
嵩高体前駆体
【課題】 搬送、保管、印刷及び片状物への切断加工が容易な嵩高片体を得るための嵩高体前駆体及びその製造方法を提供しようとする。
【解決手段】 形状記憶性を有し厚さ方向に圧縮された多孔シートの層とシート状物の層とを備える積層物から構成される嵩高体前駆体である。また、形状記憶性を有する多孔シートとシート状物とを接着剤を間にして重畳し厚さ方向に加圧加熱し加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する嵩高体前駆体の製造方法である。
【解決手段】 形状記憶性を有し厚さ方向に圧縮された多孔シートの層とシート状物の層とを備える積層物から構成される嵩高体前駆体である。また、形状記憶性を有する多孔シートとシート状物とを接着剤を間にして重畳し厚さ方向に加圧加熱し加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する嵩高体前駆体の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加熱により厚みが増加する新規な嵩高体前駆体及びその製造方法に関する。特には、印刷や記入がなされる記録媒体として用いられる嵩高体前駆体に関する。
【背景技術】
【0002】
従来、紙やフィルムのようなシートを形状に切りぬいて切り紙やラベルや貼り文字用の文字片のような片状物として用いることが行われている。これらの片状物はときにより厚さが要求される。この場合は、発泡樹脂のシートを紙やフィルムにあらかじめ積層したものを切断して用いられる(例えば、特許文献1参照)。あるいは発泡樹脂のシートそのものを切断して用いる(例えば、特許文献2参照)。
【0003】
しかし、発泡樹脂のシートを構成要素として含むこれらシートは嵩高で搬送、保管に不便であるばかりでなく、片状物への切断も容易でなく、特に切断端部の形状が切断時に乱れがちである。
【特許文献1】特開2001−324927号公報
【特許文献2】実開平2−28265号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、搬送、保管、印刷及び片状物への切断加工が容易な嵩高片体を得るための嵩高体前駆体及びその製造方法を提供しようとする。
【課題を解決するための手段】
【0005】
本発明の要旨とするところは、
形状記憶性を有し厚さ方向に圧縮された多孔シートの層と、
シート状物の層と
を備える積層物から構成される嵩高体前駆体であることにある。
【0006】
前記嵩高体前駆体においては、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり得る。
【0007】
前記嵩高体前駆体においては、前記多孔シートの層が、一の前記シート状物の層と他の前記シート状物の層との間に配され得る。
【0008】
前記嵩高体前駆体においては、前記シート状物のうちの少なくとも1つが最外層に配され得、最外層に配された前記シート状物の外面がインク受容面であり得る。
【0009】
また、本発明の要旨とするところは、形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である嵩高体前駆体であることにある。
【0010】
さらに、本発明の要旨とするところは、形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、該圧縮された多孔シートの少なくとも片面がインク受容面である嵩高体前駆体であることにある。
【0011】
前記嵩高体前駆体においては、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり得、前記圧縮された多孔シートの該曲面を含むがわの面が前記インク受容面であり得る。
【0012】
前記インク受容面にはインク層が形成され得る。
【0013】
嵩高体前駆体においては、前記インク受容面を表面とし裏面に粘着層が設けられ得る。
【0014】
またさらに、本発明の要旨とするところは、前記嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片であることにある。
【0015】
さらにまた、本発明の要旨とするところは、前記嵩高体前駆体片、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片、から選択される複数の前駆体片を含む葉片物が積層されてなる嵩高体前駆体片積層体であることにある。
【0016】
また、本発明の要旨とするところは、
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程、
該重畳物を厚さ方向に加圧加熱する加圧加熱工程、
該重畳物を加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該重畳物を除圧する工程
を含む嵩高体前駆体の製造方法であることにある。
【0017】
前記嵩高体前駆体の製造方法は、さらに、他のシート状物を準備する工程を含み得、
前記重畳物となす工程が、該他のシート状物と、前記多孔シートと、前記シート状物とを、接着剤をそれぞれ間にして重畳し重畳物となす工程であり得る。
【0018】
また、本発明の要旨とするところは、
形状記憶性を有する多孔シートを準備する工程、
該多孔シートを厚さ方向に加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧する工程、
前記多孔シートの少なくとも片面にインク受容面を形成する工程
を含む嵩高体前駆体の製造方法であることにある。
【0019】
さらに、本発明の要旨とするところは、前記嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
を含む嵩高体前駆体片の製造方法であることにある。
【0020】
またさらに、本発明の要旨とするところは、前記嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
該嵩高体前駆体片を加熱する工程
を含む嵩高体片の製造方法であることにある。
【0021】
さらにまた、本発明の要旨とするところは、前記嵩高体前駆体または、該嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片を準備する工程、
前記嵩高体前駆体または前記嵩高体前駆体片を加熱し、嵩高体または嵩高体片を得る工程、
前記嵩高体または嵩高体片を、該嵩高体または嵩高体片が室温まで降温するまえに外力により変形する工程、
前記嵩高体または嵩高体片を変形した状態で冷却する工程
を含む、変形された嵩高体または嵩高体片の製造方法であることにある。
【発明の効果】
【0022】
本発明によると、嵩高片体を得るための、搬送、保管、印刷、所定の形状の葉片への切断加工が容易な嵩高体前駆体及びその製造方法が提供される。
【0023】
本発明の嵩高体前駆体は印刷や記入がなされる記録媒体として用いることができ、かつ、印刷や、所定の形状の葉片への切断加工が容易である。
【0024】
本発明によると、印刷や記入がなされているシート状の嵩高体前駆体や、印刷や記入がなされている葉片を加熱により容易に嵩高化できる。
【0025】
本発明によると、曲面に印刷された状態の嵩高体あるいは嵩高体片を容易に得ることができる。
【0026】
本発明によると、凹凸面を有する嵩高体あるいは嵩高体片について、印刷された状態を容易に得ることができる。
【発明を実施するための最良の形態】
【0027】
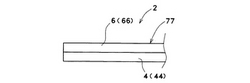
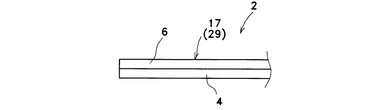
本発明の嵩高体前駆体の実施形態について、図面を使用して説明する。なお、本明細書においては、各図にわたって記される同じ符号は同一または同様の部材やものを示す。図1に示すように、本発明の嵩高体前駆体2は、形状記憶性を有し厚さ方向に加熱圧縮された多孔シート4の層44と、シート状物6の層66とを備える積層物77を含んでなる。圧縮された多孔シート4はシート状物6と不図示の接着剤層を介してあるいは直接に接着されている。圧縮された多孔シート4は形状記憶性を有する厚手の多孔シートが厚さ方向に加熱圧縮されて薄化されて成る。
【0028】
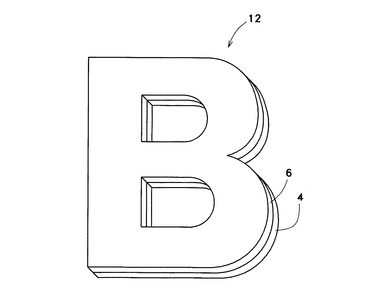
図2に示すように、このような構成の薄化された嵩高体前駆体2を鋏あるいは打ち抜き機のような切断手段を用いて所定の輪郭に沿って切断し、切断片(嵩高体前駆体片12)と成す。この場合、厚手の発泡樹脂シートなどの嵩高なシートに比べてはるかに切断が容易で、厚さ回復後の切り口の乱れも少ない。また、同一の形状の嵩高体前駆体片を多数得る場合は多数枚の嵩高体前駆体2を重畳して切断することも容易にできるので切断工程の能率が上がる。嵩高体前駆体2の厚みが0.1〜2mmであることが、鋏あるいは打ち抜きのいずれにおいても複雑な形状への切断が容易になされ、かつ厚み回復後の嵩高体片の切り口の乱れがなく好ましい。従来のように厚手の発泡樹脂シートを切り口の乱れがなく切断するためには、レーザーカッターなどの特殊な手段を必要とし、手間と熟練を要し、また、厚手の発泡樹脂シートを多数枚を重畳して切断することは極めて難しい。
【0029】
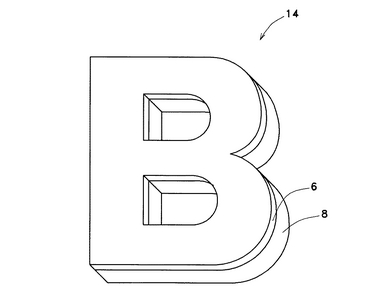
嵩高体前駆体片12は加熱されることにより、圧縮された多孔シート4の厚みが回復し、図3に示すような嵩高体片14となる。符号8は圧縮された多孔シート4の加熱により厚みが回復した多孔シートである。なお、嵩高体前駆体2は、シート状のまま加熱してシート状の嵩高体となしてそのままして使用されてもよい。
【0030】
厚手の多孔シートとしては、形状記憶性を有する樹脂発泡体のシートを用いることができる。例えば、特開2002−256052号公報に記載のイソシアネート系の形状記憶ポリウレタンフォーム、あるいは、特開平6−239955号公報に記載の形状記憶ポリウレタンフォームを用いることができる。さらには、特開平9−150460号公報に記載の形状記憶樹脂発泡体や、特開平5−320366号公報記載の形状記憶性を有するウレタンエラストマーからなる多孔質体を用いることができる。厚手の多孔シートとしては、形状記憶性を有する樹脂からなる多孔質体であればこれらに限定されず、例えば、ポリオレフィン系、ポリエステル系、合成ゴム系、の樹脂あるいはこれらの共重合体からなる多孔質体であってもよい。
