
履物およびその製造方法
【課題】クッション性と安定した履き心地が得られる重量の小さい履物を提供する。
【解決手段】本実施形態のサンダルは、足裏を支持する基底部2と、当該基底部2の上側に敷設されて足甲と接触すべき甲被部3と、上記基底部2の裏面に対して貼り替え可能に付着固定されて接地する貼り替え底4と、リブ5とを備える。このサンダルの基底部2は、プロピレン製であってブロー成形により成形される、或る程度厚みのある外殻からなる中空形状を有する。この基底部2の外殻の弾性変形によりクッション性が得られるとともに、形状が大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。
【解決手段】本実施形態のサンダルは、足裏を支持する基底部2と、当該基底部2の上側に敷設されて足甲と接触すべき甲被部3と、上記基底部2の裏面に対して貼り替え可能に付着固定されて接地する貼り替え底4と、リブ5とを備える。このサンダルの基底部2は、プロピレン製であってブロー成形により成形される、或る程度厚みのある外殻からなる中空形状を有する。この基底部2の外殻の弾性変形によりクッション性が得られるとともに、形状が大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、弾性変形する基底部を含むサンダルなどの履物およびその製造方法に関する。
【背景技術】
【0002】
一般にサンダルなどの履物の基底部は、下駄等のように木などの硬い素材が使用されることがある。このような硬い素材が使用される履物の基底部は、安定した履き心地を与え、ぐらついたりすることがない。
【0003】
しかし、それではクッション性が得られないため、クッション性を有するエチレン−酢酸ビニル共重合体(EVA)のような多孔質樹脂等が素材として使用されたサンダルや、このEVAとラバーとの二層構造を有する靴底などがある。
【0004】
このようにクッション性を有する履物の基底部は、履き心地を良くするために硬さの異なる多孔質樹脂を積層したり、多くの凹凸や部分的な空洞等を形成するなど、比較的複雑な構造を有する場合が多い。
【0005】
そこで製造コストを下げるため、金型に樹脂素材を射出することにより成形を行う、いわゆる射出成形によって履物の基底部を成型することが広く行われている。このような射出成形を行うことにより、複雑な構造を有する履物の基底部などを安価に大量生産することができる。このように成形される履物の基底部の従来例としては、靴底に空洞部が複数形成されており、当該空洞内壁から内側へ向けて膨出部が設けられている射出成形靴がある(特許文献1を参照)。
【特許文献1】特開2003−189906号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、上記従来例のような射出成形により製造された靴底は、たとえ内部に部分的な空洞が形成されるとしても、素材を金型に充填して形成される以上、素材の比重(密度)が大きければ靴底全体の重量も大きくなる。
【0007】
また、素材の比重(密度)が小さければ靴底全体の重量を小さくすることはできるが、全体的に柔らかくなるので、クッション性は得られるが、ぐらつかない安定した履き心地を得られない場合がある。
【0008】
そこで本発明では、クッション性が得られるとともに、ぐらつかない安定した履き心地が得られる重量の小さい基底部を備える履物を提供することを目的とする。
【課題を解決するための手段】
【0009】
第1の発明は、足裏を支持する基底部を有する履物であって、
前記基底部は、内部が中空となるよう形成されている所定形状の外殻からなり、弾性変形することを特徴とする。
【0010】
第2の発明は、第1の発明において、
前記基底部は、支持すべき足裏により踏まれるときに、足裏が略鉛直方向へ移動するよう弾性変形することを特徴とする。
【0011】
第3の発明は、第1の発明において、
前記基底部は、ブロー成形により形成されることを特徴とする。
【0012】
第4の発明は、第1の発明において、
前記基底部は、熱可塑性樹脂からなることを特徴とする。
【0013】
第5の発明は、第1の発明において、
前記基底部は、内部に気体が密閉されていることを特徴とする。
【0014】
第6の発明は、第1の発明において、
前記基底部は、内部に空気が流入出可能なように開口部が設けられていることを特徴とする。
【0015】
第7の発明は、第1の発明において、
足裏に対向する前記基底部の面と反対側の面に接着され接地する貼り替え底をさらに備え、
前記貼り替え底は、使用により解除されない程度に接着され、かつ解除可能に接着されていることを特徴とする。
【0016】
第8の発明は、第1の発明において、
足裏に対向する前記基底部の面と反対側の面に固定され接地する取り替え底をさらに備え、
前記取り替え底は、前記基底部に対して着脱可能なようにネジ止めされていることを特徴とする。
【0017】
第9の発明は、足裏を支持するため履物に備えられるべき基底部であって、内部が中空となるよう形成されている弾性変形可能な所定形状の外殻からなる基底部の製造方法であって、
前記外殻の形状に応じた形状を有する金型に対して所定の素材を与え、前記外殻の内部が中空となるよう前記素材に気体を吹き込むブロー成形を行うことを特徴とする。
【0018】
第10の発明は、第9の発明において、
前記金型は、前記外殻の長手方向における中央近傍部分を形成するための入れ子金型と、前記中央近傍部分を除く部分を形成するための本体金型からなり、
前記金型に対して前記素材を与える前に、前記長手方向に対応する方向の長さが異なる複数の入れ子金型候補から前記履物のサイズに応じた長さになるよう1つ以上の候補を前記入れ子金型として選択することを特徴とする。
【発明の効果】
【0019】
第1の発明によれば、内部が中空となるよう形成されている所定形状の外殻からなる基底部が弾性変形するので、その弾性変形によるクッション性が得られるとともに、所定形状を有する外殻の形状から大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。なお、外殻を透明または半透明にすれば美しいデザインを簡単に得ることができる。
【0020】
第2の発明によれば、基底部が足裏で踏まれたときに、弾性変形により足裏が踏んだ方向すなわち略鉛直方向に移動すれば、クッション性が感じられるとともに、略鉛直方向以外の方向(例えば前後左右方向)にぐらつかない安定した履き心地を得ることができる。
【0021】
第3の発明によれば、基底部がブロー成形により形成されるので、中空構造を有する成形品を製造する手法として種々の装置や技術が開発されているブロー成形によって、基底部を容易にかつ低コストで製造することができる。
【0022】
第4の発明によれば、基底部が例えばポリプロピレンなどの熱可塑性樹脂からなるので、中空加工がしやすく所定の形状を維持できる程度の硬さになるよう構成することができる。
【0023】
第5の発明によれば、基底部内部に気体が密閉されているので、例えば当該履物を人が履いた状態で基底部に加わる圧力が内部の気体によりその内壁に均等に分散して加わることになる。したがって、空気が密閉されていない場合に基底部の外殻に対して局所的に加わる力を考慮する必要がなく、外殻の厚みをより薄くすることができる。
【0024】
第6の発明によれば、基底部に内部に空気が流入出可能なように開口部が設けられているので、異常な使用による異常に高い圧力が加わったとしても、基底部が破断(破裂)しないようにすることができる。
【0025】
第7の発明によれば、貼り替え底が使用により解除されない程度に接着されかつ解除可能に接着されているので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡って履物を使用することが可能となる。
【0026】
第8の発明によれば、取り替え底が着脱可能なようにネジ止めされているので、ネジ止めを外すことにより、例えば接着されている場合よりも簡単にすり減った底を新しいものと簡単に取り替えることができ、長期に渡って履物を使用することが可能となる。
【0027】
