
多軸多層補強シートの製造方法及び製造装置
【課題】 繊維を一方向に引き揃え配列したプリプレグシートを隙間無く並べ、それらを積層した多軸多層補強シートの製造方法及び製造装置を提供する。
【解決手段】 一方向に引き揃え配列した繊維を有するプリプレグシート5を搬送路2に挿入し、プリプレグシート5を裁断し、搬送路2に積層する第1のプリプレグシート積層装置50と、積層されたプリプレグシート5を、搬送路2に沿って搬送する搬送装置20とを有し、搬送装置20は、プリプレグシート5が積層される度に、積層されたプリプレグシート5を長さLだけ搬送し、またプリプレグシート5の幅Wが、プリプレグシート5の搬送方向と搬送路2に挿入されるプリプレグシート5の長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすような多軸多層補強シートの製造装置100。
【解決手段】 一方向に引き揃え配列した繊維を有するプリプレグシート5を搬送路2に挿入し、プリプレグシート5を裁断し、搬送路2に積層する第1のプリプレグシート積層装置50と、積層されたプリプレグシート5を、搬送路2に沿って搬送する搬送装置20とを有し、搬送装置20は、プリプレグシート5が積層される度に、積層されたプリプレグシート5を長さLだけ搬送し、またプリプレグシート5の幅Wが、プリプレグシート5の搬送方向と搬送路2に挿入されるプリプレグシート5の長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすような多軸多層補強シートの製造装置100。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多軸多層補強シートの製造方法及び製造装置に関し、詳しくは炭素繊維束、ガラス繊維束、アラミド繊維束といった繊維束を少なくとも1方向に引き揃えたプリプレグシートを、繊維束が異なる方向を向くように重ね合わせた多軸多層補強シートの製造方法及び製造装置に関するものである。
【背景技術】
【0002】
炭素繊維束、ガラス繊維束、アラミド繊維束といった繊維束は、軽量且つ引張強度が高いという特性を有する。そのため、これらの繊維束を多数並べ、何層にも重ねた繊維補強シートが、航空機、車輌、建材等、広く用いられるようになっている。
【0003】
こうした繊維補強シートにおいて、上記の繊維束を一方向にだけ引き揃え配列した繊維補強シートでは、繊維束に沿った方向(以下、繊維方向と呼ぶ)には強い剛性や曲げ強度を有するものの、捻り強度や繊維束と直交する方向の剛性は必ずしも強くない。そこで、繊維方向が互いに異なるように、繊維補強シートを多数積み重ねて使用するといったことが行われており、繊維補強シートの製造段階において、予め異なる繊維方向を向いた繊維補強シートを積層した多軸多層補強シートに対する市場ニーズがある。
【0004】
また、厚い繊維補強シートを用いるより、薄い繊維補強シートを多数積層する方が、繊維補強シート内の均質性が高まって層間剥離を生じ難くなり、繊維補強シートの剛性を高められるという利点が存在することが実験的に確かめられている(非特許文献1参照)。そのため、薄い繊維補強シートの積層成形品に対する市場ニーズがある。
【0005】
さらに、用途によって積層された各シート内に含まれる繊維の方向や、シートの厚みが異なる繊維補強シートが求められる。
【0006】
こうした市場ニーズに対し、軸を異なる2方向に並べて積層した繊維補強シート及びその製造装置や、互いに直交する、2方向に並べた繊維束を編み込んだ繊維補強シート及びその製造方法が開発されている(特許文献1、2参照)。
【0007】
しかし、剛性の高さが厳しく求められる用途では、より等方性の高い繊維補強シートが必要とされるものの、2方向にしか繊維束の方向が存在しないシートでは、十分な等方性を得ることができなかった。
【0008】
また、特許文献1に記載された繊維補強シートの製造方法では、任意角度(θ度)に積層した場合、必ず対称角度(−θ度)の積層が生じ、且つ、同じ厚みの繊維補強シートしか製造することができず、任意の厚みの繊維補強シートを、任意角度かつ任意順序で積層した多軸繊維補強シートを得ることは難しい。
【0009】
また、シートを角度をもって巻きつけるため、シートの幅方向において張力が付加される部分とシートに張力が付加されず弛む部分が生じてしまう可能性があり、製造した多軸繊維補強シートに、繊維の蛇行を生じる課題があった。
【0010】
一方、互いに異なる4方向に並べた繊維束積層し、ステッチ糸で一体化した繊維強化プラスチックやその製造方法が開発されている(特許文献3参照)。
【0011】
しかしながら、繊維補強シートの剛性を高めるためには、繊維補強シートができるだけ均質であることが望ましいが、特許文献3に記載された繊維強化プラスチックでは、繊維束のシートへの挿入の際、複数の繊維束に張力を付加するため繊維束に集束が生じ、各繊維束間に隙間を生じてしまい、また、炭素繊維等は伸度の小さい繊維が故に、複数の繊維束に均一な張力を付加した状態で長い距離を引き出すことは難しく、張力が不揃いの状態で積層されることにもなる。さらに、多軸積層後、ステッチ糸により一体化を図るため、ステッチ糸の挿入工程で繊維を傷つけてしまい、繊維補強シートの剛性を低下させる問題があった。
【0012】
【特許文献1】特開2003−221771号公報
【特許文献2】特開2000−110048号公報
【特許文献3】国際公開第01/063033号パンフレット
【非特許文献1】「多方向強化複合材料積層板の初期破損に関する層厚さの影響」 笹山秀樹他著 日本複合材料学会誌Vol.30 No.4 2003年7月31日受付
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、上記の従来技術の実情に鑑みてなされたものであり、本発明の目的は、一方向に引き揃えられた繊維束を有するプリプレグシートを、その繊維束の方向が異なる方向を向くように積層された多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0014】
また本発明の他の目的は、各層内のプリプレグシートを隙間なく均質に並べることのできる多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0015】
さらに本発明の他の目的は、層間剥離の発生を抑制可能な多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0016】
またさらに本発明の他の目的は、用途に応じた設計によって層毎にプリプレグシートの厚みやそのシートの繊維の方向を最適化することができる多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0017】
またさらに本発明の別の目的は、幅広且つ高品質な多軸多層補強シートを高速で生産可能な多軸多層補強シートの製造方法及び製造装置を提供することにある。
【課題を解決するための手段】
【0018】
上記課題を解決するために、本発明に係る第1の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、(2)プリプレグシートを積層するステップと、(3)積層されたプリプレグシートを、所定の搬送方向に搬送路で一定量Lだけ搬送するステップとを有し、搬送路に挿入されるプリプレグシートの幅Wが、搬送方向とプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0019】
ただし、上記の式の左辺と右辺が完全に等しくなくとも、その差異が製造誤差や設計上の許容交差程度のものである場合は、なお上式の関係を満たすものとする。
【0020】
(3)のステップでは、さらに搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましい。
【0021】
さらに、(2)又は(3)のステップでは、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱することが好ましい。多軸多層補強シートの層間剥離の発生を抑制可能なためである。
【0022】
また、本発明に係る第2の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、(2)第1のプリプレグシートを積層するステップと、(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、(4)第2のプリプレグシートを積層するステップと、(5)積層された第1及び第2のプリプレグシートを、所定の搬送方向に搬送路で一定量Lだけ搬送するステップとを有し、第1のプリプレグシートの幅をW1、搬送方向と搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、第2のプリプレグシートの幅をW2、搬送方向と搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2としたとき、
W1=L・sin|θ1| ただし、0°<|θ1|<180°
W2=L・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする。本製造方法では、等方性に優れた多軸多層補強シートを得ることができる。
【0023】
本製造方法においても、上述した第1の製造方法と同様に、(5)のステップでは、さらに搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましく、さらに、(2)、(4)又は(5)のステップでは、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱することが好ましい。
【0024】
また、本発明に係る第3の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、(2)プリプレグシートを積層するステップとを有し、搬送路は、(1)及び(2)のステップを実行している間、一定の速度vで積層されたプリプレグシートの搬送を継続し、且つ搬送路に挿入されるプリプレグシートの幅Wが、搬送方向と搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、(1)及び(2)のステップを1回行うために要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0025】
さらに、(1)及び(2)のステップの実行中、搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましい。
【0026】
さらに、(2)のステップの後に、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱することが好ましい。
【0027】
また、本発明に係る第4の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、(2)第1のプリプレグシートを積層するステップと、(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、(4)第2のプリプレグシートを積層するステップとを有し、搬送路は、(1)〜(4)のステップを実行している間、一定の速度vで積層されたプリプレグシートの搬送を継続し、且つ第1のプリプレグシートの幅をW1、搬送方向と搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、第2のプリプレグシートの幅をW2、搬送方向と搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2、(1)〜(4)のステップを1回行うために要する時間をtfとしたとき、
W1=v・tf・sin|θ1| ただし、0°<|θ1|<180°
W2=v・tf・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする。
【0028】
また上述した第3の製造方法と同様に、(1)〜(4)のステップの実行中、搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましい。
【0029】
さらに、(2)のステップの後に、第1のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は第1のプリプレグシートを加熱することが好ましく、(4)のステップの後に、第2のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は第2のプリプレグシートを加熱することが好ましい。
【0030】
なお、上述した各製造方法におけるプリプレグシートの厚みは0.005mm以上0.08mm以下であることが好ましい。
さらに、プリプレグシートは、一方向へ引き揃え配列した繊維と異なる方向へ引き揃え配列した繊維をさらに有することが好ましい。それぞれの方向に引き揃え配列された繊維は、多層に重ねるものでもよく、特許文献2に記載された開繊糸織物のように、複数本の繊維ずつ互いに上下に交差させた織物状に形成されていてもよい。
【0031】
また、本発明に係る多軸多層補強シートの製造装置は、一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第1のプリプレグシート積層装置と、積層されたプリプレグシートを、搬送路に沿って搬送する搬送装置とを有し、搬送装置は、プリプレグシートが積層される度に、積層されたプリプレグシートを長さLだけ搬送し、搬送路に挿入されるプリプレグシートの幅Wが、プリプレグシートの搬送方向と搬送路に挿入されるプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0032】
また、プリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第2のプリプレグシート積層装置を有し、第1のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と前記搬送方向がなす角と、第2のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と搬送方向がなす角が異なることが好ましい。
【0033】
さらに、搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置を有することが好ましい。
【0034】
ここでプリプレグシート積層装置は、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱するプレス部を有することが好ましい。
【0035】
さらに本発明に係る別の多軸多層補強シート製造装置は、一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第1のプリプレグシート積層装置と、積層されたプリプレグシートを、搬送路に沿って搬送する搬送装置とを有し、搬送装置は、一定の速度vで搬送を継続し、搬送路に挿入されるプリプレグシートの幅Wが、プリプレグシートの搬送方向と搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、プリプレグシートの挿入から積層までの1回あたりに要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0036】
さらに、プリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第2のプリプレグシート積層装置を有し、第1のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と搬送方向がなす角と、第2のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と搬送方向がなす角が異なることが好ましい。
【0037】
また、搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置をさらに有することが好ましい。
【0038】
ここでプリプレグシート積層装置は、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱するプレス部を有することが好ましい。
【0039】
なお、プリプレグシート積層装置は、搬送路に挿入するプリプレグシートの長手方向と搬送方向がなす角を変更可能なように構成されることが好ましい。
【発明の効果】
【0040】
本発明によれば、一方向に引き揃えられた繊維束を有するプリプレグシートを、その繊維束の方向が異なる方向を向くように積層された多軸多層補強シートの製造方法及び製造装置を得ることが可能である。
【0041】
また本発明によれば、各層内のプリプレグシートを隙間なく均質に並べることのできる多軸多層補強シートの製造方法及び製造装置を得ることができる。
【0042】
さらに本発明によれば、層間剥離の発生を抑制可能な多軸多層補強シートの製造方法及び製造装置を得ることができる。
【0043】
さらに本発明によれば、用途に応じた設計によって層毎にプリプレグシートの厚みやそのシートに含まれる繊維の方向を最適化することができる多軸多層補強シートの製造方法及び製造装置を得ることができる。
【発明を実施するための最良の形態】
【0044】
以下、図面を参照しつつ本発明について詳細に説明する。
【0045】
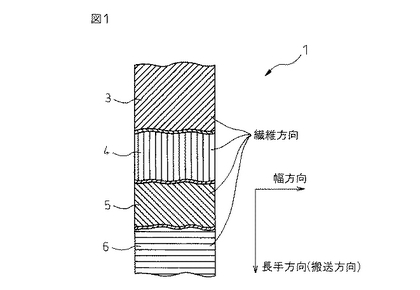
図1に、本発明に係る多軸多層補強シート製造装置100によって製造される多軸多層補強シートの一例の構造図を示す。図1に示すように、この多軸多層補強シート1は、各層間で繊維方向が互いに45度の角をなす軸に沿って繊維束が並ぶように4枚のプリプレグシート3〜6を下から順に積層したものである。このように、等角度間隔で4方向に繊維束が向いた多軸多層補強シートは、等方性に優れ、どの方向にも比較的差のない剛性を持つことができる。
【0046】
また、本発明に係る多軸多層補強シートの各層を構成するプリプレグシートは、少なくとも一方向に引き揃えられた繊維又は繊維束中に熱硬化性樹脂、又は熱可塑性樹脂が含浸、又は付着したものである。
【0047】
プリプレグシートを構成する繊維又は繊維束の形態は、一方向に引き揃えられた形態、2方向以上に引き揃えられた繊維又は繊維束を織り込んだ織物形態、そして多軸に積層された形態のものがある。使用される繊維は、PAN系炭素繊維、ピッチ系炭素繊維、ガラス繊維、アラミド繊維、PBO(ポリパラフェニレンベンズビスオキサゾール)繊維、セラミックス繊維、金属繊維等がある。また、繊維束中に含浸、又は付着させる樹脂は、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂等の熱硬化性樹脂、又はポリプロピレン樹脂、ポリアミド樹脂、PPS(ポリフェニレンサルファイド)樹脂、PEI(ポリエーテルイミド)樹脂、PEEK(ポリエーテルエーテルケトン)樹脂等の熱可塑性樹脂がある。
