
外観検査装置
【課題】重なりチップ部品を外観検査前に簡易にして確実に排除し、チップ部品の検査効率を大幅に向上することができる外観検査装置を提供する。
【解決手段】外観検査装置は、部品供給機構(2,4)から所定の搬送路(14)に順次供給されたチップ部品をカメラ(18a〜18f)により撮像してその外観を検査する外観検査装置であって、部品供給機構は、複数のチップ部品が上下に重なった重なりチップ部品を排除して搬送路への供給対象から除外する排除機構(32)を備える。
【解決手段】外観検査装置は、部品供給機構(2,4)から所定の搬送路(14)に順次供給されたチップ部品をカメラ(18a〜18f)により撮像してその外観を検査する外観検査装置であって、部品供給機構は、複数のチップ部品が上下に重なった重なりチップ部品を排除して搬送路への供給対象から除外する排除機構(32)を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数のチップ部品の1つずつ搬送しながらカメラにてその外観を撮像して検査する外観検査装置に関する。
【背景技術】
【0002】
近時、回路基板に実装されて電子機器に組み込まれる抵抗やコンデンサ等のチップ部品は益々小型化される傾向にあり、回路基板に実装する前にその不良品を排除することが重要である。そして、この種のチップ部品の外観検査装置は、例えばボールフィーダを用いて複数のチップ部品を1列に整列させた後、リニアフィーダを介して円盤状(またはリング状)の搬送路上に順次1つずつ供給して搬送しながら、搬送路に沿って設けた複数台のカメラにてチップ部品の各面(上面、下面および4つの側面)を順に撮像し、欠けの有無や大きさ(寸法)等に基づいてその良否を判定して不良品を排除するように構成される(例えば特許文献1を参照)。
【0003】
また、ボールフィーダは、椀体の内側面に形成した螺旋状のガイドと、この椀体の偏心振動とを利用して、椀体に供給された複数のチップ部品をガイドに沿って1列に整列させ、椀体の上端部に設けられたガイドの終端からチップ部品を1つずつ送り出すものが知られている(例えば特許文献2を参照)。
【特許文献1】特開2004−345859号公報
【特許文献2】特開2000−203713号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、チップ部品の外形寸法は例えば0.2mmや0.4mm程度であって非常に小さいため、埃程度の不純物の付着によって複数のチップ部品が上下に接着されて重なった重なりチップ部品を形成することがある。
このような重なりチップ部品は、ボールフィーダにおける振動によっても容易に分離されないことが多く、チップ部品の寸法の良否を判定するまでもなく外観検査に不適当な状態にあるとして事前に排除する必要がある。
【0005】
しかしながら、上記各従来技術ではこの点につき格別な配慮がなされていないため、重なりチップ部品がリニアフィーダを介して上記搬送路を搬送されると、外観検査に不適当な状態にあるにも拘わらず、上記各カメラにて撮像がなされる。
また、重なりチップ部品が再検査品として回収されて再びボールフィーダに供給される場合には、重なりチップ部品以外のチップ部品とともに1列に整列させられて搬送路に順次1つずつ供給されるため、これらにより、本来正規に検査されるべきチップ部品の検査効率が著しく低下するとの問題がある。
【0006】
本発明は、このような課題に鑑みてなされたもので、重なりチップ部品を外観検査前に簡易にして確実に排除し、チップ部品の検査効率を大幅に向上することができる外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するべく、請求項1記載の外観検査装置は、部品供給機構から所定の搬送路に順次供給されたチップ部品をカメラにより撮像してその外観を検査する外観検査装置であって、部品供給機構は、複数のチップ部品が上下に重なった重なりチップ部品を排除して搬送路への供給対象から除外する排除機構を備えることを特徴としている。
また、請求項2記載の発明では、請求項1において、部品供給機構は、チップ部品の高さと同程度の所定高さを有するガイドに沿って複数のチップ部品を1列に整列させて順次1つずつ搬送路に供給するものであって、排除機構は、重なりチップ部品のガイドを超えた高さ部分に圧縮空気を吹き付けて重なりチップ部品をガイドから吹き飛ばすエアノズルと、エアノズルに圧縮空気を供給する供給弁とを備えることを特徴としている。
【0008】
更に、請求項3記載の発明では、請求項2において、供給弁は、エアノズルに圧縮空気を連続供給することを特徴としている。
更にまた、請求項4記載の発明では、請求項3において、ガイドは、段階的に切り欠かれた多段壁からなり、エアノズルは、多段壁の異なる高さを超える高さ位置にそれぞれ設けられることを特徴としている。
【0009】
また、請求項5記載の発明では、請求項4において、供給弁は、複数のエアノズルに圧縮空気を切り換えて供給することを特徴としている。
更に、請求項6記載の発明では、請求項5において、排除機構は、複数のエアノズルごとに異なる圧力の圧縮空気を供給する圧力調整手段を備えることを特徴としている。
【発明の効果】
【0010】
従って、請求項1記載の本発明の外観検査装置によれば、部品供給機構は、複数のチップ部品が上下に重なった重なりチップ部品を排除して搬送路への供給対象から除外する排除機構を備える。これにより、重なりチップ部品が搬送路を搬送されてカメラにて撮像がなされたり、部品供給機構に再度戻されたりすることを防止することをでき、チップ部品の検査効率を大幅に向上することができる。
【0011】
また、請求項2記載の発明によれば、排除機構は、重なりチップ部品のガイドを超えた高さ部分に圧縮空気を吹き付けて重なりチップ部品をガイドから吹き飛ばすエアノズルと、エアノズルに圧縮空気を供給する供給弁とを備える。これにより、本来正規に外観検査されるべきチップ部品に影響を与えることなく、重なりチップ部品のみを外観検査前に確実に排除することができる。
【0012】
