
弾性膜
【課題】基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を、当接部の中心部から外周部のほぼ全域に亘って均一に抑制できるようにする。
【解決手段】基板Wの外周部にリテーナリング3を位置させて基板Wを保持する基板保持装置1に用いられる弾性膜4であって、基板Wと当接する当接面42aを有する当接部42と、当接部42の外周端に連接されて上方に延びる第1周壁部44と、第1周壁部44の内側で当接部42に連接されて上方に延び、外側に第1圧力室5が、内側に第2圧力室7がそれぞれ形成される第2周壁部46とを備え、当接部42は、そのほぼ全域に亘って、弾性膜4より剛性の高い補強部材50により補強されている。
【解決手段】基板Wの外周部にリテーナリング3を位置させて基板Wを保持する基板保持装置1に用いられる弾性膜4であって、基板Wと当接する当接面42aを有する当接部42と、当接部42の外周端に連接されて上方に延びる第1周壁部44と、第1周壁部44の内側で当接部42に連接されて上方に延び、外側に第1圧力室5が、内側に第2圧力室7がそれぞれ形成される第2周壁部46とを備え、当接部42は、そのほぼ全域に亘って、弾性膜4より剛性の高い補強部材50により補強されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、研磨対象物である基板を保持して研磨面に押圧する基板保持装置、特に、半導体ウエハ等の基板を研磨して平坦化する研磨装置において該基板を保持する基板保持装置に使用される弾性膜に関するものである。
【背景技術】
【0002】
近年、半導体デバイスの高集積化・高密度化に伴い、回路の配線がますます微細化し、多層配線の層数も増加している。回路の微細化を図りながら多層配線を実現しようとすると、下側の層の表面凹凸を踏襲しながら段差がより大きくなるので、配線層数が増加するに従って、薄膜形成における段差形状に対する膜被覆性(ステップカバレッジ)が悪くなる。従って、多層配線するためには、このステップカバレッジを改善し、然るべき過程で平坦化処理しなければならない。また光リソグラフィの微細化とともに焦点深度が浅くなるため、半導体デバイスの表面の凹凸段差が焦点深度以下に収まるように半導体デバイス表面を平坦化処理する必要がある。
【0003】
従って、半導体デバイスの製造工程においては、半導体デバイス表面の平坦化技術がますます重要になっている。この平坦化技術のうち、最も重要な技術は、化学的機械研磨(CMP(Chemical Mechanical Polishing))である。この化学的機械的研磨は、研磨装置を用いて、シリカ(SiO2)等の砥粒を含んだ研磨液を研磨パッド等の研磨面上に供給しつつ半導体ウエハなどの基板を研磨面に摺接させて研磨を行うものである。
【0004】
この種の研磨装置は、研磨パッドからなる研磨面を有する研磨テーブルと、基板(半導体ウエハ)を保持する基板保持装置とを備えている。このような研磨装置を用いて基板の研磨を行う場合には、基板保持装置により基板を保持しつつ、基板を研磨面に対して所定の圧力で押圧する。このとき、研磨テーブルと基板保持装置とを相対運動させることにより基板が研磨面に摺接し、基板の表面が平坦かつ鏡面に研磨される。
【0005】
このような研磨装置において、研磨中の基板と研磨パッドの研磨面との間の相対的な押圧力が基板の全面に亘って均一でない場合には、基板の各部分に与えられる押圧力に応じて研磨不足や過研磨が生じてしまう。基板に対する押圧力を均一化するために、基板保持装置の下部に弾性膜から形成される圧力室を設け、この圧力室に圧縮空気などの圧力流体を供給することで弾性膜を介して流体圧により基板を押圧することが行われている。
【0006】
基板保持装置に使用される弾性膜には、柔軟な性質により弾性膜の上面に形成される圧力室の流体圧を効率的に基板に伝え、基板の端部まで均一な圧力で基板を押圧するため、ゴムなどの柔軟な素材が一般に使用されている。また、一般に、基板保持装置には、基板の外周縁部のみが多く研磨される、いわゆる「縁だれ」を起こしてしまうことを防止するため、基板保持装置で保持した基板の外周部に位置して、リテーナリングが上下動自在に備えられている(特許文献1参照)。
【0007】
このようなリテーナリングを上下動自在に備えた基板保持装置にあっては、弾性膜の基板との当接面を有する当接部の該当接面に沿った変形量(伸び量)、つまり弾性膜の当接部の当接面と平行な変形量(伸び量)が該弾性膜とリテーナリングとの間に形成される空隙量を超えると、弾性膜の外周端部とリテーナリングが互いに干渉して両者の間に摩擦力が生じる。そして、このように摩擦力が生じると、基板の外周部におけるリテーナリングの研磨面に対する押圧力の損失に繋がる。
【0008】
このため、弾性膜の外周端部に金属製等のリングを取り付けて弾性膜の基板と当接する当接面を有する当接部の外形の変形を抑制し、これによって、弾性膜の変形で弾性膜がリテーナリングに接触するのを低減させることが提案されている(特許文献2参照)。
【0009】
しかし、特許文献2に記載の発明は、弾性膜の基板と当接する当接面を有する当接部自体の該当接面に沿った変形(当接面に平行な弾性膜の当接部自体の伸び)を避けるようにしたものではなく、このため、弾性膜の当接部の中心部での変形量と外周部での変形量との間に差が生じて当接部全体の変形量に分布(ばらつき)が発生すると考えられる。このように、当接部全体の変形量に分布(ばらつき)が発生すると、弾性膜の当接部が弛み、また当接部の基板との当接面に皺が生じて、弾性膜の当接部の当接面と基板との間の接触が不均一となる。
【0010】
出願人は、弾性膜の基板との当接面を有する当接部の隣接する2つの圧力室に跨る位置に、弾性膜より剛性の高い材料からなるダイヤフラムを設けることによって、弾性膜の当接部を部分的に補強するようにした技術を提案している(特許文献3参照)。これにより、異なる圧力室間に形成される圧力勾配を広い範囲に亘って緩和することができる。
【0011】
しかし、特許文献3に記載の発明は、弾性膜の基板との当接面を有する当接部の該当接面に沿った変形を該当接部のほぼ全域に亘って均一に抑制することにより、弾性膜の当接部の外周端部がリテーナリングに干渉することを防止するようにしたものではなく、このため、基板のエッジ部での狭い範囲での圧力を制御したい場合などには適さないと考えられる。
【0012】
なお、弾性膜によって形成される圧力室に流体圧を加えることによって生じる、弾性膜の基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を予め考慮して、弾性膜の外形とリテーナリングの内形を決定することにより、弾性膜とリテーナリングの接触を抑制することも可能である。しかし、この場合、(1)使用する流体圧の条件により弾性膜の外形とリテーナリングの内形を変える必要が生じることがあり、弾性膜やリテーナリングの品種が増加したり、(2)弾性膜の外形やリテーナリングの内形の変更が研磨性能に影響したりする、といったリスクがある。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特許第4515047号公報
【特許文献2】特開2001−54855号公報
【特許文献3】特開2009−131920号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、上述の事情に鑑みてなされたもので、基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を、当接部の中心部から外周部のほぼ全域に亘って均一に抑制して、弾性膜と該弾性膜の外周部に配置されるリテーナリングとの接触を低減させるとともに、当接部に弛みが生じたり、当接面に皺が生じることを防止して、当接部の当接面の基板との均一な接触を確保できるようにした弾性膜を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記目的を達成するため、本発明の弾性膜は、基板の外周部にリテーナリングを位置させて基板を保持する基板保持装置に用いられる弾性膜であって、基板と当接する当接面を有する当接部と、前記当接部の外周端に連接されて上方に延びる第1周壁部と、前記第1周壁部の内側で前記当接部に連接されて上方に延び、外側に第1圧力室が、内側に第2圧力室がそれぞれ形成される第2周壁部とを備え、前記当接部は、そのほぼ全域に亘って、弾性膜より剛性の高い補強部材により補強されていることを特徴とする。
【0016】
このように、基板と当接する当接面を有する当接部を、そのほぼ全域に亘って弾性膜より剛性の高い補強部材で補強することにより、当接部自体の当接面に沿った変形(伸び)を、当接部の中心部から外周部のほぼ全域に亘って均一に抑制して、弾性膜と該弾性膜の外周部に配置されるリテーナリングとの接触を低減させるとともに、当接部に弛みが生じたり、当接面に皺が生じることを防止して、当接部の当接面を基板に均一に接触させることができる。
【0017】
基板が円形で前記当接部が円形である時、前記補強部材は、前記当接部のほぼ全域に、放射状、同心円状または渦巻き状に配置された糸状部材から成ることが好ましい。
【0018】
これにより、当接部自体の当接面と垂直な方向の変形を極力許容しつつ、当接部自体の当接面に沿った変形(伸び)を抑制することができる。糸状部材が放射状に配置される場合、互いに隣り合う糸状部材のなす角度(ピッチ角度)は、5°以下であることが望ましい。また、糸状部材が同心円状または渦巻き状に配置される場合、半径方向に沿った互いに隣り合う糸状部材の間隔は、20mm以下であることが好ましい。
【0019】
前記補強部材は、前記当接部のほぼ全域に格子状に配置された糸状部材から成るようにしても良い。この場合、格子状に配置された糸状部材の縦方向及び横方向に沿ったピッチは、共に20mm以下であることが好ましい。
【0020】
前記補強部材は、前記当接部のほぼ全域に配置された不織布または織布から成るようにしても良く、また樹脂板から成るようにしても良い。
不織布または織布により弾性膜の当接部を補強する場合、等方的な性状を持つ不織布または織布を使用することが望ましい。また、シート状の樹脂板により弾性膜の当接部を補強する場合、樹脂板の厚さは、1mm以下であることが望ましい。これにより、当接部自体の当接面に沿った変形(伸び)を抑制しつつ、当接部自体の当接面に垂直な方向への変形を極力阻害しないようにすることができる。
