
巻鉄心製造装置
【課題】鉄心ブロックを巻枠に巻回して巻鉄心を製造する際に、巻回された巻鉄心の積層面上で一連の鉄心ブロックの突き合わせ部が蛇行した状態になるのを防止する。
【解決手段】一部が巻枠201の外周に沿うように設けられた巻込みベルトにより鉄心ブロックを駆動して巻枠201に巻き付ける際の鉄心ブロックの回転方向と同方向に巻枠201を回転駆動する巻枠駆動モータ238と、巻回される鉄心ブロックの下端を支えるために巻枠201の下端に配置された面板210を巻枠201に巻回される鉄心ブロックの回転方向と同方向に回転駆動する面板駆動モータ223と、巻込みベルトにより駆動されて巻枠201に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238及び面板駆動モータ223を制御する制御装置とを設けた。
【解決手段】一部が巻枠201の外周に沿うように設けられた巻込みベルトにより鉄心ブロックを駆動して巻枠201に巻き付ける際の鉄心ブロックの回転方向と同方向に巻枠201を回転駆動する巻枠駆動モータ238と、巻回される鉄心ブロックの下端を支えるために巻枠201の下端に配置された面板210を巻枠201に巻回される鉄心ブロックの回転方向と同方向に回転駆動する面板駆動モータ223と、巻込みベルトにより駆動されて巻枠201に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238及び面板駆動モータ223を制御する制御装置とを設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数枚の短冊状の単位鋼板を積層して構成した鋼板積層体からなる複数の鉄心ブロックを順次巻枠に巻回積層して巻鉄心を製造する巻鉄心製造装置に関するものである。
【背景技術】
【0002】
この種の巻鉄心製造装置は、特許文献1に示されているように、複数枚の短冊状の単位鋼板を、それぞれの長さ方向を揃え、それぞれの長さ方向の一端及び他端の位置を所定のずらし寸法だけずらした状態で固定テーブル上に段積みして、長手方向の一端側及び他端側に階段状に傾斜した積層面が形成された鉄心ブロックを順次形成する鋼板段積み装置と、この鋼板段積み装置により形成された一連の鉄心ブロックを順次巻枠の回りに巻回積層して巻鉄心を形成する巻回積層装置と、鋼板段積み装置により順次形成された鉄心ブロックを巻回積層装置に向けて搬送する搬送装置とを備えている。
【0003】
鋼板段積み装置は、鋼帯コイルから巻き戻された帯状の鋼帯をシヤーで切断することにより形成した複数の短冊状の単位鋼板を、送給ラインに沿って固定テーブル上に送給して、順次送給される一連の単位鋼板を、長手方向に位置をずらしながら積層する(段積みする)ことにより、長手方向の両端に階段状の積層面が形成された鉄心ブロックを形成する。
【0004】
巻回積層装置は、外周面が円筒面状を呈するように形成されてフレームに回転自在に支持された巻枠と、巻枠の下端に該巻枠と軸線を共有した状態で配置されてフレームに回転自在に支持された円板状の面板と、面板の周囲に配置されてフレームに支持された複数のローラによりガイドされて一部が巻枠の外周に沿って走行するように設けられたエンドレスの巻込みベルトと、巻込みベルトを走行させるベルト駆動装置とを備えている。従来の巻鉄心製造装置では、巻枠と面板とが独立に回転し得るように設けられている。
【0005】
この巻回積層装置により巻鉄心を形成する際には、巻枠の鉄心ブロック受け入れ位置を巻回積層装置の鉄心ブロック導入部に整合させた状態で、巻鉄心を停止させておく。この状態で、幅方向を上下方向(鉛直方向)に向けた鉄心ブロックを、搬送装置により巻回積層装置の鉄心ブロック導入部に向けて搬送し、搬送した鉄心ブロックの下端側の積層面を面板の上面に添わせた状態で、巻枠と巻込みベルトとの間に挿入する。しかる後、ベルト駆動装置により巻込みベルトを一方向に走行させ、このベルトにより鉄心ブロックを介して巻枠及び面板を駆動して回転させながら、鉄心ブロックを巻枠の外周に巻き付ける。鉄心ブロックの巻き付けが完了した後、巻込みベルトを減速して巻枠の鉄心ブロック受け入れ位置を巻回積層装置の鉄心ブロック導入部に整合させた状態で停止させる。これらの動作を繰り返すことにより、一連の鉄心ブロックを巻枠の外周に巻回、積層していくことにより、巻枠の外周に巻鉄心を形成する。
【0006】
巻枠の外周に順次巻回された鉄心ブロックの幅方向の一端側の積層面は、面板に接しているため、ほぼ同一の平面上に配置されている。また通常各鉄心ブロックの長手方向の両端には階段状に傾斜した積層面が形成されているため、巻枠の外周に巻回された各鉄心ブロックの両端の突き合わせ部には、所定のラップ代をもってラップされた(重ね合わされた)ラップ部が形成される。
【0007】
上記のようにして巻回された巻鉄心は、後工程で矩形状に成形されて焼鈍された後、各突き合わせ部が切り離された状態で巻線の窓部の内側に挿入され、その後再度突き合わせ部が突き合わされて、変圧器等の静止誘導電気機器の鉄心を構成する。鉄心を巻線に組み込む際の組立作業性を向上させるためには、巻枠の外周に巻回積層された一連の鉄心ブロックの突き合わせ部が、積層面上で一直線上に並んだ状態で配置されていることが好ましい。そのため、巻回積層装置により鉄心ブロックを巻回積層する際には、一連の鉄心ブロックの両端の突き合わせ部が一直線上に並ぶように、各鉄心ブロックの巻込み位置を数値演算により求めて、巻回された各鉄心ブロックが演算された巻込み位置に正確に配置されるように、各鉄心ブロックの導入位置を管理している。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−106314号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来の巻鉄心製造装置に設けられていた巻回積層装置においては、巻枠の外周に巻回される一連の鉄心ブロックの両端の突き合わせ部が巻回された巻鉄心の積層面上で直線に沿って並ぶように、各鉄心ブロックの巻込み位置を管理しても、一連の鉄心ブロックの突き合わせ部を直線上に配置することができないことがあり、巻回された巻鉄心の積層面上で一連の鉄心ブロックの突き合わせ部が蛇行した線に沿って配置されたり、ジグザグに配置されたりして、突き合わせ部の配列が乱れることがあった。巻回された巻鉄心の一連の鉄心ブロックの突き合わせ部の配列が乱れていると、後工程で巻鉄心を巻線に組み込む際の組立作業性が悪くなり、静止誘導電気機器の製造能率を低下させることになる。
【0010】
本発明の目的は、一連の鉄心ブロックを巻枠に巻回して巻鉄心を製造する際に、一連の鉄心ブロックの突き合わせ部の配列が乱れた状態になるのを防ぐことができるようにした巻鉄心製造装置を提供することにある。
【課題を解決するための手段】
【0011】
本発明は、軸線を上下方向に向けて配置された回転自在な巻枠と、この巻枠の下端側に該巻枠と軸線を共有した状態で配置された回転自在な円板状の面板と、面板の周囲に配置された複数のローラによりガイドされて一部が巻枠の外周に沿って走行するように設けられたエンドレスの巻込みベルトと、巻込みベルトを走行させるベルト駆動装置とを備えて、複数の短冊状の単位鋼板の積層体からなる一連の鉄心ブロックを、それぞれの幅方向の一端側の積層面を面板の上面に添わせた状態で巻込みベルトと巻枠との間に挿入して、挿入した各鉄心ブロックを巻込みベルトで駆動して巻枠とともに回転させながら巻枠の外周に巻き付けることにより巻鉄心を製造する巻鉄心製造装置を対象とする。
【0012】
本発明においては、巻枠駆動モータを駆動源として巻枠に鉄心ブロックを巻き付ける際の鉄心ブロックの回転方向と同方向に巻枠を回転駆動する巻枠駆動装置と、面板駆動モータを駆動源として巻枠に鉄心ブロックを巻き付ける際の鉄心ブロックの回転方向と同方向に面板を回転駆動する面板駆動装置と、巻込みベルトにより駆動されて巻枠とともに回転しながら巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠及び面板を回転させるように、巻枠駆動モータ及び面板駆動モータを制御する制御装置とを設けた。
【0013】
本発明者は、従来の巻鉄心製造装置に対して種々の検討を加えた結果、従来の巻鉄心製造装置では、巻枠及び面板がそれぞれ独立に回転し得るように設けられていて、各鉄心ブロックが巻込みベルトにより駆動されて巻枠の周囲に巻かれる際に、巻枠及び面板が巻込みベルトにより鉄心ブロックを介して間接的に駆動されることによって回転させられるため、巻込みベルトを加速する際及び減速する際に、巻枠及び面板の慣性により、巻回済みの鉄心ブロック相互間及び各鉄心ブロックを構成する単位鋼板相互間に位置ずれが生じ、これにより、一連の鉄心ブロックの突き合わせ部が蛇行したり、ジグザグに配置された状態になることが明らかになった。
【0014】