更に、請求項3記載の発明によれば、供給弁は、エアノズルに圧縮空気を連続供給する。これにより、重なりチップ部品が形成されているか否かを検出するためのカメラを含めたセンサなどを設けなくとも、重なりチップ部品を外観検査前に簡易にして確実に排除することができる。
更にまた、請求項4記載の発明によれば、ガイドは、段階的に切り欠かれた多段壁からなり、エアノズルは、多段壁の異なる高さを超える高さ位置にそれぞれ設けられる。これにより、異なる規格であって異なる高さを有するチップ部品から形成された重なりチップ部品をそれぞれガイドから吹き飛ばすことができるため、規格が異なる重なりチップ部品であっても外観検査前に確実に排除することができる。
【0013】
また、請求項5記載の発明によれば、供給弁は、複数のエアノズルに圧縮空気を切り換えて供給する。これにより、圧縮空気の供給経路、ひいては排除機構を簡素化することができるため、重なりチップ部品を外観検査前に更に簡易にして排除することができる。
更に、請求項6記載の発明によれば、排除機構は、複数のエアノズルごとに異なる圧力の圧縮空気を供給する圧力調整手段を備える。これにより、異なる規格であって異なる重量を有するチップ部品から形成された重なりチップ部品をガイドからそれぞれ吹き飛ばすことができるため、規格が異なる重なりチップ部品であっても外観検査前に更に確実に排除することができる。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照し本発明の一実施形態に係る外観検査装置について先ず第1実施形態から説明する。
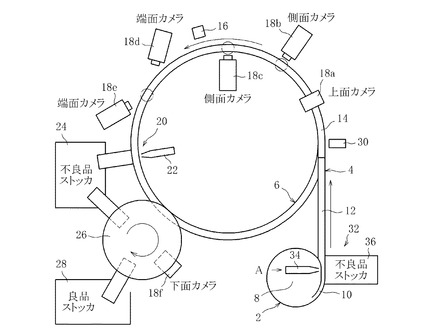
図1は、本実施形態の外観検査装置の概略構成図を示している。
この外観検査装置は、複数のチップ部品Pを1つずつ送り出すボールフィーダ(部品供給機構)2と、ボールフィーダ2から送り出されたチップ部品Pを搬送するリニアフィーダ(部品供給機構)4と、リニアフィーダ4から搬送されたチップ部品Pを搬送しながら外観検査を行うための円環状のリング体6とから構成されている。
【0015】
ボールフィーダ2は、複数のチップ部品Pが供給される椀体8を備え、椀体8に偏心振動を付与することにより、複数のチップ部品Pを椀体8の外周部に形成される螺旋状ガイド(ガイド)10に沿って1列に整列させ、整列されたチップ部品Pを椀体8の上端部に設けられた螺旋状ガイド10の終端からリニアフィーダ4に向けて順次1つずつ送り出している。
【0016】
リニアフィーダ4は、ボールフィーダ2から送り出されたチップ部品Pをリング体6に導く直線ガイド(ガイド)12を備え、直線ガイド12に往復振動を付与することにより、チップ部品Pをリング体6に順次導いている。
リング体6は、図示しないモータにより一定の周速度で回転駆動され、その上端面にはチップ部品Pを載置して搬送するための搬送路14がリング体6の略3/4周に亘って形成されている。
【0017】
リング体6の搬送路14上を搬送されるチップ部品Pの位置は、光電センサ16により検出され、光電センサ16の出力はチップ部品Pの外観検査を行うための後述するカメラ18a〜18fの制御と、これらの検査結果に基づくチップ部品Pの選別制御とに用いられる。
詳しくは、搬送路14上には、搬送路14と直線ガイド12との接続位置からチップ部品Pの搬送方向にて下流側に所定の距離を隔てた第1の位置に上面カメラ18aが設けられ、上面カメラ18aはチップ部品Pの上面を撮像する。
【0018】
また、第1の位置から更に下流側に所定の距離を隔てた第2の位置、及び第2の位置から更に下流側に所定の距離を隔てた第3の位置には、それぞれ第1の側面カメラ18b、第2の側面カメラ18cが設けられ、第1及び第2の側面カメラ18b,18cはチップ部品Pの両側面をそれぞれ撮像する。
更に、第3の位置から更に下流側に所定の距離を隔てた第4の位置には第1及び第2の端面カメラ18d,18eが設けられ、第1及び第2の端面カメラ18d,18eはチップ部品Pの両端面を斜め方向からそれぞれ撮像する。
【0019】
これらの5台のカメラ18a〜18eにより、搬送路14に載置されたチップ部品Pの下面を除く5面がそれぞれ撮像され、チップ部品Pの外観検査が行われる。そして、この外観検査によって不良であると判定されたチップ部品Pは、第4の位置から更に下流側の第5の位置にて、排除機構20により搬送路14から排除される。
排除機構20は、リング体6の内側に設けられたエアノズル22によって搬送路14に載置されたチップ部品Pに圧縮空気を吹き付けることによりチップ部品Pを搬送路14から吹き飛ばして不良品ストッカ24に落とし込むように構成される。
【0020】
一方、カメラ18a〜18eによる外観検査において異常が認められなかったチップ部品Pは、第5の位置の更に下流側の第6の位置にて搬送路14に接続された吸着型回転板26に乗せ替えられる。
吸着型回転板26は、その外周側下面に複数の吸着孔を円環状に配列したものであり、搬送路14に載置されているチップ部品Pの上面を吸着することでチップ部品Pをリング体6から吸着型回転板26に乗せ替えて移動し、下面カメラ18fにてチップ部品Pの下面を撮像させる。そして、下面カメラ18fによるチップ部品Pの下面に対する検査結果に応じて吸着型回転板26によるチップ部品Pの吸引解除タイミングを制御することで、外観検査に最終的に合格したチップ部品Pは良品ストッカ28に、また最終的に不合格であったチップ部品Pは上述した不良品ストッカ24に落とし込まれる。
【0021】
ここで、搬送路14の上面カメラ18aよりも上流側には光電センサ30が設けられており、光電センサ30はリニアフィーダ4から搬送路14にチップ部品Pが供給されるタイミングを検出している。光電センサ30にて検出されたチップ部品Pの供給タイミングを基準とし、光電センサ16の出力に基づいてカメラ18a〜18eによるチップ部品Pの撮像タイミングがそれぞれ制御されるとともに、排除機構20による不良品の排除タイミングが制御される。また、これらの制御と同期して、吸着型回転板26に移動されたチップ部品Pの下面カメラ18fによる撮像タイミングと、その検査結果に基づくチップ部品Pの良品ストッカ28または不良品ストッカ24への選別処理とがそれぞれ制御される。