第9の発明によれば、中空構造を有する成形品を製造する手法として種々の装置や技術が開発されているブロー成形によって、基底部を容易にかつ低コストで製造することができる。
【0028】
第10の発明によれば、入れ子金型を複数用意することにより、例えば履物のサイズに応じてそれぞれ金型全体を製作する必要がなくなるので、高額の費用がかかる金型の制作費を削減し、異なるサイズの履物を製造するコストを低減することができる。
【発明を実施するための最良の形態】
【0029】
以下、本発明の各実施形態につき添付図面を参照して説明する。
<1.第1の実施形態>
<1.1 サンダルの全体構成>
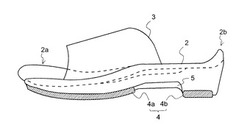
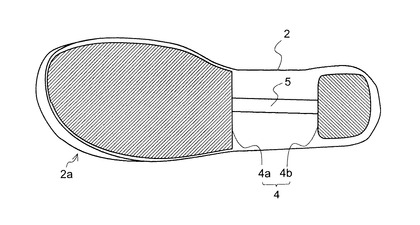
図1は本発明の第1の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。また、図2はこのサンダルの底面を示す底面図である。これらの図に示されるように、このサンダルは、足裏を支持する基底部2と、当該基底部2の上側に敷設されて足甲と接触すべき甲被部3と、上記基底部2において足裏と対応する面と反対側の裏面に対して貼り替え可能に付着固定されて接地する貼り替え底4と、上記基底部2の裏面に長手方向に沿って補強のために設けられるリブ5とを備える。この貼り替え底4は、前側貼り替え底4aおよび後側貼り替え底4bからなるが、その構成については詳しく後述する。
【0030】
また、上記基底部2は、足指を保護するための指ガード部2aと足の踵部を保護するための踵ガード部2bとを含んでいる。この指ガード部2aおよび踵ガード部2bは、基底部2と一体的に形成されてもよいし、基底部2の本体部分を成形した後に接着されてもよい。この指ガード部2aおよび踵ガード部2bは本サンダルに必須の構成部分ではないが、これらによって足が保護されるとともに、サンダルに対する足裏の位置が固定されるので、フィット感の良い履き心地が得られる。
【0031】
なお、基底部2の接足面には、布地、または合成皮革等の柔らかい生地とスポンジとからなる図示されない薄いインソールシートが貼り付けられており、履き心地を向上させると共に足裏との摩擦による摩耗に対する耐久性や足裏の滑り止め効果などを与える。また、甲被部3の側面下端部は、このインソールシートと基底部2との周側左右端部近傍で挟み込まれて付着固定されている。もっとも、以上のような構成は例示であって、後述する基底部2の特徴的な構成を除き、周知の種々の構成が可能である。
【0032】
<1.2 基底部の構成および製造方法>
基底部2は、履物の台となるものであって、例えばポリプロピレン製である。この基底部2は、或る程度厚みのある外殻からなる中空形状を有しており、一般的な履き物の基底部とは大きく異なる特徴的な構造を有している。なお、本明細書における上記外殻とは、後述するように少なくともそれ自体で形状を維持できる程度の硬さを有する素材からなる、中空となっている内部と外部とを隔てる構造体であって、基底部2の外形を形成するものである。このような中空構造は、ブロー成形により形成される。
【0033】
ここでブロー成形とは、プラスチックボトルや容器類のように中空の成形品を製造する際に用いられる最も代表的な成形法であり、パリソンと呼ばれるパイプ状の成形品を加工し、これに空気を吹き込んで最終的な成形品とする成形法である。このブロー成形には、押出機と呼ばれる装置で底のないパイプ状のパリソンを成形し、その後2つ割りの金型によって挟み込んでパリソンに底を付け当該パリソンを空気で膨らませる押出ブロー成形と、金型に素材を射出する射出成形によって底のあるパリソンを成形し、その後金型の中で空気を吹き込んで成形する射出ブロー成形とがある。
【0034】
本基底部2は、射出ブロー成形により成形されるものとするが、この成形方法に限定されるわけではなく、或る程度厚みのある外殻からなる中空形状を有する基底部2を成形可能であれば、射出成形や真空成形、ドラム成形など周知の成形方法を使用することができる。例えば、基底部2の上半部分と下半部分とを射出成形などの手法で別々に作成し、これらを合わせて接合部分を高周波接着、圧着、または固嵌めなどの手法で一体化することにより、中空構造の外殻を形成する方法などが考えられる。もっとも、中空構造を有する成形品を製造する手法として種々の装置や技術が開発されているブロー成形によることが最も好ましく、このブロー成形によれば、基底部2を容易にかつ低コストで一体的に製造することができる。
【0035】
また、基底部2の外殻は、ここでは風船のように面積に対してほぼ無視できる程度に小さい厚みではなく、或る程度厚みがあるものと説明したが、この厚みは、具体的には本実施形態のサンダルを人が履いた状態で(さらには歩行するなどの通常使用状態で)基底部2の弾性変形が可能なように規定される。この弾性変形により、サンダルのクッション性が実現され、履き心地が向上する。したがって、ほとんど弾性変形しないような厚みではクッション性が得られないため好ましくない。
【0036】
なお、上記外殻の厚みは均一であってもよいが、足裏により踏まれたときに(具体的には歩行に使用されるときに)より力の加わる部分がより厚く形成されていてもよい。例えば、足裏に対向する面とその周囲側面との境界部分には比較的力が加わるので、厚く形成されていてもよい。また、厚く形成するのではなく、曲面形状としたり、補強のための面やリブなどがその近傍内側に形成されてもよい。
【0037】
ここで、基底部2の外殻内に空気等の気体が封入されるよう、外殻に形成されている開口部を閉じることにより、基底部2内部の空洞を密閉構造とする構成も考えられる。このことにより、外殻の厚みを比較的薄くすることができる。すなわち、ブロー成形による成形品は空気を吹き込むための開口部を有しており、本実施形態の基底部2も後述するように開口部を有している。この開口部を閉じると、基底部2内部の空洞に空気が密閉されるので、サンダルを人が履いた状態で基底部2に加わる圧力は空洞内の空気によりその内壁に均等に分散して加わることになる。したがって、空気が密閉されていない場合には基底部2の外殻に対して局所的に加わる力(例えば側面から上下面にかけて屈曲している部分に加わる力)を考慮するなどして比較的外殻を厚くする必要があるのに対して、空気が密閉されている場合には外殻の厚みをより薄くすることができる。
【0038】
もっともゴム風船のように、基底部2がゴムなどの非常に柔らかい素材からなる薄い膜を外皮とする中空構造であるものとすれば、たとえ密閉されている空気の弾性によりサンダルのクッション性は得られるとしても、ぐらつかない安定した履き心地を得ることはできない。したがって、基底部2の外殻は、それ自体で形状を保持できないような柔軟な素材からなる膜状の構造であることは好ましくなく、固有の形状を有しており、人が履くことによる弾性変形によっても当該固有の形状から大きく変形しないことが好ましい。
【0039】
さらに具体的に説明すると、基底部2の外殻が足裏で踏まれたときに、弾性変形により足裏が踏んだ方向すなわち鉛直方向にもっぱら移動すれば、クッション性が感じられるとともに、前後左右にぐらつかない安定した履き心地を得ることができる。しかし、上記弾性変形により、足裏が踏んだ方向(鉛直方向)以外の方向(例えば前後左右方向)に移動すれば、意図しない方向への移動によるぐらつき感が生じ、安定した履き心地を得ることはできない。したがって、例えば基底部2の外殻が柔らかいゴム膜構造であれば、足裏の位置や力の入れ具合などに応じて鉛直方向以外の方向にも弾性変形する場合があることから、ぐらつき感が生じ好ましくないと言える。しかし、本実施形態のように基底部2が硬いポリ プロピレンからなる或る程度の厚さのある所定形状の殻構造であれば、その弾性変形はほとんど足裏が踏んだ方向(鉛直方向)に生じるので、それ以外の前後左右方向に足裏が移動することがなく、安定した履き心地が得られ好ましいと言える。
【0040】