そこで、本発明においては、前述のように、巻枠駆動モータを駆動源として巻枠を回転駆動する巻枠駆動装置と、面板駆動モータを駆動源として面板を回転駆動する面板駆動装置とを設けて、巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠及び面板を回転させるように、巻枠駆動モータ及び面板駆動モータを制御するようにした。このように構成すると、巻込みベルトを規定の速度に向って加速する際も、走行している巻込みベルトを減速して停止させる際にも、巻枠と、巻枠に既に巻回されている鉄心ブロックと、面板とが常に同じ角速度で回転させられるため、巻枠及び面板の慣性により、既に巻回されている鉄心ブロック相互間及び各鉄心ブロックを構成する単位鋼板相互間に位置ずれが生じるのを防ぐことができ、一連の鉄心ブロックの突き合わせ部の配列が乱れるのを防ぐことができる。
【0015】
本発明の好ましい態様では、上記制御装置が、巻枠の角速度を検出する巻枠速度検出部と、面板の角速度を検出する面板速度検出部と、巻枠の外径と巻枠の外周に巻回された巻鉄心の巻厚との和と巻込みベルトの走行速度とから巻込みベルトにより駆動されて巻枠と共に回転している鉄心ブロックの角速度を演算する鉄心ブロック速度演算手段と、巻枠速度検出部により検出される巻枠の角速度を鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように巻枠駆動モータを制御する巻枠駆動モータ制御部と、面板速度検出部により検出される面板の角速度を鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように面板駆動モータを制御する面板駆動モータ制御部とを備えている。
【発明の効果】
【0016】
本発明においては、巻枠駆動モータを駆動源として巻枠を回転駆動する巻枠駆動装置と、面板駆動モータを駆動源として面板を回転駆動する面板駆動装置とを設けて、巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠及び面板を回転させるように、巻枠駆動モータ及び面板駆動モータを制御するようにしたので、巻込みベルトを加速する際及び減速する際に、巻枠及び面板の慣性により、巻回済みの鉄心ブロック相互間及び各鉄心ブロックを構成する単位鋼板相互間に位置ずれが生じるのを防ぐことができる。従って、巻回された巻鉄心の積層面上で一連の鉄心ブロックの突き合わせ部が蛇行した線に沿って配置されたり、ジグザグに配置されたりする状態が生じるのを防ぐことができ、巻鉄心を巻線に組み込む際の組立作業性が悪くなるのを防ぐことができる。
【図面の簡単な説明】
【0017】
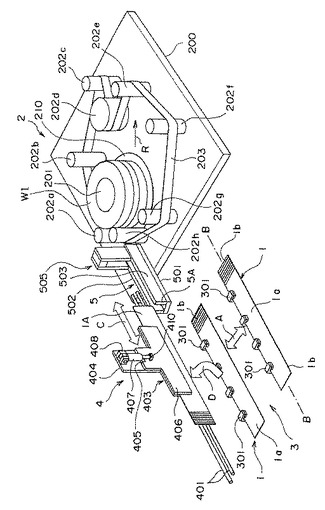
【図1】本発明に係わる巻鉄心製造装置の一実施形態の構成を概略的に示した斜視図である。
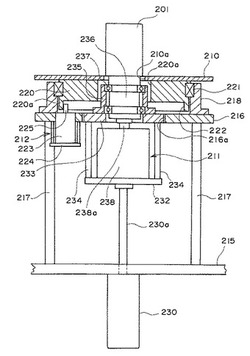
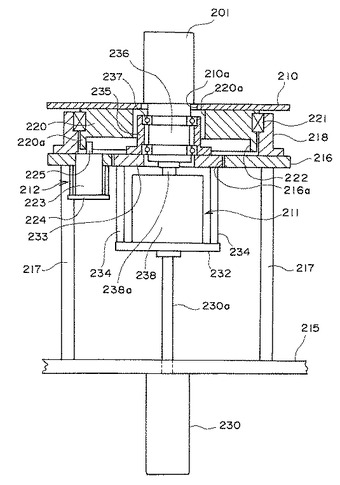
【図2】図1の実施形態で用いる巻枠駆動装置及び面板駆動装置の構成例を概略劇に示した断面図である。
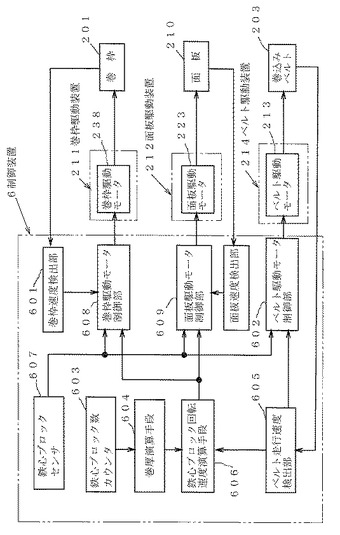
【図3】本発明に実施形態で用いる制御装置の構成例を示したブロック図である。
【発明を実施するための形態】
【0018】
図1は、本発明の一実施形態の全体的な構成を示したものである。図1において、1は巻鉄心を構成する鉄心ブロックで、この鉄心ブロック1は、複数枚の短冊状の単位鋼板1aを、それぞれの長さ方向を揃え、それぞれの長手方向の両端の位置を所定のずらし寸法ずつずらしながら積層することにより形成される。鉄心ブロック1の長手方向の両端には、階段状の段部1bが形成されている。この鉄心ブロックは、図示しない鋼板段積み装置により形成される。
【0019】
また図1において、2は鉄心ブロック1を巻回積層して巻鉄心を形成する巻回積層装置、3は図示しない鋼板段積み装置により形成された鉄心ブロック1を受け取って、受け取った鉄心ブロック1をその幅方向に一定距離トラバースさせた後、その幅方向を垂直方向に向けるように引き起こす引き起こし装置、4は引き起こし装置3により引き起こされた鉄心ブロック1をクランプして巻回積層装置2側に搬送する搬送装置、5は搬送装置4により搬送されてくる鉄心ブロック1を巻回積層装置2の鉄心ブロック導入部に向けて案内する鉄心ブロック供給装置である。
【0020】
図示しない鋼板段積み装置は、鋼帯コイルから巻き戻された帯状の鋼帯をシヤーで切断することにより形成した複数の短冊状の単位鋼板1aを、図示の送給ラインB−Bに沿って固定テーブル(図示せず。)上に送給して、それぞれの単位鋼板の長手方向を一致させ、それぞれの長手方向の両端の位置を所定のずらし寸法ずつずらしながら固定テーブル上に積層する(段積みする)ことにより、長手方向の両端に階段状の段部1bが形成された鉄心ブロック1を形成する。この鋼板段積み装置としては、特開平8−124775号公報に示されたもの、特開平10−241979号公報に示されたもの、特開2006−93366号公報に示されたもの等、種々の形式のものが知られているが、本発明では、いずれの形式の鋼板段積み装置を用いてもよい。
【0021】
巻回積層装置2は、フレーム200と、円筒面状の外周面を有するように形成されてフレーム200に対して回転自在に設けられた巻枠201と、巻枠201の下端側に配置されてフレーム200に対して回転自在に支持された面板210と、フレーム200に支持された複数のローラ202aないし202hによりガイドされて一部が巻枠201の外周に沿って走行するように設けられたエンドレスの巻込みベルト203と、巻込みベルト203を走行させるベルト駆動装置とを備えている。
【0022】
巻枠201は、該巻枠201の外周に形成される巻鉄心の径の増大を許容するために、鉄心ブロック1を受入れる方向(巻枠の接線方向)に対して45°傾斜した一定方向(図示の矢印R方向)に初期位置から最終位置まで変位し得るように、フレーム200に図示しない支持機構を介してスライド自在に支持された可動フレーム(図示せず。)に回転自在に支持されている。
【0023】
面板210は、円板状に形成されていて、巻枠201の下端側に、該巻枠と軸線を共有した状態で配置されて、巻枠201が支持されたフレームに回転自在に支持されている。
【0024】
ローラ202aないし202hのうち、ローラ202aないし202c及び202eないし202hは、定位置で回転するように設けられたローラで、これらのローラの内の一つが駆動ローラとなっている。図示の例では、ローラ202gが駆動ローラとなっていて、この駆動ローラが図示しないモータにより回転駆動されることにより巻込みベルト203が駆動されるようになっている。巻込みベルト203の走行に伴って、巻枠201の外周に巻かれる鉄心ブロックが駆動され、該鉄心ブロックを介して巻枠201及び面板210が回転駆動される。駆動ローラ202gと、このローラを駆動するモータとにより、ベルト駆動装置が構成されている。
【0025】
図1に示された径が大きいローラ202dは、巻枠201に近づく方向と巻枠201から離れる方向とに変位が可能なように支持されて、巻込みベルト203の弛みを吸収するアキュームローラである。このアキュームローラは、図示しなアキュームシリンダにより、巻枠201側に付勢されている。
【0026】
図示の巻回積層装置2においては、その鉄心ブロック導入部に一対のローラ202a,202hが隣り合って配置されていて、これらのローラ202a,202hの間を通して鉄心ブロック1が巻回積層装置2に導入される。巻枠201は、ローラ202a,202hに接近する方向(矢印Rと反対方向)と、これらのローラから離れる方向(矢印R方向)とに変位し得るように支持されていて、巻枠201が初期位置にある状態(巻枠201に鉄心ブロックが巻き付けられる前の図示の状態)では、巻枠201がベルト203を介して一対のローラ202a及び202hに接した状態で配置されている。巻枠201は、バネやエアシリンダ等の付勢手段によりローラ202a,202h側(初期位置側)に付勢されている。図1は、巻枠201の外周に複数の鉄心ブロック1が巻回されて巻鉄心WIが途中まで巻回された状態を示している。
【0027】
鉄心ブロック供給装置5は、帯板状に形成された底板210aと、底板210aの幅方向の両端から垂直方向に起立して鉄心ブロックをガイドする方向に沿って平行に伸びる一対のガイド板502,503とを備えていて、その先端を巻回積層装置2の鉄心ブロック導入部に配置された一対のローラ202a,202hの間に位置させ、かつガイド板502,503の長手方向(ガイド方向)を巻枠201のほぼ接線方向に向けた状態で配置されている。鉄心ブロック供給装置5にはまた、ガイド板502、503の間に受入れた鉄心ブロックを、巻回積層装置2の鉄心ブロック導入部に向けてクランプして送り込む前後移動機構505が設けられている。前後移動機構505は、ガイド板502,503の間に挿入された鉄心ブロック1をクランプするクランプと、該クランプをガイド板502,503の長手方向に沿って前後に移動させる移動機構とを備えている。