【0022】
ところで、チップ部品Pは、その外形寸法が例えば0.2mmや0.4mm程度であって非常に小さいため、埃程度の不純物の付着によって複数のチップ部品Pが上下に重なった重なりチップ部品PLを形成することがある。この重なりチップ部品PLはチップ部品P同士が完全に接着されて形成されることが多いが、単に複数のチップ部品Pが重なっただけのものもある。本実施形態では、この重なりチップ部品PLを排除するための重なりチップ部品排除機構(排除機構)32を備えている。
【0023】
排除機構32は、例えばボールフィーダ2に設けられ、ボールフィーダ2の内側に設けられたエアノズル34によって螺旋状ガイド10の終端に導かれる重なりチップ部品PLに圧縮空気を吹き付けることにより重なりチップ部品PLを螺旋状ガイド10から吹き飛ばして不良品ストッカ36に落とし込むように構成され、重なりチップ部品PLを排除して直線ガイド12、ひいては搬送路14への供給対象から除外している。
【0024】
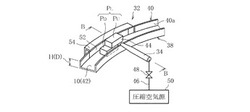
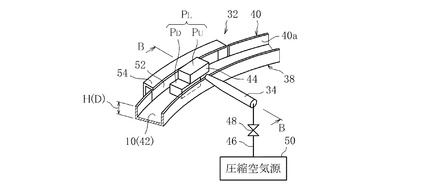
図2は、図1のA方向からみた排除機構32の斜視図を示している。この図2の場合には、上側チップ部品PUと下側チップ部品PDとからなる2つのチップ部品Pが上下に重なって重なりチップ部品PLが形成されている。
螺旋状ガイド10は、ボールフィーダー2の内側から順に内側ガイド38,外側ガイド40から構成され、これらガイド38,40はチップ部品Pの高さと同程度かそれ以上の所定高さHを有している。換言すると、ガイド38,40により形成された所定深さDの溝42の底部にチップ部品Pが載置されてリニアフィーダ4に供給される。
【0025】
内側ガイド38側には、このガイド38を超えた重なりチップ部品PLの高さ部分、即ち上側チップ部品PUの側面44に圧縮空気を吹き付け可能な高さ位置にエアノズル34が設けられている。
エアノズル34には、圧縮空気の供給経路46により、供給弁48を介して所定圧力の圧縮空気が形成される圧縮空気源50が接続され、排除機構32を機能させるときは、供給弁48は常時開弁されてエアノズル34に圧縮空気を連続供給している。
【0026】
一方、外側ガイド40は、内側ガイド38のエアノズル34が設けられる位置に対向する所定範囲において撤去され、代わりに、エアノズル34により吹き飛ばされた重なりチップ部品PLを落とし込むための排出口52が開口されている。
図3は、図2のB−B方向からみた排除機構32の縦断面図を示している。
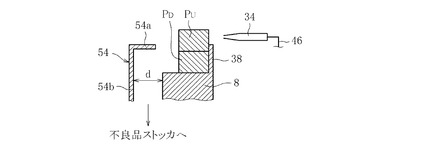
排出口52は、椀体8とL字状をなすL字ガイド54との間に形成され、L字ガイド54は、上方においてガイド38側に水平に屈曲されている。このL字ガイド54の水平部54aはガイド38,40と同程度かそれ以上の高さに位置づけられる。これより、重なりチップ部品PL以外のチップ部品Pが排出口52に落とし込まれることが防止され、更にエアノズル34からの圧縮空気の圧力によって上側チップ部品PUが下側チップ部品PDと離間した場合には、上側チップ部品PUのみが排出口32に落とし込まれる。
【0027】
一方、L字ガイド54の鉛直部54bは、重なりチップ部品PL、または上側チップ部品PUの落とし込みが可能な所定の距離dだけ椀体8から離間した位置に位置づけられ、不良ストッカ36まで重なりチップ部品PLを導くべく下方に延設されている。
以上のように、本実施形態では、このような排除機構32を備えることにより、重なりチップ部品PLを排除して搬送路14への供給対象から除外することができるため、重なりチップ部品PLが搬送路14を搬送されてカメラ18a〜18fにて撮像がなされたり、外観の再検査のために回収されてボールフィーダ2に再度戻されたりすることを防止することができ、チップ部品Pの検査効率を大幅に向上することができる。
【0028】
また、エアノズル34によって重なりチップ部品PLのガイド38を超えた高さ部分に圧縮空気を吹き付けて重なりチップ部品PLを吹き飛ばし排出口52に落とし込むため、本来正規に外観検査されるべきチップ部品Pに影響を与えることなく、重なりチップ部品PLのみを外観検査前に確実に排除することができる。
しかも、チップ部品P同士が完全に接着されないで重なりチップ部品PLが形成された場合には、エアノズル34からの圧縮空気により重なりチップ部品PLを構成する上側チップ部品PUがのみを排出口52に落とし込むことができ、重なりチップ部品PLを外観検査前に解消して正規のチップ部品Pに分離することができる。
【0029】
更に、エアノズル34には供給弁48によって圧縮空気が連続供給されるため、重なりチップ部品PLが形成されているか否かを検出するためのカメラを含めたセンサなどを設けなくとも、重なりチップ部品PLを外観検査前に簡易にして確実に排除することができる。
次に、第2実施形態について、図4の排除機構32をボールフィーダ2の内側からみた概略構成図を参照して説明する。
【0030】
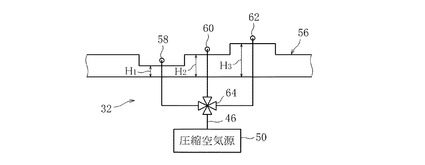
当該第2実施形態では、螺旋状ガイド10は、異なる規格のチップ部品Pの異なる高さ応じて段階的に切り欠かれた多段壁からなる内側ガイド56から構成され、エアノズル34がこの多段壁の異なる高さ位置にそれぞれ設けられる他は上記第1実施形態と略同様の構成をなしている。
本実施形態では、内側ガイド56がチップ部品Pの搬送方向から順に第1の高さ位置(高さH1)、第2の高さ位置(高さH2)、第3の高さ位置(高さH3)の順に段階的に高くなっている。
【0031】
このガイド56の第1〜第3の高さ位置を超える位置には、それぞれエアノズル58,60,62が設けられている。
詳しくは、これらエアノズル58,60,62は、異なる規格の高さが異なる図示しないチップ部品P1、P2、P3から構成される異なる高さの図示しない重なりチップ部品PL1、PL2、PL3のガイド56を超えた高さ部分、即ち各重なりチップ部品PL1、PL2、PL3をそれぞれ構成する上側チップ部品PU1、PU2、PU3の側面にそれぞれ圧縮空気を吹き付け可能な高さに設けられる。
