、処理時間を15分以上〜45分以下としたとき、凹部以外の部分の膜厚の均一性に優れると共に、その全面に、寸法、形状の揃った多数の凹部を有する、連続した均一な固体潤滑被膜を、効率よく製造できることが確認された。
【0054】
〈実施例1〉
樹脂固形分としてのアルキド樹脂〔大日本インキ化学工業(株)製のS−161−LP〕と、無機系潤滑剤としてのMoS2とを含み、固体潤滑被膜を形成する固形分の総量(=アルキド樹脂量+MoS2量)中に占めるMoS2の含有割合が10質量%である樹脂塗料を調製した。次に、金属部材のモデルとしての、縦30mm×横30mm×厚み6mmの矩形状のSS400板の表面を溶剤脱脂処理した。
【0055】
次に、前記SS400板を、対極としてのステンレス鋼板と共に、前記樹脂溶液中に浸漬して、処理電圧40V、処理時間120秒の条件で、定電圧制御により電着塗装した後、樹脂溶液から引き上げ、水洗後、乾燥させて塗膜を形成した。そして、塗膜を形成したステンレス鋼板を、予熱した電気炉中に入れ、大気中で、温度230℃、処理時間20分の条件で焼成して、固体潤滑被膜を形成した。
【0056】
〈実施例2ないし10、比較例1ないし4〉
表3に示すように、樹脂塗料における、固体潤滑被膜を形成する固形分の総量(=アルキド樹脂量+MoS2量)中に占めるMoS2の配合割合を調整するか、または焼成の条件を調整したこと以外は実施例1と同様にして固体潤滑被膜を製造した。
【0057】
〈評価〉
前記実施例1ないし10、比較例1ないし4の固体潤滑被膜の表面の、実寸法が縦950μm×横1250μmの領域の走査型電子顕微鏡画像を撮影し、前記画像に写された全ての凹部について、短径と長径との平均値を求めた結果の、さらに平均値を求めて、凹部の開口径とした。また、表面粗さ計を用いて、長さ4mmに亘って測定した、前記固体潤滑被膜の表面の、表面粗さの輪郭曲線から、深さの最大値と最小値を求めて、前記凹部の深さとした。
【0058】
また、先に説明したJIS K5600−5−4:1999「塗料一般試験方法−第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法)」に規定された測定方法に基づいて、室温(15ないし35℃)で、前記各実施例、比較例の固体潤滑被膜の引っかき硬度を測定した。
【0059】
さらに、前記各実施例、比較例の固体潤滑被膜を、往復動型摩擦試験機を用いて、相手材:SUJ2(φ3/16インチ)、試験荷重:4.9N、試験速度40mm/s(ストローク10mm)、試験時間:1分の条件で、潤滑剤としてのグリースの存在下に摩耗試験した際の摩擦挙動の、測定終了時点での値を、動摩擦係数として求めた。結果を表3に示す。
【0060】
【表3】
表3より、MoS2の含有割合が5質量%未満であった比較例1、2の固体潤滑被膜は、共に凹部の大きさが小さすぎて、前記凹部を、グリース等の潤滑油の油溜まりとして機能させて油膜切れを防止する効果が得られず、動摩擦係数が上昇することが判った。またMoS2の含有割合が20質量%を超える比較例3の固体潤滑被膜は、表面粗さが大きくなりすぎて、固体潤滑被膜自体の潤滑性が低下するため、やはり動摩擦係数が上昇することが判った。さらに、比較例3、4の結果から、MoS2の含有割合が20質量%を超える場合、引っかき硬度が3H以上である固体潤滑被膜は、製造できないことが判った。
【0061】
これに対し、MoS2の含有割合が5質量%以上〜20質量%以下の範囲で、かつ、引っかき硬度が3H以上であった実施例1ないし10の固体潤滑被膜は、いずれも、凹部が、油溜まりとして良好に機能しうる適度な大きさを有しており、前記凹部を、グリース等の潤滑油の油溜まりとして機能させて油膜切れを防止する効果に優れており、動摩擦係数の上昇を抑制できることが確認された。
【0062】
〈電子顕微鏡による観察〉
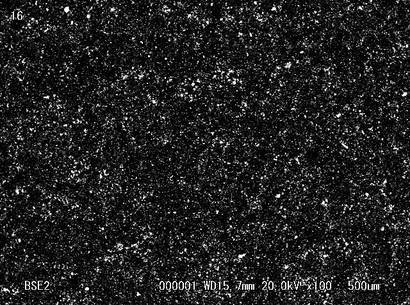
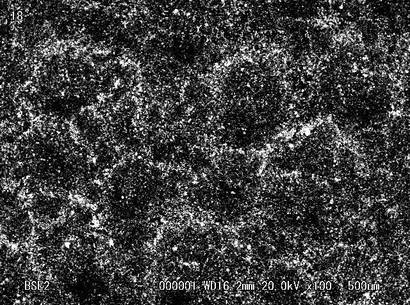
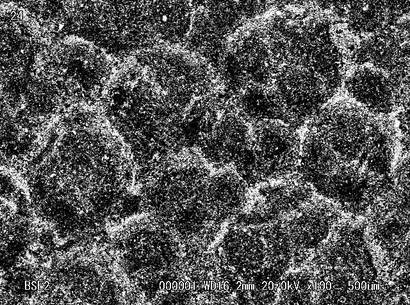
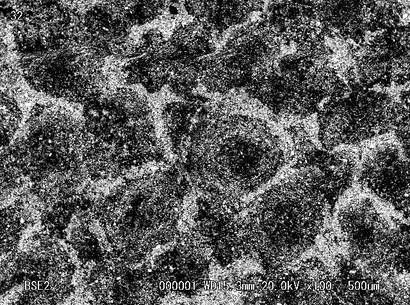
前記各実施例、比較例のうち、樹脂塗料におけるMoS2の配合割合を5質量%とした実施例3、18質量%とした実施例7、20質量%とした実施例10の固体潤滑被膜と、比較のために、樹脂塗料におけるMoS2の配合割合を30質量%としたこと以外は実施例1と同様にして製造した比較例5の固体潤滑被膜について、それぞれ走査型電子顕微鏡を用いて、倍率100倍の電子顕微鏡写真を撮影した。実施例3の結果を図4、実施例7の結果を図5、実施例10の結果を図6、そして比較例5の結果を図7に示す。
【0063】
各図より、樹脂塗料におけるMoS2の配合割合が多くなるほど凹部を大きくすることができるものの、前記配合割合が20質量%を超える場合には凹部が大きくなりすぎること、これに対し、MoS2の配合割合が5質量%以上〜20質量%以下であるとき、その全面に、寸法、形状の揃った、しかも適度な大きさを有する多数の凹部を有する、連続した均一な固体潤滑被膜を製造できることが判った。
【図面の簡単な説明】
【0064】
【図1】本発明の摺動部材の一例としての、インターミディエイトシャフトの、実施の形態の一例を構成する内軸部材の、端部に設けたエクスターナルスプライン部を示す斜視図である。
【図2】前記外軸部材と共にインターミディエイトシャフトを構成する外軸部材の、端部に設けた筒状のインターナルスプライン部の一部を切り欠いて示す斜視図である。
【図3】前記インターミディエイトシャフトが組み込まれる、ステアリング装置の一例としてのコラム式EPSの概略構成図である。
【図4】本発明の、実施例3の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【図5】本発明の、実施例7の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【図6】本発明の、実施例10の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【図7】比較例5の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【符号の説明】
【0065】
