
太陽電池用接着シート及びその製造方法

【課題】 本発明は、優れた接着性を有し且つ太陽電池素子を長期間に亘って安定的に封止することができる太陽電池用接着シートを提供する。
【解決手段】 本発明の太陽電池用接着シートAは、エチレン系共重合体及び有機過酸化物を含有する樹脂層が三層以上積層一体化してなる太陽電池用接着シートであって、最外層となる樹脂層1b、1bを除いた樹脂層1aのうちの少なくとも一つの樹脂層1aは光安定剤を含有していると共に、両側最外層となる樹脂層1b、1bには、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする。
【解決手段】 本発明の太陽電池用接着シートAは、エチレン系共重合体及び有機過酸化物を含有する樹脂層が三層以上積層一体化してなる太陽電池用接着シートであって、最外層となる樹脂層1b、1bを除いた樹脂層1aのうちの少なくとも一つの樹脂層1aは光安定剤を含有していると共に、両側最外層となる樹脂層1b、1bには、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池モジュールを作製する際に用いられる太陽電池用接着シート及びこの製造方法に関する。
【背景技術】
【0002】
シリコンやセレンの半導体ウェハからなる太陽電池モジュールは、両面に太陽電池用接着シートが積層された太陽電池素子の上面に透明保護材を、下面に裏面保護材を重ね合わせて得た積層体を減圧下で脱気しながら加熱し、太陽電池素子の上下面に保護材を接着シートを介して積層一体化させることによって製造されている。
【0003】
このような太陽電池モジュールに用いられる太陽電池用接着シートとしては、例えば、特許文献1に、シランカップリング剤を含む透明軟質樹脂組成物を成膜してなるシートで構成される太陽電池用封止膜において、該シランカップリング剤がポリシロキサン系化合物を含む太陽電池用封止膜が提案されている。
【0004】
しかしながら、上記太陽電池用封止膜は、ヒンダードアミン系ラジカル捕捉剤が用いられる場合、ヒンダードアミン系ラジカル捕捉剤はシランカップリング剤が含有されている樹脂層に含有して用いられ、シランカップリング剤がヒンダードアミン系ラジカル捕捉剤の作用によって加水分解し、その結果、太陽電池用封止膜の接着性が経時的に低下し、太陽電池用封止膜を用いて得られた太陽電池モジュールの耐候性及び耐久性が低いという問題点を有している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−183382号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、長期間に亘って優れた接着性を有する太陽電池用接着シート及びその製造方法を提供する。
【課題を解決するための手段】
【0007】
本発明の太陽電池用接着シートは、エチレン系共重合体及び有機過酸化物を含有する樹脂層が三層以上積層一体化してなる太陽電池用接着シートであって、最外層となる樹脂層を除いた樹脂層のうちの少なくとも一つの樹脂層は光安定剤を含有していると共に、両側最外層となる樹脂層には、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする。
【0008】
本発明の太陽電池用接着シートの製造方法は、エチレン系共重合体及び有機過酸化物を含有する樹脂組成物を複数の押出機にそれぞれ供給して溶融混練し、上記全ての押出機を接続させているTダイに上記樹脂組成物を供給して共押出しすることによって上記樹脂組成物からなる樹脂層を3層以上積層一体化させてなる太陽電池用接着シートを製造する製造方法であって、上記押出機に供給した樹脂組成物のうちの少なくとも一の樹脂組成物は光安定剤を含有し、この樹脂組成物は最外層となる樹脂層を除いた残余の樹脂層のうちの少なくとも一の樹脂層を構成すると共に、最外層となる樹脂層を構成する樹脂組成物は、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする。
【発明の効果】
【0009】
本発明の太陽電池用接着シートは、上述の如き構成を有しているので、両側最外層を構成している樹脂層中のシランカップリング剤がヒンダードアミン系ラジカル捕捉剤の作用によって分解するようなことはなく、シランカップリング剤の作用によって長期間に亘って安定的に優れた接着性を維持し、よって、太陽電池素子を長期間に亘って確実に封止することができる。
【図面の簡単な説明】
【0010】
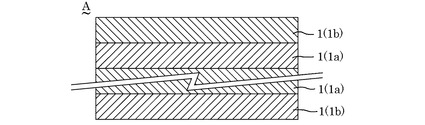
【図1】本発明の太陽電池用接着シートを示した縦断面図である。
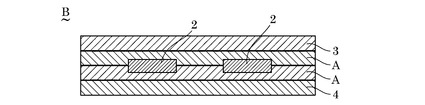
【図2】本発明の太陽電池用接着シートを用いた太陽電池モジュールの縦断面図である。
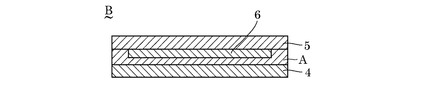
【図3】本発明の太陽電池用接着シートを用いた太陽電池モジュールの縦断面図である。
【発明を実施するための形態】
【0011】
本発明の太陽電池用接着シートの一例を図面を参照しながら説明する。図1に示したように、太陽電池用接着シートAは、エチレン系共重合体及び有機過酸化物を含有する樹脂層1、1・・・が三層以上積層一体化されてなる。
【0012】
太陽電池用接着シートAの各樹脂層1a、1bは、エチレン系共重合体及び有機過酸化物を含有している。エチレン系共重合体としては、エチレンと、エチレンと共重合し得る共重合性モノマーとの共重合体であり、このような共重合性モノマーとしては、特に限定されず、例えば、酢酸ビニル、アクリル酸、アクリル酸エステル、メタクリル酸、メタクリル酸エステル、マレイン酸、無水マレイン酸、マレイン酸エステル、プロピレンなどが挙げられ、酢酸ビニルが好ましい。なお、上記共重合性モノマーは、単独でエチレンと共重合されていても、二種以上がエチレンと共重合されていてもよい。
【0013】
上記エチレン系共重合体中に含まれる共重合性モノマーの量は、少ないと、太陽電池用接着シートの透明性が低下する虞れがあり、多いと、太陽電池用接着シートの製膜安定性や機械的強度が不十分になることがあるので、5〜50重量%であることが好ましく、10〜40重量%がより好ましく、14〜35重量%が特に好ましい。
【0014】
そして、エチレン系共重合体のメルトフローレイトは、小さいと、太陽電池用接着シートの製膜安定性が低下することがあり、大きいと、太陽電池用接着シートの機械的強度が不十分となることがあるので、1〜100g/10分が好ましい。なお、本発明におけるエチレン系共重合体のメルトフローレイトは、JIS K7210に準拠して、温度190℃、荷重2.16kgf(21.18N)の条件下で測定された値をいう。
【0015】
太陽電池用接着シートAは、太陽電池モジュールの製造時に、太陽電池素子の上下面に配設されて用いられ、減圧下での加熱圧着によって、太陽電池素子を封止一体化すると共に、太陽電池素子とこの太陽電池素子の上下面に太陽電池用接着シートを介して配設された保護材とを接着させる。エチレン系共重合体は、太陽電池用接着シートに特に必要とされる接着性及び耐熱性のうち、接着性には優れているものの、耐熱性が低いという問題点がある。そこで、太陽電池用接着シートAを構成しているエチレン系共重合体に有機過酸化物を含有させ、太陽電池モジュールの製造時に加えられる熱でエチレン系共重合体を架橋させて、太陽電池用接着シートAの耐熱性を向上させている。
【0016】