【0021】
前記当接部に吸着穴が設けられている場合、前記吸着穴及びその周囲を除く領域に前記補強部材が配置されるようにすることが好ましく、これによって、吸着穴の全部または一部が補強部材で閉塞されてしまうことを防止することができる。
【0022】
前記第1周壁部と前記第2周壁部の少なくとも一方を、弾性膜より剛性の高い第2補強部材により補強するようにしても良い。
これにより、第1周壁部と第2周壁部の少なくとも一方と当接部との間の伸縮性を確保しつつ、第1周壁部と第2周壁部の少なくとも一方を第2補強部材で当接部と分離して補強することができる。
【0023】
前記第2補強部材は、高さ方向に沿って所定間隔離間して配置された糸状部材、コイル状の糸状部材、樹脂板、不織布または織布から成ることが好ましい。
【0024】
前記第1周壁部の外側面に低摩擦部材が取り付けられていることが好ましい。
このように、当接部の外周端に配置した第1周壁部の外側面に低摩擦部材を取り付けることにより、弾性膜の当接部の伸びにより第1周壁部とリテーナリングが接触した場合でも、リテーナリングの基板の外周部への押圧力の損失を低減させることができる。
【0025】
前記低摩擦部材は、コーティング皮膜であることが好ましく、このコーティング皮膜は、含浸コーティング皮膜であっても良く、フッ素樹脂から成るコーティング皮膜であっても良い。
【発明の効果】
【0026】
本発明によれば、弾性膜によって形成される圧力室に流体圧を加えることによって生じる、弾性膜の基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を、当接部の中心部から外周部に亘って均一に抑制し、これによって、弾性膜とリテーナリングとの接触から生じる基板の外周部へのリテーナリングによる押圧力の損失やばらつきを低減させるとともに、当接部に弛みが生じたり、当接面に皺が生じることを防止して、当接面の基板との均一な接触を確保して、基板の全面に亘って所望の圧力で押圧することが可能となる。
【0027】
更に、当接部の外周端に配置した第1周壁部の外側面に低摩擦部材を取り付けることにより、弾性膜の当接部の伸びにより第1周壁部とリテーナリングが接触した場合でも、リテーナリングの基板の外周部への押圧力の損失を低減させることができる。
【図面の簡単な説明】
【0028】
【図1】本発明に係る弾性膜を備えた基板保持装置を有する研磨装置の全体構成を示す模式図である。
【図2】図1に示す基板保持装置の模式的な断面図である。
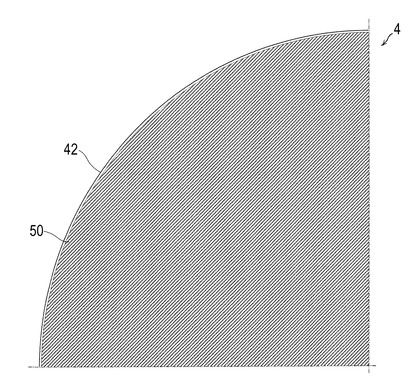
【図3】図2に示す基板保持装置に備えられている本発明の実施形態の弾性膜の一部を示す断面図である。
【図4】図3に示す弾性膜の当接部と補強部材との関係を示す図である。
【図5】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図6】図5に示す弾性膜の当接部と補強部材との関係を示す図である。
【図7】本発明の更に他の実施形態の弾性膜の当接部と補強部材との関係の一部を示す図である。
【図8】本発明の更に他の実施形態の弾性膜の当接部と補強部材との関係を示す図である。
【図9】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図10】図9に示す弾性膜の当接部と補強部材との関係を示す図である。
【図11】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図12】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図13】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図14】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施形態について図面を参照して詳細に説明する。なお、図1乃至図14において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。
【0030】
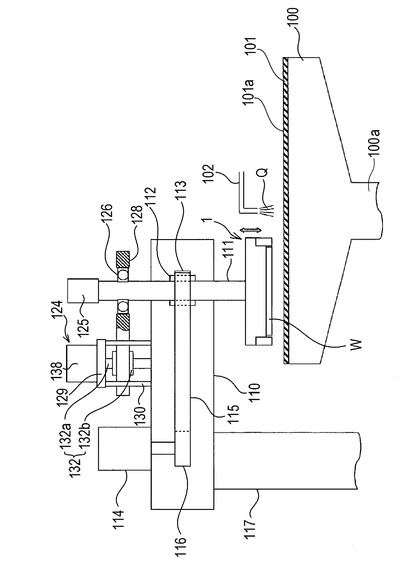
図1は、本発明に係る弾性膜を備えた基板保持装置を有する研磨装置の全体構成を示す模式図である。図1に示すように、研磨装置は、研磨テーブル100と、研磨対象物である半導体ウエハ等の基板Wを保持して研磨テーブル100上の研磨面101aに押圧する基板保持装置(トップリング)1とを備えている。
【0031】
研磨テーブル100は、テーブル軸100aを介してその下方に配置されるモータ(図示せず)に連結されており、そのテーブル軸100a周りに回転可能になっている。研磨テーブル100の上面には研磨パッド101が貼付されており、研磨パッド101の表面が基板Wを研磨する研磨面101aを構成している。研磨テーブル100の上方には研磨液供給ノズル102が設置されており、この研磨液供給ノズル102によって研磨テーブル100上の研磨パッド101に研磨液Qが供給される。
【0032】
基板保持装置1は、主軸111に接続されており、この主軸111は、上下動機構124により研磨ヘッド110に対して上下動するようになっている。この主軸111の上下動により、研磨ヘッド110に対して基板保持装置1の全体を昇降させ位置決めする。なお、主軸111の上端にはロータリージョイント125が取り付けられている。
【0033】
主軸111及び基板保持装置1を上下動させる上下動機構124は、軸受126を介して主軸111を回転可能に支持するブリッジ128と、ブリッジ128に取り付けられたボールねじ132と、支柱130により支持された支持台129と、支持台129上に設けられたACサーボモータ138とを備えている。サーボモータ138を支持する支持台129は、支柱130を介して研磨ヘッド110に固定されている。
【0034】
ボールねじ132は、サーボモータ138に連結されたねじ軸132aと、このねじ軸132aが螺合するナット132bとを備えている。主軸111は、ブリッジ128と一体となって上下動するようになっている。したがって、サーボモータ138を駆動すると、ボールねじ132を介してブリッジ128が上下動し、これにより主軸111及び基板保持装置1が上下動する。
【0035】
主軸111は、キー(図示せず)を介して回転筒112に連結されている。この回転筒112は、その外周部にタイミングプーリ113を備えている。研磨ヘッド110には昇降用モータ114が固定されており、上記タイミングプーリ113は、タイミングベルト115を介して昇降用モータ114に設けられたタイミングプーリ116に接続されている。したがって、昇降用モータ114を回転駆動することによって、タイミングプーリ116、タイミングベルト115、及びタイミングプーリ113を介して、回転筒112及び主軸111が一体に回転し、基板保持装置1が回転する。なお、研磨ヘッド110は、フレーム(図示せず)に回転可能に支持された旋回軸117によって支持されている。
【0036】
図1に示すように構成された研磨装置において、基板保持装置1は、その下面に半導体ウエハなどの基板Wを保持できるようになっている。研磨ヘッド110は、旋回軸117を中心として旋回可能に構成されており、下面に基板Wを保持した基板保持装置1は、研磨ヘッド110の旋回により基板Wの受取位置から研磨テーブル100の上方に移動される。そして、基板保持装置1を下降させて基板Wを研磨パッド101の研磨面(表面)101aに押圧する。このとき、基板保持装置1及び研磨テーブル100をそれぞれ回転させ、研磨テーブル100の上方に設けられた研磨液供給ノズル102から研磨パッド101上に研磨液を供給する。このように、基板Wを研磨パッド101の研磨面101aに摺接させて基板Wの表面を研磨する。
【0037】
次に、基板保持装置1について説明する。図2は、研磨対象物である基板Wを保持して研磨テーブル100上の研磨面101aに押圧する基板保持装置1の模式的な断面図である。図2においては、基板保持装置1を構成する主要構成要素だけを図示している。
【0038】
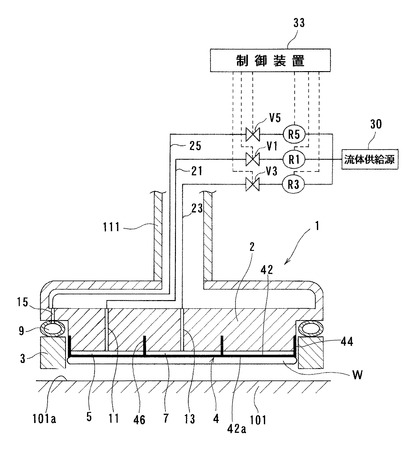
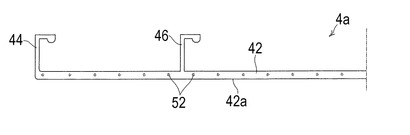
図2に示すように、基板保持装置1は、基板Wを研磨面101aに対して押圧する装置本体2と、研磨面101aを直接押圧するリテーナリング3とから基本的に構成されている。装置本体2は、概略円盤状の部材からなり、リテーナリング3は装置本体2の外周部に配置されている。装置本体2は、エンジニアリングプラスティック(例えば、PEEK)などの樹脂により形成されている。装置本体2の下面には、基板Wの裏面に当接する弾性膜4が取り付けられている。弾性膜4は、エチレンプロピレンゴム(EPDM)、ポリウレタンゴム、シリコンゴム等の強度及び耐久性に優れたゴム材によって形成されている。
【0039】
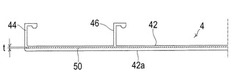
弾性膜4は、基板Wの裏面(上面)のほぼ全面に当接する当接面42aを有する平板状の当接部42と、当接部42の外周端に連接されて上方に延びる第1周壁部44と、第1周壁部44の内側に位置し当接部42に連接されて上方に延びる第2周壁部46とを有している。そして、弾性膜4は、第1周壁部44及び第2周壁部46の上部を装置本体2に連結して装置本体2に固定され、これによって、装置本体2と弾性膜4との間には、第1周壁部44と第2周壁部46との間に位置して環状の第1圧力室5が、第2周壁部46で周囲を包囲された領域内に位置して円筒形の第2圧力室7がそれぞれ形成されるようになっている。この例では、第1周壁部44及び第2周壁部46は、当接部42から鉛直方向に立ち上がるようにして当接部42に連接されている。
【0040】
