
工具の表面改質方法および工具
【課題】表面硬さが比較的高い素材に対して強化粒子を移着させることができる工具の表面改質方法および工具を提供すること。
【解決手段】ショットSが超硬合金の仮焼結材から構成されるので、工具Wの表面に到達したショットSを粉砕させ、ショットSを構成していた各タングステンカーバイトの粒子のそれぞれを工具Wの表面に衝突させることができる。よって、ショットSに大きな運動エネルギーを与えた状態で、工具Wの表面に到達させつつ、粉砕により、粒子径の小さなタングステンカーバイトの粒子を衝突させ、工具Wの表面に食い込む際の抵抗を小さくできる。その結果、比較的硬度が高い工具Wであっても、その表面に効率的にタングステンカーバイトの粒子を移着させることができる。
【解決手段】ショットSが超硬合金の仮焼結材から構成されるので、工具Wの表面に到達したショットSを粉砕させ、ショットSを構成していた各タングステンカーバイトの粒子のそれぞれを工具Wの表面に衝突させることができる。よって、ショットSに大きな運動エネルギーを与えた状態で、工具Wの表面に到達させつつ、粉砕により、粒子径の小さなタングステンカーバイトの粒子を衝突させ、工具Wの表面に食い込む際の抵抗を小さくできる。その結果、比較的硬度が高い工具Wであっても、その表面に効率的にタングステンカーバイトの粒子を移着させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、工具の表面改質方法および工具に関し、特に、表面硬さが比較的高い素材に対して強化粒子を移着させることができる工具の表面改質方法および工具に関するものである。
【背景技術】
【0002】
アルミニウム合金やマグネシウム合金は、軽量化が要求される各種の分野、例えば、自動車や鉄道車両、航空機などに広く使用されている。これらアルミニウム合金等は、軽量である一方、強度が比較的低いため、その機械的強度を高めるための種々の技術が提案されている。
【0003】
例えば、特許文献1には、ブラスト装置により投射された強化粒子(純タングステンやタングステン合金などの粒子)を、アルミニウム合金の表面に衝突させることで、アルミニウム合金の表面に強化粒子を分散(移着)させ、機械的強度を高める技術が開示される。この技術によれば、処理対象の形状によらず、その表面に強化粒子層を形成することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−185339号(例えば、段落0048,0053及び第1図(A)など)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した従来の技術では、アルミニウム合金やマグネシウム合金などの表面硬さが比較的低い素材に処理対象が限定されるという問題点があった。即ち、ダイス鋼やハイス鋼などの表面硬さが比較的高い素材に対しては、上述した技術では、強化粒子を移着させることが困難となる。
【0006】
本発明は、上述した問題点を解決するためになされたものであり、表面硬さが比較的高い素材に対して強化粒子を移着させることができる工具の表面改質方法および工具を提供することを目的としている。
【課題を解決するための手段および発明の効果】
【0007】
請求項1記載の工具の表面改質方法によれば、ショットピーニングにより工具の表面に投射されるショットが、超硬合金の仮焼結材から構成されるので、比較的硬度が高い工具の表面にタングステンカーバイトを移着させ易くすることができる。
【0008】
即ち、比較的硬度が高い工具の表面にショットを投射する場合、ショットの粒子径が小さいと、ショットに十分な運動エネルギーを付与することができない(即ち、投射されたショットの運動エネルギーは重量に比例する)ので、ショットを工具の表面に移着させることができない。一方、ショットの粒子径が大きくなるに従い、ショットが工具の表面に食い込む際の抵抗が急増するので、現実的なショットの投射最大速度では、工具の表面に移着させることが困難となる。よって、純タングステンカーバイトやタングステンカーバイト合金を投射する従来技術では、比較的硬度が高い工具の表面に移着させることが困難となる。
【0009】
これに対し、請求項1では、ショットが超硬合金の仮焼結材から構成されるので、工具の表面に到達したショットを粉砕させ、ショットを構成していた各タングステンカーバイトの粒子のそれぞれを工具の表面に衝突させることができる。
【0010】
即ち、投射時には、ショットの粒子径を大きくしておけるので、そのショットに大きな運動エネルギーを与えた状態で、工具の表面に到達させることができる。一方、工具の表面に到達すると、粉砕により、粒子径の小さなタングステンカーバイトの粒子として、衝突させることができ、その結果、工具の表面に食い込む際の抵抗を小さくできる。このように、大きな運動エネルギーを付与しつつ、粒子径が小さくされた状態で衝突させることができるので、比較的硬度が高い工具であっても、その表面に効率的にタングステンカーバイトの粒子を移着させることができる。
【0011】
請求項2記載の工具の表面改質方法によれば、請求項1記載の工具の表面改質方法の奏する効果に加え、仮焼結材の平均粒子径を800μm以下としたので、投影面積を小さくして、空気抵抗を抑制することで、投射速度を高くすることができる。一方、仮焼結材の平均粒子径を140μm以上としたので、粒子の重量を確保することができる。よって、超硬合金に比べて比重の小さな仮焼結材であっても、投射速度および重量を確保して、運動エネルギーを大きくすることができる。その結果、比較的硬度が高い工具の表面にタングステンカーバイトを移着させ易くすることができる。
【0012】
請求項3記載の工具の表面改質方法によれば、請求項1又は2に記載の工具の表面改質方法の奏する効果に加え、仮焼結材の総重量に対し、コバルト(Co)を16wt%以下としたので、コバルトによる結合力が高くなり過ぎることを抑制することができる。よって、ショットを確実に粉砕させ、粒子径が小さくされた状態でタングステンカーバイト(WC)を工具の表面に衝突させることができる。即ち、工具の表面へ食い込む際の抵抗を小さくすることができる。一方、仮焼結材の総重量に対し、コバルトを3wt%以上としたので、コバルトによる結合力を確保することができる。よって、工具の表面に到達する前にショットが粉砕され、衝突速度が低下することを抑制することができる。即ち、運動エネルギーを確保した状態で、工具の表面にショットを衝突させることができる。その結果、比較的硬度が高い工具の表面にタングステンカーバイトを移着させ易くすることができる。
【0013】
請求項4記載の工具の表面改質方法によれば、請求項1から3のいずれかに記載の工具の表面改質方法の奏する効果に加え、6kgf/平方cm以下の圧力では崩壊しない強度を仮焼結材が有するので、工具の表面に到達する前にショットが粉砕されることを抑制することができる。よって、粉砕により投射速度が低下することを抑制できる。即ち、運動エネルギーを確保した状態で、ショットを工具の表面に衝突させることができるので、比較的硬度が高い工具であっても、その表面にタングステンカーバイトを移着させ易くすることができる。
【0014】
請求項5記載の工具の表面改質方法によれば、請求項1から4のいずれかに記載の工具の表面改質方法の奏する効果に加え、タングステンカーバイトの粒子の移着により、耐摩耗性が向上された工具を得ることができるだけでなく、ダイス鋼または高速度工具鋼から工具を構成することで、剛性が確保された工具を得ることができる。なお、アルミニウム合金を処理対象とする従来技術では、処理表面の耐摩耗性が向上しても、工具自体の剛性を確保することができない。