樹脂層1に用いられる有機過酸化物としては、例えば、ジクミルパーオキサイド(136℃)、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート(119℃)、t−ブチルパーオキシベンゾエート(125℃)、1,1−ジ(t−ブチルパーオキシ)−2−メチルシクロヘキサン(102℃)、1,1−ジ(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン(106℃)、1,1−ジ(t−ヘキシルパーオキシ)シクロヘキサン(107℃)、1,1−ジ(t−ブチルパーオキシ)シクロヘキサン(111℃)、2,2−ジ(4,4−ジ(t−ブチルパーオキシ)シクロヘキシル)プロパン(114℃)、t−ヘキシルパーオキシイソプロピルモノカーボネート(115℃)、t−ブチルパーオキシイソプロピルモノカーボネート(118℃)、t−ブチルパーオキシラウレート(118℃)、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン(119℃)、t−ヘキシルパーオキシベンゾエート(119℃)、t−ブチルパーオキシマレイン酸(119℃)、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート(119℃)、t−ブチルパーオキシアセテート(121℃)、2,2−ジ(t−ブチルパーオキシ)ブタン(122℃)、n−ブチル−4,4−ジ(t−ブチルパーオキシ)バレレート(127℃)、ジ−t−ヘキシルパーオキサイド(136℃)、t−ブチルクミルパーオキサイド(137℃)、ジ(2−t−ブチルパーオキシイソプロピル)ベンゼン(138℃)、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン(138℃)、ジ−t−ブチルパーオキサイド(144℃)、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキシン−3(150℃)、p−メンタンハイドロパーオキサイド(151℃)などが挙げられ、単独で用いられても2種以上が併用されてもよい。なお、上記括弧内の温度は1時間半減期温度を表す。
【0017】
樹脂層1に含有されている有機過酸化物の量は、少ないと、太陽電池モジュールの製造時において、エチレン系共重合体の架橋が不十分になって、太陽電池用接着シートの耐熱性が不足して得られる太陽電池モジュールの耐久性が低下し、多いと、太陽電池用接着シートの製膜時において、樹脂層が架橋してTダイ内に滞留し、均一な厚みの太陽電池用接着シートを得ることができなくなり、或いは、エチレン系共重合体がTダイ内で固化して、太陽電池用接着シートを押出すことができなくなるので、エチレン系共重合体100重量部に対して0.05〜3重量部が好ましい。
【0018】
樹脂層1には架橋助剤が含有されていてもよい。架橋助剤としては、アリル基、ビニル基、アクリロイル基又はメタクリロイル基を2個以上有する多官能モノマーが挙げられ、これらは、ポリマーラジカルを安定化して架橋効率を高めると共に、架橋点を集中させて、ゲルの生成を促進させる。上記多官能モノマーとしては、例えば、フタル酸ジアリル、イタコン酸ジアリル、マレイン酸ジアリル、トリアリルイソシアヌレート、トリアリルシアヌレート、トリアリルフォスフェート、ジビニルベンゼン;1,6−ヘキサンジオールジ(メタ)アクリレート、エチレンオキサイド変性ビスフェノールAジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ε−カプロラクトン変性ジペンタエリスリトールなどの(メタ)アクリレート、アルキル変性ジペンタエリスリトールの(メタ)アクリレートなどが挙げられ、単独で使用されてもよいし、二種以上が併用されてもよい。
【0019】
樹脂層1に含有されている架橋助剤の量は、少ないと、太陽電池モジュールの製造時に太陽電池用接着シートの架橋が不充分となることがあり、多いと、太陽電池用接着シートの架橋度が高くなり過ぎて硬くなるために、太陽電池素子に余分な応力がかかるなど、太陽電池素子を保護する上で好ましくないことがあるので、エチレン系共重合体100重量部に対して0.01〜1重量部が好ましい。
【0020】
本発明の太陽電池用接着シートAは、最外層となる樹脂層1bを除く樹脂層1a、1a・・・のうちの少なくとも一つの樹脂層1a、好ましくは、最外層となる樹脂層1bを除く樹脂層1a、1a・・・の全てに、太陽電池用接着シートAに長期間に亘って優れた耐候性を付与するために光安定剤が含有されている。
【0021】
光安定剤とは、紫外線のエネルギーを吸収してラジカルの発生を防止する紫外線吸収剤や、発生したラジカルを捕捉するラジカル捕捉剤などが含まれ、太陽電池用接着シートに優れた耐候性を付与することができるので、ラジカル捕捉剤が好ましい。
【0022】
紫外線吸収剤としては、特に限定されず、例えば、2−(5−メチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−(3,5−ジ−t−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾールなどのベンゾトリアゾール系紫外線吸収剤、2−ヒドロキシ−4−オクトキシベンゾフェノンなどのベンゾフェノン系紫外線吸収剤などが挙げられる。なお、紫外線吸収剤は、単独で用いられても二種以上が併用されてもよい。
【0023】
ラジカル捕捉剤としては、例えば、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケ−ト、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケ−ト、ビス(1−メトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケ−ト、ビス(1−エトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−プロポキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ブトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ペンチロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ヘキシロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ヘプチロキシ−2,2,6,6−テトラメチル−4−ピペリジ−ピペリジル)セバケート、ビス(1−オクトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ノニロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−デカニロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ドデシロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]などのヒンダードアミン系ラジカル捕捉剤が好ましく、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケ−トがより好ましい。なお、ラジカル捕捉剤は、単独で用いられても二種以上が併用されてもよい。
【0024】
最外層となる樹脂層1bを除く樹脂層1a中における光安定剤の含有量は、少ないと、太陽電池用接着シートの耐候性が低下することがあり、多いと、光安定剤が太陽電池用接着シートの表面にブリードアウトして太陽電池用接着シートの接着性が低下することがあるので、エチレン系共重合体100重量部に対して0.05〜2重量部が好ましく、0.1〜0.5重量部がより好ましい。
【0025】
なお、最外層となる樹脂層1bを除く樹脂層1aには、シランカップリング剤は含有されていてもいなくてもよい。
【0026】
最外層となる樹脂層1bを除く樹脂層1a中にシランカップリング剤が含有されている場合、各樹脂層1a中におけるシランカップリング剤の含有量は、多いと、エチレン系共重合体の架橋を阻害して太陽電池用接着シートの耐熱性が低下することがあるので、エチレン系共重合体100重量部に対して0.5重量部以下が好ましく、0.3重量部以下がより好ましい。
【0027】
なお、太陽電池用接着シートの最外層となる樹脂層1bを除く樹脂層1aには、その物性を損なわない範囲内において、スコーチ防止剤、酸化防止剤などの添加剤が含有されていてもよい。
【0028】
一方、太陽電池モジュールの製造において、太陽電池素子の表面(受光面)には太陽電池用接着シートを介してガラス板などの透明保護材が積層一体化され且つ太陽電池素子の裏面には太陽電池用接着シートを介して裏面保護材が積層一体化されるが、これらの保護材、特に、透明保護材と太陽電池用接着シートとの接着性、及び、太陽電池用接着シートと太陽電池素子との接着性を向上させて、太陽電池素子と保護材との接着一体化を強固なものとし、太陽電池用接着シートによる太陽電池素子の封止性を向上させ且つその封止状態を長期間に亘って安定的に維持するために、太陽電池用接着シートにおける両側最外層となる樹脂層1b、1bにはシランカップリング剤が含有されている。
【0029】
