
巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法
【課題】設備負担を軽減する。歩留まりを向上する。
【解決手段】貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定隙間を開けて波打ち異形パイプ(1)に線材(2)を巻き付け、端縁部(1f)において線材(2)を波打ち異形パイプ(1)の谷部(1b)に押し下げ、端縁部(1f)にリング部材(3)を被せ、端縁部(1f)をテーパ状に拡径し、波打ち異形パイプ(1)と線材(2)とリング部材(3)とを溶接する。
【効果】端縁部(1f)を円筒状ではなく、テーパ状に拡径するので、設備負担を軽減できる。溶接熱により線材(2)が溶断したり痩せたりして線材(2)間に隙間が開く欠陥が生じることが抑制され、歩留まりを向上できる。
【解決手段】貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定隙間を開けて波打ち異形パイプ(1)に線材(2)を巻き付け、端縁部(1f)において線材(2)を波打ち異形パイプ(1)の谷部(1b)に押し下げ、端縁部(1f)にリング部材(3)を被せ、端縁部(1f)をテーパ状に拡径し、波打ち異形パイプ(1)と線材(2)とリング部材(3)とを溶接する。
【効果】端縁部(1f)を円筒状ではなく、テーパ状に拡径するので、設備負担を軽減できる。溶接熱により線材(2)が溶断したり痩せたりして線材(2)間に隙間が開く欠陥が生じることが抑制され、歩留まりを向上できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法に関し、さらに詳しくは、波打ち異形パイプの端縁部をテーパ状に拡径する場合でも巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法に関する。
【背景技術】
【0002】
従来、貫通孔を有する波打ち異形パイプと、波打ち異形パイプの端部では密に且つ中間部では所定の隙間を開けて波打ち異形パイプの外周に巻き付けた線材とを備えた巻き線型ろ材およびその巻き線型ろ材の端縁部にリング部材を嵌合後拡径してから溶接した巻き線型ろ過エレメントが知られている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公昭63−3696号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の巻き線型ろ材では、波打ち異形パイプの端縁部を円筒状に拡径している。このため、波打ち異形パイプの端縁部において谷部が線材との接触に必要な高さまで広範囲に持ち上げられるため、谷部で浮いていた部分の線材と波打ち異形パイプとが広範囲で接触するようになり、線材から波打ち異形パイプへの熱伝達効率が高く、巻き線型ろ過エレメント製造時に線材に加わる溶接熱により線材が溶断したり痩せたりして線材間に隙間が生じる欠陥をあまり生じなかった。
しかし、波打ち異形パイプの端縁部を円筒状に拡径するのは、設備負担が大きいという問題点がある。この問題点は、波打ち異形パイプの肉厚が厚くなるほど顕著になる。
これに対して、波打ち異形パイプの端縁部をテーパ状に拡径するようにすれば、上記設備負担の問題点を解消できる。
ところが、波打ち異形パイプの端縁部をテーパ状に拡径すると、波打ち異形パイプの先端部分の谷部だけしか線材との接触に必要なさまで持ち上げられなくなり、谷部で浮いていた部分の線材と波打ち異形パイプとが必要な面積で接触できなくなり、線材から波打ち異形パイプへの熱伝達効率が低下し、巻き線型ろ過エレメント製造時に線材に加わる溶接熱により線材が溶断したり痩せたりして線材間に隙間が生じる欠陥が増え、巻き線型ろ過エレメント製造時の歩留まりが低くなる問題点が生じた。
そこで、本発明の目的は、波打ち異形パイプの端縁部をテーパ状に拡径する場合でも巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
第1の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)とを備えた巻き線型ろ材(10)であって、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ材(10)を提供する。