装置本体2内には、第1圧力室5に連通する流路11と第2圧力室7に連通する流路13とが形成されている。そして、流路11はチューブやコネクタ等からなる流路21を介して流体供給源30に接続されており、流路13はチューブやコネクタ等からなる流路23を介して流体供給源30に接続されている。流路21には開閉バルブV1と圧力レギュレータR1が設置されており、流路23には開閉バルブV3と圧力レギュレータR3が設置されている。流体供給源30は、圧縮空気等の圧力流体を供給するようになっている。
【0041】
リテーナリング3の直上にもリテーナ室9が形成されており、リテーナ室9は、装置本体2内に形成された流路15及びチューブやコネクタ等からなる流路25を介して流体供給源30に接続されている。流路25には開閉バルブV5と圧力レギュレータR5が設置されている。圧力レギュレータR1,R3及びR5は、流体供給源30から第1圧力室5、第2圧力室7及びリテーナ室9に供給する圧力流体の圧力を調整する圧力調整機能を有している。そして、圧力レギュレータR1,R3及びR5、並びに開閉バルブV1,V3及びV5は、これらの作動を制御する制御装置33に接続されている。
【0042】
図2に示すように構成された基板保持装置1においては、弾性膜4と装置本体2との間に第1圧力室5と第2圧力室7が形成され、リテーナリング3の直上にリテーナ室9が形成され、これら第1圧力室5、第2圧力室7及びリテーナ室9に供給する流体の圧力を圧力レギュレータR1,R3,R5によってそれぞれ独立に調整することができる。このような構造により、基板Wを研磨パッド101に押圧する押圧力を基板Wの領域毎に調整でき、かつリテーナリング3が研磨パッド101を押圧する押圧力を調整できる。
【0043】
すなわち、第1圧力室5の直下にある基板の環状領域(リンク状エリア)、第2圧力室7の直下にある基板の円形領域(円形エリア)ごとに研磨パッド101に押圧する押圧力を独立に調整でき、リテーナリング3が研磨パッド101を押圧する押圧力を独立に調整できる。
【0044】
弾性膜4と装置本体2との間に形成された第1圧力室5及び第2圧力室7内に圧力流体を導入して第1圧力室5及び第2圧力室7を加圧すると、弾性膜4の当接部42に基板Wとの当接面42aに沿った変形(伸び)、つまり当接面42aと平行な変形(伸び)が生じ、当接部42の外周端に連接した第1周壁部44がリテーナリング3の内周面に接触する恐れがある。この第1周壁部44のリテーナリング3の内周面への接触を防止するためには、例えば、直径300mmの基板Wを研磨するのに使用される弾性膜4として、第1圧力室5及び第2圧力室7の内圧が50kPa時、弾性膜4の当接部42の径方向変形量(伸び量)が1mm以下のものを使用することが望ましい。しかし、このような素材の弾性膜4を使用すると、弾性膜4の当接面42aと垂直方向の変形(伸び)が不足してしまう。
【0045】
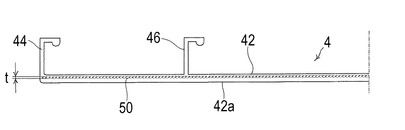
そのため、この例では、図3及び図4に示すように、当接部42の内部に、当接部42のほぼ全域に亘って、弾性膜4より剛性(縦弾性係数)の高いシート状の樹脂板50からなる補強部材を埋設し、この樹脂板(補強部材)50で当接部42のほぼ全域を補強している。これによって、弾性膜4として、当接面42aと垂直方向に十分な変形(伸び)を行える剛性(弾性)を有する素材を使用し、当接部42のほぼ全域を樹脂板(補強部材)50で補強して、当接部42自体の当接面42aに沿った変形(伸び)を、当接部42の中心部から外周部のほぼ全域に亘って均一に抑制することができる。これにより、弾性膜4と該弾性膜4の外周部に配置されるリテーナリング3との接触を低減させるとともに、当接部42に弛みが生じたり、当接面42aに皺が生じることを防止して、当接部42の当接面42aを基板Wに均一に接触させることができる。
【0046】
この例では、樹脂板50で当接部42を補強することによって、当接部42の当接面42aに垂直な方向への変形が阻害されてしまうことを防止するため、厚みtが1mm以下の樹脂板50を使用している。
尚、樹脂板50等の補強部材は、弾性膜4の基板Wとの当接面およびリテーナリング3に対峙する外周面(流体圧力をかける面と反対の面)に露出しないように配置する必要がある。弾性膜4の基板Wとの当接面や側壁外周面などの表面に補強部材の繊維等が露出していると繊維等からの発塵が懸念され、また、弾性膜4の表面に露出した繊維等にスラリーが固着し、そのスラリー固着物が基板Wへのスクラッチソースになる可能性があるためである。
【0047】
この例のように、第1周壁部44及び第2周壁部46が当接部42に連接されて上方に延びている場合、第1周壁部44及び第2周壁部46には、当接部42の当接面42aに対して垂直な方向への十分な伸縮性が求められる。これは、第1周壁部44及び第2周壁部46が当接部42の当接面42aに対して垂直な方向へ十分な伸縮性を有さないと、第1周壁部44及び第2周壁部46に対応する位置に位置する基板Wに対する押圧力が局所的に低下して面圧分布が生じて、研磨速度が基板面内で不均一になるからである。
【0048】
そこでこの例では、上記面圧分布の発生を抑えつつ、弾性膜4の当接部42の当接面42aに沿った変形(伸び)を抑制するため、当接部42のみを補強し、第1周壁部44及び第2周壁部46に対する補強は行わないようにしている。
【0049】
なお、図示していないが、弾性膜4には基板Wを真空吸着するための複数の吸着孔が設けられており、これらの吸着孔は第1圧力室5及び第2圧力室7の内部に連通している。そして、第1圧力室5及び第2圧力室7内を真空引きすることで、基板Wを弾性膜4の当接面42aに当接させて吸着保持できるになっている。この例では、樹脂板(補強部材)50は、これらの吸着穴及びそれらの周囲を除く領域に配置され、これによって、吸着穴の全部または一部が樹脂板(補強部材)50で閉塞されないようになっている。このことは、以下の各例においても同様である。
【0050】
次に、図2に示すように構成された基板保持装置1によって基板Wの研磨を行う場合を説明する。
【0051】
基板保持装置1は、基板受渡し装置から基板Wを受け取り真空吸着により保持する。基板Wを真空吸着により保持した基板保持装置1は、予め設定した基板保持装置1の研磨時設定位置まで下降する。この研磨時設定位置では、リテーナリング3は研磨パッド101の研磨面101aに接地しているが、研磨前は、基板保持装置1で基板Wを吸着保持しているので、基板Wの下面(被研磨面)と研磨パッド101の研磨面101aとの間には、わずかな間隙(例えば、約1mm)がある。このとき、研磨テーブル100及び基板保持装置1は、ともに回転駆動されている。
【0052】
この状態で、開閉バルブV1及び開閉バルブV3を同時に開き、流体供給源30から第1圧力室5及び第2圧力室7に圧力流体を供給して、基板Wの裏面側にある弾性膜4を膨らませ、基板Wの上面を弾性膜4の当接部42の当接面42aに当接させて基板Wを下方に押圧する。これによって、基板Wの下面(被研磨面)を研磨パッド101の研磨面101aに接地させる。そして、研磨パッド101の研磨面101aに研磨液供給ノズル102から研磨液Qを供給して、基板Wの表面の研磨を行う。
【0053】
このように、流体供給源30から第1圧力室5及び第2圧力室7に圧力流体を供給して、基板Wの裏面側にある弾性膜4を膨らませると、弾性膜4の特に当接部42が当接面42aに沿って変形する。
【0054】
この例によれば、基板Wと当接する当接面42aを有する当接部42を、そのほぼ全域に亘って、弾性膜4より剛性(縦弾性係数)の高い樹脂板(補強部材)50で補強することにより、当接部42自体の当接面42aに沿った変形(伸び)を、当接部42の当接面42aと直角の方向の変形を極力許容したまま、当接部42の中心部から外周部のほぼ全域に亘って均一に抑制することができる。これにより、弾性膜4と該弾性膜4の外周部に配置されるリテーナリング3との接触を低減させるとともに、当接部42に弛みが生じたり、当接面42aに皺が生じることを防止して、当接部42の当接面42aを基板Wに均一に接触させることができる。
【0055】
なお、上記の例では、弾性膜4の当接部42のほぼ全域を弾性膜4より剛性(縦弾性係数)の高い樹脂板50で補強した例を示しているが、樹脂板50の代わりに、弾性膜4より剛性(縦弾性係数)の高い織布または不織布を補強部材として使用して、弾性膜4の当接部42のほぼ全域を織布または不織布で補強するようにしても良い。織布や不織布等の布には、一般に伸縮性に方向性があり、繊維に平行な方向に対しては伸縮性の抑制効果があるが、それ以外の方向に対しては抑制効果が低い。このため、弾性膜4の当接部42のほぼ全域を織布または不織布で補強する場合には、等方的な性状を持つ織布や不織布を使用することが望ましい。このような等方的な性状を持つ織布や不織布は、2種類の織布や不織布を組合せることで得ることができる。
【0056】
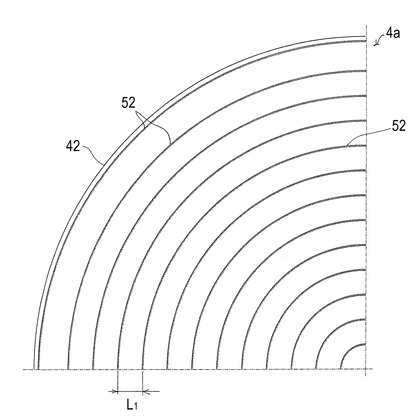
図5及び図6は、本発明の更に他の実施形態の弾性膜4aを示す。この例の弾性膜4aの図2乃至図4に弾性膜4と異なる点は、弾性膜4aの当接部42の内部に、当接部42ほぼ全域に亘って、当接部42の中心を中心として同心円状に配置した、弾性膜4aよりも剛性(縦弾性係数)が高い複数のリング状の糸状部材52から成る補強部材を埋設し、このリング状の糸状部材(補強部材)52で当接部42のほぼ全域を補強している点にある。
【0057】
糸状部材52の材料としては、ステンレスワイヤー等の金属材料や、アラミド繊維、ナイロンまたはポリエステル等の樹脂材料のように、強度に優れたものが挙げられる。このことは、以下の各例においても同様である。
【0058】
この例のように、同心円状に配置されるリング状の糸状部材(補強部材)52で当接部42のほぼ全域を補強する場合、半径方向に沿った互いに隣り合う糸状部材(補強部材)52の間隔L1は、20mm以下であることが望ましい。
【0059】
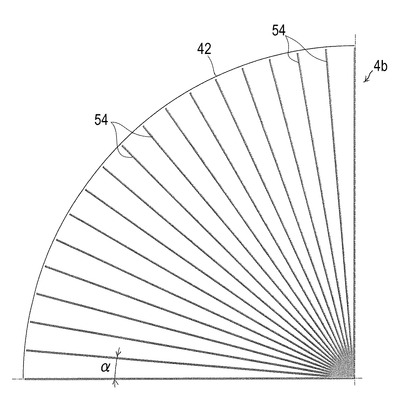
図7は、本発明の他の実施形態の弾性膜4bを示す。この例の弾性膜4bの図5及び図6に示す弾性膜4aと異なる点は、弾性膜4bの当接部42の内部に、当接部42のほぼ全域に亘って、当接部42の中心から放射状に延びるように配置した、弾性膜4bよりも剛性(縦弾性係数)が高い複数の糸状部材54から成る補強部材を埋設し、この糸状部材(補強部材)54で当接部42のほぼ全域を補強している点にある。