シランカップリング剤としては、アミノ基、グリシジル基、メタクリロキシ基及びメルカプト基からなる群より選ばれた一種又は二種以上の官能基を有するシランカップリング剤が好適に用いられ、例えば、3−アミノプロピルトリエトキシシラン、3−グリシドキシプロピルトリメトキシシラン、3−メタクリロキシプロピルトリメトキシシラン、3−メルカプトプロピルトリメトキシシランなどが挙げられ、アミノ基、グリシジル基、メタクリロキシ基及びメルカプト基からなる群より選ばれた一種又は二種以上の官能基を有するトリアルコキシシランが好ましく、3−アミノプロピルトリエトキシシラン、3−グリシドキシプロピルトリメトキシシラン、3−メタクリロキシプロピルトリメトキシシランがより好ましく、3−アミノプロピルトリエトキシシラン、3−グリシドキシプロピルトリメトキシシランが特に好ましい。なお、シランカップリング剤は、単独で用いられても二種以上が併用されてもよい。
【0030】
太陽電池用接着シートAにおける両側最外層となる樹脂層1b、1bにおけるシランカップリング剤の含有量は、少ないと、太陽電池用接着シートの接着性が低下し、多いと、太陽電池用接着シートの変色の原因となるので、エチレン系共重合体100重量部に対して0.05〜3重量部に限定され、0.07〜1重量部が好ましい。
【0031】
太陽電池用接着シートAの両側最外層となる樹脂層1b、1bに含まれているシランカップリング剤は、同一であっても相違していてもよいが、太陽電池用接着シートの使用時において、太陽電池用接着シートの両面を区別して用いる必要がなく太陽電池用接着シートの取扱い性が向上するので、同一であることが好ましく、更に、太陽電池用接着シートAの両側最外層となる樹脂層1b、1bに含まれているシランカップリング剤の含有量も同一であっても相違していてもよいが、太陽電池用接着シートの使用時において、太陽電池用接着シートの両面を区別して用いる必要がなく太陽電池用接着シートの取扱い性が向上するので、同量であることが好ましい。
【0032】
上述した両側最外層となる樹脂層1b、1bに含有されているシランカップリング剤はヒンダードアミン系ラジカル捕捉剤が併存しているとヒンダードアミン系ラジカル捕捉剤の作用によって加水分解されてしまい、太陽電池用接着シートの接着性が低下してしまうので、本発明の太陽電池用接着シートにおいては、その両側最外層となる樹脂層1b、1bにはヒンダードアミン系ラジカル捕捉剤は含有されていない。なお、ヒンダードアミン系ラジカル捕捉剤は上述と同様であるのでその説明を省略する。
【0033】
なお、太陽電池用接着シートを構成している樹脂層1b、1bには、その物性を損なわない範囲内において、ヒンダードアミン系ラジカル捕捉剤を除く光安定剤、スコーチ防止剤、酸化防止剤などの添加剤が含有されていてもよい。
【0034】
太陽電池用接着シートにおける両側最外層となる樹脂層1b、1bの厚みは、薄いと、太陽電池用接着シートの接着性が低下することがあり、厚いと、太陽電池用接着シートを用いて太陽電池モジュールを製造する際に、太陽電池素子と保護材との対向面間に太陽電池用接着シートに起因した気泡膨れが発生することがあるので、両側最外層となる樹脂層1b、1bの総厚みは、太陽電池用接着シートの全体の厚みの10〜40%が好ましく、15〜30%がより好ましい。
【0035】
次に、太陽電池用接着シートAの製膜方法について説明する。太陽電池用接着シートAの製膜には、二機以上の押出機が一のフィードブロックを介して一のTダイに接続された多層押出装置などにより製膜することができ、例えば、三層分の押出機を有する多層押出装置を用意し、この多層押出装置の二機の押出機に最外層となる樹脂層1b用のエチレン系共重合体、有機過酸化物及びシランカップリング剤、並びに、必要に応じて加えられる添加剤を含有し且つヒンダードアミン系ラジカル捕捉剤を含有しない樹脂組成物を供給する一方、残り一機の押出機に最外層となる樹脂層1bを除く樹脂層(中間層)1a用のエチレン系共重合体、有機過酸化物及び光安定剤、並びに、必要に応じて加えられるシランカップリング剤などの添加剤を含有する樹脂組成物を供給して、それぞれの押出機中で樹脂組成物を溶融混練し、フィードブロックに供給して、フィードブロックの先端に配設されたTダイより最外層となる樹脂層1b、樹脂層(中間層)1a及び最外層となる樹脂層1bをこの順序に積層一体化された状態となるようにシート状に押出製膜し、押出された溶融状態のシートを冷却ロールで冷却、固化して巻き取ることにより製膜することができる。なお、最外層の樹脂層1b、1bが同一の樹脂組成からなる場合には、一の押出機で溶融混練を行い、押出機より押出された溶融状態の樹脂組成物を二つに分岐させた上でフィードブロックに供給して製膜してもよい。
【0036】
なお、4層以上の太陽電池用接着シートAの製造も同様の要領で製造することができ、太陽電池用接着シートの層数分の押出機を有する多層押出装置を用意し、各押出機に、各樹脂層を構成する樹脂組成物を供給して、それぞれの押出機中で樹脂組成物を溶融混練し、フィードブロックに供給して、フィードブロックの先端に配設されたTダイより樹脂層が所望の順序で積層一体化された状態となるようにシート状に押出製膜し、押出された溶融状態のシートを冷却ロールで冷却、固化して巻き取ることにより製膜することができる。
【0037】
上述した共押出による太陽電池用接着シートの製膜時、各押出機にて溶融混練された樹脂組成物をフィードブロックに供給してフィードブロックの先端に配設されたTダイより押出すにあたって、Tダイ内において、最外層となる樹脂層1b、1bを構成する樹脂組成物同士がTダイの幅方向の両端部において連結一体化して、最外層となる樹脂層1b、1bを除いた残余の樹脂層を構成する樹脂組成物を最外層となる樹脂層1b、1bを構成する樹脂組成物が全周に亘って被覆した状態となるようにすることが好ましい。このように調整することによって、得られる太陽電池用接着シートが最外層となる樹脂層1b、1bの作用により保護材及び太陽電池素子に対してより優れた接着性を長期間に亘って安定的に維持することができる。
【0038】
太陽電池用接着シートAの製膜工程において、樹脂層1a、1bを構成する樹脂組成物を押出機内で溶融混練させる際の温度は、高いと、樹脂組成物中の有機過酸化物が分解して、エチレン系共重合体の架橋が進行してしまうことがあるので、使用する有機過酸化物の1時間半減期温度よりも10℃以上低い温度であることが好ましく、二種以上の有機過酸化物を用いる場合においては、使用する有機過酸化物のうち、最も低い有機過酸化物の1時間半減期温度よりも10℃以上低い温度であるのが好ましい。
【0039】
又、太陽電池用接着シートAは、上記製造方法の他に、各樹脂層を構成するフィルムを押出ラミネートなどの汎用の方法を用いて積層一体化することによって製造してもよい。
【0040】
更に、上記太陽電池用接着シートAは、太陽電池モジュール製造時の加熱圧着工程における脱気性を向上させるために、表面にエンボス加工が施されるのが好ましい。なお、太陽電池用接着シートAの表面にエンボス加工を施す方法としては、公知の方法が用いられ、例えば、Tダイから押出された直後の溶融状態の太陽電池用接着シートAを、表面にエンボス模様が施されたエンボスロールと、このエンボスロールに対峙して配設されたゴムロールとの間に供給し、エンボスロールを溶融シートに押圧させて、太陽電池用接着シートAの表面にエンボス加工を施す方法が挙げられる。なお、一旦製造された太陽電池用接着シートAを再度、加熱して溶融状態とした上で上述の要領でエンボス加工を施してもよい。
【0041】
そして、本発明の太陽電池用接着シートAを用いて太陽電池モジュールを製造する方法としては、図2に示したように、太陽電池素子2の上面に太陽電池用接着シートAを介してガラス板などの透明保護材3を積層させると共に、太陽電池素子2の下面に太陽電池用接着シートAを介して裏面保護材4を積層させた積層体を作製し、この積層体を減圧下で加熱圧着する。なお、太陽電池素子2としては、単結晶又は多結晶ウェハを用いてなる構造の太陽電池素子や、基板上に、シリコンや化合物半導体などを薄膜状に積層一体化させてなる太陽電池素子が挙げられる。
【0042】
すると、太陽電池素子2の上下面に積層した太陽電池用接着シートA、Aが溶融し、太陽電池素子2、2間の隙間を埋めて太陽電池素子が太陽電池用接着シートA、Aによって封止される。なお、太陽電池用接着シートの各樹脂層は有機過酸化物によって架橋されて耐熱性が付与される。更に、太陽電池素子2の上面には太陽電池用接着シートAを介して透明保護材3が積層一体化されると共に、太陽電池素子2の下面には太陽電池用接着シートAを介して裏面保護材4が積層一体化されて太陽電池モジュールBを得ることができる(図2参照)。