【0028】
引き起こし装置3は、鋼板段積み装置により形成された鉄心ブロック1の長手方向に一定間隔で並ぶように配置されて該鉄心ブロック1の幅方向の一端寄りの部分をクランプする複数のクランプ具301,301,…と、クランプ具301,301,…によりクランプされた鉄心ブロック1を、その主面を水平方向に向けた状態で該鉄心ブロックの幅方向(矢印A方向)に、一定距離トラバースさせるトラバース機構(図示せず。)と、鋼板段積み装置の鉄心ブロック搬出位置から一定距離離れた最終トラバース位置までトラバースした鉄心ブロック1を、矢印Dで示すように、その幅方向を垂直方向(鉛直方向)に向けるように引き起こす引き起し機構とにより構成される。
【0029】
搬送装置4は、鉄心ブロック供給装置5のガイド方向に沿う方向(図1の矢印C方向)を搬送方向として、引き起こし装置3により引き起こされた鉄心ブロック1を上方からクランプして、クランプした鉄心ブロック1を、その幅方向を垂直方向に向けたままの状態で鉄心ブロック供給装置5に向けて搬送する。
【0030】
図示の搬送装置4は、鉄心ブロック供給装置5のガイド方向(矢印C方向)と平行な方向に伸びるガイドレール401,401と、ガイドレール401,401により案内されて走行するスライダ(図示せず。)と、このスライダに支持されたクランプ装置403と、モータや流体圧シリンダを駆動源としてスライダをガイドレール401,401に沿って図1の矢印C方向に走行させるスライダ駆動装置(図示せず。)とからなっている。
【0031】
クランプ装置403は、板面を垂直方向に向けた状態でスライダに支持された第1のクランプ板404と、上端が第1のクランプ板404にヒンジ405を介して支持された第2のクランプ板406と、第2のクランプ板406を駆動する流体圧シリンダ407とを備えている。流体圧シリンダ407は、内部にピストンが収容されたシリンダと、シリンダの先端から外部に導出されたピストンロッドとを備えていて、そのシリンダの後端部が第1のクランプ板404の上端部に取り付けられたブラケット408にピンを介して枢支され、ピストンロッドの先端が第2のクランプ板406に取り付けられたブラケット410にピンを介して枢支されている。
【0032】
第2のクランプ板406は、流体圧シリンダ407のピストンロッドの伸縮に伴って、鉄心ブロック1を間にして第1のクランプ板404と対向した状態になるクランプ位置と、第1のクランプ板404から離れて鉄心ブロック1を解放した状態になるアンクランプ位置との間を変位させられる。
【0033】
図2を参照すると、巻枠201及び面板210を支持する機構と、巻枠201及び面板210をそれぞれ駆動する巻枠駆動装置211及び面板駆動装置212の機械的構成の一例が示されている。図2において、215は、水平方向に沿う板面を有する板状の可動フレームで、この可動フレームは、図示しないスライド機構を介して図1に示されたフレーム200に支持されている。可動フレーム215は、水平面上で、図1に示された矢印R方向及び矢印Rと反対方向にスライド変位し得るようになっている。
【0034】
可動フレーム215の上方には、水平方向に沿う板面を有する支持板216が配置され、この支持板216が複数の支柱217を介して可動フレーム215に支持されている。支持板216の上面には、軸線を上下方向(鉛直方向)に向けた円環状の支持部材218の下端が固定されている。支持部材218の内側には、面板210を支持する円盤状の回転体220が同心的に配置され、この回転体220が軸受け221を介して支持部材218に回転自在に支持されている。面板210は円板状に形成されて、その軸線を回転体220の軸線に一致させた状態で回転体220の上面に固定されている。面板210の中央部には、巻枠201を緩く貫通させる孔210aが形成されている。また回転体220の中央には巻枠201を通過させるための孔220aが形成されている。
【0035】
回転体220の外周寄りの部分には、下方に突出した周壁部220aが形成され、この周壁部220aの内周に歯が刻設されることにより内歯歯車222が構成されている。また面板210を駆動する面板駆動モータ223が、支持板216に支持部材224を介して支持され、面板駆動モータ223の出力軸に取り付けられた歯車225が歯車222に噛み合わされている。従って面板駆動モータ223の回転が歯車225及び222により減速されて回転体220に伝達され、これにより、回転体220が面板210とともに回転駆動される。本実施形態では、回転体220と、面板駆動モータ223と歯車222及び225とにより、面板駆動モータ223を駆動源として、巻枠201に鉄心ブロック1を巻き付ける際の鉄心ブロックの回転方向と同方向に面板210を回転駆動する面板駆動装置212が構成されている。
【0036】
可動フレーム215にはまた軸線を面板210の軸線を一致させて流体圧シリンダ230が固定され、可動フレーム215を貫通して上方に伸びる流体圧シリンダ230のピストンロッド230aの上端に可動板232が接続されている。可動板232の上方には、支持板216の中央部に設けられた貫通孔216a内を通して上下に変位し得るように設けられた巻枠支持板233が配置され、この巻枠支持板233が複数の支柱234を介して可動板232に支持されている。巻枠支持板233の上面には、軸線を面板210の軸線に一致させた状態で設けられた筒体235が固定され、筒体235の内側に、巻枠201を支持する軸部236が同心的に配置されている。軸部236は、軸受け237を介して筒体235に回転自在に支持され、面板210と軸線を共有した状態で配置された巻枠201の下端が軸部236の上端に接続されている。
【0037】
可動板232の上には減速機を備えた巻枠駆動モータ238が固定され、この巻枠駆動モータ238の出力軸238aが軸部236に連結されている。この例では、巻枠駆動モータ238と、該巻枠駆動モータ238の回転を巻枠201に伝達する軸部236とにより、巻枠駆動モータ238を駆動源として巻枠201に鉄心ブロック1を巻き付ける際の鉄心ブロック1の回転方向と同方向に巻枠201を回転駆動する巻枠駆動装置211が構成されている。
【0038】
巻枠201は、流体圧シリンダ230を駆動してピストンロッド230aを上下させることにより、図2に示された第1の位置と、その上端が面板210の上面と同一の平面上に位置した状態になるか、または面板210の上面よりも下方に後退した状態になる第2の位置との間を変位させられる。巻枠201は、該巻枠201に巻鉄心を巻回する際に図2に示された第1の位置に配置され、巻鉄心の巻回が終了した後、巻回された巻鉄心を搬出するために巻枠201を巻鉄心から離脱させる際に第2の位置まで下方に変位させられる。
【0039】
なお実際には、巻枠201に鉄心ブロックを巻回する際に巻枠に作用する力に対して、巻枠を支える機構部分の機械的強度を確保するために、可動板232及び巻枠支持板233を上下動自在に支持する強固な支持機構が更に設けられるが、この支持機構の図示は省略されている。
【0040】
本実施形態では、巻込みベルト203を制御するとともに、巻込みベルト203により駆動されて巻枠201とともに回転しながら巻枠201に巻回される鉄心ブロッ1の角速度に等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238及び面板駆動モータ223を制御する制御装置6が設けられる。
【0041】
図3はこの制御装置6の一構成例を示したもので、同図に示された制御装置は、巻枠速度検出部601と、面板速度検出部602と、鉄心ブロック数カウンタ603と、巻厚演算手段604と、ベルト走行速度検出部605と、鉄心ブロック速度演算手段606と、鉄心ブロックセンサ607と、巻枠駆動モータ制御部608と、面板駆動モータ制御部609と、巻込みベルト203を駆動するベルト駆動装置213のベルト駆動モータ214を制御するベルト駆動モータ制御部610とを備えている。
【0042】
巻枠速度検出部601は、巻枠201の角速度ωmを検出する部分で、この速度検出部は、例えば、巻枠201の軸部236の角速度または巻枠駆動モータ238の出力軸の角速度を検出するエンコーダなどの速度検出器を用いて構成することができる。
【0043】
面板速度検出部602は面板610の角速度ωpを検出する部分で、この検出部は、例えば、面板駆動モータ223の角速度に歯車225と222による減速比を乗じることにより面板610の角速度ωpを演算するように構成される。
【0044】
鉄心ブロック数カウンタ603は、巻回積層装置2に導入された鉄心ブロックの数を計数するカウンタで、巻回積層装置2の鉄心ブロック導入部に鉄心ブロック1が導入される毎にその計数値nをインクリメントする。
【0045】
巻厚演算手段604は、巻枠201の外周に既に巻回された鉄心ブロック積層体の厚さ(巻厚)dを演算する手段で、鉄心ブロック1の既知の厚さに鉄心ブロック数カウンタ603により計数された鉄心ブロックの数(巻枠に巻かれた鉄心ブロックの数)を乗じることにより巻厚dを演算する。