1:コラム式EPS、2:ステアリングホイール、3:ステアリングシャフト、3a:アッパーシャフト、3b:ロアーシャフト、4:自在継手、5:インターミディエイトシャフト(摺動部材)、6:自在継手、7:ピニオン軸、7a:ピニオン歯、8:ラックバー、8a:ラック歯、9:ハウジング、10:タイロッド、11:操向輪、12:トーションバー、13:トルクセンサ、15:駆動回路、16:電動モータ、17:減速機、18:ウォーム軸、51:内軸部材、51a:エクスターナルスプライン部、51b:キー、52:外軸部材、52a:インターナルスプライン部、52b:キー溝、52c:端部
【技術分野】
【0001】
本発明は、固体潤滑被膜とその製造方法、ならびに、前記固体潤滑被膜によって摺動面に潤滑性が付与された、インターミディエイトシャフト等の摺動部材に関するものである。
【背景技術】
【0002】
エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトに代表される常時摺動シャフトの、前記両スプライン部の摺動面間の潤滑には、グリース等の潤滑油が用いられる他、両摺動面の少なくとも一方に固体潤滑被膜を形成して、潤滑油と併用する場合もある。また、固体潤滑被膜を単独で用いる場合もある。
【0003】
これは、常時摺動シャフトが、前記回転方向に捻り力を受けながら、軸方向に摺動することから、両スプライン部の摺動面間からグリース等が失われる、いわゆる油膜切れを生じやすく、その際にも良好な潤滑を維持する必要があるためである。前記固体潤滑被膜には、良好な潤滑性を有することに加えて、両スプライン部間のガタを防止するために、ある程度の膜厚を有すると共に耐摩耗性に優れることや、摺動開始時に異音、いわゆる鳴き音を生じるのを防止するために、静摩擦係数と動摩擦係数の差が小さく、良好な耐スティック−スリップ性を有すること等も求められる。
【0004】
固体潤滑被膜は、例えば膜形成成分としての樹脂固形分と、固体潤滑剤とを含むコーティング剤を、スプレー塗布や浸漬等の一般的な塗布方法によって前記摺動面に塗布した後、焼成することで形成される。また、固体潤滑剤としては、二硫化モリブデン(MoS2)、グラファイト粉末等の無機系潤滑剤や、ポリテトラフルオロエチレン(PTFE)等のフッ素樹脂粉末等が用いられる(例えば特許文献1参照)。
【特許文献1】特開2005−324599号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところが、先に説明した従来の固体潤滑被膜では、十分な潤滑性や耐スティック−スリップ性が得られなかったり、良好な耐摩耗性が得られなかったりするといった問題がある。また、先に説明した従来の製造方法では、固体潤滑被膜の膜厚の制御が容易でなく、特に、前記両スプライン部の摺動面等の、凹凸形状を有する表面に、ほぼ均一な厚みを有する固体潤滑被膜を形成するためには熟練を要する上、たとえ熟練した作業者が作業をしたとしても、摺動面の全面において、膜厚の精度に優れた、均一な厚みを有する固体潤滑被膜を形成できないという問題がある。これは、前記摺動面に、スプレー塗布等によって塗布されたコーティング剤が、自身の持つ表面張力によって、前記摺動面の凹入した角部等に集まりやすいためであると考えられる。
【0006】
そして、固体潤滑被膜の厚みにばらつきを生じた場合には、先に説明した両スプライン部間のガタを、確実に防止できないという問題を生じる。そこで、固体潤滑被膜を、両スプライン部間のクリアランスよりも厚めに形成しておき、エクスターナルスプライン部をインターナルスプライン部に挿入する際に、前記膜の余剰分を削ぎ落とすことも行われているが、その場合には、材料の無駄が多くなるという新たな問題を生じる。また、これらの問題は、前記インターミディエイトシャフトに代表される常時摺動シャフト以外の、他の摺動部材においても同様に発生する。
【0007】
本発明の目的は、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することにある。また、本発明の目的は、膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく、効率よく、固体潤滑被膜を製造できる製造方法を提供することにある。さらに、本発明の目的は、前記固体潤滑被膜によって、摺動面に良好な潤滑性が付与された摺動部材を提供することにある。
【課題を解決するための手段】
【0008】
発明者の検討によると、例えばMoS2等の無機系潤滑剤は、前記無機系潤滑剤と樹脂固形分とを含む樹脂塗料を塗布して塗膜を形成した後、前記塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に凹凸形状を形成する作用をすると共に、前記作用が、無機系潤滑剤の割合が多くなるほど、顕著になる傾向を示す。そのため従来は、固体潤滑被膜に良好な潤滑性を付与するために、その膜厚ができるだけ均一で、表面ができるだけ平滑であることが求められることから、無機系潤滑剤の含有割合がごく少量に限られてしまい、却って、良好な潤滑性が得られないというジレンマに陥っていた。
【0009】
そこで、発明者はさらに検討した結果、
(1) 固体潤滑被膜を潤滑油と併用する系では、前記無機系潤滑剤の作用によって、固体潤滑被膜の表面に形成される多数の凹部を、グリース等の潤滑油の油溜まりとして機能させて、先に説明した油膜切れを防止できることと、
(2) 無機系潤滑剤を、従来に比べて多めに含有させることができるため、固体潤滑被膜それ自体の潤滑性を向上できることとの相乗効果によって、
前記スプライン摺動部等に、これまでにない良好な潤滑性を付与できることを見出した。したがって、本発明は、樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成されたことを特徴とする固体潤滑被膜である。
【0010】
前記本発明の固体潤滑被膜は、引っかき硬度(鉛筆法)が3H以上であるのが好ましい。無機系潤滑剤を含有させると共に、その引っかき硬度を前記範囲とすることで、固体潤滑被膜それ自体に、より一層、良好な潤滑性を付与すると共に、前記固体潤滑被膜を、高強度で、かつ、下地としての金属部材に対して十分な密着性を有する上、それ自体が適度な柔軟性を有するものとすることができる。そのため、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することが可能となる。
【0011】