また、基底部2の外殻に形成されている開口部を閉じることにより、基底部2内部の空洞を密閉構造とする上記構成では、通常では考えられない使用(例えば2階から飛び降りるなどの行為)により、素材や外殻の厚さによっては破断(破裂)する可能性がある。この点では、基底部2の外殻に開口部が形成されている(設けられている)ことが好ましいとも言えるが、上記開口部を他の外殻部分と同様となるよう完全に閉じるのではなく、密閉されている空気に或る程度の圧力(ここでは異常な使用による異常に高い圧力)が加わると、閉じられた開口部が再び開口するように構成してもよい。具体的には、開口部に対して上記圧力によって離れるように封止部材を接着する構成や、開口部に取り付けられた栓や弁などが上記圧力により取り除かれる(開放される)構成などが考えられる。このように構成すれば上記場合に開口部から空気が抜けるので、基底部2が破断(破裂)することはなく、また瞬間的な衝撃吸収性を得ることができる。また、開口部を非常に小さくすることにより同様の効果を得ることもできるし、空気によるクッション性を適宜に設定することも可能となる。
【0041】
なお、上記封止部材として(または開口した開口部若しくは閉じられた開口部を隠すために)リフレクター等を貼り付けることもできる。この場合には開口部の位置すなわちリフレクターの貼付位置は、基底部2の踵側後方(基底部2の周囲側面のうちの後端近傍)であることが好ましい。次に、基底部2の具体的な成形過程について、図3を参照して説明する。
【0042】
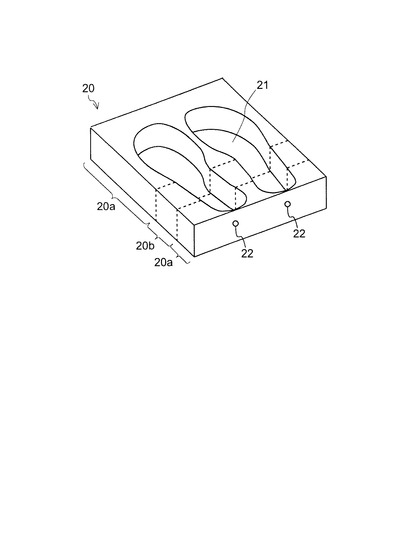
図3は、本実施形態における基底部を成形するための金型の構成を簡易に示す模式図である。図3に示される金型20は、対となる2つの金型のうちの1つであって、金型20における凹部21および図示されない他方の金型の凹部とが合わせられて形成される空間内部にポリプロピレンのパリソンが形成され、当該パリソン内に(左右用それぞれの基底部に対応する)2つの空気孔22から空気を吹き込まれることにより、金型の凹部に沿った外形を有する基底部2の外殻が形成されその内部が中空構造となる。
【0043】
なお、上記空気孔22から空気を吹き込まれるべきパリソンの開口部は、成形完了後も基底部2の開口部として残ることになるが、この開口部は前述したようにそのまま残してもよいし、基底部2の内部が密閉されるよう閉じてもよい。また、図3に示される凹部21の形状からわかるように、この金型20によってサンダルの左右における基底部が同時に形成されるが、これらの基底部を繋ぐ薄いベタ部はブロー成形が終了した後にカットされる。もちろん、サンダルの左右が別々に形成される構成であってもよい。
【0044】
ここで金型20は、2つの本体部20aと1つ入れ子部20bからなる。この入れ子部20bは足裏中央近傍に接触すべき基底部2を形成する金型の一部分であるが、足裏の大きさに対応するサンダルのサイズに合わせて複数が用意されている。そして、例えば25センチのサイズのサンダルに備えられる基底部2をブロー成形した後、26センチのサイズのサンダルに備えられる基底部2をブロー成形する場合には、この入れ子部20bを取り外し、足裏の長さ方向(長手方向に対応する方向)に1センチだけ長くその他は同様の形状を有する入れ子部を上記2つの本体部20aの間に嵌め込むことにより出来上がった金型を使用し成形を行う。これは足裏中央近傍部分以外の部分に対応する基底部2の構成部分は各サイズで同一に形成することができる点に着目している。このように入れ子部20bを各サイズに応じた数だけ用意すれば、各サイズに応じて金型全体を製作する必要がなくなるので、高額の費用がかかる金型の制作費を削減し、異なるサイズのサンダルを製造するコストを低減することができる。
【0045】
また、入れ子部20bを各サイズに応じた数だけ用意するのではなく、最小のサイズに合わせた基本となる基本入れ子部を用意するとともに、足裏の長さ方向(長手方向に対応する方向)に例えば5ミリメートルの長さを有する追加入れ子部を複数用意する。そして、サンダルの長さに応じた数だけ足裏の長さ方向に連結した追加入れ子部と基本入れ子部を組み合わせた金型を金型20として使用する。これは足裏中央近傍部分に対応する基底部2の構成部分を単純に長手方向に延ばすことにより各サイズに対応させることができる点に着目している。このようにすれば、入れ子金型の大きさを小さくすることができるので、さらに金型の制作費を削減し、異なるサイズのサンダルを製造するコストを低減することができる。
【0046】
<1.3 貼り替え底の構成>
図1および図2に示されるように、前側貼り替え底4aおよび後側貼り替え底4bは、基底部2の中央部底面に所定の接着剤により接着されている。この接着剤は、通常の使用によって接着状態が解除されない程度に強く接着されているが、端部などから引き剥がすよう強い力を加えたり、特殊な溶剤を塗布することなどにより接着状態を解除することができる。このような接着剤については周知であるので説明を省略する。このように前側貼り替え底4aおよび後側貼り替え底4bの接着を解除することができるので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。なお、このように接着する構成は、ネジなどの固定部材を使用する必要がないので、比較的薄い底にすることができ、また基底部2の底面の構造を簡単にすることができる。
【0047】
また、後側貼り替え底4bは、サンダルのサイズに応じて複数の異なる形状、ここでは異なる高さ(鉛直方向の長さ)のものが用意され、サンダルのサイズに合わせて適宜の高さの後側貼り替え底4bが接着される。そうすれば、基底部2の踵部分における高さを変更することなく、後側貼り替え底4bにより適宜の高さに調整することができる。このことから、前述したように、基底部2の形状を規定する図3に示される金型20が入れ子部20bを除いてサンダルのサイズにかかわらず同一となっても問題が生じない。すなわち、基底部2の形状は、上記金型20の構成によって中央部近傍の長さを除き、サンダルのサイズによらず同一となるので、サイズが大きいサンダルほど基底部2の高さが適切な高さより低くなってしまう。しかし、適宜の高さを有する後側貼り替え底4bを接着することにより、サンダルの踵部分における高さを適切なものとすることができる。なお、これに代えて一定の高さを有する後側貼り替え底4bを高さ方向に複数積層して接着する構成も考えられる。
【0048】
さらに、前側貼り替え底4aは、金型20の入れ子部20bにより形成される基底部2の中央部の底面には接着されないので、接着される基底部2の底面はサンダルのサイズにかかわらず同一となる。よって、どのサイズのサンダルにも同一のものを使用することができるため、さらに製造コストを低減することができる。
【0049】
<1.4 第1の実施形態の効果>
以上のように、上記第1の実施形態に係る履物としてのサンダルは、ブロー成形により成形される、或る程度厚みのある外殻からなる中空形状を有する基底部2を備えるので、外殻の弾性変形によるクッション性が得られるとともに、形状が大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。また、外殻を透明または半透明にすれば(すなわち素材であるポリプロピレンに着色しないかまたは光が透過するように着色すれば)、美しいデザインを簡単に得ることができる。さらに中空部に所定の構造体や金粉などを入れることにより美しくすることもできる。
【0050】
また、前側貼り替え底4aおよび後側貼り替え底4bの接着を解除することができるので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。さらに、底(特に後側貼り替え底4bに相当するヒール)を異なる形状や色彩のものに貼り替えることによって、底のデザインだけでなく全体のイメージを大きく変更することができるので、多品種を少量生産する場合に低コストでバリエーション豊かなサンダルを提供することができる。
【0051】
<2.第2の実施形態>
<2.1 サンダルの全体構成>
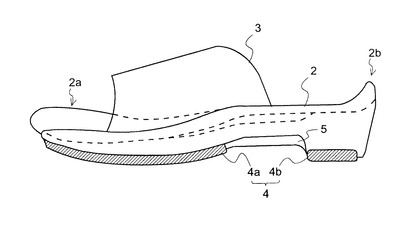
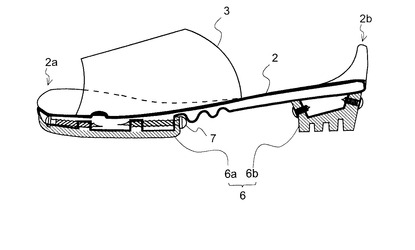
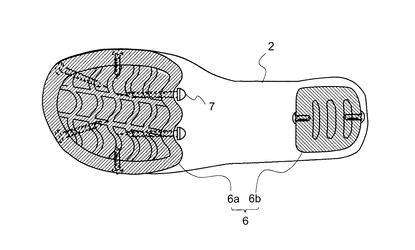
