
多層ハニカム・ソール
多層ハニカム・ソールを対象とする方法および装置。本発明による履物商品は、上部層と底部層の縁部が一緒に融着するように底部層に取り付けられた上部層を含むソールを含む。上部層は、足の輪郭を受容するように構成された輪郭を含む露出表面を有する第1ハニカム芯を含む。第1ハニカム芯は、穿孔を有する壁を有する非密封セルを含む。底部層は、密封セルを含む第2ハニカム芯を含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は履物に関する。
【背景技術】
【0002】
異なるタイプの履物が存在し、その例は、ウォーキング・シューズ、テニス・シューズ、ランニング・シューズ、自転車シューズ、バスケットボール・シューズ、ハイキング・ブーツ、スキー・ブーツ、スノー・ボーディング・ブーツ、スノー・シューズ、サンダルを含むが、それに限定されない。異なるタイプの履物は、異なる構成要素を含むことができる。自転車シューズは、たとえば、自転車のペダルにシューズを取り外しができるように構成されたクリップを含む。しかし、タイプに関わらず、履物は、通常、クッションならびに保護を提供することができるソールを含む。
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、多層ハニカム・ソールを含む履物を提供する。
【課題を解決するための手段】
【0004】
一般に、一態様では、本発明は履物商品を提供し、履物商品は、上部層と底部層の縁部が一緒に融着するように底部層に取り付けられた上部層を含むソールを含む。上部層は、足の輪郭を受容するように構成された輪郭を含む露出表面を有する第1ハニカム芯を含む。第1ハニカム芯は穿孔を有する壁を有する非密封セルを含む。底部層は密封セルを含む第2ハニカム芯を含む。
【0005】
一般に、別の態様では、本発明はソールを有するサンダルを提供し、ソールは、第1ハニカム芯、第1ハニカム芯の上部表面に接着される第1熱可塑性シート、第1ハニカム芯の底部表面に接着される第2熱可塑性シートを含む底部層を含む。第1ハニカム芯のセルは、各セル内に流体を捕捉するために、第1と第2熱可塑性シートによって密封される。ソールは、足の輪郭に従って輪郭を付けられる露出表面を含む第2ハニカム芯を含む上部層を含む。第2ハニカム芯は密封されておらず、さらに、サンダルが露出表面に加えられた圧縮力を受ける時に流体をセルから放出することができるように穿孔を有する壁を有するセルを含む。上部と底部層は、上部と底部層の縁部が一緒に融着するように取り付けられる。
【0006】
一般に、別の態様では、本発明は、多層ハニカム・ソールを作る方法を提供する。方法は、第1表面仕上げシートを、第1ハニカム芯シートの底部表面に接着することを含む。本方法は、第2表面仕上げシートを、第1ハニカム芯シートの上部表面に接着することを含み、接着することによって、接着された第1ハニカム芯シートをもたらす。本方法は、第2ハニカム芯シートの底部表面を加熱することを含み、第2ハニカム芯シートは上部表面を有する。本方法は、第2ハニカム芯シートの底部表面と第1ハニカム芯に接着された第2表面仕上げシートが、両者が接着することができる温度にまだある間に、第2ハニカム芯シートの底部表面を第2表面仕上げシートと接触するように設置し、および、雄モールドを使用して、第2ハニカム芯シートと接着された第1ハニカム芯シートを一緒に成形する。雄モールドは、足のソールに似た形に作られる。成形は、第2ハニカム芯シートの上部表面の輪郭を形成する。
【0007】
本発明は、以下の利点の1つまたは複数を実現するために実施することができる。本発明による履物商品は、装着者の足についての効果的な支持を提供し、循環を向上させ、装着者のソールを刺激する。商品は、軽量であるが、効果的な支持を提供する。商品は、捕捉された液体および湿気を放出し、さらに、細菌、菌類、白かびの増殖を抑止する、1つまたは複数の特徴を含むことができる。商品は、有利には、活動中に、または、濡れる可能性がある環境で装着することができる。
【0008】
本発明によるソールは、高い引裂き強さと引張り強さを有し、非常に弾性があり、最適な圧縮負荷を有し、かつショック吸収または分散特性を有するが、非常に軽量である。ソールは、力を吸収し、衝撃の大きなエリアから衝撃の小さなエリアへ力を分散させることができる。たとえば、歩くか、または、ランニングしている間に、足のかかとと中足骨部分は、通常、衝撃負荷の打撃を受ける。ソールは、こうした衝撃負荷のかなりの部分を吸収し、足の底部表面全体に沿ってより均等に力を分散させることができる。
【発明を実施するための最良の形態】
【0009】
本発明の1つまたは複数の実施態様の詳細は、添付図面と以下の説明において説明される。本発明の他の特徴および利点は、説明、図面、特許請求の範囲から明らかになるであろう。
【0010】
種々の図面における同じ参照数字および名称は同じ要素を示す。
【0011】
本発明による履物商品は、複数の層を有するソールを含み、層のうちの少なくとも2つの層は、ハニカム芯を含む。図1Aと図1Bは、本発明による多層ソール100を示す。ソール100は、少なくとも底部層102と上部層104を含む。底部層102はハニカム芯106を含み、ハニカム芯106は、セル網を形成するために、間欠的に接着され、拡げられた複数の弾性熱可塑性リボンから構築される。ハニカム芯は、以下でさらに述べられる。底部層102のハニカム芯106のセルは、セル内に空気または他の流体(たとえば、冷媒または熱を供給する流体)を捕捉するために密封される。底部層102のハニカム芯106のセル壁は、装着者が歩くにつれて、ソールのかかと領域のセルからソールの中足骨領域のセルへと流体を圧送することができる穿孔を含んでいる。流体の移動は、クッション作用を提供することができる。セルは、たとえば、熱可塑性または表面仕上げシート108、110をハニカム芯106の上部と底部表面に接着することによって密封することができる。また、上部層104はハニカム芯112を含む。底部層102のハニカム芯106と同様に、上部層104のハニカム芯112は、間欠的に接着され、次に、セル網を形成するために拡げられた複数の弾性熱可塑性リボンから構築される。しかし、底部層102のハニカム芯106のセルと違って、上部層104のハニカム芯112のセルは、密封されないままである。さらに、上部層104のハニカム芯112のセル壁は、たとえば、セル間または複数のセルにまたがって流体が連通する穿孔114、116を含む。穿孔とその穿孔を作るプロセスは、参照により組み込まれる、1993年1月19日に発行された、Landi他に対する同一出願人に所有された米国特許第5,180,619号に記載されるものと同様である。露出セルと穿孔は、圧縮力、たとえば、装着者の重量が、ハニカム芯から流体を放出させるメカニズムを提供する。上部層の露出表面は、足の解剖学的構造を受容する輪郭を含む。たとえば、露出表面は、それぞれ、かかとと中足骨部分120、122において凹状輪郭を含み、かつ、アーチ部分124において凸状輪郭を含む。ソールの外側縁部118は、底部層102と上部層104を含む、ソールの層の外側縁部を一緒に融着することによって、密封されて、ソールの外周の周りのセル内に空気を捕捉し、さらに、ソールに対してより完成した外観を与える。底部層の露出(すなわち、底部)表面は、粘着摩擦を生じるように輪郭を付けることができる。
