
圧密化木質材の製造方法及び装置
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は圧密化木質材の製造方法及び装置に関し、特に、木質材の寸法安定性あるいは表面特性等を改善することにより建築用あるいは家具用等として有効に用いることのできる圧密化木質材を連続的に生産することを可能とした圧密化木質材の製造方法及び該製造方法を好適に実施するための装置に関する。
【0002】
【従来の技術】近年、良質の広葉樹材が減少して充分な供給が得られなくなったため、広葉樹材の代替材料として針葉樹材、中質繊維板(MDF)、パーチクルボード等が注目されている。しかし、針葉樹は広葉樹に比較して一般的に柔らかく、建築用あるいは家具用材料として用いるには、表面硬度や表面の耐磨耗性等の表面特性、水分や熱に対する耐久性、及び強度等に問題があった。MDFやパーチクルボードは水分に対する厚み方向の膨潤が大きな問題であった。
【0003】そのため、針葉樹であれば煮沸したり、水蒸気処理を施して軟化させた後、平盤プレス機で熱圧して針葉樹を最初の厚みの20〜70%位の厚みにまで圧密化する技術が公知になっている。針葉樹を圧密化すると、前述した表面特性や耐久性及び強度等に顕著な効果が得られるが、水分と熱の一方あるいは両方の作用により、圧密化された針葉樹材が元の状態に戻ろうとする力が働き、せっかく圧密化されて性能が向上した針葉樹材が元の状態近くにまで復元してしまう欠点があった。
【0004】上記圧密化した針葉樹材の復元やMDF、パーチクルボードの厚み方向への膨潤を防止するために、これら木質材にアセチル化、ホルマール化等の化学処理を施すことが試みられているが、この方法は多量の化学薬品を使用するので環境上好ましくなかったり、木質材全体に均一な処理を施すことが難しかったり、処理工程が複雑でコストが高くなる等の欠点があった。また、圧密化された針葉樹材であれば、フェノール樹脂、ポリエステル樹脂等を含浸させてWPC(木材・プラスチック複合材)化処理を施すことも試みられているが、この方法もまた上記化学処理と同様に木質材全体に均一に処理することが難しかったり、処理工程が複雑でコストが高くなる欠点がある上、断熱性や通気性等の木質材本来の優れた特性を失う欠点もあった。
【0005】また、他の方法として圧密化した木質材をオートクレープ内に入れ160〜220℃の高圧水蒸気で数分間処理することにより、圧密化した木質材の復元を防止する方法があるが、この方法は高圧水蒸気の木質材内部(特に木質材中央部)への浸透が難しく、処理効果が均一でなく、木質材の中央部と周辺部の処理状態が往々にして異なる場合があった。
【0006】本出願人は、従来の木質材の処理方法の持つ不都合を解決すべく鋭意研究を重ね、圧密化した木質材が水分や熱によって元の厚みに復元することを防止できるだけでなく、木質材全体にわたって均一にかつ効率よく木質材を処理することの可能な木質材の新規な処理方法を発案し既に出願している(特願平4−269225号)。
【0007】この処理方法は、密閉圧力容器中の圧縮成形された木質材を、変形を拘束した状態で高周波加熱して木質材内部の水分を高圧水蒸気化させることによって木質材を処理する方法であり、それにより表面硬度や表面の耐磨耗性等の表面特性が向上しかつ水分や熱に対する膨張率が低下した建築用あるいは家具用に適した圧密化木質材を得ることを可能とした。
【0008】上記の処理方法は実用上有効なものであるが圧力容器内で木質材を処理する工程を必要とすることから作業がいくぶん煩雑でありかつ装置自体も大規模なものとならざるを得ないものであった。本発明者は木質材の処理方法についてさらに研究を継続することにより、圧力容器内で木質材を処理することなく、熱盤を利用した圧締装置のみで、圧力容器内で処理した場合と同程度に膨張率を低く押さえすなわち寸法精度を向上させかつ表面特性も向上させた木質材が得られることを知覚し、それに基づき、熱盤間に木質材及びその周囲に弾性密封材料及び厚さ規制治具とを配置し、該熱盤により木質材を圧密化しかつ必要に応じて該熱盤表面から木質材に対して高圧水蒸気を供与することからなるを木質材の新規な熱処理方法についてすでに出願している(特願平5−28956〜8号)。
【0009】この処理方法は木材の圧締や複合材の製造に用いられる熱盤を持つ通常の圧締装置を用いて行うことができることから、処理自体が簡素化される利点を有している。
【0010】
【発明が解決しようとする課題】上記の熱盤を持つ圧締装置を利用した木質材の処理方法は有効なものであるが、圧密化処理は基本的にバッチ処理、すなわち、圧締装置の熱盤間に木質材を供給する工程、熱盤により圧密化しかつ必要に応じて該熱盤表面から木質材に対して高圧水蒸気を供与する工程、解圧して熱盤を乖離する工程、圧密化済の木質材を取り出す工程、などを1つのサイクルとして、それを繰り返すことを基本としており、1処理サイクルに要する時間は短縮されてはいるものの20〜30分を必要とする場合がありまた作業自体が多工程を含むことから、圧密化木質材の大量生産には必ずしも有効に対応しきれなかった。
【0011】本発明の目的は、さらに改良した木質材の圧密化方法を提供することにあり、より具体的には処理に際しての作業工程を少なくすると共に処理時間を短縮し生産性を大幅に向上させた圧密化木質材の製造方法を提供することにある。さらに、本発明の目的は、回復率、表面特性、平滑性の改善された圧密化木質材の製造方法を提供することにある。さらに、本発明の目的は、上記の方法を実施するこの好適な圧密化木質材の製造装置を提供することにある。
【0012】
【課題を解決するための手段】上記の課題を解決しかつ目的を達成するために、本発明は、基本的に、少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトの間に、木質材をその周囲に弾性密封材料及び必要に応じて厚さ規制治具とを配置した状態で供給し、該木質材が前記無端ベルトが相対向している区域を通過する間に該木質材を加熱し圧密化することを特徴とする圧密化木質材の製造方法を開示する。
【0013】前記一対の無端ベルトが相対向している区域を木質材を通過する前工程として、当該木質材を1又は複数個のホットロールにより予備圧縮しかつ必要に応じて予備加熱する工程を設けてもよく、その場合には後記するように一対の無端ベルトが相対向している区域に設けた加圧装置の圧縮圧力を低減あるいは無圧縮とすることができる。
【0014】また、前記一対の無端ベルトが相対向している区域内を木質材が移動する間に木質材に対して高圧水蒸気を供与する工程をさらに設けるようにしてもよく、その場合には後記するように圧密化された木質材の回復率はさらに低減する。また、前記一対の無端ベルトが相対向している区域を木質材が通過する間において、該木質材を約150℃〜250℃の高温状態に維持していわゆるホットの状態とし、次に100℃以下の低温状態、好ましくは80℃以下の低温状態に維持していわゆるコールドの状態として処理を行うようにしてもよく、この場合にはさらに回復率は低減する。
【0015】さらに、本発明は上記の方法を連続的に実施するのに好適な装置として、少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトと、該無端ベルトへの木質材供給手段と、該一対の無端ベルトの前記相対向した区域部分に配置された供給される木質材への加熱手段とを少なくとも有する木質材の安定化処理装置をも開示する。上記の装置において、前記一対の無端ベルトが相対向している区域の上流側に、供給される木質材の予備圧縮及び加熱のための手段をさらに設けるようにしてもよく、また、前記一対の無端ベルトが相対向している区域部分に木質材に高圧水蒸気を供与する蒸気供給手段をさらに設けるようにしてもよい。
【0016】
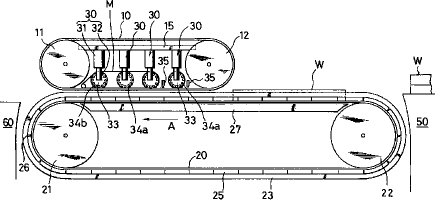
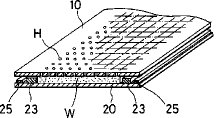
【実施例】以下、添付の図面を参照しつつ幾つかの実施例に基づき本発明による圧密化木質材の製造方法及び装置についてより詳細に説明する。図1は本発明による圧密化木質材の製造方法を実施するのに好適に用いられる無端体ベルトプレス型の圧密化木質材の製造装置の一例を示している。この製造装置はステンレスのような耐熱性のある材料から形成される上部無端ベルト10及び下部無端ベルト20とを有し、上部無端ベルト10は駆動ローラ11と従動ローラ12間を回動し、下部無端ベルト20は図示のようにより長い軸間距離を持つ駆動ローラ21と従動ローラ22間を回動する。各駆動ローラ11、21は上部無端ベルト10と下部無端ベルト20とをその相対向した面が同一方向(図1における矢印A方向)に移動させる方向に回動している。また、上部無端ベルト10には多数の貫通孔Hが刻設されている(図2参照)。なお、後記するように高圧水蒸気を木質材に供与しない場合にはこの貫通孔Hは必要とされない。