【0031】
また、厚手の多孔シートとしては、形状記憶合金からなる金属繊維のマットであってもよい。この場合は、単に圧縮するだけで圧縮された状態の形状が固定され、加熱により厚みが回復する。
【0032】
厚手の多孔シートの圧縮前の厚みは嵩高体片の用途により選択され、例えば1〜50mmである。また、厚手の多孔シートの圧縮前のかさ密度(みかけ比重)は0.0005〜0.3(g/cm3)であることが好ましい。
【0033】
このように、本明細書においては、形状記憶性は、ある物体を歪ませたときの残留歪みがその物体を加熱することにより少なくとも一部回復することをいう。本発明においては、厚手の多孔シートが樹脂製である場合は、その物体を歪ませることは、その物体に加熱下で応力を与えることによりなされる。
【0034】
嵩高体前駆体2はシート状物6と積層されて複合化されているので引っ張りに対して抗張力があり、切断操作の際、ワークが張力で伸びないように過剰の注意を払う必要がない。また、嵩高体片14も嵩高であるばかりでなく抗張力があり、嵩高体片14の操作、例えばパネルに貼る等の操作、においても抗張力があり、操作時に張力で伸びないように過剰の注意を払う必要がない。
【0035】
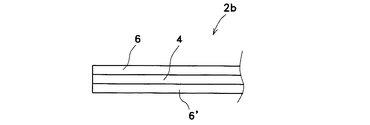
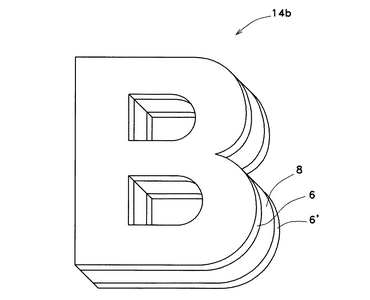
さらに、本発明の嵩高体前駆体は、図4に示すように、圧縮された多孔シート4のシート状物6と反対がわの面に他のシート状物6´が不図示の接着剤を介して積層された嵩高体前駆体2bであってもよい。この嵩高体前駆体2bの圧縮された多孔シート4の厚みを加熱回復して得られる嵩高体や、図5に示す嵩高体片14bは、嵩高であり抗張力があるばかりでなく、曲げようとする外力に対しても強く、外力に対する形態安定性に優れる。
【0036】
またさらに、本発明の嵩高体前駆体は、圧縮された多孔シートとシート状物とが交互に複数段積層された態様であってもよい。
【0037】
シート状物6としてはフィルム、薄板状物、紙、合成紙、多孔質フィルム、布、皮革、スライス材(木材等からなる塊状物をスライスして得た薄いシート状物)、金属箔、金属蒸着膜、樹脂塗布膜、メッキ膜、及びこれらの複合体、などが挙げられるが、シート状のものであればこの列挙されたものに限定されない。さらに、これらのシート状物は印画紙のような写真焼き付け機能を有するものであってもよい。光沢、電磁波の反射または吸収、防水、のような特殊な機能が付加されたものであってもよい。フィルムや薄板状物は、帯磁されたものであってもよい。また、フィルムや薄板状物は、エラストマーのような伸縮性の素材からなるものであってもよい。
【0038】
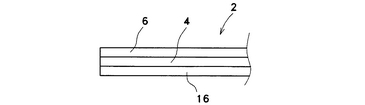
図6に示すように、嵩高体前駆体2の片面には粘着層16を設けることができる。粘着層16は、シート状物6のがわに設けてもよいが、圧縮された多孔シート4のがわに設けてもよい。粘着層16の存在により、切断後の嵩高体片14をパネル等に貼着するときの操作が簡単になる。粘着層は、嵩高体前駆体2とは異なる態様の本発明の嵩高体前駆体にも付加できる。
【0039】
粘着層16を構成するために用いられる粘着剤としては、特に限定されないが、アクリル系、ゴム系、シリコン系、ビニルエーテル系等各種の粘着剤が挙げられる。
【0040】
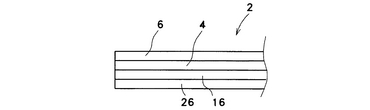
粘着層16の露出面には図7に示すように、剥離シート26が重畳されてもよい。剥離シートとしては特に限定されないが、例えば、クラフト紙、上質紙などの紙にポリエチレン樹脂などをラミネートしたラミネート紙、あるいはポリエチレンテレフタレート、ポリエチレンナフタレート、ポリオレフィンなどのプラスチックフィルムに、フッ素樹脂やシリコーン樹脂などの剥離剤を塗布し、熱硬化や紫外線硬化などによって剥離層を設けたものなどが挙げられる。
【0041】
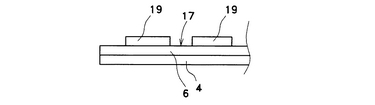
図8に示すように、シート状物6のそとがわの面29はインク受容面17であることが好ましい。これにより、嵩高体前駆体2の表面に印刷、写真焼き付け、あるいは手書き、吹き付け、焼き付け等の記録手段により文字や模様をインク等の着色剤で記録したインク層あるいは着色層を形成することができる。即ち、嵩高体前駆体2を記録媒体として用い、図9に示すように、表面にインク層19を形成することができる。さらに、嵩高体前駆体2は記録された模様形状に沿って所定の形状に切断できる。なお、インクは記録媒体の表面に記録用に付加される有色の物体である。インク受容面はインクにより所定の文字や模様が記録できる面である。
【0042】
印刷の態様としては特に限定されず、例えば、凸版印刷、オフセット印刷に代表される平版印刷、グラビア印刷に代表される凹版印刷、スクリーン印刷等の孔版印刷や、インクジェット印刷、静電印刷等の従来の記録手段を用いて行うことができる。印刷機器としてはこれらの印刷方式による、インクジェットプリンタやレーザープリンタを含む各種の印刷機器の使用が可能である。
【0043】
また、このような印刷機器による厚み5mm以上の嵩高なシートの印刷は、機器へのフィードが円滑にいかなかったり、印刷模様がずれたりぼけたりして極めて難しいが、嵩高体前駆体2の厚みが0.05〜2mmであると、このような印刷機器による印刷を通常の紙の印刷とほぼ同様の容易さで行うことができる。特に、嵩高体前駆体2の厚みが0.05〜0.4mmであると、インクジェットプリンタやレーザープリンタのような市販の事務用印刷機器により、一般の紙におけると同様の容易さで印刷が可能である。
【0044】
インク受容面は、シート状物6が紙である場合はもともとシート状物6の表面に備わっている。シート状物6がフィルムである場合は、フィルムの種類によっては、コロナ放電処理等の表面処理、コーティングあるいは他のフィルムとの積層等の公知の方法により、インク受容面を形成する必要がある。
【0045】
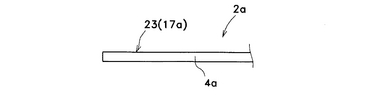
本発明のさらに他の態様においては、図10に示すように、嵩高体前駆体2aが、表面23がインク受容面17aである圧縮された多孔シート4aを備えて成るものであってもよい。インク受容面17aは、圧縮された多孔シートあるいは圧縮前の厚手の多孔シートの表面にコロナ放電処理等の表面処理やコーティングにより形成することができる。あるいは、圧縮された多孔シートあるいは圧縮前の厚手の多孔シートの表面に高温の平板を一時的に表面に圧接して表面を平滑化して形成することができる。あるいは、厚手の多孔シートを圧縮するときに同時に厚手の多孔シートの表面に高温の平板を一時的に表面に圧接して形成することができる。
【0046】
これらインク受容面を備えた嵩高体前駆体においても、嵩高体前駆体のインク受容面と反対がわの面に粘着層が設けられてよい。
【0047】
粘着層を構成するために用いられる粘着剤としては、特に限定されないが、前述の粘着剤が挙げられる。粘着層の露出面には剥離シートが重畳されてもよい。剥離シートとしては特に限定されないが、例えば、前述の剥離シートが挙げられる。
【0048】
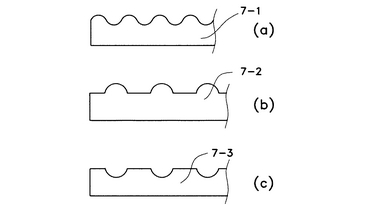
本発明のさらに他の態様においては、図11(a)に示すように、圧縮されるまえの多孔シート7−1の片面が曲面であってもよい。図11(a)においては、曲面は波型である。曲面の形状は図11(b)に示すように突起状であってもよい。あるいは、図11(c)に示すように窪み状であってもよい。曲面は圧縮されるまえの多孔シート7−1の片面に形成されていてもよい。両面に形成されていてもよい。また、曲面は圧縮されるまえの多孔シート7−1の面の全面にわたって形成されていてもよい。圧縮されるまえの多孔シート7−1の面の一部分にわたって形成されていてもよい。
【0049】
多孔シート7−1、7−2、あるいは7−3は加熱加圧後冷却されることにより圧縮されて図12に示すように薄い平板状の嵩高体前駆体2kとなる。嵩高体前駆体2kは加熱することにより、図13(a〜c)に示すように表面にもとの曲面が再現された嵩高体9−1〜3となる。嵩高体前駆体2kを葉片に切断した嵩高体前駆体片も図14(a〜c)に示すように表面にもとの曲面が再現された嵩高体片11−1〜3となる。
【0050】
図15(a)に示すように嵩高体前駆体2kの曲面を含むがわの面13がインク受容面であり、面13に印刷によりインク層19が形成された場合は、図15(b)に示すように、加熱により厚みが回復した嵩高体9−1の表面の曲面にインク層19が形成された状態となる。
【0051】
このように、本発明により、表面が曲面状の嵩高体や嵩高体片を容易に得ることができる。また、曲面状の表面に印刷等によりインク層の形成された嵩高体や嵩高体片を容易に得ることができる。
【0052】
図16(a)に示すように、嵩高体前駆体は、嵩高体前駆体2kにシート状物6が積層された嵩高体前駆体2kkであってもよい。この場合は、加熱により、シート状物6が積層された嵩高体9(図16(b))あるいは嵩高体片が得られる。嵩高体前駆体2kkのシート状物6の表面25には印刷等によりインク層の形成されてもよい。この場合は、加熱により、シート状物6がわの片面に印刷等によりインク層が形成され他の面が曲面状の面である嵩高体前駆体あるいは嵩高体片が得られる。
【0053】
本発明の嵩高体前駆体は、
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程、
該重畳物を厚さ方向に加圧加熱する加圧加熱工程、
該重畳物を加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該重畳物を除圧する工程
を含む製造方法により効率よく製造することができる。
【0054】
