
履物用の柔軟性を有する流体充填ブラダ
【課題】より柔軟性のある流体充填ブラダを提供する。
【解決手段】密閉外側バリア50と伸張部材60とを含む履物用の流体充填ブラダ40を開示する。バリアはブラダに入れる流体を実質的に浸透させず、伸張部材はバリア内部に位置してバリアの両側に接着する。伸張部材60は、ブラダの第1部分64aのブラダの第2部分63bに対する屈曲を促す屈曲領域65を画成する。屈曲領域は、伸張部材が存在しない領域であって、屈曲領域は例えば、空間、穴、または窪みの構成とすることができる。
【解決手段】密閉外側バリア50と伸張部材60とを含む履物用の流体充填ブラダ40を開示する。バリアはブラダに入れる流体を実質的に浸透させず、伸張部材はバリア内部に位置してバリアの両側に接着する。伸張部材60は、ブラダの第1部分64aのブラダの第2部分63bに対する屈曲を促す屈曲領域65を画成する。屈曲領域は、伸張部材が存在しない領域であって、屈曲領域は例えば、空間、穴、または窪みの構成とすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、履物用途に適した流体充填ブラダ(嚢)に関する。より具体的には、本発明はブラダの全体的な柔軟性を高める屈曲領域を備えた伸張部材を有する流体充填ブラダに関する。
【背景技術】
【0002】
従来の運動用履物は、主に2つの要素、甲被部(アッパー)と履物底(ソール)構造物とを含む。甲被部は履物底構造物に対して足をしっかりと受けて位置づける足の外被を提供する。加えて、甲被部は足を保護し通気性を良くする構成にすることもでき、それによって足を冷却して、汗を逃がす。履物底構造物は甲被部の下面に固定されて、一般的には足と地面との間に位置する。地面の反動力を弱めてエネルギーを吸収する(つまり、クッション性を与える)ことに加えて、履物底構造物は静止摩擦を与えて、過度の回内運動などの足の動きを抑制する。したがって、甲被部と履物底構造物とは協働して、ウォーキングやランニングなどの多様な歩行活動に適した快適な構造を提供するように作用する。履物底構造物の一般的な特徴および構成を以下詳細に述べる。
【0003】
運動用履物の履物底構造物は一般に、履き心地を高める中底(インソール)と、ポリマー発泡体製の弾性の間底(ミッドソール)と、耐摩耗性および静止摩擦の両方を提供し、地面に接する外底(アウトソール)とを含む層構造を呈する。間底に適したポリマー発泡体材料(発泡材)には、地面の反動力を弱めてエネルギーを吸収するために、負荷がかかると弾性的に圧縮するエチルビニルアセテートやポリウレタンがある。従来の発泡材は、部分的には、気体によって実質的に置換された内部容積を画成する複数の開放型セルまたは閉鎖型セルを含むことによって、弾性的に圧縮できる。すなわち、発泡体は気体を閉じ込める素材に形成された気泡を含む。しかし、繰返し圧縮した後、セル構造は劣化することがあり、それによって発泡体の圧縮性が低下することになる。このため、間底の力の減衰特性とエネルギー吸収特性とは履物の使用期間に伴って低下することになる。
【0004】
従来の発泡材を利用する欠点を克服する方法の1つが、ルディに付与された特許に係る下記特許文献1に開示されており、引用により本明細書に組み込むが、同特許ではエラストマー材料製の膨張可能な挿入物によってクッション性を与えている。挿入物は、実質的に履物の長さ方向に沿って延びる複数の管状チャンバを含む。チャンバは互いに流体連通し、まとまって履物の幅いっぱいに延びる。引用により本明細書に組み込まれるルディに付与された特許に係る下記特許文献2は、発泡材で包まれた膨張挿入物を開示している。挿入物と包封材との組合せが間底の役目を果たす。甲被部は包封材の上面に装着され、外底または接地部材は下面に固着される。
【0005】
上記ブラダは、一般にエラストマー材料からなり、1つまたは複数のチャンバをその間に囲む上面または下面を有する構成となっている。チャンバは、流体圧力源に接続したノズルまたは針をブラダに形成された注入口に差し込むことによって、大気圧以上に加圧する。チャンバを加圧した後、注入口を例えば溶接により密閉し、ノズルを取り外す。
この種のブラダは、2枚の別々のエラストマーフィルムをブラダの全周の形状を呈するように形成する二重膜技術により製造している。さらに、シートを各外縁に沿って一緒に溶接して密閉構造とし、またシートを所定の内部領域で一緒に溶接してブラダを所望の構成とする。すなわち、内部の溶接により、ブラダに対して所望の位置における所定の形状およびサイズのチャンバを与える。上記ブラダは、液状化したエラストマー材料をブラダの所望の全体の形状および構成を有する型に入れる、ブロー成型技術によっても製造されている。型は加圧した空気を供給する開口を1箇所に有する。加圧した空気が液状化したエラストマー材料を型の内面に押し付け、材料を型に入れた状態で硬化させ、それによって所望の形状および構成のブラダを形成する。
【0006】
履物用途に適した別の種類の従来技術のブラダが、ともにルディに付与された特許に係る下記特許文献3および下記特許文献4に開示されており、ともに引用により本明細書に組み込む。この種のブラダは、二重壁の布芯の構成を有する伸張部材の実質的に外面全体にわたって、しっかりと融着される密閉型の外側バリア層を有する流体加圧膨張構造として形成する。伸張部材は、通常互いに所定の距離を空けて離れた第1および第2外側布層からなる。おそらくは多数の個々の繊維を有するマルチフィラメント糸の形の接続糸またはドロップ糸が、各布層の近接面または対向面の間を内側に向かって延びている。ドロップ糸のフィラメントが伸張を抑制する手段となり、各布層に固定される。二重壁布構造を製造する適切な方法は、二重針棒のラッセル編みである。
【0007】
ともに引用により本明細書に組み込まれる、ともにグッドウィン他に発行された特許に係る下記特許文献5および下記特許文献6は、伸張部材を利用するが、ブラダの上面と下面との中ほどに外縁の縫い目のないブラダを開示している。代わりに、縫い目はブラダの上面の隣に配置されている。この設計の利点は、側壁が最大に屈曲する領域から縫い目をなくし、接続糸を含め、ブラダの内部の可視性が増すことである。この種のブラダの形成に利用されるプロセスは、下面と側壁とを含むシェルを型で形成することを含んでいる。伸張部材をカバーシートの上に載せ、シェルは型から外した後カバーシートと伸張部材とに被せる。シェル、カバーシート、および伸張部材を組み立ててから、積層ステーションに移動し、そこで高周波エネルギーにより伸張部材の両側をシェルとカバーシートとに融着し、シェルの外縁をカバーシートに融着する。それから、接続糸が伸張した状態になるように流体を注入して、ブラダを加圧する。
【特許文献1】米国特許第4,183,156号明細書
【特許文献2】米国特許第4,219,945号明細書
【特許文献3】米国特許第4,906,502号明細書
【特許文献4】米国特許第5,083,361号明細書
【特許文献5】米国特許第5,993,585号明細書
【特許文献6】米国特許第6,119,371号明細書
【特許文献7】米国特許第5,713,141号明細書
【特許文献8】米国特許第5,952,065号明細書
【特許文献9】米国特許第6,082,025号明細書
【特許文献10】米国特許第6,127,026号明細書
【特許文献11】米国特許第4,936,029号明細書
【特許文献12】米国特許第5,042,176号明細書
【特許文献13】米国特許第6,013,340号明細書
【特許文献14】米国特許第6,203,868号明細書
【特許文献15】米国特許第6,321,465号明細書
【特許文献16】米国特許第4,340,626号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
履物におけるブラダのクッション性の利点はよく書かれているが、二重壁布芯の構成を有する伸張部材を備える従来技術のブラダは、比較的柔軟性に乏しいと一般に考えられている。そのため、本発明は伸張部材を有する、より柔軟性のある流体充填ブラダに関する。
【課題を解決するための手段】
【0009】
本発明は、密閉外側バリアと伸張部材とを含む履物用の流体充填ブラダである。バリアはブラダに入れる流体を実質的に浸透させず、伸張部材はバリア内部に配置されていて、バリアの両側に接着されている。伸張部材は、ブラダの第1部分のブラダの第2部分に対する屈曲を促す屈曲領域を画成する。
屈曲領域は伸張部材の個別の(分離した)2区画の間の空間とすることができ、個別の2区画の各々をブラダの第1部分または第2部分の一方に配置することができる。空間はブラダの長手軸に対して斜めに向いてもよく、またはブラダの長手軸に対して垂直に向いていてもよい。さらに、空間の幅は、伸張部材の個別の2区画の間で一定であってもよく、または伸張部材の個別の2区画の間で変化してもよい。ある実施形態では、屈曲領域は伸張部材の個別の区画の間の複数の空間とすることができる。代わりの方法として、屈曲領域は、伸張部材を通って延びる少なくとも1つの穴であってもよく、または伸張部材の縁から内側に向かって延びる少なくとも1つの窪みであってもよい。
【0010】
発明の別の局面では、ブラダは密閉した外側バリアと伸張部材とを含む。バリアは第1面、対向する第2面、および第1面と第2面との間に延びる側壁を形成している。外側バリアはブラダに入れる流体を実質的に浸透させない。伸張部材はバリア内部に囲まれて、第1面および第2面の各々に接着されている。伸張部材はまた、ブラダの第1領域に存在し、ブラダの第2領域には存在せず、ブラダの第2領域は側壁から内側に離れている。第1面および第2面の少なくとも一方は第1領域で実質的に平坦であって、第1面および第2面の少なくとも一方が第2領域において外側に張り出している。
【0011】
発明のさらに別の局面は、ブラダを製造する方法に関する。前記方法は、伸張部材に少なくとも1つの屈曲領域を画成する工程を含み、屈曲領域には伸張部材の部分が存在しない。さらに伸張部材は2枚のポリマーシートの間に配置され、壁構造がポリマーシートに接着される。さらにポリマーシートの間および伸張部材周囲に外周縁ボンドが形成されて、伸張部材をブラダの内部に実質的に密閉する。
【0012】
本発明を特徴付ける新規性の利点および特徴は、添付の特許請求の範囲で綿密に指摘する。ただし、新規性の利点および特徴の理解を深めるためには、発明に関する様々な実施形態および概念を説明・示す以下の説明事項と添付図面とを参照するとよい。
【発明を実施するための最良の形態】
【0013】
前述の発明の要旨および以下の発明の詳細な説明は、添付図面と合わせて読むとよりよく理解できるであろう。