【0012】
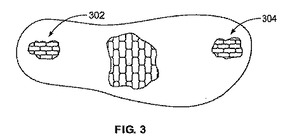
図2A、図2Bは、ハニカム芯の例を示す。セル、たとえば、セル202は、一般に、形状が六角形である。あるいは、セルは、他の形状、たとえば、四角形状、三角形状、円形状、卵形状を有することができる。セルは、径が約4分の1インチ(約6.35mm)である。あるいは、セルは、装着者の重量を適切に支持することができるように、単位面積当たり十分な量のセルが存在する限り、任意の寸法でよい。セルは、通常、他の側壁より厚い側壁、たとえば、図2Cの壁204、206を含む。厚い側壁は、通常、2つのリボンから作られる。たとえば、セル202の側壁206は、リボン208、210から作られる。第1と第2層のハニカム芯は、1つまたは複数の態様で異なってもよい。たとえば、底部層のセルは、上部層のセルの形状と異なる形状を有することができる。底部層のセルは、上部層のセルの寸法と異なる寸法を有することができる。底部層のセルは、上部層のセルが配向するのとは異なって配向することができる。さらに、所与の層のハニカム芯は、異なる設計および/または構造のセルを含むことができる。たとえば、図3に示すハニカム芯は、第1サイズを有するセルと第1サイズと異なる第2サイズを有するセルを含む。装着者の重量のより多くを保持する可能性のある芯の部分、たとえば、かかとと中足骨部分302、304は、これらの部分において単位面積当たりより多くのセルが存在するようにより小さい寸法のセルを含むことができる。
【0013】
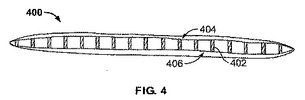
図4は、底部層102の一実施形態400を示す。示す底部層は、ハニカム芯402と2つの表面仕上げシート404、406を含む。表面仕上げシート404、406は、ハニカム芯402のリボンの上部と底部表面に接着される。底部表面406はソールの底部である。ハニカム芯402は、複数のセルを有するハニカム構造を形成する材料の波状ストリップを形成するために、間欠的に接着され、拡げられた0.012インチ(約0.3mm)厚の芯リボン・ストックで作られる。リボン・ストックは85ショアAデュロメータである。セル径は、約3/8インチ(約9.2mm)である。表面仕上げシート404、406は、約0.02インチ(約0.5mm)厚90ショアAプラスチック材料である。ハニカム芯のセルは、密封され、捕捉された空気が、さらなる圧縮吸収を提供するためのセル変形によって、セル内に圧縮される。ハニカム芯402と熱可塑性シート404、406は、そのタイプや製造が、参照により組み込まれる、Landi他に対する同一出願人に所有された米国特許第5,039,567号(「‘567号特許」)に記載されるものと同様である。ハニカム芯は、セル壁を形成するリボンが、ほぼつま先からかかとの方向になるように向ける。こうした向きによって、厚いセル壁、すなわち、一緒に接着された2つのリボンから作られる壁は、ほぼつま先からかかとの方向に向く。図1Aは、こうした向きの例を示す。あるいは、底部層の厚み、デュロメータ、材料は、先に指定したものと異なることができる。さらに、ハニカム芯のセルのサイズ、形状、向きもまた、先に指定したものと異なることができる。
【0014】
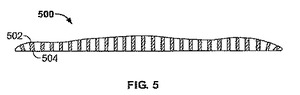
図5は、上部層104の一実施形態500を示す。示す上部層はハニカム芯502を含む。ハニカム芯502は、複数のセルを有するハニカム構造を形成する材料の波状ストリップを形成するために、間欠的に接着され、拡げられた0.008インチ(約0.2mm)厚の芯リボン・ストックで作られる。リボン・ストックは85ショアAデュロメータである。セル径は、約3/16インチ(約4.6mm)である。ハニカム芯の表面は、‘567号特許に記載されるプロセスと同様なプロセスで平坦化させることができる。任意選択で、装着者の足が押し付けられるハニカム芯の表面(すなわち、上部表面502)は、底部層400の熱可塑性シート406(すなわち、表面504)に接着される表面よりも大幅に平坦化される。たとえば、上部表面502は、1インチ(25.4mm)の約90/1000を除去するように、平坦化することができ、底部表面504は、1インチの約30/1000を除去するように平坦化することができる。ハニカム芯502は、ハニカム芯402が配向する方法と同様な方法で配向することができる。
【0015】
あるいは、上部層の厚み、デュロメータ、材料は、先に指定したものと異なることができる。さらに、ハニカム芯のセルのサイズ、形状、向きもまた、先に指定したものと異なることができる。
【0016】
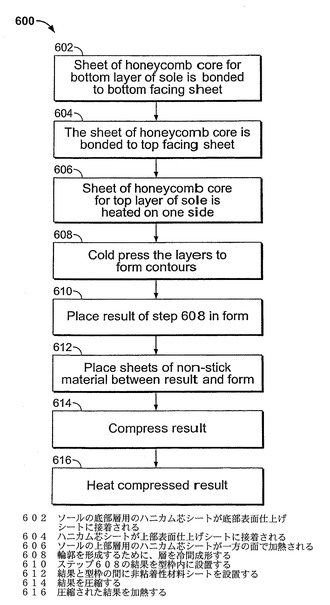
図6は、上述した2重層ソールを製造する方法600を示す。ソールの底部層用のハニカム芯シート、たとえば、‘567号特許に記載されるように作製されたハニカム芯は、底部表面仕上げシート、たとえば、表面仕上げシート406に接着される(ステップ602)。接着プロセスは、‘567号特許に記載されるプロセスと同様である。
【0017】
ハニカム芯シートは、上部表面仕上げシートに同様に接着される(ステップ604)。ステップ604は、底部層用の(表面仕上げシートを含む)ハニカム芯材料のパネルを作成する。
【0018】
ソールの上部層用のハニカム芯シートが、一方の面で加熱される(ステップ606)。上部層用のハニカム芯は、たとえば、‘567号特許に記載されるように作製されたものとすることができる。加熱プレート上にハニカム芯を設置することによって上部層用のハニカム芯を加熱することができる。一実施態様では、ハニカム芯は、約435°F(約224℃)に加熱される。ステップ606は、ステップ604とほぼ同時に終了するように実施される。
【0019】
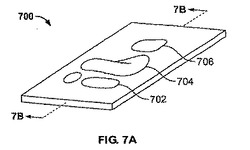