図4は本発明の第2の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。また、図5はこのサンダルの底面を示す底面図である。これらの図に示されるサンダルは、図1および図2に示される第1の実施形態における基底部2および甲被部3を有するが、第1の実施形態における貼り替え底4に代えて基底部2にネジ7を含む複数のネジにより止められる取り替え底6を備える。
【0052】
なお、本実施形態における基底部2は第1の実施形態における基底部2と同様の中空構造を有し同様のブロー成形により形成されるが、形状が異なる。例えば、基底部2裏面(底面)の中央近傍は蛇腹状に形成されているが、これは歩行時に屈曲しやすくするためである。またネジ7の頭部分を隠すこともできる。このように、各構成要素の形状は異なるものの、同一の構成要素には同一の符号を付してその説明を省略し、以下では取り替え底6の構成について説明する。
【0053】
<2.2 取り替え底の構成>
図4および図5に示される取り替え底6は、前側取り替え底6aおよび後側取り替え底6bからなり、図に示されるように基底部2の底部に対してネジ7を含む複数のネジにより止められている。このようにネジで止めれば通常の使用により外れることはないが、ネジを取り外すことにより前側取り替え底6aおよび後側取り替え底6bの固着状態を解除することができるので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。また、接着剤による接着の場合よりもネジ止めの方が簡単に固着状態を解除できるとともに、通常の使用時にも外れにくくすることができる。
【0054】
また、後側取り替え底6bは、第1の実施形態の場合と同様、サンダルのサイズに応じて複数の異なる形状、ここでは異なる高さ(鉛直方向の長さ)のものが用意され、サンダルのサイズに合わせて適宜の高さの後側取り替え底6bがネジ止めされる。そうすれば、基底部2の踵部分における高さを変更することなく、後側取り替え底6bにより適宜の高さに調整することができる。
【0055】
<2.3 第2の実施形態の効果>
以上のように、上記第2の実施形態に係る履物としてのサンダルは、第1の実施形態の場合と同様、ブロー成形により成形される、或る程度厚みのある外殻からなる中空形状を有する基底部2を備えるので、外殻の弾性変形によるクッション性が得られるとともに、形状が大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。
【0056】
また、前側取り替え底6aおよび後側取り替え底6bのネジ止めを外すことにより、接着されている場合よりも簡単にすり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。さらに、底を異なる形状や色彩のものに取り替えることによって、底のデザインだけでなく全体のイメージを大きく変更することができるので、低コストでバリエーション豊かなサンダルを提供することができる。
【0057】
<3.変形例>
上記第1の実施形態では、基底部2における接足面と反対側の面(裏面)に接着剤により貼り替え底4が接着され、上記第2の実施形態では、基底部2の裏面に取り替え底6がネジ止めされる構成であるが、基底部2に取り付けられる底は、(基底部2がポリプロピレン製であることから特に必要となる)歩行時の防音、滑り止め、および摩耗防止など一般的な底に要求される効果の少なくとも1つ以上が得られるものであればその構成や工程方法等に限定はなく、例えば底がピンやラッチなど周知の固定具で留められる構成や、基底部2の裏面に凸部を形成しそれに対応する凹部を底に形成してこれらを固嵌めする構成などであってもよい。また、ビーチサンダルなど必ずしも底の必要がない履き物では、上記底が省略されてもよい。
【0058】
上記第1および第2の実施形態では、金型20は、図3に示されるように2つの本体部20aと1つ入れ子部20bからなるが、この入れ子部20bを省略し、これに相当する部分が2つの本体部20aの少なくとも一方に含まれる構成であってもよい。例えば、2つの本体部20aのうち前側(足先側)の金型(以下「前側金型」という)に対して、入れ子部20b(1つ分)に相当する部分が含まれるような大きめの金型(以下「前側大金型」という)を別に作成する。また、2つの本体部20aのうち後側(踵側)の金型(以下「前側金型」という)に対して、入れ子部20bの2つ分に相当する部分が含まれるようなさらに大きめの金型(以下「後側大金型」という)を別に作成する。そうすれば、前側金型または前側大金型と、後側金型または後側大金型とを適宜に組み合わせることにより、2種類ずつの金型で4種類の異なる長さを有する基底部2を作成することができる。なお、これらの金型に加えてさらに入れ子部20bのような入れ子金型を併用してもよい。これらの構成によって、高額の費用がかかる金型の制作費を削減し、異なるサイズのサンダルを製造するコストを低減することができる。
【0059】
上記第1および第2の実施形態では、基底部2はポリプロピレン製であるが、これ以外の合成樹脂製、例えばポリ塩化ビニル(PVC)、ポリエチレン、ポリエチレンテレフタラート(PET)、ポリカーボネートなどであってもよい。もっとも、基底部2は中空加工がしやすく所定の硬さを有する必要があるので、熱可塑性樹脂製であることが好ましい。
【0060】
上記第1および第2の実施形態では、基底部2の外殻内部は、連続した中空構造となっているが、複数の独立した中空室を有する構造となっていてもよい。ただし外殻自体は、中空となっている当該複数の中空室内部の少なくとも一部と外部とを隔てる構造体であって、基底部2の外形を形成することになる。
【0061】
上記第1および第2の実施形態では、サンダルを例にしたが、内部が中空となるよう形成されている所定形状の外殻からなり弾性変形する基底部を有する履物であれば、その種類に限定はなく、本発明は靴やスリッパなどに広く適用可能である。
【図面の簡単な説明】
【0062】
【図1】本発明の第1の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。
【図2】上記実施形態に係るサンダルの底面を示す底面図である。
【図3】上記実施形態における基底部を成形するための金型の構成を簡易に示す模式図である。
【図4】本発明の第2の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。
【図5】上記実施形態に係るサンダルの底面を示す底面図である。
【符号の説明】
【0063】
2 …基底部
3 …甲被部
4 …貼り替え底部
5 …リブ
6 …取り替え底部
7 …ネジ
【技術分野】
【0001】
本発明は、弾性変形する基底部を含むサンダルなどの履物およびその製造方法に関する。
【背景技術】
【0002】
一般にサンダルなどの履物の基底部は、下駄等のように木などの硬い素材が使用されることがある。このような硬い素材が使用される履物の基底部は、安定した履き心地を与え、ぐらついたりすることがない。
【0003】
しかし、それではクッション性が得られないため、クッション性を有するエチレン−酢酸ビニル共重合体(EVA)のような多孔質樹脂等が素材として使用されたサンダルや、このEVAとラバーとの二層構造を有する靴底などがある。
【0004】
このようにクッション性を有する履物の基底部は、履き心地を良くするために硬さの異なる多孔質樹脂を積層したり、多くの凹凸や部分的な空洞等を形成するなど、比較的複雑な構造を有する場合が多い。
【0005】
そこで製造コストを下げるため、金型に樹脂素材を射出することにより成形を行う、いわゆる射出成形によって履物の基底部を成型することが広く行われている。このような射出成形を行うことにより、複雑な構造を有する履物の基底部などを安価に大量生産することができる。このように成形される履物の基底部の従来例としては、靴底に空洞部が複数形成されており、当該空洞内壁から内側へ向けて膨出部が設けられている射出成形靴がある(特許文献1を参照)。
【特許文献1】特開2003−189906号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、上記従来例のような射出成形により製造された靴底は、たとえ内部に部分的な空洞が形成されるとしても、素材を金型に充填して形成される以上、素材の比重(密度)が大きければ靴底全体の重量も大きくなる。