以下の解説および添付の図面は、本発明による流体充填ブラダを組み込んだ運動用履物を開示する。履物、より具体的には流体充填ブラダに関する概念は、ランニングに適した構成を有する履物(靴)を参照して開示する。しかし、本発明はランニング用に設計された履物だけに限定されるものではなく、例えばバスケットボールシューズ、クロストレーニングシューズ、ウォーキングシューズ、テニスシューズ、サッカーシューズ、ハイキングブーツなど幅広い範囲の運動用履物のスタイルに適用できる。加えて、本発明は、礼装用の履物、ローファー、サンダル、作業履物など、一般に非運動用と考えられる履物のスタイルにも適用できる。したがって、本明細書で開示する概念が、以下の資料で論じ、添付の図に示す特定のスタイルに加えて、多様な履物のスタイルに適用できることは、当業者には理解されるであろう。
【0014】
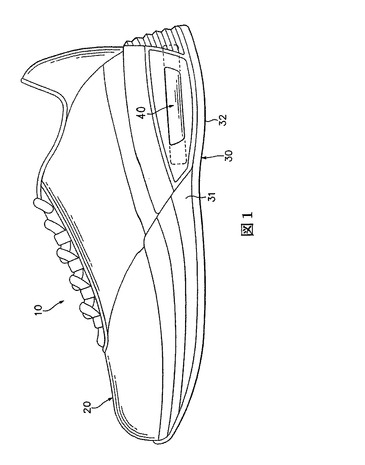
図1に履物10を示しており、履物10は、甲被部(アッパー)20と履物底(ソール)構造物30とを含む。甲被部20は実質的に従来の構成であり、布、発泡体、および皮革素材などの複数の要素を含み、それらを一緒に縫い合わせたり、接着結合して、足をしっかりと快適に受けるための内部の空間を形成する。履物底構造物30は甲被部20の下に配置され、間底(ミッドソール)31および外底(アウトソール)32の2つの主要要素を含む。間底31は甲被部20の下面に例えば縫製や接着結合などで固着されていて、履物底構造物30が地面に当たるときの力を弱めてエネルギーを吸収するように作用する。すなわち、間底31は、例えば歩行や走行中に足にクッション性を提供するように構成される。外底32は間底31の下面に固着されており、地面を踏むのに適した耐久性のある耐摩耗性の素材で作る。加えて、履物底構造物30は中底(図示せず)を含むこともあるが、これは、履物10の履き心地を高めるために空間内部に、足の足底面に接するように配置される薄いクッション部材である。
【0015】
間底31は主にポリウレタンやエチルビニルアセテートなど、流体充填ブラダ40を包むポリマー発泡材で作られている。図1に示すように、ブラダ40は間底31の踵部分に配置されているが、所望の程度のクッション反応が得られるように間底31のどの部分に配置されていてもよい。さらに、間底31はブラダ40の大体の構成を有する複数の流体充填ブラダを包封してもよい。ブラダ40は間底31の内部に一部だけ包まれていてもよく、または間底31内部に全体が包まれていてもよい。例えば、ブラダ40の一部が間底31の側面から外側に張り出していてもよく、またはブラダ40の上面が間底31の上面と同一面内にあってもよい。代わりの方法として、間底31は、ブラダ40を覆って、ブラダ40の周囲全体に延びていてもよい。したがって、履物10に対するブラダ40の位置は、発明の範囲内で大幅に異なることがある。
【0016】
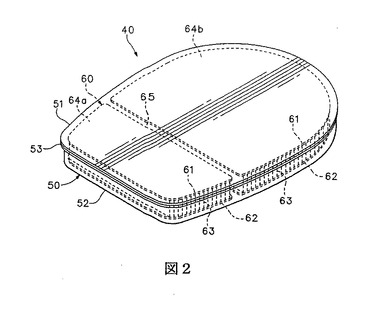
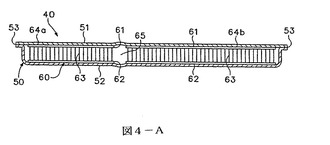
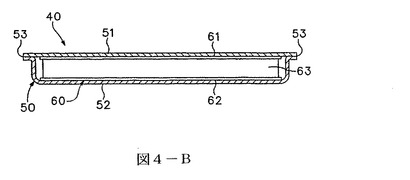
図2〜図4−Bに示すように、ブラダ40の主要要素は外側バリア50および伸張部材60である。バリア50はポリマー材料製でもよく、ブラダ40に入れる加圧流体を実質的に通さない(浸透させない)第1バリア層51と第2バリア層52とを含む。第1バリア層51と第2バリア層52とは、その各外縁を一緒に接着して、外周縁ボンド53を形成し、協働して密閉チャンバを形成しており、そこに伸張部材60が配置されている。第1バリア層51がブラダ40の上面を形成する一方、第2バリア層52がブラダ40の下面および側壁の両方を形成している。この構成により外周縁ボンド53が上面に隣接して位置しており、側壁を介した可視性が高まる。代わりの方法として、外周縁ボンド53を下面に隣接して位置するようにしても、または上面と下面との間となる場所に位置するようにしてもよい。そのため、外周縁ボンド53は、第1バリア層51および第2バリア層52の両方が側壁の一部を形成するように、側壁を通って延びていてもよい。したがって、バリア50の特定の構成は、本発明の範囲内で大幅に異なることがある。
【0017】
伸張部材60は、第1壁61と第2壁62と、第1壁61および第2壁62の各々に固定される複数の接続部材63とを含む織物構造として形成してもよい。第1壁61は第2壁62からは離れており、接続部材63が第1壁と第2壁との間に延びて、第1壁61と第2壁62との間に実質的に一定間隔を維持する。以下詳細に論じるように、第1壁61は第1バリア層51に接着され、第2壁62は第2バリア層52に接着されている。この構成では、バリア50が形成するチャンバ内の加圧流体がバリア層51および52に外向きの力をかけて、バリア層51と52とを離して移動させる傾向がある。しかし、加圧した流体によって供給される外向きの力は接続部材63まで及び、接続部材63が伸張した状態にして、バリア層51および52のさらに外側に向かう動きを抑制する。したがって、伸張部材60はブラダ40の内面に接着されて、ブラダ40が加圧されたときにバリア層51および52が離れられる範囲を制限する。
【0018】
伸張部材60を第1バリア層51および第2バリア層52の各々に接着するためには様々な技術を利用できる。例えば、熱で接着される融着剤の層を第1壁61および第2壁62に設けてもよい。融着剤は熱可塑性ポリウレタンなどの熱可塑性素材のシートでもよく、これに熱を加えて第1壁61および第2壁62に押し付けて接触させてから、バリア層51および52の間に伸張部材60を置く。次いで、ブラダ40の様々な要素を、融着剤がバリア層51および52と接着するように加熱圧縮し、それによって、伸張部材60をバリア50に接着する。代わりの方法として、2003年8月18日に米国特許商標庁に出願された米国特許出願番号10/642,262号で開示されるように、複数の融着フィラメントを第1壁61および第2壁62に一体化してもよい。融着フィラメントは、ブラダ40の様々な構成要素を一緒に加熱圧縮したときに、バリア層51および52に融着、接着、またはその他の形で固定される材料で作る。そのため、融着フィラメントに適した素材には、熱可塑性ポリウレタンや、前述したバリア層51および52に適する素材のいずれかが含まれる。融着フィラメントは伸張要素60の製造工程中に壁61および62に織り込まれてもよく、またはその他機械的な処理をしてもよく、または融着フィラメントを後で壁61および62に組み込んでもよい。
【0019】
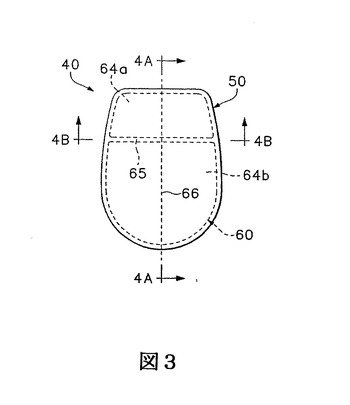
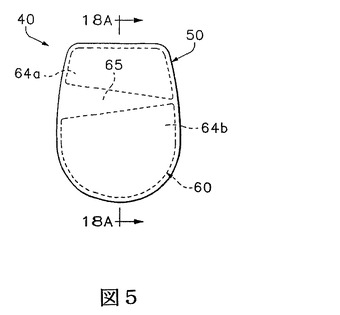
伸張部材60は、屈曲領域65で分離する一対の個別区画64aおよび64bを含む。図3を参照すると、屈曲領域65はブラダ40の内部を通って延び、区画64aおよび64bの間の分離箇所となっている。屈曲領域65の利点の1つは、ブラダ40が屈曲領域65の画成する線に沿って屈曲するまたはその他の形で曲がりやすいことである。すなわち、屈曲領域65は、ブラダ65の他の領域よりも柔軟なブラダ40の領域を形成する。そのため、曲がるときには、区画64aを含むブラダ40の部分が、区画64bを含むブラダ40の部分に対して屈曲する。そのため、グッドウィン他に付与された特許に係る上記特許文献5および上記特許文献6で開示されるブラダとは対照的に、ブラダ40は屈曲領域65を画成する不連続の伸張部材60を含み、伸張部材60はブラダ40の内部を通って延びている。
【0020】
区画64aおよび64bに対応するブラダ40の部分は、7層の素材から効果的に作られる。すなわち、第1バリア層51、第1バリア層51に隣接する融着剤、第1壁61、接続部材63、第2壁62、第2バリア層52に隣接する融着剤、および第2バリア層52である。これらの部分を屈曲させるために、7層の素材の各々(接続部材63は除外される可能性がある)は曲げ力に反応して伸張または圧縮しなければならない。これに対して、屈曲領域65に対応するブラダ40の部分は、第1バリア層51および第2バリア層52の2層の素材から効果的に作られる。この部分を屈曲させるには、バリア層51および52だけを曲げ力に反応して伸張または圧縮しなければならない。したがって、屈曲領域65に対応するブラダ40の部分は、屈曲領域65に存在する素材の数が減るために柔軟性が高まる。
【0021】
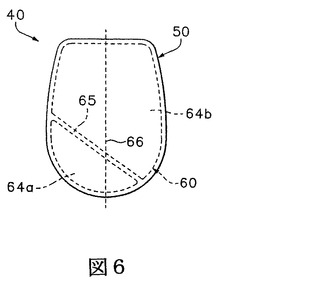
図3に示す屈曲領域65は、厚さが一定で長手軸66に垂直に延びている。発明の別の実施形態では、屈曲領域65の構成を大幅に変えてもよい。例えば、屈曲領域65は、図5では厚さが変わる、すなわち先細に描かれている。この特別な構成は、ブラダ40の両側で柔軟性の度合いを変えたい場合、またはブラダ40の幅にわたって異なる程度の柔軟性の範囲が必要な場合に利用できる。代わりの方法として、屈曲領域65は図6に示すように、長手軸66に対して斜めに向いていてもよい。ランニング中、履物10の後側方部分は一般に最初に地面に接し、後側方部分が履物10の他の部分よりも大きな衝撃力を受ける。そのため、屈曲領域65が斜めに向くことを利用して、ブラダ40において後側方部分に位置している部分とブラダ40の他の部分との間に屈曲線を作ることができる。
【0022】
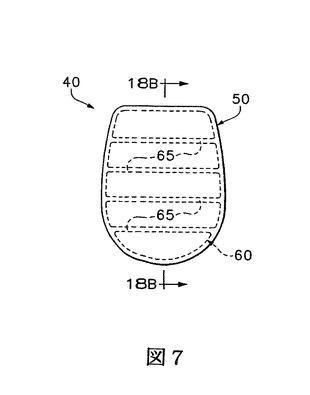
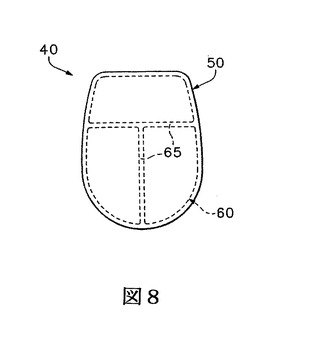
図3に示す屈曲領域65は、伸張部材60の2つの区画64aと64bとの間の1つの空間であるが、図7に示すように、屈曲領域65は伸張部材60の様々な個別区画の間の空間を形成する複数の屈曲領域65であってもよい。この構成はブラダ40に、より多くの数の屈曲線を提供し、ブラダ40全体の柔軟性を高める潜在能力をもつ。加えて、この構成は、屈曲領域65が形成する様々な空間に関連した伸張部材60の部分がなくなるため、ブラダ40の質量を実質的に減少させることができる。屈曲領域65が形成する様々な空間は互いに実質的に平行でもよいが、図8に示すように、平行でない構成としてもよい。この構成では、屈曲領域65はT字型の屈曲線を形成し、伸張部材60を3つの個別区画に分割している。
【0023】
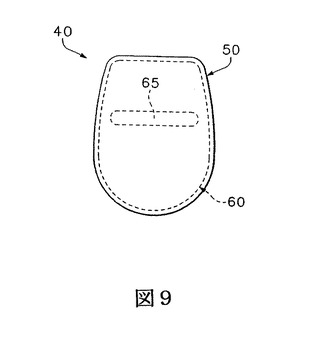
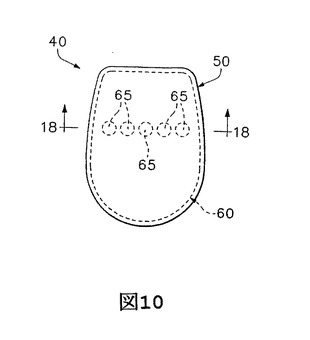
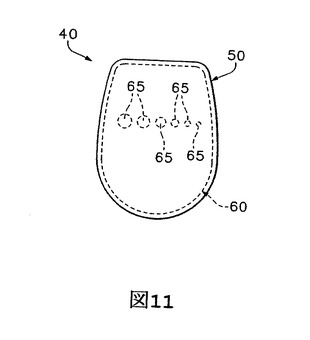
前述した屈曲領域65は、伸張部材60の個別区画を分離またはその他の形で形成する。屈曲領域65に対応するブラダ40の部分は、屈曲領域65に存在する素材の数を減らしているため、一般に柔軟性が高くなっている。しかし、図9に示すように、屈曲領域65をブラダ40の内部を通って延びる細長い穴になるように形成することによって、同じ利点を得ることができる。屈曲領域65はまた、図10に示すように、伸張部材60を横切る複数の穴の形をとることもできる。この構成では、屈曲領域65はブラダ40を横切る屈曲線を形成し、屈曲領域65が与える柔軟性の程度は、屈曲領域65が形成する穴の数および直径に一般に依存する。図11に示すように、屈曲領域65が形成する穴の直径は、ブラダ40の幅にわたって柔軟性の度合いを変えたい場合には、ブラダ40の幅にわたって小さくしてもよい。