【0017】上部無端ベルト10の駆動ローラ11と従動ローラ12との間には、図示しない機枠に支持されたフレーム15が位置していて、該フレーム15にはシリンダ31とピストン32を持つ複数の(図では4個の)液圧アクチュエータ30・・が取り付けられ、各ピストンの先端には上部無端ベルト10の横幅とほぼ等しい長さの加圧ロール33・・が取り付けられている。加圧ロール33の内の上流側に位置する3個のロールには内部に埋め込み式電気ヒータ34aが設けられており、最下流の加圧ロールには冷却水循環路34bが形成されている。
【0018】各液圧アクチュエータ30は図示しない液圧源に弁機構を介して接続しており各別に調整可能な液圧が付与される。また、加圧ロール33に埋め込まれた電気ヒータ34aも図示しない制御機構により各別に温度制御される。上流側に位置する加圧ロール33の近傍には蒸気噴出用のノズル35・・が配置されており、その先端は無端ベルト10の内周面に近接して配置され、他端側は図示しない弁機構を介して図示しない加圧蒸気供給装置に接続している。前記ノズル35が配置されているよりも下流に位置する加圧ロール(図1に示すものにおいては、最上流側の加圧ロールを除く他の3個の加圧ロール)にはステンレスのような耐熱性のある材料から形成される密封用の平ベルトMが巻装されており、後記するようにアクチュエータ30の作動により該平ベルトMが上部無端ベルト10の裏面に密接した状態では、上部無端ベルト10の回動とともに共回りするようになっている。
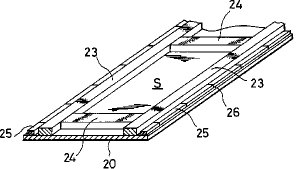
【0019】図2及び図3に示すように、下部無端ベルト20の周面にはその全周にわたり後記する木質材Wの幅よりもいくぶん広い間隔を保って左右2本の弾性密封部材23、23が適宜の接着手段により一体に取り付けられており、さらに各弾性密封材料23、23間には木質材Wの長さよりもいくぶん長い間隔を保って同じ材質からなる弾性密封材料24・・が同様に一体に取り付けられている。弾性密封材料の高さは所望する木質材の圧密化後の厚さよりも幾分高さの高いものとする。さらに各弾性密封材料23、23の外側には2本の厚さ規制治具25、25が同様に一体に取り付けられている。この厚さ規制治具の高さは所望する木質材の圧密化後の厚さと実質的に同じ高さとする。なお、後記の説明から明らかとなるように、アクチュエータ30のピストン32の移動距離を何らかの制御機構により制御して、下部無端ベルト20の搬送面と前記アクチュエータ30の加圧ロール33との距離を所定の値に維持することができる場合には、前記した厚さ規制治具は不要となる。
【0020】前記した弾性密封材料としては、後記するように無端体ベルトプレス内での木質材の加熱・圧密時に木質材から発生する水蒸気及び必要に応じて外部から供給される高圧水蒸気を外方に漏出しないだけの密封機能を持ち、かつ耐熱性と圧縮性のある材料であれば使用可能であるが、シリコン弾性パッキン材は特に好ましい。また、必要に応じて設けられる厚さ規制治具の材料も必要な剛性と耐熱性を持つ部材であればすべて使用可能であるが、アルミ材、ステンレス材等が好ましく、特にステンレス材は好ましい。厚さ規制治具には、駆動ローラ21と従動ローラ22に沿って下部無端ベルト20が回動するときにその曲率に容易に追従できるようにその全長にわたり切れ目26を所定間隔で形成しておく。
【0021】なお、図1において、50は木質材供給用の支持台であり、60は圧密化後の木質材取り出し用支持台である。次に、この無端体ベルトプレスを用いて木質材を圧密化する方法について説明する。先ず、本発明において前記の無端体状ベルトプレスに供給すべき木質材としては、無垢材だけでなくMDFやパーチクルボード等の加工材料であってもよく、いずれも等しく目的は達せられる。また、無垢材としては一般に柔らかいとされている針葉樹材に本発明を適用することにより特に効果を発揮するが、広葉樹材の場合にも適用可能である。
【0022】所定の厚みと大きさに採寸した木質材Wを支持台50上に配置し、連続して回動する下部無端ベルト20上に形成された弾性密封部材23、24により区画される空間S(図3)内に各1枚ずつ木質材Wを配置する。配置された木質材Wは図1において矢印A方向に移送されて、上部無端ベルト10と下部無端ベルト20とが相対向した区域に達する。
【0023】上部無端ベルト10はアクチュエータ30の作動により加圧ロール33・・を介して下部無端ベルト20に向けて押圧されており、移動してきた木質材Wと弾性密封部材23、24とは、該加圧ロール33・・により上流域から下流域に向けて厚さ規制治具25により規制されるまで次第に圧縮され、圧縮された状態でさらに下流側に移動し、最も下流側の加圧ローラ33を通過することにより解圧されて、最終的に支持台60に達する。
【0024】圧縮の過程で木質材Wは圧密と同時に上流側に位置する回転ローラ33に取り付けたヒータ34aにより加熱される。さらに、必要に応じて図示しない制御機構を操作して蒸気噴用のノズル35・・から加圧蒸気を所定量(所定時間)だけ送給する。送給された加圧蒸気は上部無端ベルト10に形成した貫通孔Hを通過して、上下の無端ベルトと4周の弾性密封部材とにより包囲された空間内に浸入する。蒸気噴用のノズル35の下流側において貫通孔Hは前記した密封用平ベルトMの作用により閉塞されることから、浸入した加圧蒸気は圧密化される木質材内部に、その内部の中央部にまで浸透して必要な処理が進行する。
【0025】前記加圧蒸気の供給条件は対象となる木質材の種類及び寸法等によって実験的に最適値が定められるが、通常の針葉樹材の場合において、加圧蒸気の注入中における加圧ロール33の温度は約150℃〜250℃に維持することが好ましく、また加圧蒸気の圧力は数kgf/cm2 〜30kgf/cm2 、温度は約150℃〜250℃程度が好ましい。加圧蒸気の供与を多段階に分けて行うようにしてもよく、例えば第1工程と第2工程とに2段階に分けて行う場合には、上部無端ベルト10が木質材Wと接触した初期の状態(すなわち完全には回転ローラ33が厚さ規制治具25に密接していない状態)で第1次の加圧蒸気の供給を行い、それにより木質材が部分的に軟化した状態とし、より下流の加圧ローラ33が厚さ規制治具25に密接した状態で第2次の加圧蒸気供給工程を行うようにしてもよい。第1工程では5kgf/cm2 〜7kgf/cm2 、第2工程では10kgf/cm2 〜30kgf/cm2 程度となるようにするのが好ましい。また、加圧蒸気の注入時間は1〜10分間程度が好ましい。
【0026】加圧蒸気の供与の際に、アセチル化、ホルマール化等の化学処理目的での薬剤、アンモニアガスや低分子のフエノール等の可塑化のための薬剤を同時に供与してもよく、これらの薬剤は加圧蒸気と共に木質材全体に均一に含浸する。本発明において、下部無端ベルト20上に配置する木質材の初期厚さは、所望の最終製品の厚さより厚いものが用いられ、最終製品の厚さよりも300%程度まで厚さの厚いものであってもよい。また、MDFあるいはパーチクルボードのような中間材料を再加工して製造される材料の場合には、本発明による処理を木質材への成形過程において行ってもよく、木質材として製造されたものに対して後処理として行ってもよい(従って、本発明において「木質材」というときは成形過程における中間材料をも含むものとして用いている)。
【0027】上部無端ベルト10が下部無端ベルト20と相対向している部分の長さ及び各無端ベルトの走行速度は、処理を行う木質材の種類や寸法等によってさらには得ようとする最終製品の性状などを勘案して実験的に最適値を選定する。無端ベルトの走行を間欠的に行うようにしてもよく、それにより圧密化の時間あるいは加圧蒸気の供給時間を適宜調整することもできる。所定の圧密及び必要に応じて加圧蒸気の供与を終えた木質材は最下流側の回転ローラ33を通過することにより解圧されて、さらに下流に移送され最終的に支持台60に送られる。
【0028】上記の説明において、一対の無端ベルトの間に配置される加圧ローラ33を上流側に位置する3個のロールは高温に維持し、下流側に位置するロールは低温に維持するようにしているので、木質材は一対の無端ベルトの間を通過する間に、高温の状態からより低温の状態に変化する。それにより、いわゆるホット−コールド法による圧密化を行うことができる。このようにすることにより、後記するように最終製品の寸法変化率は小さくかつ表面状態も滑らかなものを得ることができる。本発明者らの実験によれば、処理すべき木質材の温度を上流側においては約150℃〜250℃の高温状態(ホットの状態)に維持し、その後下流側において約100℃以下、好ましくは80℃以下の低温状態(コールドの状態)に維持するよう、加熱手段の温度(この実施例においては加圧ロールの温度)と木質材の移動速度を制御することにより、寸法変化率が一層小さくかつ表面状態もさらに滑らかな圧密化木質材を得ることができる。