【0060】
この例のように、放射状に配置される糸状部材(補強部材)54で当接部42のほぼ全域を補強する場合、互いに隣り合う糸状部材(補強部材)54のなす角(ピッチ角)αは、5°以下であることが望ましい。
【0061】
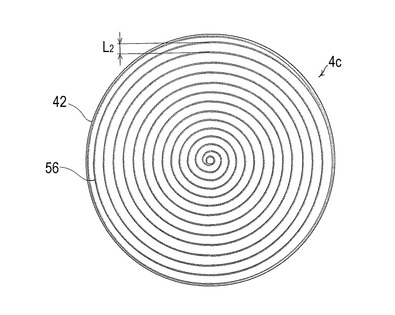
図8は、本発明の更に他の実施形態の弾性膜4cを示す。この例の弾性膜4cの図5及び図6に示す弾性膜4aと異なる点は、弾性膜4cの当接部42の内部に、当接部42のほぼ全域に亘って、当接部42の中心からコイル状に連続して延びるように配置した、弾性膜4cよりも剛性(縦弾性係数)が高い糸状部材56から成る補強部材を埋設し、この糸状部材(補強部材)56で当接部42のほぼ全域を補強している点にある。
【0062】
この例のように、コイル状に連続して配置される糸状部材(補強部材)56で当接部42のほぼ全域を補強する場合、半径方向に沿った互いに隣り合う糸状部材(補強部材)56の間隔L2は、20mm以下であることが望ましい。
【0063】
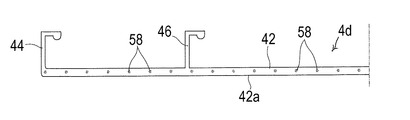
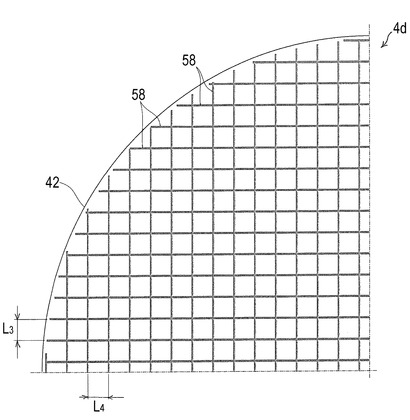
図9及び図10は、本発明の更に他の実施形態の弾性膜4dを示す。この例の弾性膜4dの図5及び図6に示す弾性膜4aと異なる点は、弾性膜4dの当接部42の内部に、当接部42のほぼ全域に亘って、互いに直交する縦方向及び横方向に直線状に延びる格子状に配置した、弾性膜4dよりも剛性(縦弾性係数)が高い複数の糸状部材58から成る補強部材を埋設し、この糸状部材(補強部材)58で当接部42のほぼ全域を補強している点にある。
【0064】
この例のように、格子状に配置される糸状部材(補強部材)58で当接部42のほぼ全域を補強する場合、糸状部材58の縦方向及び横方向に沿ったピッチL3,L4は、共に20mm以下であることが望ましい。
【0065】
弾性膜の当接部の当接面に平行な方向の伸縮性抑制効果には等方性が求められる。このため、基板Wとして、半導体ウェハ等の円形のものを使用し、当接部42も基板Wの形状に合った円形の形状を有している場合、図5及び図6に示す同心円状の糸状部材52、図7に示す放射状に延びる糸状部材54、または図8に示すコイル状の糸状部材56で当接部42のほぼ全域を補強することで、等方性を有する伸縮性抑制効果を確保しつつ、当接部42のほぼ全域をより均一に補強することができる。
【0066】
図9及び図10に示すように、格子状に配置される糸状部材(補強部材)58で当接部42のほぼ全域を補強する場合には、等方性を有する伸縮性抑制効果を確保するため、位相を変更した2種類以上の配列を複数実施することが望ましい。
【0067】
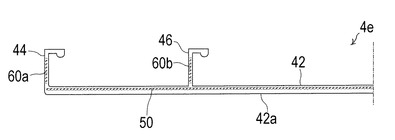
図11は、本発明の更に他の実施形態の弾性膜4eを示す。この例の弾性膜4eの図2乃至図4に示す弾性膜4と異なる点は、第1周壁部44及び第2周壁部46の当接部42との連接部(折り返し部)を除く鉛直部のほぼ全域を第2補強部材で補強し、これによって、前述のように、第1圧力室5及び第2圧力室7内を圧力流体で加圧した時に、第1周壁部44及び第2周壁部46の拡径を抑制するようにしている点にある。つまり、この例では、第1周壁部44の鉛直部の内部に、例えば1mm以下の厚さを有する、弾性膜4eよりも剛性(縦弾性係数)の高いシート状の樹脂板60aからなる第2補強部材を埋設し、この樹脂板(第2補強部材)60aで第1周壁部44の鉛直部ほぼ全域を補強している。同様に、第2周壁部46の鉛直部の内部に、例えば1mm以下の厚さを有する、弾性膜4eよりも剛性(縦弾性係数)の高いシート状の樹脂板60bからなる第2補強部材を埋設し、この樹脂板(第2補強部材)60bで第2周壁部46の鉛直部ほぼ全域を補強している。
【0068】
前述のように、第1周壁部44及び第2周壁部46が当接部42に連接されて上方に延びている場合、第1周壁部44及び第2周壁部46には、当接部42の当接面42aに対して垂直な方向への十分な伸縮性が求められるが、この例のように、第1周壁部44及び第2周壁部46の当接部42との連接部(折り返し部)を除く鉛直部のほぼ全域を第2補強部材で補強し、第1周壁部44及び第2周壁部46の当接部42との連接部の伸縮性を確保することによって、つまり要求に応えることができる。
【0069】
なお、前述と同様に、樹脂板60a,60bの代わりに、織布または不織布を使用し、第1周壁部44及び第2周壁部46の内部にそれぞれ埋設した織布または不織布で第1周壁部44及び第2周壁部46の鉛直部ほぼ全域を補強するようにしても良い。
【0070】
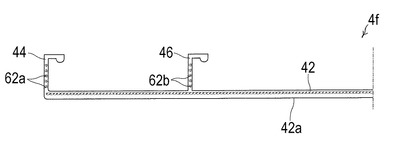
図12は、本発明の更に他の実施形態の弾性膜4fを示す。この例の弾性膜4fの図11に示す弾性膜4eと異なる点は、第1周壁部44の鉛直部の内部に、高さ方向に所定間隔離間して配置した、弾性膜4fよりも剛性(縦弾性係数)の高い複数のリング状の糸状部材62aからなる第2補強部材を埋設し、この糸状部材(第2補強部材)62aで第1周壁部44の鉛直部ほぼ全域を補強し、同様に、第2周壁部46の鉛直部の内部に、高さ方向に所定間隔離間して配置した、弾性膜4fよりも剛性(縦弾性係数)の高い複数のリング状の糸状部材62bからなる第2補強部材を埋設し、このリング状の糸状部材(第2補強部材)62bで第2周壁部46の鉛直部ほぼ全域を補強している点にある。
【0071】
このように、高さ方向に所定間隔離間して配置した複数のリング状の糸状部材62a,62bで第1周壁部44及び第2周壁部46をそれぞれ補強することで、第1周壁部44及び第2周壁部46の高さ方向の伸縮性を極力阻害しないようにすることができる。
【0072】
なお、リング状の複数の糸状部材62a,62bの代わりに、一連に連続して延びるコイル状の糸状部材を使用し、第1周壁部44及び第2周壁部46の内部にコイル状の糸状部材をそれぞれ埋設することで、第1周壁部44及び第2周壁部46の高さ方向の伸縮性を極力阻害しないようにしつつ、第1周壁部44及び第2周壁部46の鉛直部ほぼ全域をコイル状の糸状部材でそれぞれ補強するようにしてもよい。
【0073】
上記の例では、第1周壁部44及び第2周壁部46の双方を第2補強部材で補強するようにしているが、第1周壁部44及び第2周壁部46の一方を第2補強部材で補強するようにしても良い。
【0074】
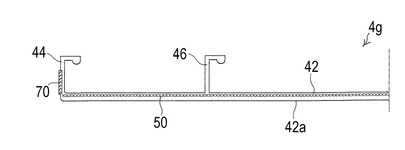
図13は、本発明の更に他の実施形態の弾性膜4gを示す。この例の弾性膜4gの図2乃至図4に示す例と異なる点は、弾性膜4gの第1周壁部44の外側面に板状の低摩擦部材70を取り付けている点にある。このように、弾性膜4gの第1周壁部44の外側面に低摩擦部材70を取り付けることで、弾性膜4gの当接部42の伸びにより第1周壁部44とリテーナリング3(図2参照)が接触した場合でも、リテーナリング3の基板Wの外周部への押圧力の損失を低減することができる。
【0075】
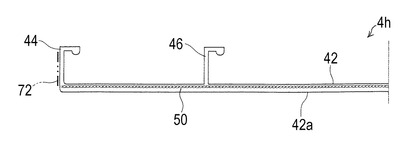
図14は、本発明の更に他の実施形態の弾性膜4hを示す。この例の弾性膜4hの図13に示す弾性膜4gと異なる点は、弾性膜4gの第1周壁部44の外側面に、板状の低摩擦部材70の代わりにコーティング皮膜72を形成している点にある。このコーティング皮膜72は、例えば含浸コーティング皮膜またはフッ素樹脂から成るコーティング皮膜である。
このように、弾性膜4gの第1周壁部44の外側面にコーティング皮膜72を形成することで、第1周壁部44の厚みが増加してしまうことを防止することができる。
【0076】
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術的思想の範囲内において種々異なる形態にて実施されて良いことはいうまでもない。
【符号の説明】
【0077】
1 基板保持装置
2 装置本体
3 リテーナリング
4,4a,4b,4c,4d,4e,4f,4g,4h 弾性膜
5 第1圧力室
7 第2圧力室
42 当接部
42a 当接面
44 第1周壁部
46 第2周壁部
50 樹脂板(補強部材)
52,54,56,58 糸状部材(補強部材)
60a,60b 樹脂板(第2補強部材)
62a,62b 糸状部材(第2補強部材)
70 低摩擦部材
72 コーティング皮膜
100 研磨テーブル
101 研磨パッド
101a 研磨面
【技術分野】
【0001】
本発明は、研磨対象物である基板を保持して研磨面に押圧する基板保持装置、特に、半導体ウエハ等の基板を研磨して平坦化する研磨装置において該基板を保持する基板保持装置に使用される弾性膜に関するものである。
【背景技術】
【0002】
近年、半導体デバイスの高集積化・高密度化に伴い、回路の配線がますます微細化し、多層配線の層数も増加している。回路の微細化を図りながら多層配線を実現しようとすると、下側の層の表面凹凸を踏襲しながら段差がより大きくなるので、配線層数が増加するに従って、薄膜形成における段差形状に対する膜被覆性(ステップカバレッジ)が悪くなる。従って、多層配線するためには、このステップカバレッジを改善し、然るべき過程で平坦化処理しなければならない。また光リソグラフィの微細化とともに焦点深度が浅くなるため、半導体デバイスの表面の凹凸段差が焦点深度以下に収まるように半導体デバイス表面を平坦化処理する必要がある。
【0003】
従って、半導体デバイスの製造工程においては、半導体デバイス表面の平坦化技術がますます重要になっている。この平坦化技術のうち、最も重要な技術は、化学的機械研磨(CMP(Chemical Mechanical Polishing))である。この化学的機械的研磨は、研磨装置を用いて、シリカ(SiO2)等の砥粒を含んだ研磨液を研磨パッド等の研磨面上に供給しつつ半導体ウエハなどの基板を研磨面に摺接させて研磨を行うものである。
【0004】
この種の研磨装置は、研磨パッドからなる研磨面を有する研磨テーブルと、基板(半導体ウエハ)を保持する基板保持装置とを備えている。このような研磨装置を用いて基板の研磨を行う場合には、基板保持装置により基板を保持しつつ、基板を研磨面に対して所定の圧力で押圧する。このとき、研磨テーブルと基板保持装置とを相対運動させることにより基板が研磨面に摺接し、基板の表面が平坦かつ鏡面に研磨される。