【0007】
また、素材の比重(密度)が小さければ靴底全体の重量を小さくすることはできるが、全体的に柔らかくなるので、クッション性は得られるが、ぐらつかない安定した履き心地を得られない場合がある。
【0008】
そこで本発明では、クッション性が得られるとともに、ぐらつかない安定した履き心地が得られる重量の小さい基底部を備える履物を提供することを目的とする。
【課題を解決するための手段】
【0009】
第1の発明は、足裏を支持する基底部を有する履物であって、
前記基底部は、内部が中空となるよう形成されている所定形状の外殻からなり、弾性変形することを特徴とする。
【0010】
第2の発明は、第1の発明において、
前記基底部は、支持すべき足裏により踏まれるときに、足裏が略鉛直方向へ移動するよう弾性変形することを特徴とする。
【0011】
第3の発明は、第1の発明において、
前記基底部は、ブロー成形により形成されることを特徴とする。
【0012】
第4の発明は、第1の発明において、
前記基底部は、熱可塑性樹脂からなることを特徴とする。
【0013】
第5の発明は、第1の発明において、
前記基底部は、内部に気体が密閉されていることを特徴とする。
【0014】
第6の発明は、第1の発明において、
前記基底部は、内部に空気が流入出可能なように開口部が設けられていることを特徴とする。
【0015】
第7の発明は、第1の発明において、
足裏に対向する前記基底部の面と反対側の面に接着され接地する貼り替え底をさらに備え、
前記貼り替え底は、使用により解除されない程度に接着され、かつ解除可能に接着されていることを特徴とする。
【0016】
第8の発明は、第1の発明において、
足裏に対向する前記基底部の面と反対側の面に固定され接地する取り替え底をさらに備え、
前記取り替え底は、前記基底部に対して着脱可能なようにネジ止めされていることを特徴とする。
【0017】
第9の発明は、足裏を支持するため履物に備えられるべき基底部であって、内部が中空となるよう形成されている弾性変形可能な所定形状の外殻からなる基底部の製造方法であって、
前記外殻の形状に応じた形状を有する金型に対して所定の素材を与え、前記外殻の内部が中空となるよう前記素材に気体を吹き込むブロー成形を行うことを特徴とする。
【0018】
第10の発明は、第9の発明において、
前記金型は、前記外殻の長手方向における中央近傍部分を形成するための入れ子金型と、前記中央近傍部分を除く部分を形成するための本体金型からなり、
前記金型に対して前記素材を与える前に、前記長手方向に対応する方向の長さが異なる複数の入れ子金型候補から前記履物のサイズに応じた長さになるよう1つ以上の候補を前記入れ子金型として選択することを特徴とする。
【発明の効果】
【0019】
第1の発明によれば、内部が中空となるよう形成されている所定形状の外殻からなる基底部が弾性変形するので、その弾性変形によるクッション性が得られるとともに、所定形状を有する外殻の形状から大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。なお、外殻を透明または半透明にすれば美しいデザインを簡単に得ることができる。
【0020】
第2の発明によれば、基底部が足裏で踏まれたときに、弾性変形により足裏が踏んだ方向すなわち略鉛直方向に移動すれば、クッション性が感じられるとともに、略鉛直方向以外の方向(例えば前後左右方向)にぐらつかない安定した履き心地を得ることができる。
【0021】
第3の発明によれば、基底部がブロー成形により形成されるので、中空構造を有する成形品を製造する手法として種々の装置や技術が開発されているブロー成形によって、基底部を容易にかつ低コストで製造することができる。
【0022】
第4の発明によれば、基底部が例えばポリプロピレンなどの熱可塑性樹脂からなるので、中空加工がしやすく所定の形状を維持できる程度の硬さになるよう構成することができる。
【0023】
第5の発明によれば、基底部内部に気体が密閉されているので、例えば当該履物を人が履いた状態で基底部に加わる圧力が内部の気体によりその内壁に均等に分散して加わることになる。したがって、空気が密閉されていない場合に基底部の外殻に対して局所的に加わる力を考慮する必要がなく、外殻の厚みをより薄くすることができる。
【0024】
第6の発明によれば、基底部に内部に空気が流入出可能なように開口部が設けられているので、異常な使用による異常に高い圧力が加わったとしても、基底部が破断(破裂)しないようにすることができる。
【0025】
第7の発明によれば、貼り替え底が使用により解除されない程度に接着されかつ解除可能に接着されているので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡って履物を使用することが可能となる。
【0026】
第8の発明によれば、取り替え底が着脱可能なようにネジ止めされているので、ネジ止めを外すことにより、例えば接着されている場合よりも簡単にすり減った底を新しいものと簡単に取り替えることができ、長期に渡って履物を使用することが可能となる。
【0027】
第9の発明によれば、中空構造を有する成形品を製造する手法として種々の装置や技術が開発されているブロー成形によって、基底部を容易にかつ低コストで製造することができる。
【0028】
第10の発明によれば、入れ子金型を複数用意することにより、例えば履物のサイズに応じてそれぞれ金型全体を製作する必要がなくなるので、高額の費用がかかる金型の制作費を削減し、異なるサイズの履物を製造するコストを低減することができる。
【発明を実施するための最良の形態】
【0029】
以下、本発明の各実施形態につき添付図面を参照して説明する。
<1.第1の実施形態>
<1.1 サンダルの全体構成>
図1は本発明の第1の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。また、図2はこのサンダルの底面を示す底面図である。これらの図に示されるように、このサンダルは、足裏を支持する基底部2と、当該基底部2の上側に敷設されて足甲と接触すべき甲被部3と、上記基底部2において足裏と対応する面と反対側の裏面に対して貼り替え可能に付着固定されて接地する貼り替え底4と、上記基底部2の裏面に長手方向に沿って補強のために設けられるリブ5とを備える。この貼り替え底4は、前側貼り替え底4aおよび後側貼り替え底4bからなるが、その構成については詳しく後述する。
【0030】
また、上記基底部2は、足指を保護するための指ガード部2aと足の踵部を保護するための踵ガード部2bとを含んでいる。この指ガード部2aおよび踵ガード部2bは、基底部2と一体的に形成されてもよいし、基底部2の本体部分を成形した後に接着されてもよい。この指ガード部2aおよび踵ガード部2bは本サンダルに必須の構成部分ではないが、これらによって足が保護されるとともに、サンダルに対する足裏の位置が固定されるので、フィット感の良い履き心地が得られる。
【0031】
なお、基底部2の接足面には、布地、または合成皮革等の柔らかい生地とスポンジとからなる図示されない薄いインソールシートが貼り付けられており、履き心地を向上させると共に足裏との摩擦による摩耗に対する耐久性や足裏の滑り止め効果などを与える。また、甲被部3の側面下端部は、このインソールシートと基底部2との周側左右端部近傍で挟み込まれて付着固定されている。もっとも、以上のような構成は例示であって、後述する基底部2の特徴的な構成を除き、周知の種々の構成が可能である。
【0032】
<1.2 基底部の構成および製造方法>
基底部2は、履物の台となるものであって、例えばポリプロピレン製である。この基底部2は、或る程度厚みのある外殻からなる中空形状を有しており、一般的な履き物の基底部とは大きく異なる特徴的な構造を有している。なお、本明細書における上記外殻とは、後述するように少なくともそれ自体で形状を維持できる程度の硬さを有する素材からなる、中空となっている内部と外部とを隔てる構造体であって、基底部2の外形を形成するものである。このような中空構造は、ブロー成形により形成される。