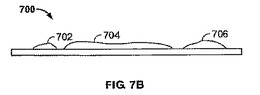
上部と底部層用の材料は、輪郭を形成するために、一緒に冷間成形される。特に、上部と底部層用の材料がまだ熱い間に、底部層用のハニカム材料パネルは、上部表面仕上げシートを上にした状態でプレート(通常、平坦である)上に設置され、上部層用のハニカム芯シートは、熱い面を底部層の上部表面仕上げシートに接触させた状態で設置され、装着者の足に似た形に作られた底部表面を有する雄モールドは、所定の期間、たとえば、5秒の間、ハニカム芯シートの上部表面に押し付けられる(ステップ608)。使用される圧縮圧力は、異なる材料について異なってもよい。一実施態様では、圧縮圧力は、約3ポンド/平方インチ(約20.1kPa)である。図7Aと図7Bは、突出部、たとえば、突出部702、704、706を含む雄モールド700の一例を示す。雄モールドは、上部層のハニカム芯シートの上部表面上に輪郭を形成し、輪郭は、装着者の足を受容することができる。雄モールド700は、上部層のハニカム芯のセルの形状が変形せず、上述した平坦化によって生じる滑らかさが保持されるように、加熱されない。モールドは、急速に冷却する熱伝導性のある金属で作ることができる。
【0020】
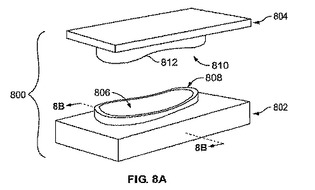
ステップ608の結果得られる産物(すなわち、接着されたハニカム層)は、型枠、たとえば、図8Aの型枠800内に設置される(ステップ610)。型枠800は、剛性材料、たとえば、ステンレス鋼のブロックである。あるいは、型枠800は、他の金属で作ることができる。型枠800は、第1部分802と第2部分804を含むことができる。第1部分802は、空洞806と縁部808を含む。縁部808は、ソールを形成するように形作られる。接着したハニカム層は、上部層の輪郭が縁部808内に位置合わせされるように型枠上に設置される。第2部分804は、空洞810と縁部812を含む。縁部812は、縁部806の鏡像のように形作られる。任意選択で、非粘着性材料シート、たとえば、E.I.Dupontから入手可能なTeflon(商標)が、接着されたハニカム層と型枠800の間に設置される(ステップ612)。そのシートは、接着したハニカム層が、型枠800に融着し、粘着することを防止する。非粘着性材料は、あるいは、型枠800の表面上に直接コーティングすることができる。他のよく知られているモールド剥離材料を、型枠800と共に使用するか、または、型枠800上に噴霧することができる。
【0021】
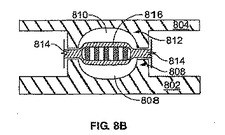
図8Bに示すように、部分802、804は、次に、所定の期間、たとえば、10秒の間、ハニカム層のパネルを圧縮することによって一緒に成形される(ステップ614)。ハニカム層のパネルは、たとえば、ウレタン・ハニカム材料についての所定の温度である約435°F(約223.9℃)に加熱される(ステップ616)。加熱は、縁部が絶縁される、動径周波数波を使用することによって、または、他の知られている技法によって実施することができる。他の材料は、異なる温度を必要とする場合がある。圧力と熱の組合せによって、空洞806と810にわたるハニカム材料の部分816の構造を保持しながら、縁部808と812に挟まれたハニカム層パネルの部分814が一緒に圧壊し、融着する。圧縮のための所定の期間は、ハニカム材料を一緒に融着することを可能にするのに十分に長くなるべきである。縁部808、812は、未融着部分816から融着部分814を分離するためのステンシルまたは鋭い縁部を含み、適切な大きさに作られ、密封された外側縁部(たとえば、図1A、図1Bの縁部106)を有する構造的に無傷のハニカム材料を有する多層ソールを作成する。あるいは、ハニカム・パネルを除去することができ、融着部分814は、適切な大きさに作られたソールの底部層がもたらされるように、未融着部分816から切り落とされることができる。
【0022】
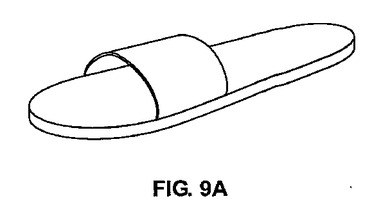
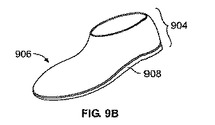
装着者の足を覆う部分を含む履物、たとえば、横方向ストラップ902を含む図9Aに示すサンダル用の多層ソールを作る時、上述した方法は、ストラップ902が、(空洞808または810の一方の中の)型枠800に取り付けられるステップを含むように変更することができる。ストラップ902は、次に、熱圧縮ステップ614、616の間に、ソールの縁部に融着される。ストラップ902以外に、装着者の足に多層ソールを取り付ける他のタイプの機構が、空洞808および/または812の内部に設置され、次に、熱圧縮ステップ614、616の間に、ソールの縁部に融着される。たとえば、図9Bに示すビーチ靴906の上側部分904は、空洞808または812の内部に設置され、縁部908に融着される。上側部分は、本仕様に述べる特徴の任意の特徴を有するハニカム芯シートから作ることができる。
【0023】
加熱は、底部表面仕上げシートの表面上にディンプルを形成させる。これらのディンプルの深さは、温度が高くなるに伴って大きくなる。温度を低下させることは、このディンプル形成作用を低減するが、縁部808と812の間で圧縮されるハニカム材料を適切に融着させるのにより長い成形時間を必要とする。許容可能なディンプル形成を伴って、比較的迅速に多層ソールを作るのに十分に高い温度、たとえば、435°F(約223.9℃)が選択される。ディンプルは、大地との粘着摩擦を提供するのに役立つ。
【0024】
図8Aおよび図8Bに示す型枠800は、1つの多層ソールを作るための空洞を含む。しかし、複数の多層ソールを作るための空洞を有することがより効果的であることもある。空洞は、できる限り接近した入れ子構成をとる。この構成は、空洞の外側で融着され、したがって、浪費されるハニカム・パネルの量を最小にしながら、複数の多層ソールを同時に融着させ、切断する。
【0025】
上述した方法では、上部表面仕上げシートは、上部層と底部層が取り付けられる、履物作製プロセスのある時点まで、底部層のハニカム芯に接着されない。あるいは、上部と底部表面仕上げシートは、底部層のハニカム芯に同時に接着させることができる。この場合、表面仕上げシートが、底部層のハニカム芯に接着するとほぼ同時に、ステップ606が終了するようにステップが同期化される。
【0026】
上述したように作製されたソールは、異なるタイプの履物を作るのに使用することができる。ソールは、特徴、たとえば、履物にとって適切である、柔らかさ、剛性、弾性を有するように作製する。ソールの特徴は、使用されるエラストマー材料のタイプ、ハニカム・セルの形状やサイズ、ハニカム芯の厚さ、使用される熱可塑性シートのタイプによって決まる。