【0024】
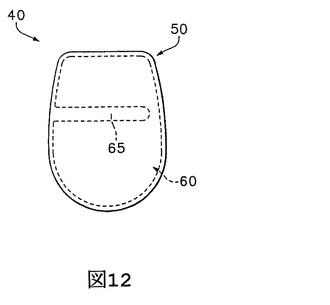
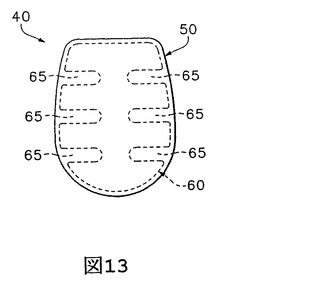
空間と穴とに加えて、屈曲領域65は、図12に示すように、伸張部材60の縁部から内側に向かって延びる窪みにすることもできる。この構成では、伸張部材60は単一の要素のままであり、ブラダ40の柔軟性の程度は、特定の場所に1つまたは複数の窪みを形成することによって変えられる。例えば、屈曲領域65は、図13に示すように、伸張部材60のいずれかの側に沿って延びる一連の窪みとすることができる。
【0025】
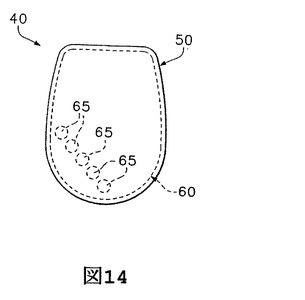
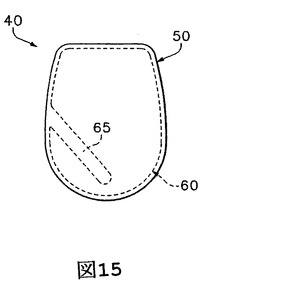
図6の実施形態は、屈曲領域65を長手軸66に対して斜めに向けて、ブラダ40において後側方部分に位置する部分とブラダ40のその他の部分との間に屈曲線を形成している。同様な構成は、図14および図15にそれぞれ示すように、穴または窪みを使って形成できる。したがって、空間、窪みおよび穴は多くの場合相互に取り替えても、同様な目的を果たす屈曲線を形成する。ただし、空間、窪みおよび穴が与える屈曲度は、様々な要因に左右されることがある。例えば、空間、窪み、または穴のために選択する特定の寸法を利用して、屈曲度を変えることができる。
【0026】
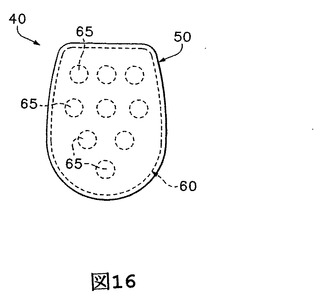
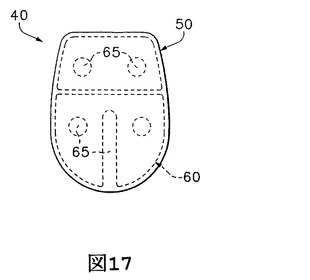
前述した様々な実施形態は、屈曲領域65を利用してブラダ40に屈曲線を作る方法の例を提示する。しかし同様な概念を利用して、ブラダ40の全体の柔軟性を高めることができる。図16を参照すると、屈曲領域65は伸張部材60全体に分散される複数の穴を形成し、この分散がブラダ40全体の柔軟性を高める働きをする。前述した様々な実施形態はまた、空間、穴、または窪みのうちの1つだけを含む。図17に示すように、本発明の範囲内にある空間、穴、および窪みの組合せも考えられる。
【0027】
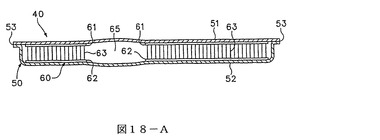
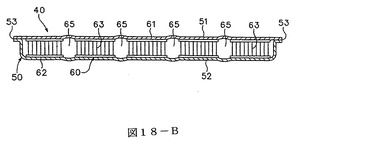
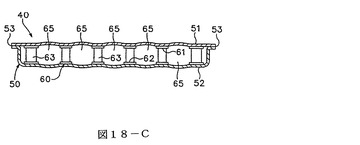
伸張部材が組み込まれていない従来技術のブラダの多くは、ポリマー製のバリアの対向する部分を互いに固定する複数の連結点のために、起伏のある外面を有する。しかし、従来技術の伸張ブラダの多くは、伸張部材が存在するために、大幅に起伏のある外面は示さない。したがって、従来技術の伸張ブラダは比較的平坦な外面を有する。伸張部材60が存在するブラダ40の領域では、図18−Aないし図18−Cの断面図に示すように、外面が比較的平坦である。しかし、屈曲領域65に対応するブラダ40の領域では、これも図18−Aないし図18−Cの断面図に示すように、外面は外側にたわむ、または突き出す。そのため、伸張部材60の部分の有無を利用して、ある特定の起伏のある構成をもつブラダ40の外面を形成することができる。
【0028】
バリア50を作る素材は、熱可塑性エラストマーなどのポリマー材料であってもよい。より具体的には、バリア50に適する素材は、引用により本明細書に組み込まれる、ミッチェル他に付与された特許に係る上記特許文献7および上記特許文献8に開示されるように、熱可塑性ポリウレタンとエチレンビニルアルコール共重合体とを交互に積層して作るフィルムである。この素材の変型の1つとして、中心の層をエチレンビニルアルコール共重合体で作り、中央の層に隣り合う2つの層を熱可塑性ポリウレタンで作り、外層を熱可塑性ポリウレタンとエチレンビニルアルコール共重合体とのリグラインド素材で作ったものを使用することもできる。バリア50に適した別の素材は、ともに引用により本明細書に組み込まれる、ボンク他に付与された特許に係る上記特許文献9および上記特許文献10で開示されるように、気体バリア材およびエラストマー材料の層を交互に含む柔軟性のあるミクロ層膜である。他の適切な熱可塑性エラストマー材料またはフィルムには、鋳型成型または押出成型したエステル系のポリウレタンフィルムなどの、ポリウレタン、ポリエステル、ポリエステルポリウレタン、ポリエーテルポリウレタンがある。他の適切な素材がルディに付与された特許に係る上記特許文献1および上記特許文献2に開示されており、引用により本明細書に組み込まれるものとする。さらに、いずれもエステルまたはエーテル系である、ダウ・ケミカル・カンパニーの製品であるペレセン、BASFコーポレーションの製品であるエラストラン、B.F.グッドリッチ・カンパニーの製品であるエステンなど、多数の熱可塑性ウレタンが利用できる。さらに、ポリエステル系、ポリエーテル系、ポリカプロラクトン系、ポリカーボネートマクロゲル系の、別の熱可塑性ウレタンを採用することもでき、各種窒素遮断材も利用できる。さらに適した素材には、引用により本明細書に組み込まれる、ルディに付与された特許に係る上記特許文献11および上記特許文献12に開示される結晶性材料を含有する熱可塑性フィルムや、引用により本明細書に組み込まれる、ボンク他に付与された特許に係る上記特許文献13、上記特許文献14、および上記特許文献15に開示されるポリエステルポリオールを含有するポリウレタンがある。ブラダ40に入れる流体は、例えば、ヘキサフルオロエタンや六フッ化硫黄など、引用により本明細書に組み込まれる、ルディに付与された特許に係る上記特許文献16に開示される気体のいずれでもよい。加えて、流体は加圧したオクタフルオロプロパン、窒素、および空気を含んでもよい。流体の圧力は、例えば、計器圧ゼロから1平方インチあたり40ポンドまでの範囲とすることができる。
【0029】
伸張部材60を製造する方法は、二重針棒のラッセル編みプロセスなど、複数の方法が採用できる。第1壁61、第2壁62、および接続部材63の各々を、例えばナイロン6,6とナイロン6との組合せを有する仮撚りテキスチャー糸など、エア交絡糸またはその他のテキスチャー糸で作ることができる。伸張部材60の厚さは、接続部材63が第1壁61と第2壁62との間で伸張した状態にあるときに測定すると、本発明の範囲内で大幅に変わることがあるが、履物用途に適した厚さは8ミリメートル〜15ミリメートルの範囲であろう。
【0030】
接続部材63はフィラメントあたりのデニールが約1〜20でよく、適した範囲は例えば2〜5の間である。接続部材63を具備する個々の張力フィラメントは、デニールあたり約2グラム〜10グラムの引っ張り強さを示し、1つの糸あたりの張力フィラメントの数は約1から100の範囲であってもよく、適した範囲は例えば40〜60の間である。一般的に、1タフトまたは1ストランドあたりの糸の数は約1〜8本であり、伸張部材60は布地1平方インチあたり約200〜1000タフトまたはストランドで編み、適した範囲は例えば1平方インチあたりのストランドが400〜500の範囲である。そのため、布地の嵩密度は、1平方インチ・デニールあたりの繊維が約20,000〜300,000の範囲である。
【0031】
接続部材63は隙間で分離して列に配置できる。隙間を使用すると、伸張部材を連続した接続糸を利用した二重壁の布で作った場合と比較して、伸張部材60の圧縮性が高まる。隙間は、二重針棒のラッセル編みプロセスの間に、ある所定の針の接続糸をたて糸の方向に抜かすと作れる。3針入れて3針出して編むと、接続部材63の列が隙間で分離された適切な布地が製造される。2針入れて2針出す、4針入れて2針出す、2針入れて4針出す、またはその組合せなど、針の出し入れの他の編みパターンも使用できる。また、隙間は、たて糸の方向の針を抜かす、または連続過程で選択的に編んだり編まなかったりすることによって、縦横両方向に作れる。図4−Aに示すように、伸張部材60は接続部材63の間の隙間が比較的大きい。代わりに、隙間を小さくしたり、または接続部材63を伸張部材60全体に延ばしたりしてもよい。
【0032】
ブラダ40を作る製造方法としては、2001年11月26日に米国特許商標庁に出願された米国特許出願第09/995,005号で開示される熱成形プロセスを含む、多様な方法を採用できる。製造方法の予備段階の間に、伸張部材60を一時的にバリア層51の1つに取り付けて、バリア層52を伸張部材60にかぶせ、それによって伸張部材60をバリア層51とバリア層52との間に配置する。拡張針およびスペーサーもバリア層51とバリア層52との間に置いて、様々な構成要素をシャトル枠のクランプを使って適所に固定する。さらに構成要素をオーブンで所定の時間加熱する。オーブンは、その後の工程で接着されるように、バリア層51および52の熱可塑性のシートを軟化させる。
【0033】
加熱した後、構成要素を2つの対向する部分を含む型(鋳型)に入れる。型は構成要素を圧縮し、それによって伸張部材60をバリア層51および52に接着し(すなわち、融着剤がバリア層51および52に接着し)、またバリア層51および52は時間依存性の熱接触溶接プロセスによって互いに接着する。バリア層51および52の外面には部分的な真空が加えられ、気体を伸張部材60の周りの領域に注入して、バリア層51および52を型の表面から引き離しやすくする。接着が完了したら、型を開いて構成要素を取り出して、冷却することが可能となる。最終段階として、ブラダ40を膨張管を通して流体で加圧し、膨張管を密閉する。
【0034】
本発明を様々な実施形態を参照しながら、上記および添付の図面で開示してきた。しかし、本開示が果たす目的は、本発明に関わる様々な特徴および概念の一例を提供することであり、本発明の範囲を制限することではない。当業者には、添付の特許請求の範囲で定義される本発明の範囲を逸脱することなく、前述の実施形態に数多くの変型や変更を行えることは認識されるであろう。
【図面の簡単な説明】
【0035】
【図1】本発明による第1ブラダを組み込んだ履物の側方立面図である。
【図2】第1ブラダの斜視図である。
【図3】第1ブラダの上平面図である。
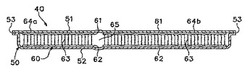
【図4−A】図3の切断線4A−4Aで切断した第1ブラダの第1断面図である。
【図4−B】図3の切断線4B−4Bで切断した第1ブラダの第2断面図である。
【図5】本発明による第2ブラダの上平面図である。