上記第1の観点による巻き線型ろ材(10)では、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられているため、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した場合に、持ち上がった波打ち異形パイプ(1)の外周面に線材(2)が広い面積で接触する。従って、線材(2)から波打ち異形パイプ(1)への熱伝達効率が向上する。また、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられている状態では線材(2)に引張応力が加わっているが、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した状態では線材(2)が押し上げられて圧縮応力が加わる状態に変わる。これらの理由により、巻き線型ろ過エレメント製造時に線材(2)に加わる溶接熱により線材が溶断したり痩せたりして線材間に隙間が開く欠陥が生じることが抑制され、巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【0006】
第2の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程とを有する巻き線型ろ材(10)の製造方法を提供する。
上記第2の観点による巻き線型ろ材(10)の製造方法では、前記第1の観点による巻き線型ろ材(10)を好適に製造できる。
【0007】
第3の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)と、前記線材(2)を巻き付けた波打ち異形パイプ(1)のテーパ状に拡径された端縁部(1f)に被せて溶接されたリング部材(3)とを備えた巻き線型ろ過エレメント(100)であって、前記端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ過エレメント(100)を提供する。
上記第3の観点による巻き線型ろ過エレメント(100)では、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられているため、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した場合に、持ち上がった波打ち異形パイプ(1)の外周面に線材(2)が広い面積で接触する。従って、線材(2)から波打ち異形パイプ(1)への熱伝達効率が向上する。また、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられている状態では線材(2)に引張応力が加わっているが、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した状態では線材(2)が押し上げられて圧縮応力が加わる状態に変わる。これらの理由により、巻き線型ろ過エレメント製造時に線材(2)に加わる溶接熱により線材(2)が溶断したり痩せたりして線材(2)間に隙間が開く欠陥が生じることが抑制され、巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【0008】
第4の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程と、前記端縁部(1f)にリング部材(3)を被せる工程と、前記端縁部(1f)をテーパ状に拡径する工程と、前記端縁部(1f)において波打ち異形パイプ(1)と前記線材(2)と前記リング部材(3)とを溶接する工程とを有する巻き線型ろ過エレメント(100)の製造方法を提供する。
上記第4の観点による巻き線型ろ過エレメント(100)の製造方法では、前記第3の観点による巻き線型ろ過エレメント(100)を好適に製造できる。
【発明の効果】
【0009】
本発明の巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法によれば、波打ち異形パイプの端縁部をテーパ状に拡径する場合でも巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【図面の簡単な説明】
【0010】
【図1】実施例1に係る巻き線型ろ材の製造方法および巻き線型ろ過エレメントの製造方法を示すフロー図である。
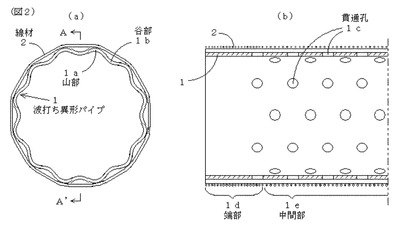
【図2】線材を巻き付けた波打ち異形パイプの正面図および断面図である。
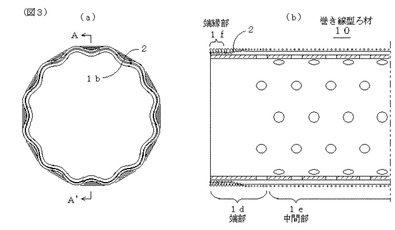
【図3】実施例1に係る巻き線型ろ材の正面図および断面図である。
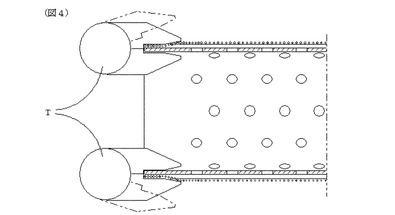
【図4】波打ち異形パイプの谷部に線材を押しつける工程を示す断面図である。