【0015】
即ち、このような比較的硬度が高い素材の工具を表面改質の対象とすることは、従来の純タングステンカーバイトやタングステンカーバイト粒子を投射する技術では不可能であり、本発明のように、超硬合金の仮焼結材からショットを構成したことで、初めて対象とすることが可能となったものであり、これにより、工具自体の剛性の確保と加工面(処理表面)の耐磨耗性の向上とが同時に達成された工具を得ることができる。
【0016】
請求項6記載の工具の表面改質方法によれば、請求項2から5のいずれかに記載の工具の表面改質方法の奏する効果に加え、ショットの投射圧を重力式および直圧式の両者において0.1MPa以上とするので、ショットの投射速度を確保して、工具の表面へのタングステンカーバイトの移着を確実に行うことができる。一方、ショットの投射圧を、重力式の場合は0.6MPa以下であって直圧式の場合は0.3MPa以下とするので、1のタングステンカーバイトが衝突した後、次の投射により別のタングステンカーバイトが同じ箇所に再度衝突した際に、その箇所が削り取られてしまう、即ち、タングステンカーバイトの移着した箇所が消失することを抑制することができる。
【0017】
請求項7記載の工具によれば、請求項1から6のいずれかに記載の工具の表面改質方法により表面が改質されるので、加工面(処理表面)の耐磨耗性を確保して、耐久性の向上を図ることができる。特に、請求項5のように、工具をダイス鋼または高速度工具鋼から構成する場合には、工具自体の剛性を確保して、加工精度の向上を図ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施に使用される一実施の形態におけるショットピーニング装置の概要模式図である。
【図2】ショットの粒子径および投射圧と工具の処理表面の硬度との関係を図示する表である。
【図3】本願処理品の切削長さと無処理品の切削長さとを図示するグラフである。
【図4】工具Wの断面を電子顕微鏡により撮影した写真である。
【発明を実施するための形態】
【0019】
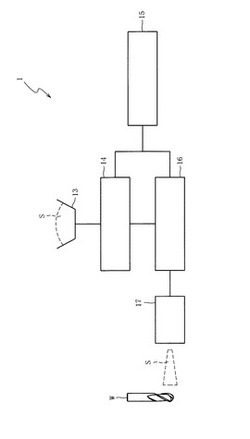
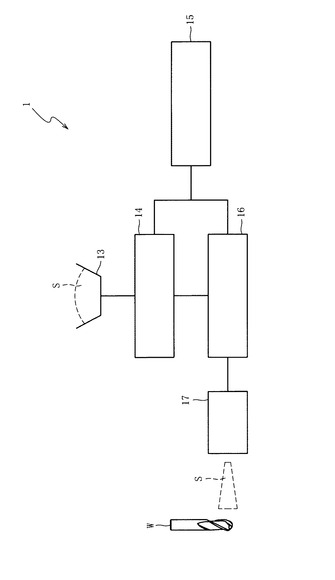
以下、本発明の好ましい実施の形態について添付図面を参照して説明する。まず、図1を参照して、ショットピーニング装置1について説明する。図1は、本発明の実施に使用される一実施の形態におけるショットピーニング装置1の概要模式図である。
【0020】
図1に示すように、ショットピーニング装置1は、ショットSをノズル17から処理対象物(以下「工具W」と称す)に投射することで、その工具Wの表面改質を行うための装置であり、ショットSを収容するホッパ13が収容口を上方へ向けて配設される。
【0021】
なお、本実施の形態では、後述するように、ショットSが超硬合金の仮焼結材から構成される。また、工具Wは、切削加工に用いるエンドミルであり、高速度工具鋼から構成される。
【0022】
ホッパ13の取出し口には、配管を介して、加圧タンク14が接続され、加圧タンク14の下流側にはミキサ16が接続される。また、加圧タンク14及びミキサ16には、圧縮空気の供給源として構成されるエア供給源15が接続される。よって、ホッパ13に収容されたショットSは、加圧タンク14から、圧縮空気と共に、ミキサ16へ圧送されると共に、ミキサ16から、圧縮空気と共に、ノズル17へ圧送される。これにより、ノズル17から工具WへショットSが投射される。
【0023】
次いで、ショットSの詳細構成について説明する。ショットSは、超硬合金製の仮焼結材から構成される。即ち、ショットSは、タングステンカーバイト(WC)及びコバルト(Co)に対し、チタン(Ti)、タンタル(Ta)又はニオブ炭化物(Nb炭化物)などの一部または全部を混合し、所定の粒子径(例えば、20μm〜800μm)に造粒したものを、真空雰囲気(例えば、1.3Pa〜13Pa)中において、焼結温度以下の温度(例えば、700℃〜1200℃)で加熱し、タングステンカーバイトの粒子間をコバルトの固相結合により固着させて得られた、比重6.5〜8.0の仮焼結材として構成される。
【0024】
このように、ショットSは、超硬合金製の仮焼結材から構成されるので、工具Wの表面にショットSが到達すると、ショットSが粉砕され、その結果、ショットSを構成していた各タングステンカーバイトの粒子(強化粒子)のそれぞれを工具Wの表面に衝突させることができる。
【0025】
よって、投射時には、ショットSの粒子径を大きくして、そのショットSに大きな運動エネルギーを与えた状態で、工具Wの表面に到達させることができる。一方、工具Wの表面に到達すると、粉砕により、粒子径の小さなタングステンカーバイトの粒子として、衝突させることができ、工具Wの表面に食い込む際の抵抗を小さくできる。このように、大きな運動エネルギーを付与しつつ、粒子径が小さくされた状態で衝突させることができるので、比較的硬度が高い工具Wであっても、その表面に効率的にタングステンカーバイトの粒子を移着させることができる。
【0026】
ショットSを構成する仮焼結材は、その平均粒子径を、140μm〜800μmの範囲に設定することが好ましい。仮焼結材として構成したことで、比重が比較的小さくなるため、投射の際の空気抵抗の影響が大きくなるところ、平均粒子径を800μm以下とすることで、投影面積を小さくして、空気抵抗を抑制することができ、その結果、投射速度を高くすることができる。一方、平均粒子径を140μm以上とすることで、空気抵抗の影響を抑制しつつ、粒子の重量を確保することができる。
【0027】
これにより、比重が比較的小さくなる仮焼結材であっても、投射速度および重量の両者を確保して、運動エネルギーを大きくすることができる。その結果、比較的硬度が高い工具Wの表面にタングステンカーバイトを移着させ易くすることができる。
【0028】
なお、タングステンカーバイトは、ショットS(仮焼結材)を仮焼結する前の状態において、その粒子径が、0.5μm〜10μmとされる。このタングステンカーバイトの粒子径は、表面改質の処理対象となる工具Wの素材に応じて適宜変更される。
【0029】
仮焼結材の各成分は、総重量に対し、3wt%〜16wt%がコバルト(Co)、0wt%〜10wt%がチタン(Ti)、タンタル(Ta)又はニオブ炭化物(Nb炭化物)の内の一部または全部とされ、残部がタングステンカーバイト(WC)とされる。なお、チタン、タンタル及びニオブ炭化物の含有量はこれら3成分の合計wt%を最大で10wt%とする趣旨であり、それら3成分の比率は問わない。また、これら3成分を含まない(即ち、チタン、タンタル及びニオブ炭化物の含有量をそれぞれ0wt%とする)組成としても良い。
【0030】
このように、ショットS(仮焼結材)の総重量に対し、コバルトを16wt%以下とすることで、コバルトによる結合力を抑制することができる。よって、ショットSを確実に粉砕させ、粒子径が小さくされた状態(即ち、コバルトにより結合されていた各タングステンカーバイトの粒子にそれぞれを分解した形)でタングステンカーバイトを工具Wの表面に衝突させることができる。よって、工具Wの表面へ食い込む際の抵抗を小さくすることができる。
【0031】
一方、ショットS(仮焼結材)の総重量に対し、コバルトを3wt%以上とすることで、コバルトによる結合力を最低限確保することができる。よって、工具Wの表面に到達する前にショットSが粉砕され、衝突速度が低下することを抑制することができる。即ち、運動エネルギーを確保した状態で、工具Wの表面にショットSを衝突させることができる。その結果、比較的硬度が高い工具Wの表面にタングステンカーバイトを移着させ易くすることができる。