【図6】本発明による第3ブラダの上平面図である。
【図7】本発明による第4ブラダの上平面図である。
【図8】本発明による第5ブラダの上平面図である。
【図9】本発明による第6ブラダの上平面図である。
【図10】本発明による第7ブラダの上平面図である。
【図11】本発明による第8ブラダの上平面図である。
【図12】本発明による第9ブラダの上平面図である。
【図13】本発明による第10ブラダの上平面図である。
【図14】本発明による第11ブラダの上平面図である。
【図15】本発明による第12ブラダの上平面図である。
【図16】本発明による第13ブラダの上平面図である。
【図17】本発明による第14ブラダの上平面図である。
【図18−A】図5の切断線18A−18Aで切断した第2ブラダの断面図である。
【図18−B】図7の切断線18B−18Bで切断した第4ブラダの断面図である。
【図18−C】図10の切断線18C−18Cで切断した第7ブラダの断面図である。
【技術分野】
【0001】
本発明は、履物用途に適した流体充填ブラダ(嚢)に関する。より具体的には、本発明はブラダの全体的な柔軟性を高める屈曲領域を備えた伸張部材を有する流体充填ブラダに関する。
【背景技術】
【0002】
従来の運動用履物は、主に2つの要素、甲被部(アッパー)と履物底(ソール)構造物とを含む。甲被部は履物底構造物に対して足をしっかりと受けて位置づける足の外被を提供する。加えて、甲被部は足を保護し通気性を良くする構成にすることもでき、それによって足を冷却して、汗を逃がす。履物底構造物は甲被部の下面に固定されて、一般的には足と地面との間に位置する。地面の反動力を弱めてエネルギーを吸収する(つまり、クッション性を与える)ことに加えて、履物底構造物は静止摩擦を与えて、過度の回内運動などの足の動きを抑制する。したがって、甲被部と履物底構造物とは協働して、ウォーキングやランニングなどの多様な歩行活動に適した快適な構造を提供するように作用する。履物底構造物の一般的な特徴および構成を以下詳細に述べる。
【0003】
運動用履物の履物底構造物は一般に、履き心地を高める中底(インソール)と、ポリマー発泡体製の弾性の間底(ミッドソール)と、耐摩耗性および静止摩擦の両方を提供し、地面に接する外底(アウトソール)とを含む層構造を呈する。間底に適したポリマー発泡体材料(発泡材)には、地面の反動力を弱めてエネルギーを吸収するために、負荷がかかると弾性的に圧縮するエチルビニルアセテートやポリウレタンがある。従来の発泡材は、部分的には、気体によって実質的に置換された内部容積を画成する複数の開放型セルまたは閉鎖型セルを含むことによって、弾性的に圧縮できる。すなわち、発泡体は気体を閉じ込める素材に形成された気泡を含む。しかし、繰返し圧縮した後、セル構造は劣化することがあり、それによって発泡体の圧縮性が低下することになる。このため、間底の力の減衰特性とエネルギー吸収特性とは履物の使用期間に伴って低下することになる。
【0004】
従来の発泡材を利用する欠点を克服する方法の1つが、ルディに付与された特許に係る下記特許文献1に開示されており、引用により本明細書に組み込むが、同特許ではエラストマー材料製の膨張可能な挿入物によってクッション性を与えている。挿入物は、実質的に履物の長さ方向に沿って延びる複数の管状チャンバを含む。チャンバは互いに流体連通し、まとまって履物の幅いっぱいに延びる。引用により本明細書に組み込まれるルディに付与された特許に係る下記特許文献2は、発泡材で包まれた膨張挿入物を開示している。挿入物と包封材との組合せが間底の役目を果たす。甲被部は包封材の上面に装着され、外底または接地部材は下面に固着される。
【0005】
上記ブラダは、一般にエラストマー材料からなり、1つまたは複数のチャンバをその間に囲む上面または下面を有する構成となっている。チャンバは、流体圧力源に接続したノズルまたは針をブラダに形成された注入口に差し込むことによって、大気圧以上に加圧する。チャンバを加圧した後、注入口を例えば溶接により密閉し、ノズルを取り外す。
この種のブラダは、2枚の別々のエラストマーフィルムをブラダの全周の形状を呈するように形成する二重膜技術により製造している。さらに、シートを各外縁に沿って一緒に溶接して密閉構造とし、またシートを所定の内部領域で一緒に溶接してブラダを所望の構成とする。すなわち、内部の溶接により、ブラダに対して所望の位置における所定の形状およびサイズのチャンバを与える。上記ブラダは、液状化したエラストマー材料をブラダの所望の全体の形状および構成を有する型に入れる、ブロー成型技術によっても製造されている。型は加圧した空気を供給する開口を1箇所に有する。加圧した空気が液状化したエラストマー材料を型の内面に押し付け、材料を型に入れた状態で硬化させ、それによって所望の形状および構成のブラダを形成する。
【0006】
履物用途に適した別の種類の従来技術のブラダが、ともにルディに付与された特許に係る下記特許文献3および下記特許文献4に開示されており、ともに引用により本明細書に組み込む。この種のブラダは、二重壁の布芯の構成を有する伸張部材の実質的に外面全体にわたって、しっかりと融着される密閉型の外側バリア層を有する流体加圧膨張構造として形成する。伸張部材は、通常互いに所定の距離を空けて離れた第1および第2外側布層からなる。おそらくは多数の個々の繊維を有するマルチフィラメント糸の形の接続糸またはドロップ糸が、各布層の近接面または対向面の間を内側に向かって延びている。ドロップ糸のフィラメントが伸張を抑制する手段となり、各布層に固定される。二重壁布構造を製造する適切な方法は、二重針棒のラッセル編みである。
【0007】
ともに引用により本明細書に組み込まれる、ともにグッドウィン他に発行された特許に係る下記特許文献5および下記特許文献6は、伸張部材を利用するが、ブラダの上面と下面との中ほどに外縁の縫い目のないブラダを開示している。代わりに、縫い目はブラダの上面の隣に配置されている。この設計の利点は、側壁が最大に屈曲する領域から縫い目をなくし、接続糸を含め、ブラダの内部の可視性が増すことである。この種のブラダの形成に利用されるプロセスは、下面と側壁とを含むシェルを型で形成することを含んでいる。伸張部材をカバーシートの上に載せ、シェルは型から外した後カバーシートと伸張部材とに被せる。シェル、カバーシート、および伸張部材を組み立ててから、積層ステーションに移動し、そこで高周波エネルギーにより伸張部材の両側をシェルとカバーシートとに融着し、シェルの外縁をカバーシートに融着する。それから、接続糸が伸張した状態になるように流体を注入して、ブラダを加圧する。
【特許文献1】米国特許第4,183,156号明細書
【特許文献2】米国特許第4,219,945号明細書
【特許文献3】米国特許第4,906,502号明細書
【特許文献4】米国特許第5,083,361号明細書
【特許文献5】米国特許第5,993,585号明細書
【特許文献6】米国特許第6,119,371号明細書
【特許文献7】米国特許第5,713,141号明細書
【特許文献8】米国特許第5,952,065号明細書
【特許文献9】米国特許第6,082,025号明細書
【特許文献10】米国特許第6,127,026号明細書
【特許文献11】米国特許第4,936,029号明細書
【特許文献12】米国特許第5,042,176号明細書
【特許文献13】米国特許第6,013,340号明細書
【特許文献14】米国特許第6,203,868号明細書
【特許文献15】米国特許第6,321,465号明細書
【特許文献16】米国特許第4,340,626号明細書
【発明の開示】
【発明が解決しようとする課題】
【0008】
履物におけるブラダのクッション性の利点はよく書かれているが、二重壁布芯の構成を有する伸張部材を備える従来技術のブラダは、比較的柔軟性に乏しいと一般に考えられている。そのため、本発明は伸張部材を有する、より柔軟性のある流体充填ブラダに関する。
【課題を解決するための手段】
【0009】
本発明は、密閉外側バリアと伸張部材とを含む履物用の流体充填ブラダである。バリアはブラダに入れる流体を実質的に浸透させず、伸張部材はバリア内部に配置されていて、バリアの両側に接着されている。伸張部材は、ブラダの第1部分のブラダの第2部分に対する屈曲を促す屈曲領域を画成する。
屈曲領域は伸張部材の個別の(分離した)2区画の間の空間とすることができ、個別の2区画の各々をブラダの第1部分または第2部分の一方に配置することができる。空間はブラダの長手軸に対して斜めに向いてもよく、またはブラダの長手軸に対して垂直に向いていてもよい。さらに、空間の幅は、伸張部材の個別の2区画の間で一定であってもよく、または伸張部材の個別の2区画の間で変化してもよい。ある実施形態では、屈曲領域は伸張部材の個別の区画の間の複数の空間とすることができる。代わりの方法として、屈曲領域は、伸張部材を通って延びる少なくとも1つの穴であってもよく、または伸張部材の縁から内側に向かって延びる少なくとも1つの窪みであってもよい。
【0010】
発明の別の局面では、ブラダは密閉した外側バリアと伸張部材とを含む。バリアは第1面、対向する第2面、および第1面と第2面との間に延びる側壁を形成している。外側バリアはブラダに入れる流体を実質的に浸透させない。伸張部材はバリア内部に囲まれて、第1面および第2面の各々に接着されている。伸張部材はまた、ブラダの第1領域に存在し、ブラダの第2領域には存在せず、ブラダの第2領域は側壁から内側に離れている。第1面および第2面の少なくとも一方は第1領域で実質的に平坦であって、第1面および第2面の少なくとも一方が第2領域において外側に張り出している。
【0011】
発明のさらに別の局面は、ブラダを製造する方法に関する。前記方法は、伸張部材に少なくとも1つの屈曲領域を画成する工程を含み、屈曲領域には伸張部材の部分が存在しない。さらに伸張部材は2枚のポリマーシートの間に配置され、壁構造がポリマーシートに接着される。さらにポリマーシートの間および伸張部材周囲に外周縁ボンドが形成されて、伸張部材をブラダの内部に実質的に密閉する。
【0012】
本発明を特徴付ける新規性の利点および特徴は、添付の特許請求の範囲で綿密に指摘する。ただし、新規性の利点および特徴の理解を深めるためには、発明に関する様々な実施形態および概念を説明・示す以下の説明事項と添付図面とを参照するとよい。
【発明を実施するための最良の形態】
【0013】
前述の発明の要旨および以下の発明の詳細な説明は、添付図面と合わせて読むとよりよく理解できるであろう。