【0043】
本発明の太陽電池用接着シートは、両側最外層となる樹脂層1b、1bにはヒンダードアミン系ラジカル捕捉剤は含有されておらず、両側最外層となる樹脂層1b、1bに含有されているシランカップリング剤は分解されることなく安定的にその作用を長期間に亘って発揮し、よって、太陽電池素子2は太陽電池用接着シートA、Aによって長期間に亘って安定的に封止される。更に、太陽電池用接着シートは、その両側最外層となる樹脂層1b、1bにヒンダードアミン系ラジカル捕捉剤を含有しておらずシランカップリング剤はその作用を長期間に亘って安定的に維持し、太陽電池素子2、透明保護材3及び裏面保護材4に対して優れた接着性を長期間に亘って安定的に発揮し、透明保護材3及び裏面保護材4は太陽電池用接着シートA、Aを介して長期間に亘って安定的に且つ強固に太陽電池素子2の両面に積層一体化される。
【0044】
上記では、太陽電池素子をその上下面から太陽電池用接着シートを用いて封止一体化してなる構造を有する太陽電池モジュールBを説明したが、本発明の太陽電池用接着シートAは、下記の構造の太陽電池モジュールBにも用いることができる。
【0045】
透明基板5上に、シリコンや化合物半導体などからなる太陽電池セル6が薄膜状に積層一体化されており、この太陽電池セル6上に太陽電池用接着シートAを積層させると共に、太陽電池用接着シートA上に裏面保護材4を積層させた積層体を作製し、この積層体を減圧下で加熱圧着して、透明基板5、太陽電池セル6、太陽電池用接着シートA及び裏面保護材4が積層一体化されてなる太陽電池モジュールBを得ることができる(図3参照)。なお、太陽電池セル6は、透明基板5と太陽電池用接着シートAとによって封止一体化されている。
【0046】
何れの太陽電池モジュールBにおいても、太陽電池素子の下面には太陽電池用接着シートAが一体化されているが、太陽電池素子及び保護材に対向する太陽電池用接着シートAの最外層となる樹脂層1bにはシランカップリング剤が含有され且つヒンダードアミン系ラジカル捕捉剤は含有されておらず、太陽電池用接着シートAと太陽電池素子及び保護材とが強固に一体化されており、太陽電池素子は太陽電池用接着シート及び保護材によって長期間に亘って安定的に封止される。
【実施例】
【0047】
以下に実施例を挙げて本発明の態様を更に詳しく説明するが、本発明はこれら実施例にのみ限定されるものではない。
【0048】
(実施例1〜3、比較例1〜4)
三機の押出機が一のフィードブロックを介して一のTダイに接続された三層共押出装置を用意し、これらの押出機のうち二機を両側の最外層となる樹脂層1b、1b用とし、残りの一機を、最外層となる樹脂層を除いた樹脂層1a用、即ち、中間層用とした。
【0049】
両側の最外層となる樹脂層1b、1b用の押出機及び最外層となる樹脂層を除いた樹脂層(中間層)1a用の押出機のそれぞれに、エチレン−酢酸ビニル共重合体(酢酸ビニル含有量:28重量%、メルトフローレイト:20g/10分)100重量部、シランカップリング剤として表1に示した所定量の3−グリシドキシプロピルトリメトキシシラン又は3−アミノプロピルトリメトキシシラン、ヒンダードアミン系ラジカル捕捉剤として表1に示した所定量のビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート又はポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]、トリアリルイソシアヌレート0.3重量部、有機過酸化物としてジクミルパーオキサイド0.5重量部、紫外線吸収剤として2−(3,5−ジ−t−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール0.2重量部を含有する樹脂組成物を供給した。
【0050】
次に、三機それぞれの押出機にて120℃で樹脂組成物を溶融混練し、溶融状態の樹脂組成物をフィードブロックに供給して、フィードブロックの先端に配設されたTダイより、一方の最外層となる樹脂層1b用の押出機から押出された樹脂組成物からなる樹脂層1b、中間層用の押出機から押出された樹脂組成物からなる樹脂層1a、及び、他方の最外層となる樹脂層1b用の押出機から押出された樹脂組成物からなる樹脂層1bをこの順に積層一体化させた状態に共押出して、一の樹脂層(中間層)1aの両面に最外層となる樹脂層1b、1bが積層一体化されてなる三層構成の太陽電池用接着シートAを製膜した。太陽電池用接着シートAの厚みは0.5mmであった。太陽電池用接着シートAにおける最外層1b、中間層1a及び最外層1aの厚み比が1:10:1となるように調整した。
【0051】
しかる後、そして、Tダイより共押出された直後の溶融状態の太陽電池用接着シートAを、エンボスロールと、このエンボスロールに対峙して配設されたゴムロールとの間に供給し、エンボスロールを溶融状態の太陽電池用接着シートAに押圧させて、太陽電池用接着シートAの表面に深さ0.3mmのエンボス加工を施した後、冷却ロールによって冷却しながら巻き取ることにより、三層構成の太陽電池用接着シートAを得た。
【0052】
実施例及び比較例で得られた太陽電池用接着シートAについて、接着性を下記の要領で測定し、その結果を表1に示した。
【0053】
(接着性)
得られた太陽電池用接着シートから縦30mm、横20mmの平面長方形状の試験片を切り出した。この試験片をガラス板上に載置した上で、この試験片を真空ラミネータに供給して試験片を載置している雰囲気中を真空吸引すると共に試験片を145℃に加熱することによって、試験片をガラス板に大気圧と略同一圧力にて密着させて試験片とガラス板とを接着一体化させて試験体を作製した。
【0054】
試験体を作製した直後に、試験片をガラス板から剥離する際の180°剥離強度(以下「製造直後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0055】
上述と同様の要領で試験体を作製し、この試験体を23℃、相対湿度70%の雰囲気下にて10日間に亘って放置した後、試験片をガラス板から剥離する際の180°剥離強度(以下「10日後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0056】
又、上述と同様の要領で試験体を作製し、この試験体を23℃、相対湿度70%の雰囲気下にて30日間に亘って放置した後、試験片をガラス板から剥離する際の180°剥離強度(以下「30日後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0057】
更に、上述と同様の要領で試験体を作製し、この試験体を23℃、相対湿度70℃の雰囲気下にて60日間に亘って放置した後、試験片をガラス板から剥離する際の180°剥離強度(以下「60日後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0058】
そして、10日後剥離強度、30日後剥離強度及び60日後剥離強度のそれぞれを製造直後剥離強度で除して100を乗じた値を維持率とし、この維持率を下記基準に基づいて評価した。
【0059】
○・・・維持率が90%以上であった。
△・・・維持率が80%以上で且つ90%未満であった。
×・・・維持率が80%未満であった。
【0060】
【表1】

【符号の説明】
【0061】
1a 最外層となる樹脂層を除いた樹脂層(中間層)
1b 最外層となる樹脂層
2 太陽電池素子
3 透明保護材
4 裏面保護材
5 透明基板
6 太陽電池セル
A 太陽電池用接着シート
B 太陽電池モジュール
【技術分野】
【0001】
本発明は、太陽電池モジュールを作製する際に用いられる太陽電池用接着シート及びこの製造方法に関する。
【背景技術】
【0002】
シリコンやセレンの半導体ウェハからなる太陽電池モジュールは、両面に太陽電池用接着シートが積層された太陽電池素子の上面に透明保護材を、下面に裏面保護材を重ね合わせて得た積層体を減圧下で脱気しながら加熱し、太陽電池素子の上下面に保護材を接着シートを介して積層一体化させることによって製造されている。
【0003】
このような太陽電池モジュールに用いられる太陽電池用接着シートとしては、例えば、特許文献1に、シランカップリング剤を含む透明軟質樹脂組成物を成膜してなるシートで構成される太陽電池用封止膜において、該シランカップリング剤がポリシロキサン系化合物を含む太陽電池用封止膜が提案されている。
【0004】