【0029】なお、木質材の種類あるいは得ようとする最終製品の性状によってはホット−コールド法による圧密化を行うことが必要でない場合もある。その場合には下流側において低温状態に維持される加圧ロールは必要でなく、すべての加圧ロール33に加熱ヒータを取り付けたものを用いて圧密を行うようにする。本実施例のさらに他の態様においては、木質材の加熱を加圧ロールに取り付けたヒータによることなく、別途設ける高周波加熱手段(図示せず)単独で行ってもよくまた併用して行ってもよい。さらに、加圧ロールに取り付けるヒータも電気ヒータに限るものでなく、オイルや蒸気を循環させる形式のヒータであってもよい。各加圧ロールの温度は同一温度に維持するようにしてもよく、異なった温度に設定するようにしてもよい。
【0030】さらに、上部無端ベルト10の駆動ローラ11と従動ローラ12との間に配置する液圧アクチュエータ30の先端に回転する加圧ロール33・・を取り付けることは必ずしも必須でなく、木質材の移動が円滑に行くことを条件に平板あるいは底面に曲面を持つブロック材などを取り付けてもよく加圧ロールと組み合わせて取り付けてもよい。特に、底面が平板状の加圧部材を用いる場合には、該加圧部材により上部無端ベルト10に形成した貫通孔Hを閉塞することが可能であることから、図1に場合のような密封用の平ベルトMは不必要となる。
【0031】また、図1の実施例においては上部無端ベルト側にのみ液圧アクチュエータ30を取り付け下部無端ベルト側には平板状の支持部材を取り付けているが、下部無端ベルト20側にも上部無端ベルト側に取り付けた液圧アクチュエータ30と対向する位置に同様な液圧アクチュエータを取り付け、木質板をその両面から圧縮しかつ加熱することも可能である。その場合には、下部無端ベルト20に上部無端ベルト10と同様に多数の貫通孔を形成することが好ましく、また、同様にして密封用の平ベルトを取り付けるか平板状の加圧部材を用いるなどにより貫通孔の必要な閉塞を行うようにする。この場合に、下部無端ベルト側に取り付けた平板状の支持部材は不要となる。前記のようにこの場合であっても、高圧水蒸気を木質材に供与しない場合にはこの貫通孔を形成することは必要とされない。
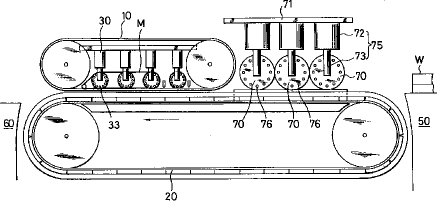
【0032】次に、本発明による圧密化木質材の製造方法に用いるのに好適な無端体ベルトプレス型の圧密化木質材の製造装置の他の実施例について、図4を参照して説明する。この製造装置においては、下部無端ベルト20の搬送面であって上部無端ベルト10と相対向していない部分に複数のホットロール70を配置する。ホットロール70は図示しない機枠に固定したフレーム71に取り付けられるシリンダ72とピストン73とからなる液圧アクチュエータ75に取り付けられる。各ホットロール70は下部無端ベルト20の横幅とほぼ等しい長さを有しかつ内部に埋め込み式電気ヒータ76が設けられている。各液圧アクチュエータ75は図示しない液圧源に弁機構を介して接続しており、各別に調整可能な液圧が付与される。また、各ホットロール70に埋め込まれた電気ヒータ76も図示しない制御機構により必要に応じて各別に温度制御される。
【0033】この製造装置を用いて圧密化木質材の製造する方法は前記した図1ないし3を用いて説明した製造方法と次の点において相違している。すなわち、上部無端ベルト10と下部無端ベルト20とが相対向している区域を木質材Wが通過する前工程として、当該木質材Wを前記のホットロール70により予め圧縮しかつ加熱する。この予備圧縮及び予備加熱の条件は木質材の種類や最終製品の性状などの要件によって異なることから、好ましくは10〜200kg/cm2 の範囲の圧縮力の付与が可能でありかつ100〜300℃程度の範囲の温度設定が可能であるように構成することは好ましい態様である。
【0034】このような予備圧縮及び予備加熱のためのホットロールを設けることにより、上部無端ベルト10の駆動ローラ11と従動ローラ12との間に設ける液圧アクチュエータ30・・に必要とされる圧縮力を大きく低減することができ、場合によってはそこで圧縮することが不必要となることから、全体としての構成をきわめて簡素化することができ、設備費の低減が可能となる。
【0035】この実施例においても特に図示しないが、下部無端ベルト20の裏面側にも前記ホットロール70と対向する位置に同様なホットロール70を取り付け、木質板をその両面から予備圧縮しかつ予備加熱することも可能である。また、その部位における下部無端ベルト側に取り付けた平板状の支持部材は不要となる。
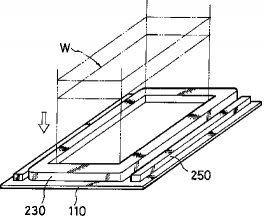
【0036】次に、本発明による圧密化木質材の製造方法のさらに他の実施例を説明する。この実施例においては、図5に示すようにステンレス板のように耐圧性と耐熱性を持つ材料で構成される好ましくは方形状の基板110の上に、木質材W、その周囲に弾性密封材料230、さらにその周囲に厚さ規制治具250とを配置したものを例えば支持台50上に別途多数用意して、それを上記した無端体ベルトプレス型の圧密化木質材の製造装置に順次供給する。その際に下部無端ベルト20に付設する弾性密封材料23、24及び厚さ規制治具25は不要である。圧密化の工程は前記した実施例の場合と同様にして行われる。
【0037】この方法によれば、無端体ベルトプレス特にその下部無端ベルト20の構成が簡単となると共に、異なったサイズの木質材の圧密化に対して容易に対処することが可能となる。次に、同じ材料からなる木質材に対して、本出願人の先の出願に係る前記した基本的にバッチ処理で行われる木質材の熱処理方法、すなわち熱盤間に木質材及びその周囲に弾性密封材料及び厚さ規制治具とを配置し、該熱盤により木質材を圧密化しかつ必要に応じて該熱盤表面から木質材に対して高圧水蒸気を供与する木質材の熱処理方法(特願平5−28956〜8号参照)で処理して圧密化木質材を製造した場合〔比較例〕と、前記した本願発明に係る圧密化木質材の製造方法により製造した場合〔実施例〕とを比較して説明する。
【0038】〔比較例1〕木質材を熱盤を持つ圧締装置の熱盤間で圧縮と密封を行いかつ熱盤により加熱した。木質材として含水率20%、厚さ30mm、幅150mm、長さ1000mmの杉材を用いた。
【0039】杉材を圧締装置の下方熱盤に配置し、該杉材の4周に高さ32mm、幅30mmの弾性シリコン材を密封材料として、さらに該密封材料の4周に高さ12mm、幅50mmのステンレス材を厚さ規制治具として配置した。熱盤を200℃に設定した後、熱盤を移動させて圧締圧50kgf/cm2 で杉材を徐々に圧縮し、熱盤が厚さ規制治具により移動を拘束されるまで圧密化した。それにより杉材は圧縮率60%に圧密化された。全熱圧時間を10分間、20分間となるように保持した後、それぞれにつき熱盤に冷却水を供給し、5分後に徐々に解圧した。
【0040】〔比較例2〕熱盤を持つ圧締装置として高周波の印加が可能でありかつ熱盤表面から加圧水蒸気の供給が可能となっているものを用いた。比較例1の同じ木質材料を同様に熱盤間に配置しかつ圧縮した。その際に、熱盤を180℃に設定し、圧締圧は50kgf/cm2 とした。高周波の印加は熱圧開始と同時に行い、13.56MHz、出力200V、8Kwで行った。また、熱圧中に10kgf/cm2 の圧力で180℃の水蒸気を注入した。全熱圧時間、高周波印加時間を10分間、20分間となるように保持した後、それぞれにつき熱盤に冷却水を供給し、5分後に徐々に解圧した。
【0041】〔実施例1〕図1に示す形態のベルトプレス型の圧密化木質材の製造装置を用い、比較例の場合と同じ木質材料を用いて圧密化木質材を製造した。上部無端ベルト10及び下部無端ベルト20はともに厚さ2.0mmのステンレス材であり、両ベルトには貫通孔は刻設しなかった。上部無端ベルト10の軸間距離は10mであり、下部無端ベルト20の軸間距離は12mとした。また、下部無端ベルト20には高さ32mm、幅30mmの弾性シリコン材を密封材料23、24として接着固定し、該密封材料の両側に高さ12mm、幅50mmのステンレス材を厚さ規制治具25として配置した。ステンレス材には所定間隔で切れ目26を設けた。
【0042】4個の加圧ロール33のうち上流側の3個の加圧ロールには埋め込み式の電気ヒータ34aを取り付け、200℃の高温状態を維持するように制御した。最も下流側の加圧ロールには冷却水の循環路34bを設け20℃の低温状態を維持するように制御した。