【0027】
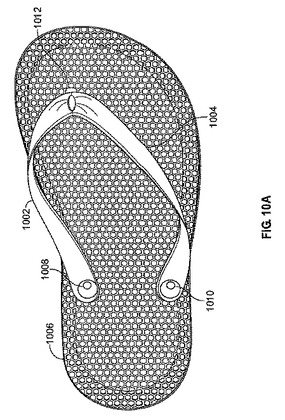
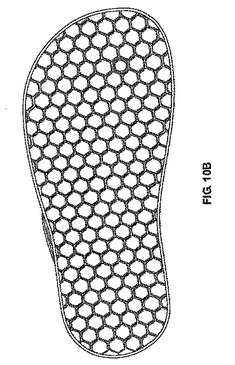
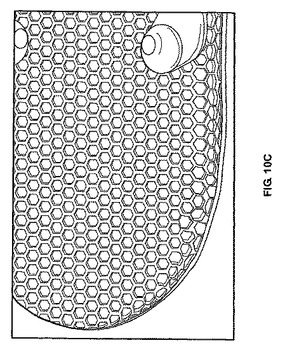
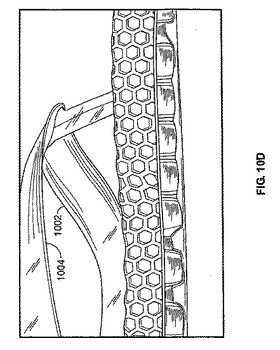
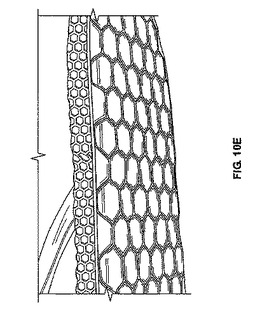
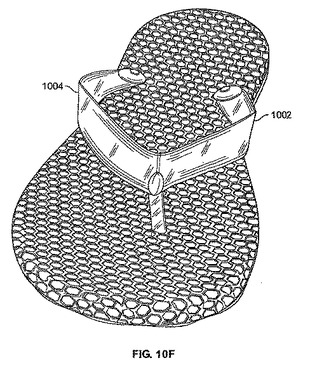
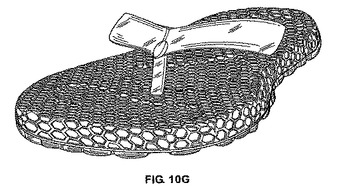
図10A〜10Gは、上述したソールを組み込むサンダルを示す。示されるサンダルは、カルフォルニア州サンノゼ(San Jose California)のSupracor,Inc.から入手できるBuZZbees(商標)サンダルであり、ソール1006に取り付けられ、穴1008、1010、1012を通して上部層のハニカム芯と底部層の上部表面仕上げシートを貫通する鼻緒1002、1004を含む。穴1008、1010、1012は、底部層のハニカム芯のセル壁に重ならないように位置する。すなわち、各穴の円周は、各ハニカム・セルの外周内にある。こうして位置する穴によって、鼻緒の端部が、各ハニカム・セル内部にあることが可能になる。穴は、底部表面仕上げシートを貫通せず、したがって、大地上の水がソールの上部に浸透する手段を提供しない。任意選択で、上部層と底部層を、上部層のセルを底部層のセルに整列させるために、上述した作製プロセス中に位置合わせすることができる。あるいは、鼻緒1002と1004の代わりに、他のタイプのファスナを使用することができる。図10Gに示すように、ソールの上部表面は輪郭(点線で示す)を含む。
【0028】
本発明による履物商品は、本明細書に述べ、かつ/または、図に示す1つまたは複数の設計特徴を含む。たとえば、サンダルは、第1層と第2層を含む多層ハニカム・ソールを組み込むことができる。第1層は、第1サイズを有するハニカム芯のセルを含み、第2層は、第1サイズと異なる第2サイズのハニカム・セルを含むことができる。一方の層または両方の層におけるハニカム・セルは、六角形、四角形、または、ある他の適切な形状、あるいは、こうした形状の組合せとしてもよい。上部層の表面は、足の形状に従って輪郭を付けることができる。上部層のハニカム・セルは、非密封状態である可能性がある。第1と第2層は、同じか、または、異なる色であることができる。たとえば、上部層は青色または桃色であり、底部層は灰色であることができる。さらに、所与の層は、2つ以上の色、2以上のセル形状、2つ以上のセルの向き、および/または2以上のセル・サイズを含むことができる。第1層のハニカム・セルは、ある方向に配向し、第2層のハニカム・セルは、異なる方向、たとえば、第1方向にほぼ垂直である方向に向けることができる。履物商品は、上述した設計特徴の任意の組合せを含むことができる。したがって、本発明は、これらの特徴のうちの1つまたは複数を組み込む装飾的な設計を含む。
【0029】
本発明は、特定の実施形態によって述べられた。他の実施形態は、添付特許請求の範囲内にある。たとえば、本発明のステップは、異なる順序で実施されることができ、望ましい結果をやはり達成する。先に指定された材料、寸法、温度、および構造は、例を提供し、したがって、適切な特徴を有する多層ソールを作るために変更されることができる。例として先に提供された履物以外の履物は、上述したソールを組み込むことができる。
【図面の簡単な説明】
【0030】
【図1】本発明によるソールを示す図である。
【図2】ハニカム芯の例を示す図である。
【図3】ハニカム芯の別の例を示す図である。
【図4】ソールの底部層の実施態様を示す図である。
【図5】ソールの上部層の実施態様を示す図である。
【図6】ソールを作製する方法を示す図である。
【図7】輪郭を形成する雄モールドを示す図である。
【図8】型枠とソールの縁部を融着するプロセスを示す図である。
【図9A】ソールを組み込むサンダルを示す図である。
【図9B】ソールを組み込むビーチ靴を示す図である。
【図10A】本発明による履物の実施態様を示す図である。
【図10B】本発明による履物の実施態様を示す図である。
【図10C】本発明による履物の実施態様を示す図である。
【図10D】本発明による履物の実施態様を示す図である。
【図10E】本発明による履物の実施態様を示す図である。
【図10F】本発明による履物の実施態様を示す図である。
【図10G】本発明による履物の実施態様を示す図である。
【図1A】
【図1B】
【図2A】
【図2B】
【図2C】
【技術分野】
【0001】
本発明は履物に関する。
【背景技術】
【0002】
異なるタイプの履物が存在し、その例は、ウォーキング・シューズ、テニス・シューズ、ランニング・シューズ、自転車シューズ、バスケットボール・シューズ、ハイキング・ブーツ、スキー・ブーツ、スノー・ボーディング・ブーツ、スノー・シューズ、サンダルを含むが、それに限定されない。異なるタイプの履物は、異なる構成要素を含むことができる。自転車シューズは、たとえば、自転車のペダルにシューズを取り外しができるように構成されたクリップを含む。しかし、タイプに関わらず、履物は、通常、クッションならびに保護を提供することができるソールを含む。
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、多層ハニカム・ソールを含む履物を提供する。
【課題を解決するための手段】
【0004】
一般に、一態様では、本発明は履物商品を提供し、履物商品は、上部層と底部層の縁部が一緒に融着するように底部層に取り付けられた上部層を含むソールを含む。上部層は、足の輪郭を受容するように構成された輪郭を含む露出表面を有する第1ハニカム芯を含む。第1ハニカム芯は穿孔を有する壁を有する非密封セルを含む。底部層は密封セルを含む第2ハニカム芯を含む。
【0005】
一般に、別の態様では、本発明はソールを有するサンダルを提供し、ソールは、第1ハニカム芯、第1ハニカム芯の上部表面に接着される第1熱可塑性シート、第1ハニカム芯の底部表面に接着される第2熱可塑性シートを含む底部層を含む。第1ハニカム芯のセルは、各セル内に流体を捕捉するために、第1と第2熱可塑性シートによって密封される。ソールは、足の輪郭に従って輪郭を付けられる露出表面を含む第2ハニカム芯を含む上部層を含む。第2ハニカム芯は密封されておらず、さらに、サンダルが露出表面に加えられた圧縮力を受ける時に流体をセルから放出することができるように穿孔を有する壁を有するセルを含む。上部と底部層は、上部と底部層の縁部が一緒に融着するように取り付けられる。