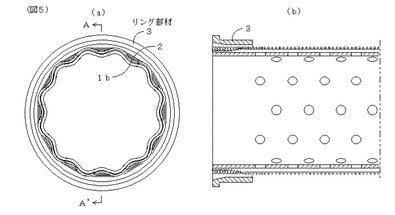
【図5】端縁部にリング部材を被せた巻き線型ろ材の正面図および断面図である。
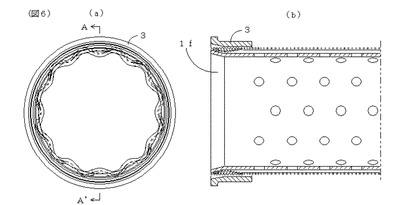
【図6】端縁部をテーパ状に拡径した巻き線型ろ材の正面図および断面図である。
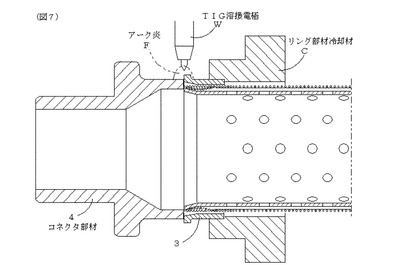
【図7】溶接工程を示す断面図である。
【図8】実施例1に係る巻き線型ろ過エレメントの断面図である。
【発明を実施するための形態】
【0011】
以下、図に示す実施の形態により本発明をさらに詳細に説明する。なお、これにより本発明が限定されるものではない。
【実施例】
【0012】
−実施例1−
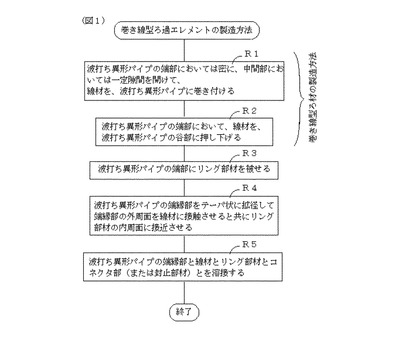
図1は、実施例1に係る巻き線型ろ材の製造方法および巻き線型ろ過エレメントの製造方法を示すフロー図である。
【0013】
ステップR1では、図2に示すように、貫通孔1cを有する波打ち異形パイプ1の端部1dにおいては密に、中間部1eにおいては一定隙間を開けて、線材2を、波打ち異形パイプ1に巻き付ける。線材2は、波打ち異形パイプ1の山部1aには接触しているが、谷部1bでは浮いており、接触していない。
波打ち異形パイプ1は、ステンレス・パイプであり、肉厚約0.8mm、山部1aの外径約30mm、谷部1bの外径約29mm、山部1aと谷部1bの角度差は15°、長さ約70cmである。
線材2は、ステンレス線であり、外径約0.6mm、密に巻いてある端部1dの長さは約1cm、中間部1eにおける線材2間の隙間は約50μmである。
【0014】
ステップR2では、図3に示すように、波打ち異形パイプ1の端縁部1fにおいて、谷部1bで浮いている線材2を押し下げて、波打ち異形パイプ1の谷部1bに押し付け、巻き線型ろ材10を得る。線材2を波打ち異形パイプ1の谷部1bに押し付けている部分の長さは、例えば2mm〜6mmである。また、谷部1bに浮いている状態の線材2の位置から波打ち異形パイプ1の谷部1bに押し付けられている線材2の位置まで線材2の位置がスロープ状に滑らかに変化している。このスロープ状の部分の長さは、例えば3mm〜6mmである。このように線材2の位置をスロープ状に滑らかに変化させるのは、線材2の間に隙間を生じさせないためである。すなわち、線材2の位置に段差があると、隙間を生じやすくなるからである。
【0015】
ステップR2での線材2の押し下げは、例えば図4に示すようなペンチ式の工具Tで線材2と波打ち異形パイプ1の端縁部1fとを挟み込むことで行える。
この工具Tの刃先は、平坦部と傾斜部になっている。平坦部は、長さが例えば2mm〜6mmであり、この平坦部で線材2を波打ち異形パイプ1の谷部1bに押し付ける。傾斜部は、長さが例えば3mm〜6mmであり、この傾斜部で、谷部1bに浮いている状態の線材2の位置から波打ち異形パイプ1の谷部1bに押し付けられている線材2の位置まで線材2の位置をスロープ状に滑らかに押し下げる。
なお、空圧プレス等に装着した金型を用いて全周の谷部1bで同時に線材2の押し下げを行ってもよい。
【0016】
ステップR3では、図5に示すように、波打ち異形パイプの端部1dに、コネクタ部材(または封止部材)を溶接するためのリング部材3を被せる。
【0017】
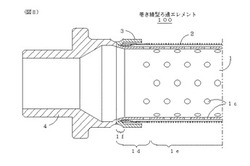
ステップR4では、図6に示すように、波打ち異形パイプの端縁部1fをテーパ状に拡径して、端縁部1fを線材2に接触させると共に、リング部材3の内周面に近接させる。
端縁部1fをテーパ状に拡径するには、例えば先端角度20度のテーパポンチを油圧プレスにより圧入する。または、内張りコレット式エキスパンダを使用してもよい。
【0018】
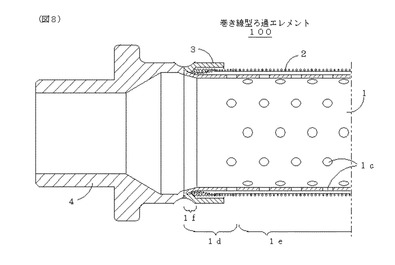
ステップR5では、図7に示すように、コネクタ部材(または封止部材)4をリング部材3に突き合わせ、リング部材3をリング部材冷却材Cで冷却しつつ、例えばアーク炎Fを発生するTIG溶接電極Wにより例えば溶接電流50Aで、例えば溶接速度100mm/分で1回転させて、全周にわたり波打ち異形パイプの端縁部1fと線材2とリング部材3とコネクタ部(または封止部材)4とを溶接する。
以上により、図8に示す如き、巻き線型ろ過エレメント100が得られる。
【0019】
実施例1に係る巻き線型ろ材10、巻き線型ろ材の製造方法、巻き線型ろ過エレメント100および巻き線型ろ過エレメントの製造方法によれば次の効果が得られる。