【0032】
また、各エアノズル58,60,62には、圧縮空気の供給経路46により、四方弁(供給弁)64を介して圧縮空気源50が接続されている。排除機構32を機能させるときは、外観検査が行なわれるチップ部品Pの規格がチップ部品P1、P2、P3の何れの規格であるかを予め確認した上で、これに対応するエアノズル58,60,62のうちの何れかを選択し、選択されたエアノズル58,60,62のうちの何れかに圧縮空気を連続供給するべく四方弁64が切り換えられて常時開弁される。
【0033】
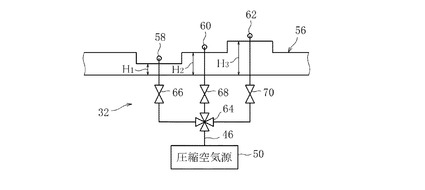
また、図5の排除機構32をボールフィーダ2の内側からみた概略構成図に示されるように、四方弁64の他、各エアノズル58,60,62ごとに異なる圧力の圧縮空気を供給するための圧力調整弁(圧力調整手段)66,68,70をそれぞれ各エアノズル58,60,62と四方弁64との間の供給経路46に介挿させても良い。この場合には、圧力調整弁66,68,70は、それぞれ重量の異なる重なりチップ部品PL1、PL2、PL3を吹き飛ばして排出口52に落とし込むことが可能な圧力の圧縮空気を得るべく予め設定される。
【0034】
以上のように、第2実施形態では、上記第1実施形態と同様に、重なりチップ部品PL1、PL2、PL3を外観検査前に簡易にして確実に排除し、チップ部品P1、P2、P3の検査効率を大幅に向上することができる。
特に当該第2実施形態では、内側ガイド56が段階的に切り欠かれた多段壁からなり、各エアノズル58,60,62は、多段壁の異なる高さH1〜H3を超える第1〜第3の高さ位置にそれぞれ設けられるため、異なる規格であって異なる高さを有するチップ部品P1、P2、P3からそれぞれ形成された重なりチップ部品PL1、PL2、PL3であっても外観検査前に確実に排除することができる。
【0035】
また、四方弁64が各エアノズル58,60,62に圧縮空気を切り換えて供給することにより、圧縮空気の供給経路46、ひいては排除機構32を簡素化することができるため、重なりチップ部品PL1、PL2、PL3を外観検査前に更に簡易にして排除することができる。
更に、排除機構32が各エアノズル58,60,62ごとに異なる圧力の圧縮空気を供給する圧力調整弁66,68,70を備えることにより、異なる規格であって異なる重量を有するチップ部品P1、P2、P3から形成された重なりチップ部品PL1、PL2、PL3であっても外観検査前に更に確実に排除することができる。
【0036】
以上で本発明の一実施形態についての説明を終えるが、本発明は上記各実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更ができるものである。
例えば、上記各実施形態では、排除機構32をボールフィーダ2に設けているが、これに限らず、リニアフィーダ4に設けても良い。また、チップ部品Pの搬送方向にて上面カメラ18aの上流側の搬送路14をチップ部品Pの外観検査前の部品供給機構の一部と捉えれば、上面カメラ18aの上流側の搬送路14に設けても差し支えない。但し、ボールフィーダ2に設けることにより、外観検査前のより早い段階で重なりチップ部品PLを排除することができ好ましい。
【0037】
また、上記各実施形態では、重なりチップ部品PLは2つに重なるチップ部品Pにより形成されているが、チップ部品Pが3つ以上重なる場合にも適用可能である。
更に、上記各実施形態では、所定の規格の重なりチップ部品PLを排除するためのエアノズルは1つしか設けられていないが、これを複数設けることにより、重なりチップ部品PLを更に確実に吹き飛ばして排除することができ好適である。
【0038】
最後に、上記各実施形態では、リング体6を搬送路14とした外観検査装置を例に説明したが、チップ部品Pを直線状に搬送しながら外観検査する装置にも同様に適用することができることは勿論である。
【図面の簡単な説明】
【0039】
【図1】本発明の第1実施形態に係る外観検査装置を示した概略構成図である。
【図2】図1のA方向からみた重なりチップ部品排除機構を示した斜視図である。
【図3】図2のB−B方向からみた重なりチップ部品排除機構を示した縦断面図である。
【図4】本発明の第2実施形態に係る重なりチップ部品排除機構をボールフィーダの内側から示した概略構成図である。
【図5】図4の重なりチップ部品排除機構の変形例を示した概略構成図である。
【符号の説明】
【0040】
2 ボールフィーダ(部品供給機構)
4 リニアフィーダ(部品供給機構)
10 螺旋状ガイド(ガイド)
12 直線ガイド(ガイド)
14 搬送路
18a〜18f カメラ
32 重なりチップ部品排除機構(排除機構)
34,58,60,62 エアノズル
48 供給弁
64 四方弁(供給弁)
66,68,70 圧力調整弁(圧力調整手段)
【技術分野】
【0001】
本発明は、複数のチップ部品の1つずつ搬送しながらカメラにてその外観を撮像して検査する外観検査装置に関する。
【背景技術】
【0002】
近時、回路基板に実装されて電子機器に組み込まれる抵抗やコンデンサ等のチップ部品は益々小型化される傾向にあり、回路基板に実装する前にその不良品を排除することが重要である。そして、この種のチップ部品の外観検査装置は、例えばボールフィーダを用いて複数のチップ部品を1列に整列させた後、リニアフィーダを介して円盤状(またはリング状)の搬送路上に順次1つずつ供給して搬送しながら、搬送路に沿って設けた複数台のカメラにてチップ部品の各面(上面、下面および4つの側面)を順に撮像し、欠けの有無や大きさ(寸法)等に基づいてその良否を判定して不良品を排除するように構成される(例えば特許文献1を参照)。
【0003】
また、ボールフィーダは、椀体の内側面に形成した螺旋状のガイドと、この椀体の偏心振動とを利用して、椀体に供給された複数のチップ部品をガイドに沿って1列に整列させ、椀体の上端部に設けられたガイドの終端からチップ部品を1つずつ送り出すものが知られている(例えば特許文献2を参照)。