【0043】各加圧ロール33の圧締圧は30kgf/cm2 となるように制御し、かつ加圧ロール33による加熱時間が10分、20分となるように無端ベルトの移動速度を制御した(実際の無端ベルトの移動速度は10分加熱の場合に1.0m/min、20分加熱の場合に0.5m/minであった)。熱電対を用いて木質材の表面温度を測定したところ、3個目の加圧ロールを通過した時点ではそれぞれ180℃、190℃であり、最も下流側の加圧ロールを通過した時点では90℃、60℃であった。
【0044】〔実施例2〕図4に示す形態のベルトプレス型の圧密化木質材の製造装置を用い、比較例の場合と同じ木質材料を用いて圧密化木質材を製造した。上部無端ベルト10及び下部無端ベルト20はともに厚さ2.0mmのステンレス材であり、両ベルトには貫通孔は刻設しなかった。また、上部無端ベルト10の軸間距離は7.5mとし、その間に4個の加圧ロールを配置して実施例1と同様に上流側の3個の加圧ロールは200℃を維持するように制御し、最も下流側の加圧ロールは20℃を維持するように制御した。また、ホットロール70は下部無端ベルト20の裏面側にも取り付けて相対向するように配置し木質材の予備加圧及び予備加熱を行った。ホットロール70はそれぞれ直径300mmのスチール製硬質クロムメッキ加工のものを用い、設定圧力はそれぞれ100kgf/cm2 、設定温度は上流側から下流側に向けてそれぞれ200℃、220℃、240℃とした。
【0045】加圧ロール33の圧締圧は5kgf/cm2 となるように制御し、かつ加圧ロールによる加熱時間が5分、15分となるように無端ベルトの移動速度を制御した(実際の無端ベルトの移動速度は5分加熱の場合に1.0m/min、15分加熱の場合に0.5m/minであった)。同様にして木質材の表面温度を測定したところ、上部無端ベルト10に接する直前での木質材表面温度はそれぞれ160℃、180℃、3個目の加圧ロールを通過した時点では180℃、190℃℃であり、最も下流側の加圧ロールを通過した時点では90℃、60℃であった。
【0046】〔実施例3〕図1に示す形態のベルトプレス型の圧密化木質材の製造装置を用いて、比較例の場合と同じ木質材料を用いて圧密化木質材を製造した。ただし、上部無端ベルト10及び下部無端ベルト20はともに厚さ2.0mmのステンレス材であり、両ベルトには多数の貫通孔を刻設した。また、上部無端ベルト10の軸間距離は5mとし、その間に4個の加圧ロールを配置して上流側の2個の加圧ロールは180℃を維持するように制御し、下流側の2個の加圧ロールは20℃を維持するように制御した。さらに、上流側の2個の加圧ロールの近傍に高周波印加可能な電極を備え、13.56MHz、出力200V、8Kwの高周波を印加した。また、上流側の加圧ロール33の近傍に配置した蒸気噴出用のノズル35から熱圧中180℃、10kgf/cm2 の加圧蒸気を供給した。加圧ロール33の圧締圧は50kgf/cm2 となるように制御し、かつ加圧ロールによる加熱時間が5分、10分となるように無端ベルトの移動速度を制御した(実際の無端ベルトの移動速度は5分加熱の場合に1.0m/min、10分加熱の場合に0.5m/minであった)。
【0047】同様にして木質材の表面温度を測定したところ、3個目の加圧ロールを通過した時点ではそれぞれ180℃、180℃であり、最も下流側の加圧ロールを通過した時点では50℃、40℃であった。比較例1、2及び実施例1〜4について、各木質材1枚当たりの処理サイクルを測定し、さらに得られた最終製品それぞれについて煮沸槽内で2時間煮沸したのち絶乾させ、それぞれの厚みを測定し、次式により放射方向における回復率を端部と中央部において測定した。
【0048】回復率=(2時間煮沸後絶乾後厚さ−圧密後の厚さ)/(圧密前の厚さ−圧密後の厚さ)×100%その結果を、圧締圧力、加熱温度、加熱時間などと共に表1に示した。
【0049】
【表1】

【0050】〔考 察〕表1から明らかなように本発明による圧密化木質材の製造方法によれば、熱盤を持つ圧締装置を用いて製造する場合と比較して生産サイクルが1/15〜1/20と大きく短縮しており、生産性が飛躍的に向上していることも分かる。また、回復率も優れており寸法安定性においても改善されたことが分かる。特に、いわゆるホット−コールド処理を行い、その際にコールド処理時の温度が80℃以下の場合には回復率は特に優れている。また、表には示されないが、実施例3のものにあっては表面の平滑性が一層向上していた。これは、コールド時の温度が実施例1及び2のものと比較してさらに低温であったことによると推測される。
【0051】
【発明の効果】本発明の製造方法を用いることにより、圧密化木材の1枚当たりの製造に要する処理時間が大きく短縮され、生産性が飛躍的に向上する。また、回復率も優れており寸法安定性においてもさらに改善される。
【図面の簡単な説明】
【図1】本発明による圧密化木質材の製造方法を実施するのに好適なベンチプレス型の圧密化木質材の製造装置の一実施例を示す図。
【図2】圧密状態を示す説明断面図。
【図3】下部無端ベルトの一実施例を示す部分斜視図。
【図4】ベンチプレス型の圧密化木質材の製造の他の実施例を示す図。
【図5】木質材を支持する基板を示す斜視図。
【符号の説明】
10…上部無端ベルト、20…下部無端ベルト、30…液圧アクチュエータ、31…シリンダ、32…ピストン、33…加圧ロール、34a…ヒータ、34b…冷却水通路、35…加圧蒸気供給ノズル、M…密封用平ベルト
【0001】
【産業上の利用分野】本発明は圧密化木質材の製造方法及び装置に関し、特に、木質材の寸法安定性あるいは表面特性等を改善することにより建築用あるいは家具用等として有効に用いることのできる圧密化木質材を連続的に生産することを可能とした圧密化木質材の製造方法及び該製造方法を好適に実施するための装置に関する。
【0002】
【従来の技術】近年、良質の広葉樹材が減少して充分な供給が得られなくなったため、広葉樹材の代替材料として針葉樹材、中質繊維板(MDF)、パーチクルボード等が注目されている。しかし、針葉樹は広葉樹に比較して一般的に柔らかく、建築用あるいは家具用材料として用いるには、表面硬度や表面の耐磨耗性等の表面特性、水分や熱に対する耐久性、及び強度等に問題があった。MDFやパーチクルボードは水分に対する厚み方向の膨潤が大きな問題であった。
【0003】そのため、針葉樹であれば煮沸したり、水蒸気処理を施して軟化させた後、平盤プレス機で熱圧して針葉樹を最初の厚みの20〜70%位の厚みにまで圧密化する技術が公知になっている。針葉樹を圧密化すると、前述した表面特性や耐久性及び強度等に顕著な効果が得られるが、水分と熱の一方あるいは両方の作用により、圧密化された針葉樹材が元の状態に戻ろうとする力が働き、せっかく圧密化されて性能が向上した針葉樹材が元の状態近くにまで復元してしまう欠点があった。
【0004】上記圧密化した針葉樹材の復元やMDF、パーチクルボードの厚み方向への膨潤を防止するために、これら木質材にアセチル化、ホルマール化等の化学処理を施すことが試みられているが、この方法は多量の化学薬品を使用するので環境上好ましくなかったり、木質材全体に均一な処理を施すことが難しかったり、処理工程が複雑でコストが高くなる等の欠点があった。また、圧密化された針葉樹材であれば、フェノール樹脂、ポリエステル樹脂等を含浸させてWPC(木材・プラスチック複合材)化処理を施すことも試みられているが、この方法もまた上記化学処理と同様に木質材全体に均一に処理することが難しかったり、処理工程が複雑でコストが高くなる欠点がある上、断熱性や通気性等の木質材本来の優れた特性を失う欠点もあった。
【0005】また、他の方法として圧密化した木質材をオートクレープ内に入れ160〜220℃の高圧水蒸気で数分間処理することにより、圧密化した木質材の復元を防止する方法があるが、この方法は高圧水蒸気の木質材内部(特に木質材中央部)への浸透が難しく、処理効果が均一でなく、木質材の中央部と周辺部の処理状態が往々にして異なる場合があった。
【0006】本出願人は、従来の木質材の処理方法の持つ不都合を解決すべく鋭意研究を重ね、圧密化した木質材が水分や熱によって元の厚みに復元することを防止できるだけでなく、木質材全体にわたって均一にかつ効率よく木質材を処理することの可能な木質材の新規な処理方法を発案し既に出願している(特願平4−269225号)。
【0007】この処理方法は、密閉圧力容器中の圧縮成形された木質材を、変形を拘束した状態で高周波加熱して木質材内部の水分を高圧水蒸気化させることによって木質材を処理する方法であり、それにより表面硬度や表面の耐磨耗性等の表面特性が向上しかつ水分や熱に対する膨張率が低下した建築用あるいは家具用に適した圧密化木質材を得ることを可能とした。