【0033】
ここでブロー成形とは、プラスチックボトルや容器類のように中空の成形品を製造する際に用いられる最も代表的な成形法であり、パリソンと呼ばれるパイプ状の成形品を加工し、これに空気を吹き込んで最終的な成形品とする成形法である。このブロー成形には、押出機と呼ばれる装置で底のないパイプ状のパリソンを成形し、その後2つ割りの金型によって挟み込んでパリソンに底を付け当該パリソンを空気で膨らませる押出ブロー成形と、金型に素材を射出する射出成形によって底のあるパリソンを成形し、その後金型の中で空気を吹き込んで成形する射出ブロー成形とがある。
【0034】
本基底部2は、射出ブロー成形により成形されるものとするが、この成形方法に限定されるわけではなく、或る程度厚みのある外殻からなる中空形状を有する基底部2を成形可能であれば、射出成形や真空成形、ドラム成形など周知の成形方法を使用することができる。例えば、基底部2の上半部分と下半部分とを射出成形などの手法で別々に作成し、これらを合わせて接合部分を高周波接着、圧着、または固嵌めなどの手法で一体化することにより、中空構造の外殻を形成する方法などが考えられる。もっとも、中空構造を有する成形品を製造する手法として種々の装置や技術が開発されているブロー成形によることが最も好ましく、このブロー成形によれば、基底部2を容易にかつ低コストで一体的に製造することができる。
【0035】
また、基底部2の外殻は、ここでは風船のように面積に対してほぼ無視できる程度に小さい厚みではなく、或る程度厚みがあるものと説明したが、この厚みは、具体的には本実施形態のサンダルを人が履いた状態で(さらには歩行するなどの通常使用状態で)基底部2の弾性変形が可能なように規定される。この弾性変形により、サンダルのクッション性が実現され、履き心地が向上する。したがって、ほとんど弾性変形しないような厚みではクッション性が得られないため好ましくない。
【0036】
なお、上記外殻の厚みは均一であってもよいが、足裏により踏まれたときに(具体的には歩行に使用されるときに)より力の加わる部分がより厚く形成されていてもよい。例えば、足裏に対向する面とその周囲側面との境界部分には比較的力が加わるので、厚く形成されていてもよい。また、厚く形成するのではなく、曲面形状としたり、補強のための面やリブなどがその近傍内側に形成されてもよい。
【0037】
ここで、基底部2の外殻内に空気等の気体が封入されるよう、外殻に形成されている開口部を閉じることにより、基底部2内部の空洞を密閉構造とする構成も考えられる。このことにより、外殻の厚みを比較的薄くすることができる。すなわち、ブロー成形による成形品は空気を吹き込むための開口部を有しており、本実施形態の基底部2も後述するように開口部を有している。この開口部を閉じると、基底部2内部の空洞に空気が密閉されるので、サンダルを人が履いた状態で基底部2に加わる圧力は空洞内の空気によりその内壁に均等に分散して加わることになる。したがって、空気が密閉されていない場合には基底部2の外殻に対して局所的に加わる力(例えば側面から上下面にかけて屈曲している部分に加わる力)を考慮するなどして比較的外殻を厚くする必要があるのに対して、空気が密閉されている場合には外殻の厚みをより薄くすることができる。
【0038】
もっともゴム風船のように、基底部2がゴムなどの非常に柔らかい素材からなる薄い膜を外皮とする中空構造であるものとすれば、たとえ密閉されている空気の弾性によりサンダルのクッション性は得られるとしても、ぐらつかない安定した履き心地を得ることはできない。したがって、基底部2の外殻は、それ自体で形状を保持できないような柔軟な素材からなる膜状の構造であることは好ましくなく、固有の形状を有しており、人が履くことによる弾性変形によっても当該固有の形状から大きく変形しないことが好ましい。
【0039】
さらに具体的に説明すると、基底部2の外殻が足裏で踏まれたときに、弾性変形により足裏が踏んだ方向すなわち鉛直方向にもっぱら移動すれば、クッション性が感じられるとともに、前後左右にぐらつかない安定した履き心地を得ることができる。しかし、上記弾性変形により、足裏が踏んだ方向(鉛直方向)以外の方向(例えば前後左右方向)に移動すれば、意図しない方向への移動によるぐらつき感が生じ、安定した履き心地を得ることはできない。したがって、例えば基底部2の外殻が柔らかいゴム膜構造であれば、足裏の位置や力の入れ具合などに応じて鉛直方向以外の方向にも弾性変形する場合があることから、ぐらつき感が生じ好ましくないと言える。しかし、本実施形態のように基底部2が硬いポリ プロピレンからなる或る程度の厚さのある所定形状の殻構造であれば、その弾性変形はほとんど足裏が踏んだ方向(鉛直方向)に生じるので、それ以外の前後左右方向に足裏が移動することがなく、安定した履き心地が得られ好ましいと言える。
【0040】
また、基底部2の外殻に形成されている開口部を閉じることにより、基底部2内部の空洞を密閉構造とする上記構成では、通常では考えられない使用(例えば2階から飛び降りるなどの行為)により、素材や外殻の厚さによっては破断(破裂)する可能性がある。この点では、基底部2の外殻に開口部が形成されている(設けられている)ことが好ましいとも言えるが、上記開口部を他の外殻部分と同様となるよう完全に閉じるのではなく、密閉されている空気に或る程度の圧力(ここでは異常な使用による異常に高い圧力)が加わると、閉じられた開口部が再び開口するように構成してもよい。具体的には、開口部に対して上記圧力によって離れるように封止部材を接着する構成や、開口部に取り付けられた栓や弁などが上記圧力により取り除かれる(開放される)構成などが考えられる。このように構成すれば上記場合に開口部から空気が抜けるので、基底部2が破断(破裂)することはなく、また瞬間的な衝撃吸収性を得ることができる。また、開口部を非常に小さくすることにより同様の効果を得ることもできるし、空気によるクッション性を適宜に設定することも可能となる。
【0041】
なお、上記封止部材として(または開口した開口部若しくは閉じられた開口部を隠すために)リフレクター等を貼り付けることもできる。この場合には開口部の位置すなわちリフレクターの貼付位置は、基底部2の踵側後方(基底部2の周囲側面のうちの後端近傍)であることが好ましい。次に、基底部2の具体的な成形過程について、図3を参照して説明する。
【0042】
図3は、本実施形態における基底部を成形するための金型の構成を簡易に示す模式図である。図3に示される金型20は、対となる2つの金型のうちの1つであって、金型20における凹部21および図示されない他方の金型の凹部とが合わせられて形成される空間内部にポリプロピレンのパリソンが形成され、当該パリソン内に(左右用それぞれの基底部に対応する)2つの空気孔22から空気を吹き込まれることにより、金型の凹部に沿った外形を有する基底部2の外殻が形成されその内部が中空構造となる。
【0043】
なお、上記空気孔22から空気を吹き込まれるべきパリソンの開口部は、成形完了後も基底部2の開口部として残ることになるが、この開口部は前述したようにそのまま残してもよいし、基底部2の内部が密閉されるよう閉じてもよい。また、図3に示される凹部21の形状からわかるように、この金型20によってサンダルの左右における基底部が同時に形成されるが、これらの基底部を繋ぐ薄いベタ部はブロー成形が終了した後にカットされる。もちろん、サンダルの左右が別々に形成される構成であってもよい。
【0044】
ここで金型20は、2つの本体部20aと1つ入れ子部20bからなる。この入れ子部20bは足裏中央近傍に接触すべき基底部2を形成する金型の一部分であるが、足裏の大きさに対応するサンダルのサイズに合わせて複数が用意されている。そして、例えば25センチのサイズのサンダルに備えられる基底部2をブロー成形した後、26センチのサイズのサンダルに備えられる基底部2をブロー成形する場合には、この入れ子部20bを取り外し、足裏の長さ方向(長手方向に対応する方向)に1センチだけ長くその他は同様の形状を有する入れ子部を上記2つの本体部20aの間に嵌め込むことにより出来上がった金型を使用し成形を行う。これは足裏中央近傍部分以外の部分に対応する基底部2の構成部分は各サイズで同一に形成することができる点に着目している。このように入れ子部20bを各サイズに応じた数だけ用意すれば、各サイズに応じて金型全体を製作する必要がなくなるので、高額の費用がかかる金型の制作費を削減し、異なるサイズのサンダルを製造するコストを低減することができる。