【0032】
このような組成に加え、ショットSを構成する仮焼結材は、6kgf/平方cm以下の圧力では崩壊しない強度を有することが好ましい。ショットS(仮焼結材)がこの強度を有すれば、工具Wの表面に到達する前にショットSが粉砕されることを抑制することができる。よって、粉砕により投射速度が低下することを抑制できる。即ち、運動エネルギーを確保した状態で、ショットSを工具Wの表面に衝突させることができるので、比較的硬度が高い工具Wの表面にタングステンカーバイトを移着させ易くすることができる。
【0033】
なお、ショットS(仮焼結材)の強度試験は、ショットSを圧力容器内に収容し、その圧力容器の圧力を6kgf/平方cmまで昇圧した後、圧力を開放し、ショットSの状態を目視により確認することで行われる。目視による確認の結果、ショットSが試験前と同じ形状を維持している(粒子が崩壊していない)場合に、6kgf/平方cm以下の圧力では崩壊しない強度を有すると判断される。
【0034】
この強度試験により、ショットS(仮焼結材)の崩壊強度の適否を正確に把握することができる。例えば、2枚の平板の間に粒子を挟んで、平板間で押圧することで、その粒子の崩壊強度を測定する形態も考えられるが、その形態では、押圧力が均等に作用せず、部分的に偏った荷重により粒子が崩壊する。また、仮焼結材を立方体などの形状に焼結し、それを試験片として、同様の試験(2枚の平板の間で押圧する試験)を行う形態も考えられるが、いずれの場合も、ショットピーニングにより投射された粒子の崩壊強度とは異なる強度を測定することとなる。これに対し、本実施の形態における強度試験によれば、ショットピーニングにより投射された粒子に近い状態を再現できるので、その崩壊強度をより正確に把握することができる。
【0035】
ショットSを工具Wに投射する場合、重力式のショットピーニング装置を使用してショットSを投射する場合には、ショットSの投射圧を0.1MPa〜0.6MPaに設定し、図1に示す直圧式のショットピーニング装置1を使用してショットSを投射する場合には、ショットSの投射圧を0.1MPa〜0.3MPaに設定する。なお、投射圧とは、ノズル17からの投射圧力を意味する。
【0036】
このように、ショットSの投射圧を、重力式および直圧式の両者において0.1MPa以上とすることで、ショットSの投射速度を確保して、工具Wの表面へのタングステンカーバイトの移着を確実に行うことができる。一方、ショットSの投射圧を、重力式の場合は0.6MPa以下であって直圧式の場合は0.3MPa以下とすることで、付与される運動エネルギーが過大となり、1のタングステンカーバイトが衝突した後、次の投射により別のタングステンカーバイトが同じ箇所に再度衝突した際に、その箇所が削り取られてしまう、即ち、タングステンカーバイトの移着した箇所が消失することを抑制することができる。
【0037】
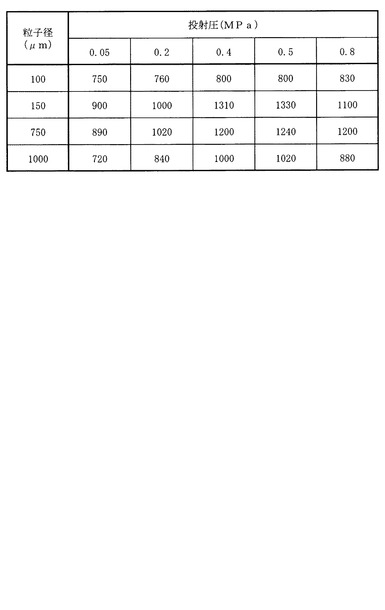
次いで、図2を参照して、ショットSを工具Wへ投射して行った工具Wの表面改質の試験結果について説明する。図2は、ショットSの粒子径および投射圧に対する工具Wの処理表面の硬度との関係を図示する表である。
【0038】
図2に示す表において、左欄の「粒子径(μm)」は、ショットSを構成する仮焼結材の粒子径の値であり、上欄の「投射圧(MPa)」は、ショットSの投射圧の値である。なお、ショットピーニング装置は、図1に示す直圧式のショットピーニング装置1ではなく、重力式のショットピーニング装置を使用した。
【0039】
本試験では、総重量の87wt%のタングステンカーバイト及び9wt%のコバルトに対し、チタン、タンタル及びニオブ炭化物を合計5wt%混合し、「粒子径」100μm〜1000μmの4種類の粒子径に仮焼結した仮焼結材を使用した。その比重は7.2であり、上述した崩壊強度は各粒子径において同等であった。また、工具Wは、ダイス鋼から構成し、その硬度は、700HVであった。
【0040】
図2に示すように、「粒子径」が100μmの場合、「投射圧」0.05MPa、0.2MPa、0.4MPa、0.5MPa及び0.8MPaに対し、工具Wの処理表面の硬度は、750HV、760HV、800HV、800HV及び830HVとなり、表面改質前と比較して、増加した。「粒子径」の増加に伴って、工具Wの処理表面の硬度が増加するのは、投射される粒子の運動エネルギーが増加することに起因する。
【0041】
この場合、工具Wの処理表面の硬度は、表面改質前に比較して、増加するが、その硬度の増加量が不十分であった。工具Wの表面にタングステンカーバイトを移着させるためには、ショットS(仮焼結材)に十分な運動エネルギーを付与しておく必要があるところ、「粒子径」が100μmでは、比重が比較的小さいことから、粒子の重量が不足するため、タングステンカーバイトを十分に移着させるために必要な運動エネルギーをショットSに付与することができないことが判明した。特に、「投射圧」が0.2MPaまでの範囲では、タングステンカーバイトの移着がほとんど認められなかった。
【0042】
「粒子径」が150μmの場合、「投射圧」0.05MPa、0.2MPa、0.4MPa、0.5MPaに対し、工具Wの処理表面の硬度は、900HV、1000HV、1310HV、1330HVとなり、「粒子径」が750μmの場合、「投射圧」0.05MPa、0.2MPa、0.4MPa、0.5MPaに対し、工具Wの処理表面の硬度は、890HV、1020HV、1200HV、1240HVとなり、両者共に表面改質前と比較して、増加した。
【0043】
このように、「粒子径」が150μm及び750μmの場合、工具Wの処理表面の硬度を十分に増加させられることが確認された。「粒子径」100μmの場合と比較して、粒子の重量が大きくなり、工具Wの処理表面にタングステンカーバイトを移着させるために必要な運動エネルギーをショットS(仮焼結材)に十分に付与することができた。
【0044】
但し、この場合(「粒子径」=150μm及び750μm)、「投射圧」が0.05MPaであると、工具Wの処理表面の硬度は十分に増加しないことが判明した。これは、「投射圧」が低く、投射速度が確保できなかったため、粒子に十分な運動エネルギーを付与できなかったことに起因する。
【0045】
なお、「粒子径」750μmの場合は、「粒子径」150μmの場合に比較して、粒子の重量が大きくなるにも関わらず、工具Wの処理表面の硬度が同等か若干低くなった。これは、「粒子径」750μmの粒子では、「粒子径」100μmの粒子に比較して、投影面積が大きくなり、空気抵抗が増加するため、投射速度の低下を招いた結果である。
【0046】
また、「粒子径」が150μm及び750μmの場合、「投射圧」0.05MPa〜0.5MPaの範囲では、その増加に伴い、工具Wの処理表面の硬度も増加する傾向であったのに対し、「投射圧」が0.8MPaに達すると、工具Wの処理表面の硬度が減少した。これは、「投射圧」が高く、ショットSの運動エネルギーが過大となったため、1のタングステンカーバイトが衝突した後、次の投射により別のタングステンカーバイトが同じ箇所に再度衝突した際に、その箇所が削り取られ、タングステンカーバイトの移着した箇所が消失したことに起因する。
【0047】
「粒子径」が1000μmの場合、「投射圧」0.2MPa、0.4MPa、0.5MPaに対し、工具Wの処理表面の硬度は、840HV、1000HV、1020HVとなり、表面改質前からは、増加したが、「粒子径」750μmの場合と比較して、硬度の増加量自体は減少した。これは、「粒子径」が1000μmでは、粒子の投影面積が大きくなり、空気抵抗が増加したため、投射速度が低下したことに起因する。