以下の解説および添付の図面は、本発明による流体充填ブラダを組み込んだ運動用履物を開示する。履物、より具体的には流体充填ブラダに関する概念は、ランニングに適した構成を有する履物(靴)を参照して開示する。しかし、本発明はランニング用に設計された履物だけに限定されるものではなく、例えばバスケットボールシューズ、クロストレーニングシューズ、ウォーキングシューズ、テニスシューズ、サッカーシューズ、ハイキングブーツなど幅広い範囲の運動用履物のスタイルに適用できる。加えて、本発明は、礼装用の履物、ローファー、サンダル、作業履物など、一般に非運動用と考えられる履物のスタイルにも適用できる。したがって、本明細書で開示する概念が、以下の資料で論じ、添付の図に示す特定のスタイルに加えて、多様な履物のスタイルに適用できることは、当業者には理解されるであろう。
【0014】
図1に履物10を示しており、履物10は、甲被部(アッパー)20と履物底(ソール)構造物30とを含む。甲被部20は実質的に従来の構成であり、布、発泡体、および皮革素材などの複数の要素を含み、それらを一緒に縫い合わせたり、接着結合して、足をしっかりと快適に受けるための内部の空間を形成する。履物底構造物30は甲被部20の下に配置され、間底(ミッドソール)31および外底(アウトソール)32の2つの主要要素を含む。間底31は甲被部20の下面に例えば縫製や接着結合などで固着されていて、履物底構造物30が地面に当たるときの力を弱めてエネルギーを吸収するように作用する。すなわち、間底31は、例えば歩行や走行中に足にクッション性を提供するように構成される。外底32は間底31の下面に固着されており、地面を踏むのに適した耐久性のある耐摩耗性の素材で作る。加えて、履物底構造物30は中底(図示せず)を含むこともあるが、これは、履物10の履き心地を高めるために空間内部に、足の足底面に接するように配置される薄いクッション部材である。
【0015】
間底31は主にポリウレタンやエチルビニルアセテートなど、流体充填ブラダ40を包むポリマー発泡材で作られている。図1に示すように、ブラダ40は間底31の踵部分に配置されているが、所望の程度のクッション反応が得られるように間底31のどの部分に配置されていてもよい。さらに、間底31はブラダ40の大体の構成を有する複数の流体充填ブラダを包封してもよい。ブラダ40は間底31の内部に一部だけ包まれていてもよく、または間底31内部に全体が包まれていてもよい。例えば、ブラダ40の一部が間底31の側面から外側に張り出していてもよく、またはブラダ40の上面が間底31の上面と同一面内にあってもよい。代わりの方法として、間底31は、ブラダ40を覆って、ブラダ40の周囲全体に延びていてもよい。したがって、履物10に対するブラダ40の位置は、発明の範囲内で大幅に異なることがある。
【0016】
図2〜図4−Bに示すように、ブラダ40の主要要素は外側バリア50および伸張部材60である。バリア50はポリマー材料製でもよく、ブラダ40に入れる加圧流体を実質的に通さない(浸透させない)第1バリア層51と第2バリア層52とを含む。第1バリア層51と第2バリア層52とは、その各外縁を一緒に接着して、外周縁ボンド53を形成し、協働して密閉チャンバを形成しており、そこに伸張部材60が配置されている。第1バリア層51がブラダ40の上面を形成する一方、第2バリア層52がブラダ40の下面および側壁の両方を形成している。この構成により外周縁ボンド53が上面に隣接して位置しており、側壁を介した可視性が高まる。代わりの方法として、外周縁ボンド53を下面に隣接して位置するようにしても、または上面と下面との間となる場所に位置するようにしてもよい。そのため、外周縁ボンド53は、第1バリア層51および第2バリア層52の両方が側壁の一部を形成するように、側壁を通って延びていてもよい。したがって、バリア50の特定の構成は、本発明の範囲内で大幅に異なることがある。
【0017】
伸張部材60は、第1壁61と第2壁62と、第1壁61および第2壁62の各々に固定される複数の接続部材63とを含む織物構造として形成してもよい。第1壁61は第2壁62からは離れており、接続部材63が第1壁と第2壁との間に延びて、第1壁61と第2壁62との間に実質的に一定間隔を維持する。以下詳細に論じるように、第1壁61は第1バリア層51に接着され、第2壁62は第2バリア層52に接着されている。この構成では、バリア50が形成するチャンバ内の加圧流体がバリア層51および52に外向きの力をかけて、バリア層51と52とを離して移動させる傾向がある。しかし、加圧した流体によって供給される外向きの力は接続部材63まで及び、接続部材63が伸張した状態にして、バリア層51および52のさらに外側に向かう動きを抑制する。したがって、伸張部材60はブラダ40の内面に接着されて、ブラダ40が加圧されたときにバリア層51および52が離れられる範囲を制限する。
【0018】
伸張部材60を第1バリア層51および第2バリア層52の各々に接着するためには様々な技術を利用できる。例えば、熱で接着される融着剤の層を第1壁61および第2壁62に設けてもよい。融着剤は熱可塑性ポリウレタンなどの熱可塑性素材のシートでもよく、これに熱を加えて第1壁61および第2壁62に押し付けて接触させてから、バリア層51および52の間に伸張部材60を置く。次いで、ブラダ40の様々な要素を、融着剤がバリア層51および52と接着するように加熱圧縮し、それによって、伸張部材60をバリア50に接着する。代わりの方法として、2003年8月18日に米国特許商標庁に出願された米国特許出願番号10/642,262号で開示されるように、複数の融着フィラメントを第1壁61および第2壁62に一体化してもよい。融着フィラメントは、ブラダ40の様々な構成要素を一緒に加熱圧縮したときに、バリア層51および52に融着、接着、またはその他の形で固定される材料で作る。そのため、融着フィラメントに適した素材には、熱可塑性ポリウレタンや、前述したバリア層51および52に適する素材のいずれかが含まれる。融着フィラメントは伸張要素60の製造工程中に壁61および62に織り込まれてもよく、またはその他機械的な処理をしてもよく、または融着フィラメントを後で壁61および62に組み込んでもよい。
【0019】
伸張部材60は、屈曲領域65で分離する一対の個別区画64aおよび64bを含む。図3を参照すると、屈曲領域65はブラダ40の内部を通って延び、区画64aおよび64bの間の分離箇所となっている。屈曲領域65の利点の1つは、ブラダ40が屈曲領域65の画成する線に沿って屈曲するまたはその他の形で曲がりやすいことである。すなわち、屈曲領域65は、ブラダ65の他の領域よりも柔軟なブラダ40の領域を形成する。そのため、曲がるときには、区画64aを含むブラダ40の部分が、区画64bを含むブラダ40の部分に対して屈曲する。そのため、グッドウィン他に付与された特許に係る上記特許文献5および上記特許文献6で開示されるブラダとは対照的に、ブラダ40は屈曲領域65を画成する不連続の伸張部材60を含み、伸張部材60はブラダ40の内部を通って延びている。
【0020】
区画64aおよび64bに対応するブラダ40の部分は、7層の素材から効果的に作られる。すなわち、第1バリア層51、第1バリア層51に隣接する融着剤、第1壁61、接続部材63、第2壁62、第2バリア層52に隣接する融着剤、および第2バリア層52である。これらの部分を屈曲させるために、7層の素材の各々(接続部材63は除外される可能性がある)は曲げ力に反応して伸張または圧縮しなければならない。これに対して、屈曲領域65に対応するブラダ40の部分は、第1バリア層51および第2バリア層52の2層の素材から効果的に作られる。この部分を屈曲させるには、バリア層51および52だけを曲げ力に反応して伸張または圧縮しなければならない。したがって、屈曲領域65に対応するブラダ40の部分は、屈曲領域65に存在する素材の数が減るために柔軟性が高まる。
【0021】
図3に示す屈曲領域65は、厚さが一定で長手軸66に垂直に延びている。発明の別の実施形態では、屈曲領域65の構成を大幅に変えてもよい。例えば、屈曲領域65は、図5では厚さが変わる、すなわち先細に描かれている。この特別な構成は、ブラダ40の両側で柔軟性の度合いを変えたい場合、またはブラダ40の幅にわたって異なる程度の柔軟性の範囲が必要な場合に利用できる。代わりの方法として、屈曲領域65は図6に示すように、長手軸66に対して斜めに向いていてもよい。ランニング中、履物10の後側方部分は一般に最初に地面に接し、後側方部分が履物10の他の部分よりも大きな衝撃力を受ける。そのため、屈曲領域65が斜めに向くことを利用して、ブラダ40において後側方部分に位置している部分とブラダ40の他の部分との間に屈曲線を作ることができる。
【0022】
図3に示す屈曲領域65は、伸張部材60の2つの区画64aと64bとの間の1つの空間であるが、図7に示すように、屈曲領域65は伸張部材60の様々な個別区画の間の空間を形成する複数の屈曲領域65であってもよい。この構成はブラダ40に、より多くの数の屈曲線を提供し、ブラダ40全体の柔軟性を高める潜在能力をもつ。加えて、この構成は、屈曲領域65が形成する様々な空間に関連した伸張部材60の部分がなくなるため、ブラダ40の質量を実質的に減少させることができる。屈曲領域65が形成する様々な空間は互いに実質的に平行でもよいが、図8に示すように、平行でない構成としてもよい。この構成では、屈曲領域65はT字型の屈曲線を形成し、伸張部材60を3つの個別区画に分割している。
【0023】
前述した屈曲領域65は、伸張部材60の個別区画を分離またはその他の形で形成する。屈曲領域65に対応するブラダ40の部分は、屈曲領域65に存在する素材の数を減らしているため、一般に柔軟性が高くなっている。しかし、図9に示すように、屈曲領域65をブラダ40の内部を通って延びる細長い穴になるように形成することによって、同じ利点を得ることができる。屈曲領域65はまた、図10に示すように、伸張部材60を横切る複数の穴の形をとることもできる。この構成では、屈曲領域65はブラダ40を横切る屈曲線を形成し、屈曲領域65が与える柔軟性の程度は、屈曲領域65が形成する穴の数および直径に一般に依存する。図11に示すように、屈曲領域65が形成する穴の直径は、ブラダ40の幅にわたって柔軟性の度合いを変えたい場合には、ブラダ40の幅にわたって小さくしてもよい。
【0024】
空間と穴とに加えて、屈曲領域65は、図12に示すように、伸張部材60の縁部から内側に向かって延びる窪みにすることもできる。この構成では、伸張部材60は単一の要素のままであり、ブラダ40の柔軟性の程度は、特定の場所に1つまたは複数の窪みを形成することによって変えられる。例えば、屈曲領域65は、図13に示すように、伸張部材60のいずれかの側に沿って延びる一連の窪みとすることができる。
【0025】
図6の実施形態は、屈曲領域65を長手軸66に対して斜めに向けて、ブラダ40において後側方部分に位置する部分とブラダ40のその他の部分との間に屈曲線を形成している。同様な構成は、図14および図15にそれぞれ示すように、穴または窪みを使って形成できる。したがって、空間、窪みおよび穴は多くの場合相互に取り替えても、同様な目的を果たす屈曲線を形成する。ただし、空間、窪みおよび穴が与える屈曲度は、様々な要因に左右されることがある。例えば、空間、窪み、または穴のために選択する特定の寸法を利用して、屈曲度を変えることができる。