【0045】
また、入れ子部20bを各サイズに応じた数だけ用意するのではなく、最小のサイズに合わせた基本となる基本入れ子部を用意するとともに、足裏の長さ方向(長手方向に対応する方向)に例えば5ミリメートルの長さを有する追加入れ子部を複数用意する。そして、サンダルの長さに応じた数だけ足裏の長さ方向に連結した追加入れ子部と基本入れ子部を組み合わせた金型を金型20として使用する。これは足裏中央近傍部分に対応する基底部2の構成部分を単純に長手方向に延ばすことにより各サイズに対応させることができる点に着目している。このようにすれば、入れ子金型の大きさを小さくすることができるので、さらに金型の制作費を削減し、異なるサイズのサンダルを製造するコストを低減することができる。
【0046】
<1.3 貼り替え底の構成>
図1および図2に示されるように、前側貼り替え底4aおよび後側貼り替え底4bは、基底部2の中央部底面に所定の接着剤により接着されている。この接着剤は、通常の使用によって接着状態が解除されない程度に強く接着されているが、端部などから引き剥がすよう強い力を加えたり、特殊な溶剤を塗布することなどにより接着状態を解除することができる。このような接着剤については周知であるので説明を省略する。このように前側貼り替え底4aおよび後側貼り替え底4bの接着を解除することができるので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。なお、このように接着する構成は、ネジなどの固定部材を使用する必要がないので、比較的薄い底にすることができ、また基底部2の底面の構造を簡単にすることができる。
【0047】
また、後側貼り替え底4bは、サンダルのサイズに応じて複数の異なる形状、ここでは異なる高さ(鉛直方向の長さ)のものが用意され、サンダルのサイズに合わせて適宜の高さの後側貼り替え底4bが接着される。そうすれば、基底部2の踵部分における高さを変更することなく、後側貼り替え底4bにより適宜の高さに調整することができる。このことから、前述したように、基底部2の形状を規定する図3に示される金型20が入れ子部20bを除いてサンダルのサイズにかかわらず同一となっても問題が生じない。すなわち、基底部2の形状は、上記金型20の構成によって中央部近傍の長さを除き、サンダルのサイズによらず同一となるので、サイズが大きいサンダルほど基底部2の高さが適切な高さより低くなってしまう。しかし、適宜の高さを有する後側貼り替え底4bを接着することにより、サンダルの踵部分における高さを適切なものとすることができる。なお、これに代えて一定の高さを有する後側貼り替え底4bを高さ方向に複数積層して接着する構成も考えられる。
【0048】
さらに、前側貼り替え底4aは、金型20の入れ子部20bにより形成される基底部2の中央部の底面には接着されないので、接着される基底部2の底面はサンダルのサイズにかかわらず同一となる。よって、どのサイズのサンダルにも同一のものを使用することができるため、さらに製造コストを低減することができる。
【0049】
<1.4 第1の実施形態の効果>
以上のように、上記第1の実施形態に係る履物としてのサンダルは、ブロー成形により成形される、或る程度厚みのある外殻からなる中空形状を有する基底部2を備えるので、外殻の弾性変形によるクッション性が得られるとともに、形状が大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。また、外殻を透明または半透明にすれば(すなわち素材であるポリプロピレンに着色しないかまたは光が透過するように着色すれば)、美しいデザインを簡単に得ることができる。さらに中空部に所定の構造体や金粉などを入れることにより美しくすることもできる。
【0050】
また、前側貼り替え底4aおよび後側貼り替え底4bの接着を解除することができるので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。さらに、底(特に後側貼り替え底4bに相当するヒール)を異なる形状や色彩のものに貼り替えることによって、底のデザインだけでなく全体のイメージを大きく変更することができるので、多品種を少量生産する場合に低コストでバリエーション豊かなサンダルを提供することができる。
【0051】
<2.第2の実施形態>
<2.1 サンダルの全体構成>
図4は本発明の第2の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。また、図5はこのサンダルの底面を示す底面図である。これらの図に示されるサンダルは、図1および図2に示される第1の実施形態における基底部2および甲被部3を有するが、第1の実施形態における貼り替え底4に代えて基底部2にネジ7を含む複数のネジにより止められる取り替え底6を備える。
【0052】
なお、本実施形態における基底部2は第1の実施形態における基底部2と同様の中空構造を有し同様のブロー成形により形成されるが、形状が異なる。例えば、基底部2裏面(底面)の中央近傍は蛇腹状に形成されているが、これは歩行時に屈曲しやすくするためである。またネジ7の頭部分を隠すこともできる。このように、各構成要素の形状は異なるものの、同一の構成要素には同一の符号を付してその説明を省略し、以下では取り替え底6の構成について説明する。
【0053】
<2.2 取り替え底の構成>
図4および図5に示される取り替え底6は、前側取り替え底6aおよび後側取り替え底6bからなり、図に示されるように基底部2の底部に対してネジ7を含む複数のネジにより止められている。このようにネジで止めれば通常の使用により外れることはないが、ネジを取り外すことにより前側取り替え底6aおよび後側取り替え底6bの固着状態を解除することができるので、すり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。また、接着剤による接着の場合よりもネジ止めの方が簡単に固着状態を解除できるとともに、通常の使用時にも外れにくくすることができる。
【0054】
また、後側取り替え底6bは、第1の実施形態の場合と同様、サンダルのサイズに応じて複数の異なる形状、ここでは異なる高さ(鉛直方向の長さ)のものが用意され、サンダルのサイズに合わせて適宜の高さの後側取り替え底6bがネジ止めされる。そうすれば、基底部2の踵部分における高さを変更することなく、後側取り替え底6bにより適宜の高さに調整することができる。
【0055】
<2.3 第2の実施形態の効果>
以上のように、上記第2の実施形態に係る履物としてのサンダルは、第1の実施形態の場合と同様、ブロー成形により成形される、或る程度厚みのある外殻からなる中空形状を有する基底部2を備えるので、外殻の弾性変形によるクッション性が得られるとともに、形状が大きく変化することがないのでぐらつかない安定した履き心地が得られ、さらに中空構造であるので重量が非常に小さくなる。
【0056】
また、前側取り替え底6aおよび後側取り替え底6bのネジ止めを外すことにより、接着されている場合よりも簡単にすり減った底を新しいものと簡単に取り替えることができ、長期に渡ってサンダルを使用することが可能となる。さらに、底を異なる形状や色彩のものに取り替えることによって、底のデザインだけでなく全体のイメージを大きく変更することができるので、低コストでバリエーション豊かなサンダルを提供することができる。
【0057】
<3.変形例>
上記第1の実施形態では、基底部2における接足面と反対側の面(裏面)に接着剤により貼り替え底4が接着され、上記第2の実施形態では、基底部2の裏面に取り替え底6がネジ止めされる構成であるが、基底部2に取り付けられる底は、(基底部2がポリプロピレン製であることから特に必要となる)歩行時の防音、滑り止め、および摩耗防止など一般的な底に要求される効果の少なくとも1つ以上が得られるものであればその構成や工程方法等に限定はなく、例えば底がピンやラッチなど周知の固定具で留められる構成や、基底部2の裏面に凸部を形成しそれに対応する凹部を底に形成してこれらを固嵌めする構成などであってもよい。また、ビーチサンダルなど必ずしも底の必要がない履き物では、上記底が省略されてもよい。