【0006】
一般に、別の態様では、本発明は、多層ハニカム・ソールを作る方法を提供する。方法は、第1表面仕上げシートを、第1ハニカム芯シートの底部表面に接着することを含む。本方法は、第2表面仕上げシートを、第1ハニカム芯シートの上部表面に接着することを含み、接着することによって、接着された第1ハニカム芯シートをもたらす。本方法は、第2ハニカム芯シートの底部表面を加熱することを含み、第2ハニカム芯シートは上部表面を有する。本方法は、第2ハニカム芯シートの底部表面と第1ハニカム芯に接着された第2表面仕上げシートが、両者が接着することができる温度にまだある間に、第2ハニカム芯シートの底部表面を第2表面仕上げシートと接触するように設置し、および、雄モールドを使用して、第2ハニカム芯シートと接着された第1ハニカム芯シートを一緒に成形する。雄モールドは、足のソールに似た形に作られる。成形は、第2ハニカム芯シートの上部表面の輪郭を形成する。
【0007】
本発明は、以下の利点の1つまたは複数を実現するために実施することができる。本発明による履物商品は、装着者の足についての効果的な支持を提供し、循環を向上させ、装着者のソールを刺激する。商品は、軽量であるが、効果的な支持を提供する。商品は、捕捉された液体および湿気を放出し、さらに、細菌、菌類、白かびの増殖を抑止する、1つまたは複数の特徴を含むことができる。商品は、有利には、活動中に、または、濡れる可能性がある環境で装着することができる。
【0008】
本発明によるソールは、高い引裂き強さと引張り強さを有し、非常に弾性があり、最適な圧縮負荷を有し、かつショック吸収または分散特性を有するが、非常に軽量である。ソールは、力を吸収し、衝撃の大きなエリアから衝撃の小さなエリアへ力を分散させることができる。たとえば、歩くか、または、ランニングしている間に、足のかかとと中足骨部分は、通常、衝撃負荷の打撃を受ける。ソールは、こうした衝撃負荷のかなりの部分を吸収し、足の底部表面全体に沿ってより均等に力を分散させることができる。
【発明を実施するための最良の形態】
【0009】
本発明の1つまたは複数の実施態様の詳細は、添付図面と以下の説明において説明される。本発明の他の特徴および利点は、説明、図面、特許請求の範囲から明らかになるであろう。
【0010】
種々の図面における同じ参照数字および名称は同じ要素を示す。
【0011】
本発明による履物商品は、複数の層を有するソールを含み、層のうちの少なくとも2つの層は、ハニカム芯を含む。図1Aと図1Bは、本発明による多層ソール100を示す。ソール100は、少なくとも底部層102と上部層104を含む。底部層102はハニカム芯106を含み、ハニカム芯106は、セル網を形成するために、間欠的に接着され、拡げられた複数の弾性熱可塑性リボンから構築される。ハニカム芯は、以下でさらに述べられる。底部層102のハニカム芯106のセルは、セル内に空気または他の流体(たとえば、冷媒または熱を供給する流体)を捕捉するために密封される。底部層102のハニカム芯106のセル壁は、装着者が歩くにつれて、ソールのかかと領域のセルからソールの中足骨領域のセルへと流体を圧送することができる穿孔を含んでいる。流体の移動は、クッション作用を提供することができる。セルは、たとえば、熱可塑性または表面仕上げシート108、110をハニカム芯106の上部と底部表面に接着することによって密封することができる。また、上部層104はハニカム芯112を含む。底部層102のハニカム芯106と同様に、上部層104のハニカム芯112は、間欠的に接着され、次に、セル網を形成するために拡げられた複数の弾性熱可塑性リボンから構築される。しかし、底部層102のハニカム芯106のセルと違って、上部層104のハニカム芯112のセルは、密封されないままである。さらに、上部層104のハニカム芯112のセル壁は、たとえば、セル間または複数のセルにまたがって流体が連通する穿孔114、116を含む。穿孔とその穿孔を作るプロセスは、参照により組み込まれる、1993年1月19日に発行された、Landi他に対する同一出願人に所有された米国特許第5,180,619号に記載されるものと同様である。露出セルと穿孔は、圧縮力、たとえば、装着者の重量が、ハニカム芯から流体を放出させるメカニズムを提供する。上部層の露出表面は、足の解剖学的構造を受容する輪郭を含む。たとえば、露出表面は、それぞれ、かかとと中足骨部分120、122において凹状輪郭を含み、かつ、アーチ部分124において凸状輪郭を含む。ソールの外側縁部118は、底部層102と上部層104を含む、ソールの層の外側縁部を一緒に融着することによって、密封されて、ソールの外周の周りのセル内に空気を捕捉し、さらに、ソールに対してより完成した外観を与える。底部層の露出(すなわち、底部)表面は、粘着摩擦を生じるように輪郭を付けることができる。
【0012】
図2A、図2Bは、ハニカム芯の例を示す。セル、たとえば、セル202は、一般に、形状が六角形である。あるいは、セルは、他の形状、たとえば、四角形状、三角形状、円形状、卵形状を有することができる。セルは、径が約4分の1インチ(約6.35mm)である。あるいは、セルは、装着者の重量を適切に支持することができるように、単位面積当たり十分な量のセルが存在する限り、任意の寸法でよい。セルは、通常、他の側壁より厚い側壁、たとえば、図2Cの壁204、206を含む。厚い側壁は、通常、2つのリボンから作られる。たとえば、セル202の側壁206は、リボン208、210から作られる。第1と第2層のハニカム芯は、1つまたは複数の態様で異なってもよい。たとえば、底部層のセルは、上部層のセルの形状と異なる形状を有することができる。底部層のセルは、上部層のセルの寸法と異なる寸法を有することができる。底部層のセルは、上部層のセルが配向するのとは異なって配向することができる。さらに、所与の層のハニカム芯は、異なる設計および/または構造のセルを含むことができる。たとえば、図3に示すハニカム芯は、第1サイズを有するセルと第1サイズと異なる第2サイズを有するセルを含む。装着者の重量のより多くを保持する可能性のある芯の部分、たとえば、かかとと中足骨部分302、304は、これらの部分において単位面積当たりより多くのセルが存在するようにより小さい寸法のセルを含むことができる。
【0013】