【0026】
前述した様々な実施形態は、屈曲領域65を利用してブラダ40に屈曲線を作る方法の例を提示する。しかし同様な概念を利用して、ブラダ40の全体の柔軟性を高めることができる。図16を参照すると、屈曲領域65は伸張部材60全体に分散される複数の穴を形成し、この分散がブラダ40全体の柔軟性を高める働きをする。前述した様々な実施形態はまた、空間、穴、または窪みのうちの1つだけを含む。図17に示すように、本発明の範囲内にある空間、穴、および窪みの組合せも考えられる。
【0027】
伸張部材が組み込まれていない従来技術のブラダの多くは、ポリマー製のバリアの対向する部分を互いに固定する複数の連結点のために、起伏のある外面を有する。しかし、従来技術の伸張ブラダの多くは、伸張部材が存在するために、大幅に起伏のある外面は示さない。したがって、従来技術の伸張ブラダは比較的平坦な外面を有する。伸張部材60が存在するブラダ40の領域では、図18−Aないし図18−Cの断面図に示すように、外面が比較的平坦である。しかし、屈曲領域65に対応するブラダ40の領域では、これも図18−Aないし図18−Cの断面図に示すように、外面は外側にたわむ、または突き出す。そのため、伸張部材60の部分の有無を利用して、ある特定の起伏のある構成をもつブラダ40の外面を形成することができる。
【0028】
バリア50を作る素材は、熱可塑性エラストマーなどのポリマー材料であってもよい。より具体的には、バリア50に適する素材は、引用により本明細書に組み込まれる、ミッチェル他に付与された特許に係る上記特許文献7および上記特許文献8に開示されるように、熱可塑性ポリウレタンとエチレンビニルアルコール共重合体とを交互に積層して作るフィルムである。この素材の変型の1つとして、中心の層をエチレンビニルアルコール共重合体で作り、中央の層に隣り合う2つの層を熱可塑性ポリウレタンで作り、外層を熱可塑性ポリウレタンとエチレンビニルアルコール共重合体とのリグラインド素材で作ったものを使用することもできる。バリア50に適した別の素材は、ともに引用により本明細書に組み込まれる、ボンク他に付与された特許に係る上記特許文献9および上記特許文献10で開示されるように、気体バリア材およびエラストマー材料の層を交互に含む柔軟性のあるミクロ層膜である。他の適切な熱可塑性エラストマー材料またはフィルムには、鋳型成型または押出成型したエステル系のポリウレタンフィルムなどの、ポリウレタン、ポリエステル、ポリエステルポリウレタン、ポリエーテルポリウレタンがある。他の適切な素材がルディに付与された特許に係る上記特許文献1および上記特許文献2に開示されており、引用により本明細書に組み込まれるものとする。さらに、いずれもエステルまたはエーテル系である、ダウ・ケミカル・カンパニーの製品であるペレセン、BASFコーポレーションの製品であるエラストラン、B.F.グッドリッチ・カンパニーの製品であるエステンなど、多数の熱可塑性ウレタンが利用できる。さらに、ポリエステル系、ポリエーテル系、ポリカプロラクトン系、ポリカーボネートマクロゲル系の、別の熱可塑性ウレタンを採用することもでき、各種窒素遮断材も利用できる。さらに適した素材には、引用により本明細書に組み込まれる、ルディに付与された特許に係る上記特許文献11および上記特許文献12に開示される結晶性材料を含有する熱可塑性フィルムや、引用により本明細書に組み込まれる、ボンク他に付与された特許に係る上記特許文献13、上記特許文献14、および上記特許文献15に開示されるポリエステルポリオールを含有するポリウレタンがある。ブラダ40に入れる流体は、例えば、ヘキサフルオロエタンや六フッ化硫黄など、引用により本明細書に組み込まれる、ルディに付与された特許に係る上記特許文献16に開示される気体のいずれでもよい。加えて、流体は加圧したオクタフルオロプロパン、窒素、および空気を含んでもよい。流体の圧力は、例えば、計器圧ゼロから1平方インチあたり40ポンドまでの範囲とすることができる。
【0029】
伸張部材60を製造する方法は、二重針棒のラッセル編みプロセスなど、複数の方法が採用できる。第1壁61、第2壁62、および接続部材63の各々を、例えばナイロン6,6とナイロン6との組合せを有する仮撚りテキスチャー糸など、エア交絡糸またはその他のテキスチャー糸で作ることができる。伸張部材60の厚さは、接続部材63が第1壁61と第2壁62との間で伸張した状態にあるときに測定すると、本発明の範囲内で大幅に変わることがあるが、履物用途に適した厚さは8ミリメートル〜15ミリメートルの範囲であろう。
【0030】
接続部材63はフィラメントあたりのデニールが約1〜20でよく、適した範囲は例えば2〜5の間である。接続部材63を具備する個々の張力フィラメントは、デニールあたり約2グラム〜10グラムの引っ張り強さを示し、1つの糸あたりの張力フィラメントの数は約1から100の範囲であってもよく、適した範囲は例えば40〜60の間である。一般的に、1タフトまたは1ストランドあたりの糸の数は約1〜8本であり、伸張部材60は布地1平方インチあたり約200〜1000タフトまたはストランドで編み、適した範囲は例えば1平方インチあたりのストランドが400〜500の範囲である。そのため、布地の嵩密度は、1平方インチ・デニールあたりの繊維が約20,000〜300,000の範囲である。
【0031】
接続部材63は隙間で分離して列に配置できる。隙間を使用すると、伸張部材を連続した接続糸を利用した二重壁の布で作った場合と比較して、伸張部材60の圧縮性が高まる。隙間は、二重針棒のラッセル編みプロセスの間に、ある所定の針の接続糸をたて糸の方向に抜かすと作れる。3針入れて3針出して編むと、接続部材63の列が隙間で分離された適切な布地が製造される。2針入れて2針出す、4針入れて2針出す、2針入れて4針出す、またはその組合せなど、針の出し入れの他の編みパターンも使用できる。また、隙間は、たて糸の方向の針を抜かす、または連続過程で選択的に編んだり編まなかったりすることによって、縦横両方向に作れる。図4−Aに示すように、伸張部材60は接続部材63の間の隙間が比較的大きい。代わりに、隙間を小さくしたり、または接続部材63を伸張部材60全体に延ばしたりしてもよい。
【0032】
ブラダ40を作る製造方法としては、2001年11月26日に米国特許商標庁に出願された米国特許出願第09/995,005号で開示される熱成形プロセスを含む、多様な方法を採用できる。製造方法の予備段階の間に、伸張部材60を一時的にバリア層51の1つに取り付けて、バリア層52を伸張部材60にかぶせ、それによって伸張部材60をバリア層51とバリア層52との間に配置する。拡張針およびスペーサーもバリア層51とバリア層52との間に置いて、様々な構成要素をシャトル枠のクランプを使って適所に固定する。さらに構成要素をオーブンで所定の時間加熱する。オーブンは、その後の工程で接着されるように、バリア層51および52の熱可塑性のシートを軟化させる。
【0033】
加熱した後、構成要素を2つの対向する部分を含む型(鋳型)に入れる。型は構成要素を圧縮し、それによって伸張部材60をバリア層51および52に接着し(すなわち、融着剤がバリア層51および52に接着し)、またバリア層51および52は時間依存性の熱接触溶接プロセスによって互いに接着する。バリア層51および52の外面には部分的な真空が加えられ、気体を伸張部材60の周りの領域に注入して、バリア層51および52を型の表面から引き離しやすくする。接着が完了したら、型を開いて構成要素を取り出して、冷却することが可能となる。最終段階として、ブラダ40を膨張管を通して流体で加圧し、膨張管を密閉する。
【0034】
本発明を様々な実施形態を参照しながら、上記および添付の図面で開示してきた。しかし、本開示が果たす目的は、本発明に関わる様々な特徴および概念の一例を提供することであり、本発明の範囲を制限することではない。当業者には、添付の特許請求の範囲で定義される本発明の範囲を逸脱することなく、前述の実施形態に数多くの変型や変更を行えることは認識されるであろう。
【図面の簡単な説明】
【0035】
【図1】本発明による第1ブラダを組み込んだ履物の側方立面図である。
【図2】第1ブラダの斜視図である。
【図3】第1ブラダの上平面図である。
【図4−A】図3の切断線4A−4Aで切断した第1ブラダの第1断面図である。
【図4−B】図3の切断線4B−4Bで切断した第1ブラダの第2断面図である。
【図5】本発明による第2ブラダの上平面図である。
【図6】本発明による第3ブラダの上平面図である。
【図7】本発明による第4ブラダの上平面図である。
【図8】本発明による第5ブラダの上平面図である。
【図9】本発明による第6ブラダの上平面図である。
【図10】本発明による第7ブラダの上平面図である。
【図11】本発明による第8ブラダの上平面図である。
【図12】本発明による第9ブラダの上平面図である。
【図13】本発明による第10ブラダの上平面図である。
【図14】本発明による第11ブラダの上平面図である。
【図15】本発明による第12ブラダの上平面図である。
【図16】本発明による第13ブラダの上平面図である。
【図17】本発明による第14ブラダの上平面図である。
【図18−A】図5の切断線18A−18Aで切断した第2ブラダの断面図である。
【図18−B】図7の切断線18B−18Bで切断した第4ブラダの断面図である。
【図18−C】図10の切断線18C−18Cで切断した第7ブラダの断面図である。
【特許請求の範囲】
【請求項1】
履物用の流体充填ブラダであって、
当該ブラダに入れる流体を実質的に浸透させない密閉外側バリアと、
前記バリア内部に位置し、前記バリアの両側に接着された伸張部材であって、前記ブラダの第1部分の前記ブラダの第2部分に対する屈曲を促す屈曲領域を画成する伸張部材と、
を具備することを特徴とする流体充填ブラダ。
【請求項2】
前記屈曲領域が前記伸張部材の2つの個別区画の間の空間であり、前記2つの個別区画の各々が当該ブラダの前記第1部分および前記第2部分のいずれかの内部に位置していることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項3】
前記空間が当該ブラダの長手軸に対して斜めに向いていることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項4】
前記空間が当該ブラダの長手軸に対して垂直に向いていることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項5】
前記空間の幅が前記伸張部材の前記2つの個別区画の間で一定であることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項6】