【0008】上記の処理方法は実用上有効なものであるが圧力容器内で木質材を処理する工程を必要とすることから作業がいくぶん煩雑でありかつ装置自体も大規模なものとならざるを得ないものであった。本発明者は木質材の処理方法についてさらに研究を継続することにより、圧力容器内で木質材を処理することなく、熱盤を利用した圧締装置のみで、圧力容器内で処理した場合と同程度に膨張率を低く押さえすなわち寸法精度を向上させかつ表面特性も向上させた木質材が得られることを知覚し、それに基づき、熱盤間に木質材及びその周囲に弾性密封材料及び厚さ規制治具とを配置し、該熱盤により木質材を圧密化しかつ必要に応じて該熱盤表面から木質材に対して高圧水蒸気を供与することからなるを木質材の新規な熱処理方法についてすでに出願している(特願平5−28956〜8号)。
【0009】この処理方法は木材の圧締や複合材の製造に用いられる熱盤を持つ通常の圧締装置を用いて行うことができることから、処理自体が簡素化される利点を有している。
【0010】
【発明が解決しようとする課題】上記の熱盤を持つ圧締装置を利用した木質材の処理方法は有効なものであるが、圧密化処理は基本的にバッチ処理、すなわち、圧締装置の熱盤間に木質材を供給する工程、熱盤により圧密化しかつ必要に応じて該熱盤表面から木質材に対して高圧水蒸気を供与する工程、解圧して熱盤を乖離する工程、圧密化済の木質材を取り出す工程、などを1つのサイクルとして、それを繰り返すことを基本としており、1処理サイクルに要する時間は短縮されてはいるものの20〜30分を必要とする場合がありまた作業自体が多工程を含むことから、圧密化木質材の大量生産には必ずしも有効に対応しきれなかった。
【0011】本発明の目的は、さらに改良した木質材の圧密化方法を提供することにあり、より具体的には処理に際しての作業工程を少なくすると共に処理時間を短縮し生産性を大幅に向上させた圧密化木質材の製造方法を提供することにある。さらに、本発明の目的は、回復率、表面特性、平滑性の改善された圧密化木質材の製造方法を提供することにある。さらに、本発明の目的は、上記の方法を実施するこの好適な圧密化木質材の製造装置を提供することにある。
【0012】
【課題を解決するための手段】上記の課題を解決しかつ目的を達成するために、本発明は、基本的に、少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトの間に、木質材をその周囲に弾性密封材料及び必要に応じて厚さ規制治具とを配置した状態で供給し、該木質材が前記無端ベルトが相対向している区域を通過する間に該木質材を加熱し圧密化することを特徴とする圧密化木質材の製造方法を開示する。
【0013】前記一対の無端ベルトが相対向している区域を木質材を通過する前工程として、当該木質材を1又は複数個のホットロールにより予備圧縮しかつ必要に応じて予備加熱する工程を設けてもよく、その場合には後記するように一対の無端ベルトが相対向している区域に設けた加圧装置の圧縮圧力を低減あるいは無圧縮とすることができる。
【0014】また、前記一対の無端ベルトが相対向している区域内を木質材が移動する間に木質材に対して高圧水蒸気を供与する工程をさらに設けるようにしてもよく、その場合には後記するように圧密化された木質材の回復率はさらに低減する。また、前記一対の無端ベルトが相対向している区域を木質材が通過する間において、該木質材を約150℃〜250℃の高温状態に維持していわゆるホットの状態とし、次に100℃以下の低温状態、好ましくは80℃以下の低温状態に維持していわゆるコールドの状態として処理を行うようにしてもよく、この場合にはさらに回復率は低減する。
【0015】さらに、本発明は上記の方法を連続的に実施するのに好適な装置として、少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトと、該無端ベルトへの木質材供給手段と、該一対の無端ベルトの前記相対向した区域部分に配置された供給される木質材への加熱手段とを少なくとも有する木質材の安定化処理装置をも開示する。上記の装置において、前記一対の無端ベルトが相対向している区域の上流側に、供給される木質材の予備圧縮及び加熱のための手段をさらに設けるようにしてもよく、また、前記一対の無端ベルトが相対向している区域部分に木質材に高圧水蒸気を供与する蒸気供給手段をさらに設けるようにしてもよい。
【0016】
【実施例】以下、添付の図面を参照しつつ幾つかの実施例に基づき本発明による圧密化木質材の製造方法及び装置についてより詳細に説明する。図1は本発明による圧密化木質材の製造方法を実施するのに好適に用いられる無端体ベルトプレス型の圧密化木質材の製造装置の一例を示している。この製造装置はステンレスのような耐熱性のある材料から形成される上部無端ベルト10及び下部無端ベルト20とを有し、上部無端ベルト10は駆動ローラ11と従動ローラ12間を回動し、下部無端ベルト20は図示のようにより長い軸間距離を持つ駆動ローラ21と従動ローラ22間を回動する。各駆動ローラ11、21は上部無端ベルト10と下部無端ベルト20とをその相対向した面が同一方向(図1における矢印A方向)に移動させる方向に回動している。また、上部無端ベルト10には多数の貫通孔Hが刻設されている(図2参照)。なお、後記するように高圧水蒸気を木質材に供与しない場合にはこの貫通孔Hは必要とされない。
【0017】上部無端ベルト10の駆動ローラ11と従動ローラ12との間には、図示しない機枠に支持されたフレーム15が位置していて、該フレーム15にはシリンダ31とピストン32を持つ複数の(図では4個の)液圧アクチュエータ30・・が取り付けられ、各ピストンの先端には上部無端ベルト10の横幅とほぼ等しい長さの加圧ロール33・・が取り付けられている。加圧ロール33の内の上流側に位置する3個のロールには内部に埋め込み式電気ヒータ34aが設けられており、最下流の加圧ロールには冷却水循環路34bが形成されている。
【0018】各液圧アクチュエータ30は図示しない液圧源に弁機構を介して接続しており各別に調整可能な液圧が付与される。また、加圧ロール33に埋め込まれた電気ヒータ34aも図示しない制御機構により各別に温度制御される。上流側に位置する加圧ロール33の近傍には蒸気噴出用のノズル35・・が配置されており、その先端は無端ベルト10の内周面に近接して配置され、他端側は図示しない弁機構を介して図示しない加圧蒸気供給装置に接続している。前記ノズル35が配置されているよりも下流に位置する加圧ロール(図1に示すものにおいては、最上流側の加圧ロールを除く他の3個の加圧ロール)にはステンレスのような耐熱性のある材料から形成される密封用の平ベルトMが巻装されており、後記するようにアクチュエータ30の作動により該平ベルトMが上部無端ベルト10の裏面に密接した状態では、上部無端ベルト10の回動とともに共回りするようになっている。
【0019】図2及び図3に示すように、下部無端ベルト20の周面にはその全周にわたり後記する木質材Wの幅よりもいくぶん広い間隔を保って左右2本の弾性密封部材23、23が適宜の接着手段により一体に取り付けられており、さらに各弾性密封材料23、23間には木質材Wの長さよりもいくぶん長い間隔を保って同じ材質からなる弾性密封材料24・・が同様に一体に取り付けられている。弾性密封材料の高さは所望する木質材の圧密化後の厚さよりも幾分高さの高いものとする。さらに各弾性密封材料23、23の外側には2本の厚さ規制治具25、25が同様に一体に取り付けられている。この厚さ規制治具の高さは所望する木質材の圧密化後の厚さと実質的に同じ高さとする。なお、後記の説明から明らかとなるように、アクチュエータ30のピストン32の移動距離を何らかの制御機構により制御して、下部無端ベルト20の搬送面と前記アクチュエータ30の加圧ロール33との距離を所定の値に維持することができる場合には、前記した厚さ規制治具は不要となる。
【0020】前記した弾性密封材料としては、後記するように無端体ベルトプレス内での木質材の加熱・圧密時に木質材から発生する水蒸気及び必要に応じて外部から供給される高圧水蒸気を外方に漏出しないだけの密封機能を持ち、かつ耐熱性と圧縮性のある材料であれば使用可能であるが、シリコン弾性パッキン材は特に好ましい。また、必要に応じて設けられる厚さ規制治具の材料も必要な剛性と耐熱性を持つ部材であればすべて使用可能であるが、アルミ材、ステンレス材等が好ましく、特にステンレス材は好ましい。厚さ規制治具には、駆動ローラ21と従動ローラ22に沿って下部無端ベルト20が回動するときにその曲率に容易に追従できるようにその全長にわたり切れ目26を所定間隔で形成しておく。