【0048】
樹脂の含浸とは、繊維束を構成する各繊維間に樹脂がいきわたった状態をいい、樹脂の付着とは、例えば、粉体状にある熱可塑性樹脂が繊維束に点在して熱融着した状態等をいう。
【0049】
そして、一方向に繊維補強されたプリプレグシートは、複数本の繊維束に均一な張力を付加させて引き揃えた状態で樹脂が含浸、又は付着している。このため、プリプレグシートのどの部分においても、プリプレグシートを構成する各繊維は均一な張力が付加された真直な状態にある。
【0050】
このようなプリプレグシートを用いると、各プリプレグシートについて、繊維束がばらける等して繊維の分布が不均質となることを防止できる。
【0051】
また、各層のプリプレグシートとして、厚みが0.005mm以上0.08mm以下の薄層シートを用いることが好ましく、さらに0.01mm以上0.06mm以下であることがより好ましい。このような薄層シートを用いると、層間剥離やクラックの生じ難い多軸多層補強シートを構成可能なためである。プリプレグシートの厚みが0.005mmを下回ると、そのシートに含まれる繊維が、繊維糸としての構造を保つことが困難となり、所望の剛性を有する多軸多層補強シートを製造することが困難となる。一方、プリプレグシートの厚みが0.08mmを超えると、層間剥離やクラックを生じ易くなり、多軸多層補強シートが本来有する強度特性を十分に発揮できなくなる。
【0052】
特に、炭素繊維束を有するプリプレグシートの場合、繊維束1本あたりの炭素繊維の数が1万2千本集まった12Kと呼ばれる繊維束や、4万8千本集まった48Kと呼ばれる繊維束を、開繊という技術を用いて繊維束をばらした繊維補強シート(特開平11-172562号公報参照)を用いると、繊維束の分布が均質で、上述した厚みが0.005mm以上0.08mm以下の薄層シートを低コストで得ることが可能である。
【0053】
図2に、本発明の代表的な実施態様に係る多軸多層補強シート製造装置100の概略構成図を示す。
【0054】
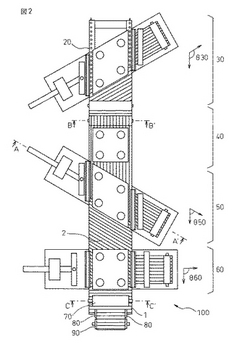
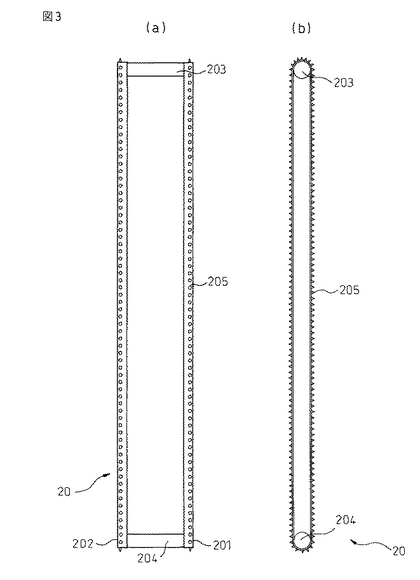
本発明に係る多軸多層補強シート製造装置100は、コントローラ10(図示せず)と、本製造装置によって製造される多軸多層補強シート1を搬送するための搬送路2を構成する搬送装置20と、搬送路2に対し、上流側から順に並べられた3基のプリプレグシート積層装置30、50及び60と、プリプレグシート積層装置30と50の間に配置されたプリプレグシート平行積層装置40と、多軸多層補強シート1に圧力及び熱を加えるための加熱加圧装置70と、積層を完了した多軸多層補強シート1から、不要な耳部を切り取るためのカッター80と、多軸多層補強シート1を回収するための回収ロール90等で構成する。
【0055】
なお、説明の便宜上、多軸多層補強シート1の搬送方向(長手方向)をy方向、搬送路2と同一平面内にあり、且つy方向と直交する方向(幅方向)をx方向とし、x方向及びy方向と直交する方向をz方向とする。
【0056】
まず、搬送装置20について、図3を参照しつつ説明する。
【0057】
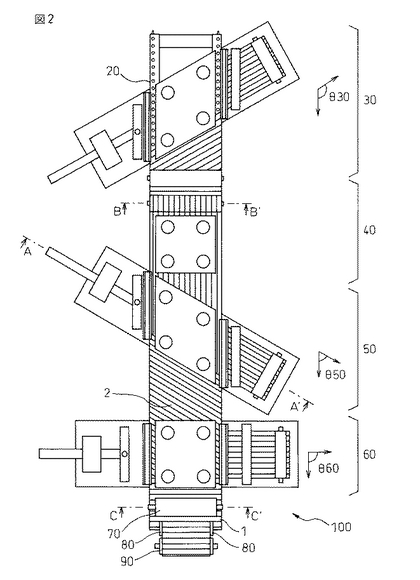
図3(a)は、搬送装置20の概略上面図であり、図3(b)は概略側面図である。
【0058】
搬送装置20は、多軸多層補強シート1の幅方向の両端部に位置し、右側チェーン201及び左側チェーン202の一対として構成され、多軸多層補強シート1の両端を支持し搬送する搬送路2を構成する。
【0059】
また図3に示すように、右側チェーン201及び左側チェーン202は、搬送路2の両端に設けられた円筒状のチェーンホイール203及び204間に張り巡らされた無端状のチェーンである。そして、チェーンホイール203及び204は、コントローラ10によって制御されたトルク制御モータ(図示せず)から動力供給を受けて回転し、その回転によって、チェーン201及び202のうち、チェーンホイール203及び204の搬送路面側に位置する部分は多軸多層補強シート1の搬送方向へ移動し、搬送路面と反対側に位置する部分は搬送方向と逆向きに移動する。また、チェーン201及び202は、多軸多層補強シート1を支持し、チェーン201及び202上に固定して搬送するため、表面に5mm〜5cmの間隔で多数の針205を備える。
【0060】
次にプリプレグシート積層装置30、50、及び60について、説明する。
【0061】
プリプレグシート積層装置30、50、及び60は、それぞれ搬送路2の側方、搬送路2に近接して配置され、多軸多層補強シート1の長手方向、即ち搬送路2による多軸多層補強シート1の搬送方向と異なる方向の軸に沿って繊維束を並べたプリプレグシートを搬送路2上に挿入して搬送中のプリプレグシートに積層する。
【0062】
なお、プリプレグシート積層装置30、50、及び60は、同一の構造を有するため、以下ではプリプレグシート積層装置50を例としてその構成及び動作を説明する。
【0063】
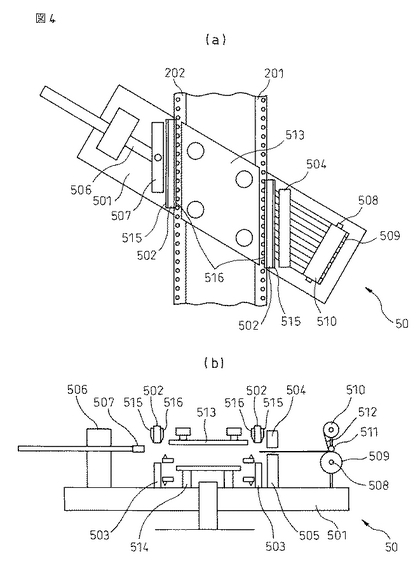
図4に、プリプレグシート積層装置50の概略構成図を示す。
【0064】
図4(a)は、プリプレグシート積層装置50の概略上面図であり、図4(b)は、図2のAA’で示した線における概略断面図である。
【0065】
図4(a)及び(b)に示すように、搬送路2の裏面側に、支持基盤501が設けられている。この支持基盤501は、右側チェーン201と左側チェーン202の中点近傍を回転軸として、搬送路2に平行な平面(xy平面)内で回転可能に構成される。
【0066】
搬送装置20の両側に沿って、上下動移動自在に一対の棒状の第1押え部材502が右側チェーン201及び左側チェーン202の上方に位置している。また、第1押え部材502の下方には、一対の第1支持台503が支持基盤501に上下移動自在に取り付けられている。
【0067】
一対の第1押え部材502の外側には、上下動移動自在に一対の第1カッター515が設けられている。同様に、第1押え部材502の内側には、上下動移動自在に一対の第2カッター516が設けられている。
【0068】
右側チェーン201の右側に、プリプレグシート5を供給するプリプレグシート供給ロール509が支持基盤501上に設けられている。なお、プリプレグシート5として、熱硬化樹脂で含浸されているものを用いる場合には、シート同士の粘着を防止するために、プリプレグシートに離型紙が貼り付けられ、2層構造になった状態で巻き取られたロールとしてプリプレグシート供給ロール509が提供される。一方、熱可塑樹脂で含浸されているプリプレグシートを用いる場合には、離型紙が存在しない場合もあり、プリプレグシート単体で巻き取られたロールとしてプリプレグシート供給ロール509が提供される。また、プリプレグシート供給ロール509は、xy平面内に設けられた回転軸508に取り付けられ、その回転軸508を回転中心として回転しながら、ロール509の上面の外周部から剥がしていくようにプリプレグシート5を供給する。ここで、回転軸508は、例えば、ブレーキ機構(図示せず)を備えており、そのブレーキ機構によりプリプレグシート5に一定の張力を付加することができるようになっている。また、回転軸508に取り付けるプリプレグシート供給ロール509の幅は、多軸多層補強シート1の設計仕様に基づいて変更することができる。さらに、離型紙512をプリプレグシート5から引き剥がすために、プリプレグシート供給ロール509から、プリプレグシートが離れる点近傍に離型紙分離ロール511が設けられ、離型紙分離ロール511によってプリプレグシート5と分離された離型紙512を巻き取るために、離型紙巻き取りロール510がプリプレグシート供給ロール509の上方に設けられる。上述したように、プリプレグシート5の供給において離型紙を用いない場合、離型紙巻き取りロール510、離型紙分離ロール511は、特に設けなくともよい。
【0069】
プリプレグシート供給ロール509と右側チェーン201との間には、支持台505が支持基盤501上に設けられ、この支持台505の上方には上下動自在に第2押え部材504が設けられている。また、支持台505及び第2押え部材504は、支持基盤501の回転移動によっても、常に右側チェーン201及び左側チェーン202と平行となるように支持基盤501上に設けられる。
【0070】
搬送路2を挟んでプリプレグシート供給ロール509の反対側に、プリプレグシート5を把持するための把持部材506が支持基盤501上に設けられる。この把持部材506の先端部507はクリップとなっており、プリプレグシート5の端部を把持することが可能であるとともに、把持部材506の先端部507は、搬送路2を横断して移動可能となっている。また、把持部材506の先端部507は、xy平面内で回転可能となっており、支持基盤501の回転移動によっても、常に右側チェーン201及び左側チェーン202と平行となるように取り付けられる。
【0071】
搬送路2の上方には、上プレス板513が上下移動自在に設けられ、且つ搬送路2の下方には、上プレス板513と対向して下プレス板514が上下移動自在に設けられている。上プレス板513と下プレス板514は、軽量で圧縮強度、耐熱性に優れるCC(カーボンカーボン)コンポジット板で形成される。また上プレス板513と下プレス板514は、連動して動作し、搬送路2上に挿入されたプリプレグシート5を、既に積層されている2層補強シートに密着させるよう、圧力を加えるよう構成されている。
【0072】
なお、本実施形態に係る製造装置100において、最初に搬送路2にプリプレグシートを搬送路2に挿入するプリプレグシート積層装置30では、プリプレグシート3以外のプリプレグシートが存在しないため、上プレス板313及び下プレス板314を省略してもよい。
【0073】
なお、プリプレグシート供給ロール509、支持台505、第2押え部材504、及び把持部材506は、支持基盤501の回転移動によってそれらも円弧を描くように移動する。そのため、多軸多層補強シート1の設計仕様に応じて、積層されるプリプレグシートに含まれる繊維束の方向を変更可能となっている。
【0074】
以下、図5〜図10を参照しつつ、プリプレグシート積層装置50を用いてプリプレグシート5を積層する工程を説明する。
【0075】
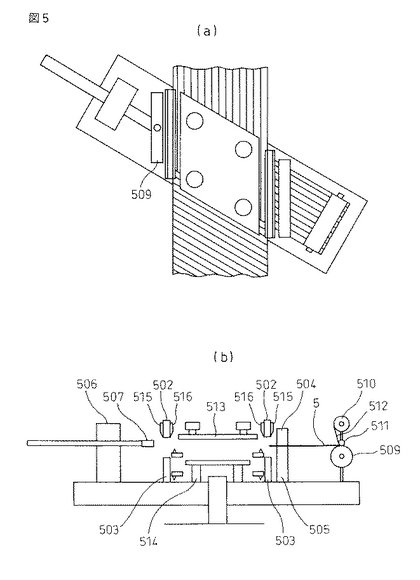
ここで図5(a)はプリプレグシート5を搬送路2に挿入する前の段階を示すプリプレグシート積層装置50の概略上面図であり、図5(b)は、図5(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0076】
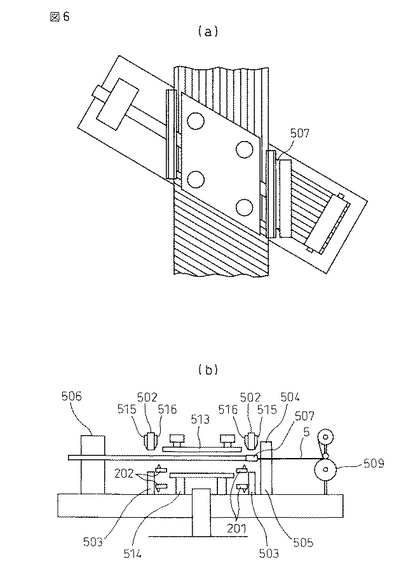
図6(a)はプリプレグシート5を把持部材506が把持した段階を示すプリプレグシート積層装置50の概略上面図であり、図6(b)は、図6(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0077】
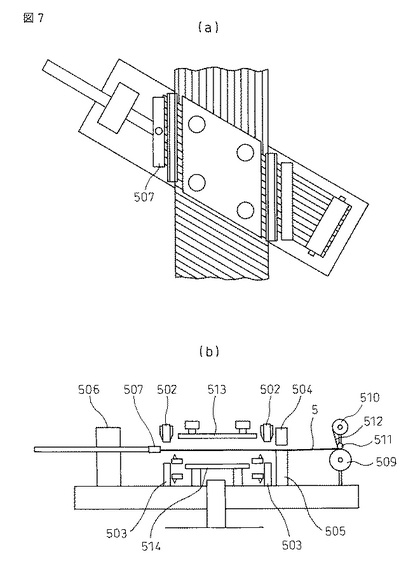
図7(a)はプリプレグシート5が搬送路2に挿入された段階を示すプリプレグシート積層装置50の概略上面図であり、図7(b)は、図7(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0078】
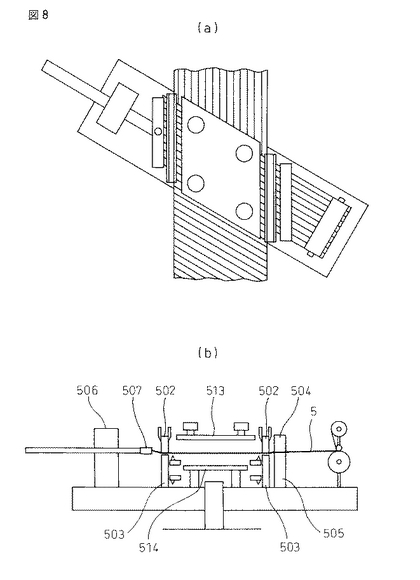
図8(a)は搬送路2に挿入されたプリプレグシート5が第1押え部材502、第1支持台503、第2押え部材504及び第2支持台505によって固定された段階を示すプリプレグシート積層装置50の概略上面図であり、図8(b)は、図8(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0079】
図9(a)は搬送路2に挿入されたプリプレグシート5が搬送路2に沿って裁断された段階を示すプリプレグシート積層装置50の概略上面図であり、図9(b)は、図9(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0080】
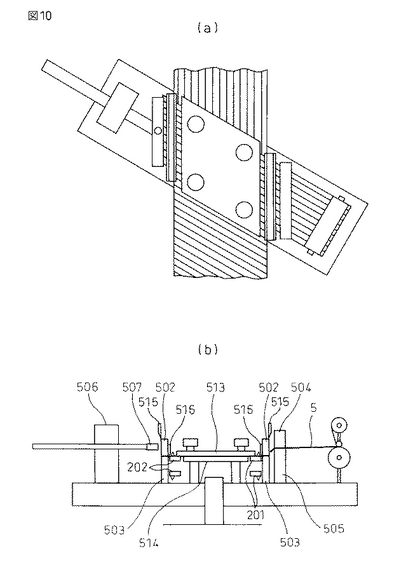
図10(a)は裁断されたプリプレグシート5が、搬送路2に積層された段階を示すプリプレグシート積層装置50の概略上面図であり、図10(b)は、図10(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0081】
事前に、プリプレグシート積層装置50によって積層されるプリプレグシート5の、繊維方向を決定する。図5(a)に示すように、プリプレグシート5の長手方向を搬送方向に対して角θをなす方向に向けて積層したい場合、支持基盤501を回転移動し、プリプレグシート供給ロール509を、そのロールの軸508に直交する方向が搬送路2に対して角θをなす方向で固定する。
【0082】
まず、図2に示すように、プリプレグシート積層装置50の上流側に配置されたプリプレグシート積層装置30及びプリプレグシート平行積層装置40により積層された2層プリプレグシートを右側チェーン201及び左側チェーン202で両端部を支持し、拡布状態で走行させる(図5(a))。このとき、第1の押え部材502は、走行する2層プリプレグシートを押えておらず、上方に待機している。また、把持部材506も左側チェーン202の外側に先端部507が位置し、待機状態となっている。また、プリプレグシート供給ロール509から引き出されたプリプレグシートは、支持台505の上に第2押え部材504によって押さえられた状態となっている。しかし、このプリプレグシート5の端部は、支持台505から突出した状態にしておく(図5(b))。
【0083】
次に、2層プリプレグシートの走行が停止される。把持部材506が待機状態から、搬送路2を横断して突出した状態となり、支持台505から突出したプリプレグシート5の端部を先端部507のクリップで把持する(図6)。
【0084】
プリプレグシート5の端部を把持した把持部材506は、突出した状態から待機状態の位置に復帰するように移動する(図7)。なお、把持部材506がプリプレグシート5を引き出す場合に、第2押え部材504は上方に移動し、プリプレグシート5の押え状態を解消する(図7(b))。なお、クリップ507は、プリプレグシート5の全幅を把持しており、これにより、プリプレグシート5を引き出すときに、プリプレグシート5の全幅にわたってある張力を均一に付加して引き出すことができる。
【0085】
そして、把持部材506が待機状態の位置まで完全に復帰すると、プリプレグシート5が2層の多軸多層補強シートの上に覆い被さる状態となる(図7(a))。
【0086】
把持部材506が待機状態の位置まで完全に復帰すると、一対の第1押え部材502が下方に移動し、また同時に一対の第1支持台503が上方へ移動し、プリプレグシート5を上下から挟み込んで固定する。また、第2押え部材504が再び下降し、プリプレグシート5を支持台505に押圧し、固定する(図8)。
【0087】
プリプレグシート5を固定すると、一対のカッター515が下降し、プリプレグシート5を第1押え部材502の外側で裁断する(図9)。この場合において、プリプレグシート5は第1押え部材502、第1支持台503、第2押え部材504及び第2支持台505で固定されているため、切断時に動くことがなく、プリプレグシート5に含まれる繊維束がばらけたり、捩れてプリプレグシート5上の繊維束の分布が不均質となることを防止している(図9(b))。
【0088】
プリプレグシート5の裁断が終了すると、第1押さえ部材502及び第1支持台503は、裁断され、搬送路2上に残ったプリプレグシート5を保持したまま下方に移動し、搬送路2の2層多軸補強シート上に積層する。そして、上プレス板513が下方に移動し、且つ下プレス板514が上方に移動して、プリプレグシート5が積層され、3層になった多軸補強シートを上下からプレスする。このプレスによって、層間の空気溜まりを極力減らし、また層間の密着性を向上させる。さらに、一対のカッター516が下方に移動し、搬送路2に沿ってプリプレグシート5を裁断する(図10)。なお、プリプレグシート5の裁断が終了すると、把持部材506が把持しているプリプレグシート5の切れ端や第1支持台503上に残ったプリプレグシート5の切れ端は破棄される。
【0089】
そして、3層になった多軸多層補強シートをさらに搬送路2にそって搬送する。
【0090】
上記の工程を繰り返すことにより、プリプレグシート積層装置50は搬送中の多軸多層補強シートに新たなプリプレグシート5の積層を加えていく。
【0091】
なお、一対のカッター515、516は搬送路2に平行しており、プリプレグシート5を搬送方向と平行した状態で切断することができる。つまり、クリップ507が搬送方向に平行した状態でプリプレグシート5を把持し、且つプリプレグシート5の切断も搬送方向と平行して行うため、積層されるプリプレグシート5の両端部に無駄な部分を極力少なくすることができる。
【0092】
次にプリプレグシート平行積層装置40について説明する。
【0093】
図11に、プリプレグシート平行積層装置40の概略構成図を示す。
【0094】
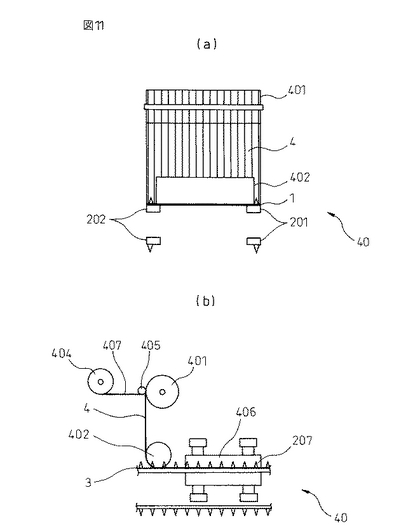
図11(a)は、図2におけるBB’で示される線における概略断面図であり、図11(b)は、プリプレグシート平行積層装置40の概略側面図である。
【0095】
プリプレグシート平行積層装置40は、多軸多層補強シート1の搬送方向と平行な軸に設置したプリプレグシート4を、プリプレグシート積層装置30によって搬送路2上に拡布されたプリプレグシート3上に積層する。
【0096】
また、プリプレグシート平行積層装置40では、多軸多層補強シートの搬送面と平行なxy平面内に配置され、且つ搬送路2と直交する方向に軸を有するプリプレグシート供給ロール401が搬送路2の上方(z方向)に配置される。また、プリプレグシート供給ロール401の軸と平行に配置された押圧ロール402が搬送路2の上面に近接して設けられる。
【0097】
プリプレグシート供給ロール401から供給されたプリプレグシート4は、押圧ロール402の下面側を経由して搬送路面上に拡布され、既に搬送路2に挿入されているプリプレグシート3の上に積層される。またプリプレグシート4は、押圧ロール402の下面側を通過する際に搬送路2上に押圧され、押圧を受けることによって右側チェーン201及び左側チェーン202に設けられた針205でチェーン201及び202に固定される。
【0098】
また、プリプレグシート4が供給ロール401から離れる際、離型紙407を剥がせるように、離型紙分離ロール405を、プリプレグシート供給ロール401からプリプレグシート4が離れる点の近傍に配置する。さらに、剥がした離型紙407を巻き取る離型紙巻取りロール404が、離型紙分離ロール405よりも搬送路2の上流側に配置される。