(1)波打ち異形パイプ1の端縁部1fを円筒状に拡径するのではなく、テーパ状に拡径するようにしたので、設備負担を軽減できる。
(2)波打ち異形パイプ1の端縁部1fにおいて線材2が波打ち異形パイプ1の谷部1bに押し下げられているため、波打ち異形パイプ1の端縁部1fをテーパ状に拡径したときに持ち上がった波打ち異形パイプ1の外周面に線材2が広い面積で接触する。従って、線材2から波打ち異形パイプ1への熱伝達効率が向上する。また、波打ち異形パイプ1の端縁部1fにおいて線材2が波打ち異形パイプ1の谷部1bに押し下げられている状態では線材2に引張応力が加わっているが、波打ち異形パイプ1の端縁部1fをテーパ状に拡径した状態では線材2が押し上げられて圧縮応力が加わる状態に変わる。これらの理由により、巻き線型ろ過エレメント製造時に線材2に加わる溶接熱により線材2が溶断したり痩せたりして線材2間に隙間が開く欠陥が生じることが抑制され、巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【産業上の利用可能性】
【0020】
本発明の巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法は、珪藻土などの助剤を使わないで活性炭などの分離・除去を行う直接ろ過の分野において利用することが出来る。
【符号の説明】
【0021】
1 波打ち異形パイプ
1a 山部
1b 谷部
1c 貫通孔
1d 端部
1e 中間部
1f 端縁部
2 線材
3 リング部材
4 コネクタ部材
100 巻線型ろ材
【技術分野】
【0001】
本発明は、巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法に関し、さらに詳しくは、波打ち異形パイプの端縁部をテーパ状に拡径する場合でも巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法に関する。
【背景技術】
【0002】
従来、貫通孔を有する波打ち異形パイプと、波打ち異形パイプの端部では密に且つ中間部では所定の隙間を開けて波打ち異形パイプの外周に巻き付けた線材とを備えた巻き線型ろ材およびその巻き線型ろ材の端縁部にリング部材を嵌合後拡径してから溶接した巻き線型ろ過エレメントが知られている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公昭63−3696号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の巻き線型ろ材では、波打ち異形パイプの端縁部を円筒状に拡径している。このため、波打ち異形パイプの端縁部において谷部が線材との接触に必要な高さまで広範囲に持ち上げられるため、谷部で浮いていた部分の線材と波打ち異形パイプとが広範囲で接触するようになり、線材から波打ち異形パイプへの熱伝達効率が高く、巻き線型ろ過エレメント製造時に線材に加わる溶接熱により線材が溶断したり痩せたりして線材間に隙間が生じる欠陥をあまり生じなかった。
しかし、波打ち異形パイプの端縁部を円筒状に拡径するのは、設備負担が大きいという問題点がある。この問題点は、波打ち異形パイプの肉厚が厚くなるほど顕著になる。
これに対して、波打ち異形パイプの端縁部をテーパ状に拡径するようにすれば、上記設備負担の問題点を解消できる。
ところが、波打ち異形パイプの端縁部をテーパ状に拡径すると、波打ち異形パイプの先端部分の谷部だけしか線材との接触に必要なさまで持ち上げられなくなり、谷部で浮いていた部分の線材と波打ち異形パイプとが必要な面積で接触できなくなり、線材から波打ち異形パイプへの熱伝達効率が低下し、巻き線型ろ過エレメント製造時に線材に加わる溶接熱により線材が溶断したり痩せたりして線材間に隙間が生じる欠陥が増え、巻き線型ろ過エレメント製造時の歩留まりが低くなる問題点が生じた。
そこで、本発明の目的は、波打ち異形パイプの端縁部をテーパ状に拡径する場合でも巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
第1の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)とを備えた巻き線型ろ材(10)であって、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ材(10)を提供する。