前記凹部の大きさは、油溜まりとして良好に機能させることを考慮すると、開口径が50μm以上〜300μm以下であると共に、凹部の深さが3μm以上〜20μm以下であるのが好ましい。本発明の固体潤滑被膜は、摺動部材の摺動面に形成するのが好ましい。また、樹脂固形分としては、金属部材に対する密着性に優れる上、前記範囲でもできるだけ高い引っかき硬度と、良好な柔軟性、ならびに耐摩耗性に優れた固体潤滑被膜を形成することを考慮するとアルキド樹脂を用いるのが好ましい。さらに、無機系潤滑剤としては、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に適度な大きさの凹凸形状を形成する効果と、前記固体潤滑被膜に良好な潤滑性を付与する効果に特に優れたMoS2を用いるのが好ましい。
【0012】
本発明は、前記本発明の固体潤滑被膜を製造するための製造方法であって、下地としての金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理する工程と、前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装する工程と、前記塗膜を、処理温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成する工程とを含むことを特徴とするものである。
【0013】
前記製造方法によれば、電着塗装法の特徴として、表面張力の影響を排除して、例えばスプライン部の摺動面等の、凹凸形状を有する表面に、膜厚の精度、すなわち、凹部以外の部分の膜厚の均一性に優れると共に、その全面に、寸法、形状の揃った多数の凹部を有する、均一な固体潤滑被膜を形成できる上、電着塗装の条件、および焼成の条件を前記範囲で調整することによって、前記凹部以外の部分の膜厚を、任意の値に、高精度に制御することができる。そのため、前記膜厚を、例えば両スプライン部間のクリアランスに合わせて、ガタを生じない範囲に高精度に制御することが可能となり、材料の無駄をなくすることができる。
【0014】
また、前記電着塗装の条件、および焼成の条件を前記範囲で調整することによって、製造される固体潤滑被膜の引っかき硬度を先に説明した範囲で、高精度に制御することもできる。さらに、前記条件下で電着塗装に使用する樹脂塗料の組成を制御することで、製造される固体潤滑被膜中における無機系潤滑剤の含有割合を制御することもできる。そのため、脱脂処理またはブラスト処理によって、金属部材の表面に残留する油脂性の汚れを除去して、前記汚れによる電着塗装への影響を排除できること、化学処理によって、電着塗装に適した下地被膜を形成できることと相まって、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を、前記各特性のばらつきを生じることなく、再現性よく製造することができる。
【0015】
本発明の摺動部材は、摺動面に、前記本発明の固体潤滑被膜が形成されたことを特徴とするものである。本発明によれば、摺動部材の摺動面に、前記固体潤滑被膜によって、良好な潤滑性を付与することができる。摺動部材の好ましい例としては、エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトが挙げられ、前記インターミディエイトシャフトにおいては、エクスターナルスプライン部およびインターナルスプライン部のうち少なくとも一方の摺動面に、前記本発明の固体潤滑被膜が形成される。
【発明の効果】
【0016】
本発明によれば、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することができる。また、本発明によれば、膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく、効率よく、固体潤滑被膜を製造できる製造方法を提供することができる。さらに、本発明によれば、前記固体潤滑被膜によって、摺動面に良好な潤滑性が付与された摺動部材を提供することができる。
【発明を実施するための最良の形態】
【0017】
(固体潤滑被膜およびその製造方法)
本発明の固体潤滑被膜は、樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成されたことを特徴とするものである。前記本発明の固体潤滑被膜によれば、固体潤滑被膜を潤滑油と併用する系において、前記凹部を、グリース等の潤滑油の油溜まりとして機能させて、油膜切れを防止できることと、無機系潤滑剤を、従来に比べて多めに含有させることができるため、固体潤滑被膜それ自体の潤滑性を向上できることとの相乗効果によって、例えばスプライン摺動部等に、これまでにない良好な潤滑性を付与することが可能となる。
【0018】
前記本発明の固体潤滑被膜は、引っかき硬度(鉛筆法)が3H以上であるのが好ましい。無機系潤滑剤を含有させると共に、その引っかき硬度を前記範囲とすることで、固体潤滑被膜それ自体に、より一層、良好な潤滑性を付与すると共に、前記固体潤滑被膜を、高強度で、かつ、下地としての金属部材に対して十分な密着性を有する上、それ自体が適度な柔軟性を有するものとすることができる。そのため、潤滑性や耐スティック−スリップ性、耐摩耗性等に優れた固体潤滑被膜を提供することが可能となる。
【0019】
すなわち、前記本発明の固体潤滑被膜において、引っかき硬度が3H以上であるのが好ましいのは、2H以下の軟らかい固体潤滑被膜では、必要とする耐スティック−スリップ性、耐摩耗性等が得られないおそれがあるためである。引っかき硬度の上限は、特に限定されず、使用する樹脂固形分の種類に応じて、形成可能な引っかき硬度の上限値までの固体潤滑被膜が、いずれも使用可能である。例えば、樹脂固形分としてアルキド樹脂、エポキシ樹脂、またはアクリル樹脂を用いた場合の、固体潤滑被膜の引っかき硬度の上限は4Hであり、樹脂固形分としてポリブタジエン樹脂を用いた場合の、固体潤滑被膜の引っかき硬度の上限は5Hである。なお、固体潤滑被膜の引っかき硬度を、本発明では、日本工業規格JIS K5600−5−4:1999「塗料一般試験方法−第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法)」に規定された測定方法に基づき、室温(15ないし35℃)で測定した結果でもって表すこととする。
【0020】