図4は、底部層102の一実施形態400を示す。示す底部層は、ハニカム芯402と2つの表面仕上げシート404、406を含む。表面仕上げシート404、406は、ハニカム芯402のリボンの上部と底部表面に接着される。底部表面406はソールの底部である。ハニカム芯402は、複数のセルを有するハニカム構造を形成する材料の波状ストリップを形成するために、間欠的に接着され、拡げられた0.012インチ(約0.3mm)厚の芯リボン・ストックで作られる。リボン・ストックは85ショアAデュロメータである。セル径は、約3/8インチ(約9.2mm)である。表面仕上げシート404、406は、約0.02インチ(約0.5mm)厚90ショアAプラスチック材料である。ハニカム芯のセルは、密封され、捕捉された空気が、さらなる圧縮吸収を提供するためのセル変形によって、セル内に圧縮される。ハニカム芯402と熱可塑性シート404、406は、そのタイプや製造が、参照により組み込まれる、Landi他に対する同一出願人に所有された米国特許第5,039,567号(「‘567号特許」)に記載されるものと同様である。ハニカム芯は、セル壁を形成するリボンが、ほぼつま先からかかとの方向になるように向ける。こうした向きによって、厚いセル壁、すなわち、一緒に接着された2つのリボンから作られる壁は、ほぼつま先からかかとの方向に向く。図1Aは、こうした向きの例を示す。あるいは、底部層の厚み、デュロメータ、材料は、先に指定したものと異なることができる。さらに、ハニカム芯のセルのサイズ、形状、向きもまた、先に指定したものと異なることができる。
【0014】
図5は、上部層104の一実施形態500を示す。示す上部層はハニカム芯502を含む。ハニカム芯502は、複数のセルを有するハニカム構造を形成する材料の波状ストリップを形成するために、間欠的に接着され、拡げられた0.008インチ(約0.2mm)厚の芯リボン・ストックで作られる。リボン・ストックは85ショアAデュロメータである。セル径は、約3/16インチ(約4.6mm)である。ハニカム芯の表面は、‘567号特許に記載されるプロセスと同様なプロセスで平坦化させることができる。任意選択で、装着者の足が押し付けられるハニカム芯の表面(すなわち、上部表面502)は、底部層400の熱可塑性シート406(すなわち、表面504)に接着される表面よりも大幅に平坦化される。たとえば、上部表面502は、1インチ(25.4mm)の約90/1000を除去するように、平坦化することができ、底部表面504は、1インチの約30/1000を除去するように平坦化することができる。ハニカム芯502は、ハニカム芯402が配向する方法と同様な方法で配向することができる。
【0015】
あるいは、上部層の厚み、デュロメータ、材料は、先に指定したものと異なることができる。さらに、ハニカム芯のセルのサイズ、形状、向きもまた、先に指定したものと異なることができる。
【0016】
図6は、上述した2重層ソールを製造する方法600を示す。ソールの底部層用のハニカム芯シート、たとえば、‘567号特許に記載されるように作製されたハニカム芯は、底部表面仕上げシート、たとえば、表面仕上げシート406に接着される(ステップ602)。接着プロセスは、‘567号特許に記載されるプロセスと同様である。
【0017】
ハニカム芯シートは、上部表面仕上げシートに同様に接着される(ステップ604)。ステップ604は、底部層用の(表面仕上げシートを含む)ハニカム芯材料のパネルを作成する。
【0018】
ソールの上部層用のハニカム芯シートが、一方の面で加熱される(ステップ606)。上部層用のハニカム芯は、たとえば、‘567号特許に記載されるように作製されたものとすることができる。加熱プレート上にハニカム芯を設置することによって上部層用のハニカム芯を加熱することができる。一実施態様では、ハニカム芯は、約435°F(約224℃)に加熱される。ステップ606は、ステップ604とほぼ同時に終了するように実施される。
【0019】
上部と底部層用の材料は、輪郭を形成するために、一緒に冷間成形される。特に、上部と底部層用の材料がまだ熱い間に、底部層用のハニカム材料パネルは、上部表面仕上げシートを上にした状態でプレート(通常、平坦である)上に設置され、上部層用のハニカム芯シートは、熱い面を底部層の上部表面仕上げシートに接触させた状態で設置され、装着者の足に似た形に作られた底部表面を有する雄モールドは、所定の期間、たとえば、5秒の間、ハニカム芯シートの上部表面に押し付けられる(ステップ608)。使用される圧縮圧力は、異なる材料について異なってもよい。一実施態様では、圧縮圧力は、約3ポンド/平方インチ(約20.1kPa)である。図7Aと図7Bは、突出部、たとえば、突出部702、704、706を含む雄モールド700の一例を示す。雄モールドは、上部層のハニカム芯シートの上部表面上に輪郭を形成し、輪郭は、装着者の足を受容することができる。雄モールド700は、上部層のハニカム芯のセルの形状が変形せず、上述した平坦化によって生じる滑らかさが保持されるように、加熱されない。モールドは、急速に冷却する熱伝導性のある金属で作ることができる。
【0020】
ステップ608の結果得られる産物(すなわち、接着されたハニカム層)は、型枠、たとえば、図8Aの型枠800内に設置される(ステップ610)。型枠800は、剛性材料、たとえば、ステンレス鋼のブロックである。あるいは、型枠800は、他の金属で作ることができる。型枠800は、第1部分802と第2部分804を含むことができる。第1部分802は、空洞806と縁部808を含む。縁部808は、ソールを形成するように形作られる。接着したハニカム層は、上部層の輪郭が縁部808内に位置合わせされるように型枠上に設置される。第2部分804は、空洞810と縁部812を含む。縁部812は、縁部806の鏡像のように形作られる。任意選択で、非粘着性材料シート、たとえば、E.I.Dupontから入手可能なTeflon(商標)が、接着されたハニカム層と型枠800の間に設置される(ステップ612)。そのシートは、接着したハニカム層が、型枠800に融着し、粘着することを防止する。非粘着性材料は、あるいは、型枠800の表面上に直接コーティングすることができる。他のよく知られているモールド剥離材料を、型枠800と共に使用するか、または、型枠800上に噴霧することができる。
【0021】