【特許文献1】特開2004−345859号公報
【特許文献2】特開2000−203713号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、チップ部品の外形寸法は例えば0.2mmや0.4mm程度であって非常に小さいため、埃程度の不純物の付着によって複数のチップ部品が上下に接着されて重なった重なりチップ部品を形成することがある。
このような重なりチップ部品は、ボールフィーダにおける振動によっても容易に分離されないことが多く、チップ部品の寸法の良否を判定するまでもなく外観検査に不適当な状態にあるとして事前に排除する必要がある。
【0005】
しかしながら、上記各従来技術ではこの点につき格別な配慮がなされていないため、重なりチップ部品がリニアフィーダを介して上記搬送路を搬送されると、外観検査に不適当な状態にあるにも拘わらず、上記各カメラにて撮像がなされる。
また、重なりチップ部品が再検査品として回収されて再びボールフィーダに供給される場合には、重なりチップ部品以外のチップ部品とともに1列に整列させられて搬送路に順次1つずつ供給されるため、これらにより、本来正規に検査されるべきチップ部品の検査効率が著しく低下するとの問題がある。
【0006】
本発明は、このような課題に鑑みてなされたもので、重なりチップ部品を外観検査前に簡易にして確実に排除し、チップ部品の検査効率を大幅に向上することができる外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するべく、請求項1記載の外観検査装置は、部品供給機構から所定の搬送路に順次供給されたチップ部品をカメラにより撮像してその外観を検査する外観検査装置であって、部品供給機構は、複数のチップ部品が上下に重なった重なりチップ部品を排除して搬送路への供給対象から除外する排除機構を備えることを特徴としている。
また、請求項2記載の発明では、請求項1において、部品供給機構は、チップ部品の高さと同程度の所定高さを有するガイドに沿って複数のチップ部品を1列に整列させて順次1つずつ搬送路に供給するものであって、排除機構は、重なりチップ部品のガイドを超えた高さ部分に圧縮空気を吹き付けて重なりチップ部品をガイドから吹き飛ばすエアノズルと、エアノズルに圧縮空気を供給する供給弁とを備えることを特徴としている。
【0008】
更に、請求項3記載の発明では、請求項2において、供給弁は、エアノズルに圧縮空気を連続供給することを特徴としている。
更にまた、請求項4記載の発明では、請求項3において、ガイドは、段階的に切り欠かれた多段壁からなり、エアノズルは、多段壁の異なる高さを超える高さ位置にそれぞれ設けられることを特徴としている。
【0009】
また、請求項5記載の発明では、請求項4において、供給弁は、複数のエアノズルに圧縮空気を切り換えて供給することを特徴としている。
更に、請求項6記載の発明では、請求項5において、排除機構は、複数のエアノズルごとに異なる圧力の圧縮空気を供給する圧力調整手段を備えることを特徴としている。
【発明の効果】
【0010】
従って、請求項1記載の本発明の外観検査装置によれば、部品供給機構は、複数のチップ部品が上下に重なった重なりチップ部品を排除して搬送路への供給対象から除外する排除機構を備える。これにより、重なりチップ部品が搬送路を搬送されてカメラにて撮像がなされたり、部品供給機構に再度戻されたりすることを防止することをでき、チップ部品の検査効率を大幅に向上することができる。
【0011】
また、請求項2記載の発明によれば、排除機構は、重なりチップ部品のガイドを超えた高さ部分に圧縮空気を吹き付けて重なりチップ部品をガイドから吹き飛ばすエアノズルと、エアノズルに圧縮空気を供給する供給弁とを備える。これにより、本来正規に外観検査されるべきチップ部品に影響を与えることなく、重なりチップ部品のみを外観検査前に確実に排除することができる。
【0012】
更に、請求項3記載の発明によれば、供給弁は、エアノズルに圧縮空気を連続供給する。これにより、重なりチップ部品が形成されているか否かを検出するためのカメラを含めたセンサなどを設けなくとも、重なりチップ部品を外観検査前に簡易にして確実に排除することができる。
更にまた、請求項4記載の発明によれば、ガイドは、段階的に切り欠かれた多段壁からなり、エアノズルは、多段壁の異なる高さを超える高さ位置にそれぞれ設けられる。これにより、異なる規格であって異なる高さを有するチップ部品から形成された重なりチップ部品をそれぞれガイドから吹き飛ばすことができるため、規格が異なる重なりチップ部品であっても外観検査前に確実に排除することができる。
【0013】
また、請求項5記載の発明によれば、供給弁は、複数のエアノズルに圧縮空気を切り換えて供給する。これにより、圧縮空気の供給経路、ひいては排除機構を簡素化することができるため、重なりチップ部品を外観検査前に更に簡易にして排除することができる。
更に、請求項6記載の発明によれば、排除機構は、複数のエアノズルごとに異なる圧力の圧縮空気を供給する圧力調整手段を備える。これにより、異なる規格であって異なる重量を有するチップ部品から形成された重なりチップ部品をガイドからそれぞれ吹き飛ばすことができるため、規格が異なる重なりチップ部品であっても外観検査前に更に確実に排除することができる。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照し本発明の一実施形態に係る外観検査装置について先ず第1実施形態から説明する。
図1は、本実施形態の外観検査装置の概略構成図を示している。
この外観検査装置は、複数のチップ部品Pを1つずつ送り出すボールフィーダ(部品供給機構)2と、ボールフィーダ2から送り出されたチップ部品Pを搬送するリニアフィーダ(部品供給機構)4と、リニアフィーダ4から搬送されたチップ部品Pを搬送しながら外観検査を行うための円環状のリング体6とから構成されている。
【0015】