しかしながら、上記太陽電池用封止膜は、ヒンダードアミン系ラジカル捕捉剤が用いられる場合、ヒンダードアミン系ラジカル捕捉剤はシランカップリング剤が含有されている樹脂層に含有して用いられ、シランカップリング剤がヒンダードアミン系ラジカル捕捉剤の作用によって加水分解し、その結果、太陽電池用封止膜の接着性が経時的に低下し、太陽電池用封止膜を用いて得られた太陽電池モジュールの耐候性及び耐久性が低いという問題点を有している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−183382号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、長期間に亘って優れた接着性を有する太陽電池用接着シート及びその製造方法を提供する。
【課題を解決するための手段】
【0007】
本発明の太陽電池用接着シートは、エチレン系共重合体及び有機過酸化物を含有する樹脂層が三層以上積層一体化してなる太陽電池用接着シートであって、最外層となる樹脂層を除いた樹脂層のうちの少なくとも一つの樹脂層は光安定剤を含有していると共に、両側最外層となる樹脂層には、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする。
【0008】
本発明の太陽電池用接着シートの製造方法は、エチレン系共重合体及び有機過酸化物を含有する樹脂組成物を複数の押出機にそれぞれ供給して溶融混練し、上記全ての押出機を接続させているTダイに上記樹脂組成物を供給して共押出しすることによって上記樹脂組成物からなる樹脂層を3層以上積層一体化させてなる太陽電池用接着シートを製造する製造方法であって、上記押出機に供給した樹脂組成物のうちの少なくとも一の樹脂組成物は光安定剤を含有し、この樹脂組成物は最外層となる樹脂層を除いた残余の樹脂層のうちの少なくとも一の樹脂層を構成すると共に、最外層となる樹脂層を構成する樹脂組成物は、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする。
【発明の効果】
【0009】
本発明の太陽電池用接着シートは、上述の如き構成を有しているので、両側最外層を構成している樹脂層中のシランカップリング剤がヒンダードアミン系ラジカル捕捉剤の作用によって分解するようなことはなく、シランカップリング剤の作用によって長期間に亘って安定的に優れた接着性を維持し、よって、太陽電池素子を長期間に亘って確実に封止することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の太陽電池用接着シートを示した縦断面図である。
【図2】本発明の太陽電池用接着シートを用いた太陽電池モジュールの縦断面図である。
【図3】本発明の太陽電池用接着シートを用いた太陽電池モジュールの縦断面図である。
【発明を実施するための形態】
【0011】
本発明の太陽電池用接着シートの一例を図面を参照しながら説明する。図1に示したように、太陽電池用接着シートAは、エチレン系共重合体及び有機過酸化物を含有する樹脂層1、1・・・が三層以上積層一体化されてなる。
【0012】
太陽電池用接着シートAの各樹脂層1a、1bは、エチレン系共重合体及び有機過酸化物を含有している。エチレン系共重合体としては、エチレンと、エチレンと共重合し得る共重合性モノマーとの共重合体であり、このような共重合性モノマーとしては、特に限定されず、例えば、酢酸ビニル、アクリル酸、アクリル酸エステル、メタクリル酸、メタクリル酸エステル、マレイン酸、無水マレイン酸、マレイン酸エステル、プロピレンなどが挙げられ、酢酸ビニルが好ましい。なお、上記共重合性モノマーは、単独でエチレンと共重合されていても、二種以上がエチレンと共重合されていてもよい。
【0013】
上記エチレン系共重合体中に含まれる共重合性モノマーの量は、少ないと、太陽電池用接着シートの透明性が低下する虞れがあり、多いと、太陽電池用接着シートの製膜安定性や機械的強度が不十分になることがあるので、5〜50重量%であることが好ましく、10〜40重量%がより好ましく、14〜35重量%が特に好ましい。
【0014】
そして、エチレン系共重合体のメルトフローレイトは、小さいと、太陽電池用接着シートの製膜安定性が低下することがあり、大きいと、太陽電池用接着シートの機械的強度が不十分となることがあるので、1〜100g/10分が好ましい。なお、本発明におけるエチレン系共重合体のメルトフローレイトは、JIS K7210に準拠して、温度190℃、荷重2.16kgf(21.18N)の条件下で測定された値をいう。
【0015】
太陽電池用接着シートAは、太陽電池モジュールの製造時に、太陽電池素子の上下面に配設されて用いられ、減圧下での加熱圧着によって、太陽電池素子を封止一体化すると共に、太陽電池素子とこの太陽電池素子の上下面に太陽電池用接着シートを介して配設された保護材とを接着させる。エチレン系共重合体は、太陽電池用接着シートに特に必要とされる接着性及び耐熱性のうち、接着性には優れているものの、耐熱性が低いという問題点がある。そこで、太陽電池用接着シートAを構成しているエチレン系共重合体に有機過酸化物を含有させ、太陽電池モジュールの製造時に加えられる熱でエチレン系共重合体を架橋させて、太陽電池用接着シートAの耐熱性を向上させている。
【0016】
樹脂層1に用いられる有機過酸化物としては、例えば、ジクミルパーオキサイド(136℃)、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート(119℃)、t−ブチルパーオキシベンゾエート(125℃)、1,1−ジ(t−ブチルパーオキシ)−2−メチルシクロヘキサン(102℃)、1,1−ジ(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン(106℃)、1,1−ジ(t−ヘキシルパーオキシ)シクロヘキサン(107℃)、1,1−ジ(t−ブチルパーオキシ)シクロヘキサン(111℃)、2,2−ジ(4,4−ジ(t−ブチルパーオキシ)シクロヘキシル)プロパン(114℃)、t−ヘキシルパーオキシイソプロピルモノカーボネート(115℃)、t−ブチルパーオキシイソプロピルモノカーボネート(118℃)、t−ブチルパーオキシラウレート(118℃)、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン(119℃)、t−ヘキシルパーオキシベンゾエート(119℃)、t−ブチルパーオキシマレイン酸(119℃)、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート(119℃)、t−ブチルパーオキシアセテート(121℃)、2,2−ジ(t−ブチルパーオキシ)ブタン(122℃)、n−ブチル−4,4−ジ(t−ブチルパーオキシ)バレレート(127℃)、ジ−t−ヘキシルパーオキサイド(136℃)、t−ブチルクミルパーオキサイド(137℃)、ジ(2−t−ブチルパーオキシイソプロピル)ベンゼン(138℃)、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン(138℃)、ジ−t−ブチルパーオキサイド(144℃)、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキシン−3(150℃)、p−メンタンハイドロパーオキサイド(151℃)などが挙げられ、単独で用いられても2種以上が併用されてもよい。なお、上記括弧内の温度は1時間半減期温度を表す。
【0017】
樹脂層1に含有されている有機過酸化物の量は、少ないと、太陽電池モジュールの製造時において、エチレン系共重合体の架橋が不十分になって、太陽電池用接着シートの耐熱性が不足して得られる太陽電池モジュールの耐久性が低下し、多いと、太陽電池用接着シートの製膜時において、樹脂層が架橋してTダイ内に滞留し、均一な厚みの太陽電池用接着シートを得ることができなくなり、或いは、エチレン系共重合体がTダイ内で固化して、太陽電池用接着シートを押出すことができなくなるので、エチレン系共重合体100重量部に対して0.05〜3重量部が好ましい。
【0018】