上記第1の観点による巻き線型ろ材(10)では、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられているため、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した場合に、持ち上がった波打ち異形パイプ(1)の外周面に線材(2)が広い面積で接触する。従って、線材(2)から波打ち異形パイプ(1)への熱伝達効率が向上する。また、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられている状態では線材(2)に引張応力が加わっているが、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した状態では線材(2)が押し上げられて圧縮応力が加わる状態に変わる。これらの理由により、巻き線型ろ過エレメント製造時に線材(2)に加わる溶接熱により線材が溶断したり痩せたりして線材間に隙間が開く欠陥が生じることが抑制され、巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【0006】
第2の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程とを有する巻き線型ろ材(10)の製造方法を提供する。
上記第2の観点による巻き線型ろ材(10)の製造方法では、前記第1の観点による巻き線型ろ材(10)を好適に製造できる。
【0007】
第3の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)と、前記線材(2)を巻き付けた波打ち異形パイプ(1)のテーパ状に拡径された端縁部(1f)に被せて溶接されたリング部材(3)とを備えた巻き線型ろ過エレメント(100)であって、前記端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ過エレメント(100)を提供する。
上記第3の観点による巻き線型ろ過エレメント(100)では、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられているため、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した場合に、持ち上がった波打ち異形パイプ(1)の外周面に線材(2)が広い面積で接触する。従って、線材(2)から波打ち異形パイプ(1)への熱伝達効率が向上する。また、波打ち異形パイプ(1)の端縁部(1f)において線材(2)が波打ち異形パイプ(1)の谷部(1b)に押し下げられている状態では線材(2)に引張応力が加わっているが、波打ち異形パイプ(1)の端縁部(1f)をテーパ状に拡径した状態では線材(2)が押し上げられて圧縮応力が加わる状態に変わる。これらの理由により、巻き線型ろ過エレメント製造時に線材(2)に加わる溶接熱により線材(2)が溶断したり痩せたりして線材(2)間に隙間が開く欠陥が生じることが抑制され、巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【0008】
第4の観点では、本発明は、貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程と、前記端縁部(1f)にリング部材(3)を被せる工程と、前記端縁部(1f)をテーパ状に拡径する工程と、前記端縁部(1f)において波打ち異形パイプ(1)と前記線材(2)と前記リング部材(3)とを溶接する工程とを有する巻き線型ろ過エレメント(100)の製造方法を提供する。
上記第4の観点による巻き線型ろ過エレメント(100)の製造方法では、前記第3の観点による巻き線型ろ過エレメント(100)を好適に製造できる。
【発明の効果】
【0009】
本発明の巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法によれば、波打ち異形パイプの端縁部をテーパ状に拡径する場合でも巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【図面の簡単な説明】
【0010】
【図1】実施例1に係る巻き線型ろ材の製造方法および巻き線型ろ過エレメントの製造方法を示すフロー図である。
【図2】線材を巻き付けた波打ち異形パイプの正面図および断面図である。
【図3】実施例1に係る巻き線型ろ材の正面図および断面図である。
【図4】波打ち異形パイプの谷部に線材を押しつける工程を示す断面図である。
【図5】端縁部にリング部材を被せた巻き線型ろ材の正面図および断面図である。
【図6】端縁部をテーパ状に拡径した巻き線型ろ材の正面図および断面図である。
【図7】溶接工程を示す断面図である。
【図8】実施例1に係る巻き線型ろ過エレメントの断面図である。