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程は、1の多孔シートと1のシート状物とを接着剤を間にして重畳し重畳物となす工程であってもよい。あるいは、一のシート状物、1の多孔シート、他のシート状物がこの順にそれぞれ接着剤を間にして重畳し重畳物となす工程であってもよい。さらに多層の重畳物であってもよい。
【0055】
あるいは、本発明の嵩高体前駆体は、
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートを加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧して形状記憶性を有し厚さ方向に加熱圧縮された多孔シートを得る工程、
該シート状物と該形状記憶性を有し厚さ方向に加熱圧縮された多孔シートとを接着して積層物となす工程
を含む製造方法により製造することができる。
【0056】
この、多孔シートとシート状物とを接着する接着剤としては、天然物系、熱可塑性樹脂系、熱硬化性樹脂系、ゴム系、水溶性樹脂系、エマルジョン系、ホットメルト、等各種の接着剤の使用が可能である。具体例としては、でんぷん糊、アクリル系接着剤、酢酸ビニル系接着剤、エポキシ系接着剤等が挙げられる。
【0057】
加圧加熱工程における加熱温度は、形状記憶性を有する多孔シートを構成する素材の性状により決められるが、その素材が樹脂である場合は、その樹脂のガラス転移温度より高い温度であることが好ましい。長時間の加圧を行う場合は、その樹脂のガラス転移温度より低めの温度で加熱されてもよい。加圧加熱工程は接着剤のキュアを兼ねて行うことができる。
【0058】
加圧加熱工程における加圧力は形状記憶性を有する多孔シートが圧縮されてもとの厚さの1/2以下、さらに好ましくは1/5〜1/100になる程度の加圧力もしくはそれ以上であればよい。もとの厚さの1/10〜1/50になるように加圧加熱されることが最も好ましい。
【0059】
加圧加熱工程は熱板、ホットプレス機、ローラプレス機、ベルトプレス機等の加圧加熱手段を用いて手動もしくは自動で、バッチ式にあるいは連続的に行うことができる。加圧加熱を行うまえにワークを予め予備加熱する態様であってもよい。加圧加熱工程における加圧保持時間は1〜60秒であることが好ましいが、加圧保持時間は形状記憶性を有する多孔シートがされてもとの厚さから所定の量だけ減少する条件であればこの範囲に限定されない。例えば、加圧時の最高加熱温度から所定の温度まで加圧状態で冷却されるまでの時間が10分あるいはそれ以上であってもよい。
【0060】
冷却の工程における冷却到達温度は多孔シートを構成する素材が樹脂である場合は、その樹脂のガラス転移温度より低い温度であることが圧縮状態を確実に凍結固定できて好ましい。冷却到達温度は室温であってもよい。
【0061】
得られた嵩高体前駆体は応じて所定の輪郭形状に切断され、ついで加熱により厚みが回復する。この厚さ回復の加熱の温度は、前記の加圧加熱工程における加熱温度以上であることが厚さ回復が迅速になされ、回復量も大きく、好ましい。この厚さ回復の加熱の温度が加圧加熱工程における加熱温度をやや下回っても長時間加熱すれば厚さを完全に復元するところまではいかなくとも加熱前の厚さにくらべて所定の回復を実現できる。この厚さ回復のための加熱は、熱風、オーブン、誘導電磁加熱、蒸気加熱、高温の固体もしくは液体との接触による加熱、高温体からの輻射熱による加熱、等の加熱手段により手動もしくは自動でバッチ式にあるいは連続的に行うことができる。
【0062】
さらに、シート状物の上面がインク受容面である場合には、得られた嵩高体前駆体は所定の輪郭形状に切断された後あるいは切断の前に、シート状物の上面に印刷もしくは手書きその他の記録手段を用いてインクで模様や文字等の情報を記録し、前記インク受容面にインク層を形成することができる。厚手の発泡樹脂シートあるいは厚手の発泡樹脂シートを含む積層物へのインクによる記録は、被記録物が嵩高なため通常の印刷等の記録手段をそのまま適用することが難しいが、本発明の嵩高体前駆体は通常の印刷等の記録手段をそのまま適用して効率よく印刷等の記録を行うことができる。
【0063】
また、シート状物の上面への情報の記録は、多孔シートとシート状物とを重畳する前に行われてもよい。
【0064】
本発明の嵩高体前駆体の他の製造方法の態様としては、
形状記憶性を有し少なくとも片面がわにインク受容面を備える多孔シートを準備する工程、
該多孔シートを厚さ方向に加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧する工程
を含む嵩高体前駆体の製造方法が挙げられる。
【0065】
さらに、この製造方法においては前記インク受容面にインク層を形成する工程を含むことができる。
【0066】
この製造方法により得られた本発明の嵩高体前駆体も、厚手の発泡樹脂シートなどの嵩高なシートに比べてはるかに切断が容易で、厚さ回復後の切り口の乱れも少ない。また、同一の形状の嵩高体前駆体片を多数得る場合は多数枚の嵩高体前駆体を重畳して切断することも容易にできるので切断工程の能率が上がる。また、インク受容面を備えるので、そのインク受容面にインク層を形成することができ、形成されたインク層が表す模様形状に沿って所定の形状に切断できる。
【0067】
本発明においては、形状記憶性を有する多孔シートの表面に予めインク受容面を形成したのち該多孔シートを厚さ方向に加圧加熱してもよい。インク受容面の形成は、例えば多孔シートの表面にインク受容性を有するアクリル樹脂等の樹脂の膜をコーティングすることにより行うことができる。あるいは、多孔シートの表面部分を溶融または溶解させて表面部分の露出孔を塞いで平滑化することにより行うことができる。インク受容面の形成は多孔シートを厚さ方向に加圧加熱した後に行われてもよい。さらに、本発明においては、多孔シートを厚さ方向に加圧加熱する工程で多孔シートの表面が加圧板に圧接し平滑化されインク受容面が形成されてもよい。
【0068】
さらに、本発明の嵩高体前駆体は、厚みを回復させる時の加熱により、厚みを回復した多孔シートの層が昇温するので、この昇温した状態の嵩高体あるいは嵩高体片を曲げたり捻ったりして外力で変形させ、その後変形させた状態で、好ましくは室温まで冷却することによりその変形が凍結固定され、変形した嵩高体あるいは嵩高体片を得ることができる。なお、昇温した状態とは、厚みを回復させる時の加熱により昇温した嵩高体あるいは嵩高体片が、室温まで降温する前の、室温より高い温度状態を意味する。昇温した状態における嵩高体あるいは嵩高体片の温度は形状記憶性を有する多孔シートを構成する素材のガラス転移温度以上であることが好ましい。
【0069】
これにより、印刷された面を曲面化することもできる。一般に曲面への印刷は難しいとされているが、本発明においては、このような方法により、結果として複雑な曲面に印刷された状態を容易に得ることができる。
【0070】
あるいは、この昇温した状態の嵩高体あるいは嵩高体片を局所的に圧縮して変形させ、その後変形させた状態で冷却することによりその変形が凍結固定され、局所的に凹凸を有する嵩高体あるいは嵩高体片を得ることができる。このような凹凸を有する物体は、その凹凸面が印刷すべき面にあればもちろんのこと、印刷すべき面の裏面にあったとしても印刷は難しいとされているが、本発明においては、凹凸面を有する物体について、印刷された状態を容易に得ることができる。
【0071】
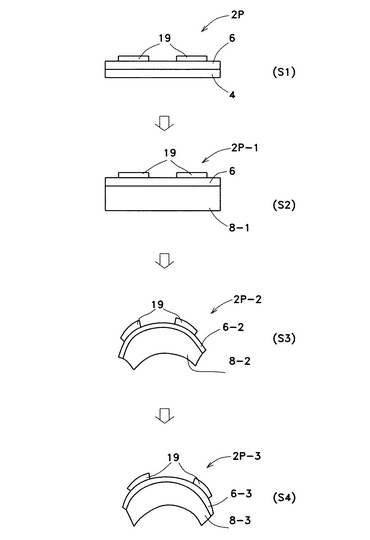
この、曲面に印刷された状態を容易に得る態様の一例を図17に示す。図17において、表面にインク層19が形成された嵩高体前駆体2P(S1)を加熱して圧縮された多孔シート4の嵩を回復させる(S2)。符号2P−1はまだ冷却前の高温状態にある嵩高体、符号8−1は嵩を回復し、まだ冷却前の高温状態にある多孔シートである。次いで、嵩高体2P−1を曲げ変形させ、変形しまだ冷却前の高温状態にある嵩高体2P−2を得る(S3)。これにより、インク層19が形成されているシート状物6が曲げられて曲面状のシート状物6−2となる。多孔シート8−1も変形し、変形しまだ冷却前の高温状態にある多孔シート8−2となる。次いで、変形した状態で嵩高体2P−2を変形した状態で冷却する(S4)。これにより、変形し常温に冷却された嵩高体2P−3を得る。このとき多孔シート8−2が変形した状態で冷却されて、その変形状態が固定され、変形状態が固定された嵩高の多孔シート8−3となる。これに伴いインク層19が形成されているシート状物6も曲面状に曲げられた状態が維持され、曲面状のシート状物6−3となる。(S4)において、結果としてシート状物6−3の曲面に印刷された状態が得られる。
【0072】
このような、曲面に印刷された状態を得る工程は、シート状の嵩高体前駆体に対してなされてもよい。あるいは、切断後の嵩高体前駆体片に対してなされてもよい。
【0073】
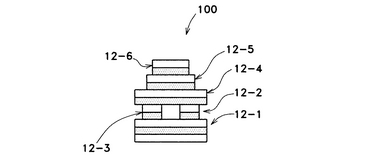
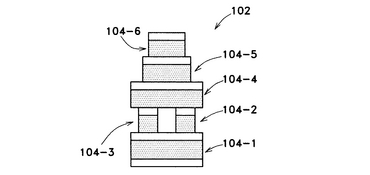
さらに、本発明においては、図18に示すように嵩高体前駆体片(葉片物)12−1〜6を重畳して隣接の嵩高体前駆体片(葉片物)同士を互いに接着して嵩高体前駆体片積層体100となすことができる。嵩高体前駆体片積層体100を加熱することにより、図19に示す嵩高体積層体102が得られる。嵩高体積層体102は、嵩高な片104−1〜6が積層されてなるものの形状を有し、複雑な形状の立体である。嵩高な片104−1〜6は嵩高体前駆体片が加熱されて嵩高になったものと同様な構造の片である。
【0074】
このような複雑な形状の立体は、通常は嵩高な片104−1〜6のような嵩高物体を重畳して積層するという操作で製造することができるが、嵩高物体を重畳して積層する操作は煩雑であり、手間がかかる。
【0075】
本発明においては、薄い葉片状の嵩高体前駆体片を予め積層して、嵩高体前駆体片積層体100となし、この嵩高体前駆体片積層体100を加熱するという極めて容易な操作で複雑な立体形状の嵩高体積層体102を得ることができる。また、加熱前の嵩高体前駆体片積層体100は薄い平板状であり、かさばらないので保管や運搬が容易である。