【0099】
押圧ロール402は、トルク制御モータ(図示せず)から動力供給を受けて回転するように構成されており、プリプレグシート4に無理な加重を掛けることなく搬送路2に押圧するため、搬送路2に近接する押圧ロール402の表面の接線速度が、多軸多層補強シート1の搬送速度と略一致するように回転する。
【0100】
押圧ロール402の下流側に設けられ、上下一対のプレス板406は、プリプレグシート3とその上に積層されたプリプレグシート4により2層となった多軸補強シートを上下からプレスする。このプレスによって、層間の空気溜まりを極力減らし、また層間の密着性を向上させる。
【0101】
なお、本実施形態のように、搬送方向に繊維方向が揃ったプリプレグシートを供給するよりも搬送路2の上流側で、繊維方向が搬送方向と異なるプリプレグシートを挿入することが好ましい。繊維方向が搬送方向と略平行なプリプレグシートを最初に搬送路2に挿入すると、プリプレグシートを搬送路上で拡布するために搬送装置20でプリプレグシートの両側端を固定することにより、そのプリプレグシートは引張強度の強くない繊維方向と直交する方向に引っ張られ、繊維がばらけて不均質となってしまうおそれがあるためである。一方、既にプリプレグシートが搬送路2上に存在し、その上に積層していく場合には、そのような不都合が生じない。
【0102】
次に、加熱加圧装置70について説明する。
【0103】
図12に、加熱加圧装置70の概略構成図を示す。
【0104】
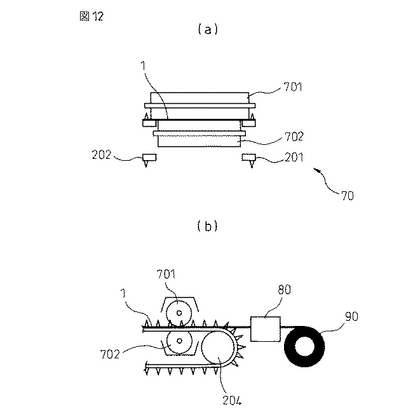
図12(a)は、図2のCC’で示された線における概略断面図であり、図12(b)は加熱加圧装置70の概略側面図である。
【0105】
加熱加圧装置70は、全ての積層装置の下流に設けられ、搬送路2を挟んで上下一対であり、それぞれ多軸多層補強シート1の搬送方向に直交する方向に回転軸を有するロール701、702で構成される。また、各ロール701、702の内部には熱源を有し、多軸多層補強シート1を約60℃〜約400℃に加熱する。
【0106】
加熱加圧装置70は、全てのプリプレグシートが積層された多軸多層補強シート1に対し、一様な熱及び/又は圧力を掛け、積層された各プリプレグシート間をさらに一体化させる。
【0107】
カッター80は、加熱加圧装置70よりも搬送路2の下流側に配置され、一対のカッター81、82を有し、カッター801、802はそれぞれ右側チェーン201及び左側チェーン202の内側に近接して設けられる。そして、加熱加圧装置70を経由して搬送されてきた多軸多層補強シート1から、搬送装置20のチェーン201及び202に固定された耳部を切り落とす。
【0108】
回収ロール90は、本発明に係る多軸多層補強シート製造装置100の搬送路の最下流に配置され、回転軸が搬送面に平行なxy平面に配置され、且つ搬送路2に直交する方向となるように設けられる。そして、カッター80により、耳部を切り落とされた多軸多層補強シート1を巻き取って回収する。
【0109】
上述してきたように、本発明に係る多軸多層補強シート製造装置では、挿入されるプリプレグシート毎に異なる積層装置を用いるため、各層の繊維束の方向や積層の順番を任意に変更可能な多軸多層補強シートを製造することが可能である。また、プリプレグシート毎に厚みを変えることも可能であり、多軸多層繊維補強シートに対する多様な要望に応じた多軸多層繊維補強シートを製造することが可能である。さらに、各層をを構成するプリプレグシートの全幅に張力を付加した状態で積層・密着させるため、各層内の繊維に対して均一な張力が付加され、繊維の弛みが無い多軸多層繊維補強シートを製造することが可能である。また各層を構成するシートをプリプレグシートとし、積層の際、又は積層後に加熱・加圧を行うため、ステッチ糸を用いずに各層を密着させた状態で一体化させることができる。
【0110】
以下に、本発明に係る多軸多層補強シート製造装置100における第1の製造方法について説明する。
【0111】
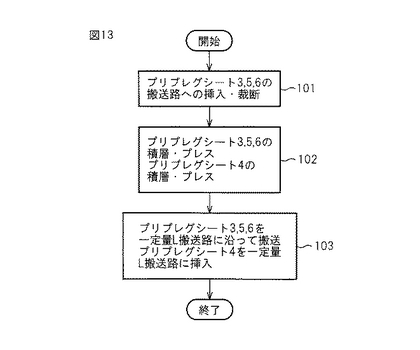
第1の製造方法は、搬送路2によるプリプレグシートの搬送を停止している間に、搬送路2に対して各プリプレグシート積層装置30、50及び60から一斉にプリプレグシートを挿入し、それらプリプレグシートを搬送路に沿って裁断した後、一定量だけ搬送する、といった動作を繰り返すものであり、その際に、搬送路2に挿入される各プリプレグシートが、継ぎ目を生じず、隙間無く敷き詰められる条件を備えたものである。
【0112】
図13に、1回の製造サイクルにおける工程のフローチャートを示す。
【0113】
まず、図5〜9で説明したように、搬送停止状態で、各プリプレグシート積層装置30、50、及び60から、それぞれプリプレグシート3、5及び6が搬送路2を覆うように挿入され、搬送路2に沿って裁断される(ステップ101)。
【0114】
次に、裁断されたプリプレグシートを、図10で説明したように、多軸多層補強シート1に積層し、プレスする(ステップ102)。なお、このステップにおいて、先のサイクルでプリプレグシート平行積層装置40から挿入されたプリプレグシート4をプレスし、積層する。
【0115】
その後、搬送路2に沿って、裁断され、搬送路2上に積層されたプリプレグシートを距離Lだけ搬送する(ステップ103)。この搬送中、プリプレグシート平行積層装置40からは、プリプレグシート4が長さLだけ搬送路2に挿入される。なお、プリプレグシート平行積層装置40から供給されるプリプレグシート4は、幅Bを有し、これは右側チェーン201及び左側チェーン202の外側同士の間隔と等しい。
【0116】
ここで、各プリプレグシート積層装置30、50、及び60から供給されるプリプレグシート3、5、及び6の長手方向(繊維方向)と、搬送方向とのなす角を、それぞれθ30、θ50、及びθ60とすると、各プリプレグシート積層装置30、50、及び60から供給されるプリプレグシートの幅W30、W50、及びW60は、それぞれ以下の式で表される。
【0117】
W30 = L・sin|θ30| (1.1)
W50 = L・sin|θ50| (1.2)
W60 = L・sin|θ60| (1.3)
さらに、各プリプレグシート積層装置30、50、及び60について、プリプレグシートの引き出しを同時に開始するよう、コントローラから指示を与えることにより、無駄なタイムラグを無くし、製造速度を向上させることができる。また、各プリプレグシート積層装置におけるプリプレグシートの搬送路への挿入に要する時間ts(上記ステップ101及び102の1回あたりの所要時間)が一定となるように、把持部材306、506、及び606の往復運動における、x方向の平均移動速度τ306、τ506、τ606を、それぞれ
τ306 = 2(B+α30+β30)/(sin|θ30|・(ts−c)) (2.1)
τ506 = 2(B+α50+β50)/(sin|θ50|・(ts−c)) (2.2)
τ606 = 2(B+α60+β60)/(sin|θ60|・(ts−c)) (2.3)
とすることが好ましい。ここでαi(i=30,50,60)は、各把持部材が、支持台から突出したプリプレグシートの端部を把持する位置から、右側チェーン201の外側面までの距離、βi(i=30,50,60)は、各把持部材の待機状態における位置から、左側チェーン202の外側面までの距離であり、またcは把持部材の移動以外の、プリプレグシートの固定、把持、裁断等に要する時間の総計である。
【0118】
上述したステップ101〜103を繰り返すことにより、どのプリプレグシート3〜6も隙間無く敷き詰めることが可能であり、高品質な多軸多層補強シートを高速に製造することができる。
【0119】
本実施形態により、幅100cmで、下から順に、長手方向と繊維方向のなす角が45度、0度、135度、90度の順に積層された4層構成の多軸多層補強シートを製造する場合について説明する。ただし、カッター80で切り落とされる両端の耳部の幅を、それぞれ6.0cmとし(すなわち、B=112.0cm)、ステップ103における1回あたり搬送距離を100cmとする。
【0120】
この場合、各プリプレグシート積層装置について、θ30=45.0度、θ50=135.0度、θ60=90.0度となるように、支持基盤の向きを設定する。
【0121】
各プリプレグシート積層装置にから供給される、プリプレグシートの幅は、式(1.1)〜(1.3)より、W30=W50=70.71cm、W60=100.0cmであればよいことが分かる。
【0122】
また、搬送停止期間中、各プリプレグシート積層装置が同時にプリプレグシートの挿入を完了するには、プリプレグシートの搬送路への挿入に要する時間ts=12secとし、プリプレグシートの固定、把持、裁断等に要する時間の総計を2secとした場合、α30=β30=α50=β50=14.7cm、α60=β60=44.0cmとして(即ち、支持基盤の回転中心より、距離100cmの位置に、プリプレグシートの端部を把持する位置と、把持部材の待機位置を設定した場合)、式(2.1)〜(2.3)より、τ306=τ506=τ606=40.0cm/secであることを要する。さらに、各プリプレグシート積層装置の回転可能角を制限し、αi、βiを短くした場合、例えばα30=β30=α50=β50=α60=β60=2.0cmの場合、式(2.1)〜(2.3)より、τ306=τ506=32.8cm/sec、τ606=23.2cm/secで把持部材を移動させればよい。
【0123】
なお、本実施形態においては、各プリプレグシート積層装置からプリプレグシートを搬送路上に挿入し、裁断するまでは搬送装置20の動作と干渉しないため、独立に動作させることが可能である。そこで、上述したステップ101における、プリプレグシートの挿入・裁断を、ステップ103と同時に実行してもよい。このようにすることで、製造速度の向上を図ることができる。
【0124】
また、プリプレグシート積層装置30、50及び60について、搬送路2に対するプリプレグシートの挿入角を調整することにより、用途に合わせた任意の方向に繊維束を向けた多軸多層補強シート1を作成することが可能である。特に、全てのプリプレグシート積層装置について、搬送路2に対する角を同一として一方向に繊維補強されたプリプレグシートを搬送路2に挿入し、プリプレグシート平行積層装置40からのプリプレグシートの挿入を停止すれば、一方向にのみ繊維束の向きが揃えられた多軸多層補強シート1を得ることもできる。
【0125】
また、各プリプレグシート積層装置から供給されるプリプレグシートとして、特許文献2に記載されたような、チェック状に編み込まれた2軸織物シートを用いることもできる。この場合、1台の積層装置から供給されるプリプレグシート自体が、2方向の軸に沿って繊維補強されているため、より等方性に優れた多軸多層補強シートを得ることができる。例えば、多軸多層補強シート製造装置100において、各積層装置から2軸織物シートを供給することとし、プリプレグシート積層装置30は、搬送方向とシート挿入方向のなす角を45度とし、プリプレグシート積層装置50は、搬送方向とシート挿入方向のなす角を67.5度とし、プリプレグシート積層装置60は、搬送方向とシート挿入方向のなす角を112.5度とすれば、22.5度ずつの等角度で、8方向の軸それぞれに沿って繊維補強された多軸多層補強シートを作成することができる。
【0126】
次に、本発明の第2の実施形態に係る多軸多層補強シートの製造装置200について説明する。
【0127】
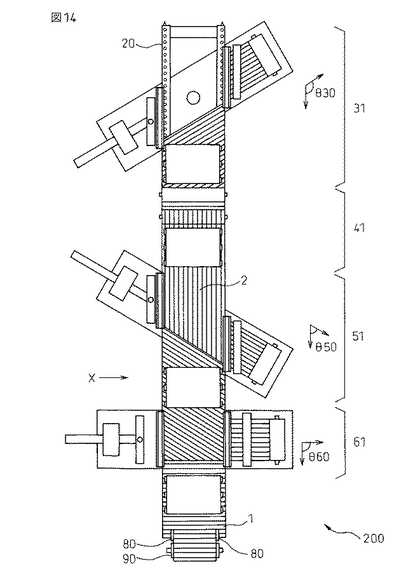
図14に、多軸多層補強シート製造装置200の概略構成図を示す。なお、第1の実施形態と同じ構造・作用をする部材には、同じ番号を付す。
【0128】
多軸多層補強シート製造装置200と上述した多軸多層補強シート製造装置100の相違点は、各積層装置がプリプレグシートを搬送路2に挿入する領域にプレス板を設ける代わりに、各積層装置の下流に別途したプレス部を設け、プリプレグシートの挿入機構と独立させたことにある。またこのプレス部は、多軸多層補強シートを加熱する能力を有するため、製造装置100において搬送路2の最下流部に位置した加熱加圧装置70は、製造装置200では不要としてもよい。
【0129】
本実施形態では、プリプレグシートの挿入機構とプレス部が独立しているため、各層の繊維束の方向が異なる複数の仕様の多軸多層補強シートを同一の製造装置で製造することが求められる場合であっても、プリプレグシートと搬送路2とのなす角の変更によって異なる形状のプレス板を準備し、交換する必要が無いためメンテナンスの工数が減り、トータルの製造コストを下げることが可能である。
【0130】
以下に、図15を参照しつつ、本実施形態に係るプレス部について説明する。なお、本プレス部は、各積層装置及び平行積層装置とも同様のものであるため、プリプレグシート積層装置51のプレス部52を用いて説明する。
【0131】
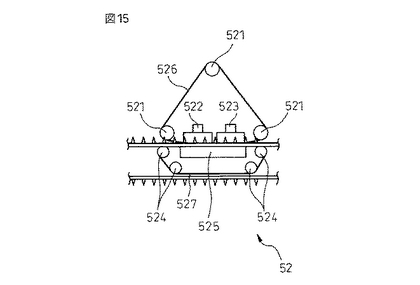
図15は、図14におけるx方向から見た、プリプレグシート積層装置51のプレス部の概略側面図である。
【0132】
本プレス部52では、2等辺三角形の頂点の位置に設けられた3個のガイドロール521と、そのガイドロール521で形成された2等辺三角形の外周に沿って移動可能な無端状の離型用ベルト526が搬送路2の上方に設けられている。また、離型用ベルト526は2等辺三角形の底辺、即ち搬送路2に近接した辺において、搬送方向と同方向に移動するようにガイドロール521の周りを周回する。
【0133】
ガイドロール521で形成される2等辺三角形の内部には、搬送路2の上流側に加熱加圧プレス板522、下流側に冷却プレス板523が設けられており、搬送路2に離型用ベルト526を押圧可能なように、それぞれ上下移動自在に構成されている。また加熱加圧プレス板522、冷却プレス板523は、それぞれ搬送方向に略L/2の長さを有し、互いに近接して配置される。ただしLは、一回あたりの挿入で、プリプレグシート5が搬送路2に挿入される、搬送方向のプリプレグシートの幅である。
【0134】
加熱加圧プレス板522は、内部に熱源を有し、ガイドロールを通じて多軸多層補強シートを約60℃〜約400℃に熱することが可能である。この加熱加圧によって多軸多層補強シートを構成する各層のプリプレグシートに含浸若しくは付着された熱硬化性樹脂の熱硬化又は熱可塑性樹脂の軟化を生じさせ、且つ各プリプレグシート間の密着を高める。
【0135】
冷却プレス板523は、約10℃〜約30℃といった常温で多軸多層補強シートを冷却する。冷却速度を向上させるため、プレス板523の内部に冷却水を循環させるよう、構成してもよい。
【0136】
一方、搬送路2の下方には、ガイドロール521で形成される2等辺三角形と相対する位置に、台形の各頂点となる4個のガイドロール524とその外周を周回する無端状の離型用ベルト527が設けられている。さらに、ガイドロール524で形成される台形の内部に、加熱加圧プレス板522、冷却プレス板523と搬送路2を挟んで対向させた下プレス板525が上下移動自在に設けられている。
【0137】
なお、離型用ベルト526及び527は、テフロン(登録商標)や熱硬化性ポリイミド樹脂等で構成され、多軸多層補強シートのプレス板522、523等への接着を防止し、搬送路2から多軸多層補強シートが浮き上がることを防止するために使用される。
【0138】
次に、本製造装置200を用いた第2の製造方法について、図16を用いて説明する。
【0139】
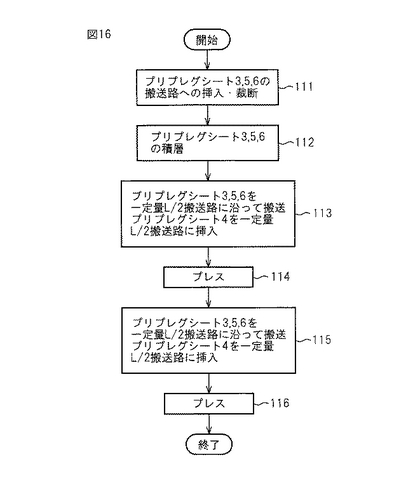
図16に、第2の製造方法についての1回の製造サイクルにおける工程のフローチャートを示す。
【0140】
まず、図5〜図9を用いて説明したようにプリプレグシート3、5、6が搬送路2に挿入・裁断される(ステップ111)。裁断が終わると、図10で説明したようにプリプレグシート3、5、6は搬送路2に積層される(ステップ112)。ただし、第1の製造方法と異なり、各プリプレグシートに対するプレスは行われない。
【0141】
プリプレグシートの積層が終わると、多軸多層補強シートは搬送路2に沿ってL/2だけ搬送される(ステップ113)。なおこの搬送の際、プリプレグシート4が平行積層装置41から長さL/2だけ挿入される。またシート搬送中、加熱加圧プレス板522、冷却プレス板523は搬送路2の上方に離れて待機する。同様に、下部プレス板525も搬送路2の下方に離れて待機する。
【0142】
搬送が終わると、加熱加圧プレス板522、冷却プレス板523は下方に移動し、同時に下部プレス板525も上方に移動して多軸多層補強シートに対してプレスする(ステップ114)。この際、加熱加圧プレス板522の直下に位置するシートには、圧力が加えられるとともに加熱され、プリプレグシートに熱硬化性樹脂が含浸・付着されていれば、その樹脂の熱硬化によって加圧により密着した層間の剥離が生じないように接着する。またプリプレグシートに、熱可塑性樹脂が含浸・付着されていれば、樹脂が軟化して層間の密着性を高め、その後の冷却によって硬化して層間の剥離が生じないように接着される。
【0143】
数秒程度、プレスを行うと、再び加熱加圧プレス板522、冷却プレス板523は上方に移動し、下部プレス板525も下方に移動して搬送路2に対する圧力を無くし、その後再び多軸多層補強シートをL/2だけ搬送する(ステップ115)。それから、ステップ114と同様、多軸多層補強シートをプレスする(ステップ116)。ステップ116では、ステップ114で加熱加圧プレス板522によってプレスされ、加熱された部分が、今度は冷却プレス板523によって冷却される。
【0144】
なお、各プリプレグシート3、5及び6の幅W30、W50、及びW60は、裁断されたプリプレグシートを搬送路2上で継ぎ目を生じず、隙間無く並べるために、第1の製造方法と同じく式(1.1)〜(1.3)を満たす必要がある。
【0145】
次に、本発明の第2の実施形態に係る多軸多層補強シートの製造装置200のプレス部の別の構成例を、図17を参照しつつ説明する。
【0146】
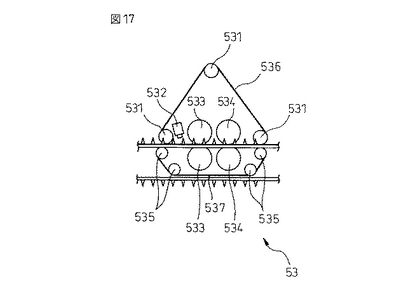
図17は、図14に示すx方向から、多軸多層補強シート製造装置200を見た場合の本プレス部53の概略側面図である。
【0147】
本プレス部53では、上述したプレス部52の加熱加圧プレス板、冷却プレス板及び下部プレス板の代わりに、搬送路2の上流側より、熱した空気を吹き付けて多軸多層補強シートを約60℃〜約200℃に加熱するホットエアー供給器532と、多軸多層補強シートに圧力を加えるための搬送路2を挟んで上下一対の加圧ロール533、及び上述した冷却プレス板523同様に多軸多層補強シートを冷却するための搬送路2を挟んで上下一対の冷却ロール534を備える点で相違する。なお、搬送路2上方のガイドロール531及び離型用ベルト536、及び搬送路2下方のガイドロール535及び離型用ベルト537は、上述したプレス部と同様の構成・作用を有する。
【0148】