【発明を実施するための形態】
【0011】
以下、図に示す実施の形態により本発明をさらに詳細に説明する。なお、これにより本発明が限定されるものではない。
【実施例】
【0012】
−実施例1−
図1は、実施例1に係る巻き線型ろ材の製造方法および巻き線型ろ過エレメントの製造方法を示すフロー図である。
【0013】
ステップR1では、図2に示すように、貫通孔1cを有する波打ち異形パイプ1の端部1dにおいては密に、中間部1eにおいては一定隙間を開けて、線材2を、波打ち異形パイプ1に巻き付ける。線材2は、波打ち異形パイプ1の山部1aには接触しているが、谷部1bでは浮いており、接触していない。
波打ち異形パイプ1は、ステンレス・パイプであり、肉厚約0.8mm、山部1aの外径約30mm、谷部1bの外径約29mm、山部1aと谷部1bの角度差は15°、長さ約70cmである。
線材2は、ステンレス線であり、外径約0.6mm、密に巻いてある端部1dの長さは約1cm、中間部1eにおける線材2間の隙間は約50μmである。
【0014】
ステップR2では、図3に示すように、波打ち異形パイプ1の端縁部1fにおいて、谷部1bで浮いている線材2を押し下げて、波打ち異形パイプ1の谷部1bに押し付け、巻き線型ろ材10を得る。線材2を波打ち異形パイプ1の谷部1bに押し付けている部分の長さは、例えば2mm〜6mmである。また、谷部1bに浮いている状態の線材2の位置から波打ち異形パイプ1の谷部1bに押し付けられている線材2の位置まで線材2の位置がスロープ状に滑らかに変化している。このスロープ状の部分の長さは、例えば3mm〜6mmである。このように線材2の位置をスロープ状に滑らかに変化させるのは、線材2の間に隙間を生じさせないためである。すなわち、線材2の位置に段差があると、隙間を生じやすくなるからである。
【0015】
ステップR2での線材2の押し下げは、例えば図4に示すようなペンチ式の工具Tで線材2と波打ち異形パイプ1の端縁部1fとを挟み込むことで行える。
この工具Tの刃先は、平坦部と傾斜部になっている。平坦部は、長さが例えば2mm〜6mmであり、この平坦部で線材2を波打ち異形パイプ1の谷部1bに押し付ける。傾斜部は、長さが例えば3mm〜6mmであり、この傾斜部で、谷部1bに浮いている状態の線材2の位置から波打ち異形パイプ1の谷部1bに押し付けられている線材2の位置まで線材2の位置をスロープ状に滑らかに押し下げる。
なお、空圧プレス等に装着した金型を用いて全周の谷部1bで同時に線材2の押し下げを行ってもよい。
【0016】
ステップR3では、図5に示すように、波打ち異形パイプの端部1dに、コネクタ部材(または封止部材)を溶接するためのリング部材3を被せる。
【0017】
ステップR4では、図6に示すように、波打ち異形パイプの端縁部1fをテーパ状に拡径して、端縁部1fを線材2に接触させると共に、リング部材3の内周面に近接させる。
端縁部1fをテーパ状に拡径するには、例えば先端角度20度のテーパポンチを油圧プレスにより圧入する。または、内張りコレット式エキスパンダを使用してもよい。
【0018】
ステップR5では、図7に示すように、コネクタ部材(または封止部材)4をリング部材3に突き合わせ、リング部材3をリング部材冷却材Cで冷却しつつ、例えばアーク炎Fを発生するTIG溶接電極Wにより例えば溶接電流50Aで、例えば溶接速度100mm/分で1回転させて、全周にわたり波打ち異形パイプの端縁部1fと線材2とリング部材3とコネクタ部(または封止部材)4とを溶接する。
以上により、図8に示す如き、巻き線型ろ過エレメント100が得られる。
【0019】
実施例1に係る巻き線型ろ材10、巻き線型ろ材の製造方法、巻き線型ろ過エレメント100および巻き線型ろ過エレメントの製造方法によれば次の効果が得られる。
(1)波打ち異形パイプ1の端縁部1fを円筒状に拡径するのではなく、テーパ状に拡径するようにしたので、設備負担を軽減できる。
(2)波打ち異形パイプ1の端縁部1fにおいて線材2が波打ち異形パイプ1の谷部1bに押し下げられているため、波打ち異形パイプ1の端縁部1fをテーパ状に拡径したときに持ち上がった波打ち異形パイプ1の外周面に線材2が広い面積で接触する。従って、線材2から波打ち異形パイプ1への熱伝達効率が向上する。また、波打ち異形パイプ1の端縁部1fにおいて線材2が波打ち異形パイプ1の谷部1bに押し下げられている状態では線材2に引張応力が加わっているが、波打ち異形パイプ1の端縁部1fをテーパ状に拡径した状態では線材2が押し上げられて圧縮応力が加わる状態に変わる。これらの理由により、巻き線型ろ過エレメント製造時に線材2に加わる溶接熱により線材2が溶断したり痩せたりして線材2間に隙間が開く欠陥が生じることが抑制され、巻き線型ろ過エレメント製造時の歩留まりを向上することが出来る。