樹脂固形分としては、固体潤滑被膜に用いることができる種々の樹脂が、いずれも使用可能であり、例えば電着塗装と焼成によって形成される固体潤滑被膜用の樹脂固形分としてはアルキド樹脂、エポキシ樹脂、アクリル樹脂、およびポリブタジエン樹脂等の1種または2種以上が挙げられる。中でも、金属部材に対する密着性に優れる上、前記範囲の引っかき硬度と、良好な柔軟性、ならびに耐摩耗性に優れた固体潤滑被膜を形成することを考慮するとアルキド樹脂が好ましい。
【0021】
前記アルキド樹脂としては、例えば無水フタル酸等の多塩基酸と、グリセリン、ペンタエリスリット等の多価アルコールとの縮合物であるアルキド樹脂(純粋アルキド樹脂、線状アルキドである不飽和ポリエステル樹脂をも包含する)が挙げられる他、アルキド樹脂を、乾性油、不乾性油等で変性した油変性アルキド樹脂や、ロジン、フェノール樹脂、スチレン、アクリル、ウレタン、エポキシ樹脂、シリコーン樹脂、イソシアネート等で変性したり、マレイン化、もしくは無水物の付加等によって変性したりした、各種の変性アルキド樹脂等も使用可能である。
【0022】
無機系潤滑剤としては、先に説明したように、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に適度な大きさの凹凸形状を形成する作用をする種々の、無機系の固体潤滑剤が、いずれも使用可能であり、前記無機系潤滑剤としては、たとえばMoS2、二硫化タングステン(WS2)、およびグラファイト等の1種または2種以上が挙げられ、特にMoS2が好ましい。
【0023】
凹部の大きさは、油溜まりとして良好に機能させることを考慮すると、開口径が50μm以上〜300μm以下であると共に、凹部の深さが3μm以上〜20μm以下であるのが好ましい。開口径は、固体潤滑被膜の表面の、実寸法が縦950μm×横1250μmの領域の走査型電子顕微鏡画像を撮影し、前記画像に写された全ての凹部について、短径と長径との平均値を求めた結果の、さらに平均値でもって表すこととする。また、深さは、表面粗さ計を用いて、長さ4mmに亘って測定した、前記固体潤滑被膜の表面の、表面粗さの輪郭曲線から求めた、深さの最大値と最小値でもって表すこととする。
【0024】
また固体潤滑被膜の、凹部以外の部分の膜厚は、前記固体潤滑被膜の用途に応じて、適宜、設定することができる。例えば、スプライン摺動部の潤滑用として用いる固体潤滑被膜の膜厚は、先に説明したように、前記スプライン摺動部を構成するエクスターナルスプライン部とインターナルスプライン部との間のクリアランスに合わせて、前記クリアランスを超えず、かつガタを生じない範囲に設定すればよい。
【0025】
前記本発明の固体潤滑被膜は、金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理する工程と、前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装する工程と、前記塗膜を、処理温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成する工程とを含む本発明の製造方法によって製造することができる。
【0026】
前記本発明の製造方法によれば、その、凹部以外の部分の膜厚や前記各特性等を高精度に制御しながら、材料の無駄を生じることなく、効率よく、固体潤滑被膜を製造することができる。前記製造方法において、金属部材の、前記固体潤滑被膜を形成する表面に付着した油脂性の汚れを除去するための脱脂処理としては、例えば塩素化炭化水素や石油系炭化水素等の有機溶剤を用いた溶剤脱脂処理や、通常のアルカリ脱脂処理、あるいは、前記金属部材を、対極と共にアルカリ洗浄浴、酸洗浄浴等に浸漬し、陰極または陽極として機能させて電解処理する電解脱脂処理等の、通常の脱脂処理が挙げられる。また、化学処理としては、例えばリン酸亜鉛処理、リン酸マンガン処理、リン酸マンガン亜鉛処理、リン酸亜鉛−石灰処理、リン酸鉄処理、リン酸アルコール処理、リン酸クロム酸処理等の、電着塗装に適した下地被膜を形成できる種々の処理が挙げられる。
【0027】
またブラスト処理としては、吹き付ける粒子の種類等によって分類されるサンドブラスト、ショットブラスト、グリットブラスト等の、乾式のブラスト処理や、前記粒子を、防錆液を添加した加圧水と共に吹き付けるウエットブラスト等の、通常のブラスト処理が挙げられる。脱脂処理や化学処理、ブラスト処理の条件は、通常通りでよい。電着塗装に使用する樹脂塗料は、先に説明した樹脂固形分と無機系潤滑剤とを、溶剤、特に水性溶剤に溶解または分散させて調製することができる。水性溶剤としては水が用いられる他、水と、水溶性有機溶剤との混合溶剤等を使用することもできる。樹脂塗料には、分散剤その他の添加剤を添加してもよい。
【0028】
前記樹脂塗料における、無機系潤滑剤の、固体潤滑被膜を形成する固形分の総量(=樹脂固形分量+無機系潤滑剤量)中に占める含有割合が前記範囲であるのが好ましいのは、下記の理由による。すなわち、無機系潤滑剤の含有割合が20質量%を超える場合には、前記無機系潤滑剤による、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に凹凸形状を形成する作用が強く働きすぎるため、固体潤滑被膜の表面粗さが大きくなりすぎて、前記固体潤滑被膜自体の潤滑性が低下するおそれがある。また、固体潤滑被膜の引っかき硬度が2H以下となって、必要とする耐スティック−スリップ性、耐摩耗性等が得られないおそれもある。
【0029】
一方、無機系潤滑剤の含有割合が5質量%未満では、前記無機系潤滑剤による、塗膜を焼成して固体潤滑被膜を形成する際、塗膜中に凝集する等して、前記固体潤滑被膜の表面に凹凸形状を形成する作用が十分に得られないため、固体潤滑被膜の表面に、油溜まりとして機能しうる、適度な大きさを有する凹部を形成できないおそれがある。また、前記無機系潤滑剤による、固体潤滑被膜に良好な潤滑性を付与する効果が得られないおそれもある。そのため、前記固体潤滑被膜の潤滑性が低下すると共に、耐摩耗性等が低下するおそれがある。
【0030】
なお、先に説明した各種の効果をより一層、良好に発揮させて、油溜まりとして機能しうる、適度な大きさを有する凹部を有し、潤滑性や耐スティック−スリップ性、耐摩耗性等にさらに優れた固体潤滑被膜を形成することを考慮すると、無機系潤滑剤の含有割合は、前記範囲でも5質量%以上〜20質量%以下、特に7質量%以上〜20質量%以下であるのが好ましい。
【0031】