【0046】
ベルト走行速度検出部605は、巻込みベルト203の走行速度V[m/sec]を検出する手段で、この検出部は例えば、巻込みベルト203を駆動するローラ202gの角速度を検出するセンサの出力からベルト203の走行速度V[m/sec]を検出する。この走行速度は、巻枠201に新たに巻回しつつある鉄心ブロック1の外周面の周速度に等しい。
【0047】
鉄心ブロック速度演算手段606は、巻込みベルト203により駆動されて巻枠201の周囲に巻回されている鉄心ブロック1の角速度ωiを演算する演算手段で、この演算手段は、巻枠201の半径rと巻厚演算手段604により演算された巻厚dとの合計値(巻枠の中心から巻枠201に既に巻回されている鉄心ブロックの積層体の外周までの半径)Rと、ベルト走行速度検出部605により検出されたベルト203の走行速度V[m/sec](巻枠に巻回されている鉄心ブロックの積層体の外周部の周速度)とから、巻枠201に巻回されている鉄心ブロックの積層体の角速度ωi(=V/2πR)[rad/sec]を演算する。
【0048】
鉄心ブロックセンサ607は、巻回積層装置2の鉄心ブロック導入部に次に巻回する鉄心ブロックが導入されたこと、及び巻枠への鉄心ブロックの巻回が完了したことを検出するセンサで、このセンサは、例えば、鉄心ブロック1が導入部に達したときに巻回積層装置2に新たな鉄心ブロックが導入されたことを検出し、導入された鉄心ブロックが巻枠に巻回されてその後端部が通過したときに新たに導入された鉄心ブロックの巻回が完了したことを検出する位置センサにより構成することができる。位置センサは、リミットスイッチや、発光器と受光器との間に鉄心ブロックが進入した際及び発光器と受光器との間から鉄心ブロックが離脱した際にそれぞれ検出動作を行う光学式のセンサ等により構成することができる。
【0049】
本実施形態では、鉄心ブロックセンサ607の出力が、ベルト走行速度検出部605の出力と共にベルト駆動モータ制御部610に入力されている。ベルト駆動モータ制御部610は、鉄心ブロックセンサ607により鉄心ブロックが導入されたことが検出されたときにベルト駆動モータ214を起動して巻き込みベルト203を一定の速度まで加速し、導入された鉄心ブロックの巻回が完了したことが検出された時にベルト駆動モータ214を減速して停止させる。
【0050】
本実施形態では、巻枠速度検出部601により検出される巻枠201の角速度ωmと、鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度(巻枠に既に巻かれている鉄心ブロック積層体の角速度)ωiとが巻枠駆動モータ制御部608に入力されている。巻枠駆動モータ制御部608は、ベルト駆動モータ214と同期させて巻枠駆動モータ238を起動して巻枠201を回転させ、巻枠速度検出部601により検出される巻枠201の角速度ωmを鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度ωiに一致させるように巻枠駆動モータ238を制御する。
【0051】
本実施形態ではまた、面板速度検出部602により検出される面板210の角速度ωpと、鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度ωiとが面板駆動モータ制御部609に入力されている。面板駆動モータ制御部609は、ベルト駆動モータ214と同期して面板駆動モータ238を起動して面板210を回転させ、面板速度検出部602により検出される面板210の角速度ωpを鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度ωiに一致させるように面板駆動モータ609を制御する。
【0052】
本実施形態の巻鉄心製造装置により巻鉄心を製造する際には、図示しない鋼板段積み装置により順次形成される鉄心ブロック1を、引き起こし装置3のクランプ301によりクランプして最終トラバース位置までトラバースさせた後、鉄心ブロック1を引き起こして、引き起こした鉄心ブロック1のクランプ301によりクランプされた部分よりも上方の部分を搬送装置4のクランプ装置403によりクランプし、引き起こし装置3のクランプ301をアンクランプ状態にする。次いでクランプ装置403によりクランプされている鉄心ブロック1を鉄心ブロック供給装置5に向けて移動させる。鉄心ブロック1のクランプ装置403から前方に突出している口出し部分1Aの先端を鉄心ブロック供給装置5の鉄心ブロック受入れ口5Aからガイド板502,503の間に挿入し、鉄心ブロックを鉄心ブロック供給装置5内に挿入する。
【0053】
鉄心ブロック1を鉄心ブロック供給装置5内に挿入した後、クランプ装置403をアンクランプ状態にし、クランプしていた鉄心ブロック1を鉄心ブロック供給装置5の底板501の上に下ろす。これにより鉄心ブロック1を構成している単位鋼板の幅方向の端面の位置を揃える。次いで鉄心ブロック供給装置5に設けられている送り出し機構を動作させて、鉄心ブロック1を鉄心ブロック導入部から巻込みベルト203と巻枠201との間に送り込む。次いで巻込みベルト203を駆動して導入した鉄心ブロック1を巻枠201の外周に巻き付ける。
【0054】
本実施形態では、巻枠駆動モータ238を駆動源として巻枠を回転駆動する巻枠駆動装置211と、面板駆動モータ223を駆動源として面板を回転駆動する面板駆動装置212とを設けて、巻枠201に巻回されている鉄心ブロック1の角速度ωiに等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238と面板駆動モータ223とを制御するようにしたので、巻込みベルト203を規定の速度に向って加速する際も、走行している巻込みベルトを減速して停止させる際にも、巻枠201と、巻枠に既に巻回されている鉄心ブロックと面板210とが常に同じ角速度で回転させられるため、巻枠201及び面板210の慣性により、既に巻回されている鋼板相互間に位置ずれが生じるのを防ぐことができ、巻回された巻鉄心の積層面上で一連の鉄心ブロック1,1,…の突き合わせ部が蛇行した線に沿って配置される状態が生じるのを防ぐことができ、巻鉄心を巻線に組み込んで鉄心を構成する際の組立作業性を向上させることができる。
【符号の説明】
【0055】
1 単位鋼板の積層体からなる鉄心ブロック
2 巻回積層装置
201 巻枠
203 巻込みベルト
211 巻枠駆動装置
212 面板駆動装置
214 ベルト駆動モータ
223 面板駆動モータ
238 巻枠駆動モータ
3 引き起こし装置
4 鉄心ブロック搬送装置
403 クランプ装置
404 第1のクランプ板
405 ヒンジ
406 第2のクランプ板
407 流体圧シリンダ
421 第1の押圧部材
422 第2の押圧部材
425 流体圧シリンダ
431 第1の押圧部材
432 第2の押圧部材
5 鉄心ブロック供給装置
501 底板
502 ガイド板
503 ガイド板
6 制御部
601 巻枠速度検出部
602 面板速度検出部
603 鉄心ブロック数カウンタ
604 巻厚演算手段
605 ベルト走行速度検出部
606 鉄心ブロック速度演算手段
607 鉄心ブロックセンサ
608 巻枠駆動モータ制御部
609 面板駆動モータ制御部
610 ベルト駆動モータ制御部
【技術分野】
【0001】
本発明は、複数枚の短冊状の単位鋼板を積層して構成した鋼板積層体からなる複数の鉄心ブロックを順次巻枠に巻回積層して巻鉄心を製造する巻鉄心製造装置に関するものである。
【背景技術】
【0002】
この種の巻鉄心製造装置は、特許文献1に示されているように、複数枚の短冊状の単位鋼板を、それぞれの長さ方向を揃え、それぞれの長さ方向の一端及び他端の位置を所定のずらし寸法だけずらした状態で固定テーブル上に段積みして、長手方向の一端側及び他端側に階段状に傾斜した積層面が形成された鉄心ブロックを順次形成する鋼板段積み装置と、この鋼板段積み装置により形成された一連の鉄心ブロックを順次巻枠の回りに巻回積層して巻鉄心を形成する巻回積層装置と、鋼板段積み装置により順次形成された鉄心ブロックを巻回積層装置に向けて搬送する搬送装置とを備えている。
【0003】
鋼板段積み装置は、鋼帯コイルから巻き戻された帯状の鋼帯をシヤーで切断することにより形成した複数の短冊状の単位鋼板を、送給ラインに沿って固定テーブル上に送給して、順次送給される一連の単位鋼板を、長手方向に位置をずらしながら積層する(段積みする)ことにより、長手方向の両端に階段状の積層面が形成された鉄心ブロックを形成する。
【0004】
巻回積層装置は、外周面が円筒面状を呈するように形成されてフレームに回転自在に支持された巻枠と、巻枠の下端に該巻枠と軸線を共有した状態で配置されてフレームに回転自在に支持された円板状の面板と、面板の周囲に配置されてフレームに支持された複数のローラによりガイドされて一部が巻枠の外周に沿って走行するように設けられたエンドレスの巻込みベルトと、巻込みベルトを走行させるベルト駆動装置とを備えている。従来の巻鉄心製造装置では、巻枠と面板とが独立に回転し得るように設けられている。