【0048】
この場合(「粒子径」=1000μm)、「投射圧」が0.05MPaでは、工具Wの処理表面へのタングステンカーバイトの移着はほとんど認められなかった。「粒子径」が大きく、空気抵抗が増加する一方、「投射圧」が低いため、十分な投射速度を得ることができず、よって、タングステンカーバイトを移着させるために必要な運動エネルギーをショットS(仮焼結材)に付与することができないことに起因する。
【0049】
また、この場合(「粒子径」=1000μm)、「投射圧」が0.8MPaに達すると、工具Wの処理表面の硬度が減少した。これは、「粒子径」が150μm及び750μmの場合と同様に、「投射圧」が高く、ショットSの運動エネルギーが過大となったため、別のタングステンカーバイトの再衝突により、先のタングステンカーバイトの移着していた箇所が消失したことに起因する。
【0050】
このように、工具Wの処理表面の硬度を増加させるためには、「粒子径」を所定値(100μm以上かつ150μm以下の値)よりも大きくして、重量を確保しつつ、「粒子径」を所定値(750μm以上かつ1000μm以下の値)よりも小さくして、空気抵抗を抑制し、かつ、「投射圧」を所定値(0.05MPa以上かつ0.2MPa以下の値)よりも大きくして、粒子に十分な運動エネルギーを付与しつつ、「投射圧」を所定値(0.5MPa以上かつ0.8MPa以下の値)よりも小さくして、工具Wの処理表面が削り取られることを抑制する必要のあることが判明した。
【0051】
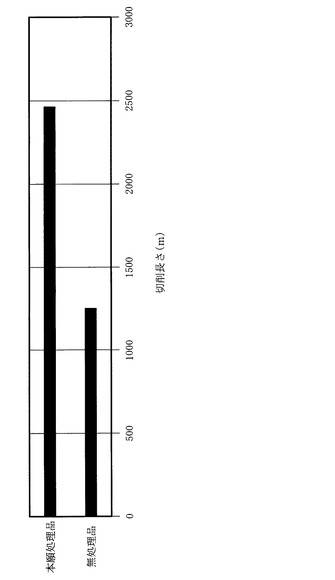
次いで、図3を参照して、表面改質後の工具Wを用いて行った切削試験の結果について説明する。この切削試験は、本発明の表面改質が施された工具W(以下「本願処理品」と称す)を、被切削面に沿って往復直線移動させ(切削速度:50m/sec)、その加工刃(ボール刃)に生じる磨耗幅が基準幅以上となるまでに切削可能な切削長さを測定する試験である。
【0052】
本願処理品は、高速度工具鋼製で、刃数が2枚、刃部の直径が10mmとされるスクエアエンドミルであり、その加工刃の全面(すくい面および逃げ面)に上述したショットSの投射による表面改質が施される。ショットSは、総重量の89wt%のタングステンカーバイト及び6wt%のコバルトに対し、チタン、タンタル及びニオブ炭化物を合計5wt%混合し、60μm〜140μmに粒子径が分布した仮焼結材(平均粒子径100μm)を使用した。その比重は7.2であり、崩壊強度は6kgf/平方cm以上である。また、重力式のショットピーニング装置を使用し、投射圧力は0.5MPaである。
【0053】
図3は、本願処理品の切削長さと無処理品の切削長さとを図示するグラフである。なお、無処理品と本願処理品との相違点は、表面改質の有無のみであり、他の構成は同一であるので、その説明は省略する。
【0054】
切削試験の結果、無処理品の切削長さが1250mであったのに対し、本願処理品の切削長さは、2460mであり、本発明の表面改質を施した結果、工具Wの耐摩耗性が向上し、切削長さが1.97倍に増加することが確認された。これは、本願処理品の処理表面に、高硬度(例えば、1600HV)のタングステンカーバイトが移着され、その処理表面(工具Wの加工面)に点在する硬質のタングステンカーバイト(強化粒子)がアブレシブ磨耗を低減させたことに起因する。
【0055】
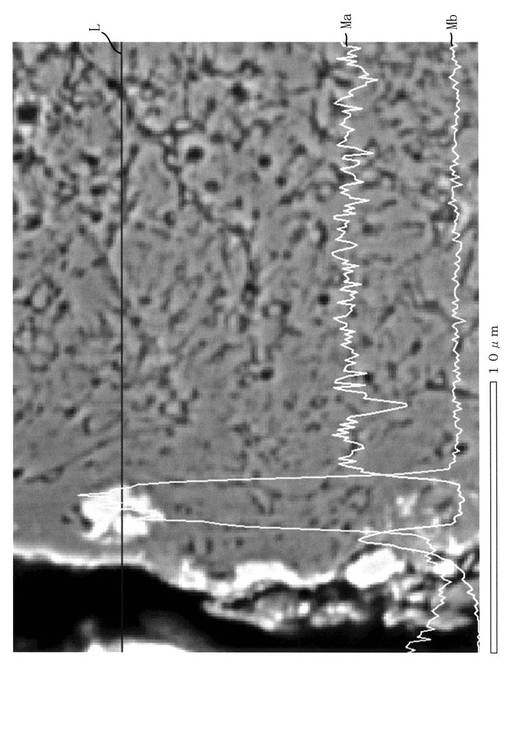
図4は、工具Wの断面を電子顕微鏡により撮影した写真であり、EPMA(Electron probe microanalysis)により工具Wの断面の元素組成を分析した結果が重ねて図示されている。なお、図4では、図4左側が工具Wの処理表面に対応する。即ち、ショットSの投射方向は、図4左側から図4右側へ向かう方向となる。
【0056】
EPMAによる分析は、工具Wの処理表面付近を切断し、その切断した断面を鏡面研磨した後、走査ラインLに沿って側定点を0.1μm毎に移動させつつ測定した。なお、測定結果は、測定点に対応する位置に、高速度工具鋼の分布が検出結果「Ma」として、タングステンカーバイトの分布が検出結果「Mb」として、図4中に図示される。また、分析対象となる工具Wは、上述した切削試験に用いた本願処理品と同等である。
【0057】
分析の結果、工具Wの内部(図4右側)側では、その素材となる高速度工具鋼の組成のみが確認される一方、工具Wの処理表面(図4左側)では、検出結果Maの減少に伴い、検出結果Mbが増加する箇所があり、タングステンカーバイトが移着していることが確認された。なお、このタングステンカーバイトの粒子径は2.5μmであり、表層から約4μmの深さまで没入されている。
【0058】
以上、実施の形態に基づき本発明を説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改良変形が可能であることは容易に推察できるものである。
【0059】
上記実施の形態で挙げた数値は一例であり、他の数値を採用することは当然可能である。特に、下限および上限を指定した数値範囲により特定される値は、その数値範囲内であれば、いずれの値を採用することも可能である。
【0060】
上記実施の形態では、工具Wがダイス鋼や高速度工具鋼から構成される場合を説明したが、必ずしもこれに限られるものではなく、他の材質を採用することは当然可能である。他の材質としては、例えば、炭素工具鋼や低合金工具鋼などが例示される。
【0061】
上記実施の形態では、工具Wが切削工具(ボールエンドミルやスクエアエンドミル)として構成される場合を説明したが、必ずしもこれに限られるものではなく、他の工具を採用する(本発明による表面改質の処理対象とする)ことは当然可能である。他のタイプとしては、例えば、転造工具やバニッシング工具などが例示される。
【0062】
上記実施の形態では、図1では直圧式のショットピーニング装置1を説明し、各試験においては重力式のショットピーニング装置を使用する場合を説明したように、使用するショットピーニング装置の種類は使用者が適宜選択すれば良い。
【0063】
上記実施の形態では、その説明を省略したが、ショット(粒子)の形状は、球形状であっても良く、或いは、鋭角形状であっても良い。
【符号の説明】
【0064】
1 ショットピーニング装置
S ショット
W 工具
【技術分野】
【0001】
本発明は、工具の表面改質方法および工具に関し、特に、表面硬さが比較的高い素材に対して強化粒子を移着させることができる工具の表面改質方法および工具に関するものである。
【背景技術】
【0002】
アルミニウム合金やマグネシウム合金は、軽量化が要求される各種の分野、例えば、自動車や鉄道車両、航空機などに広く使用されている。これらアルミニウム合金等は、軽量である一方、強度が比較的低いため、その機械的強度を高めるための種々の技術が提案されている。
【0003】
例えば、特許文献1には、ブラスト装置により投射された強化粒子(純タングステンやタングステン合金などの粒子)を、アルミニウム合金の表面に衝突させることで、アルミニウム合金の表面に強化粒子を分散(移着)させ、機械的強度を高める技術が開示される。この技術によれば、処理対象の形状によらず、その表面に強化粒子層を形成することができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−185339号(例えば、段落0048,0053及び第1図(A)など)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した従来の技術では、アルミニウム合金やマグネシウム合金などの表面硬さが比較的低い素材に処理対象が限定されるという問題点があった。即ち、ダイス鋼やハイス鋼などの表面硬さが比較的高い素材に対しては、上述した技術では、強化粒子を移着させることが困難となる。