前記空間の幅が前記伸張部材の前記2つの個別区画の間で変化していることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項7】
前記屈曲領域が前記伸張部材の個別区画の間の複数の空間であることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項8】
前記複数の空間が互いに実質的に平行であることを特徴とする請求項7に記載の流体充填ブラダ。
【請求項9】
前記屈曲領域が前記伸張部材を通って延びる少なくとも1つの穴であることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項10】
前記少なくとも1つの穴が一連の穴であることを特徴とする請求項9に記載の流体充填ブラダ。
【請求項11】
前記一連の穴のうち少なくとも2つの穴が異なる面積を有することを特徴とする請求項10に記載の流体充填ブラダ。
【請求項12】
前記屈曲領域が、前記伸張部材の縁から内側に向かって延びている少なくとも1つの窪みであることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項13】
前記少なくとも1つの窪みが一連の窪みであることを特徴とする請求項12に記載の流体充填ブラダ。
【請求項14】
前記少なくとも1つの窪みが、前記伸張部材の両側に沿って延びる一連の窪みであることを特徴とする請求項12に記載の流体充填ブラダ。
【請求項15】
前記伸張部材が、複数の接続部材によって連結された一対の相隔てられた壁構造を含むことを特徴とする請求項1に記載の流体充填ブラダ。
【請求項16】
前記伸張部材が織物素材で作られていることを特徴とする請求項15に記載の流体充填ブラダ。
【請求項17】
前記屈曲領域が、当該ブラダの一部であって前記伸張部材が存在しない部分であることを特徴とする請求項15に記載の流体充填ブラダ。
【請求項18】
前記バリアが、前記伸張部材の周縁に一緒に接着されたポリマー材料の第1層および第2層から作られていることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項19】
前記ブラダが前記履物の履物底構造物に組み込まれていることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項20】
着用者の足を受ける甲被部と、この甲被部に固定された履物底構造物とを有する履物で
あって、
前記は履物底構造物が、
ポリマー発泡体材料製の間底と、
少なくとも一部を前記ポリマー発泡体材料で包まれたブラダとを具備し、
前記ブラダが、
前記ブラダに収容された加圧流体を実質的に浸透させない外側バリアと、
前記バリア内部に位置し、複数の接続部材によって連結された一対の相隔てられた壁構造を含む伸張部材であって、前記壁構造は前記バリアの両側に接着されて、前記接続部材が前記バリアの外側に向かう動きを抑制するために伸張した状態になっており、前記伸張部材が前記流体充填ブラダの屈曲を促すために前記壁構造および接続部材の存在しない少なくとも1つの屈曲領域を画成している、伸張部材とを含むことを特徴とする履物。
【請求項21】
前記伸張部材が、前記ブラダの第1部分および第2部分のいずれかに各々位置する2つの個別区画を含み、前記屈曲領域が前記ブラダの第1部分を第2部分に対して屈曲可能にする前記2つの個別区画の間の空間であることを特徴とする請求項20に記載の履物。
【請求項22】
前記空間が前記ブラダの長手軸に対して斜めに向いていることを特徴とする請求項21に記載の履物。
【請求項23】
前記第1部分が前記履物の後側方領域に配置されていることを特徴とする請求項22に記載の履物。
【請求項24】
前記空間が前記ブラダの長手軸に対して垂直に向いていることを特徴とする請求項21に記載の履物。
【請求項25】
前記屈曲領域が前記伸張部材の個別区画の間の複数の空間であることを特徴とする請求項20に記載の履物。
【請求項26】
前記屈曲領域が前記伸張部材を通って延びる少なくとも1つの穴であることを特徴とする請求項20に記載の履物。
【請求項27】
前記少なくとも1つの穴が一連の穴であることを特徴とする請求項26に記載の履物。
【請求項28】
前記屈曲領域が前記伸張部材の縁から内側に向かって延びる少なくとも1つの窪みであることを特徴とする請求項20に記載の履物。
【請求項29】
前記少なくとも1つの窪みが前記伸張部材の両側に沿って延びる一連の窪みであることを特徴とする請求項28に記載の履物。
【請求項30】
履物の流体充填ブラダを製造する方法であって、
複数の接続部材によって連結された一対の相隔てられた壁構造を含む伸張部材に、少なくとも1つの屈曲領域を画成する工程であって、前記壁構造および接続部材が前記屈曲領域には存在しない、画成工程と、
2枚のポリマーシートの間に前記伸張部材を置く工程と、
前記壁構造を前記ポリマーシートに接着する工程と、
前記ポリマーシートの間および前記伸張部材の周りで外周縁ボンドを形成して、前記伸張部材を前記ブラダの内部に実質的に密閉する工程と、
を含むことを特徴とする方法。
【請求項31】
前記画成工程が、前記屈曲領域を前記伸張部材の2つの個別区画の間の空間として形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項32】
前記画成工程が、前記空間を前記ブラダの長手軸に対して垂直に向くようにする工程をさらに含むことを特徴とする請求項31に記載の方法。
【請求項33】
前記画成工程が、前記空間を前記ブラダの長手軸に対して斜めに向くようにする工程をさらに含むことを特徴とする請求項31に記載の方法。
【請求項34】
前記伸張部材の前記2つの個別区画の一方を前記履物の後側方領域に配置するように、前記ブラダを前記履物に組み込む工程をさらに含むことを特徴とする請求項33に記載の方法。
【請求項35】
前記画成工程が、前記屈曲領域を前記伸張部材の個別区画の間の複数の空間として形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項36】
前記画成工程が、前記屈曲領域を前記伸張部材を通って延びる少なくとも1つの穴として形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項37】
前記画成工程が、前記屈曲領域を前記伸張部材の縁から内側に向かって延びる少なくとも1つの窪みとして形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項38】
前記ブラダの少なくとも一部を間底のポリマー発泡体材料の内部に包んで、前記ポリマー発泡体材料と前記ブラダとを前記履物に組み込む工程をさらに含むことを特徴とする請求項30に記載の方法。
【請求項39】
前記ブラダを加圧して、前記伸張部材の少なくとも一部を伸張した状態に置く工程をさらに含むことを特徴とする請求項30に記載の方法。
【請求項40】
履物の流体充填ブラダであって、
第1面、相対する第2面、および第1面と第2面との間に延びる側壁を形成する密閉外側バリアであって、当該ブラダに収容された流体を実質的に浸透させないバリアと、
前記バリア内部に囲まれて、前記第1面および前記第2面の各々に接着された伸張部材であって、当該ブラダの第1領域には存在し、前記側壁から内側に離れた当該ブラダの第2領域には存在しない伸張部材とを具備し、
前記第1面および前記第2面の少なくとも一方が前記第1領域で実質的に平坦であり、前記第1面および前記第2面の少なくとも一方が前記第2領域において外側に向かって張り出していることを特徴とする流体充填ブラダ。
【請求項41】
前記伸張部材が複数の接続部材により連結された一対の相隔てられた壁構造を含むことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項42】
前記壁構造が前記第1領域において前記第1面および前記第2面に接着されていることを特徴とする請求項41に記載の流体充填ブラダ。
【請求項43】
前記第2領域が前記第1領域よりも高い柔軟性を有して、当該ブラダの屈曲を促すことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項44】
前記第2領域が前記伸張部材の2つの個別区画の間の空間を含むことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項45】
前記空間が当該ブラダの2つの部分の間に屈曲線を形成していることを特徴とする請求項44に記載の流体充填ブラダ。
【請求項46】
前記空間が当該ブラダの長手軸に対して斜めに向いていることを特徴とする請求項44に記載の流体充填ブラダ。
【請求項47】
前記伸張部材の前記2つの個別区画の一方が前記履物の後側方部分に位置するように、当該ブラダが前記履物に組み込まれていることを特徴とする請求項46に記載の流体充填ブラダ。
【請求項48】
前記第2領域が前記伸張部材を通って延びている少なくとも1つの穴を含むことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項49】
前記第2領域が前記伸張部材の縁から内側に向かって延びている少なくとも1つの窪みであることを特徴とする請求項40に記載の流体充填ブラダ。
【請求項50】
当該ブラダが前記履物の履物底構造物に組み込まれていることを特徴とする請求項40に記載の流体充填ブラダ。
【請求項1】
履物用の流体充填ブラダであって、
当該ブラダに入れる流体を実質的に浸透させない密閉外側バリアと、
前記バリア内部に位置し、前記バリアの両側に接着された伸張部材であって、前記ブラダの第1部分の前記ブラダの第2部分に対する屈曲を促す屈曲領域を画成する伸張部材と、
を具備することを特徴とする流体充填ブラダ。
【請求項2】
前記屈曲領域が前記伸張部材の2つの個別区画の間の空間であり、前記2つの個別区画の各々が当該ブラダの前記第1部分および前記第2部分のいずれかの内部に位置していることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項3】
前記空間が当該ブラダの長手軸に対して斜めに向いていることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項4】
前記空間が当該ブラダの長手軸に対して垂直に向いていることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項5】
前記空間の幅が前記伸張部材の前記2つの個別区画の間で一定であることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項6】