【0005】
この巻回積層装置により巻鉄心を形成する際には、巻枠の鉄心ブロック受け入れ位置を巻回積層装置の鉄心ブロック導入部に整合させた状態で、巻鉄心を停止させておく。この状態で、幅方向を上下方向(鉛直方向)に向けた鉄心ブロックを、搬送装置により巻回積層装置の鉄心ブロック導入部に向けて搬送し、搬送した鉄心ブロックの下端側の積層面を面板の上面に添わせた状態で、巻枠と巻込みベルトとの間に挿入する。しかる後、ベルト駆動装置により巻込みベルトを一方向に走行させ、このベルトにより鉄心ブロックを介して巻枠及び面板を駆動して回転させながら、鉄心ブロックを巻枠の外周に巻き付ける。鉄心ブロックの巻き付けが完了した後、巻込みベルトを減速して巻枠の鉄心ブロック受け入れ位置を巻回積層装置の鉄心ブロック導入部に整合させた状態で停止させる。これらの動作を繰り返すことにより、一連の鉄心ブロックを巻枠の外周に巻回、積層していくことにより、巻枠の外周に巻鉄心を形成する。
【0006】
巻枠の外周に順次巻回された鉄心ブロックの幅方向の一端側の積層面は、面板に接しているため、ほぼ同一の平面上に配置されている。また通常各鉄心ブロックの長手方向の両端には階段状に傾斜した積層面が形成されているため、巻枠の外周に巻回された各鉄心ブロックの両端の突き合わせ部には、所定のラップ代をもってラップされた(重ね合わされた)ラップ部が形成される。
【0007】
上記のようにして巻回された巻鉄心は、後工程で矩形状に成形されて焼鈍された後、各突き合わせ部が切り離された状態で巻線の窓部の内側に挿入され、その後再度突き合わせ部が突き合わされて、変圧器等の静止誘導電気機器の鉄心を構成する。鉄心を巻線に組み込む際の組立作業性を向上させるためには、巻枠の外周に巻回積層された一連の鉄心ブロックの突き合わせ部が、積層面上で一直線上に並んだ状態で配置されていることが好ましい。そのため、巻回積層装置により鉄心ブロックを巻回積層する際には、一連の鉄心ブロックの両端の突き合わせ部が一直線上に並ぶように、各鉄心ブロックの巻込み位置を数値演算により求めて、巻回された各鉄心ブロックが演算された巻込み位置に正確に配置されるように、各鉄心ブロックの導入位置を管理している。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−106314号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来の巻鉄心製造装置に設けられていた巻回積層装置においては、巻枠の外周に巻回される一連の鉄心ブロックの両端の突き合わせ部が巻回された巻鉄心の積層面上で直線に沿って並ぶように、各鉄心ブロックの巻込み位置を管理しても、一連の鉄心ブロックの突き合わせ部を直線上に配置することができないことがあり、巻回された巻鉄心の積層面上で一連の鉄心ブロックの突き合わせ部が蛇行した線に沿って配置されたり、ジグザグに配置されたりして、突き合わせ部の配列が乱れることがあった。巻回された巻鉄心の一連の鉄心ブロックの突き合わせ部の配列が乱れていると、後工程で巻鉄心を巻線に組み込む際の組立作業性が悪くなり、静止誘導電気機器の製造能率を低下させることになる。
【0010】
本発明の目的は、一連の鉄心ブロックを巻枠に巻回して巻鉄心を製造する際に、一連の鉄心ブロックの突き合わせ部の配列が乱れた状態になるのを防ぐことができるようにした巻鉄心製造装置を提供することにある。
【課題を解決するための手段】
【0011】
本発明は、軸線を上下方向に向けて配置された回転自在な巻枠と、この巻枠の下端側に該巻枠と軸線を共有した状態で配置された回転自在な円板状の面板と、面板の周囲に配置された複数のローラによりガイドされて一部が巻枠の外周に沿って走行するように設けられたエンドレスの巻込みベルトと、巻込みベルトを走行させるベルト駆動装置とを備えて、複数の短冊状の単位鋼板の積層体からなる一連の鉄心ブロックを、それぞれの幅方向の一端側の積層面を面板の上面に添わせた状態で巻込みベルトと巻枠との間に挿入して、挿入した各鉄心ブロックを巻込みベルトで駆動して巻枠とともに回転させながら巻枠の外周に巻き付けることにより巻鉄心を製造する巻鉄心製造装置を対象とする。
【0012】
本発明においては、巻枠駆動モータを駆動源として巻枠に鉄心ブロックを巻き付ける際の鉄心ブロックの回転方向と同方向に巻枠を回転駆動する巻枠駆動装置と、面板駆動モータを駆動源として巻枠に鉄心ブロックを巻き付ける際の鉄心ブロックの回転方向と同方向に面板を回転駆動する面板駆動装置と、巻込みベルトにより駆動されて巻枠とともに回転しながら巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠及び面板を回転させるように、巻枠駆動モータ及び面板駆動モータを制御する制御装置とを設けた。
【0013】
本発明者は、従来の巻鉄心製造装置に対して種々の検討を加えた結果、従来の巻鉄心製造装置では、巻枠及び面板がそれぞれ独立に回転し得るように設けられていて、各鉄心ブロックが巻込みベルトにより駆動されて巻枠の周囲に巻かれる際に、巻枠及び面板が巻込みベルトにより鉄心ブロックを介して間接的に駆動されることによって回転させられるため、巻込みベルトを加速する際及び減速する際に、巻枠及び面板の慣性により、巻回済みの鉄心ブロック相互間及び各鉄心ブロックを構成する単位鋼板相互間に位置ずれが生じ、これにより、一連の鉄心ブロックの突き合わせ部が蛇行したり、ジグザグに配置された状態になることが明らかになった。
【0014】
そこで、本発明においては、前述のように、巻枠駆動モータを駆動源として巻枠を回転駆動する巻枠駆動装置と、面板駆動モータを駆動源として面板を回転駆動する面板駆動装置とを設けて、巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠及び面板を回転させるように、巻枠駆動モータ及び面板駆動モータを制御するようにした。このように構成すると、巻込みベルトを規定の速度に向って加速する際も、走行している巻込みベルトを減速して停止させる際にも、巻枠と、巻枠に既に巻回されている鉄心ブロックと、面板とが常に同じ角速度で回転させられるため、巻枠及び面板の慣性により、既に巻回されている鉄心ブロック相互間及び各鉄心ブロックを構成する単位鋼板相互間に位置ずれが生じるのを防ぐことができ、一連の鉄心ブロックの突き合わせ部の配列が乱れるのを防ぐことができる。
【0015】
本発明の好ましい態様では、上記制御装置が、巻枠の角速度を検出する巻枠速度検出部と、面板の角速度を検出する面板速度検出部と、巻枠の外径と巻枠の外周に巻回された巻鉄心の巻厚との和と巻込みベルトの走行速度とから巻込みベルトにより駆動されて巻枠と共に回転している鉄心ブロックの角速度を演算する鉄心ブロック速度演算手段と、巻枠速度検出部により検出される巻枠の角速度を鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように巻枠駆動モータを制御する巻枠駆動モータ制御部と、面板速度検出部により検出される面板の角速度を鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように面板駆動モータを制御する面板駆動モータ制御部とを備えている。
【発明の効果】
【0016】
本発明においては、巻枠駆動モータを駆動源として巻枠を回転駆動する巻枠駆動装置と、面板駆動モータを駆動源として面板を回転駆動する面板駆動装置とを設けて、巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠及び面板を回転させるように、巻枠駆動モータ及び面板駆動モータを制御するようにしたので、巻込みベルトを加速する際及び減速する際に、巻枠及び面板の慣性により、巻回済みの鉄心ブロック相互間及び各鉄心ブロックを構成する単位鋼板相互間に位置ずれが生じるのを防ぐことができる。従って、巻回された巻鉄心の積層面上で一連の鉄心ブロックの突き合わせ部が蛇行した線に沿って配置されたり、ジグザグに配置されたりする状態が生じるのを防ぐことができ、巻鉄心を巻線に組み込む際の組立作業性が悪くなるのを防ぐことができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係わる巻鉄心製造装置の一実施形態の構成を概略的に示した斜視図である。
【図2】図1の実施形態で用いる巻枠駆動装置及び面板駆動装置の構成例を概略劇に示した断面図である。
【図3】本発明に実施形態で用いる制御装置の構成例を示したブロック図である。
【発明を実施するための形態】
【0018】