【0006】
本発明は、上述した問題点を解決するためになされたものであり、表面硬さが比較的高い素材に対して強化粒子を移着させることができる工具の表面改質方法および工具を提供することを目的としている。
【課題を解決するための手段および発明の効果】
【0007】
請求項1記載の工具の表面改質方法によれば、ショットピーニングにより工具の表面に投射されるショットが、超硬合金の仮焼結材から構成されるので、比較的硬度が高い工具の表面にタングステンカーバイトを移着させ易くすることができる。
【0008】
即ち、比較的硬度が高い工具の表面にショットを投射する場合、ショットの粒子径が小さいと、ショットに十分な運動エネルギーを付与することができない(即ち、投射されたショットの運動エネルギーは重量に比例する)ので、ショットを工具の表面に移着させることができない。一方、ショットの粒子径が大きくなるに従い、ショットが工具の表面に食い込む際の抵抗が急増するので、現実的なショットの投射最大速度では、工具の表面に移着させることが困難となる。よって、純タングステンカーバイトやタングステンカーバイト合金を投射する従来技術では、比較的硬度が高い工具の表面に移着させることが困難となる。
【0009】
これに対し、請求項1では、ショットが超硬合金の仮焼結材から構成されるので、工具の表面に到達したショットを粉砕させ、ショットを構成していた各タングステンカーバイトの粒子のそれぞれを工具の表面に衝突させることができる。
【0010】
即ち、投射時には、ショットの粒子径を大きくしておけるので、そのショットに大きな運動エネルギーを与えた状態で、工具の表面に到達させることができる。一方、工具の表面に到達すると、粉砕により、粒子径の小さなタングステンカーバイトの粒子として、衝突させることができ、その結果、工具の表面に食い込む際の抵抗を小さくできる。このように、大きな運動エネルギーを付与しつつ、粒子径が小さくされた状態で衝突させることができるので、比較的硬度が高い工具であっても、その表面に効率的にタングステンカーバイトの粒子を移着させることができる。
【0011】
請求項2記載の工具の表面改質方法によれば、請求項1記載の工具の表面改質方法の奏する効果に加え、仮焼結材の平均粒子径を800μm以下としたので、投影面積を小さくして、空気抵抗を抑制することで、投射速度を高くすることができる。一方、仮焼結材の平均粒子径を140μm以上としたので、粒子の重量を確保することができる。よって、超硬合金に比べて比重の小さな仮焼結材であっても、投射速度および重量を確保して、運動エネルギーを大きくすることができる。その結果、比較的硬度が高い工具の表面にタングステンカーバイトを移着させ易くすることができる。
【0012】
請求項3記載の工具の表面改質方法によれば、請求項1又は2に記載の工具の表面改質方法の奏する効果に加え、仮焼結材の総重量に対し、コバルト(Co)を16wt%以下としたので、コバルトによる結合力が高くなり過ぎることを抑制することができる。よって、ショットを確実に粉砕させ、粒子径が小さくされた状態でタングステンカーバイト(WC)を工具の表面に衝突させることができる。即ち、工具の表面へ食い込む際の抵抗を小さくすることができる。一方、仮焼結材の総重量に対し、コバルトを3wt%以上としたので、コバルトによる結合力を確保することができる。よって、工具の表面に到達する前にショットが粉砕され、衝突速度が低下することを抑制することができる。即ち、運動エネルギーを確保した状態で、工具の表面にショットを衝突させることができる。その結果、比較的硬度が高い工具の表面にタングステンカーバイトを移着させ易くすることができる。
【0013】
請求項4記載の工具の表面改質方法によれば、請求項1から3のいずれかに記載の工具の表面改質方法の奏する効果に加え、6kgf/平方cm以下の圧力では崩壊しない強度を仮焼結材が有するので、工具の表面に到達する前にショットが粉砕されることを抑制することができる。よって、粉砕により投射速度が低下することを抑制できる。即ち、運動エネルギーを確保した状態で、ショットを工具の表面に衝突させることができるので、比較的硬度が高い工具であっても、その表面にタングステンカーバイトを移着させ易くすることができる。
【0014】
請求項5記載の工具の表面改質方法によれば、請求項1から4のいずれかに記載の工具の表面改質方法の奏する効果に加え、タングステンカーバイトの粒子の移着により、耐摩耗性が向上された工具を得ることができるだけでなく、ダイス鋼または高速度工具鋼から工具を構成することで、剛性が確保された工具を得ることができる。なお、アルミニウム合金を処理対象とする従来技術では、処理表面の耐摩耗性が向上しても、工具自体の剛性を確保することができない。
【0015】
即ち、このような比較的硬度が高い素材の工具を表面改質の対象とすることは、従来の純タングステンカーバイトやタングステンカーバイト粒子を投射する技術では不可能であり、本発明のように、超硬合金の仮焼結材からショットを構成したことで、初めて対象とすることが可能となったものであり、これにより、工具自体の剛性の確保と加工面(処理表面)の耐磨耗性の向上とが同時に達成された工具を得ることができる。
【0016】
請求項6記載の工具の表面改質方法によれば、請求項2から5のいずれかに記載の工具の表面改質方法の奏する効果に加え、ショットの投射圧を重力式および直圧式の両者において0.1MPa以上とするので、ショットの投射速度を確保して、工具の表面へのタングステンカーバイトの移着を確実に行うことができる。一方、ショットの投射圧を、重力式の場合は0.6MPa以下であって直圧式の場合は0.3MPa以下とするので、1のタングステンカーバイトが衝突した後、次の投射により別のタングステンカーバイトが同じ箇所に再度衝突した際に、その箇所が削り取られてしまう、即ち、タングステンカーバイトの移着した箇所が消失することを抑制することができる。
【0017】
請求項7記載の工具によれば、請求項1から6のいずれかに記載の工具の表面改質方法により表面が改質されるので、加工面(処理表面)の耐磨耗性を確保して、耐久性の向上を図ることができる。特に、請求項5のように、工具をダイス鋼または高速度工具鋼から構成する場合には、工具自体の剛性を確保して、加工精度の向上を図ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明の実施に使用される一実施の形態におけるショットピーニング装置の概要模式図である。
【図2】ショットの粒子径および投射圧と工具の処理表面の硬度との関係を図示する表である。
【図3】本願処理品の切削長さと無処理品の切削長さとを図示するグラフである。
【図4】工具Wの断面を電子顕微鏡により撮影した写真である。
【発明を実施するための形態】
【0019】
以下、本発明の好ましい実施の形態について添付図面を参照して説明する。まず、図1を参照して、ショットピーニング装置1について説明する。図1は、本発明の実施に使用される一実施の形態におけるショットピーニング装置1の概要模式図である。
【0020】
図1に示すように、ショットピーニング装置1は、ショットSをノズル17から処理対象物(以下「工具W」と称す)に投射することで、その工具Wの表面改質を行うための装置であり、ショットSを収容するホッパ13が収容口を上方へ向けて配設される。