【0076】
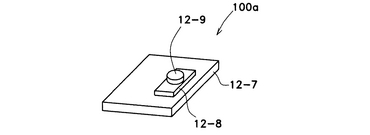
図20に他の態様の一例として嵩高体前駆体片積層体100aを示す。符号12−7〜9は嵩高体前駆体片である。このように各種の形状の異なる嵩高体前駆体片を積層した嵩高体前駆体片積層体を加熱していろいろな複雑な形状の立体を得ることができる。
【0077】
積層すべき嵩高体前駆体片は、図1、図4、図6、図7、図8、図9、図10、図11(b)図14(a)図15(b)に示す嵩高体前駆体から選択される嵩高体前駆体が所定の形状に切断されてれ得られるものであってよい。
【0078】
積層すべき嵩高体前駆体片は、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片であってもよい。
【0079】
また、異なった構成の複数種の嵩高体前駆体からそれぞれ得られた嵩高体前駆体片と嵩高物前駆体片とから選択される互いに異なる種類の葉片物を含む、各種の葉片物が積層されて嵩高体前駆体片積層体が作られてもよい。積層される葉片物として紙や金属板等のシート状物や板の片が含まれていてもよい。
【0080】
本発明の嵩高体前駆体は、必要に応じて所定の形状に切断後、場合によっては積層し、加熱して厚みを回復させて嵩高体、嵩高体片あるいは嵩高体積層体となして、軽量厚手パネル材として、立体グリーティングカード、卓上カレンダー、写真立て、立体模型、打ち抜き形状の玩具、デイスプレイ文字作成用要素材、デイスプレイ板、デイスプレイ用片、ラベル、緩衝材、断熱材、吸音材、仕切り材、スタンプ、レプリカ、ペンダント、アクセサリ、内装材、履物の中間素材、靴の中敷、家具や鞄類や履物類や雑貨品の表面材や装丁用材、マット、等に好適に用いられる。
【0081】
その他、本発明は、主旨を逸脱しない範囲で当業者の知識に基づき種々なる改良、修正、変更を加えた態様で実施できるものである。
【図面の簡単な説明】
【0082】
【図1】本発明の嵩高体前駆体の構成を示す側面模式図である。
【図2】本発明の嵩高体前駆体より得られる嵩高体前駆体片の構造を示す斜視模式図である。
【図3】本発明の嵩高体前駆体より得られる嵩高体片の構造を示す斜視模式図である。
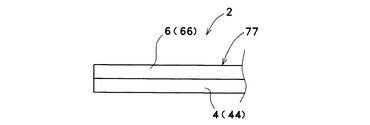
【図4】本発明の嵩高体前駆体の他の態様の構成の一例を示す側面模式図である。
【図5】図4に示す嵩高体前駆体より得られる嵩高体片の構造を示す斜視模式図である。
【図6】本発明の嵩高体前駆体のさらに他の態様の構成の一例を示す側面模式図である。
【図7】本発明の嵩高体前駆体のまたさらに他の態様の構成の一例を示す側面模式図である。
【図8】本発明の嵩高体前駆体の図1に示す態様とは異なる態様の構成の一例を示す側面模式図である。
【図9】本発明の嵩高体前駆体の図8に示す態様とは異なる態様の構成の一例を示す側面模式図である。
【図10】本発明の嵩高体前駆体の図1に示す態様とはさらに異なる態様の構成の一例を示す側面模式図である。
【図11】本発明の嵩高体前駆体に用いられる圧縮されるまえの多孔シートの態様の一例を示す側面模式図である。
【図12】図11に示す圧縮されるまえの多孔シートから得られる本発明の嵩高体前駆体の態様を示す側面模式図である。
【図13】図12に示す本発明の嵩高体前駆体が加熱されて得られる嵩高体の態様を示す側面模式図である。
【図14】図12に示す本発明の嵩高体前駆体から得られる嵩高体前駆体片が加熱されて得られる嵩高体片の態様を示す側面模式図である。
【図15】図15(a)は図12に示す本発明の嵩高体前駆体がインク層を備えた状態を示す側面模式図、図15(b)はこの嵩高体前駆体が加熱されて得られる嵩高体の態様を示す側面模式図である。
【図16】図16(a)は図12に示す嵩高体前駆体とは異なる本発明の嵩高体前駆体の態様を示す側面模式図であり、図16(b)はこの嵩高体前駆体が加熱されて得られる嵩高体の態様を示す側面模式図である。
【図17】嵩高体前駆体から、曲面に印刷された状態を容易に得る態様を段階的に説明する、側面模式図である。
【図18】本発明の嵩高体前駆体片積層体の態様を示す側面模式図である。
【図19】図18に示す嵩高体前駆体片積層体が加熱されて得られる嵩高体積層体の態様を示す側面模式図である。
【図20】本発明の嵩高体前駆体片積層体の他の態様を示す斜視模式図である。
【符号の説明】
【0083】
2、2a、2b、2k、2kk:嵩高体前駆体
4、4a:圧縮された多孔シート
6:シート状物
6´:他のシート状物
8:厚みが回復した多孔シート
12:嵩高体前駆体片
12−1、12−2、12−3、12−4、12−5、12−6:嵩高体前駆体片(葉片物)14、14b:嵩高体片
16:粘着層
17、17a:インク受容面
19:インク層
26:剥離シート
44:多孔シートの層
66:シート状物の層
77:積層物
100、100a:嵩高体前駆体片積層体
【技術分野】
【0001】
本発明は、加熱により厚みが増加する新規な嵩高体前駆体及びその製造方法に関する。特には、印刷や記入がなされる記録媒体として用いられる嵩高体前駆体に関する。
【背景技術】
【0002】
従来、紙やフィルムのようなシートを形状に切りぬいて切り紙やラベルや貼り文字用の文字片のような片状物として用いることが行われている。これらの片状物はときにより厚さが要求される。この場合は、発泡樹脂のシートを紙やフィルムにあらかじめ積層したものを切断して用いられる(例えば、特許文献1参照)。あるいは発泡樹脂のシートそのものを切断して用いる(例えば、特許文献2参照)。
【0003】
しかし、発泡樹脂のシートを構成要素として含むこれらシートは嵩高で搬送、保管に不便であるばかりでなく、片状物への切断も容易でなく、特に切断端部の形状が切断時に乱れがちである。
【特許文献1】特開2001−324927号公報
【特許文献2】実開平2−28265号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、搬送、保管、印刷及び片状物への切断加工が容易な嵩高片体を得るための嵩高体前駆体及びその製造方法を提供しようとする。
【課題を解決するための手段】
【0005】
本発明の要旨とするところは、
形状記憶性を有し厚さ方向に圧縮された多孔シートの層と、
シート状物の層と
を備える積層物から構成される嵩高体前駆体であることにある。
【0006】
前記嵩高体前駆体においては、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり得る。
【0007】
前記嵩高体前駆体においては、前記多孔シートの層が、一の前記シート状物の層と他の前記シート状物の層との間に配され得る。
【0008】
前記嵩高体前駆体においては、前記シート状物のうちの少なくとも1つが最外層に配され得、最外層に配された前記シート状物の外面がインク受容面であり得る。
【0009】
また、本発明の要旨とするところは、形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である嵩高体前駆体であることにある。
【0010】
さらに、本発明の要旨とするところは、形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、該圧縮された多孔シートの少なくとも片面がインク受容面である嵩高体前駆体であることにある。
【0011】
前記嵩高体前駆体においては、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり得、前記圧縮された多孔シートの該曲面を含むがわの面が前記インク受容面であり得る。
【0012】
前記インク受容面にはインク層が形成され得る。
【0013】
嵩高体前駆体においては、前記インク受容面を表面とし裏面に粘着層が設けられ得る。
【0014】
またさらに、本発明の要旨とするところは、前記嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片であることにある。
【0015】
さらにまた、本発明の要旨とするところは、前記嵩高体前駆体片、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片、から選択される複数の前駆体片を含む葉片物が積層されてなる嵩高体前駆体片積層体であることにある。
【0016】
また、本発明の要旨とするところは、
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程、
該重畳物を厚さ方向に加圧加熱する加圧加熱工程、
該重畳物を加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該重畳物を除圧する工程
を含む嵩高体前駆体の製造方法であることにある。
【0017】
前記嵩高体前駆体の製造方法は、さらに、他のシート状物を準備する工程を含み得、
前記重畳物となす工程が、該他のシート状物と、前記多孔シートと、前記シート状物とを、接着剤をそれぞれ間にして重畳し重畳物となす工程であり得る。
【0018】
また、本発明の要旨とするところは、
形状記憶性を有する多孔シートを準備する工程、
該多孔シートを厚さ方向に加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧する工程、
前記多孔シートの少なくとも片面にインク受容面を形成する工程
を含む嵩高体前駆体の製造方法であることにある。
【0019】
さらに、本発明の要旨とするところは、前記嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
を含む嵩高体前駆体片の製造方法であることにある。
【0020】
またさらに、本発明の要旨とするところは、前記嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
該嵩高体前駆体片を加熱する工程
を含む嵩高体片の製造方法であることにある。
【0021】
さらにまた、本発明の要旨とするところは、前記嵩高体前駆体または、該嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片を準備する工程、