図1は、本発明の一実施形態の全体的な構成を示したものである。図1において、1は巻鉄心を構成する鉄心ブロックで、この鉄心ブロック1は、複数枚の短冊状の単位鋼板1aを、それぞれの長さ方向を揃え、それぞれの長手方向の両端の位置を所定のずらし寸法ずつずらしながら積層することにより形成される。鉄心ブロック1の長手方向の両端には、階段状の段部1bが形成されている。この鉄心ブロックは、図示しない鋼板段積み装置により形成される。
【0019】
また図1において、2は鉄心ブロック1を巻回積層して巻鉄心を形成する巻回積層装置、3は図示しない鋼板段積み装置により形成された鉄心ブロック1を受け取って、受け取った鉄心ブロック1をその幅方向に一定距離トラバースさせた後、その幅方向を垂直方向に向けるように引き起こす引き起こし装置、4は引き起こし装置3により引き起こされた鉄心ブロック1をクランプして巻回積層装置2側に搬送する搬送装置、5は搬送装置4により搬送されてくる鉄心ブロック1を巻回積層装置2の鉄心ブロック導入部に向けて案内する鉄心ブロック供給装置である。
【0020】
図示しない鋼板段積み装置は、鋼帯コイルから巻き戻された帯状の鋼帯をシヤーで切断することにより形成した複数の短冊状の単位鋼板1aを、図示の送給ラインB−Bに沿って固定テーブル(図示せず。)上に送給して、それぞれの単位鋼板の長手方向を一致させ、それぞれの長手方向の両端の位置を所定のずらし寸法ずつずらしながら固定テーブル上に積層する(段積みする)ことにより、長手方向の両端に階段状の段部1bが形成された鉄心ブロック1を形成する。この鋼板段積み装置としては、特開平8−124775号公報に示されたもの、特開平10−241979号公報に示されたもの、特開2006−93366号公報に示されたもの等、種々の形式のものが知られているが、本発明では、いずれの形式の鋼板段積み装置を用いてもよい。
【0021】
巻回積層装置2は、フレーム200と、円筒面状の外周面を有するように形成されてフレーム200に対して回転自在に設けられた巻枠201と、巻枠201の下端側に配置されてフレーム200に対して回転自在に支持された面板210と、フレーム200に支持された複数のローラ202aないし202hによりガイドされて一部が巻枠201の外周に沿って走行するように設けられたエンドレスの巻込みベルト203と、巻込みベルト203を走行させるベルト駆動装置とを備えている。
【0022】
巻枠201は、該巻枠201の外周に形成される巻鉄心の径の増大を許容するために、鉄心ブロック1を受入れる方向(巻枠の接線方向)に対して45°傾斜した一定方向(図示の矢印R方向)に初期位置から最終位置まで変位し得るように、フレーム200に図示しない支持機構を介してスライド自在に支持された可動フレーム(図示せず。)に回転自在に支持されている。
【0023】
面板210は、円板状に形成されていて、巻枠201の下端側に、該巻枠と軸線を共有した状態で配置されて、巻枠201が支持されたフレームに回転自在に支持されている。
【0024】
ローラ202aないし202hのうち、ローラ202aないし202c及び202eないし202hは、定位置で回転するように設けられたローラで、これらのローラの内の一つが駆動ローラとなっている。図示の例では、ローラ202gが駆動ローラとなっていて、この駆動ローラが図示しないモータにより回転駆動されることにより巻込みベルト203が駆動されるようになっている。巻込みベルト203の走行に伴って、巻枠201の外周に巻かれる鉄心ブロックが駆動され、該鉄心ブロックを介して巻枠201及び面板210が回転駆動される。駆動ローラ202gと、このローラを駆動するモータとにより、ベルト駆動装置が構成されている。
【0025】
図1に示された径が大きいローラ202dは、巻枠201に近づく方向と巻枠201から離れる方向とに変位が可能なように支持されて、巻込みベルト203の弛みを吸収するアキュームローラである。このアキュームローラは、図示しなアキュームシリンダにより、巻枠201側に付勢されている。
【0026】
図示の巻回積層装置2においては、その鉄心ブロック導入部に一対のローラ202a,202hが隣り合って配置されていて、これらのローラ202a,202hの間を通して鉄心ブロック1が巻回積層装置2に導入される。巻枠201は、ローラ202a,202hに接近する方向(矢印Rと反対方向)と、これらのローラから離れる方向(矢印R方向)とに変位し得るように支持されていて、巻枠201が初期位置にある状態(巻枠201に鉄心ブロックが巻き付けられる前の図示の状態)では、巻枠201がベルト203を介して一対のローラ202a及び202hに接した状態で配置されている。巻枠201は、バネやエアシリンダ等の付勢手段によりローラ202a,202h側(初期位置側)に付勢されている。図1は、巻枠201の外周に複数の鉄心ブロック1が巻回されて巻鉄心WIが途中まで巻回された状態を示している。
【0027】
鉄心ブロック供給装置5は、帯板状に形成された底板210aと、底板210aの幅方向の両端から垂直方向に起立して鉄心ブロックをガイドする方向に沿って平行に伸びる一対のガイド板502,503とを備えていて、その先端を巻回積層装置2の鉄心ブロック導入部に配置された一対のローラ202a,202hの間に位置させ、かつガイド板502,503の長手方向(ガイド方向)を巻枠201のほぼ接線方向に向けた状態で配置されている。鉄心ブロック供給装置5にはまた、ガイド板502、503の間に受入れた鉄心ブロックを、巻回積層装置2の鉄心ブロック導入部に向けてクランプして送り込む前後移動機構505が設けられている。前後移動機構505は、ガイド板502,503の間に挿入された鉄心ブロック1をクランプするクランプと、該クランプをガイド板502,503の長手方向に沿って前後に移動させる移動機構とを備えている。
【0028】
引き起こし装置3は、鋼板段積み装置により形成された鉄心ブロック1の長手方向に一定間隔で並ぶように配置されて該鉄心ブロック1の幅方向の一端寄りの部分をクランプする複数のクランプ具301,301,…と、クランプ具301,301,…によりクランプされた鉄心ブロック1を、その主面を水平方向に向けた状態で該鉄心ブロックの幅方向(矢印A方向)に、一定距離トラバースさせるトラバース機構(図示せず。)と、鋼板段積み装置の鉄心ブロック搬出位置から一定距離離れた最終トラバース位置までトラバースした鉄心ブロック1を、矢印Dで示すように、その幅方向を垂直方向(鉛直方向)に向けるように引き起こす引き起し機構とにより構成される。
【0029】
搬送装置4は、鉄心ブロック供給装置5のガイド方向に沿う方向(図1の矢印C方向)を搬送方向として、引き起こし装置3により引き起こされた鉄心ブロック1を上方からクランプして、クランプした鉄心ブロック1を、その幅方向を垂直方向に向けたままの状態で鉄心ブロック供給装置5に向けて搬送する。
【0030】
図示の搬送装置4は、鉄心ブロック供給装置5のガイド方向(矢印C方向)と平行な方向に伸びるガイドレール401,401と、ガイドレール401,401により案内されて走行するスライダ(図示せず。)と、このスライダに支持されたクランプ装置403と、モータや流体圧シリンダを駆動源としてスライダをガイドレール401,401に沿って図1の矢印C方向に走行させるスライダ駆動装置(図示せず。)とからなっている。
【0031】
クランプ装置403は、板面を垂直方向に向けた状態でスライダに支持された第1のクランプ板404と、上端が第1のクランプ板404にヒンジ405を介して支持された第2のクランプ板406と、第2のクランプ板406を駆動する流体圧シリンダ407とを備えている。流体圧シリンダ407は、内部にピストンが収容されたシリンダと、シリンダの先端から外部に導出されたピストンロッドとを備えていて、そのシリンダの後端部が第1のクランプ板404の上端部に取り付けられたブラケット408にピンを介して枢支され、ピストンロッドの先端が第2のクランプ板406に取り付けられたブラケット410にピンを介して枢支されている。
【0032】
第2のクランプ板406は、流体圧シリンダ407のピストンロッドの伸縮に伴って、鉄心ブロック1を間にして第1のクランプ板404と対向した状態になるクランプ位置と、第1のクランプ板404から離れて鉄心ブロック1を解放した状態になるアンクランプ位置との間を変位させられる。
【0033】
図2を参照すると、巻枠201及び面板210を支持する機構と、巻枠201及び面板210をそれぞれ駆動する巻枠駆動装置211及び面板駆動装置212の機械的構成の一例が示されている。図2において、215は、水平方向に沿う板面を有する板状の可動フレームで、この可動フレームは、図示しないスライド機構を介して図1に示されたフレーム200に支持されている。可動フレーム215は、水平面上で、図1に示された矢印R方向及び矢印Rと反対方向にスライド変位し得るようになっている。
【0034】