電着塗装は、具体的には、前記樹脂塗料中に、金属部材と対極とを浸漬すると共に、前記両者のうちの一方を陽極、他方を陰極に設定して両者間に直流電圧を印加することで実施される。金属部材、および対極の極性は、使用する樹脂塗料の組成等に応じて任意に設定することができるが、樹脂固形分としてアルキド樹脂を含むと共に、無機系潤滑剤を含む樹脂塗料を用いる本発明の場合は、金属部材を陽極、対極を陰極として電着塗装(アニオン電着塗装)をするのが好ましい。また、前記アニオン電着塗装を行う場合には、樹脂溶液に中和剤を添加して、そのpHを7以上〜11以下に調整するのが好ましい。
【0032】
対極としては、例えばステンレス鋼等の、耐蝕性を有する金属からなる電極が用いられる。金属部材の特定の表面、例えば、エクスターナルスプライン部やインターナルスプライン部の摺動面にのみ、選択的に電着塗装をする場合には、前記特定の表面のみを、樹脂塗料に浸漬して電着塗装をしたり、前記特定の表面以外の面をマスキングし、特定の表面のみを露出させた状態で樹脂塗料に浸漬して、前記露出させた表面にのみ、選択的に電着塗装をしたりすればよい。
【0033】
電着塗装における処理電圧が前記範囲に限定されるのは、下記の理由による。すなわち、処理電圧が20V未満では、金属部材の表面に、所定の厚みを有する連続した塗膜、ひいては固体潤滑被膜を形成できないためである。また、処理電圧が150Vを超える場合には、金属部材の表面に形成される塗膜の膜厚のばらつきが大きくなり過ぎるため、前記塗膜を焼成して形成される固体潤滑被膜の表面の凹部の大きさが大きくなりすぎて、油溜まりとして良好に機能させることができなかったり、前記表面の表面粗さが大きくなりすぎて、固体潤滑被膜自体の潤滑性が低下したりするためである。
【0034】
さらに、電着塗装の処理時間が前記範囲に限定されるのは、処理時間が30秒未満では、金属部材の表面に、所定の厚みを有する連続した塗膜、ひいては固体潤滑被膜を形成できないためであり、処理時間が300秒を超えても、塗膜の厚みをそれ以上、増加させることができないためである。なお、電着塗装のその他の条件は特に限定されないが、処理温度は20℃以上〜30℃以下であるのが好ましい。電着塗装時の制御方法としては、定電圧制御が一般的であるが、定電流制御を実施してもよい。
【0035】
焼成は、大気中、または不活性雰囲気中で行うのが好ましい。焼成の温度が前記範囲に限定されるのは、温度が220℃未満では、形成される固体潤滑被膜の引っかき硬度が2H以下となって、必要とする耐スティック−スリップ性、耐摩耗性等が得られないためであり、240℃を超える場合には、形成した固体潤滑被膜が脆化するためである。また、焼成の処理時間が前記範囲に限定されるのは、処理時間が15分未満では、形成される固体潤滑被膜の引っかき硬度が2H以下となって、必要とする耐スティック−スリップ性、耐摩耗性等が得られないためであり、45分を超える場合には、形成した固体潤滑被膜が脆化するためである。
(摺動部材)
本発明の摺動部材は、摺動面に、前記本発明の固体潤滑被膜が形成されたことを特徴とするものである。前記本発明によれば、摺動部材の摺動面に、前記固体潤滑被膜によって、良好な潤滑性を付与することができる。摺動部材の好ましい例としては、エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトが挙げられ、前記インターミディエイトシャフトにおいては、エクスターナルスプライン部およびインターナルスプライン部のうち少なくとも一方の摺動面に、前記本発明の固体潤滑被膜が形成される。
【0036】
図1は、本発明の摺動部材の一例としての、インターミディエイトシャフト5の、実施の形態の一例を構成する内軸部材51の、端部に設けたエクスターナルスプライン部51aを示す斜視図である。また、図2は、前記内軸部材51と共にインターミディエイトシャフト5を構成する外軸部材52の、端部に設けた筒状のインターナルスプライン部52aの一部を切り欠いて示す斜視図である。図1を参照して、内軸部材51の、外軸部材52と連結される端部の外周面には、前記外周面から径方向外方に向けて、多数のキー51bが、内軸部材51の軸方向と平行で、かつ周方向に等間隔に突設されて、エクスターナルスプライン部51aが構成されている。
【0037】
また、図2を参照して、外軸部材52は、内軸部材51と連結される端部52cが、エクスターナルスプライン部51aが挿入される筒状に形成されていると共に、筒の内周面には、前記内周面から径方向外方に向けて、前記エクスターナルスプライン部51aのキー51bと噛み合わされる多数のキー溝52bが、外軸部材52の軸方向と平行で、かつ周方向に等間隔に凹入されて、インターナルスプライン部52aが構成されている。エクスターナルスプライン部51aのキー51bと、インターナルスプライン部52aのキー溝52bとの噛み合い部には、従来同様に、クリアランスが設定される。
【0038】
そして、前記クリアランスを詰めると共に、良好な潤滑を確保するため、前記エクスターナルスプライン部51aとインターナルスプライン部52aのうち、少なくとも一方の表面(摺動面)に、本発明の固体潤滑被膜が形成される。前記エクスターナルスプライン部51aを構成するキー51bを、インターナルスプライン部52aを構成するキー溝52bに噛み合わせながら、エクスターナルスプライン部51aをインターナルスプライン部52aに挿入することでスプライン摺動部が構成されて、両軸部材51、52が、軸方向に伸縮可能で、かつ軸を中心とする回転方向に動力伝達可能に連結される。
【0039】
本発明の固体潤滑被膜は、先に説明したように、それ自体が良好な潤滑性を有するため、前記インターミディエイトシャフト5の、キー51bとキー溝52bとの噛み合い部には、グリース等の潤滑油を充填しなくてもよいが、潤滑油を充填して、固体潤滑被膜と共に、両スプライン部51a、52a間を潤滑させることもできる。図3は、前記インターミディエイトシャフト5が組み込まれる、ステアリング装置の一例としてのコラム式EPS1の概略構成図である。
【0040】
図3を参照して、コラム式EPS1は、操舵部材としてのステアリングホイール2が連結されるステアリングシャフト3と、前記ステアリングシャフト3に、自在継手4を介して連結されるインターミディエイトシャフト5と、前記インターミディエイトシャフト5に、自在継手6を介して連結されるピニオン軸7と、ピニオン軸7の端部近傍に設けられたピニオン歯7aに噛み合うラック歯8aを有して自動車の左右方向に延びる転舵軸としてのラックバー8とを有している。前記ピニオン軸7とラックバー8によって、舵取機構としてのラックアンドピニオン機構Aが構成されている。