【0021】なお、図1において、50は木質材供給用の支持台であり、60は圧密化後の木質材取り出し用支持台である。次に、この無端体ベルトプレスを用いて木質材を圧密化する方法について説明する。先ず、本発明において前記の無端体状ベルトプレスに供給すべき木質材としては、無垢材だけでなくMDFやパーチクルボード等の加工材料であってもよく、いずれも等しく目的は達せられる。また、無垢材としては一般に柔らかいとされている針葉樹材に本発明を適用することにより特に効果を発揮するが、広葉樹材の場合にも適用可能である。
【0022】所定の厚みと大きさに採寸した木質材Wを支持台50上に配置し、連続して回動する下部無端ベルト20上に形成された弾性密封部材23、24により区画される空間S(図3)内に各1枚ずつ木質材Wを配置する。配置された木質材Wは図1において矢印A方向に移送されて、上部無端ベルト10と下部無端ベルト20とが相対向した区域に達する。
【0023】上部無端ベルト10はアクチュエータ30の作動により加圧ロール33・・を介して下部無端ベルト20に向けて押圧されており、移動してきた木質材Wと弾性密封部材23、24とは、該加圧ロール33・・により上流域から下流域に向けて厚さ規制治具25により規制されるまで次第に圧縮され、圧縮された状態でさらに下流側に移動し、最も下流側の加圧ローラ33を通過することにより解圧されて、最終的に支持台60に達する。
【0024】圧縮の過程で木質材Wは圧密と同時に上流側に位置する回転ローラ33に取り付けたヒータ34aにより加熱される。さらに、必要に応じて図示しない制御機構を操作して蒸気噴用のノズル35・・から加圧蒸気を所定量(所定時間)だけ送給する。送給された加圧蒸気は上部無端ベルト10に形成した貫通孔Hを通過して、上下の無端ベルトと4周の弾性密封部材とにより包囲された空間内に浸入する。蒸気噴用のノズル35の下流側において貫通孔Hは前記した密封用平ベルトMの作用により閉塞されることから、浸入した加圧蒸気は圧密化される木質材内部に、その内部の中央部にまで浸透して必要な処理が進行する。
【0025】前記加圧蒸気の供給条件は対象となる木質材の種類及び寸法等によって実験的に最適値が定められるが、通常の針葉樹材の場合において、加圧蒸気の注入中における加圧ロール33の温度は約150℃〜250℃に維持することが好ましく、また加圧蒸気の圧力は数kgf/cm2 〜30kgf/cm2 、温度は約150℃〜250℃程度が好ましい。加圧蒸気の供与を多段階に分けて行うようにしてもよく、例えば第1工程と第2工程とに2段階に分けて行う場合には、上部無端ベルト10が木質材Wと接触した初期の状態(すなわち完全には回転ローラ33が厚さ規制治具25に密接していない状態)で第1次の加圧蒸気の供給を行い、それにより木質材が部分的に軟化した状態とし、より下流の加圧ローラ33が厚さ規制治具25に密接した状態で第2次の加圧蒸気供給工程を行うようにしてもよい。第1工程では5kgf/cm2 〜7kgf/cm2 、第2工程では10kgf/cm2 〜30kgf/cm2 程度となるようにするのが好ましい。また、加圧蒸気の注入時間は1〜10分間程度が好ましい。
【0026】加圧蒸気の供与の際に、アセチル化、ホルマール化等の化学処理目的での薬剤、アンモニアガスや低分子のフエノール等の可塑化のための薬剤を同時に供与してもよく、これらの薬剤は加圧蒸気と共に木質材全体に均一に含浸する。本発明において、下部無端ベルト20上に配置する木質材の初期厚さは、所望の最終製品の厚さより厚いものが用いられ、最終製品の厚さよりも300%程度まで厚さの厚いものであってもよい。また、MDFあるいはパーチクルボードのような中間材料を再加工して製造される材料の場合には、本発明による処理を木質材への成形過程において行ってもよく、木質材として製造されたものに対して後処理として行ってもよい(従って、本発明において「木質材」というときは成形過程における中間材料をも含むものとして用いている)。
【0027】上部無端ベルト10が下部無端ベルト20と相対向している部分の長さ及び各無端ベルトの走行速度は、処理を行う木質材の種類や寸法等によってさらには得ようとする最終製品の性状などを勘案して実験的に最適値を選定する。無端ベルトの走行を間欠的に行うようにしてもよく、それにより圧密化の時間あるいは加圧蒸気の供給時間を適宜調整することもできる。所定の圧密及び必要に応じて加圧蒸気の供与を終えた木質材は最下流側の回転ローラ33を通過することにより解圧されて、さらに下流に移送され最終的に支持台60に送られる。
【0028】上記の説明において、一対の無端ベルトの間に配置される加圧ローラ33を上流側に位置する3個のロールは高温に維持し、下流側に位置するロールは低温に維持するようにしているので、木質材は一対の無端ベルトの間を通過する間に、高温の状態からより低温の状態に変化する。それにより、いわゆるホット−コールド法による圧密化を行うことができる。このようにすることにより、後記するように最終製品の寸法変化率は小さくかつ表面状態も滑らかなものを得ることができる。本発明者らの実験によれば、処理すべき木質材の温度を上流側においては約150℃〜250℃の高温状態(ホットの状態)に維持し、その後下流側において約100℃以下、好ましくは80℃以下の低温状態(コールドの状態)に維持するよう、加熱手段の温度(この実施例においては加圧ロールの温度)と木質材の移動速度を制御することにより、寸法変化率が一層小さくかつ表面状態もさらに滑らかな圧密化木質材を得ることができる。
【0029】なお、木質材の種類あるいは得ようとする最終製品の性状によってはホット−コールド法による圧密化を行うことが必要でない場合もある。その場合には下流側において低温状態に維持される加圧ロールは必要でなく、すべての加圧ロール33に加熱ヒータを取り付けたものを用いて圧密を行うようにする。本実施例のさらに他の態様においては、木質材の加熱を加圧ロールに取り付けたヒータによることなく、別途設ける高周波加熱手段(図示せず)単独で行ってもよくまた併用して行ってもよい。さらに、加圧ロールに取り付けるヒータも電気ヒータに限るものでなく、オイルや蒸気を循環させる形式のヒータであってもよい。各加圧ロールの温度は同一温度に維持するようにしてもよく、異なった温度に設定するようにしてもよい。
【0030】さらに、上部無端ベルト10の駆動ローラ11と従動ローラ12との間に配置する液圧アクチュエータ30の先端に回転する加圧ロール33・・を取り付けることは必ずしも必須でなく、木質材の移動が円滑に行くことを条件に平板あるいは底面に曲面を持つブロック材などを取り付けてもよく加圧ロールと組み合わせて取り付けてもよい。特に、底面が平板状の加圧部材を用いる場合には、該加圧部材により上部無端ベルト10に形成した貫通孔Hを閉塞することが可能であることから、図1に場合のような密封用の平ベルトMは不必要となる。
【0031】また、図1の実施例においては上部無端ベルト側にのみ液圧アクチュエータ30を取り付け下部無端ベルト側には平板状の支持部材を取り付けているが、下部無端ベルト20側にも上部無端ベルト側に取り付けた液圧アクチュエータ30と対向する位置に同様な液圧アクチュエータを取り付け、木質板をその両面から圧縮しかつ加熱することも可能である。その場合には、下部無端ベルト20に上部無端ベルト10と同様に多数の貫通孔を形成することが好ましく、また、同様にして密封用の平ベルトを取り付けるか平板状の加圧部材を用いるなどにより貫通孔の必要な閉塞を行うようにする。この場合に、下部無端ベルト側に取り付けた平板状の支持部材は不要となる。前記のようにこの場合であっても、高圧水蒸気を木質材に供与しない場合にはこの貫通孔を形成することは必要とされない。
【0032】次に、本発明による圧密化木質材の製造方法に用いるのに好適な無端体ベルトプレス型の圧密化木質材の製造装置の他の実施例について、図4を参照して説明する。この製造装置においては、下部無端ベルト20の搬送面であって上部無端ベルト10と相対向していない部分に複数のホットロール70を配置する。ホットロール70は図示しない機枠に固定したフレーム71に取り付けられるシリンダ72とピストン73とからなる液圧アクチュエータ75に取り付けられる。各ホットロール70は下部無端ベルト20の横幅とほぼ等しい長さを有しかつ内部に埋め込み式電気ヒータ76が設けられている。各液圧アクチュエータ75は図示しない液圧源に弁機構を介して接続しており、各別に調整可能な液圧が付与される。また、各ホットロール70に埋め込まれた電気ヒータ76も図示しない制御機構により必要に応じて各別に温度制御される。