可動フレーム215の上方には、水平方向に沿う板面を有する支持板216が配置され、この支持板216が複数の支柱217を介して可動フレーム215に支持されている。支持板216の上面には、軸線を上下方向(鉛直方向)に向けた円環状の支持部材218の下端が固定されている。支持部材218の内側には、面板210を支持する円盤状の回転体220が同心的に配置され、この回転体220が軸受け221を介して支持部材218に回転自在に支持されている。面板210は円板状に形成されて、その軸線を回転体220の軸線に一致させた状態で回転体220の上面に固定されている。面板210の中央部には、巻枠201を緩く貫通させる孔210aが形成されている。また回転体220の中央には巻枠201を通過させるための孔220aが形成されている。
【0035】
回転体220の外周寄りの部分には、下方に突出した周壁部220aが形成され、この周壁部220aの内周に歯が刻設されることにより内歯歯車222が構成されている。また面板210を駆動する面板駆動モータ223が、支持板216に支持部材224を介して支持され、面板駆動モータ223の出力軸に取り付けられた歯車225が歯車222に噛み合わされている。従って面板駆動モータ223の回転が歯車225及び222により減速されて回転体220に伝達され、これにより、回転体220が面板210とともに回転駆動される。本実施形態では、回転体220と、面板駆動モータ223と歯車222及び225とにより、面板駆動モータ223を駆動源として、巻枠201に鉄心ブロック1を巻き付ける際の鉄心ブロックの回転方向と同方向に面板210を回転駆動する面板駆動装置212が構成されている。
【0036】
可動フレーム215にはまた軸線を面板210の軸線を一致させて流体圧シリンダ230が固定され、可動フレーム215を貫通して上方に伸びる流体圧シリンダ230のピストンロッド230aの上端に可動板232が接続されている。可動板232の上方には、支持板216の中央部に設けられた貫通孔216a内を通して上下に変位し得るように設けられた巻枠支持板233が配置され、この巻枠支持板233が複数の支柱234を介して可動板232に支持されている。巻枠支持板233の上面には、軸線を面板210の軸線に一致させた状態で設けられた筒体235が固定され、筒体235の内側に、巻枠201を支持する軸部236が同心的に配置されている。軸部236は、軸受け237を介して筒体235に回転自在に支持され、面板210と軸線を共有した状態で配置された巻枠201の下端が軸部236の上端に接続されている。
【0037】
可動板232の上には減速機を備えた巻枠駆動モータ238が固定され、この巻枠駆動モータ238の出力軸238aが軸部236に連結されている。この例では、巻枠駆動モータ238と、該巻枠駆動モータ238の回転を巻枠201に伝達する軸部236とにより、巻枠駆動モータ238を駆動源として巻枠201に鉄心ブロック1を巻き付ける際の鉄心ブロック1の回転方向と同方向に巻枠201を回転駆動する巻枠駆動装置211が構成されている。
【0038】
巻枠201は、流体圧シリンダ230を駆動してピストンロッド230aを上下させることにより、図2に示された第1の位置と、その上端が面板210の上面と同一の平面上に位置した状態になるか、または面板210の上面よりも下方に後退した状態になる第2の位置との間を変位させられる。巻枠201は、該巻枠201に巻鉄心を巻回する際に図2に示された第1の位置に配置され、巻鉄心の巻回が終了した後、巻回された巻鉄心を搬出するために巻枠201を巻鉄心から離脱させる際に第2の位置まで下方に変位させられる。
【0039】
なお実際には、巻枠201に鉄心ブロックを巻回する際に巻枠に作用する力に対して、巻枠を支える機構部分の機械的強度を確保するために、可動板232及び巻枠支持板233を上下動自在に支持する強固な支持機構が更に設けられるが、この支持機構の図示は省略されている。
【0040】
本実施形態では、巻込みベルト203を制御するとともに、巻込みベルト203により駆動されて巻枠201とともに回転しながら巻枠201に巻回される鉄心ブロッ1の角速度に等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238及び面板駆動モータ223を制御する制御装置6が設けられる。
【0041】
図3はこの制御装置6の一構成例を示したもので、同図に示された制御装置は、巻枠速度検出部601と、面板速度検出部602と、鉄心ブロック数カウンタ603と、巻厚演算手段604と、ベルト走行速度検出部605と、鉄心ブロック速度演算手段606と、鉄心ブロックセンサ607と、巻枠駆動モータ制御部608と、面板駆動モータ制御部609と、巻込みベルト203を駆動するベルト駆動装置213のベルト駆動モータ214を制御するベルト駆動モータ制御部610とを備えている。
【0042】
巻枠速度検出部601は、巻枠201の角速度ωmを検出する部分で、この速度検出部は、例えば、巻枠201の軸部236の角速度または巻枠駆動モータ238の出力軸の角速度を検出するエンコーダなどの速度検出器を用いて構成することができる。
【0043】
面板速度検出部602は面板610の角速度ωpを検出する部分で、この検出部は、例えば、面板駆動モータ223の角速度に歯車225と222による減速比を乗じることにより面板610の角速度ωpを演算するように構成される。
【0044】
鉄心ブロック数カウンタ603は、巻回積層装置2に導入された鉄心ブロックの数を計数するカウンタで、巻回積層装置2の鉄心ブロック導入部に鉄心ブロック1が導入される毎にその計数値nをインクリメントする。
【0045】
巻厚演算手段604は、巻枠201の外周に既に巻回された鉄心ブロック積層体の厚さ(巻厚)dを演算する手段で、鉄心ブロック1の既知の厚さに鉄心ブロック数カウンタ603により計数された鉄心ブロックの数(巻枠に巻かれた鉄心ブロックの数)を乗じることにより巻厚dを演算する。
【0046】
ベルト走行速度検出部605は、巻込みベルト203の走行速度V[m/sec]を検出する手段で、この検出部は例えば、巻込みベルト203を駆動するローラ202gの角速度を検出するセンサの出力からベルト203の走行速度V[m/sec]を検出する。この走行速度は、巻枠201に新たに巻回しつつある鉄心ブロック1の外周面の周速度に等しい。
【0047】
鉄心ブロック速度演算手段606は、巻込みベルト203により駆動されて巻枠201の周囲に巻回されている鉄心ブロック1の角速度ωiを演算する演算手段で、この演算手段は、巻枠201の半径rと巻厚演算手段604により演算された巻厚dとの合計値(巻枠の中心から巻枠201に既に巻回されている鉄心ブロックの積層体の外周までの半径)Rと、ベルト走行速度検出部605により検出されたベルト203の走行速度V[m/sec](巻枠に巻回されている鉄心ブロックの積層体の外周部の周速度)とから、巻枠201に巻回されている鉄心ブロックの積層体の角速度ωi(=V/2πR)[rad/sec]を演算する。
【0048】
鉄心ブロックセンサ607は、巻回積層装置2の鉄心ブロック導入部に次に巻回する鉄心ブロックが導入されたこと、及び巻枠への鉄心ブロックの巻回が完了したことを検出するセンサで、このセンサは、例えば、鉄心ブロック1が導入部に達したときに巻回積層装置2に新たな鉄心ブロックが導入されたことを検出し、導入された鉄心ブロックが巻枠に巻回されてその後端部が通過したときに新たに導入された鉄心ブロックの巻回が完了したことを検出する位置センサにより構成することができる。位置センサは、リミットスイッチや、発光器と受光器との間に鉄心ブロックが進入した際及び発光器と受光器との間から鉄心ブロックが離脱した際にそれぞれ検出動作を行う光学式のセンサ等により構成することができる。
【0049】
本実施形態では、鉄心ブロックセンサ607の出力が、ベルト走行速度検出部605の出力と共にベルト駆動モータ制御部610に入力されている。ベルト駆動モータ制御部610は、鉄心ブロックセンサ607により鉄心ブロックが導入されたことが検出されたときにベルト駆動モータ214を起動して巻き込みベルト203を一定の速度まで加速し、導入された鉄心ブロックの巻回が完了したことが検出された時にベルト駆動モータ214を減速して停止させる。
【0050】
本実施形態では、巻枠速度検出部601により検出される巻枠201の角速度ωmと、鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度(巻枠に既に巻かれている鉄心ブロック積層体の角速度)ωiとが巻枠駆動モータ制御部608に入力されている。巻枠駆動モータ制御部608は、ベルト駆動モータ214と同期させて巻枠駆動モータ238を起動して巻枠201を回転させ、巻枠速度検出部601により検出される巻枠201の角速度ωmを鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度ωiに一致させるように巻枠駆動モータ238を制御する。
【0051】