【0005】
このような研磨装置において、研磨中の基板と研磨パッドの研磨面との間の相対的な押圧力が基板の全面に亘って均一でない場合には、基板の各部分に与えられる押圧力に応じて研磨不足や過研磨が生じてしまう。基板に対する押圧力を均一化するために、基板保持装置の下部に弾性膜から形成される圧力室を設け、この圧力室に圧縮空気などの圧力流体を供給することで弾性膜を介して流体圧により基板を押圧することが行われている。
【0006】
基板保持装置に使用される弾性膜には、柔軟な性質により弾性膜の上面に形成される圧力室の流体圧を効率的に基板に伝え、基板の端部まで均一な圧力で基板を押圧するため、ゴムなどの柔軟な素材が一般に使用されている。また、一般に、基板保持装置には、基板の外周縁部のみが多く研磨される、いわゆる「縁だれ」を起こしてしまうことを防止するため、基板保持装置で保持した基板の外周部に位置して、リテーナリングが上下動自在に備えられている(特許文献1参照)。
【0007】
このようなリテーナリングを上下動自在に備えた基板保持装置にあっては、弾性膜の基板との当接面を有する当接部の該当接面に沿った変形量(伸び量)、つまり弾性膜の当接部の当接面と平行な変形量(伸び量)が該弾性膜とリテーナリングとの間に形成される空隙量を超えると、弾性膜の外周端部とリテーナリングが互いに干渉して両者の間に摩擦力が生じる。そして、このように摩擦力が生じると、基板の外周部におけるリテーナリングの研磨面に対する押圧力の損失に繋がる。
【0008】
このため、弾性膜の外周端部に金属製等のリングを取り付けて弾性膜の基板と当接する当接面を有する当接部の外形の変形を抑制し、これによって、弾性膜の変形で弾性膜がリテーナリングに接触するのを低減させることが提案されている(特許文献2参照)。
【0009】
しかし、特許文献2に記載の発明は、弾性膜の基板と当接する当接面を有する当接部自体の該当接面に沿った変形(当接面に平行な弾性膜の当接部自体の伸び)を避けるようにしたものではなく、このため、弾性膜の当接部の中心部での変形量と外周部での変形量との間に差が生じて当接部全体の変形量に分布(ばらつき)が発生すると考えられる。このように、当接部全体の変形量に分布(ばらつき)が発生すると、弾性膜の当接部が弛み、また当接部の基板との当接面に皺が生じて、弾性膜の当接部の当接面と基板との間の接触が不均一となる。
【0010】
出願人は、弾性膜の基板との当接面を有する当接部の隣接する2つの圧力室に跨る位置に、弾性膜より剛性の高い材料からなるダイヤフラムを設けることによって、弾性膜の当接部を部分的に補強するようにした技術を提案している(特許文献3参照)。これにより、異なる圧力室間に形成される圧力勾配を広い範囲に亘って緩和することができる。
【0011】
しかし、特許文献3に記載の発明は、弾性膜の基板との当接面を有する当接部の該当接面に沿った変形を該当接部のほぼ全域に亘って均一に抑制することにより、弾性膜の当接部の外周端部がリテーナリングに干渉することを防止するようにしたものではなく、このため、基板のエッジ部での狭い範囲での圧力を制御したい場合などには適さないと考えられる。
【0012】
なお、弾性膜によって形成される圧力室に流体圧を加えることによって生じる、弾性膜の基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を予め考慮して、弾性膜の外形とリテーナリングの内形を決定することにより、弾性膜とリテーナリングの接触を抑制することも可能である。しかし、この場合、(1)使用する流体圧の条件により弾性膜の外形とリテーナリングの内形を変える必要が生じることがあり、弾性膜やリテーナリングの品種が増加したり、(2)弾性膜の外形やリテーナリングの内形の変更が研磨性能に影響したりする、といったリスクがある。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特許第4515047号公報
【特許文献2】特開2001−54855号公報
【特許文献3】特開2009−131920号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、上述の事情に鑑みてなされたもので、基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を、当接部の中心部から外周部のほぼ全域に亘って均一に抑制して、弾性膜と該弾性膜の外周部に配置されるリテーナリングとの接触を低減させるとともに、当接部に弛みが生じたり、当接面に皺が生じることを防止して、当接部の当接面の基板との均一な接触を確保できるようにした弾性膜を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記目的を達成するため、本発明の弾性膜は、基板の外周部にリテーナリングを位置させて基板を保持する基板保持装置に用いられる弾性膜であって、基板と当接する当接面を有する当接部と、前記当接部の外周端に連接されて上方に延びる第1周壁部と、前記第1周壁部の内側で前記当接部に連接されて上方に延び、外側に第1圧力室が、内側に第2圧力室がそれぞれ形成される第2周壁部とを備え、前記当接部は、そのほぼ全域に亘って、弾性膜より剛性の高い補強部材により補強されていることを特徴とする。
【0016】
このように、基板と当接する当接面を有する当接部を、そのほぼ全域に亘って弾性膜より剛性の高い補強部材で補強することにより、当接部自体の当接面に沿った変形(伸び)を、当接部の中心部から外周部のほぼ全域に亘って均一に抑制して、弾性膜と該弾性膜の外周部に配置されるリテーナリングとの接触を低減させるとともに、当接部に弛みが生じたり、当接面に皺が生じることを防止して、当接部の当接面を基板に均一に接触させることができる。
【0017】
基板が円形で前記当接部が円形である時、前記補強部材は、前記当接部のほぼ全域に、放射状、同心円状または渦巻き状に配置された糸状部材から成ることが好ましい。
【0018】
これにより、当接部自体の当接面と垂直な方向の変形を極力許容しつつ、当接部自体の当接面に沿った変形(伸び)を抑制することができる。糸状部材が放射状に配置される場合、互いに隣り合う糸状部材のなす角度(ピッチ角度)は、5°以下であることが望ましい。また、糸状部材が同心円状または渦巻き状に配置される場合、半径方向に沿った互いに隣り合う糸状部材の間隔は、20mm以下であることが好ましい。
【0019】
前記補強部材は、前記当接部のほぼ全域に格子状に配置された糸状部材から成るようにしても良い。この場合、格子状に配置された糸状部材の縦方向及び横方向に沿ったピッチは、共に20mm以下であることが好ましい。
【0020】
前記補強部材は、前記当接部のほぼ全域に配置された不織布または織布から成るようにしても良く、また樹脂板から成るようにしても良い。
不織布または織布により弾性膜の当接部を補強する場合、等方的な性状を持つ不織布または織布を使用することが望ましい。また、シート状の樹脂板により弾性膜の当接部を補強する場合、樹脂板の厚さは、1mm以下であることが望ましい。これにより、当接部自体の当接面に沿った変形(伸び)を抑制しつつ、当接部自体の当接面に垂直な方向への変形を極力阻害しないようにすることができる。
【0021】
前記当接部に吸着穴が設けられている場合、前記吸着穴及びその周囲を除く領域に前記補強部材が配置されるようにすることが好ましく、これによって、吸着穴の全部または一部が補強部材で閉塞されてしまうことを防止することができる。
【0022】
前記第1周壁部と前記第2周壁部の少なくとも一方を、弾性膜より剛性の高い第2補強部材により補強するようにしても良い。
これにより、第1周壁部と第2周壁部の少なくとも一方と当接部との間の伸縮性を確保しつつ、第1周壁部と第2周壁部の少なくとも一方を第2補強部材で当接部と分離して補強することができる。
【0023】
前記第2補強部材は、高さ方向に沿って所定間隔離間して配置された糸状部材、コイル状の糸状部材、樹脂板、不織布または織布から成ることが好ましい。
【0024】
前記第1周壁部の外側面に低摩擦部材が取り付けられていることが好ましい。
このように、当接部の外周端に配置した第1周壁部の外側面に低摩擦部材を取り付けることにより、弾性膜の当接部の伸びにより第1周壁部とリテーナリングが接触した場合でも、リテーナリングの基板の外周部への押圧力の損失を低減させることができる。
【0025】
前記低摩擦部材は、コーティング皮膜であることが好ましく、このコーティング皮膜は、含浸コーティング皮膜であっても良く、フッ素樹脂から成るコーティング皮膜であっても良い。
【発明の効果】
【0026】
本発明によれば、弾性膜によって形成される圧力室に流体圧を加えることによって生じる、弾性膜の基板との当接面を有する当接部自体の該当接面に沿った変形(伸び)を、当接部の中心部から外周部に亘って均一に抑制し、これによって、弾性膜とリテーナリングとの接触から生じる基板の外周部へのリテーナリングによる押圧力の損失やばらつきを低減させるとともに、当接部に弛みが生じたり、当接面に皺が生じることを防止して、当接面の基板との均一な接触を確保して、基板の全面に亘って所望の圧力で押圧することが可能となる。
【0027】
更に、当接部の外周端に配置した第1周壁部の外側面に低摩擦部材を取り付けることにより、弾性膜の当接部の伸びにより第1周壁部とリテーナリングが接触した場合でも、リテーナリングの基板の外周部への押圧力の損失を低減させることができる。
【図面の簡単な説明】
【0028】
【図1】本発明に係る弾性膜を備えた基板保持装置を有する研磨装置の全体構成を示す模式図である。
【図2】図1に示す基板保持装置の模式的な断面図である。
【図3】図2に示す基板保持装置に備えられている本発明の実施形態の弾性膜の一部を示す断面図である。
【図4】図3に示す弾性膜の当接部と補強部材との関係を示す図である。
【図5】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図6】図5に示す弾性膜の当接部と補強部材との関係を示す図である。