図8Bに示すように、部分802、804は、次に、所定の期間、たとえば、10秒の間、ハニカム層のパネルを圧縮することによって一緒に成形される(ステップ614)。ハニカム層のパネルは、たとえば、ウレタン・ハニカム材料についての所定の温度である約435°F(約223.9℃)に加熱される(ステップ616)。加熱は、縁部が絶縁される、動径周波数波を使用することによって、または、他の知られている技法によって実施することができる。他の材料は、異なる温度を必要とする場合がある。圧力と熱の組合せによって、空洞806と810にわたるハニカム材料の部分816の構造を保持しながら、縁部808と812に挟まれたハニカム層パネルの部分814が一緒に圧壊し、融着する。圧縮のための所定の期間は、ハニカム材料を一緒に融着することを可能にするのに十分に長くなるべきである。縁部808、812は、未融着部分816から融着部分814を分離するためのステンシルまたは鋭い縁部を含み、適切な大きさに作られ、密封された外側縁部(たとえば、図1A、図1Bの縁部106)を有する構造的に無傷のハニカム材料を有する多層ソールを作成する。あるいは、ハニカム・パネルを除去することができ、融着部分814は、適切な大きさに作られたソールの底部層がもたらされるように、未融着部分816から切り落とされることができる。
【0022】
装着者の足を覆う部分を含む履物、たとえば、横方向ストラップ902を含む図9Aに示すサンダル用の多層ソールを作る時、上述した方法は、ストラップ902が、(空洞808または810の一方の中の)型枠800に取り付けられるステップを含むように変更することができる。ストラップ902は、次に、熱圧縮ステップ614、616の間に、ソールの縁部に融着される。ストラップ902以外に、装着者の足に多層ソールを取り付ける他のタイプの機構が、空洞808および/または812の内部に設置され、次に、熱圧縮ステップ614、616の間に、ソールの縁部に融着される。たとえば、図9Bに示すビーチ靴906の上側部分904は、空洞808または812の内部に設置され、縁部908に融着される。上側部分は、本仕様に述べる特徴の任意の特徴を有するハニカム芯シートから作ることができる。
【0023】
加熱は、底部表面仕上げシートの表面上にディンプルを形成させる。これらのディンプルの深さは、温度が高くなるに伴って大きくなる。温度を低下させることは、このディンプル形成作用を低減するが、縁部808と812の間で圧縮されるハニカム材料を適切に融着させるのにより長い成形時間を必要とする。許容可能なディンプル形成を伴って、比較的迅速に多層ソールを作るのに十分に高い温度、たとえば、435°F(約223.9℃)が選択される。ディンプルは、大地との粘着摩擦を提供するのに役立つ。
【0024】
図8Aおよび図8Bに示す型枠800は、1つの多層ソールを作るための空洞を含む。しかし、複数の多層ソールを作るための空洞を有することがより効果的であることもある。空洞は、できる限り接近した入れ子構成をとる。この構成は、空洞の外側で融着され、したがって、浪費されるハニカム・パネルの量を最小にしながら、複数の多層ソールを同時に融着させ、切断する。
【0025】
上述した方法では、上部表面仕上げシートは、上部層と底部層が取り付けられる、履物作製プロセスのある時点まで、底部層のハニカム芯に接着されない。あるいは、上部と底部表面仕上げシートは、底部層のハニカム芯に同時に接着させることができる。この場合、表面仕上げシートが、底部層のハニカム芯に接着するとほぼ同時に、ステップ606が終了するようにステップが同期化される。
【0026】
上述したように作製されたソールは、異なるタイプの履物を作るのに使用することができる。ソールは、特徴、たとえば、履物にとって適切である、柔らかさ、剛性、弾性を有するように作製する。ソールの特徴は、使用されるエラストマー材料のタイプ、ハニカム・セルの形状やサイズ、ハニカム芯の厚さ、使用される熱可塑性シートのタイプによって決まる。
【0027】
図10A〜10Gは、上述したソールを組み込むサンダルを示す。示されるサンダルは、カルフォルニア州サンノゼ(San Jose California)のSupracor,Inc.から入手できるBuZZbees(商標)サンダルであり、ソール1006に取り付けられ、穴1008、1010、1012を通して上部層のハニカム芯と底部層の上部表面仕上げシートを貫通する鼻緒1002、1004を含む。穴1008、1010、1012は、底部層のハニカム芯のセル壁に重ならないように位置する。すなわち、各穴の円周は、各ハニカム・セルの外周内にある。こうして位置する穴によって、鼻緒の端部が、各ハニカム・セル内部にあることが可能になる。穴は、底部表面仕上げシートを貫通せず、したがって、大地上の水がソールの上部に浸透する手段を提供しない。任意選択で、上部層と底部層を、上部層のセルを底部層のセルに整列させるために、上述した作製プロセス中に位置合わせすることができる。あるいは、鼻緒1002と1004の代わりに、他のタイプのファスナを使用することができる。図10Gに示すように、ソールの上部表面は輪郭(点線で示す)を含む。
【0028】
本発明による履物商品は、本明細書に述べ、かつ/または、図に示す1つまたは複数の設計特徴を含む。たとえば、サンダルは、第1層と第2層を含む多層ハニカム・ソールを組み込むことができる。第1層は、第1サイズを有するハニカム芯のセルを含み、第2層は、第1サイズと異なる第2サイズのハニカム・セルを含むことができる。一方の層または両方の層におけるハニカム・セルは、六角形、四角形、または、ある他の適切な形状、あるいは、こうした形状の組合せとしてもよい。上部層の表面は、足の形状に従って輪郭を付けることができる。上部層のハニカム・セルは、非密封状態である可能性がある。第1と第2層は、同じか、または、異なる色であることができる。たとえば、上部層は青色または桃色であり、底部層は灰色であることができる。さらに、所与の層は、2つ以上の色、2以上のセル形状、2つ以上のセルの向き、および/または2以上のセル・サイズを含むことができる。第1層のハニカム・セルは、ある方向に配向し、第2層のハニカム・セルは、異なる方向、たとえば、第1方向にほぼ垂直である方向に向けることができる。履物商品は、上述した設計特徴の任意の組合せを含むことができる。したがって、本発明は、これらの特徴のうちの1つまたは複数を組み込む装飾的な設計を含む。
【0029】
本発明は、特定の実施形態によって述べられた。他の実施形態は、添付特許請求の範囲内にある。たとえば、本発明のステップは、異なる順序で実施されることができ、望ましい結果をやはり達成する。先に指定された材料、寸法、温度、および構造は、例を提供し、したがって、適切な特徴を有する多層ソールを作るために変更されることができる。例として先に提供された履物以外の履物は、上述したソールを組み込むことができる。
【図面の簡単な説明】
【0030】
【図1】本発明によるソールを示す図である。
【図2】ハニカム芯の例を示す図である。
【図3】ハニカム芯の別の例を示す図である。
【図4】ソールの底部層の実施態様を示す図である。