【0021】
なお、本実施の形態では、後述するように、ショットSが超硬合金の仮焼結材から構成される。また、工具Wは、切削加工に用いるエンドミルであり、高速度工具鋼から構成される。
【0022】
ホッパ13の取出し口には、配管を介して、加圧タンク14が接続され、加圧タンク14の下流側にはミキサ16が接続される。また、加圧タンク14及びミキサ16には、圧縮空気の供給源として構成されるエア供給源15が接続される。よって、ホッパ13に収容されたショットSは、加圧タンク14から、圧縮空気と共に、ミキサ16へ圧送されると共に、ミキサ16から、圧縮空気と共に、ノズル17へ圧送される。これにより、ノズル17から工具WへショットSが投射される。
【0023】
次いで、ショットSの詳細構成について説明する。ショットSは、超硬合金製の仮焼結材から構成される。即ち、ショットSは、タングステンカーバイト(WC)及びコバルト(Co)に対し、チタン(Ti)、タンタル(Ta)又はニオブ炭化物(Nb炭化物)などの一部または全部を混合し、所定の粒子径(例えば、20μm〜800μm)に造粒したものを、真空雰囲気(例えば、1.3Pa〜13Pa)中において、焼結温度以下の温度(例えば、700℃〜1200℃)で加熱し、タングステンカーバイトの粒子間をコバルトの固相結合により固着させて得られた、比重6.5〜8.0の仮焼結材として構成される。
【0024】
このように、ショットSは、超硬合金製の仮焼結材から構成されるので、工具Wの表面にショットSが到達すると、ショットSが粉砕され、その結果、ショットSを構成していた各タングステンカーバイトの粒子(強化粒子)のそれぞれを工具Wの表面に衝突させることができる。
【0025】
よって、投射時には、ショットSの粒子径を大きくして、そのショットSに大きな運動エネルギーを与えた状態で、工具Wの表面に到達させることができる。一方、工具Wの表面に到達すると、粉砕により、粒子径の小さなタングステンカーバイトの粒子として、衝突させることができ、工具Wの表面に食い込む際の抵抗を小さくできる。このように、大きな運動エネルギーを付与しつつ、粒子径が小さくされた状態で衝突させることができるので、比較的硬度が高い工具Wであっても、その表面に効率的にタングステンカーバイトの粒子を移着させることができる。
【0026】
ショットSを構成する仮焼結材は、その平均粒子径を、140μm〜800μmの範囲に設定することが好ましい。仮焼結材として構成したことで、比重が比較的小さくなるため、投射の際の空気抵抗の影響が大きくなるところ、平均粒子径を800μm以下とすることで、投影面積を小さくして、空気抵抗を抑制することができ、その結果、投射速度を高くすることができる。一方、平均粒子径を140μm以上とすることで、空気抵抗の影響を抑制しつつ、粒子の重量を確保することができる。
【0027】
これにより、比重が比較的小さくなる仮焼結材であっても、投射速度および重量の両者を確保して、運動エネルギーを大きくすることができる。その結果、比較的硬度が高い工具Wの表面にタングステンカーバイトを移着させ易くすることができる。
【0028】
なお、タングステンカーバイトは、ショットS(仮焼結材)を仮焼結する前の状態において、その粒子径が、0.5μm〜10μmとされる。このタングステンカーバイトの粒子径は、表面改質の処理対象となる工具Wの素材に応じて適宜変更される。
【0029】
仮焼結材の各成分は、総重量に対し、3wt%〜16wt%がコバルト(Co)、0wt%〜10wt%がチタン(Ti)、タンタル(Ta)又はニオブ炭化物(Nb炭化物)の内の一部または全部とされ、残部がタングステンカーバイト(WC)とされる。なお、チタン、タンタル及びニオブ炭化物の含有量はこれら3成分の合計wt%を最大で10wt%とする趣旨であり、それら3成分の比率は問わない。また、これら3成分を含まない(即ち、チタン、タンタル及びニオブ炭化物の含有量をそれぞれ0wt%とする)組成としても良い。
【0030】
このように、ショットS(仮焼結材)の総重量に対し、コバルトを16wt%以下とすることで、コバルトによる結合力を抑制することができる。よって、ショットSを確実に粉砕させ、粒子径が小さくされた状態(即ち、コバルトにより結合されていた各タングステンカーバイトの粒子にそれぞれを分解した形)でタングステンカーバイトを工具Wの表面に衝突させることができる。よって、工具Wの表面へ食い込む際の抵抗を小さくすることができる。
【0031】
一方、ショットS(仮焼結材)の総重量に対し、コバルトを3wt%以上とすることで、コバルトによる結合力を最低限確保することができる。よって、工具Wの表面に到達する前にショットSが粉砕され、衝突速度が低下することを抑制することができる。即ち、運動エネルギーを確保した状態で、工具Wの表面にショットSを衝突させることができる。その結果、比較的硬度が高い工具Wの表面にタングステンカーバイトを移着させ易くすることができる。
【0032】
このような組成に加え、ショットSを構成する仮焼結材は、6kgf/平方cm以下の圧力では崩壊しない強度を有することが好ましい。ショットS(仮焼結材)がこの強度を有すれば、工具Wの表面に到達する前にショットSが粉砕されることを抑制することができる。よって、粉砕により投射速度が低下することを抑制できる。即ち、運動エネルギーを確保した状態で、ショットSを工具Wの表面に衝突させることができるので、比較的硬度が高い工具Wの表面にタングステンカーバイトを移着させ易くすることができる。
【0033】
なお、ショットS(仮焼結材)の強度試験は、ショットSを圧力容器内に収容し、その圧力容器の圧力を6kgf/平方cmまで昇圧した後、圧力を開放し、ショットSの状態を目視により確認することで行われる。目視による確認の結果、ショットSが試験前と同じ形状を維持している(粒子が崩壊していない)場合に、6kgf/平方cm以下の圧力では崩壊しない強度を有すると判断される。
【0034】
この強度試験により、ショットS(仮焼結材)の崩壊強度の適否を正確に把握することができる。例えば、2枚の平板の間に粒子を挟んで、平板間で押圧することで、その粒子の崩壊強度を測定する形態も考えられるが、その形態では、押圧力が均等に作用せず、部分的に偏った荷重により粒子が崩壊する。また、仮焼結材を立方体などの形状に焼結し、それを試験片として、同様の試験(2枚の平板の間で押圧する試験)を行う形態も考えられるが、いずれの場合も、ショットピーニングにより投射された粒子の崩壊強度とは異なる強度を測定することとなる。これに対し、本実施の形態における強度試験によれば、ショットピーニングにより投射された粒子に近い状態を再現できるので、その崩壊強度をより正確に把握することができる。
【0035】
ショットSを工具Wに投射する場合、重力式のショットピーニング装置を使用してショットSを投射する場合には、ショットSの投射圧を0.1MPa〜0.6MPaに設定し、図1に示す直圧式のショットピーニング装置1を使用してショットSを投射する場合には、ショットSの投射圧を0.1MPa〜0.3MPaに設定する。なお、投射圧とは、ノズル17からの投射圧力を意味する。
【0036】
このように、ショットSの投射圧を、重力式および直圧式の両者において0.1MPa以上とすることで、ショットSの投射速度を確保して、工具Wの表面へのタングステンカーバイトの移着を確実に行うことができる。一方、ショットSの投射圧を、重力式の場合は0.6MPa以下であって直圧式の場合は0.3MPa以下とすることで、付与される運動エネルギーが過大となり、1のタングステンカーバイトが衝突した後、次の投射により別のタングステンカーバイトが同じ箇所に再度衝突した際に、その箇所が削り取られてしまう、即ち、タングステンカーバイトの移着した箇所が消失することを抑制することができる。