本プレス部53では、プレス板の代わりに回転可能なロール等を用いているため、多軸多層補強シートを搬送しつつ、加熱・加圧・冷却を行えるという利点がある。
【0149】
なお、加圧ロール533、冷却ロール534は、上下に1個ずつに限る必要は無く、多軸多層補強シートの仕様として要求される強度に基づいて2個、3個と増設してもよい。
【0150】
また、本発明の第2の実施形態に係る多軸多層補強シートの製造装置200のプレス部のさらに別の構成例を、図18を参照しつつ以下に説明する。
【0151】
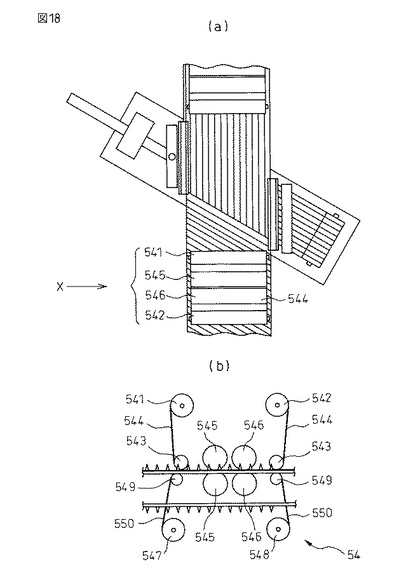
本プレス部54では、上述したプレス部52、53と異なり、離型用ベルトを用いる代わりに離型紙544及び550を用いている点が主要な相違点である。同じベルト面が何度も多軸多層補強シートと接触する離型用ベルトと異なり、離型紙では1度多軸多層補強シートと接触した部分がシートの別の部分と再度接触することがなく、樹脂の滓等が離型しに付着した場合であっても、その滓等を他の部分に付着させることがない。そのため、離型紙の使用は、多軸多層補強シートの汚れを防止し、また樹脂の厚みのバラつきを抑制してシートの均質性を向上できる利点を有する。
【0152】
図18(a)は、本実施形態におけるプレス部54の概略上面図であり、図18(b)は、図18(a)のx方向から見たプレス部54の概略側面図である。
【0153】
搬送路2の上方に配置された離型紙供給ロール541は離型紙544を供給する。離型紙544は、離型紙供給ロール541から下方に引き出され、一対のガイドロール543で搬送路2の上面に密着し、搬送路2の上流側から下流側への経路を経由した後、離型紙供給ロール541よりも搬送路2の下流方向に配置された離型紙巻取りロール542で巻き取られる。
【0154】
同様に、搬送路2の下方に配置された離型紙供給ロール547は離型紙550を供給する。離型紙550は、離型紙供給ロール547から上方に引き出され、一対のガイドロール549で搬送路2の下面に密着し、搬送路2の上流側から下流側への経路を経由した後、離型紙供給ロール547よりも搬送路2の下流方向に配置された離型紙巻取りロール548で巻き取られる。
【0155】
離型紙544及び550が搬送路2に密着している部分には、搬送路2の上流側から順に、上下一対の加熱加圧ロール545及び上下一対の冷却ロール546が設けられる。
【0156】
加熱加圧ロール545は、上述したプレス部52の加熱加圧プレス板522と同様、多軸多層補強シートを加熱し、加圧する。また冷却ロール546は、上述した冷却プレス板523同様、多軸多層補強シートを冷却する。
【0157】
以下に、プレス部52の代わりに、プレス部53又はプレス部54を用いた場合の多軸多層補強シート製造装置200における、第3の製造方法について説明する。
【0158】
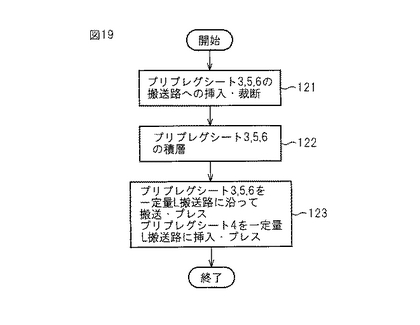
第3の製造方法では、多軸多層補強シートをプレスするために搬送を停止する工程を有さない点に特徴を有し、製造速度の向上を図ることができる。
【0159】
まず、図5〜図9で説明したように、プリプレグシート3、5、6が搬送路2に挿入され、裁断される(ステップ121)。
【0160】
次に、図10で説明したようにプリプレグシート3、5、6は搬送路2に積層される(ステップ122)。ただし、第1の製造方法と異なり、各プリプレグシートに対するプレスは行われない。
【0161】
その後、各プリプレグシートが積層された多軸多層補強シートは、一定量Lだけ搬送路2に沿って搬送される(ステップ123)。なお、この搬送の際に、プレス部53又はプレス部54を通過した多軸多層補強シートに対して、加熱・加圧・冷却といった処理が行われる。また搬送と同時に、プリプレグシート4が搬送路2に一定量Lだけ挿入される。
【0162】
なお、各プリプレグシート3、5及び6の幅W30、W50、及びW60は、裁断されたプリプレグシートを搬送路2上で継ぎ目を生じず、隙間無く並べるために、第1の製造方法と同じく式(1.1)〜(1.3)を満たす必要がある。
【0163】
さらに、多軸多層補強シート製造装置200において、プレス部53又はプレス部54を用いた場合、製造中の多軸多層補強シートの搬送を止めることなく、連続搬送を行いつつ各プリプレグシートを継ぎ目無く積層していくことも可能である。
【0164】
以下に、多軸多層補強シートを連続搬送しながら各プリプレグシートを継ぎ目無く積層する、第4の製造方法について説明する。
【0165】
本製造方法では、搬送路に沿って、製造中の多軸多層補強シート1を一定の搬送速度vで連続して搬送する(ステップ131)。この搬送中、プリプレグシート平行積層装置41からは、連続してプリプレグシート4が供給され、ある経過時間t中に長さ(v・t)だけ供給される。また上述したように、プリプレグシート平行積層装置41から供給されるプリプレグシート4は、幅Bを有する。
【0166】
各プリプレグシート積層装置31、51、及び61は、所定の周期で、それぞれプリプレグシート3、5及び6を搬送路2に挿入する(ステップ132)。
【0167】
ここで、各プリプレグシート積層装置31、51、及び61から供給されるプリプレグシートの長手方向(繊維方向)と、搬送方向とのなす角を、それぞれθ30、θ50、及びθ60とし、各プリプレグシート積層装置31、51、及び61が、搬送路2に1回プリプレグシートを挿入するための1周期あたりのサイクルタイムをtfi(i = 31,51,61)とすると、各プリプレグシート積層装置31、51、及び61から供給されるプリプレグシートの幅W31、W51、及びW61は、それぞれ以下の式で表される。
【0168】
W31 = (v・tf31)sin|θ30| (3.1)
W51 = (v・tf51)sin|θ50| (3.2)
W61 = (v・tf61)sin|θ60| (3.3)
さらに、サイクルタイムtfiでプリプレグシートの挿入を終わらせるため、把持部材306、506、及び606の往復運動のx方向の平均移動速度τ306、τ506、τ606は、それぞれ
τ306 = 2(B+α30+β30)/(sin|θ30|・(tf31−c)) (4.1)
τ506 = 2(B+α50+β50)/(sin|θ50|・(tf51−c)) (4.2)
τ606 = 2(B+α60+β60)/(sin|θ60|・(tf61−c)) (4.3)
であることを要する。ここでαi、βi及びcの定義は、式(2.1)〜(2.3)と同様である。なお、各プリプレグシートの挿入、裁断及び積層手順は、図5〜図10を用いて上述した手順と同様である。
【0169】
このように、多軸多層補強シート1を連続搬送したままプリプレグシート3〜6の挿入を行うことにより、多軸多層補強シートの製造性を向上させることができる。また、式(3.1)〜(3.3)から分かるように、プリプレグシート積層装置毎のサイクルタイムを変えることもできるため、幅の種類が1種類しかないプリプレグシートを用いても、隙間無くプリプレグシートを敷き詰めた多軸多層補強シートを製造することができる。
【0170】
なお、多軸多層補強シート1を連続搬送した状態でプリプレグシート3、5及び6を積層する際には、搬送路2上で裁断された各プリプレグシート3、5及び6を多軸多層補強シートの搬送に同期させ、同じ速度で移動させつつ積層することが好ましい。
【0171】
以上、説明してきたように、本発明によると、少なくとも1方向に引き揃えられた繊維束を有するプリプレグシートを隙間無く並べ、且つ繊維補強方向が異なるように多層に積層することが可能な多軸多層補強シートの製造装置及び製造方法を得ることができる。
【0172】
なお、本発明は、上述した実施形態に限られるものではなく、例えば、積層装置の数を増やしたり、順番を入れ替えることも可能である。それらは、要求される多軸多層補強シートの仕様に基づいて、本発明の範囲において最適化することができる。
【図面の簡単な説明】
【0173】
【図1】本発明に係る多軸多層補強シート製造装置で製造可能な多軸多層補強シートの一例の概略構成図である。
【図2】本発明の第1の実施形態に係る多軸多層補強シート製造装置の概略構成図である。
【図3】(a)は搬送装置の概略上面図であり、(b)は搬送装置の概略側面図である。
【図4】(a)はプリプレグシート積層装置の概略上面図であり、(b)はプリプレグシート積層装置の概略断面図である。
【図5】(a)はプリプレグシートを搬送路に挿入する前の段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図6】(a)はプリプレグシートを把持部材が把持した段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図7】(a)はプリプレグシートが搬送路に挿入された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図8】(a)は搬送路に挿入されたプリプレグシート5が固定された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図9】(a)は搬送路に挿入されたプリプレグシート裁断された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図10】(a)は裁断されたプリプレグシートが、搬送路に積層された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図11】(a)はプリプレグシート平行積層装置の概略断面図であり、(b)はプリプレグシート平行積層装置の概略側面図である。
【図12】(a)は加熱加圧装置の概略断面図であり、(b)は加熱加圧装置の概略側面図である。
【図13】本発明の第1の製造方法における1サイクルあたりの工程を示すフローチャートである。
【図14】本発明の第2の実施形態に係る多軸多層補強シート製造装置の概略構成図である。
【図15】本発明の第2の実施形態に係る多軸多層補強シート製造装置のプレス部の概略側面図である。
【図16】本発明の第2の製造方法における1サイクルあたりの工程を示すフローチャートである。
【図17】本発明の第2の実施形態に係る多軸多層補強シート製造装置の別のプレス部の概略側面図である。
【図18】(a)は本発明の第2の実施形態に係る多軸多層補強シート製造装置のさらに別のプレス部の概略上面図であり、(b)は本発明の第2の実施形態に係る多軸多層補強シート製造装置のさらに別のプレス部の概略側面図である。
【図19】本発明の第3の製造方法における1サイクルあたりの工程を示すフローチャートである。
【符号の説明】
【0174】
1 多軸多層補強シート
100、200 多軸多層補強シート製造装置
2 搬送路
3、4、5、6 プリプレグシート
20 搬送装置
30、50、60 プリプレグシート積層装置
40 プリプレグシート平行積層装置
70 加熱加圧装置
52、53、54 プレス部
【技術分野】
【0001】
本発明は、多軸多層補強シートの製造方法及び製造装置に関し、詳しくは炭素繊維束、ガラス繊維束、アラミド繊維束といった繊維束を少なくとも1方向に引き揃えたプリプレグシートを、繊維束が異なる方向を向くように重ね合わせた多軸多層補強シートの製造方法及び製造装置に関するものである。
【背景技術】
【0002】
炭素繊維束、ガラス繊維束、アラミド繊維束といった繊維束は、軽量且つ引張強度が高いという特性を有する。そのため、これらの繊維束を多数並べ、何層にも重ねた繊維補強シートが、航空機、車輌、建材等、広く用いられるようになっている。
【0003】
こうした繊維補強シートにおいて、上記の繊維束を一方向にだけ引き揃え配列した繊維補強シートでは、繊維束に沿った方向(以下、繊維方向と呼ぶ)には強い剛性や曲げ強度を有するものの、捻り強度や繊維束と直交する方向の剛性は必ずしも強くない。そこで、繊維方向が互いに異なるように、繊維補強シートを多数積み重ねて使用するといったことが行われており、繊維補強シートの製造段階において、予め異なる繊維方向を向いた繊維補強シートを積層した多軸多層補強シートに対する市場ニーズがある。
【0004】
また、厚い繊維補強シートを用いるより、薄い繊維補強シートを多数積層する方が、繊維補強シート内の均質性が高まって層間剥離を生じ難くなり、繊維補強シートの剛性を高められるという利点が存在することが実験的に確かめられている(非特許文献1参照)。そのため、薄い繊維補強シートの積層成形品に対する市場ニーズがある。
【0005】
さらに、用途によって積層された各シート内に含まれる繊維の方向や、シートの厚みが異なる繊維補強シートが求められる。
【0006】
こうした市場ニーズに対し、軸を異なる2方向に並べて積層した繊維補強シート及びその製造装置や、互いに直交する、2方向に並べた繊維束を編み込んだ繊維補強シート及びその製造方法が開発されている(特許文献1、2参照)。
【0007】
しかし、剛性の高さが厳しく求められる用途では、より等方性の高い繊維補強シートが必要とされるものの、2方向にしか繊維束の方向が存在しないシートでは、十分な等方性を得ることができなかった。
【0008】
また、特許文献1に記載された繊維補強シートの製造方法では、任意角度(θ度)に積層した場合、必ず対称角度(−θ度)の積層が生じ、且つ、同じ厚みの繊維補強シートしか製造することができず、任意の厚みの繊維補強シートを、任意角度かつ任意順序で積層した多軸繊維補強シートを得ることは難しい。
【0009】
また、シートを角度をもって巻きつけるため、シートの幅方向において張力が付加される部分とシートに張力が付加されず弛む部分が生じてしまう可能性があり、製造した多軸繊維補強シートに、繊維の蛇行を生じる課題があった。
【0010】
一方、互いに異なる4方向に並べた繊維束積層し、ステッチ糸で一体化した繊維強化プラスチックやその製造方法が開発されている(特許文献3参照)。
【0011】
しかしながら、繊維補強シートの剛性を高めるためには、繊維補強シートができるだけ均質であることが望ましいが、特許文献3に記載された繊維強化プラスチックでは、繊維束のシートへの挿入の際、複数の繊維束に張力を付加するため繊維束に集束が生じ、各繊維束間に隙間を生じてしまい、また、炭素繊維等は伸度の小さい繊維が故に、複数の繊維束に均一な張力を付加した状態で長い距離を引き出すことは難しく、張力が不揃いの状態で積層されることにもなる。さらに、多軸積層後、ステッチ糸により一体化を図るため、ステッチ糸の挿入工程で繊維を傷つけてしまい、繊維補強シートの剛性を低下させる問題があった。
【0012】
【特許文献1】特開2003−221771号公報
【特許文献2】特開2000−110048号公報
【特許文献3】国際公開第01/063033号パンフレット
【非特許文献1】「多方向強化複合材料積層板の初期破損に関する層厚さの影響」 笹山秀樹他著 日本複合材料学会誌Vol.30 No.4 2003年7月31日受付
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、上記の従来技術の実情に鑑みてなされたものであり、本発明の目的は、一方向に引き揃えられた繊維束を有するプリプレグシートを、その繊維束の方向が異なる方向を向くように積層された多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0014】
また本発明の他の目的は、各層内のプリプレグシートを隙間なく均質に並べることのできる多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0015】
さらに本発明の他の目的は、層間剥離の発生を抑制可能な多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0016】
またさらに本発明の他の目的は、用途に応じた設計によって層毎にプリプレグシートの厚みやそのシートの繊維の方向を最適化することができる多軸多層補強シートの製造方法及び製造装置を提供することにある。
【0017】
またさらに本発明の別の目的は、幅広且つ高品質な多軸多層補強シートを高速で生産可能な多軸多層補強シートの製造方法及び製造装置を提供することにある。
【課題を解決するための手段】
【0018】
上記課題を解決するために、本発明に係る第1の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、(2)プリプレグシートを積層するステップと、(3)積層されたプリプレグシートを、所定の搬送方向に搬送路で一定量Lだけ搬送するステップとを有し、搬送路に挿入されるプリプレグシートの幅Wが、搬送方向とプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0019】
ただし、上記の式の左辺と右辺が完全に等しくなくとも、その差異が製造誤差や設計上の許容交差程度のものである場合は、なお上式の関係を満たすものとする。
【0020】
(3)のステップでは、さらに搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましい。
【0021】
さらに、(2)又は(3)のステップでは、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱することが好ましい。多軸多層補強シートの層間剥離の発生を抑制可能なためである。
【0022】
また、本発明に係る第2の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、(2)第1のプリプレグシートを積層するステップと、(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、(4)第2のプリプレグシートを積層するステップと、(5)積層された第1及び第2のプリプレグシートを、所定の搬送方向に搬送路で一定量Lだけ搬送するステップとを有し、第1のプリプレグシートの幅をW1、搬送方向と搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、第2のプリプレグシートの幅をW2、搬送方向と搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2としたとき、
W1=L・sin|θ1| ただし、0°<|θ1|<180°
W2=L・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする。本製造方法では、等方性に優れた多軸多層補強シートを得ることができる。
【0023】
本製造方法においても、上述した第1の製造方法と同様に、(5)のステップでは、さらに搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましく、さらに、(2)、(4)又は(5)のステップでは、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱することが好ましい。
【0024】