ボールフィーダ2は、複数のチップ部品Pが供給される椀体8を備え、椀体8に偏心振動を付与することにより、複数のチップ部品Pを椀体8の外周部に形成される螺旋状ガイド(ガイド)10に沿って1列に整列させ、整列されたチップ部品Pを椀体8の上端部に設けられた螺旋状ガイド10の終端からリニアフィーダ4に向けて順次1つずつ送り出している。
【0016】
リニアフィーダ4は、ボールフィーダ2から送り出されたチップ部品Pをリング体6に導く直線ガイド(ガイド)12を備え、直線ガイド12に往復振動を付与することにより、チップ部品Pをリング体6に順次導いている。
リング体6は、図示しないモータにより一定の周速度で回転駆動され、その上端面にはチップ部品Pを載置して搬送するための搬送路14がリング体6の略3/4周に亘って形成されている。
【0017】
リング体6の搬送路14上を搬送されるチップ部品Pの位置は、光電センサ16により検出され、光電センサ16の出力はチップ部品Pの外観検査を行うための後述するカメラ18a〜18fの制御と、これらの検査結果に基づくチップ部品Pの選別制御とに用いられる。
詳しくは、搬送路14上には、搬送路14と直線ガイド12との接続位置からチップ部品Pの搬送方向にて下流側に所定の距離を隔てた第1の位置に上面カメラ18aが設けられ、上面カメラ18aはチップ部品Pの上面を撮像する。
【0018】
また、第1の位置から更に下流側に所定の距離を隔てた第2の位置、及び第2の位置から更に下流側に所定の距離を隔てた第3の位置には、それぞれ第1の側面カメラ18b、第2の側面カメラ18cが設けられ、第1及び第2の側面カメラ18b,18cはチップ部品Pの両側面をそれぞれ撮像する。
更に、第3の位置から更に下流側に所定の距離を隔てた第4の位置には第1及び第2の端面カメラ18d,18eが設けられ、第1及び第2の端面カメラ18d,18eはチップ部品Pの両端面を斜め方向からそれぞれ撮像する。
【0019】
これらの5台のカメラ18a〜18eにより、搬送路14に載置されたチップ部品Pの下面を除く5面がそれぞれ撮像され、チップ部品Pの外観検査が行われる。そして、この外観検査によって不良であると判定されたチップ部品Pは、第4の位置から更に下流側の第5の位置にて、排除機構20により搬送路14から排除される。
排除機構20は、リング体6の内側に設けられたエアノズル22によって搬送路14に載置されたチップ部品Pに圧縮空気を吹き付けることによりチップ部品Pを搬送路14から吹き飛ばして不良品ストッカ24に落とし込むように構成される。
【0020】
一方、カメラ18a〜18eによる外観検査において異常が認められなかったチップ部品Pは、第5の位置の更に下流側の第6の位置にて搬送路14に接続された吸着型回転板26に乗せ替えられる。
吸着型回転板26は、その外周側下面に複数の吸着孔を円環状に配列したものであり、搬送路14に載置されているチップ部品Pの上面を吸着することでチップ部品Pをリング体6から吸着型回転板26に乗せ替えて移動し、下面カメラ18fにてチップ部品Pの下面を撮像させる。そして、下面カメラ18fによるチップ部品Pの下面に対する検査結果に応じて吸着型回転板26によるチップ部品Pの吸引解除タイミングを制御することで、外観検査に最終的に合格したチップ部品Pは良品ストッカ28に、また最終的に不合格であったチップ部品Pは上述した不良品ストッカ24に落とし込まれる。
【0021】
ここで、搬送路14の上面カメラ18aよりも上流側には光電センサ30が設けられており、光電センサ30はリニアフィーダ4から搬送路14にチップ部品Pが供給されるタイミングを検出している。光電センサ30にて検出されたチップ部品Pの供給タイミングを基準とし、光電センサ16の出力に基づいてカメラ18a〜18eによるチップ部品Pの撮像タイミングがそれぞれ制御されるとともに、排除機構20による不良品の排除タイミングが制御される。また、これらの制御と同期して、吸着型回転板26に移動されたチップ部品Pの下面カメラ18fによる撮像タイミングと、その検査結果に基づくチップ部品Pの良品ストッカ28または不良品ストッカ24への選別処理とがそれぞれ制御される。
【0022】
ところで、チップ部品Pは、その外形寸法が例えば0.2mmや0.4mm程度であって非常に小さいため、埃程度の不純物の付着によって複数のチップ部品Pが上下に重なった重なりチップ部品PLを形成することがある。この重なりチップ部品PLはチップ部品P同士が完全に接着されて形成されることが多いが、単に複数のチップ部品Pが重なっただけのものもある。本実施形態では、この重なりチップ部品PLを排除するための重なりチップ部品排除機構(排除機構)32を備えている。
【0023】
排除機構32は、例えばボールフィーダ2に設けられ、ボールフィーダ2の内側に設けられたエアノズル34によって螺旋状ガイド10の終端に導かれる重なりチップ部品PLに圧縮空気を吹き付けることにより重なりチップ部品PLを螺旋状ガイド10から吹き飛ばして不良品ストッカ36に落とし込むように構成され、重なりチップ部品PLを排除して直線ガイド12、ひいては搬送路14への供給対象から除外している。
【0024】
図2は、図1のA方向からみた排除機構32の斜視図を示している。この図2の場合には、上側チップ部品PUと下側チップ部品PDとからなる2つのチップ部品Pが上下に重なって重なりチップ部品PLが形成されている。
螺旋状ガイド10は、ボールフィーダー2の内側から順に内側ガイド38,外側ガイド40から構成され、これらガイド38,40はチップ部品Pの高さと同程度かそれ以上の所定高さHを有している。換言すると、ガイド38,40により形成された所定深さDの溝42の底部にチップ部品Pが載置されてリニアフィーダ4に供給される。
【0025】
内側ガイド38側には、このガイド38を超えた重なりチップ部品PLの高さ部分、即ち上側チップ部品PUの側面44に圧縮空気を吹き付け可能な高さ位置にエアノズル34が設けられている。
エアノズル34には、圧縮空気の供給経路46により、供給弁48を介して所定圧力の圧縮空気が形成される圧縮空気源50が接続され、排除機構32を機能させるときは、供給弁48は常時開弁されてエアノズル34に圧縮空気を連続供給している。
【0026】