前記嵩高体前駆体または前記嵩高体前駆体片を加熱し、嵩高体または嵩高体片を得る工程、
前記嵩高体または嵩高体片を、該嵩高体または嵩高体片が室温まで降温するまえに外力により変形する工程、
前記嵩高体または嵩高体片を変形した状態で冷却する工程
を含む、変形された嵩高体または嵩高体片の製造方法であることにある。
【発明の効果】
【0022】
本発明によると、嵩高片体を得るための、搬送、保管、印刷、所定の形状の葉片への切断加工が容易な嵩高体前駆体及びその製造方法が提供される。
【0023】
本発明の嵩高体前駆体は印刷や記入がなされる記録媒体として用いることができ、かつ、印刷や、所定の形状の葉片への切断加工が容易である。
【0024】
本発明によると、印刷や記入がなされているシート状の嵩高体前駆体や、印刷や記入がなされている葉片を加熱により容易に嵩高化できる。
【0025】
本発明によると、曲面に印刷された状態の嵩高体あるいは嵩高体片を容易に得ることができる。
【0026】
本発明によると、凹凸面を有する嵩高体あるいは嵩高体片について、印刷された状態を容易に得ることができる。
【発明を実施するための最良の形態】
【0027】
本発明の嵩高体前駆体の実施形態について、図面を使用して説明する。なお、本明細書においては、各図にわたって記される同じ符号は同一または同様の部材やものを示す。図1に示すように、本発明の嵩高体前駆体2は、形状記憶性を有し厚さ方向に加熱圧縮された多孔シート4の層44と、シート状物6の層66とを備える積層物77を含んでなる。圧縮された多孔シート4はシート状物6と不図示の接着剤層を介してあるいは直接に接着されている。圧縮された多孔シート4は形状記憶性を有する厚手の多孔シートが厚さ方向に加熱圧縮されて薄化されて成る。
【0028】
図2に示すように、このような構成の薄化された嵩高体前駆体2を鋏あるいは打ち抜き機のような切断手段を用いて所定の輪郭に沿って切断し、切断片(嵩高体前駆体片12)と成す。この場合、厚手の発泡樹脂シートなどの嵩高なシートに比べてはるかに切断が容易で、厚さ回復後の切り口の乱れも少ない。また、同一の形状の嵩高体前駆体片を多数得る場合は多数枚の嵩高体前駆体2を重畳して切断することも容易にできるので切断工程の能率が上がる。嵩高体前駆体2の厚みが0.1〜2mmであることが、鋏あるいは打ち抜きのいずれにおいても複雑な形状への切断が容易になされ、かつ厚み回復後の嵩高体片の切り口の乱れがなく好ましい。従来のように厚手の発泡樹脂シートを切り口の乱れがなく切断するためには、レーザーカッターなどの特殊な手段を必要とし、手間と熟練を要し、また、厚手の発泡樹脂シートを多数枚を重畳して切断することは極めて難しい。
【0029】
嵩高体前駆体片12は加熱されることにより、圧縮された多孔シート4の厚みが回復し、図3に示すような嵩高体片14となる。符号8は圧縮された多孔シート4の加熱により厚みが回復した多孔シートである。なお、嵩高体前駆体2は、シート状のまま加熱してシート状の嵩高体となしてそのままして使用されてもよい。
【0030】
厚手の多孔シートとしては、形状記憶性を有する樹脂発泡体のシートを用いることができる。例えば、特開2002−256052号公報に記載のイソシアネート系の形状記憶ポリウレタンフォーム、あるいは、特開平6−239955号公報に記載の形状記憶ポリウレタンフォームを用いることができる。さらには、特開平9−150460号公報に記載の形状記憶樹脂発泡体や、特開平5−320366号公報記載の形状記憶性を有するウレタンエラストマーからなる多孔質体を用いることができる。厚手の多孔シートとしては、形状記憶性を有する樹脂からなる多孔質体であればこれらに限定されず、例えば、ポリオレフィン系、ポリエステル系、合成ゴム系、の樹脂あるいはこれらの共重合体からなる多孔質体であってもよい。
【0031】
また、厚手の多孔シートとしては、形状記憶合金からなる金属繊維のマットであってもよい。この場合は、単に圧縮するだけで圧縮された状態の形状が固定され、加熱により厚みが回復する。
【0032】
厚手の多孔シートの圧縮前の厚みは嵩高体片の用途により選択され、例えば1〜50mmである。また、厚手の多孔シートの圧縮前のかさ密度(みかけ比重)は0.0005〜0.3(g/cm3)であることが好ましい。
【0033】
このように、本明細書においては、形状記憶性は、ある物体を歪ませたときの残留歪みがその物体を加熱することにより少なくとも一部回復することをいう。本発明においては、厚手の多孔シートが樹脂製である場合は、その物体を歪ませることは、その物体に加熱下で応力を与えることによりなされる。
【0034】
嵩高体前駆体2はシート状物6と積層されて複合化されているので引っ張りに対して抗張力があり、切断操作の際、ワークが張力で伸びないように過剰の注意を払う必要がない。また、嵩高体片14も嵩高であるばかりでなく抗張力があり、嵩高体片14の操作、例えばパネルに貼る等の操作、においても抗張力があり、操作時に張力で伸びないように過剰の注意を払う必要がない。
【0035】
さらに、本発明の嵩高体前駆体は、図4に示すように、圧縮された多孔シート4のシート状物6と反対がわの面に他のシート状物6´が不図示の接着剤を介して積層された嵩高体前駆体2bであってもよい。この嵩高体前駆体2bの圧縮された多孔シート4の厚みを加熱回復して得られる嵩高体や、図5に示す嵩高体片14bは、嵩高であり抗張力があるばかりでなく、曲げようとする外力に対しても強く、外力に対する形態安定性に優れる。
【0036】
またさらに、本発明の嵩高体前駆体は、圧縮された多孔シートとシート状物とが交互に複数段積層された態様であってもよい。
【0037】
シート状物6としてはフィルム、薄板状物、紙、合成紙、多孔質フィルム、布、皮革、スライス材(木材等からなる塊状物をスライスして得た薄いシート状物)、金属箔、金属蒸着膜、樹脂塗布膜、メッキ膜、及びこれらの複合体、などが挙げられるが、シート状のものであればこの列挙されたものに限定されない。さらに、これらのシート状物は印画紙のような写真焼き付け機能を有するものであってもよい。光沢、電磁波の反射または吸収、防水、のような特殊な機能が付加されたものであってもよい。フィルムや薄板状物は、帯磁されたものであってもよい。また、フィルムや薄板状物は、エラストマーのような伸縮性の素材からなるものであってもよい。
【0038】
図6に示すように、嵩高体前駆体2の片面には粘着層16を設けることができる。粘着層16は、シート状物6のがわに設けてもよいが、圧縮された多孔シート4のがわに設けてもよい。粘着層16の存在により、切断後の嵩高体片14をパネル等に貼着するときの操作が簡単になる。粘着層は、嵩高体前駆体2とは異なる態様の本発明の嵩高体前駆体にも付加できる。
【0039】
粘着層16を構成するために用いられる粘着剤としては、特に限定されないが、アクリル系、ゴム系、シリコン系、ビニルエーテル系等各種の粘着剤が挙げられる。
【0040】
粘着層16の露出面には図7に示すように、剥離シート26が重畳されてもよい。剥離シートとしては特に限定されないが、例えば、クラフト紙、上質紙などの紙にポリエチレン樹脂などをラミネートしたラミネート紙、あるいはポリエチレンテレフタレート、ポリエチレンナフタレート、ポリオレフィンなどのプラスチックフィルムに、フッ素樹脂やシリコーン樹脂などの剥離剤を塗布し、熱硬化や紫外線硬化などによって剥離層を設けたものなどが挙げられる。
【0041】
図8に示すように、シート状物6のそとがわの面29はインク受容面17であることが好ましい。これにより、嵩高体前駆体2の表面に印刷、写真焼き付け、あるいは手書き、吹き付け、焼き付け等の記録手段により文字や模様をインク等の着色剤で記録したインク層あるいは着色層を形成することができる。即ち、嵩高体前駆体2を記録媒体として用い、図9に示すように、表面にインク層19を形成することができる。さらに、嵩高体前駆体2は記録された模様形状に沿って所定の形状に切断できる。なお、インクは記録媒体の表面に記録用に付加される有色の物体である。インク受容面はインクにより所定の文字や模様が記録できる面である。
【0042】
印刷の態様としては特に限定されず、例えば、凸版印刷、オフセット印刷に代表される平版印刷、グラビア印刷に代表される凹版印刷、スクリーン印刷等の孔版印刷や、インクジェット印刷、静電印刷等の従来の記録手段を用いて行うことができる。印刷機器としてはこれらの印刷方式による、インクジェットプリンタやレーザープリンタを含む各種の印刷機器の使用が可能である。
【0043】
また、このような印刷機器による厚み5mm以上の嵩高なシートの印刷は、機器へのフィードが円滑にいかなかったり、印刷模様がずれたりぼけたりして極めて難しいが、嵩高体前駆体2の厚みが0.05〜2mmであると、このような印刷機器による印刷を通常の紙の印刷とほぼ同様の容易さで行うことができる。特に、嵩高体前駆体2の厚みが0.05〜0.4mmであると、インクジェットプリンタやレーザープリンタのような市販の事務用印刷機器により、一般の紙におけると同様の容易さで印刷が可能である。
【0044】
インク受容面は、シート状物6が紙である場合はもともとシート状物6の表面に備わっている。シート状物6がフィルムである場合は、フィルムの種類によっては、コロナ放電処理等の表面処理、コーティングあるいは他のフィルムとの積層等の公知の方法により、インク受容面を形成する必要がある。
【0045】
本発明のさらに他の態様においては、図10に示すように、嵩高体前駆体2aが、表面23がインク受容面17aである圧縮された多孔シート4aを備えて成るものであってもよい。インク受容面17aは、圧縮された多孔シートあるいは圧縮前の厚手の多孔シートの表面にコロナ放電処理等の表面処理やコーティングにより形成することができる。あるいは、圧縮された多孔シートあるいは圧縮前の厚手の多孔シートの表面に高温の平板を一時的に表面に圧接して表面を平滑化して形成することができる。あるいは、厚手の多孔シートを圧縮するときに同時に厚手の多孔シートの表面に高温の平板を一時的に表面に圧接して形成することができる。
【0046】
これらインク受容面を備えた嵩高体前駆体においても、嵩高体前駆体のインク受容面と反対がわの面に粘着層が設けられてよい。
【0047】