【0041】
ラックバー8は、車体に固定されるハウジング9内に、図示しない複数の軸受を介して、直線往復動自在に支持されている。また、ラックバー8の両端部は、ハウジング9の両側へ突出し、各端部にはそれぞれタイロッド10が結合されている。各タイロッド10は、対応するナックルアーム(図示せず)を介して対応する操向輪11に連結されている。ステアリングホイール2が操作されて、ステアリングシャフト3が回転されると、この回転が、ピニオン歯7aおよびラック歯8aによって、自動車の左右方向に沿うラックバー8の直線運動に変換されて、操向輪11が転舵される。
【0042】
ステアリングシャフト3は、ステアリングホイール2に連なる入力側のアッパーシャフト3aと、ピニオン軸7に連なる出力側のロアーシャフト3bとに分割されており、両シャフト3a、3bは、トーションバー12を介して同一の軸線上で相対回転可能に互いに連結されている。またトーションバー12には、両シャフト3a、3b間の相対回転変位量から操舵トルクを検出するためのトルクセンサ13が設けられており、このトルクセンサ13のトルク検出結果が、ECU(Electric Control Unit:電子制御ユニット)14に与えられる。
【0043】
ECU14では、トルク検出結果や、図示しない車速センサから与えられる車速検出結果等に基づいて、駆動回路15を介して操舵補助用の電動モータ16を駆動制御する。そして、電動モータ16の出力回転が、減速機17を介して減速されてピニオン軸7に伝達され、ラックバー8の直線運動に変換されて、操舵が補助される。減速機17は、電動モータ16により回転駆動される入力軸としてのウォーム軸(小歯車)18と、前記ウォーム軸18に噛み合うと共にステアリングシャフト3のロアーシャフト3bに一体回転可能に連結されるウォームホイール(大歯車)19とを備えている。
【0044】
前記各部を備えた、図の例のコラム式EPS1は、操舵時に、インターミディエイトシャフト5のスプライン摺動部を構成するエクスターナルスプライン部51aのキー51bと、インターナルスプライン部52aのキー溝52bとの噛み合い部に高い面圧が加わっても、本発明の固体潤滑被膜が良好な潤滑を維持し、油膜切れや、それに伴うスティック−スリップが発生しないため、例えばスリップ音を生じて、運転者に不快感を与えるのを防止することができる。
【0045】
なお、本発明の構成は、以上で説明した例のものには限定されない。例えば、インターミディエイトシャフトは、内軸部材の外周面、および外軸部材の内周面に、それぞれ軸方向に沿う転動溝を形成すると共に、前記溝内に、複数のボールを転動自在に配設し、ボールを介して両軸部材を軸方向に伸縮可能で、かつ、軸を中心とする回転方向に一体回転可能に結合させた、いわゆるボールスプライン式の構造を採用してもよい。固体潤滑被膜は、前記転動溝の内面、およびボールの外面のうちの少なくとも一方に形成すればよい。
【0046】
また、前記インターミディエイトシャフトが組み込まれるステアリング装置は、図3に示すコラム式EPS1には限定されず、他の方式のEPSや、操舵補助機能を有さない通常のステアリング装置であってもよい。また、本発明の固体潤滑被膜は、前記インターミディエイトシャフトのスプライン摺動部等に形成できる他、それ以外の、例えばコラム、ドライブシャフト、直動すべり、シール部位等の、他の摺動部材の表面に形成することもできる。また、前記各部において、固体潤滑被膜に、発塵防止膜としての働きを兼ねさせることもできる。その他、本発明の要旨を変更しない範囲で、種々の設計変更を施すことができる。
【実施例】
【0047】
〈電着塗装条件の検討〉
樹脂固形分としてのアルキド樹脂〔大日本インキ化学工業(株)製のS−161−LP〕と、無機系潤滑剤としてのMoS2とを含み、固体潤滑被膜を形成する固形分の総量(=アルキド樹脂量+MoS2量)中に占めるMoS2の含有割合が10質量%である樹脂塗料を調製した。次に、金属部材のモデルとしての、縦30mm×横30mm×厚み6mmの矩形状の一般構造用圧延鋼(SS400)板の表面を溶剤脱脂処理した後、その片面の複数箇所に、膜厚測定のために膜形成しない領域を設けるための部分的なマスキングをした。
【0048】
次に、前記SS400板を、対極としてのステンレス鋼板と共に、前記樹脂溶液中に浸漬して、表1に示す処理電圧、および処理時間で、定電圧制御により電着塗装した後、樹脂溶液から引き上げ、水洗後、乾燥させて塗膜を形成した。そして、塗膜を形成したSS400板を、予熱した電気炉中に入れ、大気中で、温度230℃、処理時間20分の条件で焼成して、固体潤滑被膜を製造した。
【0049】
製造した固体潤滑被膜の状態、特に凹部の寸法、形状の揃い具合等を観察すると共に、前記膜形成しなかった領域と、その周囲を囲む固体潤滑被膜のうち、凹部以外の部分との段差を、表面粗さ計を用いて測定して、固体潤滑被膜の膜厚を求める操作を、前記複数箇所において行った。そして、測定した膜厚のばらつきが、目標とした膜厚の±30%以内であったものを、凹部以外の部分の膜厚の均一性良好、前記範囲を超えるものを均一性不良として評価した。
【0050】
さらに、先に説明したJIS K5600−5−4:1999「塗料一般試験方法−第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法)」に規定された測定方法に基づいて、室温(15ないし35℃)で、固体潤滑被膜の引っかき硬度を測定し、引っかき硬度が3H以上のものを良好、2H以下のものを不良として評価した。そして、前記各評価のうち1つでも不良があったものを総合評価不良、1つも不良がなかったものを総合評価良好として評価した。結果を表1に示す。
【0051】
【表1】
表1より、電着塗装における処理電圧を20V以上〜150V以下、処理時間を30秒以上〜300秒以下としたとき、凹部以外の部分の膜厚の均一性に優れると共に、その全面に、寸法、形状の揃った多数の凹部を有する、連続した均一な固体潤滑被膜を、効率よく製造できることが確認された。
【0052】
〈焼成条件の検討〉
電着塗装の処理電圧を40V、処理時間を120秒に固定すると共に、表2に示す焼成の温度、および処理時間で塗膜を焼成したこと以外は、前記電着塗装条件の検討と同様にして、固体潤滑被膜を製造し、同様にして評価した。結果を表2に示す。