【図7】本発明の更に他の実施形態の弾性膜の当接部と補強部材との関係の一部を示す図である。
【図8】本発明の更に他の実施形態の弾性膜の当接部と補強部材との関係を示す図である。
【図9】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図10】図9に示す弾性膜の当接部と補強部材との関係を示す図である。
【図11】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図12】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図13】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【図14】本発明の他の実施形態の弾性膜の一部を示す断面図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施形態について図面を参照して詳細に説明する。なお、図1乃至図14において、同一または相当する構成要素には、同一の符号を付して重複した説明を省略する。
【0030】
図1は、本発明に係る弾性膜を備えた基板保持装置を有する研磨装置の全体構成を示す模式図である。図1に示すように、研磨装置は、研磨テーブル100と、研磨対象物である半導体ウエハ等の基板Wを保持して研磨テーブル100上の研磨面101aに押圧する基板保持装置(トップリング)1とを備えている。
【0031】
研磨テーブル100は、テーブル軸100aを介してその下方に配置されるモータ(図示せず)に連結されており、そのテーブル軸100a周りに回転可能になっている。研磨テーブル100の上面には研磨パッド101が貼付されており、研磨パッド101の表面が基板Wを研磨する研磨面101aを構成している。研磨テーブル100の上方には研磨液供給ノズル102が設置されており、この研磨液供給ノズル102によって研磨テーブル100上の研磨パッド101に研磨液Qが供給される。
【0032】
基板保持装置1は、主軸111に接続されており、この主軸111は、上下動機構124により研磨ヘッド110に対して上下動するようになっている。この主軸111の上下動により、研磨ヘッド110に対して基板保持装置1の全体を昇降させ位置決めする。なお、主軸111の上端にはロータリージョイント125が取り付けられている。
【0033】
主軸111及び基板保持装置1を上下動させる上下動機構124は、軸受126を介して主軸111を回転可能に支持するブリッジ128と、ブリッジ128に取り付けられたボールねじ132と、支柱130により支持された支持台129と、支持台129上に設けられたACサーボモータ138とを備えている。サーボモータ138を支持する支持台129は、支柱130を介して研磨ヘッド110に固定されている。
【0034】
ボールねじ132は、サーボモータ138に連結されたねじ軸132aと、このねじ軸132aが螺合するナット132bとを備えている。主軸111は、ブリッジ128と一体となって上下動するようになっている。したがって、サーボモータ138を駆動すると、ボールねじ132を介してブリッジ128が上下動し、これにより主軸111及び基板保持装置1が上下動する。
【0035】
主軸111は、キー(図示せず)を介して回転筒112に連結されている。この回転筒112は、その外周部にタイミングプーリ113を備えている。研磨ヘッド110には昇降用モータ114が固定されており、上記タイミングプーリ113は、タイミングベルト115を介して昇降用モータ114に設けられたタイミングプーリ116に接続されている。したがって、昇降用モータ114を回転駆動することによって、タイミングプーリ116、タイミングベルト115、及びタイミングプーリ113を介して、回転筒112及び主軸111が一体に回転し、基板保持装置1が回転する。なお、研磨ヘッド110は、フレーム(図示せず)に回転可能に支持された旋回軸117によって支持されている。
【0036】
図1に示すように構成された研磨装置において、基板保持装置1は、その下面に半導体ウエハなどの基板Wを保持できるようになっている。研磨ヘッド110は、旋回軸117を中心として旋回可能に構成されており、下面に基板Wを保持した基板保持装置1は、研磨ヘッド110の旋回により基板Wの受取位置から研磨テーブル100の上方に移動される。そして、基板保持装置1を下降させて基板Wを研磨パッド101の研磨面(表面)101aに押圧する。このとき、基板保持装置1及び研磨テーブル100をそれぞれ回転させ、研磨テーブル100の上方に設けられた研磨液供給ノズル102から研磨パッド101上に研磨液を供給する。このように、基板Wを研磨パッド101の研磨面101aに摺接させて基板Wの表面を研磨する。
【0037】
次に、基板保持装置1について説明する。図2は、研磨対象物である基板Wを保持して研磨テーブル100上の研磨面101aに押圧する基板保持装置1の模式的な断面図である。図2においては、基板保持装置1を構成する主要構成要素だけを図示している。
【0038】
図2に示すように、基板保持装置1は、基板Wを研磨面101aに対して押圧する装置本体2と、研磨面101aを直接押圧するリテーナリング3とから基本的に構成されている。装置本体2は、概略円盤状の部材からなり、リテーナリング3は装置本体2の外周部に配置されている。装置本体2は、エンジニアリングプラスティック(例えば、PEEK)などの樹脂により形成されている。装置本体2の下面には、基板Wの裏面に当接する弾性膜4が取り付けられている。弾性膜4は、エチレンプロピレンゴム(EPDM)、ポリウレタンゴム、シリコンゴム等の強度及び耐久性に優れたゴム材によって形成されている。
【0039】
弾性膜4は、基板Wの裏面(上面)のほぼ全面に当接する当接面42aを有する平板状の当接部42と、当接部42の外周端に連接されて上方に延びる第1周壁部44と、第1周壁部44の内側に位置し当接部42に連接されて上方に延びる第2周壁部46とを有している。そして、弾性膜4は、第1周壁部44及び第2周壁部46の上部を装置本体2に連結して装置本体2に固定され、これによって、装置本体2と弾性膜4との間には、第1周壁部44と第2周壁部46との間に位置して環状の第1圧力室5が、第2周壁部46で周囲を包囲された領域内に位置して円筒形の第2圧力室7がそれぞれ形成されるようになっている。この例では、第1周壁部44及び第2周壁部46は、当接部42から鉛直方向に立ち上がるようにして当接部42に連接されている。
【0040】
装置本体2内には、第1圧力室5に連通する流路11と第2圧力室7に連通する流路13とが形成されている。そして、流路11はチューブやコネクタ等からなる流路21を介して流体供給源30に接続されており、流路13はチューブやコネクタ等からなる流路23を介して流体供給源30に接続されている。流路21には開閉バルブV1と圧力レギュレータR1が設置されており、流路23には開閉バルブV3と圧力レギュレータR3が設置されている。流体供給源30は、圧縮空気等の圧力流体を供給するようになっている。
【0041】
リテーナリング3の直上にもリテーナ室9が形成されており、リテーナ室9は、装置本体2内に形成された流路15及びチューブやコネクタ等からなる流路25を介して流体供給源30に接続されている。流路25には開閉バルブV5と圧力レギュレータR5が設置されている。圧力レギュレータR1,R3及びR5は、流体供給源30から第1圧力室5、第2圧力室7及びリテーナ室9に供給する圧力流体の圧力を調整する圧力調整機能を有している。そして、圧力レギュレータR1,R3及びR5、並びに開閉バルブV1,V3及びV5は、これらの作動を制御する制御装置33に接続されている。
【0042】
図2に示すように構成された基板保持装置1においては、弾性膜4と装置本体2との間に第1圧力室5と第2圧力室7が形成され、リテーナリング3の直上にリテーナ室9が形成され、これら第1圧力室5、第2圧力室7及びリテーナ室9に供給する流体の圧力を圧力レギュレータR1,R3,R5によってそれぞれ独立に調整することができる。このような構造により、基板Wを研磨パッド101に押圧する押圧力を基板Wの領域毎に調整でき、かつリテーナリング3が研磨パッド101を押圧する押圧力を調整できる。
【0043】
すなわち、第1圧力室5の直下にある基板の環状領域(リンク状エリア)、第2圧力室7の直下にある基板の円形領域(円形エリア)ごとに研磨パッド101に押圧する押圧力を独立に調整でき、リテーナリング3が研磨パッド101を押圧する押圧力を独立に調整できる。
【0044】
弾性膜4と装置本体2との間に形成された第1圧力室5及び第2圧力室7内に圧力流体を導入して第1圧力室5及び第2圧力室7を加圧すると、弾性膜4の当接部42に基板Wとの当接面42aに沿った変形(伸び)、つまり当接面42aと平行な変形(伸び)が生じ、当接部42の外周端に連接した第1周壁部44がリテーナリング3の内周面に接触する恐れがある。この第1周壁部44のリテーナリング3の内周面への接触を防止するためには、例えば、直径300mmの基板Wを研磨するのに使用される弾性膜4として、第1圧力室5及び第2圧力室7の内圧が50kPa時、弾性膜4の当接部42の径方向変形量(伸び量)が1mm以下のものを使用することが望ましい。しかし、このような素材の弾性膜4を使用すると、弾性膜4の当接面42aと垂直方向の変形(伸び)が不足してしまう。
【0045】
そのため、この例では、図3及び図4に示すように、当接部42の内部に、当接部42のほぼ全域に亘って、弾性膜4より剛性(縦弾性係数)の高いシート状の樹脂板50からなる補強部材を埋設し、この樹脂板(補強部材)50で当接部42のほぼ全域を補強している。これによって、弾性膜4として、当接面42aと垂直方向に十分な変形(伸び)を行える剛性(弾性)を有する素材を使用し、当接部42のほぼ全域を樹脂板(補強部材)50で補強して、当接部42自体の当接面42aに沿った変形(伸び)を、当接部42の中心部から外周部のほぼ全域に亘って均一に抑制することができる。これにより、弾性膜4と該弾性膜4の外周部に配置されるリテーナリング3との接触を低減させるとともに、当接部42に弛みが生じたり、当接面42aに皺が生じることを防止して、当接部42の当接面42aを基板Wに均一に接触させることができる。
【0046】