粘着層を構成するために用いられる粘着剤としては、特に限定されないが、前述の粘着剤が挙げられる。粘着層の露出面には剥離シートが重畳されてもよい。剥離シートとしては特に限定されないが、例えば、前述の剥離シートが挙げられる。
【0048】
本発明のさらに他の態様においては、図11(a)に示すように、圧縮されるまえの多孔シート7−1の片面が曲面であってもよい。図11(a)においては、曲面は波型である。曲面の形状は図11(b)に示すように突起状であってもよい。あるいは、図11(c)に示すように窪み状であってもよい。曲面は圧縮されるまえの多孔シート7−1の片面に形成されていてもよい。両面に形成されていてもよい。また、曲面は圧縮されるまえの多孔シート7−1の面の全面にわたって形成されていてもよい。圧縮されるまえの多孔シート7−1の面の一部分にわたって形成されていてもよい。
【0049】
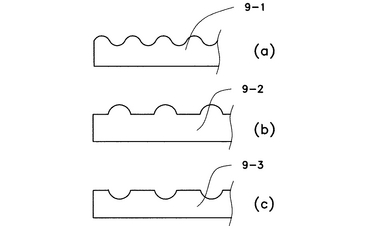
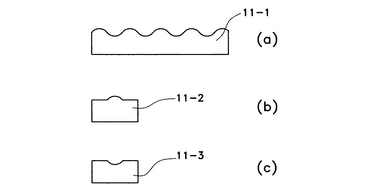
多孔シート7−1、7−2、あるいは7−3は加熱加圧後冷却されることにより圧縮されて図12に示すように薄い平板状の嵩高体前駆体2kとなる。嵩高体前駆体2kは加熱することにより、図13(a〜c)に示すように表面にもとの曲面が再現された嵩高体9−1〜3となる。嵩高体前駆体2kを葉片に切断した嵩高体前駆体片も図14(a〜c)に示すように表面にもとの曲面が再現された嵩高体片11−1〜3となる。
【0050】
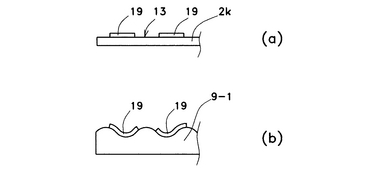
図15(a)に示すように嵩高体前駆体2kの曲面を含むがわの面13がインク受容面であり、面13に印刷によりインク層19が形成された場合は、図15(b)に示すように、加熱により厚みが回復した嵩高体9−1の表面の曲面にインク層19が形成された状態となる。
【0051】
このように、本発明により、表面が曲面状の嵩高体や嵩高体片を容易に得ることができる。また、曲面状の表面に印刷等によりインク層の形成された嵩高体や嵩高体片を容易に得ることができる。
【0052】
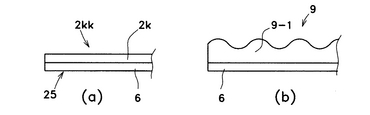
図16(a)に示すように、嵩高体前駆体は、嵩高体前駆体2kにシート状物6が積層された嵩高体前駆体2kkであってもよい。この場合は、加熱により、シート状物6が積層された嵩高体9(図16(b))あるいは嵩高体片が得られる。嵩高体前駆体2kkのシート状物6の表面25には印刷等によりインク層の形成されてもよい。この場合は、加熱により、シート状物6がわの片面に印刷等によりインク層が形成され他の面が曲面状の面である嵩高体前駆体あるいは嵩高体片が得られる。
【0053】
本発明の嵩高体前駆体は、
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程、
該重畳物を厚さ方向に加圧加熱する加圧加熱工程、
該重畳物を加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該重畳物を除圧する工程
を含む製造方法により効率よく製造することができる。
【0054】
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程は、1の多孔シートと1のシート状物とを接着剤を間にして重畳し重畳物となす工程であってもよい。あるいは、一のシート状物、1の多孔シート、他のシート状物がこの順にそれぞれ接着剤を間にして重畳し重畳物となす工程であってもよい。さらに多層の重畳物であってもよい。
【0055】
あるいは、本発明の嵩高体前駆体は、
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートを加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧して形状記憶性を有し厚さ方向に加熱圧縮された多孔シートを得る工程、
該シート状物と該形状記憶性を有し厚さ方向に加熱圧縮された多孔シートとを接着して積層物となす工程
を含む製造方法により製造することができる。
【0056】
この、多孔シートとシート状物とを接着する接着剤としては、天然物系、熱可塑性樹脂系、熱硬化性樹脂系、ゴム系、水溶性樹脂系、エマルジョン系、ホットメルト、等各種の接着剤の使用が可能である。具体例としては、でんぷん糊、アクリル系接着剤、酢酸ビニル系接着剤、エポキシ系接着剤等が挙げられる。
【0057】
加圧加熱工程における加熱温度は、形状記憶性を有する多孔シートを構成する素材の性状により決められるが、その素材が樹脂である場合は、その樹脂のガラス転移温度より高い温度であることが好ましい。長時間の加圧を行う場合は、その樹脂のガラス転移温度より低めの温度で加熱されてもよい。加圧加熱工程は接着剤のキュアを兼ねて行うことができる。
【0058】
加圧加熱工程における加圧力は形状記憶性を有する多孔シートが圧縮されてもとの厚さの1/2以下、さらに好ましくは1/5〜1/100になる程度の加圧力もしくはそれ以上であればよい。もとの厚さの1/10〜1/50になるように加圧加熱されることが最も好ましい。
【0059】
加圧加熱工程は熱板、ホットプレス機、ローラプレス機、ベルトプレス機等の加圧加熱手段を用いて手動もしくは自動で、バッチ式にあるいは連続的に行うことができる。加圧加熱を行うまえにワークを予め予備加熱する態様であってもよい。加圧加熱工程における加圧保持時間は1〜60秒であることが好ましいが、加圧保持時間は形状記憶性を有する多孔シートがされてもとの厚さから所定の量だけ減少する条件であればこの範囲に限定されない。例えば、加圧時の最高加熱温度から所定の温度まで加圧状態で冷却されるまでの時間が10分あるいはそれ以上であってもよい。
【0060】
冷却の工程における冷却到達温度は多孔シートを構成する素材が樹脂である場合は、その樹脂のガラス転移温度より低い温度であることが圧縮状態を確実に凍結固定できて好ましい。冷却到達温度は室温であってもよい。
【0061】
得られた嵩高体前駆体は応じて所定の輪郭形状に切断され、ついで加熱により厚みが回復する。この厚さ回復の加熱の温度は、前記の加圧加熱工程における加熱温度以上であることが厚さ回復が迅速になされ、回復量も大きく、好ましい。この厚さ回復の加熱の温度が加圧加熱工程における加熱温度をやや下回っても長時間加熱すれば厚さを完全に復元するところまではいかなくとも加熱前の厚さにくらべて所定の回復を実現できる。この厚さ回復のための加熱は、熱風、オーブン、誘導電磁加熱、蒸気加熱、高温の固体もしくは液体との接触による加熱、高温体からの輻射熱による加熱、等の加熱手段により手動もしくは自動でバッチ式にあるいは連続的に行うことができる。
【0062】
さらに、シート状物の上面がインク受容面である場合には、得られた嵩高体前駆体は所定の輪郭形状に切断された後あるいは切断の前に、シート状物の上面に印刷もしくは手書きその他の記録手段を用いてインクで模様や文字等の情報を記録し、前記インク受容面にインク層を形成することができる。厚手の発泡樹脂シートあるいは厚手の発泡樹脂シートを含む積層物へのインクによる記録は、被記録物が嵩高なため通常の印刷等の記録手段をそのまま適用することが難しいが、本発明の嵩高体前駆体は通常の印刷等の記録手段をそのまま適用して効率よく印刷等の記録を行うことができる。
【0063】
また、シート状物の上面への情報の記録は、多孔シートとシート状物とを重畳する前に行われてもよい。
【0064】
本発明の嵩高体前駆体の他の製造方法の態様としては、
形状記憶性を有し少なくとも片面がわにインク受容面を備える多孔シートを準備する工程、
該多孔シートを厚さ方向に加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧する工程
を含む嵩高体前駆体の製造方法が挙げられる。
【0065】
さらに、この製造方法においては前記インク受容面にインク層を形成する工程を含むことができる。
【0066】
この製造方法により得られた本発明の嵩高体前駆体も、厚手の発泡樹脂シートなどの嵩高なシートに比べてはるかに切断が容易で、厚さ回復後の切り口の乱れも少ない。また、同一の形状の嵩高体前駆体片を多数得る場合は多数枚の嵩高体前駆体を重畳して切断することも容易にできるので切断工程の能率が上がる。また、インク受容面を備えるので、そのインク受容面にインク層を形成することができ、形成されたインク層が表す模様形状に沿って所定の形状に切断できる。
【0067】
本発明においては、形状記憶性を有する多孔シートの表面に予めインク受容面を形成したのち該多孔シートを厚さ方向に加圧加熱してもよい。インク受容面の形成は、例えば多孔シートの表面にインク受容性を有するアクリル樹脂等の樹脂の膜をコーティングすることにより行うことができる。あるいは、多孔シートの表面部分を溶融または溶解させて表面部分の露出孔を塞いで平滑化することにより行うことができる。インク受容面の形成は多孔シートを厚さ方向に加圧加熱した後に行われてもよい。さらに、本発明においては、多孔シートを厚さ方向に加圧加熱する工程で多孔シートの表面が加圧板に圧接し平滑化されインク受容面が形成されてもよい。
【0068】
さらに、本発明の嵩高体前駆体は、厚みを回復させる時の加熱により、厚みを回復した多孔シートの層が昇温するので、この昇温した状態の嵩高体あるいは嵩高体片を曲げたり捻ったりして外力で変形させ、その後変形させた状態で、好ましくは室温まで冷却することによりその変形が凍結固定され、変形した嵩高体あるいは嵩高体片を得ることができる。なお、昇温した状態とは、厚みを回復させる時の加熱により昇温した嵩高体あるいは嵩高体片が、室温まで降温する前の、室温より高い温度状態を意味する。昇温した状態における嵩高体あるいは嵩高体片の温度は形状記憶性を有する多孔シートを構成する素材のガラス転移温度以上であることが好ましい。
【0069】
これにより、印刷された面を曲面化することもできる。一般に曲面への印刷は難しいとされているが、本発明においては、このような方法により、結果として複雑な曲面に印刷された状態を容易に得ることができる。
【0070】