【0058】
上記第1および第2の実施形態では、金型20は、図3に示されるように2つの本体部20aと1つ入れ子部20bからなるが、この入れ子部20bを省略し、これに相当する部分が2つの本体部20aの少なくとも一方に含まれる構成であってもよい。例えば、2つの本体部20aのうち前側(足先側)の金型(以下「前側金型」という)に対して、入れ子部20b(1つ分)に相当する部分が含まれるような大きめの金型(以下「前側大金型」という)を別に作成する。また、2つの本体部20aのうち後側(踵側)の金型(以下「前側金型」という)に対して、入れ子部20bの2つ分に相当する部分が含まれるようなさらに大きめの金型(以下「後側大金型」という)を別に作成する。そうすれば、前側金型または前側大金型と、後側金型または後側大金型とを適宜に組み合わせることにより、2種類ずつの金型で4種類の異なる長さを有する基底部2を作成することができる。なお、これらの金型に加えてさらに入れ子部20bのような入れ子金型を併用してもよい。これらの構成によって、高額の費用がかかる金型の制作費を削減し、異なるサイズのサンダルを製造するコストを低減することができる。
【0059】
上記第1および第2の実施形態では、基底部2はポリプロピレン製であるが、これ以外の合成樹脂製、例えばポリ塩化ビニル(PVC)、ポリエチレン、ポリエチレンテレフタラート(PET)、ポリカーボネートなどであってもよい。もっとも、基底部2は中空加工がしやすく所定の硬さを有する必要があるので、熱可塑性樹脂製であることが好ましい。
【0060】
上記第1および第2の実施形態では、基底部2の外殻内部は、連続した中空構造となっているが、複数の独立した中空室を有する構造となっていてもよい。ただし外殻自体は、中空となっている当該複数の中空室内部の少なくとも一部と外部とを隔てる構造体であって、基底部2の外形を形成することになる。
【0061】
上記第1および第2の実施形態では、サンダルを例にしたが、内部が中空となるよう形成されている所定形状の外殻からなり弾性変形する基底部を有する履物であれば、その種類に限定はなく、本発明は靴やスリッパなどに広く適用可能である。
【図面の簡単な説明】
【0062】
【図1】本発明の第1の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。
【図2】上記実施形態に係るサンダルの底面を示す底面図である。
【図3】上記実施形態における基底部を成形するための金型の構成を簡易に示す模式図である。
【図4】本発明の第2の実施形態に係るサンダル(左足用)の構成を示す側面断面図である。
【図5】上記実施形態に係るサンダルの底面を示す底面図である。
【符号の説明】
【0063】
2 …基底部
3 …甲被部
4 …貼り替え底部
5 …リブ
6 …取り替え底部
7 …ネジ
【特許請求の範囲】
【請求項1】
足裏を支持する基底部を有する履物であって、
前記基底部は、内部が中空となるよう形成されている所定形状の外殻からなり、弾性変形することを特徴とする、履物。
【請求項2】
前記基底部は、支持すべき足裏により踏まれるときに、足裏が略鉛直方向へ移動するよう弾性変形することを特徴とする請求項1に記載の履物。
【請求項3】
前記基底部は、ブロー成形により形成されることを特徴とする、請求項1に記載の履物。
【請求項4】
前記基底部は、熱可塑性樹脂からなることを特徴とする、請求項1に記載の履物。
【請求項5】
前記基底部は、内部に気体が密閉されていることを特徴とする、請求項1に記載の履物。
【請求項6】
前記基底部は、内部に空気が流入出可能なように開口部が設けられていることを特徴とする、請求項1に記載の履物。
【請求項7】
足裏に対向する前記基底部の面と反対側の面に接着され接地する貼り替え底をさらに備え、
前記貼り替え底は、使用により解除されない程度に接着され、かつ解除可能に接着されていることを特徴とする、請求項1に記載の履物。
【請求項8】
足裏に対向する前記基底部の面と反対側の面に固定され接地する取り替え底をさらに備え、
前記取り替え底は、前記基底部に対して着脱可能なようにネジ止めされていることを特徴とする、請求項1に記載の履物。
【請求項9】
足裏を支持するため履物に備えられるべき基底部であって、内部が中空となるよう形成されている弾性変形可能な所定形状の外殻からなる基底部の製造方法であって、
前記外殻の形状に応じた形状を有する金型に対して所定の素材を与え、前記外殻の内部が中空となるよう前記素材に気体を吹き込むブロー成形を行うことを特徴とする、前記基底部の製造方法。
【請求項10】
前記金型は、前記外殻の長手方向における中央近傍部分を形成するための入れ子金型と、前記中央近傍部分を除く部分を形成するための本体金型からなり、
前記金型に対して前記素材を与える前に、前記長手方向に対応する方向の長さが異なる複数の入れ子金型候補から前記履物のサイズに応じた長さになるよう1つ以上の候補を前記入れ子金型として選択することを特徴とする、請求項9に記載の製造方法。
【請求項1】
足裏を支持する基底部を有する履物であって、
前記基底部は、内部が中空となるよう形成されている所定形状の外殻からなり、弾性変形することを特徴とする、履物。
【請求項2】
前記基底部は、支持すべき足裏により踏まれるときに、足裏が略鉛直方向へ移動するよう弾性変形することを特徴とする請求項1に記載の履物。
【請求項3】
前記基底部は、ブロー成形により形成されることを特徴とする、請求項1に記載の履物。
【請求項4】
前記基底部は、熱可塑性樹脂からなることを特徴とする、請求項1に記載の履物。
【請求項5】
前記基底部は、内部に気体が密閉されていることを特徴とする、請求項1に記載の履物。
【請求項6】
前記基底部は、内部に空気が流入出可能なように開口部が設けられていることを特徴とする、請求項1に記載の履物。
【請求項7】
足裏に対向する前記基底部の面と反対側の面に接着され接地する貼り替え底をさらに備え、
前記貼り替え底は、使用により解除されない程度に接着され、かつ解除可能に接着されていることを特徴とする、請求項1に記載の履物。
【請求項8】
足裏に対向する前記基底部の面と反対側の面に固定され接地する取り替え底をさらに備え、
前記取り替え底は、前記基底部に対して着脱可能なようにネジ止めされていることを特徴とする、請求項1に記載の履物。
【請求項9】
足裏を支持するため履物に備えられるべき基底部であって、内部が中空となるよう形成されている弾性変形可能な所定形状の外殻からなる基底部の製造方法であって、
前記外殻の形状に応じた形状を有する金型に対して所定の素材を与え、前記外殻の内部が中空となるよう前記素材に気体を吹き込むブロー成形を行うことを特徴とする、前記基底部の製造方法。
【請求項10】
前記金型は、前記外殻の長手方向における中央近傍部分を形成するための入れ子金型と、前記中央近傍部分を除く部分を形成するための本体金型からなり、
前記金型に対して前記素材を与える前に、前記長手方向に対応する方向の長さが異なる複数の入れ子金型候補から前記履物のサイズに応じた長さになるよう1つ以上の候補を前記入れ子金型として選択することを特徴とする、請求項9に記載の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−112572(P2009−112572A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−289665(P2007−289665)
【出願日】平成19年11月7日(2007.11.7)
【出願人】(507368940)株式会社コスティック (2)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月7日(2007.11.7)
【出願人】(507368940)株式会社コスティック (2)
【Fターム(参考)】
[ Back to top ]