また、本発明に係る第3の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、(2)プリプレグシートを積層するステップとを有し、搬送路は、(1)及び(2)のステップを実行している間、一定の速度vで積層されたプリプレグシートの搬送を継続し、且つ搬送路に挿入されるプリプレグシートの幅Wが、搬送方向と搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、(1)及び(2)のステップを1回行うために要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0025】
さらに、(1)及び(2)のステップの実行中、搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましい。
【0026】
さらに、(2)のステップの後に、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱することが好ましい。
【0027】
また、本発明に係る第4の多軸多層補強シートの製造方法は、(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、(2)第1のプリプレグシートを積層するステップと、(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、(4)第2のプリプレグシートを積層するステップとを有し、搬送路は、(1)〜(4)のステップを実行している間、一定の速度vで積層されたプリプレグシートの搬送を継続し、且つ第1のプリプレグシートの幅をW1、搬送方向と搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、第2のプリプレグシートの幅をW2、搬送方向と搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2、(1)〜(4)のステップを1回行うために要する時間をtfとしたとき、
W1=v・tf・sin|θ1| ただし、0°<|θ1|<180°
W2=v・tf・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする。
【0028】
また上述した第3の製造方法と同様に、(1)〜(4)のステップの実行中、搬送方向と長手方向が平行なプリプレグシートを挿入することが好ましい。
【0029】
さらに、(2)のステップの後に、第1のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は第1のプリプレグシートを加熱することが好ましく、(4)のステップの後に、第2のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は第2のプリプレグシートを加熱することが好ましい。
【0030】
なお、上述した各製造方法におけるプリプレグシートの厚みは0.005mm以上0.08mm以下であることが好ましい。
さらに、プリプレグシートは、一方向へ引き揃え配列した繊維と異なる方向へ引き揃え配列した繊維をさらに有することが好ましい。それぞれの方向に引き揃え配列された繊維は、多層に重ねるものでもよく、特許文献2に記載された開繊糸織物のように、複数本の繊維ずつ互いに上下に交差させた織物状に形成されていてもよい。
【0031】
また、本発明に係る多軸多層補強シートの製造装置は、一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第1のプリプレグシート積層装置と、積層されたプリプレグシートを、搬送路に沿って搬送する搬送装置とを有し、搬送装置は、プリプレグシートが積層される度に、積層されたプリプレグシートを長さLだけ搬送し、搬送路に挿入されるプリプレグシートの幅Wが、プリプレグシートの搬送方向と搬送路に挿入されるプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0032】
また、プリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第2のプリプレグシート積層装置を有し、第1のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と前記搬送方向がなす角と、第2のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と搬送方向がなす角が異なることが好ましい。
【0033】
さらに、搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置を有することが好ましい。
【0034】
ここでプリプレグシート積層装置は、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱するプレス部を有することが好ましい。
【0035】
さらに本発明に係る別の多軸多層補強シート製造装置は、一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第1のプリプレグシート積層装置と、積層されたプリプレグシートを、搬送路に沿って搬送する搬送装置とを有し、搬送装置は、一定の速度vで搬送を継続し、搬送路に挿入されるプリプレグシートの幅Wが、プリプレグシートの搬送方向と搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、プリプレグシートの挿入から積層までの1回あたりに要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする。
【0036】
さらに、プリプレグシートを搬送路に挿入し、プリプレグシートを裁断し、搬送路に積層する第2のプリプレグシート積層装置を有し、第1のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と搬送方向がなす角と、第2のプリプレグシート積層装置で積層されるプリプレグシートの長手方向と搬送方向がなす角が異なることが好ましい。
【0037】
また、搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置をさらに有することが好ましい。
【0038】
ここでプリプレグシート積層装置は、プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又はプリプレグシートを加熱するプレス部を有することが好ましい。
【0039】
なお、プリプレグシート積層装置は、搬送路に挿入するプリプレグシートの長手方向と搬送方向がなす角を変更可能なように構成されることが好ましい。
【発明の効果】
【0040】
本発明によれば、一方向に引き揃えられた繊維束を有するプリプレグシートを、その繊維束の方向が異なる方向を向くように積層された多軸多層補強シートの製造方法及び製造装置を得ることが可能である。
【0041】
また本発明によれば、各層内のプリプレグシートを隙間なく均質に並べることのできる多軸多層補強シートの製造方法及び製造装置を得ることができる。
【0042】
さらに本発明によれば、層間剥離の発生を抑制可能な多軸多層補強シートの製造方法及び製造装置を得ることができる。
【0043】
さらに本発明によれば、用途に応じた設計によって層毎にプリプレグシートの厚みやそのシートに含まれる繊維の方向を最適化することができる多軸多層補強シートの製造方法及び製造装置を得ることができる。
【発明を実施するための最良の形態】
【0044】
以下、図面を参照しつつ本発明について詳細に説明する。
【0045】
図1に、本発明に係る多軸多層補強シート製造装置100によって製造される多軸多層補強シートの一例の構造図を示す。図1に示すように、この多軸多層補強シート1は、各層間で繊維方向が互いに45度の角をなす軸に沿って繊維束が並ぶように4枚のプリプレグシート3〜6を下から順に積層したものである。このように、等角度間隔で4方向に繊維束が向いた多軸多層補強シートは、等方性に優れ、どの方向にも比較的差のない剛性を持つことができる。
【0046】
また、本発明に係る多軸多層補強シートの各層を構成するプリプレグシートは、少なくとも一方向に引き揃えられた繊維又は繊維束中に熱硬化性樹脂、又は熱可塑性樹脂が含浸、又は付着したものである。
【0047】
プリプレグシートを構成する繊維又は繊維束の形態は、一方向に引き揃えられた形態、2方向以上に引き揃えられた繊維又は繊維束を織り込んだ織物形態、そして多軸に積層された形態のものがある。使用される繊維は、PAN系炭素繊維、ピッチ系炭素繊維、ガラス繊維、アラミド繊維、PBO(ポリパラフェニレンベンズビスオキサゾール)繊維、セラミックス繊維、金属繊維等がある。また、繊維束中に含浸、又は付着させる樹脂は、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂等の熱硬化性樹脂、又はポリプロピレン樹脂、ポリアミド樹脂、PPS(ポリフェニレンサルファイド)樹脂、PEI(ポリエーテルイミド)樹脂、PEEK(ポリエーテルエーテルケトン)樹脂等の熱可塑性樹脂がある。
【0048】
樹脂の含浸とは、繊維束を構成する各繊維間に樹脂がいきわたった状態をいい、樹脂の付着とは、例えば、粉体状にある熱可塑性樹脂が繊維束に点在して熱融着した状態等をいう。
【0049】
そして、一方向に繊維補強されたプリプレグシートは、複数本の繊維束に均一な張力を付加させて引き揃えた状態で樹脂が含浸、又は付着している。このため、プリプレグシートのどの部分においても、プリプレグシートを構成する各繊維は均一な張力が付加された真直な状態にある。
【0050】
このようなプリプレグシートを用いると、各プリプレグシートについて、繊維束がばらける等して繊維の分布が不均質となることを防止できる。
【0051】
また、各層のプリプレグシートとして、厚みが0.005mm以上0.08mm以下の薄層シートを用いることが好ましく、さらに0.01mm以上0.06mm以下であることがより好ましい。このような薄層シートを用いると、層間剥離やクラックの生じ難い多軸多層補強シートを構成可能なためである。プリプレグシートの厚みが0.005mmを下回ると、そのシートに含まれる繊維が、繊維糸としての構造を保つことが困難となり、所望の剛性を有する多軸多層補強シートを製造することが困難となる。一方、プリプレグシートの厚みが0.08mmを超えると、層間剥離やクラックを生じ易くなり、多軸多層補強シートが本来有する強度特性を十分に発揮できなくなる。
【0052】
特に、炭素繊維束を有するプリプレグシートの場合、繊維束1本あたりの炭素繊維の数が1万2千本集まった12Kと呼ばれる繊維束や、4万8千本集まった48Kと呼ばれる繊維束を、開繊という技術を用いて繊維束をばらした繊維補強シート(特開平11-172562号公報参照)を用いると、繊維束の分布が均質で、上述した厚みが0.005mm以上0.08mm以下の薄層シートを低コストで得ることが可能である。
【0053】
図2に、本発明の代表的な実施態様に係る多軸多層補強シート製造装置100の概略構成図を示す。
【0054】
本発明に係る多軸多層補強シート製造装置100は、コントローラ10(図示せず)と、本製造装置によって製造される多軸多層補強シート1を搬送するための搬送路2を構成する搬送装置20と、搬送路2に対し、上流側から順に並べられた3基のプリプレグシート積層装置30、50及び60と、プリプレグシート積層装置30と50の間に配置されたプリプレグシート平行積層装置40と、多軸多層補強シート1に圧力及び熱を加えるための加熱加圧装置70と、積層を完了した多軸多層補強シート1から、不要な耳部を切り取るためのカッター80と、多軸多層補強シート1を回収するための回収ロール90等で構成する。
【0055】
なお、説明の便宜上、多軸多層補強シート1の搬送方向(長手方向)をy方向、搬送路2と同一平面内にあり、且つy方向と直交する方向(幅方向)をx方向とし、x方向及びy方向と直交する方向をz方向とする。
【0056】
まず、搬送装置20について、図3を参照しつつ説明する。
【0057】
図3(a)は、搬送装置20の概略上面図であり、図3(b)は概略側面図である。
【0058】
搬送装置20は、多軸多層補強シート1の幅方向の両端部に位置し、右側チェーン201及び左側チェーン202の一対として構成され、多軸多層補強シート1の両端を支持し搬送する搬送路2を構成する。
【0059】
また図3に示すように、右側チェーン201及び左側チェーン202は、搬送路2の両端に設けられた円筒状のチェーンホイール203及び204間に張り巡らされた無端状のチェーンである。そして、チェーンホイール203及び204は、コントローラ10によって制御されたトルク制御モータ(図示せず)から動力供給を受けて回転し、その回転によって、チェーン201及び202のうち、チェーンホイール203及び204の搬送路面側に位置する部分は多軸多層補強シート1の搬送方向へ移動し、搬送路面と反対側に位置する部分は搬送方向と逆向きに移動する。また、チェーン201及び202は、多軸多層補強シート1を支持し、チェーン201及び202上に固定して搬送するため、表面に5mm〜5cmの間隔で多数の針205を備える。
【0060】
次にプリプレグシート積層装置30、50、及び60について、説明する。
【0061】
プリプレグシート積層装置30、50、及び60は、それぞれ搬送路2の側方、搬送路2に近接して配置され、多軸多層補強シート1の長手方向、即ち搬送路2による多軸多層補強シート1の搬送方向と異なる方向の軸に沿って繊維束を並べたプリプレグシートを搬送路2上に挿入して搬送中のプリプレグシートに積層する。
【0062】
なお、プリプレグシート積層装置30、50、及び60は、同一の構造を有するため、以下ではプリプレグシート積層装置50を例としてその構成及び動作を説明する。
【0063】
図4に、プリプレグシート積層装置50の概略構成図を示す。
【0064】
図4(a)は、プリプレグシート積層装置50の概略上面図であり、図4(b)は、図2のAA’で示した線における概略断面図である。
【0065】
図4(a)及び(b)に示すように、搬送路2の裏面側に、支持基盤501が設けられている。この支持基盤501は、右側チェーン201と左側チェーン202の中点近傍を回転軸として、搬送路2に平行な平面(xy平面)内で回転可能に構成される。
【0066】
搬送装置20の両側に沿って、上下動移動自在に一対の棒状の第1押え部材502が右側チェーン201及び左側チェーン202の上方に位置している。また、第1押え部材502の下方には、一対の第1支持台503が支持基盤501に上下移動自在に取り付けられている。
【0067】
一対の第1押え部材502の外側には、上下動移動自在に一対の第1カッター515が設けられている。同様に、第1押え部材502の内側には、上下動移動自在に一対の第2カッター516が設けられている。
【0068】
右側チェーン201の右側に、プリプレグシート5を供給するプリプレグシート供給ロール509が支持基盤501上に設けられている。なお、プリプレグシート5として、熱硬化樹脂で含浸されているものを用いる場合には、シート同士の粘着を防止するために、プリプレグシートに離型紙が貼り付けられ、2層構造になった状態で巻き取られたロールとしてプリプレグシート供給ロール509が提供される。一方、熱可塑樹脂で含浸されているプリプレグシートを用いる場合には、離型紙が存在しない場合もあり、プリプレグシート単体で巻き取られたロールとしてプリプレグシート供給ロール509が提供される。また、プリプレグシート供給ロール509は、xy平面内に設けられた回転軸508に取り付けられ、その回転軸508を回転中心として回転しながら、ロール509の上面の外周部から剥がしていくようにプリプレグシート5を供給する。ここで、回転軸508は、例えば、ブレーキ機構(図示せず)を備えており、そのブレーキ機構によりプリプレグシート5に一定の張力を付加することができるようになっている。また、回転軸508に取り付けるプリプレグシート供給ロール509の幅は、多軸多層補強シート1の設計仕様に基づいて変更することができる。さらに、離型紙512をプリプレグシート5から引き剥がすために、プリプレグシート供給ロール509から、プリプレグシートが離れる点近傍に離型紙分離ロール511が設けられ、離型紙分離ロール511によってプリプレグシート5と分離された離型紙512を巻き取るために、離型紙巻き取りロール510がプリプレグシート供給ロール509の上方に設けられる。上述したように、プリプレグシート5の供給において離型紙を用いない場合、離型紙巻き取りロール510、離型紙分離ロール511は、特に設けなくともよい。
【0069】
プリプレグシート供給ロール509と右側チェーン201との間には、支持台505が支持基盤501上に設けられ、この支持台505の上方には上下動自在に第2押え部材504が設けられている。また、支持台505及び第2押え部材504は、支持基盤501の回転移動によっても、常に右側チェーン201及び左側チェーン202と平行となるように支持基盤501上に設けられる。
【0070】
搬送路2を挟んでプリプレグシート供給ロール509の反対側に、プリプレグシート5を把持するための把持部材506が支持基盤501上に設けられる。この把持部材506の先端部507はクリップとなっており、プリプレグシート5の端部を把持することが可能であるとともに、把持部材506の先端部507は、搬送路2を横断して移動可能となっている。また、把持部材506の先端部507は、xy平面内で回転可能となっており、支持基盤501の回転移動によっても、常に右側チェーン201及び左側チェーン202と平行となるように取り付けられる。
【0071】
搬送路2の上方には、上プレス板513が上下移動自在に設けられ、且つ搬送路2の下方には、上プレス板513と対向して下プレス板514が上下移動自在に設けられている。上プレス板513と下プレス板514は、軽量で圧縮強度、耐熱性に優れるCC(カーボンカーボン)コンポジット板で形成される。また上プレス板513と下プレス板514は、連動して動作し、搬送路2上に挿入されたプリプレグシート5を、既に積層されている2層補強シートに密着させるよう、圧力を加えるよう構成されている。
【0072】
なお、本実施形態に係る製造装置100において、最初に搬送路2にプリプレグシートを搬送路2に挿入するプリプレグシート積層装置30では、プリプレグシート3以外のプリプレグシートが存在しないため、上プレス板313及び下プレス板314を省略してもよい。
【0073】
なお、プリプレグシート供給ロール509、支持台505、第2押え部材504、及び把持部材506は、支持基盤501の回転移動によってそれらも円弧を描くように移動する。そのため、多軸多層補強シート1の設計仕様に応じて、積層されるプリプレグシートに含まれる繊維束の方向を変更可能となっている。
【0074】
以下、図5〜図10を参照しつつ、プリプレグシート積層装置50を用いてプリプレグシート5を積層する工程を説明する。