あるいは、この昇温した状態の嵩高体あるいは嵩高体片を局所的に圧縮して変形させ、その後変形させた状態で冷却することによりその変形が凍結固定され、局所的に凹凸を有する嵩高体あるいは嵩高体片を得ることができる。このような凹凸を有する物体は、その凹凸面が印刷すべき面にあればもちろんのこと、印刷すべき面の裏面にあったとしても印刷は難しいとされているが、本発明においては、凹凸面を有する物体について、印刷された状態を容易に得ることができる。
【0071】
この、曲面に印刷された状態を容易に得る態様の一例を図17に示す。図17において、表面にインク層19が形成された嵩高体前駆体2P(S1)を加熱して圧縮された多孔シート4の嵩を回復させる(S2)。符号2P−1はまだ冷却前の高温状態にある嵩高体、符号8−1は嵩を回復し、まだ冷却前の高温状態にある多孔シートである。次いで、嵩高体2P−1を曲げ変形させ、変形しまだ冷却前の高温状態にある嵩高体2P−2を得る(S3)。これにより、インク層19が形成されているシート状物6が曲げられて曲面状のシート状物6−2となる。多孔シート8−1も変形し、変形しまだ冷却前の高温状態にある多孔シート8−2となる。次いで、変形した状態で嵩高体2P−2を変形した状態で冷却する(S4)。これにより、変形し常温に冷却された嵩高体2P−3を得る。このとき多孔シート8−2が変形した状態で冷却されて、その変形状態が固定され、変形状態が固定された嵩高の多孔シート8−3となる。これに伴いインク層19が形成されているシート状物6も曲面状に曲げられた状態が維持され、曲面状のシート状物6−3となる。(S4)において、結果としてシート状物6−3の曲面に印刷された状態が得られる。
【0072】
このような、曲面に印刷された状態を得る工程は、シート状の嵩高体前駆体に対してなされてもよい。あるいは、切断後の嵩高体前駆体片に対してなされてもよい。
【0073】
さらに、本発明においては、図18に示すように嵩高体前駆体片(葉片物)12−1〜6を重畳して隣接の嵩高体前駆体片(葉片物)同士を互いに接着して嵩高体前駆体片積層体100となすことができる。嵩高体前駆体片積層体100を加熱することにより、図19に示す嵩高体積層体102が得られる。嵩高体積層体102は、嵩高な片104−1〜6が積層されてなるものの形状を有し、複雑な形状の立体である。嵩高な片104−1〜6は嵩高体前駆体片が加熱されて嵩高になったものと同様な構造の片である。
【0074】
このような複雑な形状の立体は、通常は嵩高な片104−1〜6のような嵩高物体を重畳して積層するという操作で製造することができるが、嵩高物体を重畳して積層する操作は煩雑であり、手間がかかる。
【0075】
本発明においては、薄い葉片状の嵩高体前駆体片を予め積層して、嵩高体前駆体片積層体100となし、この嵩高体前駆体片積層体100を加熱するという極めて容易な操作で複雑な立体形状の嵩高体積層体102を得ることができる。また、加熱前の嵩高体前駆体片積層体100は薄い平板状であり、かさばらないので保管や運搬が容易である。
【0076】
図20に他の態様の一例として嵩高体前駆体片積層体100aを示す。符号12−7〜9は嵩高体前駆体片である。このように各種の形状の異なる嵩高体前駆体片を積層した嵩高体前駆体片積層体を加熱していろいろな複雑な形状の立体を得ることができる。
【0077】
積層すべき嵩高体前駆体片は、図1、図4、図6、図7、図8、図9、図10、図11(b)図14(a)図15(b)に示す嵩高体前駆体から選択される嵩高体前駆体が所定の形状に切断されてれ得られるものであってよい。
【0078】
積層すべき嵩高体前駆体片は、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片であってもよい。
【0079】
また、異なった構成の複数種の嵩高体前駆体からそれぞれ得られた嵩高体前駆体片と嵩高物前駆体片とから選択される互いに異なる種類の葉片物を含む、各種の葉片物が積層されて嵩高体前駆体片積層体が作られてもよい。積層される葉片物として紙や金属板等のシート状物や板の片が含まれていてもよい。
【0080】
本発明の嵩高体前駆体は、必要に応じて所定の形状に切断後、場合によっては積層し、加熱して厚みを回復させて嵩高体、嵩高体片あるいは嵩高体積層体となして、軽量厚手パネル材として、立体グリーティングカード、卓上カレンダー、写真立て、立体模型、打ち抜き形状の玩具、デイスプレイ文字作成用要素材、デイスプレイ板、デイスプレイ用片、ラベル、緩衝材、断熱材、吸音材、仕切り材、スタンプ、レプリカ、ペンダント、アクセサリ、内装材、履物の中間素材、靴の中敷、家具や鞄類や履物類や雑貨品の表面材や装丁用材、マット、等に好適に用いられる。
【0081】
その他、本発明は、主旨を逸脱しない範囲で当業者の知識に基づき種々なる改良、修正、変更を加えた態様で実施できるものである。
【図面の簡単な説明】
【0082】
【図1】本発明の嵩高体前駆体の構成を示す側面模式図である。
【図2】本発明の嵩高体前駆体より得られる嵩高体前駆体片の構造を示す斜視模式図である。
【図3】本発明の嵩高体前駆体より得られる嵩高体片の構造を示す斜視模式図である。
【図4】本発明の嵩高体前駆体の他の態様の構成の一例を示す側面模式図である。
【図5】図4に示す嵩高体前駆体より得られる嵩高体片の構造を示す斜視模式図である。
【図6】本発明の嵩高体前駆体のさらに他の態様の構成の一例を示す側面模式図である。
【図7】本発明の嵩高体前駆体のまたさらに他の態様の構成の一例を示す側面模式図である。
【図8】本発明の嵩高体前駆体の図1に示す態様とは異なる態様の構成の一例を示す側面模式図である。
【図9】本発明の嵩高体前駆体の図8に示す態様とは異なる態様の構成の一例を示す側面模式図である。
【図10】本発明の嵩高体前駆体の図1に示す態様とはさらに異なる態様の構成の一例を示す側面模式図である。
【図11】本発明の嵩高体前駆体に用いられる圧縮されるまえの多孔シートの態様の一例を示す側面模式図である。
【図12】図11に示す圧縮されるまえの多孔シートから得られる本発明の嵩高体前駆体の態様を示す側面模式図である。
【図13】図12に示す本発明の嵩高体前駆体が加熱されて得られる嵩高体の態様を示す側面模式図である。
【図14】図12に示す本発明の嵩高体前駆体から得られる嵩高体前駆体片が加熱されて得られる嵩高体片の態様を示す側面模式図である。
【図15】図15(a)は図12に示す本発明の嵩高体前駆体がインク層を備えた状態を示す側面模式図、図15(b)はこの嵩高体前駆体が加熱されて得られる嵩高体の態様を示す側面模式図である。
【図16】図16(a)は図12に示す嵩高体前駆体とは異なる本発明の嵩高体前駆体の態様を示す側面模式図であり、図16(b)はこの嵩高体前駆体が加熱されて得られる嵩高体の態様を示す側面模式図である。
【図17】嵩高体前駆体から、曲面に印刷された状態を容易に得る態様を段階的に説明する、側面模式図である。
【図18】本発明の嵩高体前駆体片積層体の態様を示す側面模式図である。
【図19】図18に示す嵩高体前駆体片積層体が加熱されて得られる嵩高体積層体の態様を示す側面模式図である。
【図20】本発明の嵩高体前駆体片積層体の他の態様を示す斜視模式図である。
【符号の説明】
【0083】
2、2a、2b、2k、2kk:嵩高体前駆体
4、4a:圧縮された多孔シート
6:シート状物
6´:他のシート状物
8:厚みが回復した多孔シート
12:嵩高体前駆体片
12−1、12−2、12−3、12−4、12−5、12−6:嵩高体前駆体片(葉片物)14、14b:嵩高体片
16:粘着層
17、17a:インク受容面
19:インク層
26:剥離シート
44:多孔シートの層
66:シート状物の層
77:積層物
100、100a:嵩高体前駆体片積層体
【特許請求の範囲】
【請求項1】
形状記憶性を有し厚さ方向に圧縮された多孔シートの層と、
シート状物の層と
を備える積層物から構成される嵩高体前駆体。
【請求項2】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である請求項1に記載の嵩高体前駆体。
【請求項3】
前記多孔シートの層が、一の前記シート状物の層と他の前記シート状物の層との間に配された請求項1または2に記載の嵩高体前駆体。
【請求項4】
前記シート状物のうちの少なくとも1つが最外層に配され、最外層に配された前記シート状物の外面がインク受容面である請求項1ないし3のいずれかに記載の嵩高体前駆体。
【請求項5】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である嵩高体前駆体。
【請求項6】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、該圧縮された多孔シートの少なくとも片面がインク受容面である嵩高体前駆体。
【請求項7】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり、前記圧縮された多孔シートの該曲面を含むがわの面が前記インク受容面である請求項6に記載の嵩高体前駆体。
【請求項8】
前記インク受容面にインク層が形成された請求項4、6、7のいずれかに記載の嵩高体前駆体。
【請求項9】
前記インク受容面を表面とし裏面に粘着層が設けられた請求項4、6、7、8のいずれかに記載の嵩高体前駆体。
【請求項10】
請求項1ないし9のいずれかに記載の嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片。
【請求項11】
請求項10に記載の嵩高体前駆体片、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片、から選択される複数の前駆体片を含む葉片物が積層されてなる嵩高体前駆体片積層体。
【請求項12】
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程、
該重畳物を厚さ方向に加圧加熱する加圧加熱工程、
該重畳物を加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該重畳物を除圧する工程
を含む嵩高体前駆体の製造方法。
【請求項13】
さらに、他のシート状物を準備する工程を含み、