樹脂層1には架橋助剤が含有されていてもよい。架橋助剤としては、アリル基、ビニル基、アクリロイル基又はメタクリロイル基を2個以上有する多官能モノマーが挙げられ、これらは、ポリマーラジカルを安定化して架橋効率を高めると共に、架橋点を集中させて、ゲルの生成を促進させる。上記多官能モノマーとしては、例えば、フタル酸ジアリル、イタコン酸ジアリル、マレイン酸ジアリル、トリアリルイソシアヌレート、トリアリルシアヌレート、トリアリルフォスフェート、ジビニルベンゼン;1,6−ヘキサンジオールジ(メタ)アクリレート、エチレンオキサイド変性ビスフェノールAジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ε−カプロラクトン変性ジペンタエリスリトールなどの(メタ)アクリレート、アルキル変性ジペンタエリスリトールの(メタ)アクリレートなどが挙げられ、単独で使用されてもよいし、二種以上が併用されてもよい。
【0019】
樹脂層1に含有されている架橋助剤の量は、少ないと、太陽電池モジュールの製造時に太陽電池用接着シートの架橋が不充分となることがあり、多いと、太陽電池用接着シートの架橋度が高くなり過ぎて硬くなるために、太陽電池素子に余分な応力がかかるなど、太陽電池素子を保護する上で好ましくないことがあるので、エチレン系共重合体100重量部に対して0.01〜1重量部が好ましい。
【0020】
本発明の太陽電池用接着シートAは、最外層となる樹脂層1bを除く樹脂層1a、1a・・・のうちの少なくとも一つの樹脂層1a、好ましくは、最外層となる樹脂層1bを除く樹脂層1a、1a・・・の全てに、太陽電池用接着シートAに長期間に亘って優れた耐候性を付与するために光安定剤が含有されている。
【0021】
光安定剤とは、紫外線のエネルギーを吸収してラジカルの発生を防止する紫外線吸収剤や、発生したラジカルを捕捉するラジカル捕捉剤などが含まれ、太陽電池用接着シートに優れた耐候性を付与することができるので、ラジカル捕捉剤が好ましい。
【0022】
紫外線吸収剤としては、特に限定されず、例えば、2−(5−メチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−(3,5−ジ−t−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾールなどのベンゾトリアゾール系紫外線吸収剤、2−ヒドロキシ−4−オクトキシベンゾフェノンなどのベンゾフェノン系紫外線吸収剤などが挙げられる。なお、紫外線吸収剤は、単独で用いられても二種以上が併用されてもよい。
【0023】
ラジカル捕捉剤としては、例えば、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケ−ト、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケ−ト、ビス(1−メトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケ−ト、ビス(1−エトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−プロポキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ブトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ペンチロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ヘキシロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ヘプチロキシ−2,2,6,6−テトラメチル−4−ピペリジ−ピペリジル)セバケート、ビス(1−オクトキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ノニロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−デカニロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1−ドデシロキシ−2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]などのヒンダードアミン系ラジカル捕捉剤が好ましく、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケ−トがより好ましい。なお、ラジカル捕捉剤は、単独で用いられても二種以上が併用されてもよい。
【0024】
最外層となる樹脂層1bを除く樹脂層1a中における光安定剤の含有量は、少ないと、太陽電池用接着シートの耐候性が低下することがあり、多いと、光安定剤が太陽電池用接着シートの表面にブリードアウトして太陽電池用接着シートの接着性が低下することがあるので、エチレン系共重合体100重量部に対して0.05〜2重量部が好ましく、0.1〜0.5重量部がより好ましい。
【0025】
なお、最外層となる樹脂層1bを除く樹脂層1aには、シランカップリング剤は含有されていてもいなくてもよい。
【0026】
最外層となる樹脂層1bを除く樹脂層1a中にシランカップリング剤が含有されている場合、各樹脂層1a中におけるシランカップリング剤の含有量は、多いと、エチレン系共重合体の架橋を阻害して太陽電池用接着シートの耐熱性が低下することがあるので、エチレン系共重合体100重量部に対して0.5重量部以下が好ましく、0.3重量部以下がより好ましい。
【0027】
なお、太陽電池用接着シートの最外層となる樹脂層1bを除く樹脂層1aには、その物性を損なわない範囲内において、スコーチ防止剤、酸化防止剤などの添加剤が含有されていてもよい。
【0028】
一方、太陽電池モジュールの製造において、太陽電池素子の表面(受光面)には太陽電池用接着シートを介してガラス板などの透明保護材が積層一体化され且つ太陽電池素子の裏面には太陽電池用接着シートを介して裏面保護材が積層一体化されるが、これらの保護材、特に、透明保護材と太陽電池用接着シートとの接着性、及び、太陽電池用接着シートと太陽電池素子との接着性を向上させて、太陽電池素子と保護材との接着一体化を強固なものとし、太陽電池用接着シートによる太陽電池素子の封止性を向上させ且つその封止状態を長期間に亘って安定的に維持するために、太陽電池用接着シートにおける両側最外層となる樹脂層1b、1bにはシランカップリング剤が含有されている。
【0029】
シランカップリング剤としては、アミノ基、グリシジル基、メタクリロキシ基及びメルカプト基からなる群より選ばれた一種又は二種以上の官能基を有するシランカップリング剤が好適に用いられ、例えば、3−アミノプロピルトリエトキシシラン、3−グリシドキシプロピルトリメトキシシラン、3−メタクリロキシプロピルトリメトキシシラン、3−メルカプトプロピルトリメトキシシランなどが挙げられ、アミノ基、グリシジル基、メタクリロキシ基及びメルカプト基からなる群より選ばれた一種又は二種以上の官能基を有するトリアルコキシシランが好ましく、3−アミノプロピルトリエトキシシラン、3−グリシドキシプロピルトリメトキシシラン、3−メタクリロキシプロピルトリメトキシシランがより好ましく、3−アミノプロピルトリエトキシシラン、3−グリシドキシプロピルトリメトキシシランが特に好ましい。なお、シランカップリング剤は、単独で用いられても二種以上が併用されてもよい。
【0030】
太陽電池用接着シートAにおける両側最外層となる樹脂層1b、1bにおけるシランカップリング剤の含有量は、少ないと、太陽電池用接着シートの接着性が低下し、多いと、太陽電池用接着シートの変色の原因となるので、エチレン系共重合体100重量部に対して0.05〜3重量部に限定され、0.07〜1重量部が好ましい。
【0031】
太陽電池用接着シートAの両側最外層となる樹脂層1b、1bに含まれているシランカップリング剤は、同一であっても相違していてもよいが、太陽電池用接着シートの使用時において、太陽電池用接着シートの両面を区別して用いる必要がなく太陽電池用接着シートの取扱い性が向上するので、同一であることが好ましく、更に、太陽電池用接着シートAの両側最外層となる樹脂層1b、1bに含まれているシランカップリング剤の含有量も同一であっても相違していてもよいが、太陽電池用接着シートの使用時において、太陽電池用接着シートの両面を区別して用いる必要がなく太陽電池用接着シートの取扱い性が向上するので、同量であることが好ましい。
【0032】
上述した両側最外層となる樹脂層1b、1bに含有されているシランカップリング剤はヒンダードアミン系ラジカル捕捉剤が併存しているとヒンダードアミン系ラジカル捕捉剤の作用によって加水分解されてしまい、太陽電池用接着シートの接着性が低下してしまうので、本発明の太陽電池用接着シートにおいては、その両側最外層となる樹脂層1b、1bにはヒンダードアミン系ラジカル捕捉剤は含有されていない。なお、ヒンダードアミン系ラジカル捕捉剤は上述と同様であるのでその説明を省略する。