【0053】
【表2】
表2より、焼成の温度を220℃以上〜240℃以下、処理時間を15分以上〜45分以下としたとき、凹部以外の部分の膜厚の均一性に優れると共に、その全面に、寸法、形状の揃った多数の凹部を有する、連続した均一な固体潤滑被膜を、効率よく製造できることが確認された。
【0054】
〈実施例1〉
樹脂固形分としてのアルキド樹脂〔大日本インキ化学工業(株)製のS−161−LP〕と、無機系潤滑剤としてのMoS2とを含み、固体潤滑被膜を形成する固形分の総量(=アルキド樹脂量+MoS2量)中に占めるMoS2の含有割合が10質量%である樹脂塗料を調製した。次に、金属部材のモデルとしての、縦30mm×横30mm×厚み6mmの矩形状のSS400板の表面を溶剤脱脂処理した。
【0055】
次に、前記SS400板を、対極としてのステンレス鋼板と共に、前記樹脂溶液中に浸漬して、処理電圧40V、処理時間120秒の条件で、定電圧制御により電着塗装した後、樹脂溶液から引き上げ、水洗後、乾燥させて塗膜を形成した。そして、塗膜を形成したステンレス鋼板を、予熱した電気炉中に入れ、大気中で、温度230℃、処理時間20分の条件で焼成して、固体潤滑被膜を形成した。
【0056】
〈実施例2ないし10、比較例1ないし4〉
表3に示すように、樹脂塗料における、固体潤滑被膜を形成する固形分の総量(=アルキド樹脂量+MoS2量)中に占めるMoS2の配合割合を調整するか、または焼成の条件を調整したこと以外は実施例1と同様にして固体潤滑被膜を製造した。
【0057】
〈評価〉
前記実施例1ないし10、比較例1ないし4の固体潤滑被膜の表面の、実寸法が縦950μm×横1250μmの領域の走査型電子顕微鏡画像を撮影し、前記画像に写された全ての凹部について、短径と長径との平均値を求めた結果の、さらに平均値を求めて、凹部の開口径とした。また、表面粗さ計を用いて、長さ4mmに亘って測定した、前記固体潤滑被膜の表面の、表面粗さの輪郭曲線から、深さの最大値と最小値を求めて、前記凹部の深さとした。
【0058】
また、先に説明したJIS K5600−5−4:1999「塗料一般試験方法−第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法)」に規定された測定方法に基づいて、室温(15ないし35℃)で、前記各実施例、比較例の固体潤滑被膜の引っかき硬度を測定した。
【0059】
さらに、前記各実施例、比較例の固体潤滑被膜を、往復動型摩擦試験機を用いて、相手材:SUJ2(φ3/16インチ)、試験荷重:4.9N、試験速度40mm/s(ストローク10mm)、試験時間:1分の条件で、潤滑剤としてのグリースの存在下に摩耗試験した際の摩擦挙動の、測定終了時点での値を、動摩擦係数として求めた。結果を表3に示す。
【0060】
【表3】
表3より、MoS2の含有割合が5質量%未満であった比較例1、2の固体潤滑被膜は、共に凹部の大きさが小さすぎて、前記凹部を、グリース等の潤滑油の油溜まりとして機能させて油膜切れを防止する効果が得られず、動摩擦係数が上昇することが判った。またMoS2の含有割合が20質量%を超える比較例3の固体潤滑被膜は、表面粗さが大きくなりすぎて、固体潤滑被膜自体の潤滑性が低下するため、やはり動摩擦係数が上昇することが判った。さらに、比較例3、4の結果から、MoS2の含有割合が20質量%を超える場合、引っかき硬度が3H以上である固体潤滑被膜は、製造できないことが判った。
【0061】
これに対し、MoS2の含有割合が5質量%以上〜20質量%以下の範囲で、かつ、引っかき硬度が3H以上であった実施例1ないし10の固体潤滑被膜は、いずれも、凹部が、油溜まりとして良好に機能しうる適度な大きさを有しており、前記凹部を、グリース等の潤滑油の油溜まりとして機能させて油膜切れを防止する効果に優れており、動摩擦係数の上昇を抑制できることが確認された。
【0062】
〈電子顕微鏡による観察〉
前記各実施例、比較例のうち、樹脂塗料におけるMoS2の配合割合を5質量%とした実施例3、18質量%とした実施例7、20質量%とした実施例10の固体潤滑被膜と、比較のために、樹脂塗料におけるMoS2の配合割合を30質量%としたこと以外は実施例1と同様にして製造した比較例5の固体潤滑被膜について、それぞれ走査型電子顕微鏡を用いて、倍率100倍の電子顕微鏡写真を撮影した。実施例3の結果を図4、実施例7の結果を図5、実施例10の結果を図6、そして比較例5の結果を図7に示す。
【0063】
各図より、樹脂塗料におけるMoS2の配合割合が多くなるほど凹部を大きくすることができるものの、前記配合割合が20質量%を超える場合には凹部が大きくなりすぎること、これに対し、MoS2の配合割合が5質量%以上〜20質量%以下であるとき、その全面に、寸法、形状の揃った、しかも適度な大きさを有する多数の凹部を有する、連続した均一な固体潤滑被膜を製造できることが判った。
【図面の簡単な説明】
【0064】
【図1】本発明の摺動部材の一例としての、インターミディエイトシャフトの、実施の形態の一例を構成する内軸部材の、端部に設けたエクスターナルスプライン部を示す斜視図である。
【図2】前記外軸部材と共にインターミディエイトシャフトを構成する外軸部材の、端部に設けた筒状のインターナルスプライン部の一部を切り欠いて示す斜視図である。
【図3】前記インターミディエイトシャフトが組み込まれる、ステアリング装置の一例としてのコラム式EPSの概略構成図である。
【図4】本発明の、実施例3の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【図5】本発明の、実施例7の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【図6】本発明の、実施例10の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【図7】比較例5の固体潤滑被膜の表面を拡大して示す電子顕微鏡写真である。
【符号の説明】
【0065】
1:コラム式EPS、2:ステアリングホイール、3:ステアリングシャフト、3a:アッパーシャフト、3b:ロアーシャフト、4:自在継手、5:インターミディエイトシャフト(摺動部材)、6:自在継手、7:ピニオン軸、7a:ピニオン歯、8:ラックバー、8a:ラック歯、9:ハウジング、10:タイロッド、11:操向輪、12:トーションバー、13:トルクセンサ、15:駆動回路、16:電動モータ、17:減速機、18:ウォーム軸、51:内軸部材、51a:エクスターナルスプライン部、51b:キー、52:外軸部材、52a:インターナルスプライン部、52b:キー溝、52c:端部