この例では、樹脂板50で当接部42を補強することによって、当接部42の当接面42aに垂直な方向への変形が阻害されてしまうことを防止するため、厚みtが1mm以下の樹脂板50を使用している。
尚、樹脂板50等の補強部材は、弾性膜4の基板Wとの当接面およびリテーナリング3に対峙する外周面(流体圧力をかける面と反対の面)に露出しないように配置する必要がある。弾性膜4の基板Wとの当接面や側壁外周面などの表面に補強部材の繊維等が露出していると繊維等からの発塵が懸念され、また、弾性膜4の表面に露出した繊維等にスラリーが固着し、そのスラリー固着物が基板Wへのスクラッチソースになる可能性があるためである。
【0047】
この例のように、第1周壁部44及び第2周壁部46が当接部42に連接されて上方に延びている場合、第1周壁部44及び第2周壁部46には、当接部42の当接面42aに対して垂直な方向への十分な伸縮性が求められる。これは、第1周壁部44及び第2周壁部46が当接部42の当接面42aに対して垂直な方向へ十分な伸縮性を有さないと、第1周壁部44及び第2周壁部46に対応する位置に位置する基板Wに対する押圧力が局所的に低下して面圧分布が生じて、研磨速度が基板面内で不均一になるからである。
【0048】
そこでこの例では、上記面圧分布の発生を抑えつつ、弾性膜4の当接部42の当接面42aに沿った変形(伸び)を抑制するため、当接部42のみを補強し、第1周壁部44及び第2周壁部46に対する補強は行わないようにしている。
【0049】
なお、図示していないが、弾性膜4には基板Wを真空吸着するための複数の吸着孔が設けられており、これらの吸着孔は第1圧力室5及び第2圧力室7の内部に連通している。そして、第1圧力室5及び第2圧力室7内を真空引きすることで、基板Wを弾性膜4の当接面42aに当接させて吸着保持できるになっている。この例では、樹脂板(補強部材)50は、これらの吸着穴及びそれらの周囲を除く領域に配置され、これによって、吸着穴の全部または一部が樹脂板(補強部材)50で閉塞されないようになっている。このことは、以下の各例においても同様である。
【0050】
次に、図2に示すように構成された基板保持装置1によって基板Wの研磨を行う場合を説明する。
【0051】
基板保持装置1は、基板受渡し装置から基板Wを受け取り真空吸着により保持する。基板Wを真空吸着により保持した基板保持装置1は、予め設定した基板保持装置1の研磨時設定位置まで下降する。この研磨時設定位置では、リテーナリング3は研磨パッド101の研磨面101aに接地しているが、研磨前は、基板保持装置1で基板Wを吸着保持しているので、基板Wの下面(被研磨面)と研磨パッド101の研磨面101aとの間には、わずかな間隙(例えば、約1mm)がある。このとき、研磨テーブル100及び基板保持装置1は、ともに回転駆動されている。
【0052】
この状態で、開閉バルブV1及び開閉バルブV3を同時に開き、流体供給源30から第1圧力室5及び第2圧力室7に圧力流体を供給して、基板Wの裏面側にある弾性膜4を膨らませ、基板Wの上面を弾性膜4の当接部42の当接面42aに当接させて基板Wを下方に押圧する。これによって、基板Wの下面(被研磨面)を研磨パッド101の研磨面101aに接地させる。そして、研磨パッド101の研磨面101aに研磨液供給ノズル102から研磨液Qを供給して、基板Wの表面の研磨を行う。
【0053】
このように、流体供給源30から第1圧力室5及び第2圧力室7に圧力流体を供給して、基板Wの裏面側にある弾性膜4を膨らませると、弾性膜4の特に当接部42が当接面42aに沿って変形する。
【0054】
この例によれば、基板Wと当接する当接面42aを有する当接部42を、そのほぼ全域に亘って、弾性膜4より剛性(縦弾性係数)の高い樹脂板(補強部材)50で補強することにより、当接部42自体の当接面42aに沿った変形(伸び)を、当接部42の当接面42aと直角の方向の変形を極力許容したまま、当接部42の中心部から外周部のほぼ全域に亘って均一に抑制することができる。これにより、弾性膜4と該弾性膜4の外周部に配置されるリテーナリング3との接触を低減させるとともに、当接部42に弛みが生じたり、当接面42aに皺が生じることを防止して、当接部42の当接面42aを基板Wに均一に接触させることができる。
【0055】
なお、上記の例では、弾性膜4の当接部42のほぼ全域を弾性膜4より剛性(縦弾性係数)の高い樹脂板50で補強した例を示しているが、樹脂板50の代わりに、弾性膜4より剛性(縦弾性係数)の高い織布または不織布を補強部材として使用して、弾性膜4の当接部42のほぼ全域を織布または不織布で補強するようにしても良い。織布や不織布等の布には、一般に伸縮性に方向性があり、繊維に平行な方向に対しては伸縮性の抑制効果があるが、それ以外の方向に対しては抑制効果が低い。このため、弾性膜4の当接部42のほぼ全域を織布または不織布で補強する場合には、等方的な性状を持つ織布や不織布を使用することが望ましい。このような等方的な性状を持つ織布や不織布は、2種類の織布や不織布を組合せることで得ることができる。
【0056】
図5及び図6は、本発明の更に他の実施形態の弾性膜4aを示す。この例の弾性膜4aの図2乃至図4に弾性膜4と異なる点は、弾性膜4aの当接部42の内部に、当接部42ほぼ全域に亘って、当接部42の中心を中心として同心円状に配置した、弾性膜4aよりも剛性(縦弾性係数)が高い複数のリング状の糸状部材52から成る補強部材を埋設し、このリング状の糸状部材(補強部材)52で当接部42のほぼ全域を補強している点にある。
【0057】
糸状部材52の材料としては、ステンレスワイヤー等の金属材料や、アラミド繊維、ナイロンまたはポリエステル等の樹脂材料のように、強度に優れたものが挙げられる。このことは、以下の各例においても同様である。
【0058】
この例のように、同心円状に配置されるリング状の糸状部材(補強部材)52で当接部42のほぼ全域を補強する場合、半径方向に沿った互いに隣り合う糸状部材(補強部材)52の間隔L1は、20mm以下であることが望ましい。
【0059】
図7は、本発明の他の実施形態の弾性膜4bを示す。この例の弾性膜4bの図5及び図6に示す弾性膜4aと異なる点は、弾性膜4bの当接部42の内部に、当接部42のほぼ全域に亘って、当接部42の中心から放射状に延びるように配置した、弾性膜4bよりも剛性(縦弾性係数)が高い複数の糸状部材54から成る補強部材を埋設し、この糸状部材(補強部材)54で当接部42のほぼ全域を補強している点にある。
【0060】
この例のように、放射状に配置される糸状部材(補強部材)54で当接部42のほぼ全域を補強する場合、互いに隣り合う糸状部材(補強部材)54のなす角(ピッチ角)αは、5°以下であることが望ましい。
【0061】
図8は、本発明の更に他の実施形態の弾性膜4cを示す。この例の弾性膜4cの図5及び図6に示す弾性膜4aと異なる点は、弾性膜4cの当接部42の内部に、当接部42のほぼ全域に亘って、当接部42の中心からコイル状に連続して延びるように配置した、弾性膜4cよりも剛性(縦弾性係数)が高い糸状部材56から成る補強部材を埋設し、この糸状部材(補強部材)56で当接部42のほぼ全域を補強している点にある。
【0062】
この例のように、コイル状に連続して配置される糸状部材(補強部材)56で当接部42のほぼ全域を補強する場合、半径方向に沿った互いに隣り合う糸状部材(補強部材)56の間隔L2は、20mm以下であることが望ましい。
【0063】
図9及び図10は、本発明の更に他の実施形態の弾性膜4dを示す。この例の弾性膜4dの図5及び図6に示す弾性膜4aと異なる点は、弾性膜4dの当接部42の内部に、当接部42のほぼ全域に亘って、互いに直交する縦方向及び横方向に直線状に延びる格子状に配置した、弾性膜4dよりも剛性(縦弾性係数)が高い複数の糸状部材58から成る補強部材を埋設し、この糸状部材(補強部材)58で当接部42のほぼ全域を補強している点にある。
【0064】
この例のように、格子状に配置される糸状部材(補強部材)58で当接部42のほぼ全域を補強する場合、糸状部材58の縦方向及び横方向に沿ったピッチL3,L4は、共に20mm以下であることが望ましい。
【0065】
弾性膜の当接部の当接面に平行な方向の伸縮性抑制効果には等方性が求められる。このため、基板Wとして、半導体ウェハ等の円形のものを使用し、当接部42も基板Wの形状に合った円形の形状を有している場合、図5及び図6に示す同心円状の糸状部材52、図7に示す放射状に延びる糸状部材54、または図8に示すコイル状の糸状部材56で当接部42のほぼ全域を補強することで、等方性を有する伸縮性抑制効果を確保しつつ、当接部42のほぼ全域をより均一に補強することができる。
【0066】
図9及び図10に示すように、格子状に配置される糸状部材(補強部材)58で当接部42のほぼ全域を補強する場合には、等方性を有する伸縮性抑制効果を確保するため、位相を変更した2種類以上の配列を複数実施することが望ましい。
【0067】
図11は、本発明の更に他の実施形態の弾性膜4eを示す。この例の弾性膜4eの図2乃至図4に示す弾性膜4と異なる点は、第1周壁部44及び第2周壁部46の当接部42との連接部(折り返し部)を除く鉛直部のほぼ全域を第2補強部材で補強し、これによって、前述のように、第1圧力室5及び第2圧力室7内を圧力流体で加圧した時に、第1周壁部44及び第2周壁部46の拡径を抑制するようにしている点にある。つまり、この例では、第1周壁部44の鉛直部の内部に、例えば1mm以下の厚さを有する、弾性膜4eよりも剛性(縦弾性係数)の高いシート状の樹脂板60aからなる第2補強部材を埋設し、この樹脂板(第2補強部材)60aで第1周壁部44の鉛直部ほぼ全域を補強している。同様に、第2周壁部46の鉛直部の内部に、例えば1mm以下の厚さを有する、弾性膜4eよりも剛性(縦弾性係数)の高いシート状の樹脂板60bからなる第2補強部材を埋設し、この樹脂板(第2補強部材)60bで第2周壁部46の鉛直部ほぼ全域を補強している。
【0068】
前述のように、第1周壁部44及び第2周壁部46が当接部42に連接されて上方に延びている場合、第1周壁部44及び第2周壁部46には、当接部42の当接面42aに対して垂直な方向への十分な伸縮性が求められるが、この例のように、第1周壁部44及び第2周壁部46の当接部42との連接部(折り返し部)を除く鉛直部のほぼ全域を第2補強部材で補強し、第1周壁部44及び第2周壁部46の当接部42との連接部の伸縮性を確保することによって、つまり要求に応えることができる。