【0033】
なお、太陽電池用接着シートを構成している樹脂層1b、1bには、その物性を損なわない範囲内において、ヒンダードアミン系ラジカル捕捉剤を除く光安定剤、スコーチ防止剤、酸化防止剤などの添加剤が含有されていてもよい。
【0034】
太陽電池用接着シートにおける両側最外層となる樹脂層1b、1bの厚みは、薄いと、太陽電池用接着シートの接着性が低下することがあり、厚いと、太陽電池用接着シートを用いて太陽電池モジュールを製造する際に、太陽電池素子と保護材との対向面間に太陽電池用接着シートに起因した気泡膨れが発生することがあるので、両側最外層となる樹脂層1b、1bの総厚みは、太陽電池用接着シートの全体の厚みの10〜40%が好ましく、15〜30%がより好ましい。
【0035】
次に、太陽電池用接着シートAの製膜方法について説明する。太陽電池用接着シートAの製膜には、二機以上の押出機が一のフィードブロックを介して一のTダイに接続された多層押出装置などにより製膜することができ、例えば、三層分の押出機を有する多層押出装置を用意し、この多層押出装置の二機の押出機に最外層となる樹脂層1b用のエチレン系共重合体、有機過酸化物及びシランカップリング剤、並びに、必要に応じて加えられる添加剤を含有し且つヒンダードアミン系ラジカル捕捉剤を含有しない樹脂組成物を供給する一方、残り一機の押出機に最外層となる樹脂層1bを除く樹脂層(中間層)1a用のエチレン系共重合体、有機過酸化物及び光安定剤、並びに、必要に応じて加えられるシランカップリング剤などの添加剤を含有する樹脂組成物を供給して、それぞれの押出機中で樹脂組成物を溶融混練し、フィードブロックに供給して、フィードブロックの先端に配設されたTダイより最外層となる樹脂層1b、樹脂層(中間層)1a及び最外層となる樹脂層1bをこの順序に積層一体化された状態となるようにシート状に押出製膜し、押出された溶融状態のシートを冷却ロールで冷却、固化して巻き取ることにより製膜することができる。なお、最外層の樹脂層1b、1bが同一の樹脂組成からなる場合には、一の押出機で溶融混練を行い、押出機より押出された溶融状態の樹脂組成物を二つに分岐させた上でフィードブロックに供給して製膜してもよい。
【0036】
なお、4層以上の太陽電池用接着シートAの製造も同様の要領で製造することができ、太陽電池用接着シートの層数分の押出機を有する多層押出装置を用意し、各押出機に、各樹脂層を構成する樹脂組成物を供給して、それぞれの押出機中で樹脂組成物を溶融混練し、フィードブロックに供給して、フィードブロックの先端に配設されたTダイより樹脂層が所望の順序で積層一体化された状態となるようにシート状に押出製膜し、押出された溶融状態のシートを冷却ロールで冷却、固化して巻き取ることにより製膜することができる。
【0037】
上述した共押出による太陽電池用接着シートの製膜時、各押出機にて溶融混練された樹脂組成物をフィードブロックに供給してフィードブロックの先端に配設されたTダイより押出すにあたって、Tダイ内において、最外層となる樹脂層1b、1bを構成する樹脂組成物同士がTダイの幅方向の両端部において連結一体化して、最外層となる樹脂層1b、1bを除いた残余の樹脂層を構成する樹脂組成物を最外層となる樹脂層1b、1bを構成する樹脂組成物が全周に亘って被覆した状態となるようにすることが好ましい。このように調整することによって、得られる太陽電池用接着シートが最外層となる樹脂層1b、1bの作用により保護材及び太陽電池素子に対してより優れた接着性を長期間に亘って安定的に維持することができる。
【0038】
太陽電池用接着シートAの製膜工程において、樹脂層1a、1bを構成する樹脂組成物を押出機内で溶融混練させる際の温度は、高いと、樹脂組成物中の有機過酸化物が分解して、エチレン系共重合体の架橋が進行してしまうことがあるので、使用する有機過酸化物の1時間半減期温度よりも10℃以上低い温度であることが好ましく、二種以上の有機過酸化物を用いる場合においては、使用する有機過酸化物のうち、最も低い有機過酸化物の1時間半減期温度よりも10℃以上低い温度であるのが好ましい。
【0039】
又、太陽電池用接着シートAは、上記製造方法の他に、各樹脂層を構成するフィルムを押出ラミネートなどの汎用の方法を用いて積層一体化することによって製造してもよい。
【0040】
更に、上記太陽電池用接着シートAは、太陽電池モジュール製造時の加熱圧着工程における脱気性を向上させるために、表面にエンボス加工が施されるのが好ましい。なお、太陽電池用接着シートAの表面にエンボス加工を施す方法としては、公知の方法が用いられ、例えば、Tダイから押出された直後の溶融状態の太陽電池用接着シートAを、表面にエンボス模様が施されたエンボスロールと、このエンボスロールに対峙して配設されたゴムロールとの間に供給し、エンボスロールを溶融シートに押圧させて、太陽電池用接着シートAの表面にエンボス加工を施す方法が挙げられる。なお、一旦製造された太陽電池用接着シートAを再度、加熱して溶融状態とした上で上述の要領でエンボス加工を施してもよい。
【0041】
そして、本発明の太陽電池用接着シートAを用いて太陽電池モジュールを製造する方法としては、図2に示したように、太陽電池素子2の上面に太陽電池用接着シートAを介してガラス板などの透明保護材3を積層させると共に、太陽電池素子2の下面に太陽電池用接着シートAを介して裏面保護材4を積層させた積層体を作製し、この積層体を減圧下で加熱圧着する。なお、太陽電池素子2としては、単結晶又は多結晶ウェハを用いてなる構造の太陽電池素子や、基板上に、シリコンや化合物半導体などを薄膜状に積層一体化させてなる太陽電池素子が挙げられる。
【0042】
すると、太陽電池素子2の上下面に積層した太陽電池用接着シートA、Aが溶融し、太陽電池素子2、2間の隙間を埋めて太陽電池素子が太陽電池用接着シートA、Aによって封止される。なお、太陽電池用接着シートの各樹脂層は有機過酸化物によって架橋されて耐熱性が付与される。更に、太陽電池素子2の上面には太陽電池用接着シートAを介して透明保護材3が積層一体化されると共に、太陽電池素子2の下面には太陽電池用接着シートAを介して裏面保護材4が積層一体化されて太陽電池モジュールBを得ることができる(図2参照)。
【0043】
本発明の太陽電池用接着シートは、両側最外層となる樹脂層1b、1bにはヒンダードアミン系ラジカル捕捉剤は含有されておらず、両側最外層となる樹脂層1b、1bに含有されているシランカップリング剤は分解されることなく安定的にその作用を長期間に亘って発揮し、よって、太陽電池素子2は太陽電池用接着シートA、Aによって長期間に亘って安定的に封止される。更に、太陽電池用接着シートは、その両側最外層となる樹脂層1b、1bにヒンダードアミン系ラジカル捕捉剤を含有しておらずシランカップリング剤はその作用を長期間に亘って安定的に維持し、太陽電池素子2、透明保護材3及び裏面保護材4に対して優れた接着性を長期間に亘って安定的に発揮し、透明保護材3及び裏面保護材4は太陽電池用接着シートA、Aを介して長期間に亘って安定的に且つ強固に太陽電池素子2の両面に積層一体化される。
【0044】
上記では、太陽電池素子をその上下面から太陽電池用接着シートを用いて封止一体化してなる構造を有する太陽電池モジュールBを説明したが、本発明の太陽電池用接着シートAは、下記の構造の太陽電池モジュールBにも用いることができる。
【0045】
透明基板5上に、シリコンや化合物半導体などからなる太陽電池セル6が薄膜状に積層一体化されており、この太陽電池セル6上に太陽電池用接着シートAを積層させると共に、太陽電池用接着シートA上に裏面保護材4を積層させた積層体を作製し、この積層体を減圧下で加熱圧着して、透明基板5、太陽電池セル6、太陽電池用接着シートA及び裏面保護材4が積層一体化されてなる太陽電池モジュールBを得ることができる(図3参照)。なお、太陽電池セル6は、透明基板5と太陽電池用接着シートAとによって封止一体化されている。
【0046】
何れの太陽電池モジュールBにおいても、太陽電池素子の下面には太陽電池用接着シートAが一体化されているが、太陽電池素子及び保護材に対向する太陽電池用接着シートAの最外層となる樹脂層1bにはシランカップリング剤が含有され且つヒンダードアミン系ラジカル捕捉剤は含有されておらず、太陽電池用接着シートAと太陽電池素子及び保護材とが強固に一体化されており、太陽電池素子は太陽電池用接着シート及び保護材によって長期間に亘って安定的に封止される。
【実施例】