一方、外側ガイド40は、内側ガイド38のエアノズル34が設けられる位置に対向する所定範囲において撤去され、代わりに、エアノズル34により吹き飛ばされた重なりチップ部品PLを落とし込むための排出口52が開口されている。
図3は、図2のB−B方向からみた排除機構32の縦断面図を示している。
排出口52は、椀体8とL字状をなすL字ガイド54との間に形成され、L字ガイド54は、上方においてガイド38側に水平に屈曲されている。このL字ガイド54の水平部54aはガイド38,40と同程度かそれ以上の高さに位置づけられる。これより、重なりチップ部品PL以外のチップ部品Pが排出口52に落とし込まれることが防止され、更にエアノズル34からの圧縮空気の圧力によって上側チップ部品PUが下側チップ部品PDと離間した場合には、上側チップ部品PUのみが排出口32に落とし込まれる。
【0027】
一方、L字ガイド54の鉛直部54bは、重なりチップ部品PL、または上側チップ部品PUの落とし込みが可能な所定の距離dだけ椀体8から離間した位置に位置づけられ、不良ストッカ36まで重なりチップ部品PLを導くべく下方に延設されている。
以上のように、本実施形態では、このような排除機構32を備えることにより、重なりチップ部品PLを排除して搬送路14への供給対象から除外することができるため、重なりチップ部品PLが搬送路14を搬送されてカメラ18a〜18fにて撮像がなされたり、外観の再検査のために回収されてボールフィーダ2に再度戻されたりすることを防止することができ、チップ部品Pの検査効率を大幅に向上することができる。
【0028】
また、エアノズル34によって重なりチップ部品PLのガイド38を超えた高さ部分に圧縮空気を吹き付けて重なりチップ部品PLを吹き飛ばし排出口52に落とし込むため、本来正規に外観検査されるべきチップ部品Pに影響を与えることなく、重なりチップ部品PLのみを外観検査前に確実に排除することができる。
しかも、チップ部品P同士が完全に接着されないで重なりチップ部品PLが形成された場合には、エアノズル34からの圧縮空気により重なりチップ部品PLを構成する上側チップ部品PUがのみを排出口52に落とし込むことができ、重なりチップ部品PLを外観検査前に解消して正規のチップ部品Pに分離することができる。
【0029】
更に、エアノズル34には供給弁48によって圧縮空気が連続供給されるため、重なりチップ部品PLが形成されているか否かを検出するためのカメラを含めたセンサなどを設けなくとも、重なりチップ部品PLを外観検査前に簡易にして確実に排除することができる。
次に、第2実施形態について、図4の排除機構32をボールフィーダ2の内側からみた概略構成図を参照して説明する。
【0030】
当該第2実施形態では、螺旋状ガイド10は、異なる規格のチップ部品Pの異なる高さ応じて段階的に切り欠かれた多段壁からなる内側ガイド56から構成され、エアノズル34がこの多段壁の異なる高さ位置にそれぞれ設けられる他は上記第1実施形態と略同様の構成をなしている。
本実施形態では、内側ガイド56がチップ部品Pの搬送方向から順に第1の高さ位置(高さH1)、第2の高さ位置(高さH2)、第3の高さ位置(高さH3)の順に段階的に高くなっている。
【0031】
このガイド56の第1〜第3の高さ位置を超える位置には、それぞれエアノズル58,60,62が設けられている。
詳しくは、これらエアノズル58,60,62は、異なる規格の高さが異なる図示しないチップ部品P1、P2、P3から構成される異なる高さの図示しない重なりチップ部品PL1、PL2、PL3のガイド56を超えた高さ部分、即ち各重なりチップ部品PL1、PL2、PL3をそれぞれ構成する上側チップ部品PU1、PU2、PU3の側面にそれぞれ圧縮空気を吹き付け可能な高さに設けられる。
【0032】
また、各エアノズル58,60,62には、圧縮空気の供給経路46により、四方弁(供給弁)64を介して圧縮空気源50が接続されている。排除機構32を機能させるときは、外観検査が行なわれるチップ部品Pの規格がチップ部品P1、P2、P3の何れの規格であるかを予め確認した上で、これに対応するエアノズル58,60,62のうちの何れかを選択し、選択されたエアノズル58,60,62のうちの何れかに圧縮空気を連続供給するべく四方弁64が切り換えられて常時開弁される。
【0033】
また、図5の排除機構32をボールフィーダ2の内側からみた概略構成図に示されるように、四方弁64の他、各エアノズル58,60,62ごとに異なる圧力の圧縮空気を供給するための圧力調整弁(圧力調整手段)66,68,70をそれぞれ各エアノズル58,60,62と四方弁64との間の供給経路46に介挿させても良い。この場合には、圧力調整弁66,68,70は、それぞれ重量の異なる重なりチップ部品PL1、PL2、PL3を吹き飛ばして排出口52に落とし込むことが可能な圧力の圧縮空気を得るべく予め設定される。
【0034】
以上のように、第2実施形態では、上記第1実施形態と同様に、重なりチップ部品PL1、PL2、PL3を外観検査前に簡易にして確実に排除し、チップ部品P1、P2、P3の検査効率を大幅に向上することができる。
特に当該第2実施形態では、内側ガイド56が段階的に切り欠かれた多段壁からなり、各エアノズル58,60,62は、多段壁の異なる高さH1〜H3を超える第1〜第3の高さ位置にそれぞれ設けられるため、異なる規格であって異なる高さを有するチップ部品P1、P2、P3からそれぞれ形成された重なりチップ部品PL1、PL2、PL3であっても外観検査前に確実に排除することができる。
【0035】
また、四方弁64が各エアノズル58,60,62に圧縮空気を切り換えて供給することにより、圧縮空気の供給経路46、ひいては排除機構32を簡素化することができるため、重なりチップ部品PL1、PL2、PL3を外観検査前に更に簡易にして排除することができる。
更に、排除機構32が各エアノズル58,60,62ごとに異なる圧力の圧縮空気を供給する圧力調整弁66,68,70を備えることにより、異なる規格であって異なる重量を有するチップ部品P1、P2、P3から形成された重なりチップ部品PL1、PL2、PL3であっても外観検査前に更に確実に排除することができる。