前記重畳物となす工程が、該他のシート状物と、前記多孔シートと、前記シート状物とを、接着剤をそれぞれ間にして重畳し重畳物となす工程である請求項12に記載の嵩高体前駆体の製造方法。
【請求項14】
形状記憶性を有する多孔シートを準備する工程、
該多孔シートを厚さ方向に加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧する工程、
前記多孔シートの少なくとも片面にインク受容面を形成する工程
を含む嵩高体前駆体の製造方法。
【請求項15】
請求項1ないし9のいずれかに記載の嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
を含む嵩高体前駆体片の製造方法。
【請求項16】
請求項1ないし9のいずれかに記載の嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
該嵩高体前駆体片を加熱する工程
を含む嵩高体片の製造方法。
【請求項17】
請求項8に記載の嵩高体前駆体または、該嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片を準備する工程、
前記嵩高体前駆体または前記嵩高体前駆体片を加熱し、嵩高体または嵩高体片を得る工程、
前記嵩高体または嵩高体片を、該嵩高体または嵩高体片が室温まで降温するまえに外力により変形する工程、
前記嵩高体または嵩高体片を変形した状態で冷却する工程
を含む、変形された嵩高体または嵩高体片の製造方法。
【特許請求の範囲】
【請求項1】
形状記憶性を有し厚さ方向に圧縮された多孔シートの層と、
シート状物の層と
を備える積層物から構成される嵩高体前駆体。
【請求項2】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である請求項1に記載の嵩高体前駆体。
【請求項3】
前記多孔シートの層が、一の前記シート状物の層と他の前記シート状物の層との間に配された請求項1または2に記載の嵩高体前駆体。
【請求項4】
前記シート状物のうちの少なくとも1つが最外層に配され、最外層に配された前記シート状物の外面がインク受容面である請求項1ないし3のいずれかに記載の嵩高体前駆体。
【請求項5】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である嵩高体前駆体。
【請求項6】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、該圧縮された多孔シートの少なくとも片面がインク受容面である嵩高体前駆体。
【請求項7】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり、前記圧縮された多孔シートの該曲面を含むがわの面が前記インク受容面である請求項6に記載の嵩高体前駆体。
【請求項8】
前記インク受容面にインク層が形成された請求項4、6、7のいずれかに記載の嵩高体前駆体。
【請求項9】
前記インク受容面を表面とし裏面に粘着層が設けられた請求項4、6、7、8のいずれかに記載の嵩高体前駆体。
【請求項10】
請求項1ないし9のいずれかに記載の嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片。
【請求項11】
請求項10に記載の嵩高体前駆体片、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片、から選択される複数の前駆体片を含む葉片物が積層されてなる嵩高体前駆体片積層体。
【請求項1】
形状記憶性を有し厚さ方向に圧縮された多孔シートの層と、
シート状物の層と
を備える積層物から構成される嵩高体前駆体。
【請求項2】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である請求項1に記載の嵩高体前駆体。
【請求項3】
前記多孔シートの層が、一の前記シート状物の層と他の前記シート状物の層との間に配された請求項1または2に記載の嵩高体前駆体。
【請求項4】
前記シート状物のうちの少なくとも1つが最外層に配され、最外層に配された前記シート状物の外面がインク受容面である請求項1ないし3のいずれかに記載の嵩高体前駆体。
【請求項5】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である嵩高体前駆体。
【請求項6】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、該圧縮された多孔シートの少なくとも片面がインク受容面である嵩高体前駆体。
【請求項7】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり、前記圧縮された多孔シートの該曲面を含むがわの面が前記インク受容面である請求項6に記載の嵩高体前駆体。
【請求項8】
前記インク受容面にインク層が形成された請求項4、6、7のいずれかに記載の嵩高体前駆体。
【請求項9】
前記インク受容面を表面とし裏面に粘着層が設けられた請求項4、6、7、8のいずれかに記載の嵩高体前駆体。
【請求項10】
請求項1ないし9のいずれかに記載の嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片。
【請求項11】
請求項10に記載の嵩高体前駆体片、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片、から選択される複数の前駆体片を含む葉片物が積層されてなる嵩高体前駆体片積層体。
【請求項12】
形状記憶性を有する多孔シートとシート状物とを準備する工程、
該多孔シートと、該シート状物とを接着剤を間にして重畳し重畳物となす工程、
該重畳物を厚さ方向に加圧加熱する加圧加熱工程、
該重畳物を加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該重畳物を除圧する工程
を含む嵩高体前駆体の製造方法。
【請求項13】
さらに、他のシート状物を準備する工程を含み、
前記重畳物となす工程が、該他のシート状物と、前記多孔シートと、前記シート状物とを、接着剤をそれぞれ間にして重畳し重畳物となす工程である請求項12に記載の嵩高体前駆体の製造方法。
【請求項14】
形状記憶性を有する多孔シートを準備する工程、
該多孔シートを厚さ方向に加圧加熱する加圧加熱工程、
該多孔シートを加圧状態で該加圧加熱工程における加熱温度より低い温度に冷却する工程、
該多孔シートを除圧する工程、
前記多孔シートの少なくとも片面にインク受容面を形成する工程
を含む嵩高体前駆体の製造方法。
【請求項15】
請求項1ないし9のいずれかに記載の嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
を含む嵩高体前駆体片の製造方法。
【請求項16】
請求項1ないし9のいずれかに記載の嵩高体前駆体を切断して嵩高体前駆体片と成す工程、
該嵩高体前駆体片を加熱する工程
を含む嵩高体片の製造方法。
【請求項17】
請求項8に記載の嵩高体前駆体または、該嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片を準備する工程、
前記嵩高体前駆体または前記嵩高体前駆体片を加熱し、嵩高体または嵩高体片を得る工程、
前記嵩高体または嵩高体片を、該嵩高体または嵩高体片が室温まで降温するまえに外力により変形する工程、
前記嵩高体または嵩高体片を変形した状態で冷却する工程
を含む、変形された嵩高体または嵩高体片の製造方法。
【特許請求の範囲】
【請求項1】
形状記憶性を有し厚さ方向に圧縮された多孔シートの層と、
シート状物の層と
を備える積層物から構成される嵩高体前駆体。
【請求項2】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である請求項1に記載の嵩高体前駆体。
【請求項3】
前記多孔シートの層が、一の前記シート状物の層と他の前記シート状物の層との間に配された請求項1または2に記載の嵩高体前駆体。
【請求項4】
前記シート状物のうちの少なくとも1つが最外層に配され、最外層に配された前記シート状物の外面がインク受容面である請求項1ないし3のいずれかに記載の嵩高体前駆体。
【請求項5】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面である嵩高体前駆体。
【請求項6】
形状記憶性を有し厚さ方向に圧縮された多孔シートを含んでなり、該圧縮された多孔シートの少なくとも片面がインク受容面である嵩高体前駆体。
【請求項7】
圧縮されるまえの多孔シートの少なくとも片面の少なくとも一部分が曲面であり、前記圧縮された多孔シートの該曲面を含むがわの面が前記インク受容面である請求項6に記載の嵩高体前駆体。
【請求項8】
前記インク受容面にインク層が形成された請求項4、6、7のいずれかに記載の嵩高体前駆体。
【請求項9】
前記インク受容面を表面とし裏面に粘着層が設けられた請求項4、6、7、8のいずれかに記載の嵩高体前駆体。
【請求項10】
請求項1ないし9のいずれかに記載の嵩高体前駆体が葉片に切断されてなる嵩高体前駆体片。
【請求項11】
請求項10に記載の嵩高体前駆体片、形状記憶性を有し厚さ方向に圧縮された多孔シートが葉片に切断されてなる嵩高物前駆体片、から選択される複数の前駆体片を含む葉片物が積層されてなる嵩高体前駆体片積層体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2006−289762(P2006−289762A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2005−113079(P2005−113079)
【出願日】平成17年4月11日(2005.4.11)
【出願人】(301005681)株式会社コクヨ工業滋賀 (4)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成17年4月11日(2005.4.11)
【出願人】(301005681)株式会社コクヨ工業滋賀 (4)
【Fターム(参考)】
[ Back to top ]