【0047】
以下に実施例を挙げて本発明の態様を更に詳しく説明するが、本発明はこれら実施例にのみ限定されるものではない。
【0048】
(実施例1〜3、比較例1〜4)
三機の押出機が一のフィードブロックを介して一のTダイに接続された三層共押出装置を用意し、これらの押出機のうち二機を両側の最外層となる樹脂層1b、1b用とし、残りの一機を、最外層となる樹脂層を除いた樹脂層1a用、即ち、中間層用とした。
【0049】
両側の最外層となる樹脂層1b、1b用の押出機及び最外層となる樹脂層を除いた樹脂層(中間層)1a用の押出機のそれぞれに、エチレン−酢酸ビニル共重合体(酢酸ビニル含有量:28重量%、メルトフローレイト:20g/10分)100重量部、シランカップリング剤として表1に示した所定量の3−グリシドキシプロピルトリメトキシシラン又は3−アミノプロピルトリメトキシシラン、ヒンダードアミン系ラジカル捕捉剤として表1に示した所定量のビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート又はポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]、トリアリルイソシアヌレート0.3重量部、有機過酸化物としてジクミルパーオキサイド0.5重量部、紫外線吸収剤として2−(3,5−ジ−t−ブチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール0.2重量部を含有する樹脂組成物を供給した。
【0050】
次に、三機それぞれの押出機にて120℃で樹脂組成物を溶融混練し、溶融状態の樹脂組成物をフィードブロックに供給して、フィードブロックの先端に配設されたTダイより、一方の最外層となる樹脂層1b用の押出機から押出された樹脂組成物からなる樹脂層1b、中間層用の押出機から押出された樹脂組成物からなる樹脂層1a、及び、他方の最外層となる樹脂層1b用の押出機から押出された樹脂組成物からなる樹脂層1bをこの順に積層一体化させた状態に共押出して、一の樹脂層(中間層)1aの両面に最外層となる樹脂層1b、1bが積層一体化されてなる三層構成の太陽電池用接着シートAを製膜した。太陽電池用接着シートAの厚みは0.5mmであった。太陽電池用接着シートAにおける最外層1b、中間層1a及び最外層1aの厚み比が1:10:1となるように調整した。
【0051】
しかる後、そして、Tダイより共押出された直後の溶融状態の太陽電池用接着シートAを、エンボスロールと、このエンボスロールに対峙して配設されたゴムロールとの間に供給し、エンボスロールを溶融状態の太陽電池用接着シートAに押圧させて、太陽電池用接着シートAの表面に深さ0.3mmのエンボス加工を施した後、冷却ロールによって冷却しながら巻き取ることにより、三層構成の太陽電池用接着シートAを得た。
【0052】
実施例及び比較例で得られた太陽電池用接着シートAについて、接着性を下記の要領で測定し、その結果を表1に示した。
【0053】
(接着性)
得られた太陽電池用接着シートから縦30mm、横20mmの平面長方形状の試験片を切り出した。この試験片をガラス板上に載置した上で、この試験片を真空ラミネータに供給して試験片を載置している雰囲気中を真空吸引すると共に試験片を145℃に加熱することによって、試験片をガラス板に大気圧と略同一圧力にて密着させて試験片とガラス板とを接着一体化させて試験体を作製した。
【0054】
試験体を作製した直後に、試験片をガラス板から剥離する際の180°剥離強度(以下「製造直後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0055】
上述と同様の要領で試験体を作製し、この試験体を23℃、相対湿度70%の雰囲気下にて10日間に亘って放置した後、試験片をガラス板から剥離する際の180°剥離強度(以下「10日後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0056】
又、上述と同様の要領で試験体を作製し、この試験体を23℃、相対湿度70%の雰囲気下にて30日間に亘って放置した後、試験片をガラス板から剥離する際の180°剥離強度(以下「30日後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0057】
更に、上述と同様の要領で試験体を作製し、この試験体を23℃、相対湿度70℃の雰囲気下にて60日間に亘って放置した後、試験片をガラス板から剥離する際の180°剥離強度(以下「60日後剥離強度」という)をJIS Z1707(7.5ヒートシール強さ(3)操作)に準拠して測定した。
【0058】
そして、10日後剥離強度、30日後剥離強度及び60日後剥離強度のそれぞれを製造直後剥離強度で除して100を乗じた値を維持率とし、この維持率を下記基準に基づいて評価した。
【0059】
○・・・維持率が90%以上であった。
△・・・維持率が80%以上で且つ90%未満であった。
×・・・維持率が80%未満であった。
【0060】
【表1】
【符号の説明】
【0061】
1a 最外層となる樹脂層を除いた樹脂層(中間層)
1b 最外層となる樹脂層
2 太陽電池素子
3 透明保護材
4 裏面保護材
5 透明基板
6 太陽電池セル
A 太陽電池用接着シート
B 太陽電池モジュール
【特許請求の範囲】
【請求項1】
エチレン系共重合体及び有機過酸化物を含有する樹脂層が三層以上積層一体化してなる太陽電池用接着シートであって、最外層となる樹脂層を除いた樹脂層のうちの少なくとも一つの樹脂層は光安定剤を含有していると共に、両側最外層となる樹脂層には、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする太陽電池用接着シート。
【請求項2】
エチレン系共重合体及び有機過酸化物を含有する樹脂組成物を複数の押出機にそれぞれ供給して溶融混練し、上記全ての押出機を接続させているTダイに上記樹脂組成物を供給して共押出しすることによって上記樹脂組成物からなる樹脂層を3層以上積層一体化させてなる太陽電池用接着シートを製造する製造方法であって、上記押出機に供給した樹脂組成物のうちの少なくとも一の樹脂組成物は光安定剤を含有し、この樹脂組成物は最外層となる樹脂層を除いた残余の樹脂層のうちの少なくとも一の樹脂層を構成すると共に、最外層となる樹脂層を構成する樹脂組成物は、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする太陽電池用接着シートの製造方法。
【請求項1】
エチレン系共重合体及び有機過酸化物を含有する樹脂層が三層以上積層一体化してなる太陽電池用接着シートであって、最外層となる樹脂層を除いた樹脂層のうちの少なくとも一つの樹脂層は光安定剤を含有していると共に、両側最外層となる樹脂層には、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする太陽電池用接着シート。
【請求項2】
エチレン系共重合体及び有機過酸化物を含有する樹脂組成物を複数の押出機にそれぞれ供給して溶融混練し、上記全ての押出機を接続させているTダイに上記樹脂組成物を供給して共押出しすることによって上記樹脂組成物からなる樹脂層を3層以上積層一体化させてなる太陽電池用接着シートを製造する製造方法であって、上記押出機に供給した樹脂組成物のうちの少なくとも一の樹脂組成物は光安定剤を含有し、この樹脂組成物は最外層となる樹脂層を除いた残余の樹脂層のうちの少なくとも一の樹脂層を構成すると共に、最外層となる樹脂層を構成する樹脂組成物は、エチレン系共重合体100重量部に対してシランカップリング剤0.05〜3重量部を含有し且つヒンダードアミン系ラジカル捕捉剤を含有していないことを特徴とする太陽電池用接着シートの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−209474(P2012−209474A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−74953(P2011−74953)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(596111276)積水フイルム株式会社 (133)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(596111276)積水フイルム株式会社 (133)
【Fターム(参考)】
[ Back to top ]