【0037】
次いで、図2を参照して、ショットSを工具Wへ投射して行った工具Wの表面改質の試験結果について説明する。図2は、ショットSの粒子径および投射圧に対する工具Wの処理表面の硬度との関係を図示する表である。
【0038】
図2に示す表において、左欄の「粒子径(μm)」は、ショットSを構成する仮焼結材の粒子径の値であり、上欄の「投射圧(MPa)」は、ショットSの投射圧の値である。なお、ショットピーニング装置は、図1に示す直圧式のショットピーニング装置1ではなく、重力式のショットピーニング装置を使用した。
【0039】
本試験では、総重量の87wt%のタングステンカーバイト及び9wt%のコバルトに対し、チタン、タンタル及びニオブ炭化物を合計5wt%混合し、「粒子径」100μm〜1000μmの4種類の粒子径に仮焼結した仮焼結材を使用した。その比重は7.2であり、上述した崩壊強度は各粒子径において同等であった。また、工具Wは、ダイス鋼から構成し、その硬度は、700HVであった。
【0040】
図2に示すように、「粒子径」が100μmの場合、「投射圧」0.05MPa、0.2MPa、0.4MPa、0.5MPa及び0.8MPaに対し、工具Wの処理表面の硬度は、750HV、760HV、800HV、800HV及び830HVとなり、表面改質前と比較して、増加した。「粒子径」の増加に伴って、工具Wの処理表面の硬度が増加するのは、投射される粒子の運動エネルギーが増加することに起因する。
【0041】
この場合、工具Wの処理表面の硬度は、表面改質前に比較して、増加するが、その硬度の増加量が不十分であった。工具Wの表面にタングステンカーバイトを移着させるためには、ショットS(仮焼結材)に十分な運動エネルギーを付与しておく必要があるところ、「粒子径」が100μmでは、比重が比較的小さいことから、粒子の重量が不足するため、タングステンカーバイトを十分に移着させるために必要な運動エネルギーをショットSに付与することができないことが判明した。特に、「投射圧」が0.2MPaまでの範囲では、タングステンカーバイトの移着がほとんど認められなかった。
【0042】
「粒子径」が150μmの場合、「投射圧」0.05MPa、0.2MPa、0.4MPa、0.5MPaに対し、工具Wの処理表面の硬度は、900HV、1000HV、1310HV、1330HVとなり、「粒子径」が750μmの場合、「投射圧」0.05MPa、0.2MPa、0.4MPa、0.5MPaに対し、工具Wの処理表面の硬度は、890HV、1020HV、1200HV、1240HVとなり、両者共に表面改質前と比較して、増加した。
【0043】
このように、「粒子径」が150μm及び750μmの場合、工具Wの処理表面の硬度を十分に増加させられることが確認された。「粒子径」100μmの場合と比較して、粒子の重量が大きくなり、工具Wの処理表面にタングステンカーバイトを移着させるために必要な運動エネルギーをショットS(仮焼結材)に十分に付与することができた。
【0044】
但し、この場合(「粒子径」=150μm及び750μm)、「投射圧」が0.05MPaであると、工具Wの処理表面の硬度は十分に増加しないことが判明した。これは、「投射圧」が低く、投射速度が確保できなかったため、粒子に十分な運動エネルギーを付与できなかったことに起因する。
【0045】
なお、「粒子径」750μmの場合は、「粒子径」150μmの場合に比較して、粒子の重量が大きくなるにも関わらず、工具Wの処理表面の硬度が同等か若干低くなった。これは、「粒子径」750μmの粒子では、「粒子径」100μmの粒子に比較して、投影面積が大きくなり、空気抵抗が増加するため、投射速度の低下を招いた結果である。
【0046】
また、「粒子径」が150μm及び750μmの場合、「投射圧」0.05MPa〜0.5MPaの範囲では、その増加に伴い、工具Wの処理表面の硬度も増加する傾向であったのに対し、「投射圧」が0.8MPaに達すると、工具Wの処理表面の硬度が減少した。これは、「投射圧」が高く、ショットSの運動エネルギーが過大となったため、1のタングステンカーバイトが衝突した後、次の投射により別のタングステンカーバイトが同じ箇所に再度衝突した際に、その箇所が削り取られ、タングステンカーバイトの移着した箇所が消失したことに起因する。
【0047】
「粒子径」が1000μmの場合、「投射圧」0.2MPa、0.4MPa、0.5MPaに対し、工具Wの処理表面の硬度は、840HV、1000HV、1020HVとなり、表面改質前からは、増加したが、「粒子径」750μmの場合と比較して、硬度の増加量自体は減少した。これは、「粒子径」が1000μmでは、粒子の投影面積が大きくなり、空気抵抗が増加したため、投射速度が低下したことに起因する。
【0048】
この場合(「粒子径」=1000μm)、「投射圧」が0.05MPaでは、工具Wの処理表面へのタングステンカーバイトの移着はほとんど認められなかった。「粒子径」が大きく、空気抵抗が増加する一方、「投射圧」が低いため、十分な投射速度を得ることができず、よって、タングステンカーバイトを移着させるために必要な運動エネルギーをショットS(仮焼結材)に付与することができないことに起因する。
【0049】
また、この場合(「粒子径」=1000μm)、「投射圧」が0.8MPaに達すると、工具Wの処理表面の硬度が減少した。これは、「粒子径」が150μm及び750μmの場合と同様に、「投射圧」が高く、ショットSの運動エネルギーが過大となったため、別のタングステンカーバイトの再衝突により、先のタングステンカーバイトの移着していた箇所が消失したことに起因する。
【0050】
このように、工具Wの処理表面の硬度を増加させるためには、「粒子径」を所定値(100μm以上かつ150μm以下の値)よりも大きくして、重量を確保しつつ、「粒子径」を所定値(750μm以上かつ1000μm以下の値)よりも小さくして、空気抵抗を抑制し、かつ、「投射圧」を所定値(0.05MPa以上かつ0.2MPa以下の値)よりも大きくして、粒子に十分な運動エネルギーを付与しつつ、「投射圧」を所定値(0.5MPa以上かつ0.8MPa以下の値)よりも小さくして、工具Wの処理表面が削り取られることを抑制する必要のあることが判明した。
【0051】
次いで、図3を参照して、表面改質後の工具Wを用いて行った切削試験の結果について説明する。この切削試験は、本発明の表面改質が施された工具W(以下「本願処理品」と称す)を、被切削面に沿って往復直線移動させ(切削速度:50m/sec)、その加工刃(ボール刃)に生じる磨耗幅が基準幅以上となるまでに切削可能な切削長さを測定する試験である。
【0052】
本願処理品は、高速度工具鋼製で、刃数が2枚、刃部の直径が10mmとされるスクエアエンドミルであり、その加工刃の全面(すくい面および逃げ面)に上述したショットSの投射による表面改質が施される。ショットSは、総重量の89wt%のタングステンカーバイト及び6wt%のコバルトに対し、チタン、タンタル及びニオブ炭化物を合計5wt%混合し、60μm〜140μmに粒子径が分布した仮焼結材(平均粒子径100μm)を使用した。その比重は7.2であり、崩壊強度は6kgf/平方cm以上である。また、重力式のショットピーニング装置を使用し、投射圧力は0.5MPaである。
【0053】
図3は、本願処理品の切削長さと無処理品の切削長さとを図示するグラフである。なお、無処理品と本願処理品との相違点は、表面改質の有無のみであり、他の構成は同一であるので、その説明は省略する。