【0075】
ここで図5(a)はプリプレグシート5を搬送路2に挿入する前の段階を示すプリプレグシート積層装置50の概略上面図であり、図5(b)は、図5(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0076】
図6(a)はプリプレグシート5を把持部材506が把持した段階を示すプリプレグシート積層装置50の概略上面図であり、図6(b)は、図6(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0077】
図7(a)はプリプレグシート5が搬送路2に挿入された段階を示すプリプレグシート積層装置50の概略上面図であり、図7(b)は、図7(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0078】
図8(a)は搬送路2に挿入されたプリプレグシート5が第1押え部材502、第1支持台503、第2押え部材504及び第2支持台505によって固定された段階を示すプリプレグシート積層装置50の概略上面図であり、図8(b)は、図8(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0079】
図9(a)は搬送路2に挿入されたプリプレグシート5が搬送路2に沿って裁断された段階を示すプリプレグシート積層装置50の概略上面図であり、図9(b)は、図9(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0080】
図10(a)は裁断されたプリプレグシート5が、搬送路2に積層された段階を示すプリプレグシート積層装置50の概略上面図であり、図10(b)は、図10(a)の状態における、図2においてAA’で示された線での概略断面図である。
【0081】
事前に、プリプレグシート積層装置50によって積層されるプリプレグシート5の、繊維方向を決定する。図5(a)に示すように、プリプレグシート5の長手方向を搬送方向に対して角θをなす方向に向けて積層したい場合、支持基盤501を回転移動し、プリプレグシート供給ロール509を、そのロールの軸508に直交する方向が搬送路2に対して角θをなす方向で固定する。
【0082】
まず、図2に示すように、プリプレグシート積層装置50の上流側に配置されたプリプレグシート積層装置30及びプリプレグシート平行積層装置40により積層された2層プリプレグシートを右側チェーン201及び左側チェーン202で両端部を支持し、拡布状態で走行させる(図5(a))。このとき、第1の押え部材502は、走行する2層プリプレグシートを押えておらず、上方に待機している。また、把持部材506も左側チェーン202の外側に先端部507が位置し、待機状態となっている。また、プリプレグシート供給ロール509から引き出されたプリプレグシートは、支持台505の上に第2押え部材504によって押さえられた状態となっている。しかし、このプリプレグシート5の端部は、支持台505から突出した状態にしておく(図5(b))。
【0083】
次に、2層プリプレグシートの走行が停止される。把持部材506が待機状態から、搬送路2を横断して突出した状態となり、支持台505から突出したプリプレグシート5の端部を先端部507のクリップで把持する(図6)。
【0084】
プリプレグシート5の端部を把持した把持部材506は、突出した状態から待機状態の位置に復帰するように移動する(図7)。なお、把持部材506がプリプレグシート5を引き出す場合に、第2押え部材504は上方に移動し、プリプレグシート5の押え状態を解消する(図7(b))。なお、クリップ507は、プリプレグシート5の全幅を把持しており、これにより、プリプレグシート5を引き出すときに、プリプレグシート5の全幅にわたってある張力を均一に付加して引き出すことができる。
【0085】
そして、把持部材506が待機状態の位置まで完全に復帰すると、プリプレグシート5が2層の多軸多層補強シートの上に覆い被さる状態となる(図7(a))。
【0086】
把持部材506が待機状態の位置まで完全に復帰すると、一対の第1押え部材502が下方に移動し、また同時に一対の第1支持台503が上方へ移動し、プリプレグシート5を上下から挟み込んで固定する。また、第2押え部材504が再び下降し、プリプレグシート5を支持台505に押圧し、固定する(図8)。
【0087】
プリプレグシート5を固定すると、一対のカッター515が下降し、プリプレグシート5を第1押え部材502の外側で裁断する(図9)。この場合において、プリプレグシート5は第1押え部材502、第1支持台503、第2押え部材504及び第2支持台505で固定されているため、切断時に動くことがなく、プリプレグシート5に含まれる繊維束がばらけたり、捩れてプリプレグシート5上の繊維束の分布が不均質となることを防止している(図9(b))。
【0088】
プリプレグシート5の裁断が終了すると、第1押さえ部材502及び第1支持台503は、裁断され、搬送路2上に残ったプリプレグシート5を保持したまま下方に移動し、搬送路2の2層多軸補強シート上に積層する。そして、上プレス板513が下方に移動し、且つ下プレス板514が上方に移動して、プリプレグシート5が積層され、3層になった多軸補強シートを上下からプレスする。このプレスによって、層間の空気溜まりを極力減らし、また層間の密着性を向上させる。さらに、一対のカッター516が下方に移動し、搬送路2に沿ってプリプレグシート5を裁断する(図10)。なお、プリプレグシート5の裁断が終了すると、把持部材506が把持しているプリプレグシート5の切れ端や第1支持台503上に残ったプリプレグシート5の切れ端は破棄される。
【0089】
そして、3層になった多軸多層補強シートをさらに搬送路2にそって搬送する。
【0090】
上記の工程を繰り返すことにより、プリプレグシート積層装置50は搬送中の多軸多層補強シートに新たなプリプレグシート5の積層を加えていく。
【0091】
なお、一対のカッター515、516は搬送路2に平行しており、プリプレグシート5を搬送方向と平行した状態で切断することができる。つまり、クリップ507が搬送方向に平行した状態でプリプレグシート5を把持し、且つプリプレグシート5の切断も搬送方向と平行して行うため、積層されるプリプレグシート5の両端部に無駄な部分を極力少なくすることができる。
【0092】
次にプリプレグシート平行積層装置40について説明する。
【0093】
図11に、プリプレグシート平行積層装置40の概略構成図を示す。
【0094】
図11(a)は、図2におけるBB’で示される線における概略断面図であり、図11(b)は、プリプレグシート平行積層装置40の概略側面図である。
【0095】
プリプレグシート平行積層装置40は、多軸多層補強シート1の搬送方向と平行な軸に設置したプリプレグシート4を、プリプレグシート積層装置30によって搬送路2上に拡布されたプリプレグシート3上に積層する。
【0096】
また、プリプレグシート平行積層装置40では、多軸多層補強シートの搬送面と平行なxy平面内に配置され、且つ搬送路2と直交する方向に軸を有するプリプレグシート供給ロール401が搬送路2の上方(z方向)に配置される。また、プリプレグシート供給ロール401の軸と平行に配置された押圧ロール402が搬送路2の上面に近接して設けられる。
【0097】
プリプレグシート供給ロール401から供給されたプリプレグシート4は、押圧ロール402の下面側を経由して搬送路面上に拡布され、既に搬送路2に挿入されているプリプレグシート3の上に積層される。またプリプレグシート4は、押圧ロール402の下面側を通過する際に搬送路2上に押圧され、押圧を受けることによって右側チェーン201及び左側チェーン202に設けられた針205でチェーン201及び202に固定される。
【0098】
また、プリプレグシート4が供給ロール401から離れる際、離型紙407を剥がせるように、離型紙分離ロール405を、プリプレグシート供給ロール401からプリプレグシート4が離れる点の近傍に配置する。さらに、剥がした離型紙407を巻き取る離型紙巻取りロール404が、離型紙分離ロール405よりも搬送路2の上流側に配置される。
【0099】
押圧ロール402は、トルク制御モータ(図示せず)から動力供給を受けて回転するように構成されており、プリプレグシート4に無理な加重を掛けることなく搬送路2に押圧するため、搬送路2に近接する押圧ロール402の表面の接線速度が、多軸多層補強シート1の搬送速度と略一致するように回転する。
【0100】
押圧ロール402の下流側に設けられ、上下一対のプレス板406は、プリプレグシート3とその上に積層されたプリプレグシート4により2層となった多軸補強シートを上下からプレスする。このプレスによって、層間の空気溜まりを極力減らし、また層間の密着性を向上させる。
【0101】
なお、本実施形態のように、搬送方向に繊維方向が揃ったプリプレグシートを供給するよりも搬送路2の上流側で、繊維方向が搬送方向と異なるプリプレグシートを挿入することが好ましい。繊維方向が搬送方向と略平行なプリプレグシートを最初に搬送路2に挿入すると、プリプレグシートを搬送路上で拡布するために搬送装置20でプリプレグシートの両側端を固定することにより、そのプリプレグシートは引張強度の強くない繊維方向と直交する方向に引っ張られ、繊維がばらけて不均質となってしまうおそれがあるためである。一方、既にプリプレグシートが搬送路2上に存在し、その上に積層していく場合には、そのような不都合が生じない。
【0102】
次に、加熱加圧装置70について説明する。
【0103】
図12に、加熱加圧装置70の概略構成図を示す。
【0104】
図12(a)は、図2のCC’で示された線における概略断面図であり、図12(b)は加熱加圧装置70の概略側面図である。
【0105】
加熱加圧装置70は、全ての積層装置の下流に設けられ、搬送路2を挟んで上下一対であり、それぞれ多軸多層補強シート1の搬送方向に直交する方向に回転軸を有するロール701、702で構成される。また、各ロール701、702の内部には熱源を有し、多軸多層補強シート1を約60℃〜約400℃に加熱する。
【0106】
加熱加圧装置70は、全てのプリプレグシートが積層された多軸多層補強シート1に対し、一様な熱及び/又は圧力を掛け、積層された各プリプレグシート間をさらに一体化させる。
【0107】
カッター80は、加熱加圧装置70よりも搬送路2の下流側に配置され、一対のカッター81、82を有し、カッター801、802はそれぞれ右側チェーン201及び左側チェーン202の内側に近接して設けられる。そして、加熱加圧装置70を経由して搬送されてきた多軸多層補強シート1から、搬送装置20のチェーン201及び202に固定された耳部を切り落とす。
【0108】
回収ロール90は、本発明に係る多軸多層補強シート製造装置100の搬送路の最下流に配置され、回転軸が搬送面に平行なxy平面に配置され、且つ搬送路2に直交する方向となるように設けられる。そして、カッター80により、耳部を切り落とされた多軸多層補強シート1を巻き取って回収する。
【0109】
上述してきたように、本発明に係る多軸多層補強シート製造装置では、挿入されるプリプレグシート毎に異なる積層装置を用いるため、各層の繊維束の方向や積層の順番を任意に変更可能な多軸多層補強シートを製造することが可能である。また、プリプレグシート毎に厚みを変えることも可能であり、多軸多層繊維補強シートに対する多様な要望に応じた多軸多層繊維補強シートを製造することが可能である。さらに、各層をを構成するプリプレグシートの全幅に張力を付加した状態で積層・密着させるため、各層内の繊維に対して均一な張力が付加され、繊維の弛みが無い多軸多層繊維補強シートを製造することが可能である。また各層を構成するシートをプリプレグシートとし、積層の際、又は積層後に加熱・加圧を行うため、ステッチ糸を用いずに各層を密着させた状態で一体化させることができる。
【0110】
以下に、本発明に係る多軸多層補強シート製造装置100における第1の製造方法について説明する。
【0111】
第1の製造方法は、搬送路2によるプリプレグシートの搬送を停止している間に、搬送路2に対して各プリプレグシート積層装置30、50及び60から一斉にプリプレグシートを挿入し、それらプリプレグシートを搬送路に沿って裁断した後、一定量だけ搬送する、といった動作を繰り返すものであり、その際に、搬送路2に挿入される各プリプレグシートが、継ぎ目を生じず、隙間無く敷き詰められる条件を備えたものである。
【0112】
図13に、1回の製造サイクルにおける工程のフローチャートを示す。
【0113】
まず、図5〜9で説明したように、搬送停止状態で、各プリプレグシート積層装置30、50、及び60から、それぞれプリプレグシート3、5及び6が搬送路2を覆うように挿入され、搬送路2に沿って裁断される(ステップ101)。
【0114】
次に、裁断されたプリプレグシートを、図10で説明したように、多軸多層補強シート1に積層し、プレスする(ステップ102)。なお、このステップにおいて、先のサイクルでプリプレグシート平行積層装置40から挿入されたプリプレグシート4をプレスし、積層する。
【0115】
その後、搬送路2に沿って、裁断され、搬送路2上に積層されたプリプレグシートを距離Lだけ搬送する(ステップ103)。この搬送中、プリプレグシート平行積層装置40からは、プリプレグシート4が長さLだけ搬送路2に挿入される。なお、プリプレグシート平行積層装置40から供給されるプリプレグシート4は、幅Bを有し、これは右側チェーン201及び左側チェーン202の外側同士の間隔と等しい。
【0116】
ここで、各プリプレグシート積層装置30、50、及び60から供給されるプリプレグシート3、5、及び6の長手方向(繊維方向)と、搬送方向とのなす角を、それぞれθ30、θ50、及びθ60とすると、各プリプレグシート積層装置30、50、及び60から供給されるプリプレグシートの幅W30、W50、及びW60は、それぞれ以下の式で表される。
【0117】
W30 = L・sin|θ30| (1.1)
W50 = L・sin|θ50| (1.2)
W60 = L・sin|θ60| (1.3)
さらに、各プリプレグシート積層装置30、50、及び60について、プリプレグシートの引き出しを同時に開始するよう、コントローラから指示を与えることにより、無駄なタイムラグを無くし、製造速度を向上させることができる。また、各プリプレグシート積層装置におけるプリプレグシートの搬送路への挿入に要する時間ts(上記ステップ101及び102の1回あたりの所要時間)が一定となるように、把持部材306、506、及び606の往復運動における、x方向の平均移動速度τ306、τ506、τ606を、それぞれ
τ306 = 2(B+α30+β30)/(sin|θ30|・(ts−c)) (2.1)
τ506 = 2(B+α50+β50)/(sin|θ50|・(ts−c)) (2.2)
τ606 = 2(B+α60+β60)/(sin|θ60|・(ts−c)) (2.3)
とすることが好ましい。ここでαi(i=30,50,60)は、各把持部材が、支持台から突出したプリプレグシートの端部を把持する位置から、右側チェーン201の外側面までの距離、βi(i=30,50,60)は、各把持部材の待機状態における位置から、左側チェーン202の外側面までの距離であり、またcは把持部材の移動以外の、プリプレグシートの固定、把持、裁断等に要する時間の総計である。
【0118】
上述したステップ101〜103を繰り返すことにより、どのプリプレグシート3〜6も隙間無く敷き詰めることが可能であり、高品質な多軸多層補強シートを高速に製造することができる。
【0119】
本実施形態により、幅100cmで、下から順に、長手方向と繊維方向のなす角が45度、0度、135度、90度の順に積層された4層構成の多軸多層補強シートを製造する場合について説明する。ただし、カッター80で切り落とされる両端の耳部の幅を、それぞれ6.0cmとし(すなわち、B=112.0cm)、ステップ103における1回あたり搬送距離を100cmとする。
【0120】
この場合、各プリプレグシート積層装置について、θ30=45.0度、θ50=135.0度、θ60=90.0度となるように、支持基盤の向きを設定する。
【0121】
各プリプレグシート積層装置にから供給される、プリプレグシートの幅は、式(1.1)〜(1.3)より、W30=W50=70.71cm、W60=100.0cmであればよいことが分かる。
【0122】
また、搬送停止期間中、各プリプレグシート積層装置が同時にプリプレグシートの挿入を完了するには、プリプレグシートの搬送路への挿入に要する時間ts=12secとし、プリプレグシートの固定、把持、裁断等に要する時間の総計を2secとした場合、α30=β30=α50=β50=14.7cm、α60=β60=44.0cmとして(即ち、支持基盤の回転中心より、距離100cmの位置に、プリプレグシートの端部を把持する位置と、把持部材の待機位置を設定した場合)、式(2.1)〜(2.3)より、τ306=τ506=τ606=40.0cm/secであることを要する。さらに、各プリプレグシート積層装置の回転可能角を制限し、αi、βiを短くした場合、例えばα30=β30=α50=β50=α60=β60=2.0cmの場合、式(2.1)〜(2.3)より、τ306=τ506=32.8cm/sec、τ606=23.2cm/secで把持部材を移動させればよい。
【0123】
なお、本実施形態においては、各プリプレグシート積層装置からプリプレグシートを搬送路上に挿入し、裁断するまでは搬送装置20の動作と干渉しないため、独立に動作させることが可能である。そこで、上述したステップ101における、プリプレグシートの挿入・裁断を、ステップ103と同時に実行してもよい。このようにすることで、製造速度の向上を図ることができる。
【0124】
また、プリプレグシート積層装置30、50及び60について、搬送路2に対するプリプレグシートの挿入角を調整することにより、用途に合わせた任意の方向に繊維束を向けた多軸多層補強シート1を作成することが可能である。特に、全てのプリプレグシート積層装置について、搬送路2に対する角を同一として一方向に繊維補強されたプリプレグシートを搬送路2に挿入し、プリプレグシート平行積層装置40からのプリプレグシートの挿入を停止すれば、一方向にのみ繊維束の向きが揃えられた多軸多層補強シート1を得ることもできる。
【0125】
また、各プリプレグシート積層装置から供給されるプリプレグシートとして、特許文献2に記載されたような、チェック状に編み込まれた2軸織物シートを用いることもできる。この場合、1台の積層装置から供給されるプリプレグシート自体が、2方向の軸に沿って繊維補強されているため、より等方性に優れた多軸多層補強シートを得ることができる。例えば、多軸多層補強シート製造装置100において、各積層装置から2軸織物シートを供給することとし、プリプレグシート積層装置30は、搬送方向とシート挿入方向のなす角を45度とし、プリプレグシート積層装置50は、搬送方向とシート挿入方向のなす角を67.5度とし、プリプレグシート積層装置60は、搬送方向とシート挿入方向のなす角を112.5度とすれば、22.5度ずつの等角度で、8方向の軸それぞれに沿って繊維補強された多軸多層補強シートを作成することができる。