【産業上の利用可能性】
【0020】
本発明の巻き線型ろ材、巻き線型ろ材の製造方法、巻き線型ろ過エレメントおよび巻き線型ろ過エレメントの製造方法は、珪藻土などの助剤を使わないで活性炭などの分離・除去を行う直接ろ過の分野において利用することが出来る。
【符号の説明】
【0021】
1 波打ち異形パイプ
1a 山部
1b 谷部
1c 貫通孔
1d 端部
1e 中間部
1f 端縁部
2 線材
3 リング部材
4 コネクタ部材
100 巻線型ろ材
【特許請求の範囲】
【請求項1】
貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)とを備えた巻き線型ろ材(10)であって、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ材(10)。
【請求項2】
貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程とを有する巻き線型ろ材(10)の製造方法。
【請求項3】
貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)と、前記線材(2)を巻き付けた波打ち異形パイプ(1)のテーパ状に拡径された端縁部(1f)に被せて溶接されたリング部材(3)とを備えた巻き線型ろ過エレメント(100)であって、前記端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ過エレメント(100)。
【請求項4】
貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程と、前記端縁部(1f)にリング部材(3)を被せる工程と、前記端縁部(1f)をテーパ状に拡径する工程と、前記端縁部(1f)において波打ち異形パイプ(1)と前記線材(2)と前記リング部材(3)とを溶接する工程とを有する巻き線型ろ過エレメント(100)の製造方法。
【請求項1】
貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)とを備えた巻き線型ろ材(10)であって、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ材(10)。
【請求項2】
貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程とを有する巻き線型ろ材(10)の製造方法。
【請求項3】
貫通孔(1c)を有する波打ち異形パイプ(1)と、前記波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に巻き付けた線材(2)と、前記線材(2)を巻き付けた波打ち異形パイプ(1)のテーパ状に拡径された端縁部(1f)に被せて溶接されたリング部材(3)とを備えた巻き線型ろ過エレメント(100)であって、前記端縁部(1f)において前記線材(2)が前記波打ち異形パイプ(1)の谷部(1b)に押し下げられていることを特徴とする巻き線型ろ過エレメント(100)。
【請求項4】
貫通孔(1c)を有する波打ち異形パイプ(1)の端部(1d)では密に且つ中間部では所定の隙間を開けて前記波打ち異形パイプ(1)の外周に線材(2)を巻き付ける工程と、前記線材(2)を巻き付けた波打ち異形パイプ(1)の端縁部(1f)において前記線材(2)を前記波打ち異形パイプ(1)の谷部(1b)に押し下げる工程と、前記端縁部(1f)にリング部材(3)を被せる工程と、前記端縁部(1f)をテーパ状に拡径する工程と、前記端縁部(1f)において波打ち異形パイプ(1)と前記線材(2)と前記リング部材(3)とを溶接する工程とを有する巻き線型ろ過エレメント(100)の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−17984(P2013−17984A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−155888(P2011−155888)
【出願日】平成23年7月14日(2011.7.14)
【出願人】(000003414)東京特殊電線株式会社 (173)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月14日(2011.7.14)
【出願人】(000003414)東京特殊電線株式会社 (173)
【Fターム(参考)】
[ Back to top ]