【0069】
なお、前述と同様に、樹脂板60a,60bの代わりに、織布または不織布を使用し、第1周壁部44及び第2周壁部46の内部にそれぞれ埋設した織布または不織布で第1周壁部44及び第2周壁部46の鉛直部ほぼ全域を補強するようにしても良い。
【0070】
図12は、本発明の更に他の実施形態の弾性膜4fを示す。この例の弾性膜4fの図11に示す弾性膜4eと異なる点は、第1周壁部44の鉛直部の内部に、高さ方向に所定間隔離間して配置した、弾性膜4fよりも剛性(縦弾性係数)の高い複数のリング状の糸状部材62aからなる第2補強部材を埋設し、この糸状部材(第2補強部材)62aで第1周壁部44の鉛直部ほぼ全域を補強し、同様に、第2周壁部46の鉛直部の内部に、高さ方向に所定間隔離間して配置した、弾性膜4fよりも剛性(縦弾性係数)の高い複数のリング状の糸状部材62bからなる第2補強部材を埋設し、このリング状の糸状部材(第2補強部材)62bで第2周壁部46の鉛直部ほぼ全域を補強している点にある。
【0071】
このように、高さ方向に所定間隔離間して配置した複数のリング状の糸状部材62a,62bで第1周壁部44及び第2周壁部46をそれぞれ補強することで、第1周壁部44及び第2周壁部46の高さ方向の伸縮性を極力阻害しないようにすることができる。
【0072】
なお、リング状の複数の糸状部材62a,62bの代わりに、一連に連続して延びるコイル状の糸状部材を使用し、第1周壁部44及び第2周壁部46の内部にコイル状の糸状部材をそれぞれ埋設することで、第1周壁部44及び第2周壁部46の高さ方向の伸縮性を極力阻害しないようにしつつ、第1周壁部44及び第2周壁部46の鉛直部ほぼ全域をコイル状の糸状部材でそれぞれ補強するようにしてもよい。
【0073】
上記の例では、第1周壁部44及び第2周壁部46の双方を第2補強部材で補強するようにしているが、第1周壁部44及び第2周壁部46の一方を第2補強部材で補強するようにしても良い。
【0074】
図13は、本発明の更に他の実施形態の弾性膜4gを示す。この例の弾性膜4gの図2乃至図4に示す例と異なる点は、弾性膜4gの第1周壁部44の外側面に板状の低摩擦部材70を取り付けている点にある。このように、弾性膜4gの第1周壁部44の外側面に低摩擦部材70を取り付けることで、弾性膜4gの当接部42の伸びにより第1周壁部44とリテーナリング3(図2参照)が接触した場合でも、リテーナリング3の基板Wの外周部への押圧力の損失を低減することができる。
【0075】
図14は、本発明の更に他の実施形態の弾性膜4hを示す。この例の弾性膜4hの図13に示す弾性膜4gと異なる点は、弾性膜4gの第1周壁部44の外側面に、板状の低摩擦部材70の代わりにコーティング皮膜72を形成している点にある。このコーティング皮膜72は、例えば含浸コーティング皮膜またはフッ素樹脂から成るコーティング皮膜である。
このように、弾性膜4gの第1周壁部44の外側面にコーティング皮膜72を形成することで、第1周壁部44の厚みが増加してしまうことを防止することができる。
【0076】
これまで本発明の実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術的思想の範囲内において種々異なる形態にて実施されて良いことはいうまでもない。
【符号の説明】
【0077】
1 基板保持装置
2 装置本体
3 リテーナリング
4,4a,4b,4c,4d,4e,4f,4g,4h 弾性膜
5 第1圧力室
7 第2圧力室
42 当接部
42a 当接面
44 第1周壁部
46 第2周壁部
50 樹脂板(補強部材)
52,54,56,58 糸状部材(補強部材)
60a,60b 樹脂板(第2補強部材)
62a,62b 糸状部材(第2補強部材)
70 低摩擦部材
72 コーティング皮膜
100 研磨テーブル
101 研磨パッド
101a 研磨面
【特許請求の範囲】
【請求項1】
基板の外周部にリテーナリングを位置させて基板を保持する基板保持装置に用いられる弾性膜であって、
基板と当接する当接面を有する当接部と、
前記当接部の外周端に連接されて上方に延びる第1周壁部と、
前記第1周壁部の内側で前記当接部に連接されて上方に延び、外側に第1圧力室が、内側に第2圧力室がそれぞれ形成される第2周壁部とを備え、
前記当接部は、そのほぼ全域に亘って、弾性膜より剛性の高い補強部材により補強されていることを特徴とする弾性膜。
【請求項2】
前記当接部は円形で、前記補強部材は、前記当接部のほぼ全域に放射状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項3】
前記当接部は円形で、前記補強部材は、前記当接部のほぼ全域に同心円状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項4】
前記当接部は円形で、前記補強部材は、前記当接部のほぼ全域に渦巻き状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項5】
前記補強部材は、前記当接部のほぼ全域に格子状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項6】
前記補強部材は、前記当接部のほぼ全域に配置された不織布または織布から成ることを特徴とする請求項1記載の弾性膜。
【請求項7】
前記補強部材は、前記当接部のほぼ全域に配置された樹脂板から成ることを特徴とする請求項1記載の弾性膜。
【請求項8】
前記当接部には、吸着穴が設けられ、前記補強部材は、前記吸着穴及びその周囲を除く領域に配置されていることを特徴とする請求項1乃至7のいずれかに記載の弾性膜。
【請求項9】
前記第1周壁部と前記第2周壁部の少なくとも一方は、弾性膜より剛性の高い第2補強部材により補強されていることを特徴とする請求項1乃至8のいずれかに記載の弾性膜。
【請求項10】
前記第2補強部材は、高さ方向に沿って所定間隔離間して配置された糸状部材から成ることを特徴とする請求項9記載の弾性膜。
【請求項11】
前記第2補強部材は、コイル状の糸状部材から成ることを特徴とする請求項9記載の弾性膜。
【請求項12】
前記第2補強部材は、樹脂板、不織布または織布から成ることを特徴とする請求項9記載の弾性膜。
【請求項13】
前記第1周壁部の外側面に低摩擦部材が取り付けられていることを特徴とする請求項1乃至12のいずれかに記載の弾性膜。
【請求項14】
前記低摩擦部材は、コーティング皮膜であることを特徴とする請求項13記載の弾性膜。
【請求項15】
前記コーティング皮膜は、含浸コーティング皮膜であることを特徴とする請求項14記載の弾性膜。
【請求項16】
前記コーティング皮膜は、フッ素樹脂から成ることを特徴とする請求項14記載の弾性膜。
【請求項1】
基板の外周部にリテーナリングを位置させて基板を保持する基板保持装置に用いられる弾性膜であって、
基板と当接する当接面を有する当接部と、
前記当接部の外周端に連接されて上方に延びる第1周壁部と、
前記第1周壁部の内側で前記当接部に連接されて上方に延び、外側に第1圧力室が、内側に第2圧力室がそれぞれ形成される第2周壁部とを備え、
前記当接部は、そのほぼ全域に亘って、弾性膜より剛性の高い補強部材により補強されていることを特徴とする弾性膜。
【請求項2】
前記当接部は円形で、前記補強部材は、前記当接部のほぼ全域に放射状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項3】
前記当接部は円形で、前記補強部材は、前記当接部のほぼ全域に同心円状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項4】
前記当接部は円形で、前記補強部材は、前記当接部のほぼ全域に渦巻き状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項5】
前記補強部材は、前記当接部のほぼ全域に格子状に配置された糸状部材から成ることを特徴とする請求項1記載の弾性膜。
【請求項6】
前記補強部材は、前記当接部のほぼ全域に配置された不織布または織布から成ることを特徴とする請求項1記載の弾性膜。
【請求項7】
前記補強部材は、前記当接部のほぼ全域に配置された樹脂板から成ることを特徴とする請求項1記載の弾性膜。
【請求項8】
前記当接部には、吸着穴が設けられ、前記補強部材は、前記吸着穴及びその周囲を除く領域に配置されていることを特徴とする請求項1乃至7のいずれかに記載の弾性膜。
【請求項9】
前記第1周壁部と前記第2周壁部の少なくとも一方は、弾性膜より剛性の高い第2補強部材により補強されていることを特徴とする請求項1乃至8のいずれかに記載の弾性膜。
【請求項10】
前記第2補強部材は、高さ方向に沿って所定間隔離間して配置された糸状部材から成ることを特徴とする請求項9記載の弾性膜。
【請求項11】
前記第2補強部材は、コイル状の糸状部材から成ることを特徴とする請求項9記載の弾性膜。
【請求項12】
前記第2補強部材は、樹脂板、不織布または織布から成ることを特徴とする請求項9記載の弾性膜。
【請求項13】
前記第1周壁部の外側面に低摩擦部材が取り付けられていることを特徴とする請求項1乃至12のいずれかに記載の弾性膜。
【請求項14】
前記低摩擦部材は、コーティング皮膜であることを特徴とする請求項13記載の弾性膜。
【請求項15】
前記コーティング皮膜は、含浸コーティング皮膜であることを特徴とする請求項14記載の弾性膜。
【請求項16】
前記コーティング皮膜は、フッ素樹脂から成ることを特徴とする請求項14記載の弾性膜。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2013−111717(P2013−111717A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−261327(P2011−261327)
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
[ Back to top ]