【0126】
次に、本発明の第2の実施形態に係る多軸多層補強シートの製造装置200について説明する。
【0127】
図14に、多軸多層補強シート製造装置200の概略構成図を示す。なお、第1の実施形態と同じ構造・作用をする部材には、同じ番号を付す。
【0128】
多軸多層補強シート製造装置200と上述した多軸多層補強シート製造装置100の相違点は、各積層装置がプリプレグシートを搬送路2に挿入する領域にプレス板を設ける代わりに、各積層装置の下流に別途したプレス部を設け、プリプレグシートの挿入機構と独立させたことにある。またこのプレス部は、多軸多層補強シートを加熱する能力を有するため、製造装置100において搬送路2の最下流部に位置した加熱加圧装置70は、製造装置200では不要としてもよい。
【0129】
本実施形態では、プリプレグシートの挿入機構とプレス部が独立しているため、各層の繊維束の方向が異なる複数の仕様の多軸多層補強シートを同一の製造装置で製造することが求められる場合であっても、プリプレグシートと搬送路2とのなす角の変更によって異なる形状のプレス板を準備し、交換する必要が無いためメンテナンスの工数が減り、トータルの製造コストを下げることが可能である。
【0130】
以下に、図15を参照しつつ、本実施形態に係るプレス部について説明する。なお、本プレス部は、各積層装置及び平行積層装置とも同様のものであるため、プリプレグシート積層装置51のプレス部52を用いて説明する。
【0131】
図15は、図14におけるx方向から見た、プリプレグシート積層装置51のプレス部の概略側面図である。
【0132】
本プレス部52では、2等辺三角形の頂点の位置に設けられた3個のガイドロール521と、そのガイドロール521で形成された2等辺三角形の外周に沿って移動可能な無端状の離型用ベルト526が搬送路2の上方に設けられている。また、離型用ベルト526は2等辺三角形の底辺、即ち搬送路2に近接した辺において、搬送方向と同方向に移動するようにガイドロール521の周りを周回する。
【0133】
ガイドロール521で形成される2等辺三角形の内部には、搬送路2の上流側に加熱加圧プレス板522、下流側に冷却プレス板523が設けられており、搬送路2に離型用ベルト526を押圧可能なように、それぞれ上下移動自在に構成されている。また加熱加圧プレス板522、冷却プレス板523は、それぞれ搬送方向に略L/2の長さを有し、互いに近接して配置される。ただしLは、一回あたりの挿入で、プリプレグシート5が搬送路2に挿入される、搬送方向のプリプレグシートの幅である。
【0134】
加熱加圧プレス板522は、内部に熱源を有し、ガイドロールを通じて多軸多層補強シートを約60℃〜約400℃に熱することが可能である。この加熱加圧によって多軸多層補強シートを構成する各層のプリプレグシートに含浸若しくは付着された熱硬化性樹脂の熱硬化又は熱可塑性樹脂の軟化を生じさせ、且つ各プリプレグシート間の密着を高める。
【0135】
冷却プレス板523は、約10℃〜約30℃といった常温で多軸多層補強シートを冷却する。冷却速度を向上させるため、プレス板523の内部に冷却水を循環させるよう、構成してもよい。
【0136】
一方、搬送路2の下方には、ガイドロール521で形成される2等辺三角形と相対する位置に、台形の各頂点となる4個のガイドロール524とその外周を周回する無端状の離型用ベルト527が設けられている。さらに、ガイドロール524で形成される台形の内部に、加熱加圧プレス板522、冷却プレス板523と搬送路2を挟んで対向させた下プレス板525が上下移動自在に設けられている。
【0137】
なお、離型用ベルト526及び527は、テフロン(登録商標)や熱硬化性ポリイミド樹脂等で構成され、多軸多層補強シートのプレス板522、523等への接着を防止し、搬送路2から多軸多層補強シートが浮き上がることを防止するために使用される。
【0138】
次に、本製造装置200を用いた第2の製造方法について、図16を用いて説明する。
【0139】
図16に、第2の製造方法についての1回の製造サイクルにおける工程のフローチャートを示す。
【0140】
まず、図5〜図9を用いて説明したようにプリプレグシート3、5、6が搬送路2に挿入・裁断される(ステップ111)。裁断が終わると、図10で説明したようにプリプレグシート3、5、6は搬送路2に積層される(ステップ112)。ただし、第1の製造方法と異なり、各プリプレグシートに対するプレスは行われない。
【0141】
プリプレグシートの積層が終わると、多軸多層補強シートは搬送路2に沿ってL/2だけ搬送される(ステップ113)。なおこの搬送の際、プリプレグシート4が平行積層装置41から長さL/2だけ挿入される。またシート搬送中、加熱加圧プレス板522、冷却プレス板523は搬送路2の上方に離れて待機する。同様に、下部プレス板525も搬送路2の下方に離れて待機する。
【0142】
搬送が終わると、加熱加圧プレス板522、冷却プレス板523は下方に移動し、同時に下部プレス板525も上方に移動して多軸多層補強シートに対してプレスする(ステップ114)。この際、加熱加圧プレス板522の直下に位置するシートには、圧力が加えられるとともに加熱され、プリプレグシートに熱硬化性樹脂が含浸・付着されていれば、その樹脂の熱硬化によって加圧により密着した層間の剥離が生じないように接着する。またプリプレグシートに、熱可塑性樹脂が含浸・付着されていれば、樹脂が軟化して層間の密着性を高め、その後の冷却によって硬化して層間の剥離が生じないように接着される。
【0143】
数秒程度、プレスを行うと、再び加熱加圧プレス板522、冷却プレス板523は上方に移動し、下部プレス板525も下方に移動して搬送路2に対する圧力を無くし、その後再び多軸多層補強シートをL/2だけ搬送する(ステップ115)。それから、ステップ114と同様、多軸多層補強シートをプレスする(ステップ116)。ステップ116では、ステップ114で加熱加圧プレス板522によってプレスされ、加熱された部分が、今度は冷却プレス板523によって冷却される。
【0144】
なお、各プリプレグシート3、5及び6の幅W30、W50、及びW60は、裁断されたプリプレグシートを搬送路2上で継ぎ目を生じず、隙間無く並べるために、第1の製造方法と同じく式(1.1)〜(1.3)を満たす必要がある。
【0145】
次に、本発明の第2の実施形態に係る多軸多層補強シートの製造装置200のプレス部の別の構成例を、図17を参照しつつ説明する。
【0146】
図17は、図14に示すx方向から、多軸多層補強シート製造装置200を見た場合の本プレス部53の概略側面図である。
【0147】
本プレス部53では、上述したプレス部52の加熱加圧プレス板、冷却プレス板及び下部プレス板の代わりに、搬送路2の上流側より、熱した空気を吹き付けて多軸多層補強シートを約60℃〜約200℃に加熱するホットエアー供給器532と、多軸多層補強シートに圧力を加えるための搬送路2を挟んで上下一対の加圧ロール533、及び上述した冷却プレス板523同様に多軸多層補強シートを冷却するための搬送路2を挟んで上下一対の冷却ロール534を備える点で相違する。なお、搬送路2上方のガイドロール531及び離型用ベルト536、及び搬送路2下方のガイドロール535及び離型用ベルト537は、上述したプレス部と同様の構成・作用を有する。
【0148】
本プレス部53では、プレス板の代わりに回転可能なロール等を用いているため、多軸多層補強シートを搬送しつつ、加熱・加圧・冷却を行えるという利点がある。
【0149】
なお、加圧ロール533、冷却ロール534は、上下に1個ずつに限る必要は無く、多軸多層補強シートの仕様として要求される強度に基づいて2個、3個と増設してもよい。
【0150】
また、本発明の第2の実施形態に係る多軸多層補強シートの製造装置200のプレス部のさらに別の構成例を、図18を参照しつつ以下に説明する。
【0151】
本プレス部54では、上述したプレス部52、53と異なり、離型用ベルトを用いる代わりに離型紙544及び550を用いている点が主要な相違点である。同じベルト面が何度も多軸多層補強シートと接触する離型用ベルトと異なり、離型紙では1度多軸多層補強シートと接触した部分がシートの別の部分と再度接触することがなく、樹脂の滓等が離型しに付着した場合であっても、その滓等を他の部分に付着させることがない。そのため、離型紙の使用は、多軸多層補強シートの汚れを防止し、また樹脂の厚みのバラつきを抑制してシートの均質性を向上できる利点を有する。
【0152】
図18(a)は、本実施形態におけるプレス部54の概略上面図であり、図18(b)は、図18(a)のx方向から見たプレス部54の概略側面図である。
【0153】
搬送路2の上方に配置された離型紙供給ロール541は離型紙544を供給する。離型紙544は、離型紙供給ロール541から下方に引き出され、一対のガイドロール543で搬送路2の上面に密着し、搬送路2の上流側から下流側への経路を経由した後、離型紙供給ロール541よりも搬送路2の下流方向に配置された離型紙巻取りロール542で巻き取られる。
【0154】
同様に、搬送路2の下方に配置された離型紙供給ロール547は離型紙550を供給する。離型紙550は、離型紙供給ロール547から上方に引き出され、一対のガイドロール549で搬送路2の下面に密着し、搬送路2の上流側から下流側への経路を経由した後、離型紙供給ロール547よりも搬送路2の下流方向に配置された離型紙巻取りロール548で巻き取られる。
【0155】
離型紙544及び550が搬送路2に密着している部分には、搬送路2の上流側から順に、上下一対の加熱加圧ロール545及び上下一対の冷却ロール546が設けられる。
【0156】
加熱加圧ロール545は、上述したプレス部52の加熱加圧プレス板522と同様、多軸多層補強シートを加熱し、加圧する。また冷却ロール546は、上述した冷却プレス板523同様、多軸多層補強シートを冷却する。
【0157】
以下に、プレス部52の代わりに、プレス部53又はプレス部54を用いた場合の多軸多層補強シート製造装置200における、第3の製造方法について説明する。
【0158】
第3の製造方法では、多軸多層補強シートをプレスするために搬送を停止する工程を有さない点に特徴を有し、製造速度の向上を図ることができる。
【0159】
まず、図5〜図9で説明したように、プリプレグシート3、5、6が搬送路2に挿入され、裁断される(ステップ121)。
【0160】
次に、図10で説明したようにプリプレグシート3、5、6は搬送路2に積層される(ステップ122)。ただし、第1の製造方法と異なり、各プリプレグシートに対するプレスは行われない。
【0161】
その後、各プリプレグシートが積層された多軸多層補強シートは、一定量Lだけ搬送路2に沿って搬送される(ステップ123)。なお、この搬送の際に、プレス部53又はプレス部54を通過した多軸多層補強シートに対して、加熱・加圧・冷却といった処理が行われる。また搬送と同時に、プリプレグシート4が搬送路2に一定量Lだけ挿入される。
【0162】
なお、各プリプレグシート3、5及び6の幅W30、W50、及びW60は、裁断されたプリプレグシートを搬送路2上で継ぎ目を生じず、隙間無く並べるために、第1の製造方法と同じく式(1.1)〜(1.3)を満たす必要がある。
【0163】
さらに、多軸多層補強シート製造装置200において、プレス部53又はプレス部54を用いた場合、製造中の多軸多層補強シートの搬送を止めることなく、連続搬送を行いつつ各プリプレグシートを継ぎ目無く積層していくことも可能である。
【0164】
以下に、多軸多層補強シートを連続搬送しながら各プリプレグシートを継ぎ目無く積層する、第4の製造方法について説明する。
【0165】
本製造方法では、搬送路に沿って、製造中の多軸多層補強シート1を一定の搬送速度vで連続して搬送する(ステップ131)。この搬送中、プリプレグシート平行積層装置41からは、連続してプリプレグシート4が供給され、ある経過時間t中に長さ(v・t)だけ供給される。また上述したように、プリプレグシート平行積層装置41から供給されるプリプレグシート4は、幅Bを有する。
【0166】
各プリプレグシート積層装置31、51、及び61は、所定の周期で、それぞれプリプレグシート3、5及び6を搬送路2に挿入する(ステップ132)。
【0167】
ここで、各プリプレグシート積層装置31、51、及び61から供給されるプリプレグシートの長手方向(繊維方向)と、搬送方向とのなす角を、それぞれθ30、θ50、及びθ60とし、各プリプレグシート積層装置31、51、及び61が、搬送路2に1回プリプレグシートを挿入するための1周期あたりのサイクルタイムをtfi(i = 31,51,61)とすると、各プリプレグシート積層装置31、51、及び61から供給されるプリプレグシートの幅W31、W51、及びW61は、それぞれ以下の式で表される。
【0168】
W31 = (v・tf31)sin|θ30| (3.1)
W51 = (v・tf51)sin|θ50| (3.2)
W61 = (v・tf61)sin|θ60| (3.3)
さらに、サイクルタイムtfiでプリプレグシートの挿入を終わらせるため、把持部材306、506、及び606の往復運動のx方向の平均移動速度τ306、τ506、τ606は、それぞれ
τ306 = 2(B+α30+β30)/(sin|θ30|・(tf31−c)) (4.1)
τ506 = 2(B+α50+β50)/(sin|θ50|・(tf51−c)) (4.2)
τ606 = 2(B+α60+β60)/(sin|θ60|・(tf61−c)) (4.3)
であることを要する。ここでαi、βi及びcの定義は、式(2.1)〜(2.3)と同様である。なお、各プリプレグシートの挿入、裁断及び積層手順は、図5〜図10を用いて上述した手順と同様である。
【0169】
このように、多軸多層補強シート1を連続搬送したままプリプレグシート3〜6の挿入を行うことにより、多軸多層補強シートの製造性を向上させることができる。また、式(3.1)〜(3.3)から分かるように、プリプレグシート積層装置毎のサイクルタイムを変えることもできるため、幅の種類が1種類しかないプリプレグシートを用いても、隙間無くプリプレグシートを敷き詰めた多軸多層補強シートを製造することができる。
【0170】
なお、多軸多層補強シート1を連続搬送した状態でプリプレグシート3、5及び6を積層する際には、搬送路2上で裁断された各プリプレグシート3、5及び6を多軸多層補強シートの搬送に同期させ、同じ速度で移動させつつ積層することが好ましい。
【0171】
以上、説明してきたように、本発明によると、少なくとも1方向に引き揃えられた繊維束を有するプリプレグシートを隙間無く並べ、且つ繊維補強方向が異なるように多層に積層することが可能な多軸多層補強シートの製造装置及び製造方法を得ることができる。
【0172】
なお、本発明は、上述した実施形態に限られるものではなく、例えば、積層装置の数を増やしたり、順番を入れ替えることも可能である。それらは、要求される多軸多層補強シートの仕様に基づいて、本発明の範囲において最適化することができる。
【図面の簡単な説明】
【0173】
【図1】本発明に係る多軸多層補強シート製造装置で製造可能な多軸多層補強シートの一例の概略構成図である。
【図2】本発明の第1の実施形態に係る多軸多層補強シート製造装置の概略構成図である。
【図3】(a)は搬送装置の概略上面図であり、(b)は搬送装置の概略側面図である。
【図4】(a)はプリプレグシート積層装置の概略上面図であり、(b)はプリプレグシート積層装置の概略断面図である。
【図5】(a)はプリプレグシートを搬送路に挿入する前の段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図6】(a)はプリプレグシートを把持部材が把持した段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図7】(a)はプリプレグシートが搬送路に挿入された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図8】(a)は搬送路に挿入されたプリプレグシート5が固定された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図9】(a)は搬送路に挿入されたプリプレグシート裁断された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図10】(a)は裁断されたプリプレグシートが、搬送路に積層された段階を示すプリプレグシート積層装置の概略上面図であり、(b)はその段階におけるプリプレグシート積層装置の概略断面図である。
【図11】(a)はプリプレグシート平行積層装置の概略断面図であり、(b)はプリプレグシート平行積層装置の概略側面図である。
【図12】(a)は加熱加圧装置の概略断面図であり、(b)は加熱加圧装置の概略側面図である。
【図13】本発明の第1の製造方法における1サイクルあたりの工程を示すフローチャートである。
【図14】本発明の第2の実施形態に係る多軸多層補強シート製造装置の概略構成図である。
【図15】本発明の第2の実施形態に係る多軸多層補強シート製造装置のプレス部の概略側面図である。
【図16】本発明の第2の製造方法における1サイクルあたりの工程を示すフローチャートである。
【図17】本発明の第2の実施形態に係る多軸多層補強シート製造装置の別のプレス部の概略側面図である。
【図18】(a)は本発明の第2の実施形態に係る多軸多層補強シート製造装置のさらに別のプレス部の概略上面図であり、(b)は本発明の第2の実施形態に係る多軸多層補強シート製造装置のさらに別のプレス部の概略側面図である。
【図19】本発明の第3の製造方法における1サイクルあたりの工程を示すフローチャートである。
【符号の説明】
【0174】
1 多軸多層補強シート
100、200 多軸多層補強シート製造装置
2 搬送路
3、4、5、6 プリプレグシート
20 搬送装置
30、50、60 プリプレグシート積層装置
40 プリプレグシート平行積層装置
70 加熱加圧装置
52、53、54 プレス部
【特許請求の範囲】
【請求項1】
(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記プリプレグシートを積層するステップと、
(3)前記積層されたプリプレグシートを、所定の搬送方向に前記搬送路で一定量Lだけ搬送するステップとを有し、
前記プリプレグシートの幅Wが、前記搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項2】
前記(3)のステップでは、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項1に記載の製造方法。
【請求項3】