【0033】この製造装置を用いて圧密化木質材の製造する方法は前記した図1ないし3を用いて説明した製造方法と次の点において相違している。すなわち、上部無端ベルト10と下部無端ベルト20とが相対向している区域を木質材Wが通過する前工程として、当該木質材Wを前記のホットロール70により予め圧縮しかつ加熱する。この予備圧縮及び予備加熱の条件は木質材の種類や最終製品の性状などの要件によって異なることから、好ましくは10〜200kg/cm2 の範囲の圧縮力の付与が可能でありかつ100〜300℃程度の範囲の温度設定が可能であるように構成することは好ましい態様である。
【0034】このような予備圧縮及び予備加熱のためのホットロールを設けることにより、上部無端ベルト10の駆動ローラ11と従動ローラ12との間に設ける液圧アクチュエータ30・・に必要とされる圧縮力を大きく低減することができ、場合によってはそこで圧縮することが不必要となることから、全体としての構成をきわめて簡素化することができ、設備費の低減が可能となる。
【0035】この実施例においても特に図示しないが、下部無端ベルト20の裏面側にも前記ホットロール70と対向する位置に同様なホットロール70を取り付け、木質板をその両面から予備圧縮しかつ予備加熱することも可能である。また、その部位における下部無端ベルト側に取り付けた平板状の支持部材は不要となる。
【0036】次に、本発明による圧密化木質材の製造方法のさらに他の実施例を説明する。この実施例においては、図5に示すようにステンレス板のように耐圧性と耐熱性を持つ材料で構成される好ましくは方形状の基板110の上に、木質材W、その周囲に弾性密封材料230、さらにその周囲に厚さ規制治具250とを配置したものを例えば支持台50上に別途多数用意して、それを上記した無端体ベルトプレス型の圧密化木質材の製造装置に順次供給する。その際に下部無端ベルト20に付設する弾性密封材料23、24及び厚さ規制治具25は不要である。圧密化の工程は前記した実施例の場合と同様にして行われる。
【0037】この方法によれば、無端体ベルトプレス特にその下部無端ベルト20の構成が簡単となると共に、異なったサイズの木質材の圧密化に対して容易に対処することが可能となる。次に、同じ材料からなる木質材に対して、本出願人の先の出願に係る前記した基本的にバッチ処理で行われる木質材の熱処理方法、すなわち熱盤間に木質材及びその周囲に弾性密封材料及び厚さ規制治具とを配置し、該熱盤により木質材を圧密化しかつ必要に応じて該熱盤表面から木質材に対して高圧水蒸気を供与する木質材の熱処理方法(特願平5−28956〜8号参照)で処理して圧密化木質材を製造した場合〔比較例〕と、前記した本願発明に係る圧密化木質材の製造方法により製造した場合〔実施例〕とを比較して説明する。
【0038】〔比較例1〕木質材を熱盤を持つ圧締装置の熱盤間で圧縮と密封を行いかつ熱盤により加熱した。木質材として含水率20%、厚さ30mm、幅150mm、長さ1000mmの杉材を用いた。
【0039】杉材を圧締装置の下方熱盤に配置し、該杉材の4周に高さ32mm、幅30mmの弾性シリコン材を密封材料として、さらに該密封材料の4周に高さ12mm、幅50mmのステンレス材を厚さ規制治具として配置した。熱盤を200℃に設定した後、熱盤を移動させて圧締圧50kgf/cm2 で杉材を徐々に圧縮し、熱盤が厚さ規制治具により移動を拘束されるまで圧密化した。それにより杉材は圧縮率60%に圧密化された。全熱圧時間を10分間、20分間となるように保持した後、それぞれにつき熱盤に冷却水を供給し、5分後に徐々に解圧した。
【0040】〔比較例2〕熱盤を持つ圧締装置として高周波の印加が可能でありかつ熱盤表面から加圧水蒸気の供給が可能となっているものを用いた。比較例1の同じ木質材料を同様に熱盤間に配置しかつ圧縮した。その際に、熱盤を180℃に設定し、圧締圧は50kgf/cm2 とした。高周波の印加は熱圧開始と同時に行い、13.56MHz、出力200V、8Kwで行った。また、熱圧中に10kgf/cm2 の圧力で180℃の水蒸気を注入した。全熱圧時間、高周波印加時間を10分間、20分間となるように保持した後、それぞれにつき熱盤に冷却水を供給し、5分後に徐々に解圧した。
【0041】〔実施例1〕図1に示す形態のベルトプレス型の圧密化木質材の製造装置を用い、比較例の場合と同じ木質材料を用いて圧密化木質材を製造した。上部無端ベルト10及び下部無端ベルト20はともに厚さ2.0mmのステンレス材であり、両ベルトには貫通孔は刻設しなかった。上部無端ベルト10の軸間距離は10mであり、下部無端ベルト20の軸間距離は12mとした。また、下部無端ベルト20には高さ32mm、幅30mmの弾性シリコン材を密封材料23、24として接着固定し、該密封材料の両側に高さ12mm、幅50mmのステンレス材を厚さ規制治具25として配置した。ステンレス材には所定間隔で切れ目26を設けた。
【0042】4個の加圧ロール33のうち上流側の3個の加圧ロールには埋め込み式の電気ヒータ34aを取り付け、200℃の高温状態を維持するように制御した。最も下流側の加圧ロールには冷却水の循環路34bを設け20℃の低温状態を維持するように制御した。
【0043】各加圧ロール33の圧締圧は30kgf/cm2 となるように制御し、かつ加圧ロール33による加熱時間が10分、20分となるように無端ベルトの移動速度を制御した(実際の無端ベルトの移動速度は10分加熱の場合に1.0m/min、20分加熱の場合に0.5m/minであった)。熱電対を用いて木質材の表面温度を測定したところ、3個目の加圧ロールを通過した時点ではそれぞれ180℃、190℃であり、最も下流側の加圧ロールを通過した時点では90℃、60℃であった。
【0044】〔実施例2〕図4に示す形態のベルトプレス型の圧密化木質材の製造装置を用い、比較例の場合と同じ木質材料を用いて圧密化木質材を製造した。上部無端ベルト10及び下部無端ベルト20はともに厚さ2.0mmのステンレス材であり、両ベルトには貫通孔は刻設しなかった。また、上部無端ベルト10の軸間距離は7.5mとし、その間に4個の加圧ロールを配置して実施例1と同様に上流側の3個の加圧ロールは200℃を維持するように制御し、最も下流側の加圧ロールは20℃を維持するように制御した。また、ホットロール70は下部無端ベルト20の裏面側にも取り付けて相対向するように配置し木質材の予備加圧及び予備加熱を行った。ホットロール70はそれぞれ直径300mmのスチール製硬質クロムメッキ加工のものを用い、設定圧力はそれぞれ100kgf/cm2 、設定温度は上流側から下流側に向けてそれぞれ200℃、220℃、240℃とした。
【0045】加圧ロール33の圧締圧は5kgf/cm2 となるように制御し、かつ加圧ロールによる加熱時間が5分、15分となるように無端ベルトの移動速度を制御した(実際の無端ベルトの移動速度は5分加熱の場合に1.0m/min、15分加熱の場合に0.5m/minであった)。同様にして木質材の表面温度を測定したところ、上部無端ベルト10に接する直前での木質材表面温度はそれぞれ160℃、180℃、3個目の加圧ロールを通過した時点では180℃、190℃℃であり、最も下流側の加圧ロールを通過した時点では90℃、60℃であった。
【0046】〔実施例3〕図1に示す形態のベルトプレス型の圧密化木質材の製造装置を用いて、比較例の場合と同じ木質材料を用いて圧密化木質材を製造した。ただし、上部無端ベルト10及び下部無端ベルト20はともに厚さ2.0mmのステンレス材であり、両ベルトには多数の貫通孔を刻設した。また、上部無端ベルト10の軸間距離は5mとし、その間に4個の加圧ロールを配置して上流側の2個の加圧ロールは180℃を維持するように制御し、下流側の2個の加圧ロールは20℃を維持するように制御した。さらに、上流側の2個の加圧ロールの近傍に高周波印加可能な電極を備え、13.56MHz、出力200V、8Kwの高周波を印加した。また、上流側の加圧ロール33の近傍に配置した蒸気噴出用のノズル35から熱圧中180℃、10kgf/cm2 の加圧蒸気を供給した。加圧ロール33の圧締圧は50kgf/cm2 となるように制御し、かつ加圧ロールによる加熱時間が5分、10分となるように無端ベルトの移動速度を制御した(実際の無端ベルトの移動速度は5分加熱の場合に1.0m/min、10分加熱の場合に0.5m/minであった)。
【0047】同様にして木質材の表面温度を測定したところ、3個目の加圧ロールを通過した時点ではそれぞれ180℃、180℃であり、最も下流側の加圧ロールを通過した時点では50℃、40℃であった。比較例1、2及び実施例1〜4について、各木質材1枚当たりの処理サイクルを測定し、さらに得られた最終製品それぞれについて煮沸槽内で2時間煮沸したのち絶乾させ、それぞれの厚みを測定し、次式により放射方向における回復率を端部と中央部において測定した。