【特許請求の範囲】
【請求項1】
樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成されたことを特徴とする固体潤滑被膜。
【請求項2】
引っかき硬度(鉛筆法)が3H以上であることを特徴とする請求項1に記載の固体潤滑被膜。
【請求項3】
凹部の開口径が50μm以上〜300μm以下であると共に、凹部の深さが3μm以上〜20μm以下であることを特徴とする請求項1または2に記載の固体潤滑被膜。
【請求項4】
固体潤滑被膜を形成する下地としての金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理し、次いで前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装した後、塗膜を、温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成して形成されたことを特徴とする請求項1ないし3のいずれかに記載の固体潤滑被膜。
【請求項5】
樹脂固形分がアルキド樹脂であることを特徴とする請求項1ないし4のいずれかに記載の固体潤滑被膜。
【請求項6】
無機系潤滑剤がMoS2であることを特徴とする請求項1ないし5のいずれかに記載の固体潤滑被膜。
【請求項7】
摺動部材の摺動面に形成されたことを特徴とする請求項1ないし6のいずれかに記載の固体潤滑被膜。
【請求項8】
請求項1ないし7のいずれかに記載の固体潤滑被膜を製造するための製造方法であって、固体潤滑被膜を形成する下地としての金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理する工程と、前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装する工程と、前記塗膜を、処理温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成する工程とを含むことを特徴とする固体潤滑被膜の製造方法。
【請求項9】
摺動面に、請求項1ないし6のいずれかに記載の固体潤滑被膜が形成されたことを特徴とする摺動部材。
【請求項10】
エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトであって、前記エクスターナルスプライン部およびインターナルスプライン部のうち少なくとも一方の摺動面に、固体潤滑被膜が形成されたことを特徴とする請求項9に記載の摺動部材。
【請求項1】
樹脂固形分と無機系潤滑剤とを含み、表面に多数の凹部が形成されたことを特徴とする固体潤滑被膜。
【請求項2】
引っかき硬度(鉛筆法)が3H以上であることを特徴とする請求項1に記載の固体潤滑被膜。
【請求項3】
凹部の開口径が50μm以上〜300μm以下であると共に、凹部の深さが3μm以上〜20μm以下であることを特徴とする請求項1または2に記載の固体潤滑被膜。
【請求項4】
固体潤滑被膜を形成する下地としての金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理し、次いで前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装した後、塗膜を、温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成して形成されたことを特徴とする請求項1ないし3のいずれかに記載の固体潤滑被膜。
【請求項5】
樹脂固形分がアルキド樹脂であることを特徴とする請求項1ないし4のいずれかに記載の固体潤滑被膜。
【請求項6】
無機系潤滑剤がMoS2であることを特徴とする請求項1ないし5のいずれかに記載の固体潤滑被膜。
【請求項7】
摺動部材の摺動面に形成されたことを特徴とする請求項1ないし6のいずれかに記載の固体潤滑被膜。
【請求項8】
請求項1ないし7のいずれかに記載の固体潤滑被膜を製造するための製造方法であって、固体潤滑被膜を形成する下地としての金属部材の、前記固体潤滑被膜を形成する表面を脱脂処理、化学処理、またはブラスト処理する工程と、前記金属部材を、対極と共に、樹脂固形分と、5質量%以上〜20質量%以下の無機系潤滑剤とを含む樹脂塗料に浸漬した状態で、処理電圧20V以上〜150V以下、処理時間30秒以上〜300秒以下の条件で電着塗装する工程と、前記塗膜を、処理温度220℃以上〜240℃以下、処理時間15分以上〜45分以下の条件で焼成する工程とを含むことを特徴とする固体潤滑被膜の製造方法。
【請求項9】
摺動面に、請求項1ないし6のいずれかに記載の固体潤滑被膜が形成されたことを特徴とする摺動部材。
【請求項10】
エクスターナルスプライン部とインターナルスプライン部とからなるスプライン摺動部を介して、軸方向に伸縮可能で、かつ軸を中心とする回転方向に一体回転可能に結合された一対の軸部材を備え、ステアリング装置のステアリングシャフトとピニオン軸との間に配設されるインターミディエイトシャフトであって、前記エクスターナルスプライン部およびインターナルスプライン部のうち少なくとも一方の摺動面に、固体潤滑被膜が形成されたことを特徴とする請求項9に記載の摺動部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−114388(P2009−114388A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−291118(P2007−291118)
【出願日】平成19年11月8日(2007.11.8)
【出願人】(000103677)オキツモ株式会社 (15)
【出願人】(000001247)株式会社ジェイテクト (7,053)
【出願人】(000167222)光洋機械工業株式会社 (85)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月8日(2007.11.8)
【出願人】(000103677)オキツモ株式会社 (15)
【出願人】(000001247)株式会社ジェイテクト (7,053)
【出願人】(000167222)光洋機械工業株式会社 (85)
【Fターム(参考)】
[ Back to top ]