前記(2)又は(3)のステップでは、さらに前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱する、請求項1又は2に記載の製造方法。
【請求項4】
(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記第1のプリプレグシートを積層するステップと、
(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、
(4)前記第2のプリプレグシートを積層するステップと、
(5)前記積層された第1及び第2のプリプレグシートを、所定の搬送方向に前記搬送路で一定量Lだけ搬送するステップとを有し、
前記第1のプリプレグシートの幅をW1、前記搬送方向と前記搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、前記第2のプリプレグシートの幅をW2、前記搬送方向と前記搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2としたとき、
W1=L・sin|θ1| ただし、0°<|θ1|<180°
W2=L・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項5】
前記(5)のステップでは、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項4に記載の製造方法。
【請求項6】
前記(2)、(4)、又は(5)の何れかのステップでは、さらに前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱する、請求項4又は5に記載の製造方法。
【請求項7】
(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記プリプレグシートを積層するステップとを有し、
前記搬送路は、前記(1)及び(2)のステップを実行している間、一定の速度vで前記積層されたプリプレグシートの搬送を継続し、且つ前記プリプレグシートの幅Wが、前記搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、前記(1)及び(2)のステップを1回行うために要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項8】
前記(1)及び(2)のステップの実行中、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項7に記載の製造方法。
【請求項9】
前記(2)のステップの後に、さらに前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱する、請求項7又は8に記載の製造方法。
【請求項10】
(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記第1のプリプレグシートを積層するステップと、
(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、
(4)前記第2のプリプレグシートを積層するステップとを有し、
前記搬送路は、前記(1)〜(4)のステップを実行している間、一定の速度vで前記積層されたプリプレグシートの搬送を継続し、且つ前記第1のプリプレグシートの幅をW1、前記搬送方向と前記搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、前記第2のプリプレグシートの幅をW2、前記搬送方向と前記搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2、前記(1)〜(4)のステップを1回行うために要する時間をtfとしたとき、
W1=v・tf・sin|θ1| ただし、0°<|θ1|<180°
W2=v・tf・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項11】
前記(1)〜(4)のステップの実行中、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項10に記載の製造方法。
【請求項12】
前記(2)のステップの後に、さらに前記第1のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記第1のプリプレグシートを加熱し、且つ前記(4)のステップの後に、さらに前記第2のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記第2のプリプレグシートを加熱する請求項10又は11に記載の製造方法。
【請求項13】
前記プリプレグシートの厚みが、0.005mm以上0.08mm以下である、請求項1〜12の何れか一項に記載の製造方法。
【請求項14】
前記プリプレグシートは、前記一方向へ引き揃え配列した繊維と異なる方向へ引き揃え配列した繊維をさらに有する、請求項1〜13の何れか一項に記載の製造方法。
【請求項15】
一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、前記プリプレグシートを裁断し、搬送路に積層する第1のプリプレグシート積層装置と、
前記積層されたプリプレグシートを、前記搬送路に沿って搬送する搬送装置とを有し、
前記搬送装置は、前記プリプレグシートが積層される度に、前記積層されたプリプレグシートを長さLだけ搬送し、前記プリプレグシートの幅Wが、前記プリプレグシートの搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造装置。
【請求項16】
さらに、前記プリプレグシートを前記搬送路に挿入し、前記プリプレグシートを裁断し、前記搬送路に積層する第2のプリプレグシート積層装置を有し、
前記第1のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角と、
前記第2のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角が異なる、請求項15に記載の製造装置。
【請求項17】
さらに、前記搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置を有する、請求項15又は16に記載の製造装置。
【請求項18】
前記プリプレグシート積層装置は、前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱するプレス部を有する、請求項15〜17の何れか一項に記載の製造装置。
【請求項19】
一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、前記プリプレグシートを裁断し、前記搬送路に積層する第1のプリプレグシート積層装置と、
前記積層されたプリプレグシートを、前記搬送路に沿って搬送する搬送装置とを有し、
前記搬送装置は、一定の速度vで搬送を継続し、前記プリプレグシートの幅Wが、前記プリプレグシートの搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、前記プリプレグシートの挿入から積層までの1回あたりに要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造装置。
【請求項20】
さらに、前記プリプレグシートを前記搬送路に挿入し、前記プリプレグシートを裁断し、前記搬送路に積層する第2のプリプレグシート積層装置を有し、
前記第1のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角と、
前記第2のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角が異なる、請求項19に記載の製造装置。
【請求項21】
さらに、前記搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置を有する、請求項19又は20に記載の製造装置。
【請求項22】
前記プリプレグシート積層装置は、前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱するプレス部を有する、請求項19〜21の何れか一項に記載の製造装置。
【請求項23】
前記プリプレグシート積層装置は、前記搬送路に挿入する前記プリプレグシートの長手方向と前記搬送方向がなす角を変更可能なように構成される、請求項15〜22の何れか一項に記載の製造装置。
【請求項1】
(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記プリプレグシートを積層するステップと、
(3)前記積層されたプリプレグシートを、所定の搬送方向に前記搬送路で一定量Lだけ搬送するステップとを有し、
前記プリプレグシートの幅Wが、前記搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項2】
前記(3)のステップでは、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項1に記載の製造方法。
【請求項3】
前記(2)又は(3)のステップでは、さらに前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱する、請求項1又は2に記載の製造方法。
【請求項4】
(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記第1のプリプレグシートを積層するステップと、
(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、
(4)前記第2のプリプレグシートを積層するステップと、
(5)前記積層された第1及び第2のプリプレグシートを、所定の搬送方向に前記搬送路で一定量Lだけ搬送するステップとを有し、
前記第1のプリプレグシートの幅をW1、前記搬送方向と前記搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、前記第2のプリプレグシートの幅をW2、前記搬送方向と前記搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2としたとき、
W1=L・sin|θ1| ただし、0°<|θ1|<180°
W2=L・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項5】
前記(5)のステップでは、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項4に記載の製造方法。
【請求項6】
前記(2)、(4)、又は(5)の何れかのステップでは、さらに前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱する、請求項4又は5に記載の製造方法。
【請求項7】
(1)一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記プリプレグシートを積層するステップとを有し、
前記搬送路は、前記(1)及び(2)のステップを実行している間、一定の速度vで前記積層されたプリプレグシートの搬送を継続し、且つ前記プリプレグシートの幅Wが、前記搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、前記(1)及び(2)のステップを1回行うために要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項8】
前記(1)及び(2)のステップの実行中、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項7に記載の製造方法。
【請求項9】
前記(2)のステップの後に、さらに前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱する、請求項7又は8に記載の製造方法。
【請求項10】
(1)一方向に引き揃え配列した繊維を有する第1のプリプレグシートを搬送路に挿入し、裁断するステップと、
(2)前記第1のプリプレグシートを積層するステップと、
(3)一方向に引き揃え配列した繊維を有する第2のプリプレグシートを搬送路に挿入し、裁断するステップと、
(4)前記第2のプリプレグシートを積層するステップとを有し、
前記搬送路は、前記(1)〜(4)のステップを実行している間、一定の速度vで前記積層されたプリプレグシートの搬送を継続し、且つ前記第1のプリプレグシートの幅をW1、前記搬送方向と前記搬送路に挿入される第1のプリプレグシートの長手方向のなす角をθ1、前記第2のプリプレグシートの幅をW2、前記搬送方向と前記搬送路に挿入される第2のプリプレグシートの長手方向のなす角をθ2、前記(1)〜(4)のステップを1回行うために要する時間をtfとしたとき、
W1=v・tf・sin|θ1| ただし、0°<|θ1|<180°
W2=v・tf・sin|θ2| ただし、0°<|θ2|<180°
θ1≠θ2
の関係を満たすことを特徴とする、多軸多層補強シートの製造方法。
【請求項11】
前記(1)〜(4)のステップの実行中、さらに前記搬送方向と長手方向が平行なプリプレグシートを挿入する、請求項10に記載の製造方法。
【請求項12】
前記(2)のステップの後に、さらに前記第1のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記第1のプリプレグシートを加熱し、且つ前記(4)のステップの後に、さらに前記第2のプリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記第2のプリプレグシートを加熱する請求項10又は11に記載の製造方法。
【請求項13】
前記プリプレグシートの厚みが、0.005mm以上0.08mm以下である、請求項1〜12の何れか一項に記載の製造方法。
【請求項14】
前記プリプレグシートは、前記一方向へ引き揃え配列した繊維と異なる方向へ引き揃え配列した繊維をさらに有する、請求項1〜13の何れか一項に記載の製造方法。
【請求項15】
一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、前記プリプレグシートを裁断し、搬送路に積層する第1のプリプレグシート積層装置と、
前記積層されたプリプレグシートを、前記搬送路に沿って搬送する搬送装置とを有し、
前記搬送装置は、前記プリプレグシートが積層される度に、前記積層されたプリプレグシートを長さLだけ搬送し、前記プリプレグシートの幅Wが、前記プリプレグシートの搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθとしたとき、
W=L・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造装置。
【請求項16】
さらに、前記プリプレグシートを前記搬送路に挿入し、前記プリプレグシートを裁断し、前記搬送路に積層する第2のプリプレグシート積層装置を有し、
前記第1のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角と、
前記第2のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角が異なる、請求項15に記載の製造装置。
【請求項17】
さらに、前記搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置を有する、請求項15又は16に記載の製造装置。
【請求項18】
前記プリプレグシート積層装置は、前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱するプレス部を有する、請求項15〜17の何れか一項に記載の製造装置。
【請求項19】
一方向に引き揃え配列した繊維を有するプリプレグシートを搬送路に挿入し、前記プリプレグシートを裁断し、前記搬送路に積層する第1のプリプレグシート積層装置と、
前記積層されたプリプレグシートを、前記搬送路に沿って搬送する搬送装置とを有し、
前記搬送装置は、一定の速度vで搬送を継続し、前記プリプレグシートの幅Wが、前記プリプレグシートの搬送方向と前記搬送路に挿入されるプリプレグシートの長手方向のなす角をθ、前記プリプレグシートの挿入から積層までの1回あたりに要する時間をtfとしたとき、
W=v・tf・sin|θ| ただし、0°<|θ|<180°
の関係を満たすことを特徴とする、多軸多層補強シートの製造装置。
【請求項20】
さらに、前記プリプレグシートを前記搬送路に挿入し、前記プリプレグシートを裁断し、前記搬送路に積層する第2のプリプレグシート積層装置を有し、
前記第1のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角と、
前記第2のプリプレグシート積層装置で挿入されるプリプレグシートの長手方向と前記搬送方向がなす角が異なる、請求項19に記載の製造装置。
【請求項21】
さらに、前記搬送方向と長手方向が平行なプリプレグシート積層するプリプレグシート平行積層装置を有する、請求項19又は20に記載の製造装置。
【請求項22】
前記プリプレグシート積層装置は、前記プリプレグシートの積層方向に対して、各層間の間隙を縮める方向に圧力をかけ、又は前記プリプレグシートを加熱するプレス部を有する、請求項19〜21の何れか一項に記載の製造装置。
【請求項23】
前記プリプレグシート積層装置は、前記搬送路に挿入する前記プリプレグシートの長手方向と前記搬送方向がなす角を変更可能なように構成される、請求項15〜22の何れか一項に記載の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2006−289619(P2006−289619A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2005−108968(P2005−108968)
【出願日】平成17年4月5日(2005.4.5)
【出願人】(592029256)福井県 (122)
【出願人】(300046658)株式会社ミツヤ (17)
【出願人】(505126229)アイ・エル・ティー・コーポレーション (3)
【出願人】(000000147)伊藤忠商事株式会社 (43)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成17年4月5日(2005.4.5)
【出願人】(592029256)福井県 (122)
【出願人】(300046658)株式会社ミツヤ (17)
【出願人】(505126229)アイ・エル・ティー・コーポレーション (3)
【出願人】(000000147)伊藤忠商事株式会社 (43)
【Fターム(参考)】
[ Back to top ]