【0054】
切削試験の結果、無処理品の切削長さが1250mであったのに対し、本願処理品の切削長さは、2460mであり、本発明の表面改質を施した結果、工具Wの耐摩耗性が向上し、切削長さが1.97倍に増加することが確認された。これは、本願処理品の処理表面に、高硬度(例えば、1600HV)のタングステンカーバイトが移着され、その処理表面(工具Wの加工面)に点在する硬質のタングステンカーバイト(強化粒子)がアブレシブ磨耗を低減させたことに起因する。
【0055】
図4は、工具Wの断面を電子顕微鏡により撮影した写真であり、EPMA(Electron probe microanalysis)により工具Wの断面の元素組成を分析した結果が重ねて図示されている。なお、図4では、図4左側が工具Wの処理表面に対応する。即ち、ショットSの投射方向は、図4左側から図4右側へ向かう方向となる。
【0056】
EPMAによる分析は、工具Wの処理表面付近を切断し、その切断した断面を鏡面研磨した後、走査ラインLに沿って側定点を0.1μm毎に移動させつつ測定した。なお、測定結果は、測定点に対応する位置に、高速度工具鋼の分布が検出結果「Ma」として、タングステンカーバイトの分布が検出結果「Mb」として、図4中に図示される。また、分析対象となる工具Wは、上述した切削試験に用いた本願処理品と同等である。
【0057】
分析の結果、工具Wの内部(図4右側)側では、その素材となる高速度工具鋼の組成のみが確認される一方、工具Wの処理表面(図4左側)では、検出結果Maの減少に伴い、検出結果Mbが増加する箇所があり、タングステンカーバイトが移着していることが確認された。なお、このタングステンカーバイトの粒子径は2.5μmであり、表層から約4μmの深さまで没入されている。
【0058】
以上、実施の形態に基づき本発明を説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内で種々の改良変形が可能であることは容易に推察できるものである。
【0059】
上記実施の形態で挙げた数値は一例であり、他の数値を採用することは当然可能である。特に、下限および上限を指定した数値範囲により特定される値は、その数値範囲内であれば、いずれの値を採用することも可能である。
【0060】
上記実施の形態では、工具Wがダイス鋼や高速度工具鋼から構成される場合を説明したが、必ずしもこれに限られるものではなく、他の材質を採用することは当然可能である。他の材質としては、例えば、炭素工具鋼や低合金工具鋼などが例示される。
【0061】
上記実施の形態では、工具Wが切削工具(ボールエンドミルやスクエアエンドミル)として構成される場合を説明したが、必ずしもこれに限られるものではなく、他の工具を採用する(本発明による表面改質の処理対象とする)ことは当然可能である。他のタイプとしては、例えば、転造工具やバニッシング工具などが例示される。
【0062】
上記実施の形態では、図1では直圧式のショットピーニング装置1を説明し、各試験においては重力式のショットピーニング装置を使用する場合を説明したように、使用するショットピーニング装置の種類は使用者が適宜選択すれば良い。
【0063】
上記実施の形態では、その説明を省略したが、ショット(粒子)の形状は、球形状であっても良く、或いは、鋭角形状であっても良い。
【符号の説明】
【0064】
1 ショットピーニング装置
S ショット
W 工具
【特許請求の範囲】
【請求項1】
工具の表面にショットを投射するショットピーニングにより、前記工具の表面を改質する工具の表面改質方法において、
前記ショットは、超硬合金の仮焼結材から構成され、
前記ショットピーニングにより、前記仮焼結材の少なくともタングステンカーバイトを前記工具の表面に移着させることで、前記工具の表面を改質することを特徴とする工具の表面改質方法。
【請求項2】
前記仮焼結材は、平均粒子径が140μm〜800μmの範囲に設定されることを特徴とする請求項1記載の工具の表面改質方法。
【請求項3】
前記仮焼結材は、総重量に対し、3wt%〜16wt%がCoとされ、0wt%〜10wt%がTi、Ta又はNb炭化物の内の一部または全部とされ、残部がWCとされることを特徴とする請求項1又は2に記載の工具の表面改質方法。
【請求項4】
前記仮焼結材は、6kgf/平方cm以下の圧力では崩壊しない強度を有することを特徴とする請求項1から3のいずれかに記載の工具の表面改質方法。
【請求項5】
前記工具は、ダイス鋼または高速度工具鋼から構成されることを特徴とする請求項1から4のいずれかに記載の工具の表面改質方法。
【請求項6】
前記ショットを重力式のショットピーニング装置により投射する場合には、前記ショットの投射圧が0.1MPa〜0.6MPaの範囲に設定され、前記ショットを直圧式のショットピーニング装置により投射する場合には、前記ショットの投射圧が0.1MPa〜0.3MPaに設定されることを特徴とする請求項2から5のいずれかに記載の工具の表面改質方法。
【請求項7】
請求項1から6のいずれかに記載の工具の表面改質方法により表面が改質されていることを特徴とする工具。
【請求項1】
工具の表面にショットを投射するショットピーニングにより、前記工具の表面を改質する工具の表面改質方法において、
前記ショットは、超硬合金の仮焼結材から構成され、
前記ショットピーニングにより、前記仮焼結材の少なくともタングステンカーバイトを前記工具の表面に移着させることで、前記工具の表面を改質することを特徴とする工具の表面改質方法。
【請求項2】
前記仮焼結材は、平均粒子径が140μm〜800μmの範囲に設定されることを特徴とする請求項1記載の工具の表面改質方法。
【請求項3】
前記仮焼結材は、総重量に対し、3wt%〜16wt%がCoとされ、0wt%〜10wt%がTi、Ta又はNb炭化物の内の一部または全部とされ、残部がWCとされることを特徴とする請求項1又は2に記載の工具の表面改質方法。
【請求項4】
前記仮焼結材は、6kgf/平方cm以下の圧力では崩壊しない強度を有することを特徴とする請求項1から3のいずれかに記載の工具の表面改質方法。
【請求項5】
前記工具は、ダイス鋼または高速度工具鋼から構成されることを特徴とする請求項1から4のいずれかに記載の工具の表面改質方法。
【請求項6】
前記ショットを重力式のショットピーニング装置により投射する場合には、前記ショットの投射圧が0.1MPa〜0.6MPaの範囲に設定され、前記ショットを直圧式のショットピーニング装置により投射する場合には、前記ショットの投射圧が0.1MPa〜0.3MPaに設定されることを特徴とする請求項2から5のいずれかに記載の工具の表面改質方法。
【請求項7】
請求項1から6のいずれかに記載の工具の表面改質方法により表面が改質されていることを特徴とする工具。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−22719(P2013−22719A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−162665(P2011−162665)
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000103367)オーエスジー株式会社 (180)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000103367)オーエスジー株式会社 (180)
【Fターム(参考)】
[ Back to top ]