【0048】回復率=(2時間煮沸後絶乾後厚さ−圧密後の厚さ)/(圧密前の厚さ−圧密後の厚さ)×100%その結果を、圧締圧力、加熱温度、加熱時間などと共に表1に示した。
【0049】
【表1】
【0050】〔考 察〕表1から明らかなように本発明による圧密化木質材の製造方法によれば、熱盤を持つ圧締装置を用いて製造する場合と比較して生産サイクルが1/15〜1/20と大きく短縮しており、生産性が飛躍的に向上していることも分かる。また、回復率も優れており寸法安定性においても改善されたことが分かる。特に、いわゆるホット−コールド処理を行い、その際にコールド処理時の温度が80℃以下の場合には回復率は特に優れている。また、表には示されないが、実施例3のものにあっては表面の平滑性が一層向上していた。これは、コールド時の温度が実施例1及び2のものと比較してさらに低温であったことによると推測される。
【0051】
【発明の効果】本発明の製造方法を用いることにより、圧密化木材の1枚当たりの製造に要する処理時間が大きく短縮され、生産性が飛躍的に向上する。また、回復率も優れており寸法安定性においてもさらに改善される。
【図面の簡単な説明】
【図1】本発明による圧密化木質材の製造方法を実施するのに好適なベンチプレス型の圧密化木質材の製造装置の一実施例を示す図。
【図2】圧密状態を示す説明断面図。
【図3】下部無端ベルトの一実施例を示す部分斜視図。
【図4】ベンチプレス型の圧密化木質材の製造の他の実施例を示す図。
【図5】木質材を支持する基板を示す斜視図。
【符号の説明】
10…上部無端ベルト、20…下部無端ベルト、30…液圧アクチュエータ、31…シリンダ、32…ピストン、33…加圧ロール、34a…ヒータ、34b…冷却水通路、35…加圧蒸気供給ノズル、M…密封用平ベルト
【特許請求の範囲】
【請求項1】 少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトの間に、木質材をその全周囲に弾性密封材料を配置した状態で供給し、該木質材が前記無端ベルトが相対向している区域を通過する間に該木質材の全周囲および上下面を水蒸気が外部に漏出しない状態に密封した状態で加熱し圧密化することを特徴とする圧密化木質材の製造方法。
【請求項2】 前記弾性密封材料が前記一対の無端ベルトのうちの一方の無端ベルトの移送面上に付設されており、木質材は前記弾性密封材料で区画される区域内に配置された後、前記一対の無端ベルトが相対向している区域に移送されることを特徴とする請求項1記載の圧密化木質材の製造方法。
【請求項3】 基板上に木質材とその周囲に弾性密封材料を配置したものを用意し、それを前記一対の無端ベルトが相対向している区域に供給することを特徴とする請求項1記載の圧密化木質材の製造方法。
【請求項4】 前記一対の無端ベルトが相対向している区域を木質材を通過する前工程として、当該木質材を1又は複数個の加熱ロールにより予備圧縮する工程をさらに有することを特徴とする請求項1ないし3いずれか記載の圧密化木質材の製造方法。
【請求項5】 前記一対の無端ベルトが相対向している区域を木質材が通過する間に該木質材に対して高圧水蒸気を供与する工程をさらに有することを特徴とする請求項1ないし4いずれか記載の圧密化木質材の製造方法。
【請求項6】 前記一対の無端ベルトが相対向している区域を木質材が通過する間での該木質材の加熱を高周波加熱により行うことを特徴とする請求項1ないし5いずれか記載の圧密化木質材の製造方法。
【請求項7】 前記一対の無端ベルトが相対向している区域を木質材が通過する間において、該木質材を約150℃〜250℃の高温状態に維持し次に100℃以下の低温状態に維持することを特徴とする請求項1ないし6いずれか記載の圧密化木質材の製造方法。
【請求項8】 少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトと、該無端ベルトへの木質材の供給手段と、該一対の無端ベルトの前記相対向した区域部分において供給される木質材の全周囲を密封状態とする手段と、該一対の無端ベルトの前記相対向した区域部分に配置された供給される木質材への加熱手段、とを少なくとも有することを特徴とする圧密化木質材の製造装置。
【請求項9】 前記一対の無端ベルトが相対向している区域の上流側に、供給される木質材の予備圧縮及び予備加熱のための手段がさらに設けられていることを特徴とする請求項8記載の圧密化木質材の製造装置。
【請求項10】 前記一対の無端ベルトが相対向している区域部分に木質材に高圧水蒸気を供与する蒸気供給手段がさらに設けられていることを特徴とする請求項8又は9記載の圧密化木質材の製造装置。
【請求項1】 少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトの間に、木質材をその全周囲に弾性密封材料を配置した状態で供給し、該木質材が前記無端ベルトが相対向している区域を通過する間に該木質材の全周囲および上下面を水蒸気が外部に漏出しない状態に密封した状態で加熱し圧密化することを特徴とする圧密化木質材の製造方法。
【請求項2】 前記弾性密封材料が前記一対の無端ベルトのうちの一方の無端ベルトの移送面上に付設されており、木質材は前記弾性密封材料で区画される区域内に配置された後、前記一対の無端ベルトが相対向している区域に移送されることを特徴とする請求項1記載の圧密化木質材の製造方法。
【請求項3】 基板上に木質材とその周囲に弾性密封材料を配置したものを用意し、それを前記一対の無端ベルトが相対向している区域に供給することを特徴とする請求項1記載の圧密化木質材の製造方法。
【請求項4】 前記一対の無端ベルトが相対向している区域を木質材を通過する前工程として、当該木質材を1又は複数個の加熱ロールにより予備圧縮する工程をさらに有することを特徴とする請求項1ないし3いずれか記載の圧密化木質材の製造方法。
【請求項5】 前記一対の無端ベルトが相対向している区域を木質材が通過する間に該木質材に対して高圧水蒸気を供与する工程をさらに有することを特徴とする請求項1ないし4いずれか記載の圧密化木質材の製造方法。
【請求項6】 前記一対の無端ベルトが相対向している区域を木質材が通過する間での該木質材の加熱を高周波加熱により行うことを特徴とする請求項1ないし5いずれか記載の圧密化木質材の製造方法。
【請求項7】 前記一対の無端ベルトが相対向している区域を木質材が通過する間において、該木質材を約150℃〜250℃の高温状態に維持し次に100℃以下の低温状態に維持することを特徴とする請求項1ないし6いずれか記載の圧密化木質材の製造方法。
【請求項8】 少なくとも一部に相対向した区域を有しかつ相対向した面が同一方向に移動するように配置された一対の無端ベルトと、該無端ベルトへの木質材の供給手段と、該一対の無端ベルトの前記相対向した区域部分において供給される木質材の全周囲を密封状態とする手段と、該一対の無端ベルトの前記相対向した区域部分に配置された供給される木質材への加熱手段、とを少なくとも有することを特徴とする圧密化木質材の製造装置。
【請求項9】 前記一対の無端ベルトが相対向している区域の上流側に、供給される木質材の予備圧縮及び予備加熱のための手段がさらに設けられていることを特徴とする請求項8記載の圧密化木質材の製造装置。
【請求項10】 前記一対の無端ベルトが相対向している区域部分に木質材に高圧水蒸気を供与する蒸気供給手段がさらに設けられていることを特徴とする請求項8又は9記載の圧密化木質材の製造装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【特許番号】特許第3414470号(P3414470)
【登録日】平成15年4月4日(2003.4.4)
【発行日】平成15年6月9日(2003.6.9)
【国際特許分類】
【出願番号】特願平6−2803
【出願日】平成6年1月14日(1994.1.14)
【公開番号】特開平7−68510
【公開日】平成7年3月14日(1995.3.14)
【審査請求日】平成12年11月9日(2000.11.9)
【出願人】(000000413)永大産業株式会社 (243)
【参考文献】
【文献】特開 昭59−89101(JP,A)
【登録日】平成15年4月4日(2003.4.4)
【発行日】平成15年6月9日(2003.6.9)
【国際特許分類】
【出願日】平成6年1月14日(1994.1.14)
【公開番号】特開平7−68510
【公開日】平成7年3月14日(1995.3.14)
【審査請求日】平成12年11月9日(2000.11.9)
【出願人】(000000413)永大産業株式会社 (243)
【参考文献】
【文献】特開 昭59−89101(JP,A)
[ Back to top ]