前記空間の幅が前記伸張部材の前記2つの個別区画の間で変化していることを特徴とする請求項2に記載の流体充填ブラダ。
【請求項7】
前記屈曲領域が前記伸張部材の個別区画の間の複数の空間であることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項8】
前記複数の空間が互いに実質的に平行であることを特徴とする請求項7に記載の流体充填ブラダ。
【請求項9】
前記屈曲領域が前記伸張部材を通って延びる少なくとも1つの穴であることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項10】
前記少なくとも1つの穴が一連の穴であることを特徴とする請求項9に記載の流体充填ブラダ。
【請求項11】
前記一連の穴のうち少なくとも2つの穴が異なる面積を有することを特徴とする請求項10に記載の流体充填ブラダ。
【請求項12】
前記屈曲領域が、前記伸張部材の縁から内側に向かって延びている少なくとも1つの窪みであることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項13】
前記少なくとも1つの窪みが一連の窪みであることを特徴とする請求項12に記載の流体充填ブラダ。
【請求項14】
前記少なくとも1つの窪みが、前記伸張部材の両側に沿って延びる一連の窪みであることを特徴とする請求項12に記載の流体充填ブラダ。
【請求項15】
前記伸張部材が、複数の接続部材によって連結された一対の相隔てられた壁構造を含むことを特徴とする請求項1に記載の流体充填ブラダ。
【請求項16】
前記伸張部材が織物素材で作られていることを特徴とする請求項15に記載の流体充填ブラダ。
【請求項17】
前記屈曲領域が、当該ブラダの一部であって前記伸張部材が存在しない部分であることを特徴とする請求項15に記載の流体充填ブラダ。
【請求項18】
前記バリアが、前記伸張部材の周縁に一緒に接着されたポリマー材料の第1層および第2層から作られていることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項19】
前記ブラダが前記履物の履物底構造物に組み込まれていることを特徴とする請求項1に記載の流体充填ブラダ。
【請求項20】
着用者の足を受ける甲被部と、この甲被部に固定された履物底構造物とを有する履物で
あって、
前記は履物底構造物が、
ポリマー発泡体材料製の間底と、
少なくとも一部を前記ポリマー発泡体材料で包まれたブラダとを具備し、
前記ブラダが、
前記ブラダに収容された加圧流体を実質的に浸透させない外側バリアと、
前記バリア内部に位置し、複数の接続部材によって連結された一対の相隔てられた壁構造を含む伸張部材であって、前記壁構造は前記バリアの両側に接着されて、前記接続部材が前記バリアの外側に向かう動きを抑制するために伸張した状態になっており、前記伸張部材が前記流体充填ブラダの屈曲を促すために前記壁構造および接続部材の存在しない少なくとも1つの屈曲領域を画成している、伸張部材とを含むことを特徴とする履物。
【請求項21】
前記伸張部材が、前記ブラダの第1部分および第2部分のいずれかに各々位置する2つの個別区画を含み、前記屈曲領域が前記ブラダの第1部分を第2部分に対して屈曲可能にする前記2つの個別区画の間の空間であることを特徴とする請求項20に記載の履物。
【請求項22】
前記空間が前記ブラダの長手軸に対して斜めに向いていることを特徴とする請求項21に記載の履物。
【請求項23】
前記第1部分が前記履物の後側方領域に配置されていることを特徴とする請求項22に記載の履物。
【請求項24】
前記空間が前記ブラダの長手軸に対して垂直に向いていることを特徴とする請求項21に記載の履物。
【請求項25】
前記屈曲領域が前記伸張部材の個別区画の間の複数の空間であることを特徴とする請求項20に記載の履物。
【請求項26】
前記屈曲領域が前記伸張部材を通って延びる少なくとも1つの穴であることを特徴とする請求項20に記載の履物。
【請求項27】
前記少なくとも1つの穴が一連の穴であることを特徴とする請求項26に記載の履物。
【請求項28】
前記屈曲領域が前記伸張部材の縁から内側に向かって延びる少なくとも1つの窪みであることを特徴とする請求項20に記載の履物。
【請求項29】
前記少なくとも1つの窪みが前記伸張部材の両側に沿って延びる一連の窪みであることを特徴とする請求項28に記載の履物。
【請求項30】
履物の流体充填ブラダを製造する方法であって、
複数の接続部材によって連結された一対の相隔てられた壁構造を含む伸張部材に、少なくとも1つの屈曲領域を画成する工程であって、前記壁構造および接続部材が前記屈曲領域には存在しない、画成工程と、
2枚のポリマーシートの間に前記伸張部材を置く工程と、
前記壁構造を前記ポリマーシートに接着する工程と、
前記ポリマーシートの間および前記伸張部材の周りで外周縁ボンドを形成して、前記伸張部材を前記ブラダの内部に実質的に密閉する工程と、
を含むことを特徴とする方法。
【請求項31】
前記画成工程が、前記屈曲領域を前記伸張部材の2つの個別区画の間の空間として形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項32】
前記画成工程が、前記空間を前記ブラダの長手軸に対して垂直に向くようにする工程をさらに含むことを特徴とする請求項31に記載の方法。
【請求項33】
前記画成工程が、前記空間を前記ブラダの長手軸に対して斜めに向くようにする工程をさらに含むことを特徴とする請求項31に記載の方法。
【請求項34】
前記伸張部材の前記2つの個別区画の一方を前記履物の後側方領域に配置するように、前記ブラダを前記履物に組み込む工程をさらに含むことを特徴とする請求項33に記載の方法。
【請求項35】
前記画成工程が、前記屈曲領域を前記伸張部材の個別区画の間の複数の空間として形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項36】
前記画成工程が、前記屈曲領域を前記伸張部材を通って延びる少なくとも1つの穴として形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項37】
前記画成工程が、前記屈曲領域を前記伸張部材の縁から内側に向かって延びる少なくとも1つの窪みとして形成する工程を含むことを特徴とする請求項30に記載の方法。
【請求項38】
前記ブラダの少なくとも一部を間底のポリマー発泡体材料の内部に包んで、前記ポリマー発泡体材料と前記ブラダとを前記履物に組み込む工程をさらに含むことを特徴とする請求項30に記載の方法。
【請求項39】
前記ブラダを加圧して、前記伸張部材の少なくとも一部を伸張した状態に置く工程をさらに含むことを特徴とする請求項30に記載の方法。
【請求項40】
履物の流体充填ブラダであって、
第1面、相対する第2面、および第1面と第2面との間に延びる側壁を形成する密閉外側バリアであって、当該ブラダに収容された流体を実質的に浸透させないバリアと、
前記バリア内部に囲まれて、前記第1面および前記第2面の各々に接着された伸張部材であって、当該ブラダの第1領域には存在し、前記側壁から内側に離れた当該ブラダの第2領域には存在しない伸張部材とを具備し、
前記第1面および前記第2面の少なくとも一方が前記第1領域で実質的に平坦であり、前記第1面および前記第2面の少なくとも一方が前記第2領域において外側に向かって張り出していることを特徴とする流体充填ブラダ。
【請求項41】
前記伸張部材が複数の接続部材により連結された一対の相隔てられた壁構造を含むことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項42】
前記壁構造が前記第1領域において前記第1面および前記第2面に接着されていることを特徴とする請求項41に記載の流体充填ブラダ。
【請求項43】
前記第2領域が前記第1領域よりも高い柔軟性を有して、当該ブラダの屈曲を促すことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項44】
前記第2領域が前記伸張部材の2つの個別区画の間の空間を含むことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項45】
前記空間が当該ブラダの2つの部分の間に屈曲線を形成していることを特徴とする請求項44に記載の流体充填ブラダ。
【請求項46】
前記空間が当該ブラダの長手軸に対して斜めに向いていることを特徴とする請求項44に記載の流体充填ブラダ。
【請求項47】
前記伸張部材の前記2つの個別区画の一方が前記履物の後側方部分に位置するように、当該ブラダが前記履物に組み込まれていることを特徴とする請求項46に記載の流体充填ブラダ。
【請求項48】
前記第2領域が前記伸張部材を通って延びている少なくとも1つの穴を含むことを特徴とする請求項40に記載の流体充填ブラダ。
【請求項49】
前記第2領域が前記伸張部材の縁から内側に向かって延びている少なくとも1つの窪みであることを特徴とする請求項40に記載の流体充填ブラダ。
【請求項50】
当該ブラダが前記履物の履物底構造物に組み込まれていることを特徴とする請求項40に記載の流体充填ブラダ。
【図1】


【図2】
【図3】
【図4−A】
【図4−B】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18−A】
【図18−B】
【図18−C】
【図2】
【図3】
【図4−A】
【図4−B】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18−A】
【図18−B】
【図18−C】
【公表番号】特表2007−510510(P2007−510510A)
【公表日】平成19年4月26日(2007.4.26)
【国際特許分類】
【出願番号】特願2006−539686(P2006−539686)
【出願日】平成16年11月8日(2004.11.8)
【国際出願番号】PCT/US2004/037044
【国際公開番号】WO2005/048760
【国際公開日】平成17年6月2日(2005.6.2)
【出願人】(592228398)ナイキ・インコーポレーテッド (43)
【氏名又は名称原語表記】Nike Inc
【Fターム(参考)】
【公表日】平成19年4月26日(2007.4.26)
【国際特許分類】
【出願日】平成16年11月8日(2004.11.8)
【国際出願番号】PCT/US2004/037044
【国際公開番号】WO2005/048760
【国際公開日】平成17年6月2日(2005.6.2)
【出願人】(592228398)ナイキ・インコーポレーテッド (43)
【氏名又は名称原語表記】Nike Inc
【Fターム(参考)】
[ Back to top ]