【0036】
以上で本発明の一実施形態についての説明を終えるが、本発明は上記各実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更ができるものである。
例えば、上記各実施形態では、排除機構32をボールフィーダ2に設けているが、これに限らず、リニアフィーダ4に設けても良い。また、チップ部品Pの搬送方向にて上面カメラ18aの上流側の搬送路14をチップ部品Pの外観検査前の部品供給機構の一部と捉えれば、上面カメラ18aの上流側の搬送路14に設けても差し支えない。但し、ボールフィーダ2に設けることにより、外観検査前のより早い段階で重なりチップ部品PLを排除することができ好ましい。
【0037】
また、上記各実施形態では、重なりチップ部品PLは2つに重なるチップ部品Pにより形成されているが、チップ部品Pが3つ以上重なる場合にも適用可能である。
更に、上記各実施形態では、所定の規格の重なりチップ部品PLを排除するためのエアノズルは1つしか設けられていないが、これを複数設けることにより、重なりチップ部品PLを更に確実に吹き飛ばして排除することができ好適である。
【0038】
最後に、上記各実施形態では、リング体6を搬送路14とした外観検査装置を例に説明したが、チップ部品Pを直線状に搬送しながら外観検査する装置にも同様に適用することができることは勿論である。
【図面の簡単な説明】
【0039】
【図1】本発明の第1実施形態に係る外観検査装置を示した概略構成図である。
【図2】図1のA方向からみた重なりチップ部品排除機構を示した斜視図である。
【図3】図2のB−B方向からみた重なりチップ部品排除機構を示した縦断面図である。
【図4】本発明の第2実施形態に係る重なりチップ部品排除機構をボールフィーダの内側から示した概略構成図である。
【図5】図4の重なりチップ部品排除機構の変形例を示した概略構成図である。
【符号の説明】
【0040】
2 ボールフィーダ(部品供給機構)
4 リニアフィーダ(部品供給機構)
10 螺旋状ガイド(ガイド)
12 直線ガイド(ガイド)
14 搬送路
18a〜18f カメラ
32 重なりチップ部品排除機構(排除機構)
34,58,60,62 エアノズル
48 供給弁
64 四方弁(供給弁)
66,68,70 圧力調整弁(圧力調整手段)
【特許請求の範囲】
【請求項1】
部品供給機構から所定の搬送路に順次供給されたチップ部品をカメラにより撮像してその外観を検査する外観検査装置であって、
前記部品供給機構は、複数の前記チップ部品が上下に重なった重なりチップ部品を排除して前記搬送路への供給対象から除外する排除機構を備えることを特徴とする外観検査装置。
【請求項2】
前記部品供給機構は、前記チップ部品の高さと同程度の所定高さを有するガイドに沿って複数の前記チップ部品を1列に整列させて順次1つずつ前記搬送路に供給するものであって、
前記排除機構は、前記重なりチップ部品の前記ガイドを超えた高さ部分に圧縮空気を吹き付けて前記重なりチップ部品をガイドから吹き飛ばすエアノズルと、
前記エアノズルに圧縮空気を供給する供給弁と
を備えることを特徴とする請求項1に記載の外観検査装置。
【請求項3】
前記供給弁は、前記エアノズルに圧縮空気を連続供給することを特徴とする請求項2に記載の外観検査装置。
【請求項4】
前記ガイドは、段階的に切り欠かれた多段壁からなり、
前記エアノズルは、多段壁の異なる高さを超える高さ位置にそれぞれ設けられることを特徴とする請求項3に記載の外観検査装置。
【請求項5】
前記供給弁は、複数の前記エアノズルに圧縮空気を切り換えて供給することを特徴とする請求項4に記載の外観検査装置。
【請求項6】
前記排除機構は、複数の前記エアノズルごとに異なる圧力の圧縮空気を供給する圧力調整手段を備えることを特徴とする請求項5に記載の外観検査装置。
【請求項1】
部品供給機構から所定の搬送路に順次供給されたチップ部品をカメラにより撮像してその外観を検査する外観検査装置であって、
前記部品供給機構は、複数の前記チップ部品が上下に重なった重なりチップ部品を排除して前記搬送路への供給対象から除外する排除機構を備えることを特徴とする外観検査装置。
【請求項2】
前記部品供給機構は、前記チップ部品の高さと同程度の所定高さを有するガイドに沿って複数の前記チップ部品を1列に整列させて順次1つずつ前記搬送路に供給するものであって、
前記排除機構は、前記重なりチップ部品の前記ガイドを超えた高さ部分に圧縮空気を吹き付けて前記重なりチップ部品をガイドから吹き飛ばすエアノズルと、
前記エアノズルに圧縮空気を供給する供給弁と
を備えることを特徴とする請求項1に記載の外観検査装置。
【請求項3】
前記供給弁は、前記エアノズルに圧縮空気を連続供給することを特徴とする請求項2に記載の外観検査装置。
【請求項4】
前記ガイドは、段階的に切り欠かれた多段壁からなり、
前記エアノズルは、多段壁の異なる高さを超える高さ位置にそれぞれ設けられることを特徴とする請求項3に記載の外観検査装置。
【請求項5】
前記供給弁は、複数の前記エアノズルに圧縮空気を切り換えて供給することを特徴とする請求項4に記載の外観検査装置。
【請求項6】
前記排除機構は、複数の前記エアノズルごとに異なる圧力の圧縮空気を供給する圧力調整手段を備えることを特徴とする請求項5に記載の外観検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−58883(P2010−58883A)
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願番号】特願2008−224539(P2008−224539)
【出願日】平成20年9月2日(2008.9.2)
【出願人】(000103666)オカノ電機株式会社 (6)
【Fターム(参考)】
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願日】平成20年9月2日(2008.9.2)
【出願人】(000103666)オカノ電機株式会社 (6)
【Fターム(参考)】
[ Back to top ]