【図5】ソールの上部層の実施態様を示す図である。
【図6】ソールを作製する方法を示す図である。
【図7】輪郭を形成する雄モールドを示す図である。
【図8】型枠とソールの縁部を融着するプロセスを示す図である。
【図9A】ソールを組み込むサンダルを示す図である。
【図9B】ソールを組み込むビーチ靴を示す図である。
【図10A】本発明による履物の実施態様を示す図である。
【図10B】本発明による履物の実施態様を示す図である。
【図10C】本発明による履物の実施態様を示す図である。
【図10D】本発明による履物の実施態様を示す図である。
【図10E】本発明による履物の実施態様を示す図である。
【図10F】本発明による履物の実施態様を示す図である。
【図10G】本発明による履物の実施態様を示す図である。
【図1A】
【図1B】
【図2A】
【図2B】
【図2C】
【特許請求の範囲】
【請求項1】
上部層と底部層の縁部が一緒に融着するように前記底部層に取り付けられた前記上部層を含むソールを備え、前記上部層は、足の輪郭を受容するように構成された輪郭を含む露出表面を有する第1ハニカム芯を含み、前記第1ハニカム芯は穿孔を有する壁を有する非密封セルを含み、前記底部層は密封セルを含む第2ハニカム芯を含む履物商品。
【請求項2】
密封セルを含む第3ハニカム芯を含む中間層をさらに備える請求項1に記載の商品。
【請求項3】
履物商品はサンダルである請求項1に記載の商品。
【請求項4】
前記第1ハニカム芯は第1サイズのセルを含み、
前記第2ハニカム芯は前記第1サイズより大きい第2サイズのセルを含む請求項1に記載の商品。
【請求項5】
前記第1ハニカム芯の前記セルは径が2分の1インチ(約12.7mm)であり、
前記第2ハニカム芯の前記セルは径が4分の1インチ(約6.35mm)である請求項4に記載の商品。
【請求項6】
前記底部層の前記露出表面はディンプルを含む請求項1に記載の商品。
【請求項7】
前記底部層の前記露出表面は、粘着摩擦を生じるように輪郭を付けられる請求項1に記載の商品。
【請求項8】
前記底部層は、上部と底部の熱可塑性シートを含む請求項1に記載の商品。
【請求項9】
ソールを有するサンダルであって、ソールが、
第1ハニカム芯、前記第1ハニカム芯の上部表面に接着される第1熱可塑性シート、前記第1ハニカム芯の底部表面に接着される第2熱可塑性シートを含む底部層であって、前記第1ハニカム芯のセルが、各セル内に流体を捕捉するために、前記第1と第2熱可塑性シートによって密封される、前記底部層と、
足の輪郭に従って輪郭を付けられる露出表面を含む第2ハニカム芯を含む上部層であって、前記第2ハニカム芯が密封されておらず、サンダルが前記露出表面に加えられた圧縮力を受ける時に、流体を前記セルから放出することができるように穿孔を有する壁を有するセルを含む、前記上部層と
を含み、前記上部と底部層は、前記上部と底部層の縁部が一緒に融着するように取り付けられるサンダル。
【請求項1】
上部層と底部層の縁部が一緒に融着するように前記底部層に取り付けられた前記上部層を含むソールを備え、前記上部層は、足の輪郭を受容するように構成された輪郭を含む露出表面を有する第1ハニカム芯を含み、前記第1ハニカム芯は穿孔を有する壁を有する非密封セルを含み、前記底部層は密封セルを含む第2ハニカム芯を含む履物商品。
【請求項2】
密封セルを含む第3ハニカム芯を含む中間層をさらに備える請求項1に記載の商品。
【請求項3】
履物商品はサンダルである請求項1に記載の商品。
【請求項4】
前記第1ハニカム芯は第1サイズのセルを含み、
前記第2ハニカム芯は前記第1サイズより大きい第2サイズのセルを含む請求項1に記載の商品。
【請求項5】
前記第1ハニカム芯の前記セルは径が2分の1インチ(約12.7mm)であり、
前記第2ハニカム芯の前記セルは径が4分の1インチ(約6.35mm)である請求項4に記載の商品。
【請求項6】
前記底部層の前記露出表面はディンプルを含む請求項1に記載の商品。
【請求項7】
前記底部層の前記露出表面は、粘着摩擦を生じるように輪郭を付けられる請求項1に記載の商品。
【請求項8】
前記底部層は、上部と底部の熱可塑性シートを含む請求項1に記載の商品。
【請求項9】
ソールを有するサンダルであって、ソールが、
第1ハニカム芯、前記第1ハニカム芯の上部表面に接着される第1熱可塑性シート、前記第1ハニカム芯の底部表面に接着される第2熱可塑性シートを含む底部層であって、前記第1ハニカム芯のセルが、各セル内に流体を捕捉するために、前記第1と第2熱可塑性シートによって密封される、前記底部層と、
足の輪郭に従って輪郭を付けられる露出表面を含む第2ハニカム芯を含む上部層であって、前記第2ハニカム芯が密封されておらず、サンダルが前記露出表面に加えられた圧縮力を受ける時に、流体を前記セルから放出することができるように穿孔を有する壁を有するセルを含む、前記上部層と
を含み、前記上部と底部層は、前記上部と底部層の縁部が一緒に融着するように取り付けられるサンダル。
【図3】

【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8A】
【図8B】
【図9A】
【図9B】
【図10A】
【図10B】
【図10C】
【図10D】
【図10E】
【図10F】
【図10G】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8A】
【図8B】
【図9A】
【図9B】
【図10A】
【図10B】
【図10C】
【図10D】
【図10E】
【図10F】
【図10G】
【公表番号】特表2007−518530(P2007−518530A)
【公表日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2006−551236(P2006−551236)
【出願日】平成17年1月19日(2005.1.19)
【国際出願番号】PCT/US2005/001701
【国際公開番号】WO2005/072550
【国際公開日】平成17年8月11日(2005.8.11)
【出願人】(501337890)スープラコア・インコーポレーテッド (3)
【Fターム(参考)】
【公表日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願日】平成17年1月19日(2005.1.19)
【国際出願番号】PCT/US2005/001701
【国際公開番号】WO2005/072550
【国際公開日】平成17年8月11日(2005.8.11)
【出願人】(501337890)スープラコア・インコーポレーテッド (3)
【Fターム(参考)】
[ Back to top ]