本実施形態ではまた、面板速度検出部602により検出される面板210の角速度ωpと、鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度ωiとが面板駆動モータ制御部609に入力されている。面板駆動モータ制御部609は、ベルト駆動モータ214と同期して面板駆動モータ238を起動して面板210を回転させ、面板速度検出部602により検出される面板210の角速度ωpを鉄心ブロック速度演算手段606により演算された鉄心ブロックの角速度ωiに一致させるように面板駆動モータ609を制御する。
【0052】
本実施形態の巻鉄心製造装置により巻鉄心を製造する際には、図示しない鋼板段積み装置により順次形成される鉄心ブロック1を、引き起こし装置3のクランプ301によりクランプして最終トラバース位置までトラバースさせた後、鉄心ブロック1を引き起こして、引き起こした鉄心ブロック1のクランプ301によりクランプされた部分よりも上方の部分を搬送装置4のクランプ装置403によりクランプし、引き起こし装置3のクランプ301をアンクランプ状態にする。次いでクランプ装置403によりクランプされている鉄心ブロック1を鉄心ブロック供給装置5に向けて移動させる。鉄心ブロック1のクランプ装置403から前方に突出している口出し部分1Aの先端を鉄心ブロック供給装置5の鉄心ブロック受入れ口5Aからガイド板502,503の間に挿入し、鉄心ブロックを鉄心ブロック供給装置5内に挿入する。
【0053】
鉄心ブロック1を鉄心ブロック供給装置5内に挿入した後、クランプ装置403をアンクランプ状態にし、クランプしていた鉄心ブロック1を鉄心ブロック供給装置5の底板501の上に下ろす。これにより鉄心ブロック1を構成している単位鋼板の幅方向の端面の位置を揃える。次いで鉄心ブロック供給装置5に設けられている送り出し機構を動作させて、鉄心ブロック1を鉄心ブロック導入部から巻込みベルト203と巻枠201との間に送り込む。次いで巻込みベルト203を駆動して導入した鉄心ブロック1を巻枠201の外周に巻き付ける。
【0054】
本実施形態では、巻枠駆動モータ238を駆動源として巻枠を回転駆動する巻枠駆動装置211と、面板駆動モータ223を駆動源として面板を回転駆動する面板駆動装置212とを設けて、巻枠201に巻回されている鉄心ブロック1の角速度ωiに等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238と面板駆動モータ223とを制御するようにしたので、巻込みベルト203を規定の速度に向って加速する際も、走行している巻込みベルトを減速して停止させる際にも、巻枠201と、巻枠に既に巻回されている鉄心ブロックと面板210とが常に同じ角速度で回転させられるため、巻枠201及び面板210の慣性により、既に巻回されている鋼板相互間に位置ずれが生じるのを防ぐことができ、巻回された巻鉄心の積層面上で一連の鉄心ブロック1,1,…の突き合わせ部が蛇行した線に沿って配置される状態が生じるのを防ぐことができ、巻鉄心を巻線に組み込んで鉄心を構成する際の組立作業性を向上させることができる。
【符号の説明】
【0055】
1 単位鋼板の積層体からなる鉄心ブロック
2 巻回積層装置
201 巻枠
203 巻込みベルト
211 巻枠駆動装置
212 面板駆動装置
214 ベルト駆動モータ
223 面板駆動モータ
238 巻枠駆動モータ
3 引き起こし装置
4 鉄心ブロック搬送装置
403 クランプ装置
404 第1のクランプ板
405 ヒンジ
406 第2のクランプ板
407 流体圧シリンダ
421 第1の押圧部材
422 第2の押圧部材
425 流体圧シリンダ
431 第1の押圧部材
432 第2の押圧部材
5 鉄心ブロック供給装置
501 底板
502 ガイド板
503 ガイド板
6 制御部
601 巻枠速度検出部
602 面板速度検出部
603 鉄心ブロック数カウンタ
604 巻厚演算手段
605 ベルト走行速度検出部
606 鉄心ブロック速度演算手段
607 鉄心ブロックセンサ
608 巻枠駆動モータ制御部
609 面板駆動モータ制御部
610 ベルト駆動モータ制御部
【特許請求の範囲】
【請求項1】
軸線を上下方向に向けて配置された回転自在な巻枠と、前記巻枠の下端側に該巻枠と軸線を共有した状態で配置された回転自在な円板状の面板と、前記面板の周囲に配置された複数のローラによりガイドされて一部が巻枠の外周に沿って走行するように設けられたエンドレスの巻込みベルトと、前記巻込みベルトを走行させるベルト駆動装置とを備えて、複数の短冊状の単位鋼板の積層体からなる一連の鉄心ブロックを、それぞれの幅方向の一端側の積層面を前記面板の上面に添わせた状態で前記巻込みベルトと前記巻枠との間に挿入して、挿入した各鉄心ブロックを前記巻込みベルトで駆動して前記巻枠とともに回転させながら前記巻枠の外周に巻き付けることにより巻鉄心を製造する巻鉄心製造装置において、
巻枠駆動モータを駆動源として前記巻枠に鉄心ブロックを巻き付ける際の前記鉄心ブロックの回転方向と同方向に前記巻枠を回転駆動する巻枠駆動装置と、
面板駆動モータを駆動源として前記巻枠に鉄心ブロックを巻き付ける際の前記鉄心ブロックの回転方向と同方向に前記面板を回転駆動する面板駆動装置と、
前記巻込みベルトにより駆動されて前記巻枠とともに回転しながら前記巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で前記巻枠及び面板を回転させるように、前記巻枠駆動モータ及び面板駆動モータを制御する制御装置と、
を具備したことを特徴とする巻鉄心製造装置。
【請求項2】
前記制御装置は、
前記巻枠の角速度を検出する巻枠速度検出部と、
前記面板の角速度を検出する面板速度検出部と、
前記巻枠の外径と前記巻枠の外周に巻回された巻鉄心の巻厚との和と前記巻込みベルトの走行速度とから前記巻込みベルトにより駆動されて前記巻枠と共に回転している鉄心ブロックの角速度を演算する鉄心ブロック速度演算手段と、
前記巻枠速度検出部により検出される巻枠の角速度を前記鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように前記巻枠駆動モータを制御する巻枠駆動モータ制御部と、
前記面板速度検出部により検出される面板の角速度を前記鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように前記面板駆動モータを制御する面板駆動モータ制御部と、
を備えていることを特徴とする請求項1に記載の巻鉄心製造装置。
【請求項1】
軸線を上下方向に向けて配置された回転自在な巻枠と、前記巻枠の下端側に該巻枠と軸線を共有した状態で配置された回転自在な円板状の面板と、前記面板の周囲に配置された複数のローラによりガイドされて一部が巻枠の外周に沿って走行するように設けられたエンドレスの巻込みベルトと、前記巻込みベルトを走行させるベルト駆動装置とを備えて、複数の短冊状の単位鋼板の積層体からなる一連の鉄心ブロックを、それぞれの幅方向の一端側の積層面を前記面板の上面に添わせた状態で前記巻込みベルトと前記巻枠との間に挿入して、挿入した各鉄心ブロックを前記巻込みベルトで駆動して前記巻枠とともに回転させながら前記巻枠の外周に巻き付けることにより巻鉄心を製造する巻鉄心製造装置において、
巻枠駆動モータを駆動源として前記巻枠に鉄心ブロックを巻き付ける際の前記鉄心ブロックの回転方向と同方向に前記巻枠を回転駆動する巻枠駆動装置と、
面板駆動モータを駆動源として前記巻枠に鉄心ブロックを巻き付ける際の前記鉄心ブロックの回転方向と同方向に前記面板を回転駆動する面板駆動装置と、
前記巻込みベルトにより駆動されて前記巻枠とともに回転しながら前記巻枠に巻回されている鉄心ブロックの角速度に等しい角速度で前記巻枠及び面板を回転させるように、前記巻枠駆動モータ及び面板駆動モータを制御する制御装置と、
を具備したことを特徴とする巻鉄心製造装置。
【請求項2】
前記制御装置は、
前記巻枠の角速度を検出する巻枠速度検出部と、
前記面板の角速度を検出する面板速度検出部と、
前記巻枠の外径と前記巻枠の外周に巻回された巻鉄心の巻厚との和と前記巻込みベルトの走行速度とから前記巻込みベルトにより駆動されて前記巻枠と共に回転している鉄心ブロックの角速度を演算する鉄心ブロック速度演算手段と、
前記巻枠速度検出部により検出される巻枠の角速度を前記鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように前記巻枠駆動モータを制御する巻枠駆動モータ制御部と、
前記面板速度検出部により検出される面板の角速度を前記鉄心ブロック速度演算手段により演算された鉄心ブロックの角速度に一致させるように前記面板駆動モータを制御する面板駆動モータ制御部と、
を備えていることを特徴とする請求項1に記載の巻鉄心製造装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−74119(P2013−74119A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212156(P2011−212156)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]